 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Krzywka obrotowa kontra krzywka nadwoziowa: która niszczy Twoją matrycę szybciej?
Dlaczego wybór kamienia decyduje o wydajności matrycy
Wyobraź sobie pracę w wysokowydajnej operacji tłoczenia, gdy nagle mechanizm kamienia ulega awarii w trakcie produkcji. Prasa się zatrzymuje. Części się gromadzą. A Twój zespół konserwacji gorączkowo stara się ustalić, czy to wada projektu, czy po prostu błędny typ kamienia do zadania. Brzmi znajomo?
Porównując systemy kamienia obrotowego i powietrznego, stawka nie może być wyższa. Zły wybór nie tylko przysparza niedogodności – powoduje lawinę opóźnień w produkcji, wad jakościowych i kosztownej przebudowy narzędzi, która może kosztować dziesiątki tysięcy dolarów za każdym razem.
Ukryte koszty błędnego wyboru kamienia
Czym więc jest krzywka i jakie spełnia funkcje w operacjach tłoczenia? W swoim podstawowym aspekcie krzywka mechanicznie przekształca pionowy ruch i siłę suwnicy na ruch i siłę poziomą lub półpoziomą. To przekształcenie jest kluczowe w operacjach cięcia, kształtowania i przebijania, gdzie precyzyjne wyrównanie ma krytyczne znaczenie. Zgodnie z Wykonawca , krzywki muszą być wyposażone w doskonałe systemy prowadzenia i muszą być zaprojektowane tak, aby wytrzymać naturalne zużycie nawet przez tysiące—a nawet miliony—cykli.
Tutaj właśnie wielu projektantów matryc popełnia błąd. Wybierają typ krzywki na podstawie początkowego kosztu lub znajomości, a nie wymagań aplikacyjnych. Efekt? Przedwczesne zużycie, problemy z rozszerzalnością cieplną oraz suwaki krzywkowe, które zaklinowują się podczas produkcji. Każdy profil wałka rozrządu oraz sposób napędu krzywki charakteryzuje się konkretnymi cechami wydajnościowymi, które muszą odpowiadać wymaganiom użytkowania.
Dwa mechanizmy, dwie różne filozofie inżynieryjne
Zrozumienie podstawowych różnic między tymi dwoma rodzajami mechanizmów krzywkowych jest niezbędne:
- Krzywki obrotowe: Te systemy wykorzystują ruch obrotowy do napędu mechanizmów krzywkowych, przekształcając ruch obrotowy w liniowy za pomocą precyzyjnie zaprojektowanych profili krzywek. Doskonale sprawdzają się w ograniczonych przestrzeniach oraz przy ciągłej pracy.
- Wałki kulakowe górne: W przeciwieństwie do standardowych konfiguracji, krzywki powietrzne montują ruchomy zespół suwaka na górnej półce matrycy, a nie na dolnej. Takie ustawienie pozwala całemu suwakowi krzywkowemu poruszać się do góry razem z suwnicą, bez zakłócania pracy palców transferowych i systemów — umożliwiając przebijanie otworów praktycznie pod dowolnym kątem.
To porównanie oferuje obiektywne wskazówki oparte wyłącznie na wymaganiach Twojej aplikacji. Odkryjesz praktyczny schemat decyzyjny, który pomoże dopasować odpowiedni mechanizm krzywkowy do konkretnych operacji matrycowych — zanim dojdzie do kosztownych błędów.
Nasze Kryteria Oceny dla Porównania Mechanizmów Krzywkowych
Jak obiektywnie porównać dwa fundamentalnie różne projekty krzywek? Potrzebujesz systematycznego podejścia, które wyeliminuje domysły i skupi się na mierzalnych czynnikach wydajności. Oceniając opcje kryżówki obrotowej i kryżówki aerowej, zastosowaliśmy metodologię opartą na rzeczywistych wymaganiach tłoczenia, a nie teoretycznych ideałach.
Pięć czynników decydujących o sukcesie krzywki
Każdy mechanizm krzywki i jej wykręcienia musi działać niezawodnie w trudnych warunkach produkcyjnych. Badania opublikowane w Mechanism and Machine Theory wykazują, że akceptowalność działania układu krzywka-wykrojenie zależy od testowania odpowiedzi dynamicznej — szczególnie pomiarów przemieszczenia, prędkości, przyspieszenia i szarpnięcia. Opierając się na tych zasadach, wyodrębniliśmy pięć kluczowych czynników oceny:
- Pojemność siłowa: Maksymalna siła pozioma, jaką urządzenie krzywkowe może wytworzyć i utrzymać przez cały cykl roboczy. Decyduje to, czy Twoje części krzywki będą w stanie radzić sobie z materiałami grubego kalibru i wymagającymi operacjami kształtowania.
- Dokładność profilu ruchu: Jak dokładnie krzywka przekształca pionowy ruch prasy na poziomy ruch suwaka. Zgodnie z badaniami optymalizacji krzywek, zgodność między rzeczywistą odpowiedzią a przewidywaniami teoretycznymi zależy od dokładności produkcji oraz odpowiednich parametrów projektowych krzywki.
- Powierzchnia montażowa: Przestrzeń fizyczna wymagana wewnątrz Twojego układu matrycy. Kompaktowe konstrukcje zapewniają większą elastyczność w złożonych konfiguracjach matryc, podczas gdy większe rozmiary mogą oferować inne zalety.
- Wymagania konserwacyjne: Dostępność do kontroli, smarowania i wymiany komponentów. Krzywki wytrzymują tarcie i duże siły przez miliony cykli, dlatego dostępność serwisowa jest kluczowym czynnikiem długoterminowym.
- Przeznaczenie do zastosowania: To, jak dobrze każdy typ krzywki odpowiada konkretnym operacjom matrycy, objętości produkcji oraz wymaganiom materiałowych. W czym dane typy krzywek sprawdzają się najlepiej w Twoim konkretnym zastosowaniu wałka rozrządu?
Sposób oceny poszczególnych typów krzywek
Nasze podejście oceny zakłada, że żaden z typów krzywek nie ma bezwzględnej przewagi. Klasyfikacja zmienia się w zależności od konkretnego przypadku użycia. Krzywka obrotowa, która doskonale sprawdza się w szybkobieżnym matrycy progresywnej, może osiągać gorsze wyniki w dużej matrycy transferowej wymagającej maksymalnej siły bocznej.
Specyfikacje techniczne pochodzące z katalogów producentów stanowiły podstawę naszego porównania wszędzie tam, gdzie były dostępne. Odwoływaliśmy się również do recenzowanych badań inżynierskich dotyczących dynamiki krzywki i jej elementu tocznego, aby zweryfikować cechy wydajnościowe. Zapewnia to, że nasze rekomendacje odzwierciedlają zarówno laboratoryjnie testowane zasady, jak i rzeczywiste warunki panujące na hali produkcyjnej.
Po ustaleniu tych kryteriów oceny przeanalizujmy, jak krzywki obrotowe wypadają pod każdym z tych czynników w zastosowaniach precyzyjnych matryc.
Mechanizmy krzywek obrotowych dla precyzyjnych zastosowań matryc
Wyobraź sobie idealnie zsynchronizowany taniec między ruchem obrotowym a precyzją liniową. Dokładnie to dzieje się wewnątrz systemu krzywki obrotowej za każdym razem, gdy działa Twoja prasa. Ten mechanizm obrotowy przekształca ciągłe wirowanie koła krzywkowego w kontrolowany ruch poziomy wymagany przez Twoje operacje tłoczarskie — wszystko w niezwykle kompaktowej przestrzeni.
Ale jak dokładnie działa ta konwersja? I co ważniejsze, kiedy krzywka obrotowa sprawdza się lepiej niż jej napęd powietrzny? Przeanalizujmy mechanikę i zastosowania, które czynią krzywki obrotowe preferowanym wyborem w określonych scenariuszach tłoczenia.
Jak krzywki obrotowe przekształcają ruch
Podstawowa zasada działania krzywki obrotowej przypomina to, co można zaobserwować w każdym mechanizmie krzywki i taczki : przekształcanie ruchu obrotowego na liniowy z precyzyjną kontrolą. Gdy wirujący silnik napędza krzywkę, jej specjalnie ukształtowana powierzchnia — wybrzuszenie krzywki — kontaktuje się z taczką, popychając zestaw suwaka wzdłuż ustalonej drogi.
Właśnie tutaj wałki obrotowe wykazują swoje zalety. W przeciwieństwie do mechanizmów, które zależą od pionowego suwu suwnicy prasy do aktywacji, wałki obrotowe zachowują własny niezależny ruch obrotowy. Oznacza to:
- Stosowanie siły w sposób ciągły: Klin wałka zapewnia stałe ciśnienie przez cały cykl obrotu, eliminując wahania siły, które mogą występować w systemach zależnych od suwu.
- Przewidywalne profile ruchu: Ponieważ geometria profilu wałka bezpośrednio kontroluje przemieszczenie elementu napędzanego, inżynierowie mogą projektować precyzyjne krzywe prędkości i przyspieszenia. Badania potwierdzają, że projekt profilu wałka decyduje o torze ruchu, szybkości i dokładności pozycjonowania elementu napędzanego.
- Płynne przejścia: Kołowy charakter mechanizmu obrotowego zapewnia stopniowe włączanie i wyłączanie, zmniejszając obciążenia udarowe elementów matrycy.
Pomyśl o zasadach projektowania wałków rozrządu o symetrii kolan stosowanych w operacjach matryc. Tak jak wałki rozrządu w pojazdach wymagają precyzyjnie szlifowanych kolan dla optymalnego sterowania zaworami, obrotowe krzywki w matrycach tłoczarskich wymagają równie dokładnych profili dla zapewnienia stałej jakości wyrobów.
Zastosowania, w których obrotowe krzywki doskonale sprawdzają się w operacjach matryc
Obrotowe krzywki najlepiej sprawdzają się w zastosowaniach, gdzie ograniczona przestrzeń łączy się z wysoką liczbą cykli. Matryce progresywne są ich naturalnym środowiskiem. Zgodnie z analizą branżową opublikowaną przez The Fabricator, gdy w narzędziu progresywnym konieczne jest kształtowanie lub przebijanie przy użyciu krzywek, konfiguracja krzywki i napędu ma istotny wpływ na układ matrycy. Obrotowe krzywki często wymagają mniejszej powierzchni niż alternatywne rozwiązania, co oszczędza cenne miejsce w matrycy na dodatkowe stacje formujące.
Rozważ typowe zastosowania obrotowych krzywek:
- Matryce progresywne pracujące w wysokiej prędkości: Gdzie liczba cykli przekracza 60 uderzeń na minutę, a stałe działanie krzywki zapobiega wadom związanym z synchronizacją
- Kompaktowe konfiguracje matryc: Gdy wiele operacji wałka krzywkowego musi zmieścić się w ograniczonych granicach matrycy
- Ciągłe serie produkcji: Operacje wymagające milionów cykli przy minimalnych odchyleniach w działaniu wałka krzywkowego
- Precyzyjne operacje kształtowania: Zastosowania, w których płynny profil ruchu napędu obrotowego zapobiega pękaniu materiału lub efektom sprężystego odkształcenia
Zalety systemów obrotowych z wałkiem krzywkowym
- Efektywność przestrzeni: Kompaktowa konstrukcja umożliwia integrację z matrycami o ograniczonej przestrzeni
- Spójna dostawa siły: Jednolite naciskanie podczas całego cyklu obrotu poprawia jakość wyrobu
- Zdolność do jazdy dużymi prędkościami: Niepodległe obroty nadają się do szybkich cykli bez utraty precyzji
- Bezproblemowa operacja: Stopniowe zaangażowanie wykorbienia zmniejsza szoki i wydłuża żywotność komponentów
- Elastyczność projektowania: Niestandardowe profile krzywek obsługują złożone wymagania ruchowe
Wady systemów krzywkowych obrotowych
- Ograniczenia nośności siłowej: Może nie dorównać krzywkom aerowagonowym w przypadku ekstremalnych sił bocznych w zastosowaniach ciężkich
- Dostępność konserwacji: Kompaktowa integracja może utrudniać inspekcję i wymianę komponentów
- Początkowa złożoność: Wymaga precyzyjnej synchronizacji z cyklem prasy, co dodatkowo komplikuje projektowanie
- Wytwarzanie ciepła: Ciągły obrót w zastosowaniach wysokoprędkościowych wymaga odpornych systemów smarowania do zarządzania nagromadzeniem ciepła
Oddziaływanie koła zębatego krzywki i jej rolki w systemach obrotowych korzysta z postępów w nauce materiałoznawstwa. Nowoczesne konstrukcje wykorzystują komponenty ze stali hartowanej oraz powłoki ceramiczne, które znacząco poprawiają odporność na zużycie — co jest kluczowe, gdy twoja forma musi zapewniać spójną wydajność podczas długotrwałych kampanii produkcyjnych.
Zrozumienie tych cech kamery obrotowej stanowi połowę obrazu porównawczego. Ale co się dzieje, gdy Twoja aplikacja wymaga maksymalnej pojemności siłowej i łatwego dostępu do konserwacji? Właśnie wtedy do rozmowy wkracza architektura kamery powietrznej.
Systemy kamery powietrznej do operacji tłoczenia ciężkich części
Co, jeśli Twoja operacja tłoczenia wymaga surowej mocy zamiast kompaktowej elegancji? Gdy kamery obrotowe osiągają swoje granice siłowe, systemy kamery powietrznej przejmują ciężką pracę. Te mechanizmy — czasem nazywane kamerami montowanymi w matrycy lub szerokimi kamerami — stosują zasadniczo inne podejście do przekształcania ruchu prasy w siłę poziomą.
Wyobraź sobie zamontowanie całego zespołu suwaka kamery na górnej półce matrycy zamiast na dolnej. Ta pojedyncza zmiana konfiguracji odblokowuje możliwości, których projekty obrotowe po prostu nie mogą dorównać w pewnych zastosowaniach. Przeanalizujmy, co czyni kamery powietrzne rozwiązaniem numer jeden w wymagających scenariuszach tłoczenia.
Zrozumienie architektury kamery powietrznej
Charakterystyczną cechą kamery powietrznej jest jej pionowa konfiguracja montażu. W przeciwieństwie do kamer obrotowych, które opierają się na niezależnym obrocie, kamery powietrzne wykorzystują bezpośrednio pionowy suw tłoka prasy. Zespół kamery i naciskacza przesuwa się w górę razem z tłokiem w cyklu prasy, tworząc unikalną przewagę mechaniczną.
Oto jak ta architektura różni się od konstrukcji obrotowych:
- Montaż matrycy górnej: Zespół suportu ruchomego jest przymocowany do górnej płyty matrycy i porusza się razem z tłokiem w każdym suwie. Ten schemat obrotu ramienia utrzymuje mechanizm poza zasięgiem dolnych elementów matrycy i systemów transferowych.
- Wprowadzenie napędu: Stacjonarny napęd zamontowany na dolnej płycie matrycy sprzęga się z kamerą powietrzną podczas suwu jazdy w dół, przekształcając siłę pionową w ruch poziomy suportu.
- Aktywacja zależna od suwu: W przeciwieństwie do ciągle obracających się systemów, kamery powietrzne aktywują się tylko w określonych częściach cyklu prasy, gdy napęd styka się z powierzchnią kamery.
- Elastyczność kątowa: Podwyższone położenie montażu umożliwia wykonywanie operacji przebijania i kształtowania otworów praktycznie pod dowolnym kątem — w odróżnieniu od rozwiązań z niższym zamocowaniem krzywek, które są ograniczone.
Wyobraź to sobie w ten sposób: krzywki obrotowe generują ruch niezależnie, podczas gdy krzywki aerodynamiczne korzystają z ruchu prasy. Takie podejście oparte na mechanizmie rolki krzywki oznacza, że systemy aerodynamiczne mogą wykorzystać pełną nośność prasy do operacji bocznych.
Profile ekscentrycznych krzywek stosowane w konstrukcjach aerodynamicznych często charakteryzują się bardziej agresywną geometrią niż ich odpowiedniki obrotowe. Ponieważ aktywacja następuje w określonym oknie suwu, a nie w trakcie ciągłego obrotu, inżynierowie mogą zoptymalizować geometrię krzywki pod kątem maksymalnego przekazywania siły w kluczowym etapie formowania cyklu.
Kiedy krzywki aerodynamiczne przewyższają opcje obrotowe
Kamery nadawcze dominują w zastosowaniach, gdzie siła robocza i dostępność są ważniejsze niż kompaktowość. Duże matryce transferowe to ich główne terytorium. Gdy przemieszczasz ciężkie półfabrykaty między stacjami i potrzebujesz znacznej siły bocznej do głębokiego kształtowania lub przebijania grubych materiałów, rozwiązania nadawcze są najlepsze.
Weź pod uwagę te scenariusze, w których kamery nadawcze wyróżniają się:
- Prace z dużymi matrycami transferowymi: Gdzie znaczne siły boczne przebijają, kształtują lub tną grube materiały na wielu stacjach
- Złożone konfiguracje matryc: Gdy przestrzeń na dolnej matrycy jest zajęta przez geometrię detalu lub mechanizmy transferowe, montaż nadawczy zwalnia kluczową przestrzeń
- Operacje boczne o wysokiej sile: Zastosowania wymagające pojemności siłowych przekraczających typowe specyfikacje kamer obrotowych
- Środowiska wymagające intensywnego serwisowania: Warunki produkcyjne, w których częste inspekcje i wymiana komponentów wymagają łatwego dostępu
- Wiercenie pod zmiennym kątem: Operacje wymagające otworów lub elementów pod nietypowymi kątami względem powierzchni matrycy
Zasady konstrukcji wałka rozrządu różnią się znacząco w zależności od typu krzywki. Podczas gdy systemy obrotowe podkreślają ciągłą odporność na zużycie całej powierzchni krzywki, rozwiązania aerologiczne koncentrują zużycie na określonych strefach kontaktu, które aktywują się tylko podczas czynnych faz każdego cyklu. Ten skoncentrowany wzorzec kontaktu wpływa zarówno na wstępną konstrukcję, jak i długoterminowe strategie konserwacji.
Zalety systemów krzywek aerologicznych
- Wyższa nośność siłowa: Wykorzystuje bezpośrednio siłę prasy do maksymalnej generacji siły poziomej w wymagających zastosowaniach
- Lepszy dostęp serwisowy: Montaż matrycy od góry zapewnia przejrzystość i dostęp narzędziowego do kontroli, smarowania i napraw
- Niższa elastyczność matrycy: Zwalnia cenne miejsce na dolnym trzewiku matrycy dla złożonych geometrii części lub mechanizmów transferowych
- Kątowa uniwersalność: Umożliwia przebijanie i kształtowanie pod kątami, które są niewygodne dla niższych konfiguracji wałków cam
- Zgodność z systemem transferowym: Wyższe położenie zapobiega interferencji z automatycznym sprzętem do manipulowania częściami
Wady systemów kamery nad głową (Aerial Cam Systems)
- Większy zasięg: Wymaga większej przestrzeni pionowej i większej całkowitej wysokości matrycy w porównaniu do kompaktowych konstrukcji obrotowych
- Zależność od skoku: Oddziaływanie siły ograniczone jest do określonych części cyklu prasy, w przeciwieństwie do ciągłego napędu obrotowego
- Uważania dotyczące wagi: Dodatkowa masa na górnej potrzepie matrycy zwiększa obciążenia bezwładnościowe podczas szybkich operacji
- Ograniczenia związane z synchronizacją: Okna zabierania kołka muszą być dokładnie zsynchronizowane z suwem prasy, co ogranicza elastyczność projektowania w niektórych zastosowaniach
- Czynniki kosztowe: Większe komponenty i bardziej złożone wymagania montażowe mogą zwiększyć początkowe inwestycje
Dynamika obrotu ramienia w systemach napowietrznych powoduje unikalne schematy obciążenia. Podczas zabierania powierzchnia kołka podlega skoncentrowanemu naprężeniu, gdy napędzany element przesuwa zestaw suwakowy w ruchu poziomym. Prawidłowy dobór materiału oraz obróbka powierzchni stają się kluczowe dla długowieczności – szczególnie w środowiskach produkcyjnych o dużej liczbie cykli
Teraz, gdy rozumiesz, jak każdy mechanizm działa niezależnie, pojawia się kluczowe pytanie: jak porównują się one bezpośrednio pod względem czynników najważniejszych dla Twojego konkretnego zastosowania?
Pojedynkowanie wydajności kołkowych obrotowych i napowietrznych
Widziałeś, jak każdy mechanizm działa niezależnie. Ale gdy stoisz przy stole projektowym i nadchodzi termin realizacji, potrzebujesz konkretnych odpowiedzi. Który typ wałka wygrywa pod względem siły? Który oszczędza miejsce? I który sprawi, że zespół konserwacji będzie cię błogosławić – albo przeklinać?
Porównajmy systemy wałków obrotowych i aerowych bezpośrednio pod każdym kątem wpływającym na wydajność i trwałość twojej matrycy. Bez ogólników – tylko praktyczne porównania, które możesz zastosować w swoim kolejnym projekcie.
| Czynnik Selekcji | Krzywka obrotowa | Zawór powietrzny | Wygrana według zastosowania |
|---|---|---|---|
| Zakres nośności siłowej | Umiarkowana; ograniczona przez specyfikację przekładni i łożysk wałka | Wysoka; wykorzystuje pełną nośność prasy do generowania siły bocznej | Aerowy dla grubych blach; Obrotowy dla materiałów standardowych |
| Dokładność ruchu | Doskonała; niezależna rotacja umożliwia precyzyjne profile wałka | Dobra; zależy od spójności suwu prasy | Obrotowy dla operacji wymagających precyzji |
| Przestrzeń instalacyjna | Kompaktowa konstrukcja na dolnej półce matrycy | Większa przestrzeń pionowa; montowany na górnej matrycy | Obrotowy dla matryc o ograniczonej przestrzeni |
| Częstotliwość konserwacji | Umiarkowany; ciągłe obracanie zwiększa zużycie punktów kontaktowych | Niższe zużycie podczas cyklu; skoncentrowane strefy kontaktu | Zależne od zastosowania |
| Dostępność serwisowa | Trudny; kompaktowa integracja ogranicza dostęp do narzędzi | Doskonały; pozycja górnej matrycy zapewnia swobodny dostęp | Nadający się do środowisk o wysokim poziomie konserwacji |
| Rozważania dotyczące kosztów | Niższy początkowy koszt inwestycji; mniejsze komponenty | Wyższy koszt początkowy; większe zespoły i montaż | Kamienie obrotowe do projektów wrażliwych na budżet |
| Idealne zastosowania | Wysokoprędkościowe matryce progresywne; operacje ciągłe | Duże matryce transferowe; intensywne kształtowanie i przebijanie | Dostosuj do typu matrycy i wymagań dotyczących siły |
Porównanie pojemności siłowej i prędkości
Tutaj filozofie inżynieryjne różnią się najbardziej wyraźnie. Przełączając typy kamieni, wybierasz w zasadzie między dwoma różnymi strategiami generowania siły.
Kamienie obrotowe generują siłę poziomą dzięki własnej przewadze mechanicznej — profil wybrzuszenia kamienia, nośność łożysk i mechanizm napędowy przyczyniają się wszystkie do maksymalnej wydajności siłowej. To zamknięte rozwiązanie doskonale sprawdza się przy standardowych grubościach materiału i umiarkowanych obciążeniach kształtujących. Jednak możliwość zwiększenia siły w przełączniku kamienia obrotowego ma ograniczenia wynikające z rozmiarów komponentów. Możesz zmieścić tylko określoną moc w tej zwartej konstrukcji.
Kamery powietrzne działają zupełnie inaczej. Montowane na górnej matrycy i współpracujące z dolnym napędem, przekształcają część pionowego siłownika prasy bezpośrednio w siłę poziomą. Prasa o nośności 600 ton może wytworzyć znacznie większą siłę boczną w konfiguracji powietrznej niż każdy podobnie duży system obrotowy. Gdy schemat kamery wskazuje przebijanie grubych blach lub głębokie tłoczenie, ta przewaga siłowa staje się decydująca.
Rozważania dotyczące prędkości dodają kolejny aspekt do tego porównania:
- Przewaga obrotowa: Nieodzalna rotacja oznacza, że działanie kamery nie jest uzależnione od prędkości prasy. Możesz precyzyjnie dostroić chwilę działania kamery niezależnie od szybkości suwu, co czyni systemy obrotowe idealnym wyborem dla szybkich operacji progresywnych przekraczających 60+ suwów na minutę.
- Ograniczenie powietrzne: Ponieważ aktywacja zależy od suwu prasy, kamery powietrzne muszą zakończyć pełny ruch w określonej części każdego cyklu. W przypadku bardzo wysokich prędkości to okno czasowe się zmniejsza, potencjalnie ograniczając czas działania siły.
- Rozważanie hybrydowe: Niektóre operacje korzystają z użycia obu typów – wałków obrotowych do szybkich, lekkich operacji oraz wałków powietrznych do stacji ciężkich formujących w tej samej matrycy.
Dynamika dźwigni wałka rozrządu w każdym systemie odzwierciedla te podstawowe różnice. Systemy obrotowe utrzymują stałą prędkość kątową podczas pracy, podczas gdy mechanizmy powietrzne doświadczają przyspieszania i hamowania związanych z kinematyką prasy.
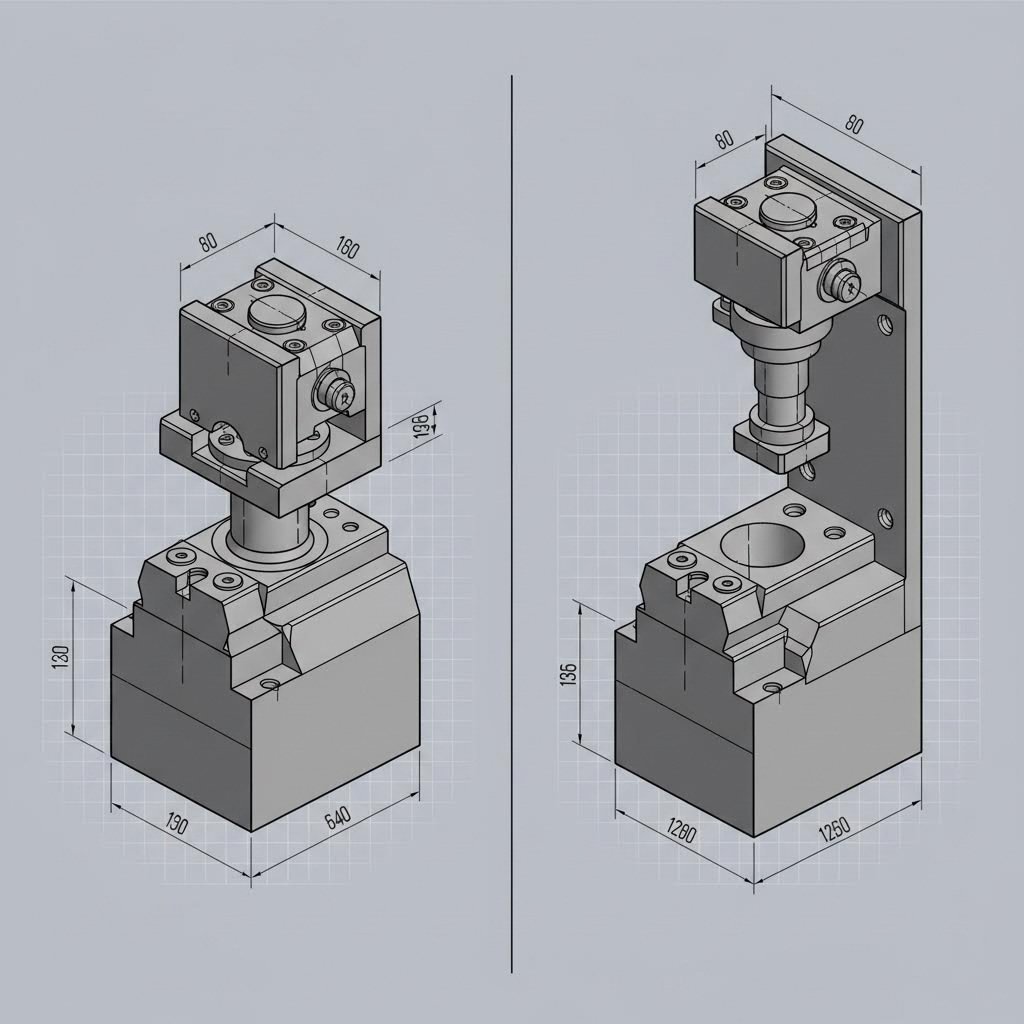
Wymagania dotyczące instalacji i przestrzeni
Przestrzeń w Twojej matrycy jest cenna. Każdy centymetr kwadratowy zajmowany przez mechanizmy wałkowe to miejsce niedostępne dla stacji formujących, prowadnic lub geometrii detalu. Zrozumienie, jak różnice w montażu wpływają na elastyczność projektowania, może zadecydować o powodzeniu skomplikowanych projektów matryc.
Kulisy obrotowe sprawdzają się w ciasnych przestrzeniach. Ich niższe mocowanie matryc i kompaktowa konstrukcja umożliwia integrację z wykrojnikami progresywnymi, gdzie wiele operacji kulisowych musi współistnieć. Przy analizie schematu wałka kulisowego dla instalacji obrotowych zauważysz, że mechanizm pozostaje zawarty w stosunkowo małej przestrzeni — co często jest krytyczne, gdy układ taśmy wymaga maksymalnej gęstości stanowisk.
Kulisy nadwieszane wymagają większej przestrzeni pionowej, ale oferują kompromis, którego wielu projektantów nie dostrzega: całkowicie zwalniają dolne poduszki matrycy. Weź pod uwagę następujące aspekty montażu:
- Zgodność z matrycami transferowymi: Montaż nadwieszany eliminuje interferencję z palcami transferowymi i automatycznym sprzętem manipulacyjnym, które zajmują przestrzeń w dolnej części matrycy.
- Swoboda geometrii detalu: Złożone kształtowane elementy na powierzchni dolnej matrycy nie kolidują z wymaganiami dotyczącymi montażu kulis.
- Wpływ na wysokość matrycy: Spodziewaj się o 15–25% większej wysokości zamknięcia, aby pomieścić zespoły nadwieszone — przed podjęciem decyzji sprawdź specyfikację prasy.
- Rozkład wagi: Masa górnej matrycy zwiększa się wraz z wykorzystaniem kamery nadwoziowej, co wpływa na równowagę i może wymagać dostosowania przeciwwag.
Decyzja dotycząca kamery przełącznika często sprowadza się do tego kompromisu przestrzennego. Czy potrzebujesz większej elastyczności dolnej matrycy kosztem luzu pionowego? Czy też musisz zminimalizować wysokość zamknięcia, akceptując ograniczenia dolnej matrycy? Konkretne możliwości prasy oraz wymagania dotyczące wyrobu odpowiadają na to pytanie.
Jeden z czynników, który często zaskakuje projektantów: kamery nadwoziowe mogą faktycznie uprościć konstrukcję matrycy, mimo większego ogólnego rozmiaru. Gdy złożoność dolnej matrycy jest już wysoka — np. wielostanowiskowe matryce transferowe ze skomplikowanym rozmieszczeniem części — przeniesienie mechanizmów kamerowych do góry eliminuje problemy integracyjne, które inaczej wymagałyby rozbudowanych rozwiązań inżynierskich.
Mając te porównania „głową w głąb”, można by sądzić, że wybór jest oczywisty. Doświadczeni projektanci matryc wiedzą jednak, że pominięcie pewnych czynników prowadzi do kosztownych awarii. Przyjrzyjmy się kluczowym błędom, które powodują przedwczesne uszkodzenie krzywek — i sposobom ich uniknięcia.
Kluczowe błędy w doborze krzywek i jak ich unikać
Przeanalizowałeś specyfikacje. Porównałeś możliwości siłowe. Przeglądałeś nawet schematy wałów krzywkowych, aż zabolały Cię oczy. Mimo to, sześć miesięcy po uruchomieniu produkcji, mechanizm Twojej krzywki ulega katastrofalnej awarii. Co poszło nie tak?
Różnica między krzywką działającą przez miliony cykli a tą, która niszczy Twoją matrycę, często wynika z błędów doboru, których można było uniknąć. Zrozumienie, co zostało dobrze skrzywkowane — a co nie — wymaga nauki na drogich błędach innych.
Pomijanie wymagań siłowych pod obciążeniem
Oto pułapka, w którą wpada większość projektantów: obliczają wymagania dotyczące sił na podstawie warunków idealnych. Czysty materiał. Doskonałe smarowanie. Temperatura otoczenia. Ale na Twoim wydziale produkcyjnym nie pracuje się w laboratorium.
Gdy grubość materiału osiąga górny limit tolerancji, gdy film smarowy ulega zniszczeniu podczas długotrwałych serii, gdy matryca nagrzewa się po tysiącach cykli – siły działające na wałek krzywkowy gwałtownie rosną. Ten obrotowy wałek krzywkowy przystosowany do 15 ton nagle napotyka 22 tony oporu bocznego. Definicja „wystarczający” szybko traci sens w warunkach rzeczywistych.
Weź pod uwagę te scenariusze uszkodzeń związanych z siłą:
- Niedoszacowanie odbicia materiału: Stale wysokowytrzymałe generują znacznie większą siłę zwrotną niż stal miękka, co przeciąża mechanizmy krzywkowe zaprojektowane dla miększych materiałów
- Kumulacja narastających tolerancji: Każda z wielu stacji kształtujących dodaje opór; końcowa operacja krzywkowa przenosi całkowite obciążenie skumulowane
- Presja tempa cyklu: Wyższe prędkości skracają okno czasowe dla działania siły, wymagając większych obciążeń chwilowych w celu wykonania operacji
Rozwiązanie? Doberz wykusz na 125-150% obliczonej maksymalnej siły. Ten zapas bezpieczeństwa uwzględnia rzeczywiste różnice, nie wymagając całkowitego przebudowania przy zmieniających się warunkach.
Ignorowanie dostępu serwisowego w projektowaniu matryc
To pięknie kompaktowe zastosowanie wykuszowe wygląda świetnie na papierze. Następnie technik serwisowy musi wymienić zużyty element centrujący wykusz — i uświadamia sobie, że jedynym sposobem dostępu jest demontaż połowy matrycy.
Dostępność serwisowa nie jest luksusowym dodatkiem. To wymóg ciągłości produkcji. Każda godzina spędzona na demontowaniu otaczających komponentów, aby dotrzeć do mechanizmu wykuszowego, to godzina utraconej produkcji. Pomnóż to przez częstotliwość konserwacji wymaganą przez wielkość Twojej produkcji, a "oszczędzanie miejsca" staje się najdroższą decyzją, jaką podjąłeś.
Inteligentni projektanci matryc od samego początku uwzględniają okna serwisowe w swoich układach. Umieszczają krytyczne elementy podatne na zużycie — rolki prowadzące, powierzchnie prowadzące, punkty smarowania — w miejscach łatwo dostępnych dla techników bez konieczności rozbiórki całej konstrukcji. Porównując opcje wałków obrotowych i nadgłowicowych, często to właśnie łatwość dostępu przesądza o wyborze rozwiązania nadgłowicowego, mimo jego większych gabarytów.
Pięć najczęstszych błędów przy doborze wałków napędowych
Poza rozważaniami dotyczącymi siły i dostępu, poniższe błędy regularnie prowadzą do przedwczesnego uszkodzenia wałka i zakłóceń w produkcji:
- Wybieranie na podstawie początkowej ceny zamiast kosztu cyklu życia: Tańszy wałek, który wymaga wymiany co 500 000 cykli, jest znacznie droższy niż model premium trwający 2 miliony cykli. Należy wziąć pod uwagę przestoje, pracę oraz koszty części zamiennych przy obliczaniu rzeczywistego kosztu. Ile kosztuje zastosowanie wałków w budżecie przez pięć lat — a nie pięć miesięcy?
- Niedoszacowanie skutków rozszerzalności termicznej: Temperatura form może przekraczać 150°F podczas dłuższych serii produkcyjnych. Stal rozszerza się o około 0,0065 cala na cal na każde 100°F. W zespołach krzywek wymagających ścisłych tolerancji, to rozszerzenie powoduje zaklinowanie, zadzieranie i katastrofalne zatarcie. Projektowane luzы muszą uwzględniać temperaturę pracy, a nie warunki otoczenia w hali produkcyjnej.
- Zaniedbywanie wymagań systemu smarowania: Krzywki obrotowe wymagają ciągłego smarowania; krzywki napowietrzne potrzebują docelowego naniesienia smaru w strefach kontaktu krzywki. Niewłaściwe strategie smarowania drastycznie przyspieszają zużycie. Podaj typ smarowania, częstotliwość oraz metodę dostarczania już na etapie projektowania.
- Niezweryfikowanie profilów ruchu pod obciążeniem: Krzywka poruszająca się płynnie podczas testów na stanowisku może wykazywać zachowanie typu ślizg-trzęsie się pod wpływem sił produkcyjnych. Zawsze należy przetestować działanie krzywki przy reprezentatywnych obciążeniach kształtujących przed przejściem do produkcji narzędzi. Ta weryfikacja pozwala wykryć problemy z luzami, niewystarczającym zaangażowaniem napędu oraz nieoczekiwanym ugięciem.
- Ignorowanie zależności czasowych z cyklem prasy: Kamery powietrzne muszą wykonać pełny ruch w obrębie określonego zakresu suwu. Kamer rotaryjnych wymagają synchronizacji z pozycjonowaniem elementu. Błędy czasowania powodują niekompletne operacje, kolizje matryc i wady detali. Sporządź mapę czasowania kamery względem pełnego cyklu prasy — w tym okresów postoju — przed ustaleniem końcowych pozycji napędów.
Unikanie tych błędów poprzez odpowiednie protokoły
Zapobieganie jest zawsze lepsze niż naprawa. Wprowadź te protokoły specyfikacji i testowania, aby wykryć problemy zanim dotrą na halę produkcyjną:
- Przeprowadź analizę sił dynamicznych: Użyj symulacji CAE do modelowania sił działających na kamerach w warunkach ekstremalnych materiału i temperatury — a nie tylko przy wartościach nominalnych
- Wykonaj makietę konserwacyjną: Przed ostatecznym ustaleniem projektu matrycy fizycznie sprawdź, czy technicy mają dostęp do wszystkich zużywających się elementów kamery przy użyciu standardowych narzędzi
- Określ zakres roboczy temperatury: Dokumentuj oczekiwane wzrosty temperatury matrycy i sprawdź, czy luzowania krzywek uwzględniają rozszerzalność przy maksymalnej temperaturze pracy
- Wymagaj testowania obciążonego cyklu: Obowiązkowe testowanie mechanizmu krzywki pod obciążeniem 80-100% projektowanego obciążenia przed zatwierdzeniem matrycy
- Dokumentuj okna czasowe: Utwórz szczegółowe diagramy czasowe pokazujące załączenie krzywki względem położenia prasy, chwilę transferu oraz położenia elementu
Zakrzywkowane znaczenie sukcesu w operacjach matryc nie polega wyłącznie na wyborze odpowiedniego typu krzywki. Chodzi o realizację decyzji doboru z tą samą precyzją, jakiej wymagają te dokładne komponenty.
Teraz, gdy już wiesz, jakich pułapek należy unikać, pytanie staje się bardziej konkretne: który typ krzywki odpowiada Twojej konkretnej aplikacji matrycy? Dopasujmy mechanizmy krzywek do konkretnych typów matryc i scenariuszy produkcyjnych.
Dopasowanie typów krzywek do konkretnych zastosowań matryc
Porównałeś zdolności siłowe, przeanalizowałeś wymagania przestrzenne i zbadłeś modele uszkodzeń. Ale oto praktyczne pytanie, które nie daje Ci spać: który mechanizm krzywkowy powinien znaleźć się w Twojej konkretnej matrycy?
Odpowiedź zależy całkowicie od Twojego zastosowania. Wybór krzywki części, która doskonale działa w szybkobieżnej matrycy progresywnej, może katastrofalnie zawieść w dużym procesie transferowym. Dostosujmy typy krzywek do konkretnych zastosowań matryc, abyś mógł podjąć pewne decyzje dla swojego następnego projektu.
Najlepszy wybór krzywki według typu matrycy
Różne konfiguracje matryc stwarzają zasadniczo różne wymagania wobec mechanizmów krzywkowych. Poniższa tabela zawiera bezpośrednie rekomendacje według typu matrycy, z uwypukleniem optymalnego wyboru dla każdego scenariusza:
| Typ kostki | Optymalny wybór krzywki | Opcja alternatywna | Kluczowe uzasadnienie wyboru |
|---|---|---|---|
| Matryce progresywne | Krzywka obrotowa | Aerial (tylko grubego kalibru) | Kompaktowa konstrukcja maksymalizuje gęstość stanowisk; ciągły obrót odpowiada wymaganiom szybkobieżnym |
| Przenośne formy | Zawór powietrzny | Rotary (operacje lekkie) | Górne mocowanie matrycy eliminuje interferencję palców transferowych; większa nośność siłowa umożliwia obsługę ciężkich tłoczyw |
| Złożone matryce | Krzywka obrotowa | Wielokąt (złożona geometria) | Efektywność wykorzystania przestrzeni jest kluczowa w rozwiązaniach jednostanowiskowych; płynny ruch zapobiega odkształceniom materiału |
| Matryce liniowe wielostopniowe | Zawór powietrzny | Hybrydowe Rozwiązanie | Wymagania dotyczące siły zazwyczaj przekraczają możliwości obrotowe; dostępność serwisowa ma decydujące znaczenie dla czasu pracy linii |
| Matryce specjalistyczne/prototypowe | Zależne od zastosowania | Oceniać przypadki indywidualnie | Nietypowe geometrie lub wymagania kątowe mogą sprzyjać rozwiązaniom wielokątowym; ograniczenia związane z wielkością produkcji mogą sprzyjać rozwiązaniom obrotowym |
Zauważ, że matryce progresywne i składane preferują mechanizmy obrotowe, podczas gdy matryce transferowe i operacje tandemowe opierają się na konfiguracjach wielokątowych. Ten schemat odzwierciedla podstawowy kompromis między zwartością a pojemnością siłową, który definiuje wybór między kulisy obrotowej a kulisa wielokątową.
Weź pod uwagę wymagania dotyczące wałków krzywkowych w każdym scenariuszu. Matryce progresywne szybko przechodzą przez miliony uderzeń, wymagając trudnoznosnych wałków krzywkowych, które zachowują precyzję przy ciągłym obrocie. Matryce transferowe pracują z niższą prędkością, ale wymagają wałków krzywkowych zdolnych do wytrzymywania skoncentrowanego naprężenia podczas intensywnych operacji kształtowania.
Uwagi dotyczące objętości produkcji
Roczny wolumen produkcji znacząco wpływa na wybór krzywki – czasem nadpisując powyższe rekomendacje dotyczące typu matrycy. Oto jak wolumen zmienia równanie:
- Niski wolumen (poniżej 50 000 sztuk rocznie): Koszt początkowy ma większe znaczenie niż trwałość eksploatacyjna. Krzywki obrotowe często wygrywają pod względem budżetu, a ich nieco większa częstotliwość konserwacji pozostaje uzasadniona przy ograniczonym czasie produkcji.
- Średni wolumen (50 000–500 000 sztuk rocznie): Ważny staje się balans. Ocena całkowitego kosztu posiadania powinna uwzględniać przestoje, części zamienne oraz pracę konserwacyjną. Każdy typ krzywki może się sprawdzić, w zależności od konkretnych wymagań aplikacji.
- Wysoka objętość (ponad 500 000 sztuk rocznie): Trwałość i łatwość konserwacji dominują w procesie decyzyjnym. Konfiguracja wrzeciona z materiałami premium może kosztować o 40% więcej na początku, ale oferuje trzykrotnie dłuższą żywotność — wyraźny zwycięzca w dużych skalach.
Grubość materiału dodaje kolejną zmienną do tego równania. Cienkie materiały o grubości poniżej 1,5 mm rzadko obciążają mechanizmy wałków do granic ich możliwości, co czyni systemy obrotowe skutecznymi w większości zastosowań. Grube materiały o grubości powyżej 3 mm generują znacznie większe siły kształtowania, często przekraczając praktyczną pojemność wałków obrotowych i sprzyjając rozwiązaniom nadgłowicowym.
Złożoność detalu również ma znaczenie. Proste operacje tłoczenia i przebijania utrzymują przewidywalne profile sił w całym skoku wałka. Złożone kształtowanie z wieloma gięciami, głębokimi tłoczeniami lub stopniowym przepływem materiału generuje szczyty sił, które mogą przekraczać nominalne obliczenia o 30–50%. Gdy wymagania dotyczące wałka obejmują złożoną geometrię, dobierz mechanizm według maksymalnych sił — a nie średnich obciążeń.
Podejścia hybrydowe: wykorzystanie obu typów kamieni
Kto powiedział, że trzeba wybrać tylko jedno? Doświadczeni projektanci matryc często stosują konfiguracje hybrydowe, wykorzystujące zalety obu typów kamieni w pojedynczej matrycy.
Wyobraź sobie dużą matrycę progresywną produkującą złożone wsporniki samochodowe. Wczesne stacje wykonują lekkie operacje przebijania i wycinania — idealne dla kompaktowych kamieni obrotowych, które zachowują elastyczność układu paska. Późniejsze stacje wykonują intensywne operacje kształtowania wymagające znacznych sił bocznych. Kamień zawieszeniowy (aerial cam) radzi sobie z tymi wymagającymi operacjami, podczas gdy mechanizmy obrotowe kontynuują swoją precyzyjną pracę w strefie wstępnej.
To podejście hybrydowe szczególnie dobrze sprawdza się, gdy:
- Wymagania dotyczące siły znacząco różnią się między stacjami: Lekkie operacje otrzymują kamienie obrotowe; ciężkie operacje — jednostki zawieszeniowe
- Występują ograniczenia przestrzeni w określonych obszarach matrycy: Stosuj kamienie obrotowe tam, gdzie miejsce jest ograniczone; przełącz się na zawieszeniowe tam, gdzie pozwala na to przestrzeń
- Okna serwisowe różnią się w zależności od operacji: Ustaw kamery nadprzestrzenne tam, gdzie wymagany jest częsty dostęp; kamery obrotowe tam, gdzie dostępność jest mniej krytyczna
- Wymagania dotyczące synchronizacji są sprzeczne: Nieodległa synchronizacja obrotowa może wykonać operacje, które nie mieszczą się w zależnym od skoku oknie kamery nadprzestrzennej
Wyobraź sobie konfiguracje hybrydowe jako mechaniczny odpowiednik skrzynki krzywek automatu — wiele mechanizmów krzywkowych działających w zsynchronizowanej sekwencji, z których każdy jest zoptymalizowany pod kątem konkretnej funkcji w ramach większego systemu. Silnik krzywki napędzający mechanizm obrotowy działa niezależnie, podczas gdy kamery nadprzestrzenne synchronizują się z ruchem prasy, tworząc uzupełniające możliwości.
Warianty krzywek śrubowych dodają kolejny wymiar do strategii hybrydowych. Gdy aplikacja wymaga ukośnych torów ruchu, które standardowe konfiguracje obrotowe ani nadprzestrzenne nie obsługują wydajnie, profile śrubowe mogą zapewnić ruchy ukośne lub spiralne w obrębie tego samego zespołu matrycy.
Kluczem do skutecznej implementacji hybrydowej jest czytelna dokumentacja. Sporządź mapę wszystkich parametrów każdego mechanizmu wałka krzywkowego: chwila działania, wymagania dotyczące siły oraz harmonogram konserwacji. Gdy wiele typów krzywek działa sekwencyjnie, błędy synchronizacji w jednym z nich mogą prowadzić do uszkodzeń całego matrycy.
Po ustaleniu tych zaleceń dostosowanych do konkretnego zastosowania, jesteś gotowy, by podjąć świadome decyzje odpowiadające specyficznym wymaganiom Twojej matrycy. Ale jak połączyć całą tę wiedzę w praktyczny proces wyboru?
Ostateczne rekomendacje dotyczące optymalnego doboru krzywek
Przeanalizowałeś nośność, porównałeś gabaryty montażowe, przebadałeś tryby uszkodzeń oraz dopasowałeś typy krzywek do konkretnych zastosowań w matrycach. Teraz nadszedł czas, by zebrać wszystko w ramy decyzyjne, które możesz od razu zastosować. Żadnych więcej wątpliwości — tylko jasne kryteria, które wskażą Ci właściwy wybór między krzywką obrotową a krzywką wiszącą dla Twojej konkretnej operacji.
Celem nie jest znalezienie uniwersalnie „najlepszego” mechanizmu krzywkowego. Chodzi o dopasowanie odpowiedniego narzędzia do Twoich unikalnych wymagań produkcyjnych. Oto jak to zrobić z pewnością.
Lista kontrolna decyzji
Oceniając opcje krzywek dla swojego kolejnego projektu matrycy, przeanalizuj ten schemat decyzyjny w sposób systematyczny. Każdy kryterium wskazuje konkretną rekomendację, zależną od priorytetów Twojej aplikacji:
Wybierz krzywkę obrotową, gdy:
- Przestrzeń jest głównym ograniczeniem: Matryce progresywne z małymi odstępami między stacjami, kompaktowe gabaryty matryc lub ograniczona przestrzeń pionowa sprzyjają mechanizmom obrotowym, które integrują się bez zajmowania cennego miejsca
- Ruch ciągły jest niezbędny: Operacje wysokoprędkościowe powyżej 60 uderzeń na minutę korzystają z przełączników krzywkowych obrotowych, które zapewniają niezależne sterowanie czasem niezależnie od prędkości prasy
- Istotne są precyzyjne profile ruchu: Zastosowania wymagające płynnych krzywych przyspieszenia, dokładnej kontroli prędkości lub stopniowego załączania w celu zapobiegania wadom materiału
- Decyzje kształtowane są przez ograniczenia budżetowe: Niższy początkowy wkład inwestycyjny sprawia, że kamery obrotowe są atrakcyjne dla matryc prototypowych, produkcji małoseryjnej lub projektów wrażliwych pod względem kosztów
- Dominują standardowe grubości materiału: Materiały cienkie do średnich o grubości poniżej 2,5 mm rzadko przekraczają limit nośności siłowej kamer obrotowych
Wybierz kamerę Aerial, gdy:
- Maksymalna siła jest warunkiem koniecznym: Przekrawanie grubej blachy, głębokie tłoczenie lub materiały o wysokiej wytrzymałości wymagające sił bocznych przekraczających specyfikacje systemu obrotowego
- Łatwy dostęp do konserwacji ma pierwszorzędne znaczenie: Środowiska produkcji wielkoseryjnej, gdzie koszty przestojów wymagają szybkiej kontroli, smarowania i wymiany komponentów bez konieczności dużego rozbierania matrycy
- Zajmowane miejsce w dolnej części matrycy jest mniejsze: Konfiguracje matryc transferowych, złożone geometrie części lub zautomatyzowane systemy manipulacyjne zajmujące dolną stopę matrycy
- Wymagane są operacje kątowe: Wiercenie lub kształtowanie pod nietypowymi kątami względem powierzchni matrycy — konfiguracje kamienia zatyczkowego i suwaki kątowe korzystają z pozycjonowania aerodynamicznego
- Istotna jest przestrzeń dla palców transferowych: Operacje, w których mechanizmy zamontowane od dołu mogłyby zakłócać pracę automatycznego sprzętu do manipulacji częściami
Rozważ podejście hybrydowe, gdy:
- Wymagania dotyczące siły znacząco różnią się między stacjami matryc
- Niektóre operacje wymagają precyzyjnego sterowania czasem, podczas gdy inne potrzebują ogromnej siły
- Ograniczenia przestrzeni występują w określonych obszarach, ale nie we всей matrycy
- Mieszane harmonogramy konserwacji sprzyjają różnym poziomom dostępności poszczególnych stacji
Dobierz rodzaj kamienia zgodnie z wymaganiami aplikacji — nie według zwyczaju, preferencji marki czy tylko początkowego kosztu. Prawidłowy mechanizm dla Twojej konkretnej operacji zapewnia miliony cykli bez awarii.
Współpraca z odpowiednim producentem matryc
Nawet przy jasnym schemacie decyzyjnym, optymalizacja konstrukcji kamienia wymaga wiedzy wykraczającej poza wybór mechanizmu. Geometria interfejsu kamienia, zależność czasowa względem kinematyki prasy oraz zachowanie termiczne pod obciążeniem produkcyjnym wymagają analiz inżynierskich, których nie da się przeprowadzić za pomocą ręcznych obliczeń.
Właśnie tutaj wyjątkową wartość oferują producenci precyzyjnych matryc tłoczarskich wyposażeni w zaawansowane możliwości symulacji CAE. Zamiast budować próbne matryce i odkrywać problemy podczas uruchamiania, projektowanie oparte na symulacji wykrywa problemy z luzami, błędami w obliczeniach sił oraz konfliktami czasowymi jeszcze przed rozpoczęciem obróbki stali. Rezultat? Znaczne zmniejszenie liczby cykli prób i błędów oraz znacznie wyższe wskaźniki akceptacji za pierwszym razem.
Weź pod uwagę, co wymaga solidna konstrukcja obrotowych i napowietrznych mechanizmów kamienia:
- Modelowanie sił dynamicznych: Prognozowanie rzeczywistych obciążeń kamienia w najgorszych warunkach materiałowych i temperaturowych — a nie tylko obliczenia nominalne
- Weryfikacja profilu ruchu: Potwierdzenie, że teoretyczne krzywe przemieszczenia skutkują rzeczywistą wydajnością bez zachowań typu „stick-slip”
- Analiza rozszerzalności termicznej: Zapewnienie, że luz na krzywkach kompensuje wzrost temperatury roboczej bez blokowania się lub nadmiernej luźności
- Wykrywanie interferencji: Weryfikacja, że mechanizmy krzywkowe nie stykają się z żadnymi elementami matrycy w całym cyklu pracy prasy
W przypadku zastosowań samochodowych kluczowe znaczenie ma certyfikat IATF 16949. Ten standard zarządzania jakością gwarantuje, że dostawca matryc utrzymuje kontrolę procesów, dokumentację oraz systemy ciągłej poprawy wymagane przez działach jakości OEM. Gdy produkowane przez tłoczenie elementy trafiają do zespołów krytycznych dla bezpieczeństwa, dostawcy certyfikowani zmniejszają obciążenie związane z audytami i przyspieszają akceptację programów.
Czy zastanawiasz się, czym jest przełącznik obrotowy w kontekście systemów sterowania krzywkowego lub jak zaawansowana symulacja optymalizuje zarówno przełączniki krzywkowe obrotowe, jak i konfiguracje nadwoziowe? Odpowiedź tkwi we współpracy z zespołami inżynierskimi, które rozumieją zarówno teoretyczne zasady, jak i praktyczne warunki produkcyjne precyzyjnej produkcji matryc.
Gdy będziesz gotowy, by przejść od wyboru krzywek do narzędzi gotowych do produkcji, zapoznaj się z kompleksowe możliwości projektowania i wykonywania form które łączą symulację CAE, systemy jakości certyfikowane według IATF 16949 oraz wiedzę inżynieryjną, zapewniającą 93-procentową skuteczność pierwszego przebiegu akceptacji. Odpowiedni partner produkcyjny przekształca wybór Twojego mechanizmu krzywkowego w matryce działające bez zarzutu od pierwszego dnia.
Często zadawane pytania dotyczące krzywek obrotowych i nadwoziowych
1. Czym jest krzywka obrotowa?
Kam obrotowy to mechanizm, który przekształca ruch obrotowy w ruch liniowy za pomocą precyzyjnie zaprojektowanego profilu krzywki. W zastosowaniach tłocnych, kamy obrotowe działają niezależnie od suwu prasy, wykorzystując własny silnik obrotowy do napędzania działania krzywki. Dzięki temu są idealne do szybkobieżnych matryc progresywnych, gdzie wymagany jest ciągły, płynny ruch. Ich kompaktowa konstrukcja pozwala na integrację w układach matryc o ograniczonej przestrzeni, zapewniając przy tym stałe oddziaływanie siły przez cały cykl obrotu.
2. Czym jest kam obrotowy?
Krzywka obrotowa to element mechaniczny, który przekształca ruch obrotowy na kontrolowany ruch posuwisty. Wymodelowana powierzchnia krzywki – zwana nawałem krzywki – styka się z mechanizmem wykroju, popychając go wzdłuż określonej drogi. W operacjach tłoczenia krzywki obrotowe umożliwiają precyzyjną kontrolę prędkości i przyspieszenia, dzięki czemu nadają się do procesów kształtowania, w których płynne przejścia zapobiegają wadom materiału. Ich przewidywalne profile ruchu pomagają inżynierom osiągać spójną jakość detali przez miliony cykli produkcyjnych.
3. Co się dzieje, gdy krzywka się obraca?
Gdy wałek krzywkowy obraca się, jego specjalnie ukształtowana powierzchnia wybrzuszenia współpracuje z taczem, przekształcając ruch obrotowy w ruch posuwisto-zwrotny. To przekształcenie mechaniczne pozwala krzywce na pchanie zespołu suwaka w kierunku poziomym, podczas gdy sam wałek nadal się obraca. Geometria profilu krzywki bezpośrednio określa charakterystykę przemieszczenia, prędkości i przyspieszenia ruchu tacza – umożliwiając precyzyjną kontrolę operacji kształtowania, przebijania i cięcia w tłoczniach.
4. Kiedy warto wybrać krzywkę wiszącą zamiast krzywki obrotowej?
Wybierz wykrojnik górny, gdy aplikacja wymaga maksymalnej nośności sił bocznych, łatwego dostępu do konserwacji lub braku ograniczeń przestrzeni w dolnej części matrycy. Wykrojniki górne mocowane są do górnej płyty matrycy i bezpośrednio wykorzystują siłę prasy do przebijania grubych materiałów oraz operacji głębokiego tłoczenia. Doskonale sprawdzają się w dużych matrycach transferowych, gdzie systemy automatycznego manipulowania zajmują przestrzeń w dolnej części matrycy, a ich górne położenie zapewnia swobodny dostęp do kontroli i wymiany komponentów bez konieczności demontażu całej matrycy.
5. Czy można stosować jednocześnie wykrojniki obrotowe i górne w tej samej matrycy?
Tak, konfiguracje hybrydowe łączące oba typy mechanizmów często zapewniają optymalne wyniki. Doświadczeni projektanci matryc stosują mechanizmy obrotowe do lżejszych operacji wysokiej prędkości wymagających precyzyjnego sterowania czasem, zachowując mechanizmy nadawione do stacji ciężkich operacji kształtujących wymagających maksymalnej siły. Takie podejście szczególnie dobrze sprawdza się, gdy wymagania dotyczące siły różnią się między stacjami, występują ograniczenia przestrzeni w określonych obszarach matrycy lub różne harmonogramy konserwacji sprzyjają różnym poziomom dostępności w całym zestawie matrycy.