 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

To, co nikt nie mówi o kosztach i terminach obróbki serwisowej
Zrozumienie pojęcia frezowania usługowego i dlaczego jest ono tak istotne
Czy kiedykolwiek zastanawiałeś się, dlaczego niektóre przedsiębiorstwa inwestują miliony w zakup sprzętu, podczas gdy inne produkują identyczne części bez posiadania nawet jednej maszyny? Odpowiedź tkwi we frezowaniu usługowym – strategicznym podejściu, które zmienia sposób, w jaki firmy myślą o produkcji.
Co frezowanie usługowe oznacza w praktyce dla producentów
Frezowanie usługowe odnosi się do zlecenia prac produkcyjnych precyzyjnych specjalistycznym zewnętrznym zakładom wyposażonym w zaawansowane technologie CNC. Zamiast zakupu drogiego sprzętu i zatrudniania wykwalifikowanych operatorów, firmy współpracują z dedykowanymi dostawcami usług frezarskich, którzy pełnią rolę kompleksowego partnera produkcyjnego – od początku do końca procesu wytwarzania.
Pomyśl o tym w ten sposób: potrzebujesz precyzyjnych komponentów, ale nie musisz koniecznie posiadać fabryki. Zgodnie z badaniami branżowymi przeprowadzonymi przez Technavio rynek usług frezarskich ma wzrosnąć o 17,4 mld USD w latach 2023–2028 przy średniorocznym tempie wzrostu wynoszącym 4,5%. Ten wzrost odzwierciedla podstawową zmianę strategii produkcyjnej — firmy coraz częściej uświadamiają sobie, że partnerzy zewnętrzni mogą zapewnić wyższą jakość wyników bez konieczności ponoszenia kosztów inwestycji kapitałowych.
Gdy szukasz frazy „cnc machine shop near me” („warsztat CNC w pobliżu mnie”) lub eksplorujesz usługi precyzyjnego frezowania CNC, tak naprawdę szukasz właśnie tych specjalistycznych partnerów. Niezależnie od tego, czy jesteś startupem tworzącym prototyp swojego pierwszego produktu, czy ugruntowanym producentem zwiększającym skale produkcji, dostawcy usług oferują taką samą wysoką jakość wykonania, jakiej można oczekiwać od operacji prowadzonych we własnym zakresie.
Podstawowa różnica między zlecaniem obróbki na zewnątrz a obróbką wewnętrzna
Różnica między tymi podejściami sprowadza się do kwestii własności i odpowiedzialności. W przypadku obróbki wewnętrznej ponosisz pełną odpowiedzialność za zakup sprzętu, harmonogramy konserwacji, szkolenia operatorów oraz certyfikaty jakości. Partnerzy zewnętrzni całkowicie przejmują te obciążenia.
Rozważ, jakie rzeczywiście wymagają operacje wykonywane wewnętrznie:
- Znaczne początkowe inwestycje kapitałowe w maszyny CNC, których cena może wynosić od kilkudziesięciu tysięcy do milionów dolarów
- Koszty utrzymania w dalszym ciągu które gromadzą się w czasie i wymagają techników specjalistycznych
- Wykwalifikowani operatorzy którzy otrzymują wysokie wynagrodzenia i potrzebują ciągłego szkolenia
- Certyfikaty jakości takie jak ISO 9001, które wymagają rygorystycznej dokumentacji i audytów
Obróbka usługowa eliminuje te wymagania. Zakład maszynowy Jose lub dowolny inny kwalifikowany dostawca już dokonał tych inwestycji. Utrzymuje najnowszy sprzęt, zatrudnia doświadczonych tokarzy i frezowników oraz posiada certyfikaty wymagane przez Twoją branżę. Po prostu korzystasz z ich możliwości w momencie, gdy są one potrzebne.
Dlaczego firmy z różnych branż — od przemysłu lotniczego po urządzenia medyczne — polegają na zewnętrznych partnerach w zakresie obróbki skrawaniem? Wartość oferowana jest bardzo atrakcyjna. Usługi wysokoprecyzyjnej obróbki skrawaniem zapewniają dostęp do wieloosiowych maszyn CNC, doświadczonych operatorów oraz sprawdzonych systemów zapewnienia jakości bez konieczności blokowania środków finansowych. Wiele warsztatów obróbkowych w Kalifornii i innych ośrodkach przemysłowych specjalizuje się w określonych branżach, oferując wiedzę fachową, której nabywanie wewnętrzne zajęłoby lata.
Elastyczność ta okazuje się szczególnie przydatna, gdy wymagania projektowe ulegają zmianie. Zamiast utrzymywać nieużywane wyposażenie w okresach spadku aktywności lub pośpiesznie zwiększać moc produkcyjną w czasie wzrostu popytu, zlecenie usług obróbkowych zewnętrznym podmiotom umożliwia płynne skalowanie produkcji. Jest to strategiczna przewaga, która pozwala skupić się na tym, co robi się najlepiej — projektowaniu produktów, obsłudze klientów oraz rozwoju firmy.
Rodzaje procesów CNC oraz ich zastosowania
Gdy współpracujesz z dostawcą usług frezarskich, nie otrzymujesz jedynie dostępu do sprzętu – korzystasz z różnorodnego zestawu procesów produkcyjnych. Jednak pojawia się pytanie: jak określić, który proces najlepiej odpowiada Twojemu projektowi? Zrozumienie różnic między frezowaniem, toczeniem oraz technikami specjalnymi pozwala skutecznie komunikować się ze swoim partnerem frezarskim i podejmować świadome decyzje dotyczące wykonywanych części.
Frezowanie CNC – wyjaśnienie
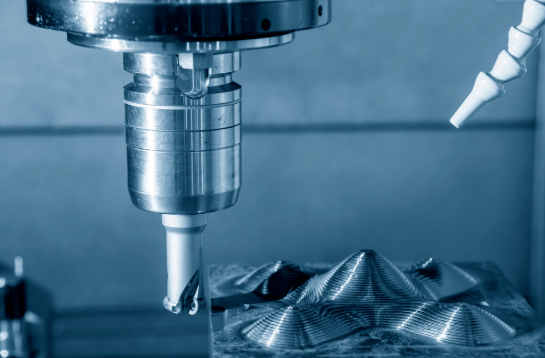
Wyobraź sobie wirujący narzędzie skrawające poruszające się po nieruchomym przedmiocie obrabianym, usuwa materiały warstwa po warstwie . To właśnie tak działa frezarka CNC. W przeciwieństwie do innych procesów, w których obrabiany przedmiot się obraca, podczas frezowania przedmiot pozostaje nieruchomy, a pracę wykonują wielopunktowe narzędzia skrawające poruszające się wzdłuż wielu osi.
Ta metoda doskonale sprawdza się przy tworzeniu złożonych kształtów 3D, które byłyby niemożliwe do uzyskania przy użyciu prostszych metod. Zgodnie z badaniami produkcyjnymi firmy 3ERP, frezarki mogą działać w konfiguracjach 3-, 4- lub 5-osowych, przy czym każda dodatkowa oś otwiera nowe możliwości geometryczne.
Co czyni frezowanie szczególnie wszechstronnym? Rozważ poniższe typowe zastosowania:
- Płaskich powierzchni i czoł — frezowanie czołowe tworzy precyzyjne płaszczyzny poziome na górnej powierzchni przedmiotów obrabianych
- Wklęsłości i wnęk — frezowanie kieszeni usuwa materiał z obszarów wewnętrznych, tworząc zagłębienia
- Wpinki i rowki — frezowanie obwodowe wytwarza kanały wzdłuż krawędzi części przy kontrolowanej głębokości
- Złożonych konturów 3D — frezy kuliste śledzą organiczne krzywizny w formach i prototypach
- Elementy ukośne — frezy do fazowania oraz operacje kątowe tworzą krawędzie pochylone
Gdy rozważasz usługi frezowania CNC 5 osi, masz do czynienia z najbardziej zaawansowaną dostępna możliwością frezowania. Maszyny te mogą nachylać narzędzie lub stół, umożliwiając obróbkę podcięć i powierzchni o skomplikowanej geometrii w jednej pozycji. W przypadku obróbki dużych części CNC lub skomplikowanych elementów lotniczych dostawcy usług frezowania CNC 5 osi zapewniają dokładność, której nie potrafią osiągnąć prostsze konfiguracje.
Gdy toczenie przewyższa frezowanie
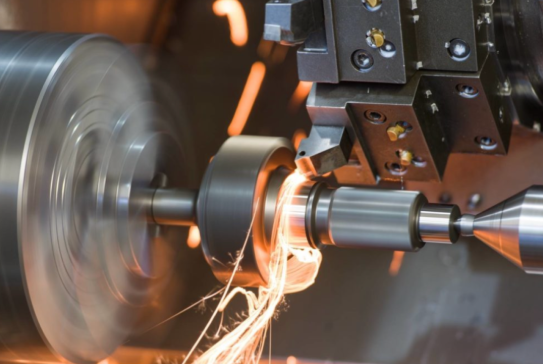
Teraz odwróćmy sytuację. W toczeniu CNC obrabiany przedmiot obraca się szybko, podczas gdy nieruchomy, jednopunktowy narzędzie skrawające kształtuje jego powierzchnię. To odwrócenie ruchu tworzy podstawową różnicę w zakresie zadań, które każda z tych operacji wykonuje najlepiej.
Brzmi prosto? I rzeczywiście tak jest — a ta prostota przekłada się na wydajność. Operacje tokarskie są z natury szybsze przy obróbce elementów cylindrycznych, ponieważ obracający się ruch generuje naturalnie profile okrągłe. Jeśli Twój detal przypomina wałek, sworzeń, wpust lub pręt z gwintem, to toczenie jest niemal zawsze najlepszym wyborem.
Oto przypadki, w których toczenie przewyższa frezowanie:
- Kształtów cylindrycznych i stożkowych — obracający się przedmiot obrabiany generuje naturalnie profile okrągłe o doskonałej współosiowości
- Wielkoseryjne serie produkcyjne — podajniki prętów umożliwiają ciągłą obróbkę przy minimalnym udziale operatora
- Wewnętrznych i zewnętrznych gwintów — operacje gwintowania integrują się bezproblemowo w cykle tokarskie
- Ścisłe tolerancje okrągłości — proces zapewnia stałe średnice na całej długości długich detali
- Projekty wrażliwe na koszty — prostsze wyposażenie narzędziowe oraz krótsze czasy cyklu zmniejszają koszty przypadające na pojedynczy detal
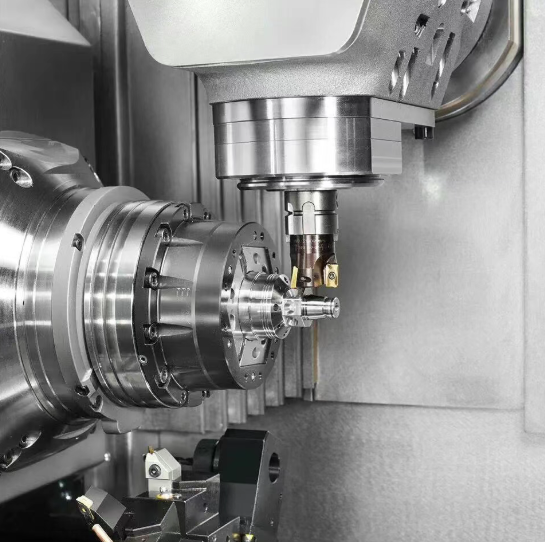
Nowoczesne centra tokarskie CNC zacierają granice między procesami. Wiele z nich wyposażonych jest w narzędzia obrotowe — wirujące narzędzia, które mogą wykonywać operacje frezowania, gdy detal nadal pozostaje zamocowany w tokarce. Ta hybrydowa funkcjonalność pozwala na przeprowadzenie pojedynczej operacji takich czynności jak wiercenie otworów poprzecznych, frezowanie płaszczyzn lub frezowanie rowków wpustowych bez konieczności przenoszenia detalu do osobnego ustawienia.
W przypadku projektów obróbki CNC detali łączących cechy okrągłe i graniaste, zapytaj swojego dostawcę usług o możliwość wykorzystania maszyn łączących funkcje frezarki i tokarki. Te maszyny hybrydowe mogą znacznie skrócić czas realizacji zamówienia oraz poprawić dokładność wymiarową dzięki eliminacji wielokrotnych ustawień.
Procesy specjalistyczne do złożonych geometrii
Co dzieje się, gdy tradycyjne narzędzia skrawające nie są w stanie dotrzeć do wymaganej geometrii? Wtedy w grę wchodzą specjalistyczne procesy, takie jak elektroerozyjna obróbka skrawająca (EDM) oraz precyzyjne szlifowanie.
Machining za pomocą Wypalania Elektrycznego (EDM) usuwa materiał za pomocą kontrolowanych iskr elektrycznych zamiast fizycznego skrawania. Zgodnie z Dokumentacją techniczną OpenLearn , EDM działa na dowolnym materiale przewodzącym prąd elektryczny, niezależnie od jego twardości — co czyni go idealnym rozwiązaniem do obróbki hartowanych stali narzędziowych oraz egzotycznych stopów, które zniszczyłyby tradycyjne narzędzia skrawające.
EDM wyróżnia się w określonych zastosowaniach:
- Małe otwory o wysokim stosunku głębokości do średnicy — EDM drutem umożliwia tworzenie otworów o średnicy nawet 0,05 mm
- Złożone wnęki matryc — EDM zanurzeniowe kształtuje skomplikowane cechy formy bez wykonywania wykańczających operacji usuwających zadziory
- Materiały hartowane — erozja iskrowa całkowicie ignoruje twardość materiału
- Ostre narożniki wewnętrzne — pozwala osiągać promienie zaokrągleń aż do 0,4 mm, tam, gdzie frezy nie są w stanie dotrzeć
Jaka jest cena tego rozwiązania? EDM działa wolniej niż tradycyjna obróbka skrawaniem, a tempo usuwania metalu mierzy się zwykle w centymetrach sześciennych na godzinę. Ponadto pozostawia warstwę przetopioną o głębokości 0,0025–0,15 mm, którą w przypadku zastosowań krytycznych pod względem zmęczeniowym może być konieczne usunięcie.
Precyzyjne Szlifowanie wykorzystuje koła szlifowe do osiągania wykończeń powierzchniowych i tolerancji przekraczających możliwości narzędzi skrawających. Gdy projekt wymaga powierzchni lustrzanych lub dokładności na poziomie mikronów, szlifowanie staje się niezbędne.
Firmy takie jak Odyssey Machining oraz inne specjalistyczne dostawcy często łączą wiele procesów w sekwencji — obróbkę zgrubną frezowaniem, wykańczanie szlifowaniem oraz pracę szczegółową metodą EDM. Takie zintegrowane podejście zapewnia najlepsze cechy każdej z metod przy jednoczesnym minimalizowaniu całkowitego czasu produkcji.
Zrozumienie różnic między tymi procesami pozwala na bardziej skuteczną współpracę z partnerem z zakresu obróbki skrawaniem. Gdy potrafisz określić, czy dana część wymaga elastyczności frezowania, wydajności toczenia czy specjalistycznej precyzji, otrzymasz bardziej dokładne oferty cenowe oraz krótsze czasy realizacji.
Przewodnik po doborze materiałów dla elementów wykonanych metodą skrawania
Wybrałeś proces obróbki. Teraz nadchodzi decyzja równie ważna: z jakiego materiału ma być wykonana Twoja część? Ten wybór wpływa na każdy aspekt projektu — od czasu obróbki i zużycia narzędzi po końcową wydajność części i całkowity koszt. Poprawny wybór zapewni komponenty przekraczające oczekiwania. Błędny wybór może skutkować opóźnieniami, przekroczeniem budżetu lub elementami zawodzącymi w warunkach eksploatacji.
Oto co czyni dobór materiału trudnym: zawsze wiąże się on z kompromisem. Zgodnie z badaniami produkcyjnymi firmy Tops Best Precision, miękkie metale, takie jak aluminium i mosiądz, charakteryzują się doskonałą obrabialnością, ale mogą brakować im wytrzymałości i trwałości. Z kolei trudniejsze do obróbki materiały, takie jak tytan i stal nierdzewna, oferują wyższą wytrzymałość, odporność na korozję oraz trwałość.
Przyjrzymy się Twoim opcjom, abyś mógł podjąć świadome decyzje dotyczące swojego usługi obróbki CNC z aluminium lub innych wymagań materiałowych.
Stopy aluminium do zastosowań wymagających lekkości i wysokiej wydajności
Gdy producenci potrzebują części szybko, nie poświęcając przy tym jakości, aluminium często znajduje się na szczycie listy. Usługi obróbki aluminiu, charakteryzujące się wskaźnikiem obrabialności wynoszącym 90–95% w porównaniu do standardu miedzi, zapewniają krótki czas realizacji zamówień oraz doskonałą jakość powierzchni.
Dlaczego aluminium tak dobrze nadaje się do obróbki? Jego wysoka przewodność cieplna umożliwia szybkie odprowadzanie ciepła ze strefy cięcia, co pozwala na zastosowanie wyższych prędkości skrawania bez wpływu na trwałość narzędzi. Zgodnie z przewodnikiem doboru materiałów firmy Ethereal Machines, stop aluminium 6061 łączy w sobie odpowiednią wytrzymałość i dobrą obrabialność, oferując uniwersalność zastosowań – od przemysłu motocyklowego po towary konsumenckie.
Typowe stopy aluminium, które można spotkać w ofertach usług frezowania CNC z aluminium, to:
- 6061-T6 — podstawowy stop o dobrej wytrzymałości, spawalności i odporności na korozję, stosowany w zastosowaniach ogólnych
- 7075-T6 — stop o wyższej wytrzymałości, zbliżonej do niektórych stali, idealny do elementów konstrukcyjnych w przemyśle lotniczym oraz zastosowań wymagających dużej wytrzymałości
- 2024-T3 —doskonała odporność na zmęczenie dla powłoki i elementów konstrukcyjnych samolotów
- 5052—wysoka odporność na korozję w środowiskach morskich oraz przetwarzania chemicznego
Jaka jest cena tego kompromisu? Niższa twardość aluminium oznacza, że materiał ten nie nadaje się do zastosowań wymagających ekstremalnej odporności na zużycie ani pracy w wysokich temperaturach. W takich przypadkach należy rozważyć stal lub stopy specjalne.
Stal i opcje ze stali nierdzewnej pod kątem trwałości
Gdy wytrzymałość i trwałość są ważniejsze niż masa, odmiany stali stają się materiałami pierwszego wyboru. Jednak rodzina stali obejmuje szeroki zakres właściwości użytkowych — tak samo jak zakres ich obrabialności.
Stale węglowe i stopy stalowe (np. 1018, 4140 i 4340) zapewniają uzasadniony kompromis między wytrzymałością a obrabialnością. Ich twardość wynosi około 70%, co czyni je znacznie trudniejszymi do cięcia niż aluminium, ale nadal możliwymi do obróbki przy użyciu standardowego wyposażenia narzędziowego. Materiały te doskonale sprawdzają się w elementach konstrukcyjnych, częściach maszyn oraz zębatkach, gdzie wytrzymałość usprawiedliwia dodatkowy czas potrzebny na obróbkę.
Nierdzewne stale stwarzają inne wyzwania. Zgodnie z badaniami materiałoznawczymi stopnie takie jak 304 i 316 mają wskaźniki obrabialności jedynie na poziomie 30–40%. Dlaczego są tak trudne w obróbce? Stal nierdzewna ulega wzbogaceniu powierzchniowemu (work hardening) – staje się twardsza w miarę jej skrawania. Wymaga to niższych prędkości skrawania, bardziej sztywnych ustawień obrabiarki oraz częstszej wymiany narzędzi.
Mimo trudności związanych z obróbką stal nierdzewna posiada właściwości uzasadniające podjęcie tego wysiłku w określonych zastosowaniach:
- wyroby z stali nierdzewnej 304 — ogólnego zastosowania w zakresie odporności na korozję w przetwórstwie spożywczym, architekturze oraz przemyśle chemicznym
- nierdzewna stal 316 — wysokiej odporności na korozję w środowiskach morskich, medycznych oraz farmaceutycznych
- 17-4 PH — gatunku hartowanego wytrącaniowo zapewniającego dużą wytrzymałość w elementach stosowanych w przemyśle lotniczym i obronnym
- stal nierdzewna 303 — gatunku łatwego w obróbce z dodatkowym siarką poprawiającą łamliwość wióra i zwiększającą trwałość narzędzi
Jeśli projekt wymaga stali nierdzewnej, należy spodziewać się dłuższych czasów realizacji i wyższych kosztów na pojedynczą część w porównaniu do ofert dotyczących frezowania aluminium. Sam materiał jest droższy, obróbka przebiega wolniej, a narzędzia ulegają szybszemu zużyciu — wszystkie te czynniki wpływają na cenę oferowaną przez dostawcę usług.
Tworzywa inżynierskie i materiały egzotyczne
Nie każdy element musi być wykonany z metalu. Tworzywa inżynierskie oferują unikalne zalety, takie jak mniejsza masa, odporność chemiczna oraz izolacja elektryczna. Tymczasem stopy egzotyczne radzą sobie w ekstremalnych warunkach, w których tradycyjne materiały zawodzą.
Popularne tworzywa inżynierskie dla elementów frezowanych obejmują:
- Delrin (acetal) — bardzo łatwy w obróbce, charakteryzuje się doskonałą stabilnością wymiarową; idealny do zastosowań takich jak zębniki, łożyska i elementy mechaniczne
- PEEK — termoplastyk o wysokiej wydajności, odporny na temperatury do 250 °C, powszechnie stosowany w przemyśle lotniczym i w implantach medycznych
- UHMW — wyjątkowa odporność na zużycie i niski współczynnik tarcia; stosowany w elementach taśm transportowych oraz nakładkach ochronnych przeciwzużyciowych
- Poliwęglan — wysoka odporność na uderzenia oraz doskonała przeźroczystość; stosowany w oknach bezpieczeństwa i osłonach ochronnych
Maszyny do przetwarzania tworzyw sztucznych działają szybko, ale wymagają innych rozważań. Niektóre z nich mogą się topić lub odkształcać pod wpływem ciepła generowanego podczas cięcia, podczas gdy inne kruszą się przy zbyt agresywnym cięciu. Współpracujący z Państwem partner ds. obróbki powinien odpowiednio dostosować prędkości obrotowe, posuwy oraz strategie chłodzenia.
Stopy egzotyczne zajmują przeciwne końce skali — są trudne w obróbce, ale niezbędne w ekstremalnych warunkach. Primo Medical Group zauważa że materiały takie jak tytan czy inne egzotyczne stopy wymagają zastosowania specjalistycznych technik obróbki ze względu na swoje wyjątkowe właściwości, takie jak twardość, odporność na korozję oraz biokompatybilność.
Tytan ma wskaźnik obrabialności wynoszący jedynie 20–25%. Jego niska przewodność cieplna powoduje gromadzenie się ciepła w strefie cięcia, co wymaga stosowania niskich prędkości obrotowych oraz specjalistycznych narzędzi z powłokami. Inconel i inne superstopy niklowe mają jeszcze niższy wskaźnik obrabialności – 10–15% – i wymagają szczególnej ostrożności, aby zapobiec uszkodzeniu narzędzi.
Kiedy te materiały uzasadniają trudność ich obróbki? Tytan występuje w konstrukcjach lotniczych i kosmicznych, implantach medycznych oraz wysokowydajnym sprzęcie sportowym, gdzie jego stosunek wytrzymałości do masy nie ma sobie równych. Inconel stosowany jest w elementach silników odrzutowych i zastosowaniach jądrowych, gdzie skrajne temperatury i korozja zniszczyłyby inne materiały.
Porównanie materiałów w skrócie
Korzystaj z tej tabeli referencyjnej podczas omawiania opcji materiałowych ze swoim dostawcą usług frezarskich:
| Materiał | Ocena łatwości obróbki | Typowe zastosowania | Rozważanie kosztów |
|---|---|---|---|
| Brąz c36000 | 100% (standard) | Końcówki, komponenty elektryczne, dekoracyjne elementy wyposażenia | Umiarkowana cena materiału, najniższy koszt obróbki |
| Aluminium 6061 | 90-95% | Lotnictwo i kosmonautyka, motoryzacja, obudowy elektroniczne | Niski koszt materiału, szybka obróbka |
| Stal węglowa 1018 | 70% | Elementy konstrukcyjne, wały, komponenty maszyn | Niska cena materiału, umiarkowany czas obróbki |
| Pozostałe stali nierdzewnej | 30-40% | Przemysł spożywczy, medycyna, środowiska morskie | Wyższa cena materiału, wolniejsza obróbka |
| Tytan 6Al-4V | 20-25% | Konstrukcje lotnicze i kosmiczne, implanty medyczne, zastosowania wojskowe | Wysokie koszty materiału, wymagane specjalistyczne narzędzia |
| Inconel 718 | 10-15% | Silniki odrzutowe, reaktory jądrowe, ekstremalne warunki środowiskowe | Bardzo wysoka cena materiału, najwolniejsza obróbka |
| Delrin (acetal) | Wysoki | Zębniki, łożyska, precyzyjne elementy mechaniczne | Umiarkowane koszty materiału, szybka obróbka |
| PEEK | Umiarkowany | Implanty medyczne, przemysł lotniczo-kosmiczny, przetwarzanie chemiczne | Wysokie koszty materiału, wymagana kontrola temperatury |
Wymagania dotyczące materiałów specyficzne dla branży
Branża, w której działa Państwo, prawdopodobnie determinuje wybór materiałów poza czystymi rozważaniami wydajnościowymi. Wymagania regulacyjne oraz normy certyfikacyjne znacznie ograniczają dostępne opcje.
Produkcja Urządzeń Medycznych wymaga materiałów o udokumentowanej biokompatybilności i śledzalności. Tytan, stal nierdzewna 316L oraz specjalistyczne polimery, takie jak PEEK, spełniają wymagania FDA dotyczące urządzeń wszczepianych. Partner odpowiedzialny za obróbkę musi prowadzić dokumentację potwierdzającą pochodzenie materiału oraz zgodność ze standardami, takimi jak ISO 13485.
Zastosowania w lotnictwie wymagają certyfikowanych stopów z pełną śledzalnością materiału. Nie można stosować dowolnego aluminium — musi to być stop przeznaczony do zastosowań lotniczych, posiadający certyfikaty hutnicze dokumentujące jego skład chemiczny oraz właściwości mechaniczne. Do powszechnie stosowanych specyfikacji należą m.in. AMS (specyfikacje materiałów lotniczych) oraz normy ASTM.
Komponenty samochodowe często balansują między efektywnością kosztową a wymaganiami dotyczącymi wydajności. Produkcja masowa zwykle preferuje materiały łatwo obrabialne, takie jak aluminium i stali łatwe do toczenia, aby zminimalizować koszty przypadające na pojedynczą część, jednocześnie spełniając specyfikacje dotyczące trwałości.
Zrozumienie tych dynamik materiałowych pozwala na bardziej skuteczną współpracę z partnerem zajmującym się obróbką skrawaniem. Gdy potrafisz omawiać kompromisy pomiędzy łatwością obróbki a wydajnością, podejmujesz lepsze decyzje dotyczące miejsc, w których warto zainwestować budżet – oraz tam, gdzie można zaoszczędzić.

Pełny przepływ pracy w zakresie kompleksowych usług obróbki skrawaniem – wyjaśnienie
Wybrałeś/-aś metodę obróbki i materiał. Co dalej? Dla wielu pierwszych klientów podróż od początkowego zapytania do otrzymania gotowych części wydaje się być czarną skrzynką. Co dzieje się po przesłaniu plików? Jak długo trwa każdy etap? Zrozumienie pełnego przepływu pracy pozwala ustalić realistyczne oczekiwania i uniknąć kosztownych nieporozumień.
Nie ma znaczenia, czy współpracujesz z warsztatem maszynowym w San Jose, czy z dostawcą z innego końca kraju – większość renomowanych zakładów obróbki CNC w Kalifornii stosuje podobny, zorganizowany proces. Przeanalizujemy krok po kroku poszczególne etapy, abyś wiedział dokładnie, czego możesz się spodziewać.
Przygotowanie plików projektowych do przesłania
Twój projekt rozpoczyna się w chwili przesłania plików projektowych – sposób ich przygotowania ma bezpośredni wpływ na dokładność oferty cenowej oraz czas realizacji. Zgodnie z dokumentacją standardowego przepływu pracy w branży, typowy pakiet zapytania powinien zawierać modele CAD, rysunki techniczne, specyfikacje materiałów, wymagane ilości oraz harmonogram dostaw.
Jakie formaty plików preferują warsztaty maszynowe w San Jose (Kalifornia) i inne profesjonalne zakłady?
- STEP (.stp, .step) — uniwersalny standard wymiany modeli 3D, czytelny praktycznie przez każde oprogramowanie CAM
- IGES (.igs, .iges) — starszy, ale szeroko obsługiwany format geometrii powierzchniowej i bryłowej
- DXF/DWG — pliki rysunków 2D niezbędne przy obróbce elementów płaskich oraz do podawania wymiarów uzupełniających
- Natywne pliki CAD —Pliki SolidWorks, Inventor lub Fusion 360 zachowują pełną intencję projektową, gdy warsztat wykorzystuje oprogramowanie zgodne z tymi programami
- Rysunki w formacie PDF —opisane rysunki 2D zawierające wymiary dopuszczalne, wymagania dotyczące chropowatości powierzchni oraz specjalne wymagania
Oto coś, co wielu kupujących przeocza: same modele 3D nie wystarczają. Twój kalifornijski warsztat obróbkowy potrzebuje wymiarowych rysunków 2D określających dopuszczalne odchyłki, wymagania dotyczące chropowatości powierzchni oraz cechy krytyczne. Model 3D informuje, jaki kształt należy wykonać; rysunek określa, z jaką precyzją należy go wykonać.
Zanim wyślesz dokument, sprawdź ponownie poniższe typowe problemy:
- Czy wszystkie wymiary zostały jednoznacznie określone z odpowiednimi dopuszczalnymi odchyłkami?
- Czy wskazano, które cechy są krytyczne, a które podlegają ogólnym tolerancjom?
- Czy gatunek materiału został wyraźnie określony (np. nie tylko „aluminium”, ale „6061-T6”)?
- Czy wymagania dotyczące chropowatości powierzchni zostały zapisane przy użyciu standardowych wartości Ra?
- Czy podano wymaganą ilość oraz termin dostawy?
Proces wyceny i przeglądu
Gdy Twoje pliki dotrą, rozpoczyna się proces przygotowania oferty — a jest on bardziej złożony, niż wielu klientów sobie wyobraża. Zgodnie z przewodnikiem Stecker Machine dotyczącym wniosków o wycenę (RFQ), doświadczeni członkowie zespołu warsztatu dokonują przeglądu pakietu, zaczynając od oceny wykonalności na podstawie posiadanych kompetencji i wiedzy specjalistycznej.
Co dzieje się w trakcie tego przeglądu? Inżynierowie analizują Twoje rysunki techniczne pod kątem niespójności, ścisłych tolerancji, potencjalnych problemów oraz wyzwań związanych z procesem produkcyjnym. Szukają możliwych do wykrycia na wczesnym etapie problemów, zanim staną się kosztownymi błędami.
Najlepsi dostawcy usług frezarskich nie ograniczają się jedynie do wyceny dokładnie tego, o co poproszono — proponują również ulepszenia. Analiza projektu pod kątem możliwości produkcji (DFM) pozwala zidentyfikować możliwości:
- Zmniejszyć koszty poprzez zastąpienie materiału lub uproszczenie geometrii
- Poprawę jakości poprzez dostosowanie tolerancji dla cech niekluczowych
- Skrócenie czasów realizacji poprzez wybór procesów lepiej dopasowanych do danej geometrii
- Eliminację potencjalnych awarii poprzez zidentyfikowanie cienkich ścian, ostrych narożników wewnętrznych lub innych problematycznych cech
Złożoność i objętość określają sposób przetwarzania części. Korzystając z tych informacji, oszacowujący współpracują z inżynierami przy przeprowadzaniu badań czasowych dla poszczególnych narzędzi i operacji. Szacunki czasu cyklu są podstawą wszystkich decyzji — od wydajności operatorów i potrzeb sprzętowych po ostateczną cenę ofertową.
Oficjalna oferta, którą otrzymujesz, zawiera zazwyczaj:
- Cenę jednostkową oraz szczegółowy podział całkowitych kosztów
- Szacowany czas realizacji zamówienia od potwierdzenia zamówienia do wysyłki
- Koszty materiałów (czasem wymienione osobno)
- Opłaty za przygotowanie maszyn oraz wymagania dotyczące narzędzi
- Dowolne wyjaśniające stwierdzenia dotyczące dopuszczalnych odchyłek lub specyfikacji
Produkcja aż do końcowej kontroli jakości
Po zatwierdzeniu oferty i potwierdzeniu zamówienia rozpoczyna się planowanie produkcji. Twoje zlecenie trafia do kolejki w zależności od jego złożoności, dostępności materiałów oraz harmonogramu maszyn. To właśnie w tym etapie Twoje części rzeczywiście powstają.
Faza produkcji obejmuje wiele wzajemnie skoordynowanych kroków:
- Dostawanie się materiałów —Wasz sklep zakupuje surowy materiał odpowiadający określonej przez Państwa klasie, często z certyfikatami hutniczymi zapewniającymi śledzilność
- Programowanie CNC —Inżynierowie tworzą ścieżki narzędziowe za pomocą oprogramowania CAM, optymalizując je pod kątem szybkości, dokładności i trwałości narzędzi
- Ustawienie maszyny —Operatorzy montują uchwyty, ładują narzędzia oraz kalibrują maszynę do konkretnego detalu
- Produkcja pierwszego egzemplarza —Pierwszy detal jest frezowany i starannie inspekcjonowany przed przejściem do dalszych etapów
- Seria produkcyjna —Po pozytywnym wyniku inspekcji pierwszego detalu przystępuje się do obróbki pozostałych sztuk
- Kontrole jakości w trakcie procesu —Operatorzy weryfikują kluczowe wymiary w trakcie całej serii produkcyjnej
- Operacje wtórne —W razie potrzeby detale są poddawane usuwaniu wykańczania (deburring), obróbce powierzchniowej lub obróbce cieplnej
- Końcowa Inspekcja —Gotowe detale są mierzone zgodnie z Państwa specyfikacjami przy użyciu skalibrowanego sprzętu pomiarowego
- Opakowanie i wysyłka —Detale są odpowiednio chronione i wysyłane wraz z wymaganą dokumentacją
Kontrole jakości odbywają się ciągle, a nie tylko na końcu procesu. Szczególnie istotna jest inspekcja pierwszego detalu — to właśnie w tym momencie wykrywane są błędy programowania, problemy z przygotowaniem stanowiska roboczego lub niedoskonałości projektu, zanim dojdzie do marnotrawienia materiału w pełnej serii produkcyjnej.
Pełny przepływ pracy w jednym rzucie oka
Od początku do końca: tak wygląda typowa ścieżka realizacji projektu w profesjonalnym zakładzie obróbki skrawaniem:
- Złożenie projektu —dostarczasz pliki CAD, rysunki i specyfikacje
- Generowanie oferty —inżynierowie oceniają wykonalność i opracowują wycenę
- Ocena projektu i analiza możliwości produkcji (DFM) —identyfikowane są potencjalne ulepszenia i omawiane z Tobą
- Potwierdzenie zamówienia —zatwierdzasz ofertę i udzielasz autoryzacji zakupowej
- Planowanie produkcji —Twoje zlecenie trafia do kolejki zgodnie z uzgodnionymi czasami realizacji
- Zakup Materiałów —surowy materiał jest pozyskiwany zgodnie z Twoimi specyfikacjami
- Operacje obróbki skrawaniem —maszyny CNC przekształcają surowy materiał w gotowe elementy
- Inspekcja i kontrola jakości — części są weryfikowane pod kątem wymagań dotyczących wymiarów i jakości
- Wysyłka i dostawa — ukończone części docierają do Państwa zakładu wraz z dokumentacją
Zrozumienie tego przepływu pracy pozwala skuteczniej planować projekty. Będziecie Państwo wiedzieć, kiedy można spodziewać się aktualizacji, jakie informacje potrzebuje Wasza warsztatowa w każdym etapie oraz jak uniknąć opóźnień, które mogą przesunąć termin dostawy.
Teraz, gdy znacie Państwo ten proces, kolejnym logicznym pytaniem staje się: ile to wszystko rzeczywiście będzie kosztować? Kilka czynników wpływa na cenę w sposób, który nie jest od razu oczywisty — a ich znajomość pozwala na lepsze projektowanie i dokładniejsze budżetowanie.
Co wpływa na koszty obróbki skrawaniem
Oto czego większość dostawców nie powie wam od razu: cena za części frezowane zależy od decyzji, które macie pod kontrolą. Wybór materiału, specyfikacje dopuszczalnych odchyłek, wymagania dotyczące wykończenia powierzchni oraz wielkość zamówienia wpływają na końcową kwotę faktury — czasem bardzo znacznie. Zrozumienie tych zmiennych daje wam pełną kontrolę nad budżetowaniem projektów i negocjacjami z dostawcami.
Zgodnie z kompleksowym podziałem kosztów firmy Unionfab, koszty frezowania CNC różnią się znacznie w zależności od takich czynników jak geometria części, wybór materiału, strategia obróbki, wymagania dotyczące dopuszczalnych odchyłek oraz objętość produkcji. Przeanalizujmy każdy z tych czynników, abyście mogli podejmować świadome decyzje przed przesłaniem kolejnego zapytania ofertowego.
Wpływ wyboru materiału na wasz budżet
Wybór materiału wpływa na każdą kategorię kosztów — cenę surowca, czas obróbki, zużycie narzędzi, a nawet masę przesyłki. Dokonajcie mądrego wyboru, a zoptymalizujecie wartość. Złe decyzje spowodują dodatkowe koszty, które nie poprawią jakości waszego produktu.
Rozważmy same koszty surowców. Zgodnie z danymi branżowymi dotyczącymi cen, materiały można podzielić na wyraźne poziomy cenowe:
- Niski koszt ($) —Aluminium i PMMA (akryl) stanowią najtańszy punkt wyjścia
- Średni koszt ($$) —POM, PTFE, nylon oraz materiały kompozytowe, takie jak FR4
- Wyższy koszt ($$$) —Miedź, mosiądz, brąz, stal, stal nierdzewna oraz tworzywa inżynierskie, takie jak PC i ABS
- Koszt premium ($$$$$) —Magnez, tytan, PEEK oraz ceramika techniczna
Jednak cena surowca stanowi jedynie część opowieści. Warsztat maszynowy w regionie Bay Area uwzględni także obrabialność — czyli szybkość i łatwość, z jaką dany materiał można frezować. Aluminium można obrabiać z prędkością 3–4 razy większą niż stal nierdzewną. Różnica w prędkości przekłada się bezpośrednio na niższe koszty pracy i czasu pracy maszyny.
Oto praktyczny wniosek: nie określaj tytanu, jeśli wymagania spełnia aluminium. Nie wybieraj domyślnie stali nierdzewnej, jeśli stal węglowa zapewnia wystarczającą odporność na korozję. Każde nadmierne określenie parametrów zwiększa koszty, nie dodając wartości do Twojego zastosowania.
Związek między dokładnością wymiarową a kosztem
Ścislsze допусki zawsze kosztują więcej — ale zależność ta nie jest liniowa. Zgodnie z badaniami Fictiv dotyczącymi projektowania wyrobów przemysłowych, projekty z zakresu „najmniejszego wysiłku” stosują standard średnich dopuszczeń ISO 2768, który stanowi dobry kompromis między tym, co łatwo osiągnąć za pomocą standardowych maszyn CNC, a tym, co jest konieczne do funkcjonalnych elementów.
Dlaczego ścislsze dopuszczenia zwiększają koszty? Kilka czynników działa w sposób skumulowany:
- Wolniejsze prędkości frezowania — osiągnięcie precyzji wymaga ostrożnych, celowych cięć zamiast agresywnego usuwania materiału
- Dodatkowe operacje — cechy geometryczne mogą wymagać najpierw przejść roughingowych, a następnie osobnych przejść wykańczających
- Specjalistycznego wyposażenia narzędziowego — prace precyzyjne często wymagają narzędzi tnących wyższej jakości o mniejszym biciu
- Wydłużony czas kontroli —każda ścisła tolerancja wymaga weryfikacji za pomocą skalibrowanego sprzętu pomiarowego
- Wyższe wskaźniki odrzuceń —części wykraczające poza określone tolerancje muszą zostać zniszczone lub poddane obróbce ponownej
Najmądrzejsze podejście? Stosować ścisłe tolerancje wyłącznie tam, gdzie tego wymaga funkcjonalność elementu. Każde warsztaty precyzyjnej obróbki skrawaniem w Mass Precision San Jose lub w dowolnym innym miejscu powiedzą to samo: określać tolerancję ±0,001 cala tylko na krytycznych powierzchniach styku, pozostawiając natomiast niekrytyczne cechy z tolerancją standardową ±0,005 cala lub luźniejszą.
Zgodnie z analizą kosztów firmy Exact Machine Service, istotne jest ustalenie niezbędnych tolerancji oraz chropowatości powierzchni na podstawie wymagań funkcjonalnych części, aby osiągnąć równowagę między precyzją a kosztem.
Ceny hurtowe i uwzględnienie kosztów przygotowania
Każda seria produkcyjna rozpoczyna się od przygotowania — montowania uchwytników, instalowania narzędzi, kalibracji maszyny oraz wykonywania pierwszego egzemplarza. Koszty te pozostają stosunkowo stałe niezależnie od tego, czy produkuje się 10, czy 1000 sztuk. Zrozumienie tej zależności wyjaśnia, dlaczego cena za sztukę znacznie spada wraz ze wzrostem ilości.
Rozważmy następujący przykład: warsztat maszynowy w San Jose (Kalifornia) podaje cenę przygotowania w wysokości 500 USD oraz 20 USD za sztukę na czas obróbki. Zamówienie 10 sztuk powoduje obciążenie kosztami przygotowania w wysokości 50 USD na jednostkę. Dla zamówienia 100 sztuk obciążenie to spada do 5 USD na jednostkę. Koszt obróbki pozostaje stały, ale całkowity koszt na sztukę spada z 70 USD do 25 USD.
Poniżej przedstawiono czynniki wpływające na całkowity koszt projektu, uporządkowane od największego do najmniejszego wpływu:
- Złożoność i geometria części — skomplikowane konstrukcje wymagające wielu etapów przygotowania, specjalistycznych narzędzi lub obróbki na frezarkach 5-osiowych są cenione z premią
- Dobór materiału — egzotyczne stopy i materiały trudne do obróbki zwiększają zarówno koszty surowca, jak i koszty przetwarzania
- Wymagania tolerancyjne — każde dodatkowe miejsce po przecinku w precyzji pomiarowej powoduje nieproporcjonalny wzrost kosztów
- Ilość zamówienia —wyższe woluminy rozprowadzają koszty przygotowania i mogą uprawniać do cen hurtowych
- Wymagania dotyczące wykończenia powierzchni —powierzchnie wykończeniowe inne niż po toczeniu (Ra 3,2 μm) wymagają dodatkowych operacji
- Operacje wtórne —hartowanie, anodowanie, pokrywanie metalami lub malowanie zwiększają koszty po obróbce skrawaniem
- Wymagany czas realizacji —przyspieszona dostawa często wiąże się z opłatami za przyspieszenie
Chcesz obniżyć koszty bez utraty funkcjonalności? Zgodnie z najlepszymi praktykami produkcyjnymi firmy Fictiv następujące modyfikacje projektu przynoszą największe oszczędności:
- Symplifikacja geometrii —minimalizuj ostre narożniki wewnętrzne, głębokie wgłębienia oraz skomplikowane cechy konstrukcyjne, które wydłużają czas obróbki skrawaniem
- Korzystaj ze standardowych średnic narzędzi —projektowanie cech konstrukcyjnych zgodnych ze standardowymi frezami końcowymi i wiertłami zmniejsza koszty przygotowania i narzędzi
- Projektuj tak, aby ograniczyć liczbę ustawień —części podlegające obróbce w dwóch lub mniejszej liczbie ustawień unikają czasu ponownego pozycjonowania oraz narastania błędów tolerancji
- Określ tylko powierzchnie wykończeniowe niezbędne do funkcjonowania —żądaj powierzchni polerowanych tylko tam, gdzie tego wymagają estetyka lub funkcja
- Rozważ nieco większe partie —przejście od 25 do 50 sztuk zapewnia często nieproporcjonalne oszczędności na jednostkę
Warsztaty maszynowe i warsztaty precyzyjnej obróbki metalu w regionie Zatoki San Francisco oraz na całym terytorium Stanów Zjednoczonych stosują podobne struktury kosztów. Poznanie czynników decydujących o ich cenach pozwala projektować bardziej efektywne elementy, przesyłać lepiej przygotowane oferty cenowe oraz prowadzić negocjacje z pozycji wiedzy, a nie domysłów.
Te czynniki wpływające na koszty stają się szczególnie istotne, gdy projekt wymaga certyfikatów branżowych. Zastosowania w przemyśle lotniczym, motocyklowym i medycznym nakładają dodatkowe wymagania dotyczące zgodności, które wpływają zarówno na ceny, jak i wybór partnera — tematy te omówimy w kolejnej części.
Zastosowania przemysłowe i wymagania certyfikacyjne
Czy uważasz, że wszyscy dostawcy usług obróbkowych są sobie równi? Przemyśl to jeszcze raz. Zakład produkujący elementy dekoracyjne działa według zupełnie innych zasad niż zakład produkujący uchwyty do samolotów lub implanty chirurgiczne. Twoja branża nie tylko wpływa na to, co wytwarzasz – określa także sposób działania, dokumentowania i weryfikowania każdego etapu produkcji przez Twojego partnera z zakresu obróbki skrawaniem.
Zrozumienie tych wymagań dotyczących certyfikacji pomaga ocenić potencjalnych partnerów oraz uniknąć kosztownych błędów. Zgodnie z badaniami nad certyfikacjami w przemyśle wytwórczym, certyfikaty w zakresie obróbki skrawaniem nie są jedynie formalnością – stanowią one kluczowe wymaganie regulujące wybór dostawców, możliwość uczestnictwa w przetargach oraz zgodność z przepisami prawno-regulacyjnymi.
Wymagania i certyfikaty dotyczące komponentów motocyklowych
Przemysł motocyklowy i motocyklowy wymaga spójności w skali przemysłowej. Gdy produkujesz tysiące identycznych komponentów przeznaczonych do linii montażowych pojazdów, różnice nie są po prostu niepożądane – są niedopuszczalne. Dlatego producenci samochodów (OEM) wymagają od dostawców spełnienia rygorystycznych standardów certyfikacji przed przyznaniem umów.
Certyfikacja IATF 16949 iATF 16949 stanowi złoty standard zarządzania jakością w przemyśle motocyklowym i motocyklowym. Opublikowany przez Międzynarodową Grupę Roboczą ds. Przemysłu Motocyklowego (International Automotive Task Force), ten standard opiera się na normie ISO 9001, uzupełniając ją o wymagania specyficzne dla branży motocyklowej i motocyklowej. Zgodnie z Wytycznymi AIAG dotyczącymi certyfikacji , IATF 16949:2016 określa wymagania dotyczące systemu zarządzania jakością dla organizacji działających w globalnym przemyśle motocyklowym i motocyklowym.
Co wyróżnia IATF 16949 spośród ogólnych certyfikatów jakości? Standard ten podkreśla:
- Prewencja defektów —systemowe podejście do identyfikowania i eliminowania potencjalnych awarii jeszcze przed ich wystąpieniem
- Redukcja zmienności —protokoły ciągłego doskonalenia, które stopniowo wzmacniają kontrolę nad procesami
- Eliminację marnotrawstwa —zastosowanie zasad produkcji pozbawionej marnotrawstwa w zarządzaniu jakością
- Wymagania specyficzne dla klienta —elastyczność umożliwiająca wdrażanie indywidualnych specyfikacji OEM
Sterowanie procesem statystycznym (spc) odgrywa kluczową rolę w produkcji motocyklowej i samochodowej. Zamiast sprawdzać części po zakończeniu produkcji, statystyczne sterowanie procesami (SPC) monitoruje je w czasie rzeczywistym, aby wykryć odchylenia jeszcze przed powstaniem wadliwych komponentów. Diagramy kontrolne, wskaźniki zdolności procesu oraz analiza trendów stają się standardowymi narzędziami w certyfikowanych zakładach.
Dla warsztatów CNC w Kalifornii oraz warsztatów CNC działających w sektorze lotniczym i świadczących usługi dla klientów z branży motocyklowej i samochodowej te certyfikaty nie są opcjonalnymi dodatkami – stanowią one warunek konieczny do prowadzenia działalności gospodarczej. Wiodące producentki samochodów (OEM), takie jak General Motors, Ford oraz Stellantis, wymagają od swoich dostawców usług frezowania posiadania certyfikatu IATF 16949.
Certyfikowane zakłady takie jak Shaoyi Metal Technology spełniają te wymagania branży motocyklowej i samochodowej dzięki certyfikacji IATF 16949 oraz ścisłym protokołom SPC. Ich działalność zapewnia montaż nadwozi o wysokiej dokładności wykonania oraz precyzyjne komponenty, zachowując przy tym dokumentację i śledzilność wymagane przez łańcuchy dostaw w branży motocyklowej i samochodowej.
Standardy Precyzyjne w Przemyśle Lotniczym
Jeśli w branży motocyklowej i samochodowej kluczowe jest zapewnienie spójności, to w branży lotniczej wymagana jest perfekcja – z odpowiednimi dowodami. Każdy materiał, każda operacja technologiczna oraz każde pomiary muszą być udokumentowane i śledzone. Gdy awaria komponentu może prowadzić do katastrofalnych skutków, wymagania certyfikacyjne odzwierciedlają właśnie takie ryzyko.
Certyfikat AS9100 opiera się na normie ISO 9001, dodając surowe wymagania jakościowe specjalnie dostosowane do systemów lotniczych, obronnych i kosmicznych. Zgodnie z badaniami branżowymi ponad 80% światowych firm lotniczych wymaga od dostawców CNC certyfikatu AS9100.
Co wyróżnia normę AS9100 spośród ogólnych standardów jakości?
- Pełna śledzalność materiałów —każdy komponent jest powiązany z certyfikowanym materiałem wyjściowym, wraz z udokumentowanymi numerami partii termicznych oraz certyfikatami hutniczymi
- Inspekcja pierwszego egzemplarza (FAI) —Dokumentacja zgodna z normą AS9102 potwierdza, że pierwsza produkcja spełnia wszystkie specyfikacje
- Zarządzanie konfiguracją —ścisła kontrola wersji zapewnia zgodność części z aktualnymi wydaniami dokumentacji inżynierskiej
- Zarządzanie ryzykiem —formalne procedury identyfikują, oceniają i minimalizują potencjalne problemy jakościowe
- Zapobieganie użyciu części podrabianych —procedury weryfikacyjne zapewniają autentyczność materiałów
Obciążenie dokumentacyjne trwa przez cały okres produkcji. Zakład CNC w Kalifornii świadczący usługi dla klientów z sektora lotniczego musi prowadzić dokumentację potwierdzającą:
- Certyfikaty materiałów surowych oraz weryfikację źródła pochodzenia
- Ścieżki narzędziowe i programy CNC stosowane w każdej operacji
- Kwalifikacje operatorów oraz ich dokumentację szkoleniową
- Stan kalibracji całego sprzętu pomiarowego
- Kompletne dane inspekcyjne dla każdej kluczowej wymiarowości
Dla dostawców usług obróbki metali w San Jose (Kalifornia) oraz innych regionalnych warsztatów uzyskanie certyfikatu AS9100 wymaga znacznych inwestycji w systemy dokumentacji, szkolenia oraz przygotowanie do audytów. Certyfikat ten otwiera jednak dostęp do kontraktów z sektora lotniczego, których konkurenci nieposiadający certyfikatu nie mogą realizować.
Uwagi dotyczące produkcji urządzeń medycznych
Produkcja urządzeń medycznych wprowadza kolejny poziom złożoności regulacyjnej. Gdy elementy wykonane metodą frezowania stają się częścią sprzętu diagnostycznego lub urządzeń wszczepianych, bezpieczeństwo pacjentów determinuje każde wymaganie.
Według Wytyczne regulacyjne FDA , producenci muszą opracować i stosować systemy zapewnienia jakości, aby zapewnić, że ich wyroby systematycznie spełniają obowiązujące wymagania i specyfikacje. Takie systemy zapewnienia jakości dla urządzeń objętych regulacjami FDA określane są mianem obowiązujących dobrych praktyk produkcyjnych (CGMP).
Certyfikat ISO 13485 szczególnie dotyczy zarządzania jakością urządzeń medycznych. Choć strukturalnie podobna do normy ISO 9001, zawiera dodatkowe wymagania dotyczące:
- Sterowanie projektem —systematyczna weryfikacja, czy urządzenia spełniają wymagania związane z zamierzonym zastosowaniem
- Walidacja procesu —udokumentowane potwierdzenie, że procesy produkcyjne stale zapewniają akceptowalne wyniki
- Dokumentacja biokompatybilności —dowód na to, że materiały nie wywołają u pacjentów niepożądanych reakcji
- Weryfikacja sterylizacji —weryfikacja, czy procesy sterylizacji osiągają wymagane poziomy pewności sterylności
- Obsługa skarg —formalne systemy śledzenia i badania problemów związanych z produktami
Regulamin Systemu Jakości FDA (rozdział 21 CFR część 820) stanowi ramy regulacyjne obowiązujące w Stanach Zjednoczonych. Zgodnie z dokumentacją FDA regulamin QS opiera się na podejściu „zespolonym”, które wymaga od producentów opracowania i stosowania procedur odpowiednich do ich konkretnych urządzeń.
Co oznacza to dla Twojego partnera zajmującego się obróbką skrawaniem? Musi on prowadzić:
- Pełne rejestracje historii urządzeń dla każdej partii wyprodukowanej
- Zwalidowane procesy produkcyjne z udokumentowanymi parametrami
- Kalibrowane wyposażenie pomiarowe śledzone do norm krajowych
- Środowiska kontrolowane odpowiednie do wymagań produktu
- Rekordy szkoleń personelu potwierdzające kompetencje
FDA niedawno wydała ostateczną zasadę dotyczącą przepisów w zakresie systemu zarządzania jakością (QMSR), włączającą standard ISO 13485:2016 do ram regulacyjnych. Ta harmonizacja oznacza, że dostawcy obróbki urządzeń medycznych coraz częściej muszą spełniać wymagania zarówno FDA, jak i międzynarodowych standardów.
Wybór odpowiedniego certyfikowanego partnera
Branża, w której działasz, określa, które certyfikaty mają największe znaczenie. Oto szybka tabela odniesienia:
| Branża | Certyfikat podstawowy | Podstawowe wymagania |
|---|---|---|
| Motoryzacyjny | IATF 16949 | Statystyczne sterowanie procesami (SPC), zapobieganie wadom, wymagania specyficzne dla klienta |
| Lotnictwo/Obrona | AS9100 | Pełna śledzilność, pierwsza inspekcja przyjęcia (FAI), zarządzanie konfiguracją |
| Urządzenia medyczne | ISO 13485 | Kontrole projektowe, walidacja procesów, obsługa skarg |
| Przemysł ogólny | ISO 9001 | Podstawy zarządzania jakością, ciągłe doskonalenie |
Nie zakładaj, że warsztat certyfikowany dla jednej branży automatycznie kwalifikuje się również do innej. Dostawcy przemysłu lotniczego certyfikowani wg normy AS9100 mogą nie posiadać systemów produkcji wysokogłównościowej wymaganych w przemyśle motocyklowym. Specjaliści od urządzeń medycznych mogą nie mieć doświadczenia w obróbce egzotycznych stopów wymaganych w przemyśle lotniczym.
Oceniając potencjalnych partnerów, bezpośrednio weryfikuj posiadane certyfikaty. Poproś o kopie certyfikatów, sprawdź daty wygaśnięcia oraz upewnij się, że zakres certyfikacji obejmuje Twoje konkretne typy produktów. Organizacje certyfikujące prowadzą publiczne bazy danych, w których można niezależnie zweryfikować status dostawcy.
Wymagania dotyczące certyfikacji zwiększają koszty i złożoność usług obróbkowych – ale istnieją one z ważnych powodów. Gdy Twoje komponenty trafiają do pojazdów, statków powietrznych lub urządzeń medycznych, ryzyko związane z ich użytkowaniem uzasadnia inwestycję w rygorystyczne systemy zapewnienia jakości. Zrozumienie wymagań każdej z tych branż pozwala znaleźć partnerów, którzy rzeczywiście potrafią spełnić swoje zobowiązania.
Certyfikaty ustanawiają podstawowe systemy zapewnienia jakości, ale jak dostawcy usług frezowania rzeczywiście sprawdzają, czy poszczególne elementy spełniają Państwa specyfikacje? Odpowiedź tkwi w metodach kontroli i protokołach zapewnienia jakości — tym właśnie zajmiemy się w kolejnym temacie.
Zapewnienie jakości i weryfikacja tolerancji
Dostawca usług frezowania posiada imponujący certyfikat. Ale oto prawdziwe pytanie: jak rzeczywiście udowadnia on, że Państwa elementy spełniają określone wymagania? Certyfikaty ustanawiają systemy — kontrola weryfikuje osiągnięte wyniki. Zrozumienie, w jaki sposób profesjonalne zakłady dokonują pomiarów, dokumentują je oraz weryfikują wymiary, pozwala ocenić deklaracje dotyczące jakości oraz poprawnie interpretować raporty kontrolne dołączane do przesyłek.
Nie ma znaczenia, czy współpracujecie Państwo z zakładem obróbki skrawaniem w Santa Clara, czy też zamawiacie usługi u zakładów obróbki skrawaniem w Santa Clara (Kalifornia) — podstawowe zasady zapewnienia jakości pozostają takie same u wszystkich wiarygodnych dostawców.
Zrozumienie specyfikacji tolerancji
Zanim przeprowadzona zostanie jakakolwiek pomiar, wszyscy muszą się zgodzić na to, co oznacza „akceptowalne”. Specyfikacje tolerancji określają dopuszczalne odchylenia od wymiarów nominalnych — a zrozumienie tego języka ułatwia skuteczną komunikację z partnerem zajmującym się obróbką mechaniczną.
Tolerancje pojawiają się na rysunkach technicznych w kilku formach:
- Tolerancje dwustronne — odchylenie dozwolone w obu kierunkach (np. 25,00 ±0,05 mm)
- Tolerancje jednostronne — odchylenie dozwolone tylko w jednym kierunku (np. 25,00 +0,00/−0,10 mm)
- Wymiary graniczne — wyraźne wartości maksymalna i minimalna (np. 24,95–25,05 mm)
- Oznaczenia GD&T — symbole geometrii i tolerancji geometrycznych kontrolujące kształt, orientację oraz położenie
Dlaczego ma to znaczenie dla weryfikacji jakości? Zgodnie z Badaniami metrologicznymi CMM , zaawansowane systemy mogą mierzyć złożone geometrie z wyjątkową dokładnością, często osiągając niepewność pomiaru w zakresie mikrometrów. Jednak nawet najbardziej zaawansowane wyposażenie nic nie znaczy, jeśli specyfikacje dopuszczalnych odchyłek nie są wyraźnie określone.
Proces inspekcji rozpoczyna się od Twojego rysunku. Każdemu wymiarowi oznaczonemu jako krytyczny dokonywana jest kontrola i dokumentacja. Elementy z typowymi tolerancjami mogą być poddawane jedynie próbnej kontroli zamiast pełnej kontroli 100% — to praktyczne podejście, które zapewnia równowagę między starannością a efektywnością kosztową.
Metody i sprzęt do inspekcji
Profesjonalne zakłady obróbki skrawaniem wykorzystują szereg technologii inspekcyjnych, z których każda jest dostosowana do konkretnych wyzwań pomiarowych. Zrozumienie działania tych narzędzi pozwala lepiej ocenić, co jest niezbędne do weryfikacji Twoich części.
Maszyny pomiarowe z systemem współrzędnościowym (CMM) stanowią złoty standard weryfikacji wymiarowej. Zgodnie z dokumentacją branżową, maszyny pomiarowe trójwymiarowe (CMM) pozyskują punkty danych, które oprogramowanie przetwarza w celu obliczenia wymiarów, tolerancji oraz zależności geometrycznych. Te zaawansowane urządzenia działają w trójwymiarowym układzie współrzędnych, wykorzystując osie X, Y i Z do określania dokładnych położeń.
Co czyni maszyny pomiarowe trójwymiarowe (CMM) szczególnie wartościowymi? Wyróżniają się one w zakresie:
- Pomiaru złożonych geometrii 3D, do których nie mają dostępu narzędzia ręczne
- Dostarczania powtarzalnych wyników niezależnych od operatora
- Generowania zautomatyzowanych raportów inspekcyjnych z pełną dokumentacją danych
- Weryfikacji specyfikacji GD&T, w tym tolerancji rzeczywistej pozycji i profilu
Komparatory optyczne projekowania powiększonych profili części na ekranach w celu wizualnego porównania z nakładkami referencyjnymi. Te systemy bezkontaktowe dobrze sprawdzają się przy:
- Delikatnych lub łatwo ulegających odkształceniom częściach
- Profilach gwintów i zębach kół zębatych
- Załamaniach krawędzi i fazach
- Szybka wizualna weryfikacja podczas produkcji
Mikroprofilografów do pomiaru chropowatości powierzchni mierzą mikroskopową teksturę powierzchni obrobionych. Gdy na rysunku określono wartości Ra (średnie arytmetyczne chropowatości), instrumenty te weryfikują zgodność, przesuwając głowicę pomiarową po powierzchni i analizując uzyskany profil.
Oto porównanie najczęściej stosowanych metod kontroli:
| Metoda kontroli | Typowa dokładność | Najlepsze zastosowania | Ograniczenia |
|---|---|---|---|
| CMM (kontaktowa) | ±0,001–0,003 mm | Złożona geometria 3D, weryfikacja GD&T, części produkcyjne | Wolniejsza przy prostych pomiarach, wymaga kontrolowanego środowiska |
| Porównywarka optyczna | ±0,01–0,025 mm | Kontrola profilu, weryfikacja gwintów, porównanie wizualne | tylko 2D, wymagana interpretacja przez operatora |
| Mikrometry/Szczypce | ±0,01–0,025 mm | Szybkie kontrole, wymiary zewnętrzne, proste cechy | Obsługa ręczna, ograniczona do powierzchni dostępnych |
| Wysokościomierze | ±0,01mm | Wysokości stopni, odniesienia pomiarowe, praca na płycie pomiarowej | Wymaga płaskiej powierzchni odniesienia |
| Szyfr powierzchni | Rozdzielczość do 0,001 μm Ra | Weryfikacja chropowatości powierzchni, walidacja procesu | Mierzy wyłącznie teksturę, a nie dokładność wymiarową |
| skanowanie 3D | ±0,025–0,1 mm | Złożone kształty, inżynieria wsteczna, mapowanie odchyleń | Mniejsza dokładność niż w przypadku CMM, wymagana obróbka danych po pomiarze |
Warsztat maszynowy w Santa Clara w Kalifornii lub dowolne inne zaplecze skupione na jakości zwykle łączy wiele metod. Maszynowe urządzenia pomiarowe CMM służą do końcowej kontroli krytycznych cech, podczas gdy pomiary ręczne wspierają kontrolę w trakcie wykonywania operacji obróbkowych.
Dokumentacja i śledzenie
Dane pomiarowe nie mają żadnej wartości bez odpowiedniej dokumentacji. Profesjonalne zapewnienie jakości wykracza poza same pomiary — obejmuje pełną śledzilność od surowca aż po ostateczną wysyłkę.
Inspekcja pierwszego egzemplarza (FAI) stanowi podstawę jakości produkcji. Zgodnie z badaniami branżowymi przeprowadzonymi przez PMP Metals, wstępna inspekcja jakości (FAI) to formalny, pisemny proces zapewniający, że produkcja danej części lub zespołu spełnia specyfikacje projektowe, rysunki i wymagania określone przez klienta lub dział inżynieryjny.
Co zawiera szczegółowa wstępna inspekcja jakości (FAI)?
- Rysunek z balonem —każdy wymiar oznaczony numerem referencyjnym
- Tabela wyników pomiarowych —wartości zmierzone porównane z określonymi tolerancjami
- Certyfikaty materiałów —dokumentacja potwierdzająca prawidłowy stop i obróbkę cieplną
- Dokumentację procesu —informacje o maszynach i narzędziach użytych w produkcji
- Podpisy —podpisy operatora i inspektora potwierdzające weryfikację
FAI odbywa się w kluczowych momentach: przy pierwszej serii produkcyjnej, po zmianach inżynieryjnych, przy zmianie lokalizacji produkcji lub po dłuższych przerwach w produkcji. Ten system punktów kontrolnych pozwala wykryć problemy zanim rozprzestrzenią się one na całą ilość produkcyjną.
Inspekcja w trakcie procesu zapewnia ciągłą weryfikację w trakcie przebiegu produkcji. Operatorzy sprawdzają kluczowe wymiary w regularnych odstępach czasu — np. co 10. lub 25. sztukę — aby potwierdzić stabilność procesu. Każde odchylenie wywołuje natychmiastowe wyjaśnienie, zanim zacznie gromadzić się liczba sztuk niezgodnych z tolerancjami.
Końcowa Inspekcja protokoły weryfikują gotowe części przed wysyłką. W zależności od Państwa wymagań oraz obowiązujących standardów branżowych mogą one obejmować:
- 100-procentową kontrolę wszystkich cech krytycznych
- Próbkowanie statystyczne oparte na wielkości partii i dopuszczalnym poziomie jakości (AQL)
- Certyfikat zgodności dokumentujący spełnienie specyfikacji
- Pełne raporty wymiarowe zawierające rzeczywiste wartości pomiarów
Systemy zarządzania jakością łączy te elementy ze sobą. Zgodnie z badaniami ISO 9001:2015, ten uznany na całym świecie standard określa poziom, którego firmy muszą się trzymać – i przekraczać – aby spełnić oczekiwania klientów. Zakład mechaniczny posiadający certyfikat ISO wdrożył solidny system zarządzania jakością (QMS), który gwarantuje stałą jakość i niezawodność.
Co oznacza certyfikacja ISO 9001:2015 w praktyce dla Twoich części?
- Dokumentowane procedury zapewniają spójność procesów niezależnie od tego, który operator realizuje Twoje zlecenie
- Programy kalibracji zapewniają, że sprzęt pomiarowy zachowuje swoja dokładność
- Systemy działań korygujących rozwiązywają problemy w sposób systematyczny, a nie powtarzalny
- Przeglądy zarządzania zapewniają ciągłą poprawę zamiast stagnacji
Ponad normę ISO 9001 certyfikaty branżowe wprowadzają specjalistyczne wymagania. Norma AS9102 określa zasady dokumentowania pierwszej inspekcji (FAI) w przemyśle lotniczym. Norma IATF 16949 nakłada obowiązek stosowania protokołów statystycznej kontroli procesów (SPC) w przemyśle motocyklowym i samochodowym. Norma ISO 13485 dotyczy śledzalności wyrobów medycznych. Rodzaj Państwa zastosowania określa, które standardy są stosowane – oraz jakie dokumenty należy oczekiwać od partnera świadczącego usługi frezarskie.
Zapewnienie jakości sprowadza się ostatecznie do zaufania potwierdzonego dowodami. Certyfikaty ustanawiają systemy zarządzania jakością. Sprzęt pomiarowy i kontrolny zapewnia odpowiednie możliwości techniczne. Dokumentacja potwierdza osiągnięte wyniki. Oceniając dostawców usług frezarskich, należy spojrzeć poza deklarowanymi możliwościami i zrozumieć, w jaki sposób rzeczywiście weryfikują one jakość dostarczanych wyrobów.

Porównanie usług frezarskich z alternatywnymi metodami produkcji
Zapoznałeś się z tym, jak działa obróbka usługowa, jakie są jej koszty oraz jak weryfikowana jest jakość. Ale istnieje pytanie, które nie daje spokoju menedżerom operacyjnym: czy outsourcing obróbki rzeczywiście jest odpowiednim wyborem dla Twojego projektu? Czy lepsze rezultaty przyniesie produkcja własna, druk 3D czy odlewnictwo?
Odpowiedź zależy od konkretnych okoliczności — wymagania dotyczące wielkości partii, potrzeby zachowania ścisłych tolerancji, ograniczenia materiałowe oraz presja terminowa wpływają na wybór optymalnej ścieżki. Zbudujmy ramę decyzyjną, która pomoże Ci obiektywnie ocenić te kompromisy.
Obróbka usługowa vs. operacje własne
Decyzja o outsourcingu lub inwestycji stanowi jedno z najważniejszych wyzwań stojących przed producentami. Zgodnie z badania produkcyjne , zazwyczaj bardziej opłacalne jest początkowo outsourcingowanie, chyba że wymagasz ponad około 4000–5000 sztuk rocznie, masz szczególne wymagania dotyczące ochrony własności intelektualnej lub certyfikacji albo możesz pokryć początkowe nakłady w wysokości od 200 000 do 700 000 USD plus koszty szkolenia operatorów.
Dlaczego ten obliczenia są tak skomplikowane? Rozważmy, co w rzeczywistości wymaga obróbka własna:
- Inwestycja kapitałowa —pojedynczy 5-osiowy frezarka CNC może kosztować od 200 000 do 700 000 USD przed montażem, zakupem narzędzi i szkoleniem personelu
- Wykwalifikowani operatorzy —CNC pozostaje procesem wymagającym wysokiej kwalifikacji, a umiejętności operatorów muszą być ciągle uaktualniane
- Ciągłe utrzymanie —urządzenia wymagają regularnej kalibracji, napraw oraz ostatecznej wymiany
- Powierzchnia podłogi i media techniczne —maszyny tnące wymagają odpowiednich fundamentów, zasilania elektrycznego oraz kontroli klimatu
Kiedy outsourcing staje się bardziej opłacalny? Dla rocznych wolumenów poniżej 1000 sztuk obliczenia jednoznacznie wskazują na współpracę z zewnętrznymi partnerami. Typowa firma kontraktowa może zaoferować cenę 18 USD za sztukę dla małoseryjnych partii aluminiowych wykonanych metodą CNC — znacznie mniej niż koszt amortyzacyjny własnego sprzętu pozostającego częściowo nieużywanym.
Jednak obliczenia zmieniają się w skali. Gdy roczne serie produkcyjne przekraczają 5000 sztuk przy standardowych tolerancjach, inwestycja w produkcję własną zaczyna generować niższe koszty przypadające na jednostkę. Koszty uruchomienia rozkładają się na wystarczającą liczbę elementów, dzięki czemu produkcja wewnętrzna staje się opłacalna.
Jeśli szukasz frazy „operatorzy frezarek CNC w moim pobliżu”, ponieważ potrzebujesz okazjonalnych partii prototypowych lub produkcji średnich serii, usługi obróbki skrawaniem zapewniają prawdopodobnie lepszą wartość niż inwestycja kapitałowa.
Kiedy wytwarzanie przyrostowe jest bardziej uzasadnione
druk 3D zakłócił ekonomię produkcji — ale nie zastąpił obróbki skrawaniem. Zrozumienie, w których obszarach każda z tych metod odnosi największe sukcesy, pozwala na odpowiedni dobór procesu.
Zgodnie z porównaniem procesów firmy Xometry druk 3D umożliwia szybkie uzyskanie gotowych części o końcowej geometrii, podczas gdy obróbka CNC wymaga indywidualnego przygotowania maszyny oraz zazwyczaj ręcznego programowania i nadzoru. Często cena elementów wykonanych metodą CNC jest 10-krotnie wyższa niż cena odpowiadających im części wydrukowanych w 3D przy niskich seriach i złożonych kształtach.
Gdzie addytywna technologia wytwarzania odnosi zwycięstwo?
- Złożonych geometrii wewnętrznych —struktury siatkowe, kanały chłodzenia dopasowane do kształtu oraz organiczne formy, których nie mogą osiągnąć tradycyjne narzędzia skrawające
- Szybka iteracja —modyfikacje wymagają jedynie zmiany pliku, a nie produkcji nowego wyposażenia ani programowania
- Produkcja w niskich objętościach —koszty przygotowania są minimalne, co czyni produkcję pojedynczych elementów opłacalną
- Możliwości integracji —złożone zespoły mogą być zastępowane pojedynczymi, wydrukowanymi elementami
Jednak druk 3D ma istotne ograniczenia. Różne procesy drukowania zapewniają różną wytrzymałość w porównaniu do właściwości materiału pierwotnego — od zaledwie 10% granicy wytrzymałości na rozciąganie materiału dla techniki FFF z użyciem ABS, po nawet 100% dla techniki SLS z nylonem. Frezowanie CNC tworzy części z nieprzerwanych, pierwotnych materiałów, dzięki czemu ich wytrzymałość jest zazwyczaj wysoka.
Innym wyzwaniem jest jakość powierzchni. Druk 3D jest zazwyczaj uzależniony od mechaniki procesu — w szczególności rozdzielczość w osi Z powoduje powstawanie powierzchni stopniowanych oraz wizualnych niedoskonałości. Jakość powierzchni uzyskiwana metodą frezowania CNC może być niezwykle jednolita i bardzo precyzyjna, o ile ścieżki narzędzia są zaprogramowane tak, aby zapewnić gładką powierzchnię.
Praktyczny punkt decyzyjny? Wybierz wytwarzanie przyrostowe do prototypów, złożonych geometrii oraz partii liczących mniej niż 50 sztuk. Przejdź na obróbkę skrawaniem zewnętrznie zleconą, gdy wymagane są właściwości materiałowe odpowiadające produkcji seryjnej, ścisłe допусki lub gładkie powierzchnie.
Alternatywy dla odlewania i formowania
W przypadku produkcji masowej ani obróbka skrawaniem, ani druk 3D mogą nie być najbardziej optymalnym rozwiązaniem. Odlewanie i wtryskiwanie zapewniają znacznie niższe koszty na jednostkę — pod warunkiem poniesienia początkowych nakładów na narzędzia.
Wtryskiwanie umożliwia produkcję identycznych części plastycznych w ciągu kilku sekund zamiast godzin. Jednak same formy kosztują od kilku tysięcy do setek tysięcy dolarów, w zależności od stopnia złożoności. Takie inwestycje mają sens wyłącznie wtedy, gdy produkowane są dziesiątki tysięcy identycznych elementów.
Odlewanie w matrycach oferuje podobne korzyści ekonomiczne przy produkcji elementów metalowych. Złożone elementy z aluminium lub cynku można produkować szybko, gdy tylko istnieje odpowiednia forma. Jednak odlewanie w matrycach nie pozwala osiągnąć dokładności charakterystycznej dla obróbki skrawaniem bez dodatkowych operacji, a zmiany konstrukcyjne wymagają kosztownej modyfikacji form.
Kiedy te metody są bardziej opłacalne niż obróbka na zamówienie?
- Wolumeny przekraczające 10 000 sztuk —koszty wykonania formy rozliczane są na pojedynczą sztukę i stają się pomijalne
- Stabilne konstrukcje —zmiany są kosztowne, więc elementy muszą być gotowe do produkcji masowej
- Średnie tolerancje —dokładność uzyskana bezpośrednio po odlewaniu lub formowaniu spełnia wymagania
- Długotrwałe serie produkcyjne —ta sama konstrukcja będzie produkowana przez miesiące lub lata
Porównanie metod produkcyjnych w skrócie
Korzystaj z tej tabeli referencyjnej podczas oceny podejść produkcyjnych do swojego kolejnego projektu:
| Kryteria | Obróbka zewnętrzna | Obróbka wewnętrzna | drukowanie 3D | Wtryskowanie materiałów | Odlewanie na maty |
|---|---|---|---|---|---|
| Optymalny zakres wielkości produkcji | 1-5 000 sztuk | ponad 5000 sztuk rocznie | 1-50 sztuk | 10 000+ sztuk | 5 000+ jednostek |
| Opcje materiałowe | Praktycznie nieograniczona liczba metali i tworzyw sztucznych | Ograniczona posiadaniem własnego sprzętu | Polimery specyficzne dla danego procesu, niektóre metale | Tworzywa termoplastyczne głównie | Stopy aluminium, cynku, magnezu |
| Dopuszczalność | możliwe osiągnięcie ±0,001 cala | możliwe osiągnięcie ±0,001 cala | ±0,005–0,010 cala (typowo) | ±0,002–0,005 cala (typowo) | ±0,005 cala (typowo), obróbka skrawaniem dla mniejszych tolerancji |
| Czas Oczekiwania | Dni do tygodni | Godziny do dni | Godziny do dni | Tygodnie na przygotowanie narzędzi, a następnie szybka produkcja | Tygodnie na przygotowanie narzędzi, a następnie szybka produkcja |
| Koszt przygotowania/narzędzi | Niski-średni | Wysokie inwestycje kapitałowe | Minimalne | 5 000–100 000 USD i więcej za formy | 10 000–100 000 USD i więcej za matryce |
| Koszt przypadający na jedną sztukę (mała seria) | Umiarkowany | Wysoki | Niski-średni | Bardzo wysoki | Bardzo wysoki |
| Koszt przypadający na jedną sztukę (duża seria) | Umiarkowany | Niski | Wysoki | Bardzo niska | Bardzo niska |
| Elastyczność projektowania | Wysoki | Wysoki | Bardzo wysoki | Niskie koszty po przygotowaniu narzędzi | Niskie koszty po przygotowaniu narzędzi |
| Wytrzymałość materiału | Pełne, naturalne właściwości materiału | Pełne, naturalne właściwości materiału | 10–100% w zależności od procesu | Właściwości polimeru zbliżone do pełnych | Właściwości stopu zbliżone do pełnych |
Wybieranie właściwego rozwiązania dla swojego projektu
Optymalna metoda produkcji zależy od tego, w którym miejscu projekt znajduje się na wielu osiach decyzyjnych. Rozważ następujące scenariusze:
Wybierz obróbkę zewnętrznie zleconą, gdy:
- Potrzebujesz metalowych części przeznaczonych do produkcji masowej w ilościach od 10 do kilku tysięcy sztuk
- Wymagane są tolerancje ścisłe niż ±0,005 cala
- Twój projekt może ulec zmianie na podstawie testów lub opinii klientów
- Nie dysponujesz kapitałem niezbędnym do inwestycji w sprzęt lub zatrudnienia wykwalifikowanych operatorów
- Potrzebujesz dostępu do warsztatów CNC z pięcioma osiami lub procesów specjalistycznych bez konieczności ich posiadania
Wybierz obróbkę wewnętrzną, gdy:
- Roczne wolumeny przekraczają systematycznie 5000 sztuk podobnych części
- Kontrola czasu realizacji jest kluczowa — potrzebujesz części w ciągu godzin, a nie dni
- Obawy dotyczące ochrony własności intelektualnej czynią outsourcing ryzykownym
- Posiadasz lub możesz zatrudnić wykwalifikowaną kadrę operującą sprzętem
Wybierz druk 3D, gdy:
- Geometry obejmują kanały wewnętrzne, struktury kratowe lub kształty organiczne
- Szybko iterujesz projektami i potrzebujesz szybkiej informacji zwrotnej
- Ilości są bardzo niskie – szczególnie pojedyncze prototypy
- Wymagania dotyczące wytrzymałości materiału są umiarkowane
Wybierz formowanie lub odlewania, gdy:
- Projekty zostały ostatecznie zatwierdzone i są stabilne na potrzeby długotrwałej produkcji
- Objętości uzasadniają inwestycję w narzędzia – zwykle 10 000+ sztuk
- Koszt na pojedynczą część jest głównym czynnikiem decydującym
- Wymagania dotyczące tolerancji można spełnić bez dodatkowego obróbki skrawaniem
Wiele projektów korzysta z hybrydowych podejść. Twórz prototypy za pomocą druku 3D, weryfikuj je za pomocą usług obróbki skrawaniem, a po ustabilizowaniu projektów przejdź do formowania. Warsztat maszynowy w San Francisco lub warsztat maszynowy w San Francisco, stan Kalifornia, może pomóc Ci w przejściu między tymi etapami – wiele takich zakładów oferuje zarówno usługi obróbki skrawaniem, jak i doradztwo w zakresie momentu, w którym bardziej opłacalne stają się alternatywne metody.
Dla producentów badających opcje frezowania CNC w pobliżu mnie w Kalifornii ramy decyzyjne pozostają takie same niezależnie od lokalizacji. Oceń swoje prognozy objętościowe, wymagania dotyczące dokładności wykonania, presję terminową oraz ograniczenia związane z dostępnością środków finansowych. Prawidłowa metoda produkcyjna wynika z rzetelnej oceny tych czynników — a nie z założeń dotyczących tego, która technologia jest „najlepsza”.
Posiadając tę ramę decyzyjną, ostatnim krokiem jest wybór odpowiedniego partnera w zakresie obróbki skrawaniem, który zrealizuje wybraną przez Ciebie metodę. Kryteria oceny — oraz pytania, które należy zadać — decydują o powodzeniu lub trudnościach w realizacji projektu.
Wybór odpowiedniego partnera świadczącego usługi obróbkowe
Przeanalizowałeś procesy, porównałeś metody produkcyjne i rozumiesz czynniki wpływające na koszty. Teraz nadszedł moment decyzji, która określa, czy Twój projekt odniesie sukces, czy napotka trudności: wybór odpowiedniego partnera w zakresie obróbki skrawaniem. Ten wybór wpływa na wszystko — jakość, terminowość dostawy, koszty oraz możliwość skalowania produkcji w miarę wzrostu popytu.
Zgodnie z wytycznymi Principal Manufacturing Corporation dotyczącymi doboru partnerów, wybór odpowiedniego partnera w zakresie obróbki CNC zapewnia sukces realizowanego projektu. Doświadczona firma może pozytywnie wpłynąć na każdy aspekt procesu produkcyjnego – od jakości po terminowość dostaw.
Nie ma znaczenia, czy oceniasz opcje warsztatów maszynowych w San Jose, czy badasz warsztaty maszynowe w Oakland (Kalifornia) – te kryteria pomogą Ci odróżnić wyjątkowych partnerów od tych jedynie wystarczających.
Kluczowe kryteria oceny partnerów w zakresie obróbki maszynowej
Co odróżnia wiarygodnego partnera w zakresie obróbki maszynowej od takiego, który generuje problemy? Spójrz poza podane ceny i oceniaj następujące istotne czynniki:
- Odpowiednie certyfikaty — sprawdź, czy posiada co najmniej certyfikat ISO 9001 oraz standardy branżowe, takie jak IATF 16949 dla przemysłu motocyklowego, AS9100 dla przemysłu lotniczego lub ISO 13485 dla urządzeń medycznych
- Możliwości technologiczne — upewnij się, że posiada odpowiednie maszyny do obróbki Twoich części, niezależnie od tego, czy chodzi o frezowanie 5-osowe, toczenie szwajcarskie czy specjalistyczną obróbkę elektroerozyjną (EDM)
- Wykonanie terminów realizacji — zapytaj o typowy czas realizacji zamówień w Twoim zakresie objętości oraz o historię dotrzymania zobowiązań dotyczących terminów dostawy
- Szybkość reakcji w komunikacji —zwróć uwagę, jak szybko odpowiadają na początkowe zapytania, ponieważ to często przewiduje jakość komunikacji w trakcie realizacji projektu
- Dobra reputacja pod względem jakości —poproś o referencje od klientów, którzy współpracowali z firmą przy podobnych projektach, oraz zapytaj o wskaźniki odrzuceń i historię działań korygujących
- Wiedza techniczna —ocenij ich zdolność do udzielania opinii DFM (Design for Manufacturability) oraz proponowania ulepszeń, a nie tylko ślepego wykonywania Twoich rysunków
- Pojemność i skalowalność —upewnij się, że są w stanie spełnić Twoje obecne potrzeby oraz rozwijać się razem z Tobą w miarę wzrostu objętości produkcji
Zgodnie z badaniami branżowymi firma skoncentrowana na klientach ściśle współpracuje z zamawiającym, aby dostarczać wartościowych spostrzeżeń, omawiać ulepszenia konstrukcyjne oraz proponować środki ograniczające koszty. Partnerzy powinni pełnić rolę zaufanych doradców, dzielących się swoją wiedzą ekspercką w celu osiągnięcia możliwie najlepszych rezultatów.
Przy poszukiwaniu zakładu obróbkowego w Fremont (Kalifornia) lub w dowolnym innym miejscu, poproś o opinie klientów, którzy współpracowali z tą firmą przy podobnych projektach. Ich doświadczenia mówią więcej niż jakikolwiek prezentacja sprzedażowa.
Przygotowanie projektu do powodzenia
Nawet najlepszy partner z zakresu obróbki nie jest w stanie zrekompensować źle przygotowanych projektów. Zapewnij sobie sukces, zajmując się poniższymi elementami jeszcze przed przesłaniem pierwszego zapytania ofertowego:
- Kompletne pliki projektowe — udostępnij zarówno trójwymiarowe modele CAD (preferowany format STEP), jak i wymiarowane rysunki 2D z wyraźnie określonymi tolerancjami
- Specyfikacja materiałów — podaj konkretne gatunki materiałów, a nie tylko rodziny materiałów (np. „6061-T6”, a nie jedynie „aluminium”)
- Identyfikacja kluczowych cech — zaznacz, które wymiary i cechy są funkcjonalnie krytyczne, a które podlegają ogólnym tolerancjom
- Wymagania dotyczące ilości i harmonogramu — podaj jasno objętości zamówienia, terminy dostawy oraz informację, czy wymagania mogą ulec zmianie
- Wymagania dotyczące dokumentacji jakości — określ, jakie raporty kontrolne, certyfikaty lub dokumenty śledzenia są wymagane
Zgodnie z poradnikiem produkcyjnym Fictiv współpraca z doświadczonym partnerem produkcyjnym od samego początku zapewnia zoptymalizowaną ścieżkę zakupu części w całym cyklu rozwoju produktu oraz pomaga ograniczyć ryzyko w przyszłości.
Im więcej kontekstu podasz na wstępie, tym dokładniejsze stają się oferty. Nie zmuszaj potencjalnych partnerów do zgadywania wymagań — niejednoznaczność prowadzi albo do zawyżonych cen (ponieważ partnerzy uwzględniają nieznane czynniki), albo do niespodzianek w późniejszym etapie, gdy założenia okażą się błędne.
Lokalne warsztaty, takie jak Jose's Machine Shop lub Diaz Machine Shop, mogą zapewnić korzyści związane z bezpośrednią współpracą twarzą w twarz podczas złożonych projektów. Jednak nie ograniczaj swojego poszukiwania wyłącznie do obszaru geograficznego, jeśli specjalistyczne kompetencje są ważniejsze niż bliskość.
Skalowanie od prototypu do produkcji
Oto czego wiele przedsiębiorstw produkcyjnych nie spodziewa się: warsztat doskonały w zakresie prototypów może mieć trudności z masową produkcją — i odwrotnie. Znalezienie partnera, który sprawnie obsługuje oba te etapy, pozwala uniknąć bolesnych zmian dostawców w trakcie realizacji projektu.
Zgodnie z badaniami z zakresu produkcji, kluczowe jest współpraca z firmą, która będzie w stanie dostosować się do przyszłego wzrostu. W miarę rozszerzania działalności lub zwiększania się wymagań projektowych wiarygodny partner będzie w stanie bezproblemowo obsługiwać większe objętości produkcji oraz rosnące i zmieniające się potrzeby.
Jak wygląda skalowalność w praktyce?
- Elastyczność prototypowania — możliwość szybkiej produkcji małych ilości, często z czasem realizacji wynoszącym jeden dzień w przypadku pilnych potrzeb
- Możliwość produkcji przejściowej — obsługę niskowolumenowych serii (dziesiątki do setek sztuk) podczas walidacji projektów
- Zdolność produkcyjna — wyposażenie i zespół pracowników pozwalający na miesięczną produkcję tysięcy części po pojawieniu się zapotrzebowania
- Spójność procesu — utrzymanie identycznych standardów jakości niezależnie od wielkości partii
- Reaktywność na popyt — zwiększanie lub zmniejszanie ilości zamówionych części zgodnie z potrzebami bez naruszania terminów dostawy
Skalowalni partnerzy z zakresu obróbki metalu rozumieją również znaczenie inwestycji w nowoczesne technologie. Ciągle uaktualniają swoje urządzenia, oprogramowanie oraz procesy produkcyjne, aby pozostać konkurencyjni i spełniać zmieniające się wymagania branżowe.
W szczególności dla zastosowań motocyklowych: Shaoyi Metal Technology ilustruje ten model skalowalności. Ich zakład oferuje usługi precyzyjnej obróbki CNC z czasami realizacji nawet do jednego dnia roboczego w przypadku pilnych prototypów, zachowując przy tym zdolność produkcyjną, certyfikat IATF 16949 oraz ścisłe protokoły statystycznej kontroli procesu (SPC), których wymagają łańcuchy dostaw motocyklowe i samochodowe. To połączenie szybkości i skali oznacza, że jako partner nie przekroczysz możliwości swojego współpracownika w miarę ewolucji projektów – od koncepcji po pełną produkcję.
Pytania, które warto zadać przed podjęciem decyzji
Zanim podpiszesz pierwsze zamówienie zakupowe, uzyskaj jasne odpowiedzi na następujące kluczowe pytania:
- Jakie certyfikaty posiadasz i kiedy odbyła się ostatnia audytacja?
- Czy możecie podać referencje od klientów działających w mojej branży?
- Jaki jest Wasz typowy czas realizacji dla mojego zakresu ilościowego?
- Jak radzicie sobie ze zmianami projektu w trakcie produkcji?
- Jakie możliwości inspekcyjne posiadasz wewnętrznie?
- W jaki sposób będziecie informować o statusie projektu oraz o wszelkich występujących problemach?
- Co się dzieje, jeśli części nie spełniają specyfikacji?
Odpowiedzi te ujawniają nie tylko kompetencje, ale także charakter. Partnerzy unikający odpowiedzi na pytania lub nadmiernie obiecujący powinni budzić niepokój. Ci, którzy udzielają prosto i konkretnie sformułowanych odpowiedzi – w tym uczciwego przyznania się do ograniczeń – wykazują przejrzystość niezbędną do budowania udanych relacji.
Sukces w zakresie usług obróbkowych zależy ostatecznie nie tylko od umiejętności technicznych, ale także od jakości partnerstwa. Prawidłowy partner dostarcza wiedzy specjalistycznej, której Państwo nie posiadają, wykrywa problemy zanim staną się kosztowne oraz rozwija się wraz z Państwa firmą. Zainwestujcie czas w odpowiedni wybór partnera – wówczas Państwa projekty obróbkowe przyniosą zamierzone rezultaty: terminowo, zgodnie z budżetem i zgodnie ze specyfikacją.
Najczęściej zadawane pytania dotyczące usług obróbkowych
1. Jaka jest stawka godzinowa za obróbkę na frezarce CNC?
Godzinowa stawka za obróbkę CNC zwykle zawiera się w przedziale od 30 do 100 USD, w zależności od lokalizacji, złożoności maszyny oraz materiału podlegającego obróbce. Czynniki takie jak możliwość obróbki 5-osowej, ścisłe допусki oraz egzotyczne materiały powodują wzrost stawek. Koszty przygotowania maszyn są często naliczane osobno i rozliczane na całą partię produkcyjną, co czyni większe zamówienia bardziej opłacalnymi w przeliczeniu na pojedynczą sztukę. Zamówienia realizowane w trybie priorytetowym zazwyczaj wiążą się z dodatkowymi opłatami w wysokości 15–50% powyżej stawek standardowych.
2. Co oznacza pojęcie „obróbka”?
Obróbka skrawaniem to proces produkcyjny typu subtractive (odejmujący), który tworzy pożądane kształty poprzez usuwanie niechcianej materiału z większych заготовek. W przeciwieństwie do druku 3D, który dodaje materiał warstwa po warstwie, obróbka skrawaniem wykorzystuje wirujące narzędzia tnące lub koła szlifowe w celu precyzyjnego usuwania nadmiaru materiału. Obróbka CNC (sterowanie numeryczne komputerowe) automatyzuje ten proces za pomocą zaprogramowanych ścieżek narzędzi, umożliwiając powtarzalną produkcję złożonych części z tolerancjami sięgającymi nawet ±0,001 cala dla metali, tworzyw sztucznych oraz kompozytów.
3. Jak długo trwa obróbka CNC od złożenia zamówienia do dostawy?
Czasy realizacji usług frezowania zależą od złożoności, objętości zamówienia oraz dostępnej mocy produkcyjnej warsztatu. Proste prototypy mogą być wysyłane już po 1–3 dniach roboczych z zakładów oferujących szybką realizację. Standardowe serie produkcyjne zwykle wymagają 1–3 tygodni, wliczając w to przegląd projektu, programowanie, frezowanie oraz kontrolę jakości. Części o wysokiej złożoności, wymagające dodatkowych operacji takich jak hartowanie lub anodowanie, wydłużają czas realizacji o kilka dodatkowych dni. Certyfikowani dostawcy dla przemysłu motocyklowego i motocyklowego, tacy jak Shaoyi Metal Technology, oferują czasy realizacji nawet do jednego dnia roboczego w przypadku pilnych prototypów.
4. Jakie formaty plików akceptują zakłady CNC?
Najbardziej profesjonalne warsztaty maszynowe woleją pliki STEP (.stp, .step) jako uniwersalny standard wymiany modeli 3D, który można odczytać praktycznie w dowolnym oprogramowaniu CAM. Pliki IGES nadal są powszechnie obsługiwane dla geometrii powierzchniowej i bryłowej. Dwuwymiarowe pliki DXF/DWG są niezbędne do części płaskich oraz dodatkowych wymiarów. Natywne pliki CAD z programów SolidWorks, Inventor lub Fusion 360 zachowują pełną intencję projektową, gdy warsztaty korzystają z tego samego oprogramowania. Zawsze dołącz rysunki w formacie PDF z naniesionymi wymiarami, określające допuszczalne odchyłki, wykończenie powierzchni oraz kluczowe cechy.
5. Jak wybrać pomiędzy obróbką CNC a drukowaniem 3D?
Wybierz frezowanie CNC, gdy potrzebujesz materiałów o wytrzymałości odpowiadającej poziomowi produkcji przemysłowej, ścisłych tolerancji poniżej ±0,005 cala, gładkich powierzchni lub części metalowych w ilościach przekraczających 50 sztuk. Druk 3D wyróżnia się przy tworzeniu złożonych geometrii wewnętrznych, szybkiej iteracji projektowej, bardzo małych partii oraz kształtów organicznych, których nie da się wykonać metodami tradycyjnego obróbki skrawaniem. Części wykonane metodą CNC zachowują 100% właściwości pierwotnego materiału, podczas gdy niektóre procesy druku 3D osiągają jedynie 10–50% wytrzymałości materiału. Wiele projektów korzysta z prototypowania za pomocą druku 3D, a następnie przechodzi na obróbkę CNC w fazie produkcji.