 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Narzędzie prototypowe vs. narzędzie seryjne: analiza kosztów i korzyści
STRESZCZENIE
Decyzja pomiędzy Narzędziem prototypowym (często z aluminium lub wydrukowanym w 3D) a Narzędziem seryjnym (ze stali hartowanej) to kompromis między ryzykiem inwestycyjnym a kosztem sztuki. Narzędzia prototypowe charakteryzują się niskimi kosztami początkowymi (od ok. 3 000 €) i szybką dostępnością (kilka dni do kilku tygodni), ale są ograniczone pod względem trwałości do 500–5 000 cykli. Są idealne do testów rynkowych, weryfikacji projektu i małych serii.
Narzędzia seryjne wymagają znacznych początkowych inwestycji (10 000 € do powyżej 100 000 €) oraz dłuższego czasu przygotowania (4–12 tygodni), jednak amortyzują się w produkcji masowej dzięki minimalnej cenie jednostkowej i bardzo wysokiej trwałości (>100 000 cykli). Punkt ekonomicznego Break-even point często występuje przy 10 000–20 000 sztuk – poniżej tego progu zwykle opłaca się „miękka” wersja, powyżej stal jest niezastąpiona.
Podstawy i definicje: Soft-Tooling vs. Hard-Tooling
Zanim zagłębimy się w strukturę kosztów, musimy wyjaśnić podstawy techniczne. W przemyśle produkcyjnym, w szczególności w procesie wtryskiwania, wyraźnie odróżnia się dwie klasy narzędzi, często nazywane odpowiednio „soft-tooling” (narzędzia prototypowe) i „hard-tooling” (narzędzia seryjne).
Narzędzie prototypowe (soft-tooling)
Te narzędzia są zaprojektowane z myślą o szybkości i elastyczności. Składają się one najczęściej z Aluminium (np. stopu 7075) lub stali nietzwardej. W nowoczesnych metodach stosuje się nawet wysokotemperaturowo odpornych tworzyw sztucznych z drukowania 3D, aby tworzyć kawerny przeznaczone do najmniejszych partii produkcyjnych. Termin „soft” odnosi się do niższej twardości materiału w porównaniu do narzędzi seryjnych. Pozwalają one na szybką obróbkę (obróbka wysokoprędkościowa), co znacznie skraca czasy dostawy, ale są bardziej podatne na zużycie.
Narzędzie seryjne (hard-tooling)
Mówimy tutaj o formach precyzyjnych wykonanych ze wysokowytrzymałej, utwardzonej stali narzędziowej (np. 1.2343 lub 1.2083). Formy te są wykonywane w skomplikowany sposób, często metodą erozji (EDM) i frezowania precyzyjnego, oraz posiadają złożone kanały chłodzenia wewnętrzne dla minimalnych czasów cyklu. Są one podstawą produkcji seryjnej i gwarantują, że milionowy element ma dokładnie takie same tolerancje jak pierwszy.
Analiza kosztów: inwestycja początkowa vs. koszt sztuki
Koszty są dla nabywców i inżynierów zazwyczaj decydującym czynnikiem. Obowiązuje tutaj zasada: im wyższa inwestycja początkowa, tym niższy późniejszy koszt elementu. Ale gdzie dokładnie leżą granice?
| Czynnik kosztów | Forma prototypowa (Alu/Szybka) | Forma seryjna (Stal) |
|---|---|---|
| Inwestycja w formę | 3.000 € – 15.000 € | 10.000 € – 100.000 €+ |
| Koszt sztuki (przykład) | Wysoki (obsługiwane ręcznie, dłuższe cykle) | Minimalny (w pełni automatyczny) |
| koszty zmian | Niski (materiał łatwo obrabialny) | Bardzo wysoki (wymagane erozja) |
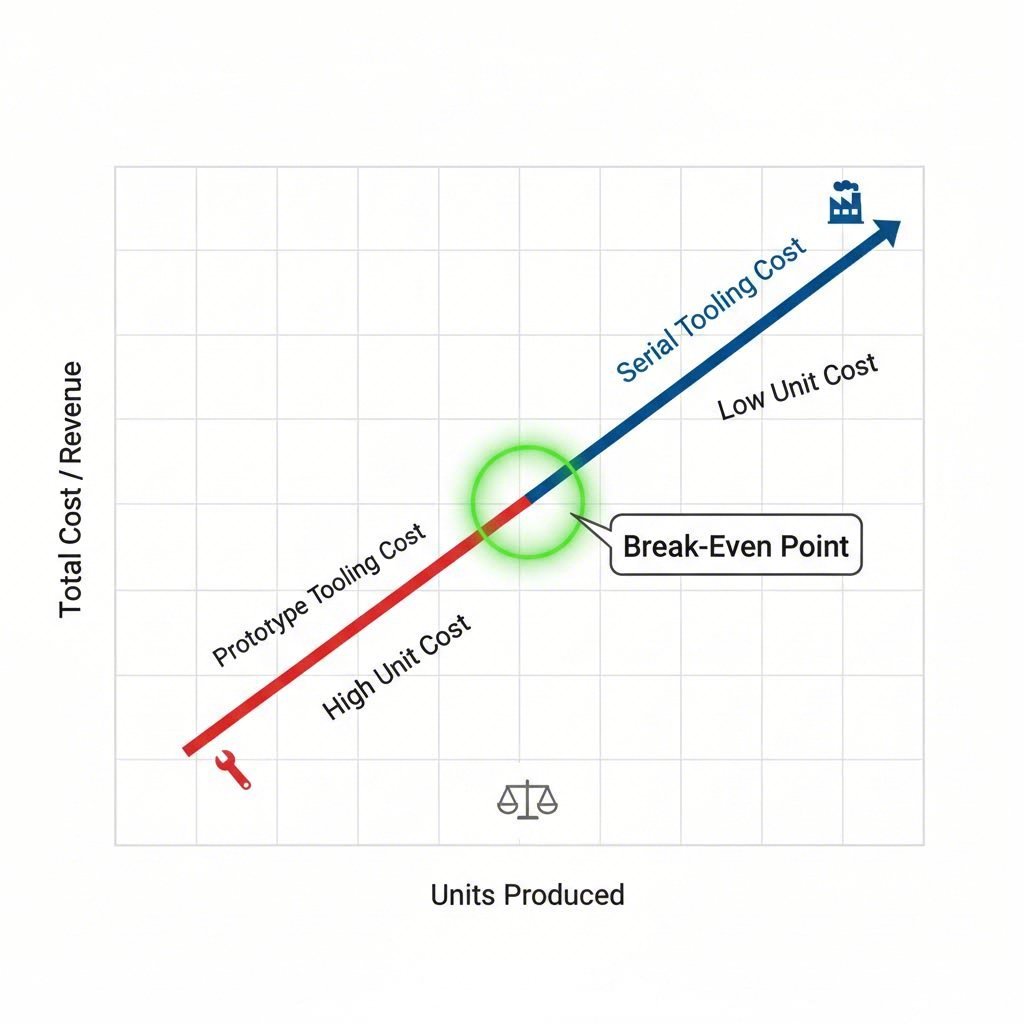
Punkt bez strat
Analiza wykazuje, że formy seryjne opłacalne są dopiero od pewnej liczby sztuk. Dane branżowe wskazują, że Punkt bez strat często mieści się między 10 000 a 20 000 jednostek poniżej tego progu wysoka amortyzacja form stalowych pochłania wszelkie korzyści wynikające z niższej ceny jednostkowej. Dla startowej serii 500 obudów forma za 40 000 euro byłaby samobójstwem gospodarczym – w tym przypadku forma aluminiowa jest nie do pobicia.
Często pomijanym czynnikiem wpływającym na koszty form seryjnych jest efektywność energetyczna: dzięki zoptymalizowanym kanałom chłodzenia (chłodzenie konformalne), których często brakuje w miękkich formach, czas cyklu znacząco się skraca. Przy produkcji milionów sztuk każda sekunda oszczędności czasu cyklu przekłada się na realne oszczędności pieniężne.
Analiza korzyści: Szybkość i czas wprowadzenia na rynek
Na dynamicznych rynkach czas jest często wart więcej niż pieniądze. Kluczowym pojęciem jest tu „czas wprowadzenia na rynek” (time-to-market), w którym narzędzia prototypowe (rapid tooling) wykazują swoje największe atuty.
Podczas gdy projektowanie i produkcja złożonego narzędzia seryjnego 4 do 12 tygodni (a nawet dłużej przy dostawcach zagranicznych) może trwać, narzędzia prototypowe są gotowe już po 3 dniach do 2 tygodni ten przewaga czasowa umożliwia:
- Szybszą korektę błędów: Błędy projektowe są wykrywane fizycznie, zanim zostanie zamówione kosztowne narzędzie seryjne (walidacja projektu).
- Wczesniejsze wejście na rynek: Można już dostarczać pierwsze produkty kluczowym użytkownikom, podczas gdy narzędzie seryjne wciąż jest w trakcie produkcji (narzędzie mostowe).
- Elastyczność: zmiany w narzędziu aluminiowym można szybko i tanio wdrożyć, ponieważ materiał ten jest miększy.
Dla firm opracowujących złożone zespoły – na przykład w sektorze motoryzacyjnym – etap ten jest krytyczny. Właśnie tutaj współpraca ze specjalizowanymi partnerami, takimi jak Shaoyi (Ningbo) Metal Technology Co., Ltd może odgrywać kluczową rolę. Dzięki certyfikatom takim jak IATF 16949 oraz ponad 15-letniemu doświadczeniu w dziedzinie rozwoju narzędzi, Shaoyi zapewnia niezbędną precyzję, aby przejście od fazy projektowej do produkcji seryjnej przebiegło bezproblemowo, szczególnie w przypadku elementów blacharskich i formowanych krytycznych pod względem bezpieczeństwa.
Jakość i trwałość: Kiedy aluminium osiąga swoje granice
Mimo korzyści związanych z kosztami i czasem, narzędzia prototypowe mają ograniczenia fizyczne. „Trwałość” – czyli żywotność formy – to największy punkt słabości.
Wynoszenie przy materiałach ściernych
Narzędzie aluminiowe wytrzymuje typowo 500 do 5.000 strzałów , w zależności od użytego tworzywa sztucznego. Przy przetwarzaniu materiałów ściernych, takich jak wzmocnione włóknem szklanym poliamid (PA6-GF30), forma może ulec wypłukaniu już po kilkuset elementach. Jakość powierzchni się pogarsza, a wymagane tolerancje nie są utrzymywane. Natomiast narzędziu seryjnemu ze stali hartowanej nie sprawia większego problemu 100.000 do ponad 1 miliona strzałów bez znaczącej utraty jakości.
Jakość powierzchni i tolerancje
Aluminium jest bardziej podatne na rysy. Możliwe są polerowane wykończenia wysokopozłaciwowe, jednak nie utrzymują się one długo w procesie. Nawet przy bardzo wąskich tolerancjach (poniżej +/- 0,05 mm) lub złożonych mechanizmach suwakowych technologia soft-tooling osiąga swoje granice. Jeśli więc Twój detal musi być „pierwszy raz dobrze” i posiadać perfekcyjną jakość seryjną, przejście na narzędzie stalowe jest często nieuniknione, nawet przy mniejszych nakładach sztuk.
Macierz decyzyjna: Które narzędzie dla którego projektu?
Aby wybrać odpowiednią strategię, pomocne jest podejście oparte na scenariuszach. Skorzystaj z tej macierzy jako wytycznej dla swojego budżetowania:
-
Scenariusz A: Test rynkowy (ilość sztuk < 1.000)
Projekt nie został jeszcze ustalony, ryzyko rynkowe jest wysokie. Potrzebujesz szybko fizycznych elementów do testów funkcjonalnych lub pierwszych sprzedaży.
Rekomendacja: Narzędzie prototypowe (aluminium/druk 3D). Minimalizuje ryzyko błędnego inwestowania. -
Scenariusz B: Most (ilość sztuk 1.000 – 10.000)
Popyt rośnie, ale narzędzie seryjne ma jeszcze 8 tygodni czasu dostawy. Musisz pokryć lukę w dostawach.
Rekomendacja: Mostowe narzędzie (Bridge-Tooling). Solidne narzędzie z aluminium lub stali P20 zapewnia ciągłość dostaw aż do uruchomienia produkcji seryjnej. -
Scenariusz C: Produkcja seryjna (ilość sztuk > 20.000)
Projekt jest „zamrożony”, umowy są zawierane na lata. Koszt jednostkowy i bezpieczeństwo procesu są najwyższym priorytetem.
Rekomendacja: Narzędzie seryjne (stal hartowana). Tylko w ten sposób osiągniesz trwale niezbędną czas cyklu i precyzję.
Porada eksperta: Planuj budżet na obydwa Typy narzędzi przy krytycznych projektach. Wnioski z narzędzia prototypowego często tak bardzo optymalizują narzędzie seryjne, że podwójny wkład inwestycyjny zwraca się poprzez uniknięcie pętli zmian w narzędziu stalowym.
Podsumowanie: Strategiczna dalekowzroczność się opłaca
Wybór między narzędziem prototypowym a seryjnym nie jest tylko kwestią kosztów, lecz strategiczną decyzją dotyczącą ryzyka, czasu i jakości. Podczas gdy narzędzia prototypowe działają jako „speedboats” rozwoju produktu i przyspieszają innowacje, narzędzia seryjne są jak „tankowce”, które długoterminowo zapewniają stabilność i rentowność. Pomyślne firmy często stosują strategię hybrydową: szybkie uruchomienie z narzędziami miękkimi, uczenie się, optymalizacja, a następnie skalowanie z doskonałym narzędziem twardym.
Często zadawane pytania (FAQ)
1. Ile kosztuje średnio forma wtryskowa?
Zakres jest ogromny. Proste narzędzia prototypowe z aluminium są dostępne już od około 3.000 do 5.000 €. Złożone narzędzia seryjne ze stali, z wieloma wnękami i suwnicami, często zaczynają się od 10.000 € i mogą przy dużym stopniu złożoności szybko kosztować od 50.000 do ponad 100.000 €.
2. Od jakiej liczby sztuk opłaca się narzędzie seryjne?
Punkt graniczny pod względem rentowności zwykle mieści się pomiędzy 10.000 a 20.000 sztuk. Poniżej tej ilości wysokie koszty amortyzacji narzędzia przypadające na jedną sztukę są często niekonkurencyjne. Dla bardzo prostych elementów próg ten może być również wyższy.
4. Jak długo trwa życie narzędzia aluminiowego?
Narzędzie wykonane z wysokowytrzymałego aluminium wytrzymuje typowo od 500 do 5.000 strzałów (cykli). Żywotność zależy w dużej mierze od używanego tworzywa sztucznego: materiały ściernie, takie jak tworzywa sztuczne wzmocnione włóknem szklanym, znacznie szybciej niszczą aluminium niż tworzywa niemodyfikowane.
4. Czym dokładnie jest rapid tooling?
Rapid Tooling to ogólny termin obejmujący metody szybkiego wytwarzania narzędzi. Obejmuje on zarówno formy frezowane z aluminium, jak i narzędzia wytwarzane metodą druku 3D. Celem jest skrócenie czasu od danych CAD do pierwszego fizycznego elementu wtryskowanego do kilku dni lub tygodni.