 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Tajemnice preferowanego wykonawcy obróbki metali: kilka kryteriów odróżniających liderów od rozczarowania
Zrozumienie pojęcia preferowanego wykonawcy obróbki metalu i dlaczego ma to znaczenie
Szukając zakładów obróbki metalu, cena często staje się decydującym czynnikiem. Jednak istotą jest to, że najtańsza opcja rzadko zapewnia najlepszą wartość długoterminową. Właśnie w tym momencie pojęcie preferowanego wykonawcy obróbki metalu wchodzi w grę, zmieniając sposób, w jaki przedsiębiorstwa myślące strategicznie budują swoje partnerstwa w zakresie obróbki metalu.
Preferowany wykonawca obróbki metalu to strategiczne podejście do produkcji, przy którym firmy wybierają partnerów z zakresu obróbki metalu na podstawie posiadanych certyfikatów jakości, sprawdzonych kompetencji oraz stałej niezawodności, a nie wyłącznie w oparciu o najniższą ofertę cenową. Termin „preferowany” ma istotne znaczenie w przemyśle produkcyjnym. Oznacza on zweryfikowane, zaufane partnerstwo oparte na historii osiągnięć oraz wzajemnym zaangażowaniu w doskonałość.
Co czyni wykonawcę obróbki metalu partnerem preferowanym
Co więc przesuwa dostawcę precyzyjnych wyrobów metalowych z pozycji jednego z wielu dostawców na pozycję preferowanego partnera? Różnica sprowadza się do kilku kluczowych czynników, na których kładą nacisk menedżerowie zakupów i inżynierowie – na podstawie zdobytego doświadczenia.
Preferowany dostawca usług obróbki metali zapewnia stałą jakość dzięki certyfikowanym procesom oraz udokumentowanym systemom zarządzania jakością. Utrzymuje przejrzyste kanały komunikacji i szybko reaguje w przypadku pojawienia się wyzwań. Najważniejsze jednak jest to, że traktuje sukces klienta jako własny sukces – angażuje się w zrozumienie konkretnych wymagań klienta zamiast traktować każde zamówienie jako izolowaną transakcję.
Silne relacje z dostawcami zmniejszają ryzyko takie jak zakłócenia w łańcuchu dostaw, wahania cen oraz problemy z jakością. Dostawcy zaangażowani w długoterminowe partnerstwo są bardziej skłonni priorytetyzować potrzeby klienta oraz współpracować w celu rozwiązywania wszelkich pojawiających się wyzwań.
To proaktywne podejście do zarządzania ryzykiem zapewnia większą stabilność w całym procesie produkcyjnym, co staje się nieocenione w sytuacji nadchodzących terminów realizacji produkcji.
Przesunięcie z pozycji dostawcy na pozycję strategicznego partnera
Różnica między transakcyjnymi a strategicznymi partnerstwami w zakresie wykonywania części jest widoczna gołym okiem. W relacji transakcyjnej przesyłasz rysunek, otrzymujesz ofertę i masz nadzieję na najlepszy możliwy wynik. Każdy projekt rozpoczyna się od zera, przy minimalnej wiedzy o szerszych celach Twojej firmy lub o oczekiwaniach dotyczących jakości.
Strategiczne partnerstwa funkcjonują inaczej. Twój preferowany partner z zakresu wykonywania części zrozumiał wymagania branżowe, preferencje materiałowe oraz standardy dopuszczalnych odchyłek – bez konieczności wielokrotnego wyjaśniania tych kwestii. Niezależnie od tego, czy współpracujesz z firmą zajmującą się metalowymi usługami kompleksowymi, czy ze specjalistyczną firmą z obszaru Bay Area świadczącą usługi obróbki metali, kluczowym elementem statusu preferowanego partnera jest głęboka znajomość Twoich potrzeb.
Rozważ następujące różnice między tymi dwoma podejściami:
- Transakcyjne: Decyzje oparte na cenie, ograniczona komunikacja, reaktywne rozwiązywanie problemów
- Strategiczne: Wybór oparty na wartości, ciągła współpraca, proaktywne ulepszenia jakości
- Transakcyjne: Traktowany jako jeden z wielu anonimowych klientów
- Strategiczne: Uznawany za konto priorytetowe z dedykowaną obsługą
Dla menedżerów zakupów zarządzających wieloma dostawcami nawiązanie preferencyjnych relacji z niezawodnymi partnerami z zakresu obróbki metali znacznie upraszcza operacje. Mniej czasu poświęcasz na kwalifikację nowych dostawców, rozwiązywanie problemów jakościowych oraz wielokrotne wyjaśnianie specyfikacji. Zamiast tego możesz skupić się na innowacjach i wzroście, mając pewność, że Twoje potrzeby w zakresie obróbki metali są obsługiwane przez partnerów rzeczywiście rozumiejących Twój biznes.
W poniższych sekcjach omówione zostaną dokładnie kryteria, które odróżniają wyjątkowych partnerów z zakresu obróbki metali od pozostałych, zapewniając Ci praktyczny ramowy model do identyfikowania i oceny własnych preferowanych dostawców.

Podstawowe procesy obróbki metali definiujące jakość
Zrozumienie działania procesów obróbki blachy daje istotną przewagę przy ocenie potencjalnych partnerów z zakresu produkcji. Dlaczego to ma znaczenie? Ponieważ możliwości wyposażenia oraz wiedza specjalistyczna w zakresie procesów decydują bezpośrednio o tym, czy gotowe elementy spełnią określone wymagania techniczne, czy też staną się drogim odpadem. Przeanalizujmy podstawowe procesy, które odróżniają producentów skupionych na jakości od tych, którzy oszczędzają na etapach produkcji.
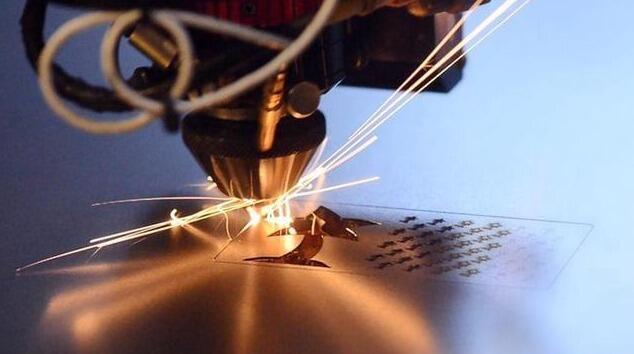
Laserowe cięcie i tłoczenie CNC wyjaśnione
Wyobraź sobie próbę precyzyjnego cięcia skomplikowanych wzorów w stali z dokładnością porównywalną do chirurgicznej. Dokładnie tego rodzaju wynik osiąga nowoczesne cięcie laserem. Systemy laserów włóknikowych skupiają intensywne światło w wiązkę cieńszą niż ludzki włos, parując materiał wzdłuż zaprogramowanych ścieżek z tolerancjami aż do ±0,1 mm. Gdy projekt wymaga skomplikowanych geometrii lub delikatnych cech konstrukcyjnych, cięcie laserem zapewnia nieosiągalną jakość krawędzi bez wprowadzania naprężeń mechanicznych, jakie powodują inne metody cięcia.
CNC do tłoczenia wieżowego działa na innych zasadach, ale oferuje wyraźne zalety w przypadku określonych zastosowań. Zgodnie z badaniami branżowymi przeprowadzonymi przez Jeelix, nowoczesne prasy tłoczące wieżowe osiągają ponad 1000 uderzeń na minutę, a wymiana narzędzi trwa mniej niż sekundę. Dzięki temu są one wyjątkowo opłacalne przy produkcji elementów wymagających licznych otworów, żaluzji lub cech kształtowanych.
Oto, co czyni precyzyjną obróbkę blachy metodą CNC szczególnie wartościową:
- Możliwość kształtowania w trzech wymiarach :Ponad cięcie płaskie, prasy tłoczące wieżowe tworzą wprost na blachach wpadki, wypychania, wytłaczania oraz żaluzje wentylacyjne
- Konsolidacja procesów Zadania, które tradycyjnie wymagałyby osobnych operacji wiercenia, frezowania lub tłoczenia, wykonywane są w jednej, pojedynczej konfiguracji maszyny
- Wysoka wydajność produkcji seryjnej: W połączeniu z systemami automatycznego załadunku te maszyny umożliwiają bezobsługową produkcję pracującą w trybie 24/7
- Wersatility materiału: Zastosowania niestandardowej obróbki blachy korzystają z możliwości obsługi różnych grubości blach oraz różnych typów materiałów
Profesjonalne operacje na blachach często łączą obie technologie w sposób strategiczny. Cięcie laserem służy do wykonywania złożonych konturów i cięcia materiałów o dużej grubości, podczas gdy perforacja wieżowa doskonale sprawdza się przy elementach o dużej liczbie otworów oraz integracji procesów kształtowania. Zrozumienie, który proces najlepiej odpowiada konkretnym potrzebom, pozwala zadawać lepsze pytania podczas oceny wykonawców usług blacharskich.
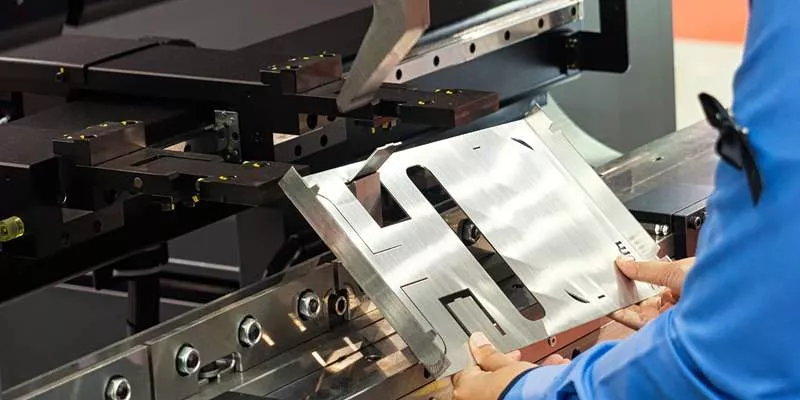
Techniki gięcia kształtujące Twoje komponenty
Po przetoczeniu materiału gięcie przekształca płaskie blachy w funkcjonalne części trójwymiarowe. Operacje gięcia na prasach krawędziowych wykorzystują dopasowane zestawy matryc i stempli do tworzenia precyzyjnych kątów, a zaawansowanie tego procesu często zaskakuje osoby nowe w branży obróbki metali.
Współczesne CNC prasy krawędziowe automatycznie obliczają przyrost gięcia, uwzględniając odkształcenia sprężyste materiału oraz jego zmienność grubości. Do najważniejszych narzędzi stosowanych w obróbce metali w tej kategorii należą:
- Gięcie swobodne: Najczęstsza metoda, wykorzystująca kontrolowaną głębokość docisku stempla do osiągnięcia docelowych kątów z możliwością drobnych korekt
- Gięcie na dnie: Wymusza pełne wprowadzenie materiału do matrycy w celu osiągnięcia maksymalnej dokładności przy krytycznych tolerancjach
- Coining: Stosuje skrajne ciśnienie, aby trwale ustalić precyzyjne kąty — idealne dla zastosowań wymagających wysokiej dokładności
- Gięcie obrotowe: Eliminuje ślady na widocznych powierzchniach, co jest niezbędne w przypadku elementów architektonicznych lub estetycznych
Przy ocenie wykonawców pytaj o ich nośność prasy giętkowej (wyrażoną w tonach) oraz dokładność tylnego uchwytu. Te parametry mają bezpośredni wpływ na stopień złożoności gięć i grubość materiałów, które mogą one niezawodnie przetwarzać.
Metody spawania określające integralność konstrukcyjną
Spawanie łączy wykonywane przez Ciebie elementy z blachy w gotowe zespoły, a zastosowana metoda ma znaczący wpływ zarówno na wygląd, jak i na właściwości konstrukcyjne. Zgodnie z informacjami zamieszczonymi w serwisie Robotics Tomorrow , zrozumienie tych różnic pozwala na dobranie odpowiedniej metody dla danego zastosowania.
Spawanie TIG (spawanie łukowe wolframem w osłonie gazowej): Ten proces wykorzystuje niezużywalne elektrody wolframowe o wyjątkowej odporności na wysokie temperatury, umożliwiając spawanie przy niskich prądach na materiałach o grubości nawet 0,005 cala. Przemysły takie jak lotniczy, medyczny czy motocyklowy polegają na spawaniu TIG ze względu na jego doskonałą kontrolę oraz czyste i precyzyjne szwy. Gdy wygląd i integralność spoiny są najważniejsze, spawanie TIG zapewnia odpowiednie wyniki.
Spawanie MIG (spawanie łukowe w osłonie gazowej): W spawaniu MIG materiał elektrodowy jest ciągle doprowadzany przez pistolet spawalniczy, podczas gdy gazy osłonowe chronią spoinę przed zanieczyszczeniem. Metoda ta zapewnia szybsze tempo napływu materiału niż spawanie TIG, co czyni ją idealną dla środowisk produkcyjnych, w których kluczowe jest tempo pracy. Wadą tej metody jest nieco mniejsza precyzja przy delikatnych zadaniach.
Spawanie punktowe: Jako jeden z najstarszych procesów spawania, spawanie punktowe łączy dwie blachy bez materiału dodatkowego poprzez zastosowanie nacisku i prądu elektrycznego przepuszczanego przez elektrody miedziane o specjalnym kształcie. Powoduje to powstanie ciepła w miejscu spoiny. Elementy wentylacyjne do producentów wyrobów metalowych oraz instalacje klimatyzacyjne często wykorzystują spawanie punktowe ze względu na jego szybkość i przydatność do łączenia blach ze sobą.
Dlaczego znajomość procesu ułatwia dobór partnera
Gdy znasz te podstawowe procesy, rozmowy z potencjalnymi partnerami produkcyjnymi stają się znacznie bardziej produktywne. Możesz zadawać konkretne pytania dotyczące możliwości wyposażenia, osiąganych tolerancji oraz certyfikatów procesowych, które ujawniają rzeczywisty poziom ich wiedzy i doświadczenia.
Zamiast akceptować niejasne zapewnienia dotyczące jakości, będziesz w stanie ocenić, czy możliwości konkretnego zakładu produkcyjnego rzeczywiście odpowiadają wymaganiom Twojego projektu. Ta wiedza przekształca Cię z biernego nabywcy w świadomego partnera, który może skutecznie współpracować przy optymalizacji projektu i zwiększeniu efektywności produkcji. Mając tę podstawową wiedzę o procesach wykonywania elementów, jesteś teraz gotowy do zapoznania się z tym, jak różne branże wykorzystują te umiejętności, aby spełnić swoje specyficzne wymagania.
Wymagania dotyczące wykonywania elementów charakterystyczne dla poszczególnych branż – wyjaśnienie
Czy kiedykolwiek zastanawiałeś się, dlaczego ten sam dostawca usług wykonywania elementów metalowych może odznaczać się wyjątkowymi osiągnięciami w jednej branży, a w innej napotykać trudności? Odpowiedź tkwi w znacznie różniących się wymaganiach stawianych przez poszczególne sektory. Zakład produkujący elementy instalacji wentylacyjnych i klimatyzacyjnych działa w zupełnie innym świecie niż zakład produkujący elementy nadwozi pojazdów samochodowych lub obudowy klasy wojskowej.
Zrozumienie tych wymagań specyficznych dla danej branży zmienia sposób, w jaki oceniasz potencjalnych partnerów. Gdy znasz certyfikaty, dopuszczalne odchylenia i materiały wymagane w Twojej dziedzinie, możesz szybko zidentyfikować wykonawców posiadających rzeczywistą wiedzę fachową, a nie tylko tych po prostu deklarujących szeroki zakres kompetencji . Przeanalizujmy, co czyni każdą z głównych branż wyjątkową.
Standardy i certyfikaty stosowane w produkcji części samochodowych
Przemysł motocyklowy i samochodowy stosuje jedne z najbardziej rygorystycznych standardów produkcyjnych w całej branży przemysłowej. Jeśli zakupujesz komponenty do pojazdów, zrozumienie znaczenia certyfikatu IATF 16949 staje się kluczowe w procesie wyboru partnera.
Co dokładnie oznacza certyfikat IATF 16949 dla Twoich projektów? Zgodnie z informacjami OGS Industries, certyfikat ten opiera się na wymaganiach normy ISO 9001, uzupełniając je kluczowymi elementami specyficznymi dla branży motocyklowej i samochodowej. Standard ten zapewnia zgodność z zasadami produkcji połączonej (lean manufacturing), zapobiegania wadom, redukcji odchylenia oraz minimalizacji marnotrawstwa. Dla przemysłowych zakładów obróbki metali świadczących usługi dla branży motocyklowej i samochodowej certyfikat ten stanowi potwierdzenie zaangażowania wykonawcy w zapewnienie spójnej jakości, jakiej wymagają producenci pojazdów.
Korzyści wynikające ze współpracy z wykonawcami posiadającymi certyfikat IATF 16949 obejmują:
- Spójne rezultaty jakościowe: Procesy produkcyjne są ciągle monitorowane i mierzone w celu maksymalizacji wydajności
- Zmniejszenie zmienności produktu: Ulepszone systemy zarządzania jakością zapewniają, że produkty z zakresu obróbki metali spełniają wymagania stawiane wysokowydajnym pojazdom, niezależnie od ich przeznaczenia
- Niezawodny łańcuch dostaw: Ten międzynarodowo uznany certyfikat ustala standardy w zakresie pozyskiwania materiałów i tworzenia silniejszych sieci dostawców
- Zapobieganie wadom: Sprawdzone procesy wytwarzania, spawania i wykańczania minimalizują wady, jednocześnie spełniając wymagania dotyczące bezpieczeństwa produktu
Wymagania dotyczące dopuszczalnych odchyłek w zastosowaniach motocyklowych są szczególnie rygorystyczne. Zgodnie z Badaniami EOXS , blachy karoserii samochodowych wymagają zwykle tolerancji grubości wynoszących ±0,002 cala do ±0,003 cala. Ta precyzja zapewnia prawidłowe dopasowanie na liniach montażowych, gdzie nawet niewielkie odchylenia powodują poważne problemy. Operacje metalurgiczne w Houston świadczące usługi dla sektora motocyklowego muszą utrzymywać ten poziom precyzji w sposób spójny w ramach produkcji masowej.
Wymagania dotyczące komponentów systemów wentylacji i klimatyzacji (HVAC)
Brzmi to tak, jakby wytwarzanie elementów HVAC było prostsze niż praca nad pojazdami? W pewnym sensie tak. Zastosowania HVAC zwykle akceptują luźniejsze tolerancje, ponieważ instalacje kanałowe nie są obciążone dużymi siłami konstrukcyjnymi. Oznacza to jednak nie mniejsze znaczenie jakości, lecz jedynie inne priorytety.
Specjalistyczne wytwarzanie elementów metalowych do systemów wentylacji i klimatyzacji (HVAC) koncentruje się na:
- Wybór materiału: Ocynkowane lub aluminiowe blachy (zazwyczaj grubości od 24 do 18) zapewniają odporność na korozję w przypadku urządzeń do obróbki powietrza w pomieszczeniach
- Metody łączenia: Spawanie szwowe i mocowanie mechaniczne muszą zapewniać połączenia szczelne pod względem powietrznym bez naruszania integralności kanałów wentylacyjnych
- Elastyczność tolerancji: Standardowe tolerancje grubości wynoszące ±0,008 cala uwzględniają zmienność procesu produkcyjnego, zachowując przy tym funkcjonalną wydajność
- Efektywność objętościowa: Szybkość produkcji często ma pierwszorzędne znaczenie, ponieważ projekty systemów HVAC wymagają dużych ilości standardowych komponentów
Jaka jest główna różnica? Producentom elementów instalacji wentylacyjnych i klimatyzacyjnych najważniejsze jest maksymalizowanie przepustowości i efektywności kosztowej, a nie osiąganie nadzwyczaj wysokiej dokładności wymiarowej. Oceniając potencjalnych partnerów dostarczających kanałów wentylacyjnych i elementów wentylacji, należy skupić się na ich zdolności do zapewnienia spójnej jakości w dużej skali, a nie na ich zdolności do osiągania precyzji na poziomie przemysłu lotniczego.
Normy precyzji obudów elektronicznych
Obudowy elektroniczne zajmują położenie pośrednie między luźniejszymi tolerancjami systemów HVAC a surowymi wymaganiami przemysłu motocyklowego. Te elementy muszą chronić wrażliwe urządzenia przed czynnikami zewnętrznymi, zapewniając przy tym precyzyjne punkty montażowe dla sprzętu wewnętrznego.
Kluczowe kwestie związane z produkcją obudów elektronicznych obejmują:
- Ochrona przed EMI/RFI: Obudowy często wymagają specyficznych cech uziemienia oraz szczelnych połączeń w celu zapobiegania zakłóceniom elektromagnetycznym
- Zarządzanie cieplne: Wzory wentylacji, powierzchnie montażowe radiatorów oraz dobór materiału wpływają na odprowadzanie ciepła
- Dokładność wymiarowa: Punkty montażowe płytek PCB, otwory na złącza oraz interfejsy paneli wymagają tolerancji zwykle w zakresie od ±0,005 cala do ±0,010 cala
- Jakość wykończenia powierzchni: Obudowy malowane lub pokryte proszkowo wymagają odpowiedniej przygotowania powierzchni w celu zapewnienia przyczepności i estetycznego wyglądu
Wiele zleceń związanych z obróbką metali w tym sektorze wymaga dodatkowych umiejętności, takich jak sitodruk, montaż elementów zewnętrznych oraz integracja z uszczelkami lub materiałami uszczelniającymi. Producent obudów elektronicznych rozumie te operacje wtórne jako niezbędne elementy kompleksowego rozwiązania.
Standardy odporności na korozję w zastosowaniach morskich i wojskowych
Gdy wykonane elementy są narażone na działanie wody morskiej, skrajne temperatury lub warunki bojowe, wymagania dotyczące doboru materiałów oraz procesów ich obróbki znacznie wzrastają. Zastosowania morskie i wojskowe wymagają tzw. materiałów „klasy wojskowej”, spełniających rygorystyczne specyfikacje Departamentu Obrony Stanów Zjednoczonych.
Według Warner Brothers Foundry Company materiały klasy wojskowej przestrzegają standardów MIL-SPEC, które potwierdzają niezawodność działania w ekstremalnych warunkach. Wymienione specyfikacje określają szczegółowe cechy użytkowe, procedury badawcze oraz normy jakości, jakie materiały muszą spełniać w zastosowaniach wojskowych.
Główne wymagania dotyczące produkcji elementów dla zastosowań morskich i wojskowych obejmują:
- Stopy odporno na korozję: Stale nierdzewne, takie jak 316L, specjalne stopy aluminium oraz tytan zapewniają długotrwałą trwałość w surowych warunkach środowiskowych
- Zgodność ze standardami wojskowymi (MIL-SPEC): Standardy takie jak MIL-DTL-5541 (pokrycia chemiczne konwersyjne) oraz MIL-A-8625 (anodowanie) regulują procesy obróbki powierzchni
- Wymagania dotyczące dokumentacji: Pełna śledzilność materiałów, certyfikowane raporty badań oraz dokumentacja potwierdzająca zgodność są obowiązkowe
- Badania w ekstremalnych warunkach środowiskowych: Elementy mogą wymagać testów w klimatyzowanej komorze solnej, cykli temperaturowych oraz innych procesów kwalifikacyjnych środowiskowych
Specyficzne dla branży wymagania dotyczące materiałów i dopuszczalnych odchyłek
Poniższa tabela zawiera kompleksowe porównanie wymagań obowiązujących w głównych branżach. Wykorzystaj ją jako szybki punkt odniesienia przy ocenie, czy możliwości wybranego wykonawcy produkcji odpowiadają wymogom Twojego sektora:
| Branża | Główne certyfikaty | Typowe tolerancje | Powszechne materiały | Kluczowe zagadnienia do rozważenia |
|---|---|---|---|---|
| Motoryzacyjny | IATF 16949, ISO 9001 | ±0,002 cala do ±0,003 cala | Stal HSLA, stopy aluminium | Zapobieganie wadom, produkcja zgodna z zasadami lean, spójność przy dużych objętościach |
| Ogrzewanie, wentylacja i klimatyzacja | Standardy SMACNA, certyfikacja UL | ±0.008" | Stal ocynkowana, stal aluminiowana | Szczelne połączenia, odporność na korozję, wydajność produkcji |
| Elektronika | Zgodność z normą ISO 9001 oraz wymaganiami UL/CE | ±0,005" do ±0,010" | Stal zimnowalcowana, aluminium | Ekranowanie przed interferencjami elektromagnetycznymi (EMI), zarządzanie ciepłem, precyzyjne elementy montażowe |
| Stal konstrukcyjna | Certyfikacja AWS D1.1, certyfikacja AISC | ±0,010" do ±0,015" | Stale A36, A572, A992 | Nośność, jakość spawów, dokładność wymiarowa |
| Aeronautyka i kosmonautyka | AS9100, Nadcap | ±0,001" do ±0,002" | aluminium stopowe 7075, stopy tytanu | Optymalizacja masy, odporność na zmęczenie, pełna śledzalność |
| Zastosowanie morskie/wojskowe | Normy wojskowe (MIL-SPEC), ISO 9001 | ±0,005" do ±0,010" | stal nierdzewna 316L, aluminium klasy morskiej | Odporność na korozję, kwalifikacja środowiskowa, dokumentacja |
Podczas oceny partnerów z zakresu przemysłowego wykonywania elementów metalowych ta porównawcza analiza pomaga zadawać konkretne pytania. Wykonawca deklarujący specjalistyczną wiedzę w Twojej branży powinien wykazać szczegółową znajomość obowiązujących certyfikatów, typowych wymagań dotyczących tolerancji oraz doświadczenia w obsłudze materiałów. Ogólne stwierdzenia dotyczące możliwości wykonawczych bez szczegółów odnoszących się do konkretnej branży często wskazują na ograniczone doświadczenie praktyczne.
Unikalne wymagania Twojej branży powinny decydować o kryteriach wyboru partnera. Wytwórnia idealnie nadająca się do produkcji elementów instalacji wentylacyjnych i klimatyzacyjnych może nie posiadać niezbędnej precyzji ani certyfikatów wymaganych do produkcji komponentów samochodowych. Z kolei warsztat specjalizujący się w przemyśle lotniczym może okazać się zbyt kosztowny dla mniej wymagających zastosowań. Dopasowanie zakresu kompetencji wytwórni do rzeczywistych potrzeb zapewnia odpowiednią jakość bez konieczności płacenia za możliwości, których nie potrzebujesz.
Gdy uzyskasz jasne zrozumienie, jak wymagania branżowe kształtują potrzeby związane z obróbką blachy, kolejnym logicznym krokiem będzie przeanalizowanie wpływu decyzji dotyczących wyboru materiału na wyniki projektu w dowolnym zastosowaniu.
Przewodnik po wyborze materiału do projektów obróbki metali
Zidentyfikowałeś już wymagania swojej branży oraz rozumiesz, które procesy obróbki blachy najlepiej odpowiadają Twojemu zastosowaniu. Nadszedł teraz moment decyzji wpływającej na wszystko – od trwałości komponentów po całkowity koszt projektu: jaki materiał należy określić wybór między stalą węglową, stalą nierdzewną i aluminium nie sprowadza się po prostu do wybrania materiału, który najlepiej wygląda na papierze. Wymaga zrozumienia, jak każdy z tych materiałów zachowuje się w rzeczywistych warunkach, jakie będą panować w miejscu zastosowania Twoich elementów.
Pomyśl o tym w ten sposób: materiał idealnie nadający się do obudów elektroniki stosowanych w pomieszczeniach może całkowicie zawieść w środowisku morskim. Najtańsza opcja na etapie zakupu może okazać się najdroższą decyzją, gdy wcześniejsza korozja wymusi konieczność wymiany. Wysokiej jakości obróbka metali zaczyna się od rozważnych decyzji dotyczących materiałów, a niniejszy przewodnik dostarcza Ci ramy, które pozwolą podejmować je z pewnością siebie.
Ramka decyzyjna: stal vs stal nierdzewna vs aluminium
Przy ocenie materiałów do projektu obróbki metali trzy główne opcje dominują w zastosowaniach przemysłowych. Każda z nich oferuje charakterystyczne zalety i ograniczenia, które bezpośrednio wpływają na sukces Twojego projektu. Przyjrzyjmy się bliżej cechom, które czynią każdy z tych materiałów wyjątkowym.
Stal miękka / niskowęglowa: materiał uniwersalny
Stal węglowa o niskiej zawartości węgla, zawierająca od 0,14% do 0,20% węgla, pozostaje najbardziej powszechnie stosowanym materiałem w operacjach obróbki metali. Zgodnie z Axis Fabrication , tę popularność tłumaczy kilka praktycznych zalet.
Dlaczego wybrać stal węglową do swojego projektu?
- Wydjątkowa łatwość obróbki: Niska zawartość węgla sprawia, że materiał ten jest bardzo łatwy do cięcia, gięcia i spawania bez konieczności stosowania specjalistycznego sprzętu lub technik
- Efektywność kosztowa: Zazwyczaj najtańsza opcja spośród powszechnie stosowanych materiałów do obróbki, co pozwala lepiej wykorzystać budżet projektu
- Doskonała spawalność: Jest bardziej plastyczna niż stal nierdzewna i przewidywalnie reaguje na standardowe procesy spawania
- Doskonała ciągliwość: Umożliwia wykonywanie złożonych operacji kształtowania bez ryzyka pęknięć ani efektu odbicia sprężynowego
- Doskonała przewodność cieplna: Odpowiednie do zastosowań wymagających przewodności cieplnej
Jednak stal węglowa ma jedną istotną ograniczającą cechę: wymaga powłoki ochronnej zapobiegającej korozji. Bez ocynkowania, malowania lub powłoki proszkowej stal zwykła ulega rdzewieniu przy narażeniu na wilgoć. Dlatego nie nadaje się do zastosowań morskich, instalacji zewnętrznych bez odpowiedniej powłoki ochronnej ani do żadnego środowiska, w którym występuje częsty kontakt z wodą.
Typowymi zastosowaniami są elementy karoserii samochodowych, obudowy komputerów, elementy konstrukcyjne oraz większość ogólnego przeznaczenia wyrobów z blachy, które otrzymują powłokę ochronną.
Stal nierdzewna: odporność na korozję i trwałość
Stal nierdzewna zawiera co najmniej 10,5 % chromu, tworząc samo-regenerującą się warstwę tlenkową, która zapewnia naturalną odporność na korozję. Ta cecha czyni stal nierdzewną niezastąpioną w określonych zastosowaniach, w których wszystkie rozwiązania z blachy muszą wytrzymać surowe warunki eksploatacyjne.
Główne zalety stali nierdzewnej to:
- Wbudowana ochrona przed korozją: Nie wymaga dodatkowych powłok w większości środowisk
- Atrakcyjność estetyczna: Zawartość chromu zapewnia atrakcyjny połysk, odpowiedni do zastosowań widocznych
- Wyjątkowa spawalność: Łatwiejszy do spawania niż aluminium, dając przewidywalne wyniki przy użyciu standardowych technik
- Wysoka twardość: Znacznie mniej podatny na odkształcenia, wyginanie lub zadrapania pod wpływem temperatury lub naprężeń mechanicznych
- Odporność na ciepło: Zachowuje integralność strukturalną w podwyższonych temperaturach, umożliwiając procesy dezynfekcji w wysokiej temperaturze
- Przydatność do kontaktu z żywnością: Zatwierdzony do zastosowań kontaktu z żywnością tam, gdzie zapobieganie zanieczyszczeniom ma kluczowe znaczenie
Główna wada? Koszt. W zależności od metali stopowych, takich jak chrom, nikiel, mangan i krzem, stal nierdzewna jest zwykle znacznie droższa niż stal węglowa lub aluminium. Dodatkowo stal nierdzewna charakteryzuje się najniższym stosunkiem wytrzymałości do masy spośród powszechnie stosowanych materiałów do obróbki. Choć jest niezwykle twarda, to jednocześnie znacznie cięższa, co może stanowić decydujący czynnik w zastosowaniach wrażliwych na masę.
Typowe zastosowania obejmują sprzęt do obsługi gastronomicznej, urządzenia medyczne, elementy do przetwarzania chemicznego, odbiorniki domowe oraz wszelkie środowiska związane z narażeniem na substancje chemiczne o działaniu korozyjnym lub wymagające częstego czyszczenia.
Aluminium: lekkość i wydajność
Gdy redukcja masy ma kluczowe znaczenie, aluminium staje się materiałem pierwszego wyboru. Zgodnie ze źródłami branżowymi aluminium zapewnia około połowę wytrzymałości stali przy zaledwie jednej trzeciej jej masy, co daje wyjątkowy stosunek wytrzymałości do masy.
Zalety sprawiające, że aluminium jest atrakcyjne w projektach wysokiej jakości obróbki metali:
- Znaczna redukcja masy: Znacznie zmniejsza masę elementów bez utraty niezbędnej wytrzymałości
- Naturalna odporność na korozję: W wielu środowiskach tworzy ochronną warstwę tlenkową bez konieczności dodatkowego wykańczania powierzchni
- Doskonała przewodność cieplna: Idealne do radiatorów, wymienników ciepła oraz zastosowań związanych z zarządzaniem ciepłem
- Przewodność elektryczna: Odpowiednie dla zastosowań wymagających przepływu prądu
- Wysoka plastyczność: Ogólnie bardziej plastyczny i elastyczny niż stal, co ułatwia złożone operacje kształtowania
- Pozycjonowanie cenowe: W zależności od gatunku często tańszy niż stal nierdzewna, przy jednoczesnym zapewnieniu odporności na korozję
Jednak aluminium wiąże się z pewnymi wyzwaniami. Stal jest znacznie twardsza, przez co aluminium łatwiej ulec deformacji, wygięciu lub zadrapaniu pod wpływem temperatury przekraczającej 400 °F lub znacznych obciążeń mechanicznych. Wysoka przewodność cieplna, która stanowi zaletę w zastosowaniach wymagających efektywnej wymiany ciepła, utrudnia spawanie aluminium i wymaga zastosowania specjalistycznych technik. Ponadto aluminium reaguje z produktami spożywczymi, zmieniając ich barwę i smak, co czyni je nieodpowiednim do bezpośredniego kontaktu z żywnością.
Typowe zastosowania obejmują kadłuby samolotów, elementy samochodowe, w których redukcja masy poprawia oszczędność paliwa, obudowy urządzeń elektronicznych oraz wszelkie zastosowania, w których priorytetem jest stosunek wytrzymałości do masy.
Właściwości materiału wpływające na realizację projektu
Podjęcie świadomej decyzji dotyczącej materiału wymaga porównania konkretnych właściwości z wymaganiami projektu. Poniższa tabela obróbki metali zawiera kompleksowe porównanie pod kątem kluczowych czynników:
| Nieruchomości | Stal konstrukcyjna/węglowa | Stal nierdzewna | Aluminium |
|---|---|---|---|
| Ocena wytrzymałości | Wysoka (odniesienie bazowe) | Wysoki do bardzo wysokiego | Umiarkowana (połowa wytrzymałości stali) |
| Odporność na korozję | Słabe (wymaga powłoki) | Doskonała (własna cecha materiału) | Dobra (zależna od pH) |
| Współczynnik masy | Ciężka (odniesienie bazowe) | Ciężkie | Lekka (jedna trzecia masy stali) |
| Czynnik kosztowy | Najniższy | Najwyższą | Umiarkowany |
| Spawalność | Doskonały | Dobre | Trudna (wymaga doświadczenia) |
| Wykorzystanie maszynowe | Dobre | Umiarkowany | Doskonały |
| Wykształcalność | Doskonały | Dobre | Doskonały |
| Odporność na ciepło | Dobre | Doskonały | Słaba (ulega odkształceniu powyżej 400 °F) |
| Najlepsze zastosowania | Elementy konstrukcyjne, blachy karoserii samochodowych, ogólna obróbka metalowa | Usługi gastronomiczne, medycyna, przetwórstwo chemiczne, żeglugę morską | Przemysł lotniczo-kosmiczny, motocyklowy i samochodowy wymagający minimalizacji masy, zarządzanie ciepłem |
Zgodnie z informacjami firmy Industrial Metal Supply, wybór najlepszego materiału wymaga oceny potrzeb projektu w porównaniu do właściwości poszczególnych stopów. Podstawowymi cechami do oceny są wytrzymałość na rozciąganie, odporność na korozję, spawalność, obrabialność oraz kuteść.
Kryteria praktycznej decyzji
Stojąc przed koniecznością podjęcia decyzji, należy wziąć pod uwagę następujące czynniki związane z konkretnym projektem:
- Wpływ środowiska naturalnego: Czy elementy będą narażone na działanie wilgoci, mgły solnej, środków chemicznych lub warunków zewnętrznych? Stal nierdzewna lub aluminium zwykle lepiej sprawdzają się niż niepowlekana stal węglowa
- Wymagania obciążeniowe: W zastosowaniach metalurgii ciężkiej wymagających maksymalnej wytrzymałości często preferuje się staliowe gatunki, podczas gdy konstrukcje wrażliwe na masę korzystają z przewagi aluminium w zakresie stosunku wytrzymałości do masy
- Ograniczenia budżetowe: Stal węglowa oferuje najniższą cenę surowca, jednak należy uwzględnić koszty powłok ochronnych. Wyższy początkowy koszt stali nierdzewnej może okazać się opłacalny, jeśli odporność na korozję eliminuje konieczność stosowania powłok ochronnych
- Ekspozycja na temperaturę: Zastosowania związane z cyklem temperaturowym lub podwyższonymi temperaturami sprzyjają stabilności stali nierdzewnej w porównaniu z podatnością aluminium na odkształcenia
- Wymagania dotyczące wyglądu: Elementy widoczne korzystają z naturalnego wykończenia stali nierdzewnej lub zdolności aluminium do anodowania oraz przyjmowania dekoracyjnych powłok
- Zgodność z przepisami: Kontakt z żywnością, urządzenia medyczne oraz niektóre zastosowania przemysłowe wymagają określonych gatunków materiałów niezależnie od innych czynników
Należy pamiętać, że porównanie odporności na korozję między stalą nierdzewną a aluminium zależy od warunków środowiskowych. Aluminium zapewnia lepszą odporność na korozję przy wartościach pH około 4–6, podczas gdy stal nierdzewna działa lepiej przy pH przekraczającym 10. Aluminium szybko ulega korozji w silnie kwasowym środowisku.
Wybór materiału ma bezpośredni wpływ również na wymagania stawiane partnerom produkcyjnym. Warsztat doskonale radzący sobie z TIG-spawaniem stali nierdzewnej może nie mieć doświadczenia w specjalistycznym spawaniu aluminium. Z kolei zakłady ciężkiej produkcji metalowej skupiające się na grubej płycie ze stali węglowej mogą nie oferować precyzyjnych możliwości wymaganych przy komponentach lotniczych wykonanych z aluminium.
Zrozumienie tych cech materiałów pozwala na prowadzenie bardziej produktywnych rozmów z potencjalnymi partnerami z zakresu wykonywania części. Zamiast akceptować materiał, który zaleca wykonawca, można określić wymagania oparte na rzeczywistych potrzebach projektu oraz ocenić, czy jego kompetencje są zgodne z wybranym materiałem. Ta wiedza staje się szczególnie przydatna przy porównywaniu podejść do wykonywania części na zamówienie z metodami produkcji seryjnej, czym zajmiemy się w dalszej części.
Wykonywanie części na zamówienie vs produkcja seryjna
Wybrałeś/-aś materiał i rozumiesz wymagania swojej branży. Teraz pojawia się podstawowe pytanie: czy należy zlecić wykonanie niestandardowych elementów metalowych dla swojego wyjątkowego projektu, czy też wielkość zamówienia uzasadnia produkcję seryjną? Decyzja ta wpływa na wszystko – od kosztów jednostkowych po czas realizacji i spójność jakości. Zaskakujące jest to, że wielu wykonawców wspomina o obu tych możliwościach, nie wyjaśniając jednak, czym właściwie różnią się one od siebie.
Wyobraź sobie to w ten sposób: niestandardowa obróbka metalu przypomina zamówienie garnituru uszytego specjalnie na miarę. Produkcja seryjna to raczej zakup tego samego modelu w tysiącach sztuk gotowego do sprzedaży. Obie metody mają swoje zastosowanie, a prawidłowy wybór może oznaczać różnicę między sukcesem projektu a przekroczeniem budżetu.
Kiedy niestandardowa obróbka metalu ma sens
Wykonywanie niestandardowych elementów metalowych polega na tworzeniu pojedynczych przedmiotów lub małych partii zgodnie ze specyficznymi wymaganiami. Zgodnie z informacjami firmy EDCO Fabrication, podejście to zapewnia dokładnie to, czego potrzebujesz, oferując wyjątkową elastyczność w zakresie projektowania i produkcji.
Dlaczego warto wybrać wykonywanie niestandardowych elementów metalowych dla swoich projektów? Rozważ poniższe scenariusze:
- Rozwój prototypu: Podczas testowania nowego koncepcyjnego projektu wykonywanie niestandardowych elementów pozwala na szybką iterację bez konieczności ponoszenia kosztownych inwestycji w narzędzia produkcyjne
- Zastosowania specjalistyczne: Unikalne urządzenia, części zamienne do starszych systemów lub jednorazowe instalacje wymagają rozwiązań dopasowanych indywidualnie
- Niskie nakłady produkcyjne: Zamówienia obejmujące kilkadziesiąt lub kilkaset sztuk rzadko uzasadniają koszty produkcji narzędzi technologicznych
- Złożone geometrie: Skomplikowane projekty, które wymagają w trakcie produkcji zaangażowania wiedzy i osądu specjalisty
- Szybkie zmiany projektu: Projekty, które nadal się rozwijają, korzystają z elastyczności umożliwiającej szybką modyfikację specyfikacji
Elastyczność wynikająca z produkcji na zamówienie okazuje się bardzo korzystna w przypadku zmian trendów rynkowych lub preferencji klientów. Ponieważ wprowadzanie korekt w trakcie procesu jest stosunkowo proste, Twoje produkty pozostają konkurencyjne bez konieczności drogich zmian w wyposażeniu. Warsztat blacharski specjalizujący się w produkcji na zamówienie zwykle dysponuje uniwersalnym sprzętem, zdolnym do realizacji różnorodnych projektów, a nie zoptymalizowanymi komórkami produkcyjnymi.
Kontrola jakości często osiąga wyższy poziom w środowiskach produkcyjnych zajmujących się produkcją na zamówienie. Skupiając się na unikalnych, indywidualnych przedmiotach, wykonawcy dokładniej zwracają uwagę na szczegóły na każdym etapie procesu. Takie podejście oparte na bezpośrednim zaangażowaniu prowadzi do wyższej jakości gotowych produktów, gdy specyfikacje wymagają precyzji, której mogą nie zapewnić systemy zautomatyzowane.
Jednak niestandardowe podejścia wiążą się z kompromisami. Koszty przypadające na jednostkę są wyższe, ponieważ czas przygotowania rozliczany jest na mniejszą liczbę elementów. Czasy realizacji mogą się wydłużać, ponieważ każdy projekt otrzymuje indywidualne traktowanie. A spójność między partiami zależy w dużej mierze od umiejętności operatora oraz jakości dokumentacji.
Skalowanie od prototypu do produkcji masowej
Produkcja masowa umożliwia tworzenie dużych ilości identycznych wyrobów z niezwykłą wydajnością. Gdy sprzęt do obróbki metali przetwarza ten sam element wielokrotnie, koszty znacznie spadają, a spójność poprawia się.
Główne zalety produkcji masowej obejmują:
- Efektywność kosztowa w skali: Koszty przygotowania i inwestycje w narzędzia rozliczane są na tysiące sztuk, co znacznie obniża cenę jednostkową
- Szybsze wykonanie: Uproszczone procesy i dedykowane narzędzia zapewniają gotowość produktów do szybkiego zaspokojenia wzrostu popytu
- Znormalizowana jednolitość: Klienci dokładnie wiedzą, czego mogą się spodziewać przy każdej zakupionej sztuce, co buduje zaufanie i lojalność wobec marki
- Zmniejszona zawartość pracy: Automatyzacja i zoptymalizowane przepływy pracy minimalizują konieczność manipulowania produktami oraz ingerencję operatora
- Przewidywalna jakość: Statystyczna kontrola procesu i automatyczna inspekcja zapewniają utrzymanie ścisłych допусków w całym zakresie produkcji
Dynamiczne operacje metalurgiczne i blacharskie świetnie sprawdzają się przy przechodzeniu projektów od prototypu do masowej produkcji. Ten proces wymaga starannego planowania, aby uniknąć niespodzianek, które często powodują zakłócenia w programach produkcyjnych.
Zgodnie z informacjami firmy All Metals Fabrication prototypy są zoptymalizowane pod kątem szybkości i kształtu, podczas gdy produkcja seryjna musi być zoptymalizowana pod względem powtarzalności, wydajności i kosztu jednostkowego. Ta podstawowa różnica prowadzi do typowych obszarów niezgodności, w tym specyfikacji dopuszczeń, wykorzystania materiału oraz wyboru procesów technologicznych.
Kompleksowa podróż klienta
Zrozumienie, jak projekty przemieszczają się od pomysłu do dostarczenia, pozwala skuteczniej współpracować z partnerami z branży blacharskiej:
- Pomysł i projektowanie: Wstępne specyfikacje, dobór materiału oraz wymagania dotyczące wydajności są definiowane
- Przegląd DFM (Projekt dla możliwości produkcji): Doświadczeni wykonawcy oceniają projekty pod kątem ich wykonalności produkcyjnej, proponując modyfikacje zmniejszające koszty lub poprawiające jakość bez utraty funkcjonalności
- Faza prototypowania: Operacje Custom Metal Fab Inc. obejmują produkcję początkowych próbek w celu testowania zgodności kształtu, dopasowania i funkcjonalności
- Doskonalenie projektu: Uwagi dotyczące prototypów stanowią podstawę do dostosowania specyfikacji przed inwestycją w narzędzia produkcyjne
- Planowanie produkcji: Projektuje się uchwyty montażowe, opracowuje dokumentację procesów oraz ustala procedury kontroli jakości
- Inspekcja pierwszego artykułu: Początkowe części produkcyjne poddawane są kompleksowej weryfikacji pod kątem zgodności ze specyfikacjami
- Produkcja seryjna: Zatwierdzone procesy są uruchamiane w docelowych objętościach z ciągłym monitorowaniem jakości
- Ciągłe doskonalenie: Dane produkcyjne służą do wprowadzania ulepszeń, które stopniowo obniżają koszty i poprawiają jakość
Faza wsparcia DFM zasługuje na szczególną uwagę. Niewielkie decyzje projektowe, które są niewidoczne w prototypie jednorazowym, mogą pomnożyć koszty, wydłużyć czas cyklu oraz zdestabilizować produkcję po przejściu do masowej produkcji. Przyjęcie podejścia „prototyp z zamiarem produkcji” oznacza budowę prototypów przy użyciu materiałów, grubości i założeń dotyczących narzędzi, jakie będą stosowane w produkcji. Gdy nie jest to możliwe, dokumentowanie różnic między prototypem a produktem końcowym oraz wymaganie przeglądu różnic (delta review) wraz z działem produkcji znacznie ogranicza liczbę późniejszych zmian.
Kluczowe kwestie do rozważenia przy każdej metodzie
Przy podejmowaniu decyzji między wykonaniem niestandardowym a produkcją seryjną należy ocenić poniższe czynniki w kontekście konkretnego przypadku:
| Czynnik | Niestandardowa produkcja | Produkcja i wyroby |
|---|---|---|
| Koszty konfiguracji | Minimalne inwestycje w narzędzia | Znaczne koszty związane z przyrządami i narzędziami |
| Koszt Jednostkowy | Wyższe (koszty przygotowania rozłożone na mniejszą liczbę części) | Niższe (rozłożone na całą serię) |
| Czas Oczekiwania | Zmienna, zależna od projektu | Przewidywalne po ustaleniu procesu |
| Elastyczność projektowania | Wysokie (zmiany łatwo wprowadzane) | Niski (zmiany wymagają ponownego wyposażenia linii produkcyjnej) |
| Konsekwencja | Zależny od operatora | Kontrolowany procesowo |
| Idealna ilość | zazwyczaj 1–500 sztuk | zazwyczaj powyżej 1000 sztuk |
Ograniczenia budżetowe odgrywają istotną rolę przy podejmowaniu tej decyzji. Produkcja niestandardowa, skupiająca się na wyjątkowości i jakości, wiąże się z wyższymi kosztami na jednostkę. W przypadku produkcji dużych partii metody produkcyjne okazują się znacznie bardziej opłacalne. Jednak punkt rentowności różni się znacznie w zależności od złożoności części, kosztów materiałów oraz wymaganych tolerancji.
Popyt rynkowy oraz złożoność produktu również wpływają na wybór. Wysoki popyt na proste i ustandaryzowane produkty wskazuje na zastosowanie metod produkcyjnych. Rynki niszowe o złożonych i specjalistycznych potrzebach korzystają z elastyczności produkcji niestandardowej. Ocena oczekiwań klientów, pożądanych terminów realizacji oraz własnych możliwości zapewnienia dostaw w terminie i w ramach przyjętego budżetu pomaga określić, która z tych ścieżek najlepiej odpowiada danej sytuacji.
Dzięki zrozumieniu różnic między podejściem dostosowanym a produkcją seryjną jesteś lepiej przygotowany do skutecznego komunikowania się z potencjalnymi partnerami zajmującymi się obróbką metali. Następnym kwestią wymagającą rozważenia jest miejsce, w którym ta obróbka będzie się odbywać, ponieważ położenie geograficzne wiąże się z własnym zestawem zalet i wyzwań dla Twojej strategii produkcyjnej.

Obróbka metali w kraju vs na całym świecie
Określiłeś już, czy bardziej odpowiada Ci obróbka metali dostosowana czy seryjna. Teraz nadszedł czas na kolejną strategiczną decyzję wpływającą na cały Twój łańcuch dostaw: w którym miejscu powinien znajdować się Twój preferowany partner z zakresu obróbki metali? To pytanie wykracza poza proste porównanie kosztów. Położenie geograficzne wpływa na wszystko – od efektywności komunikacji po bezpieczeństwo własności intelektualnej – a właściwy wybór zależy w pełni od konkretnych wymagań Twojego projektu.
Oto rzeczywistość. Zarówno produkcja krajowa, jak i zagraniczna mogą zapewnić doskonałe rezultaty, o ile zostaną dopasowane do odpowiednich zastosowań. Wyzwaniem jest zrozumienie, które czynniki mają największe znaczenie w Twojej sytuacji, oraz ocena potencjalnych partnerów zgodnie z tymi kryteriami. Przyjrzyjmy się, jakie korzyści oferuje każde z tych podejść oraz gdzie pojawiają się kompromisy.
Ocena zalet produkcji krajowej
Gdy szukasz warsztatu metalurgicznego w pobliżu, bliskość zapewnia korzyści wykraczające daleko poza samą wygodę. Zgodnie z Badaniami EOXS , krajowe metale spełniają surowe normy branżowe ASTM, ASME i API oraz umożliwiają szybsze dostawy bez opóźnień związanych z przewozem morskim.
Amerykańskie zakłady metalurgiczne oferują kilka wyraźnych zalet:
- Krótsze czasy realizacji: Wyeliminowanie transportu transoceanicznego skraca harmonogramy dostaw o tygodnie lub miesiące, co przyspiesza realizację projektów
- Bezpośrednie nadzorowanie jakości: Możesz osobiście odwiedzić zakłady, obserwować procesy produkcyjne na miejscu oraz natychmiast rozwiązywać problemy jakościowe
- Skuteczność komunikacji: Te same strefy czasowe i wspólny język eliminują luki tłumaczeniowe, które utrudniają międzynarodowe partnerstwa
- Niższe wymagania dotyczące zapasów: Szybka zdolność uzupełniania zapasów zmniejsza konieczność gromadzenia komponentów na wypadek potencjalnych opóźnień
- Zgodność z przepisami: Projekty wymagające zgodności z ustawą Buy America Act lub certyfikatów rządowych nakazują zakup materiałów w kraju
Zakłady metalurgiczne południowe i północne korzystają z dobrze rozwiniętej infrastruktury oraz wykwalifikowanej siły roboczej. Zgodnie z Badaniami Trison Wells , produkcja krajowa zapewnia ścislejszą kontrolę jakości i eliminuje problemy związane z przewozem towarów, jakie wprowadzają alternatywy zagraniczne.
The badanie reshoringu w USA z 2025 roku wykazało, że 95% producentów OEM było w pełni lub częściowo zadowolonych z wyników reshoringu. Najważniejszymi powodami, jakie podawali producenci przy przenoszeniu produkcji do kraju, były: lokalizacja produkcji w pobliżu działów inżynieryjnych (45%), obniżenie kosztów transportu i cł (45%) oraz unikanie ryzyka geopolitycznego (38%).
Szybkie prototypowanie znacznie korzysta z partnerstw lokalnych. Gdy amerykański dostawca niestandardowych wyrobów metalowych działa w pobliżu, cykle iteracyjnego projektowania skracają się drastycznie. Możesz otrzymać części prototypowe, przetestować je, udzielić opinii i otrzymać wersje zaktualizowane w ciągu kilku dni zamiast tygodni. Takie przyspieszenie okazuje się nieocenione, gdy terminy realizacji projektu są bardzo napięte.
Uwagi dotyczące pozyskiwania materiałów na skalę globalną w zakresie obróbki metali
Produkcja międzynarodowa nadal zachowuje swoją atrakcyjność w przypadku określonych zastosowań, mimo złożoności logistycznej. Samo Chiny kontrolują 28,7% światowej produkcji przemysłowej, tworząc wyspecjalizowane ekosystemy, których alternatywy krajowe czasem nie potrafią dorównać.
Kiedy pozyskiwanie materiałów na skalę globalną może być uzasadnione w kontekście poszukiwania dostawcy usług obróbki metali w pobliżu?
- Zalety kosztowe: Koszty pracy we Wietnamie i Meksyku wynoszą około jednej ósmej kosztów obowiązujących w USA, podczas gdy w Tajlandii spadają do jednej dziesiątej
- Materiały specjalne: Niektóre stopy specjalne oraz rzadkie materiały mogą być dostępne wyłącznie u dostawców zagranicznych
- Wysoka pojemność produkcyjna: Międzynarodowe zakłady często wyróżniają się masową produkcją przy użyciu zautomatyzowanych systemów działających w trybie bezobsługowym (lights-out)
- Bliskość komponentów: Gdy surowce pochodzą z azjatyckich rynków, lokalna obróbka zmniejsza pewne zagrożenia związane z łańcuchem dostaw
Jednak te potencjalne korzyści wiążą się z istotnymi wyzwaniami. Transport kontenerowy stanowi 99% towarów wprowadzanych do Stanów Zjednoczonych i trwa od dwóch do ośmiu tygodni w zależności od miejsca pochodzenia i przeznaczenia. Wyczyszczenie celnego powoduje dodatkowe opóźnienia, szczególnie w przypadku błędów w dokumentacji.
Zalety zakupu metalowych elementów wykonywanych w kraju
- Wiarygodna jakość zgodna ze standardami amerykańskimi ASTM, ASME i API
- Krótsze i bardziej przewidywalne terminy realizacji
- Łatwiejsza śledzilność materiałów przy użyciu certyfikowanych raportów testów hutniczych (Mill Test Reports)
- Stabilny łańcuch dostaw z mniejszym narażeniem na zakłócenia na skalę globalną
- Bezpośrednia komunikacja bez barier językowych
- Wspiera gospodarkę lokalną i zatrudnienie
Wady pozyskiwania wyrobów z blachy metalowej w kraju
- Wyższe koszty pracy i produkcji
- Ograniczona dostępność niektórych stopów specjalnych
- Potencjalne ograniczenia zdolności produkcyjnych w okresach wysokiego popytu
- Może wymagać dłuższych czasów oczekiwania na realizację zamówień w popularnych zakładach
Zalety pozyskiwania wyrobów z blachy metalowej za granicą
- Niższe koszty pracy i produkcji w przypadku zastosowań wrażliwych na cenę
- Dostęp do stopów specjalnych, które nie są produkowane w kraju
- Dostępność dużych ilości po korzystnych cenach
- Dywersyfikacja dostawców zmniejszająca zależność od jednego źródła
Wady zakupów międzynarodowych części metalowych
- Wydłużone czasy realizacji zamówień z powodu transportu i procedur celnych
- Niestabilna jakość wymagająca dodatkowych badań i weryfikacji
- Cła i niepewność polityki handlowej wpływające na koszty
- Ryzyko naruszenia praw własności intelektualnej na rynkach z niewystarczającą ochroną
- Trudności w komunikacji wynikające z różnicy języków i stref czasowych
- Podatność łańcucha dostaw na niestabilność polityczną oraz zakłócenia w transporcie morskim
Ukryte koszty, które zmieniają obliczenia
Powierzchowne oferty cenowe rzadko przedstawiają pełny obraz sytuacji. Badania wskazują, że producenci korzystający z prostych obliczeń całkowitych kosztów przewozu często niedoszacowują rzeczywistych wydatków związanych z przeniesieniem produkcji za granicę o 20–30%. Podejście oparte na całkowitym koszcie posiadania (TCO) ujawnia koszty, które pozostają niewidoczne w początkowych ofertach.
Rozważ te często pomijane czynniki:
- Naruszenie praw własności intelektualnej: Dokumenty Biura Śledczego FBI wykazują miliardowe straty rocznie wynikające z kradzieży własności intelektualnej na rynkach z niewystarczającą ochroną
- Wahania kosztów przewozu: Koszty przewozu transoceanicznego wzrosły siedmiokrotnie w ciągu 18 miesięcy po marcu 2020 roku
- Obciążenie komunikacyjne: Pracownicy bilingwalni spędzają średnio około 4 godzin tygodniowo na nieoficjalnych obowiązkach tłumaczeniowych, co wiąże się z utratą produktywności szacowaną na ok. 7500 USD rocznie na pracownika
- Weryfikacja jakości: Dodatkowe wymagania dotyczące testów i inspekcji materiałów importowanych powodują wzrost kosztów i przedłużenie czasu realizacji
- Koszty utrzymania zapasów: Dłuższe łańcuchy dostaw wymagają większych inwestycji w zapasy bezpieczeństwa
Dane z badania dotyczącego relokacji produkcji wskazują, że 40% producentów sprzętu oryginalnego (OEM) byłoby skłonne zapłacić o 10–20% więcej za dostawę o pięć tygodni szybszą. Ta premia za krótszy czas realizacji zamówienia wskazuje na istotną możliwość dla krajowych producentów materiałów do konkurowania na podstawie wartości, a nie wyłącznie ceny.
Twoja decyzja zakupowa zależy ostatecznie od zrównoważenia tych czynników wobec Twoich konkretnych wymagań. Projekty wymagające ścisłych допусków, szybkiej iteracji lub zgodności z przepisami prawными zwykle korzystają z krajowych amerykańskich partnerów zajmujących się obróbką metali. Komponenty towarowe produkowane w dużych ilościach i charakteryzujące się elastycznymi harmonogramami mogą uzasadniać pozyskiwanie z zagranicy, mimo dodatkowej złożoności.
Niezależnie od przyjętej strategii geograficznej umiejętność oceny sprzętu i możliwości produkcyjnych staje się kluczowa przy identyfikowaniu partnerów rzeczywiście w stanie spełnić swoje zobowiązania. Znajomość odpowiednich pytań dotyczących specyfikacji sprzętu pozwala odróżnić rzeczywistą wiedzę fachową od marketingowych deklaracji.
Ocena sprzętu i możliwości produkcyjnych
Zawęziłeś swoje preferencje geograficzne i rozumiesz, czym różni się produkcja niestandardowa od masowej. Jednak właśnie w tym miejscu wiele decyzji zakupowych kończy się niepowodzeniem: przyjmowanie twierdzeń dotyczących możliwości technicznych zaufanych firm bez zrozumienia, co właściwie oznaczają dane techniczne sprzętu dla wyników Twojego projektu. Gdy warsztat metalurgiczny w pobliżu reklamuje się jako posiadający „najnowocześniejszy sprzęt”, na jakie konkretne cechy powinieneś zwrócić uwagę?
Możliwości techniczne sprzętu bezpośrednio decydują o tym, czy Twój partner produkcyjny będzie w stanie dostarczać części spełniające Twoje specyfikacje w sposób spójny i powtarzalny. Warsztat może dysponować imponującym wyglądem maszyn, ale rzeczywistą sytuację ujawniają takie parametry jak nośność (tonaż), dopuszczalne tolerancje dokładności oraz poziom zautomatyzowania. Przyjrzymy się bliżej, co oznaczają te specyfikacje, oraz jak skutecznie je oceniać.
Możliwości techniczne sprzętu wpływające na Twoje rezultaty
Każde urządzenie do obróbki metalu ma określone, mierzalne specyfikacje, które pozwalają przewidzieć jego wydajność w realizowanych przez Ciebie projektach. Zrozumienie tych wartości przekształca niejasne dyskusje na temat możliwości urządzenia w konkretne oceny.
Oceny dokładności maszyn CNC
Zgodnie z badaniami Kesu Group dokładność w obróbce CNC określa, jak blisko wykonane części odpowiadają założeniom projektowym. Przy ocenie zaawansowanych operacji obróbki metalu należy skupić się na następujących kluczowych parametrach:
- Zakres tolerancji: Dopuszczalne odchylenie od podanych wymiarów, zwykle mierzone w tysięcznych cala lub mikronach. Maszyny o wysokiej precyzji osiągają ±0,0005 cala, podczas gdy standardowe urządzenia gwarantują jedynie ±0,005 cala
- Powtarzalność: Możliwość maszyny powrotu do tej samej pozycji w sposób powtarzalny w wielu operacjach. Dla serii produkcyjnych jest to ważniejsze niż dokładność pojedynczej części
- Możliwość uzyskania powierzchni końcowej: Mierzona jako Ra (średnia chropowatość), wskazuje gładkość osiągalną bez dodatkowych operacji
- Dokładność pozycjonowania: Jak dokładnie maszyna pozycjonuje narzędzia cięcia względem zaprogramowanych współrzędnych
Zażądaj szczegółowych specyfikacji od potencjalnych partnerów, w tym arkuszy danych maszyn i dokumentacji kalibracji. Producent wykazujący pewność co do swoich narzędzi do obróbki blach będzie chętnie udostępniał taką dokumentację. Ponadto przegląd części próbnym wraz z towarzyszącymi im raportami pomiarowymi pozwala zweryfikować, czy deklarowana przez producenta dokładność rzeczywiście przekłada się na praktykę.
Nośność prasy giętarkowej i jej zdolność gięcia
Specyfikacje prasy giętarkowej określają, jaką grubość materiału oraz długość gięcia może obsłużyć producent wyrobów z blachy. Zgodnie z Kompleksowym poradnikiem CNHAWE , trzy specyfikacje mają szczególne znaczenie dla sukcesu: nośność (w tonach), długość gięcia oraz wysokość robocza.
Standardowy wzór obliczeniowy siły gięcia przy gięciu powietrznym dostarcza użytecznego kontekstu:
Siła (w tonach) = 575–666 × (grubość materiału w calach)² × długość gięcia w stopach ÷ otwarcie matrycy w calach
Czynniki materiałowe znacząco wpływają na wymagane siły docisku. Stal miękka o wytrzymałości na rozciąganie wynoszącej 60 000 PSI stanowi punkt odniesienia, jednak dla innych materiałów stosuje się odpowiednie korekty:
- Z stali nierdzewnej: Wymaga 1,5–1,7-krotnie większej siły docisku od wartości bazowej w zależności od gatunku materiału
- Aluminium: Wymaga 0,5–0,6-krotnie mniejszej siły docisku od wartości bazowej
- Stal wysokiej wytrzymałości: Może wymagać dwukrotnie lub więcej większej siły docisku od wartości bazowej
Doświadczeni wykonawcy zakładają zapas bezpieczeństwa w wysokości 20–25% ponad obliczonymi wymaganiami. Zapas ten uwzględnia wahania grubości materiału, efekty utwardzania przez deformację oraz zużycie narzędzi, zapobiegając przy tym przeciążeniu sprzętu.
Moc lasera i możliwości cięcia pod względem grubości materiału
Moc lasera jest bezpośrednio powiązana z maksymalną grubością materiału możliwego do przetworzenia oraz prędkością cięcia. Systemy o wyższej mocy pozwalają na szybsze cięcie grubszych materiałów, jednak zależność ta nie jest liniowa. Poniżej przedstawiono typowe możliwości różnych poziomów mocy:
- laserowe systemy włóknikowe o mocy 2–4 kW: Idealne do cięcia blach cienkich i średniej grubości; zapewniają doskonałą jakość krawędzi przy materiałach o grubości poniżej 0,25 cala
- systemy o mocy 6–8 kW: Przetwarzaj grubsze materiały blachowe, zachowując przy tym rozsądne prędkości cięcia
- lasery o mocy powyżej 10 kW: Efektywne cięcie grubych blach umożliwiające producentom konkurowanie w zastosowaniach z wykorzystaniem materiałów o dużej grubości
Ponad surową moc należy ocenić rozmiar stołu do cięcia, stopień zautomatyzowania manipulacji materiałami oraz możliwości stosowania gazów wspomagających (azotu i tlenu). Czynniki te wpływają zarówno na zakres przetwarzanych materiałów, jak i na efektywność przepływu zamówień przez proces produkcyjny.
Poziomy automatyzacji zapewniające spójność produkcji
Automatyzacja przekształca maszyny do obróbki metali z narzędzi zależnych od operatora w spójne systemy produkcyjne. Oceniając producentów, należy przeanalizować ich inwestycje w zakresie automatyzacji pod kątem kilku wymiarów:
- Zautomatyzowane załadunek materiału: Skraca czas obsługi materiału oraz minimalizuje ryzyko zadrapań lub uszkodzeń podczas przygotowania do pracy
- Komórki spawalnicze zrobotyzowane: Zapewnia spójną jakość spawania w ramach produkcji wysokogabarytowej
- Automatyczne systemy kontroli: Maszyny pomiarowe trójwymiarowe (CMM) oraz systemy wizyjne wykrywają wady jeszcze przed wysyłką części
- Zintegrowane systemy ERP: Łącz harmonogramowanie, dane jakościowe i śledzenie produkcji w celu zapewnienia przejrzystości
Komponenty zawieszenia z precyzyjnej obróbki metalowej oraz inne zastosowania krytyczne pod względem bezpieczeństwa szczególnie korzystają z zalet spójności zapewnianej przez automatyzację. Gdy zmienność ludzka wprowadza ryzyko, systemy zautomatyzowane zapewniają powtarzalność wymaganą przez standardy jakości.
Odczytywanie między wierszami umiejętności wytwórni metalowych
Wykazy wyposażenia przedstawiają jedynie część obrazu. Ekspertyza firmy Weaver w zakresie obróbki metalowej oraz podobne doświadczone operacje pokazują, że wiedza operatorów, praktyki konserwacyjne oraz systemy zapewniania jakości ostatecznie decydują o tym, czy imponujące maszyny rzeczywiście generują imponujące rezultaty.
Tabela referencyjna oceny wyposażenia
Korzystaj z tej kompleksowej porównawczej tabeli przy ocenie potencjalnych partnerów z zakresu obróbki metalowej:
| Rodzaj urządzenia | Zakres możliwości | Wpływ na projekt | Pytania do zadania |
|---|---|---|---|
| Centra CNC do obróbki | dopuszczalne odchylenia: ±0,0005 cala do ±0,005 cala; możliwość obróbki na 3 lub 5 osi | Określa osiągalną dokładność przy złożonych kształtach; wpływa na konieczność wykonywania operacji wtórnych | Jaka jest Państwa udokumentowana powtarzalność? Jak często kalibruje się sprzęt? Czy mogę zobaczyć najnowsze raporty z pomiarów wykonanych na maszynie CMM? |
| Maszyny do gięcia metalu | pojemność od 50 do ponad 1000 ton; długość gięcia od 4 do ponad 20 stóp | Ogranicza grubość materiału i rozmiar części; wpływa na dokładność gięcia długich elementów | Jaką siłę gięcia mają Państwo dostępna? Czy stosujecie kompensację wypukłości (crowning)? Jaka jest Państwa dokładność kątowa? |
| Cięciarki laserowe światłowodowe | moc od 2 kW do ponad 15 kW; zdolność cięcia stali o grubości do 1 cala i więcej | Określa maksymalną grubość materiału; wpływa na jakość krawędzi oraz prędkość cięcia | Jaka jest Państwa maksymalna grubość cięcia dla poszczególnych materiałów? Jakie gazy wspomagające są stosowane? Jaki jest rozmiar stołu? |
| CNC – przebijarki wieżowe | ponad 1000 uderzeń na minutę; automatyczne wymienniki narzędzi | Wydajność przy częściach o dużej liczbie otworów; możliwość kształtowania zmniejsza liczbę operacji wtórnych | Jaką bibliotekę narzędzi utrzymujecie? Czy możecie wykonywać cechy takie jak żaluzje i gwinty wpuszczane? |
| Urządzenia spawalnicze | Spawanie MIG, TIG, punktowe, komórki robotyczne | Jakość i spójność spawania; wpływają na integralność konstrukcyjną i wygląd | Jakie certyfikaty posiadają Wasi spawacze? Czy dysponujecie możliwościami spawania robotycznego? Jakie metody kontroli stosujecie? |
| Systemy Inspekcji | Współrzędnościowe maszyny pomiarowe (CMM), porównywacze optyczne, systemy wizyjne | Możliwości weryfikacji określają stopień zaufania do deklarowanych parametrów jakości | Jak weryfikujecie części pierwszego artykułu? Jaką kontrolę procesową przeprowadzacie? Czy możecie dostarczyć certyfikowane raporty z inspekcji? |
Pytania praktyczne ujawniające rzeczywiste możliwości
Według Greengate Metal Components zadawanie odpowiednich pytań na wstępie pomaga ocenić, czy podwykonawca dysponuje niezbędną wiedzą fachową, wiarygodnością oraz zdolnościami do realizacji Państwa projektu. Poza specyfikacjami sprzętu warto zbadać następujące obszary:
- Praktyki konserwacyjne: "Jak często przeprowadzacie konserwację zapobiegawczą kluczowego sprzętu?" Poprawnie konserwowane maszyny zapewniają spójne rezultaty; sprzęt, którego nie konserwuje się regularnie, traci dokładność i odchodzi od określonych parametrów
- Harmonogramy kalibracji: "Kiedy ostatnio przeprowadzono kalibrację Państwa maszyny pomiarowej współrzędnościowej (CMM) i przez kogo?" Certyfikaty kalibracji wydane przez niezależne laboratoria zapewniają większą wiarygodność niż kalibracje wewnętrzne
- Kwalifikacje operatorów: "Jakie szkolenia i certyfikaty posiadają Państwo operatorzy?" Nawet najbardziej zaawansowany sprzęt wymaga wykwalifikowanych operatorów, aby osiągnąć swój pełny potencjał
- Możliwości rezerwowe: "Co dzieje się w przypadku awarii głównego lasera w trakcie realizacji mojego zamówienia?" Dostawcy wyposażeni w zduplikowany sprzęt lub współpracujący z zaufanymi podwykonawcami minimalizują ryzyko zakłóceń
- Dokumentacja procesu: "Czy mógłby Pan/Pani pokazać mi przykładowe zlecenie pracy z punktami kontrolnymi jakości?" Udokumentowane procesy wskazują na systematyczne podejście, a nie na produkcję ad hoc
Stosunek operatorów do maszyn stanowi kolejny przydatny wskaźnik. Stosunek 1:2 lub lepszy zapewnia odpowiedni nadzór podczas produkcji. Operatorzy przepracowani i zmuszeni do szybkiego przełączania się między zbyt wieloma maszynami nieuchronnie kompromitują jakość.
Weryfikacja stwierdzeń przed podjęciem zobowiązań
Możliwości wyposażenia podane na papierze mają niewielką wartość bez weryfikacji. Rozważ poniższe kroki weryfikacyjne przed wybraniem preferowanego partnera:
- Wizyty w zakładzie: Nic nie zastąpi osobistego obejrzenia stanu sprzętu, jego organizacji oraz przepływu pracy
- Produkcja części próbnych: Zażądaj produkcji części próbnych z użyciem rzeczywistych materiałów i specyfikacji zamawiającego
- Sprawdzanie referencji: Skontaktuj się z istniejącymi klientami o podobnych wymaganiach projektowych w celu zweryfikowania stwierdzeń dotyczących wydajności
- Weryfikacja certyfikatów: Potwierdź, że certyfikaty ISO, IATF lub inne certyfikaty branżowe są aktualne i obejmują odpowiednie procesy
Niezbędny producent metalowy przyjmuje taką kontrolę z wdzięcznością. Wstrzymywanie się od udostępniania dokumentacji, zaplanowania wizyt w zakładzie lub połączenia z referencjami powinno budzić obawy co do zgodności ogłoszonych możliwości z rzeczywistością.
Zrozumienie specyfikacji sprzętu umożliwia prowadzenie merytorycznych rozmów z potencjalnymi partnerami z zakresu produkcji metalowej. Możesz odróżnić firmy posiadające rzeczywiste kompetencje od tych, które formułują stwierdzenia nieuzasadnione możliwościami ich wyposażenia. Ta podstawa przygotowuje Cię do ostatniego, kluczowego kroku: ustalenia kryteriów oceny pozwalających zidentyfikować naprawdę preferowanych partnerów z zakresu produkcji metalowej, godnych długotrwałych relacji.
Jak wybrać preferowanego partnera z zakresu produkcji metalowej
Zapoznałeś się z możliwościami wyposażenia, strategiami pozyskiwania oraz wymaganiami specyficznymi dla danej branży. Nadszedł teraz moment prawdy: jak wykorzystać zdobytą wiedzę do rzeczywistego wyboru preferowanego partnera z zakresu obróbki metalu? Różnica między udaną, długotrwałą współpracą w zakresie obróbki metalu a kosztownym rozczarowaniem często zależy od systematycznej oceny, a nie od intuicji czy wyboru oferty o najniższej cenie.
Nie ma znaczenia, czy szukasz specjalistów z zakresu obróbki metalu w Utah, badasz opcje obróbki metalu w Portland lub oceniasz działające przy wybrzeżu firmy zajmujące się obróbką metalu w pobliżu swojej placówki – zastosowanie mają te same podstawowe kryteria. Przeanalizujmy sprawdzony schemat oceny, który pozwala odróżnić naprawdę wybitnych partnerów z zakresu obróbki metalu od tych, którzy jedynie deklarują wysoką jakość.
Standardy certyfikacji świadczące o jakości
Certyfikaty stanowią weryfikację niezależnej strony trzeciej, że systemy zapewnienia jakości producenta spełniają uznane standardy. Jednak nie wszystkie certyfikaty mają taką samą wagę w każdej aplikacji. Zrozumienie, co reprezentuje każdy z certyfikatów, pozwala dopasować kwalifikacje partnera do rzeczywistych wymagań.
Według Certyfikat DEKRA iATF 16949 stanowi standard złoty w zakresie jakości łańcucha dostaw motocyklowych i samochodowych. Certyfikat ten opiera się na wymaganiach normy ISO 9001, rozszerzając je o elementy specyficzne dla przemysłu motocyklowego i samochodowego, w tym śledzalność w celu zapewnienia zgodności z przepisami prawnymi, części i procesy związane z bezpieczeństwem oraz procedury zarządzania gwarancjami. Dla każdego, kto zakupuje elementy nadwozia, zawieszenia lub komponenty konstrukcyjne, współpraca z producentami posiadającymi certyfikat IATF 16949 znacznie zmniejsza ryzyko jakościowe.
Główne certyfikaty, które należy zweryfikować przy ocenie zróżnicowanych operacji metalowych zakładów produkcyjnych, obejmują:
- ISO 9001: Podstawowy certyfikat systemu zarządzania jakością stosowany w różnych branżach
- IATF 16949: Certyfikat specyficzny dla przemysłu motocyklowego i samochodowego, potwierdzający zaawansowane systemy jakości, zapobieganie wadom oraz zasady produkcji pozbawionej marnotrawstwa (lean manufacturing)
- AS9100: Standard jakościowy dla przemysłu lotniczego z surowymi wymaganiami dotyczącymi dokumentacji i śledzalności
- ISO 14001: Certyfikat zarządzania środowiskowego świadczący o zaangażowaniu w praktyki zrównoważonego rozwoju
- AWS D1.1: Certyfikat spawania konstrukcyjnego potwierdzający jakość spoin w zastosowaniach nośnych
Nie należy bezkrytycznie akceptować deklaracji dotyczących posiadania certyfikatów. Należy zażądać aktualnych certyfikatów, zweryfikować daty ich ważności oraz upewnić się, że zakres certyfikacji obejmuje konkretne procesy istotne dla Państwa projektu. Producent części metalowych certyfikowany wyłącznie do operacji frezowania może nie posiadać certyfikatu obejmującego procesy spawania, które są niezbędne w Państwa przypadku.
Kompletna lista kontrolna oceny partnera
Wybór preferowanego partnera z zakresu obróbki metalu wymaga systematycznej oceny w wielu wymiarach. Zgodnie z wytycznymi branżowymi TMCO, ocena kwestii wykraczających poza cenę jest niezbędna, ponieważ prawdziwa wartość współpracy z doświadczonymi dostawcami niestandardowych wyrobów metalowych tkwi w umiejętnościach rzemieślniczych, technologii, skalowalności oraz udowodnionej zaangażowania w zapewnienie wysokiej jakości.
Skorzystaj z tej ponumerowanej listy kontrolnej, aby kompleksowo ocenić potencjalnych partnerów z zakresu obróbki metalu:
- Zweryfikuj aktualne certyfikaty oraz historię audytów: Zażądaj kopii certyfikatów ISO 9001, IATF 16949 lub certyfikatów specyficznych dla danej branży. Sprawdź daty wydania i daty ważności oraz czy którykolwiek z certyfikatów został zawieszony lub wycofany. Zapytaj o wyniki najnowszych audytów oraz podjęte działania naprawcze.
- Oceń możliwości realizacji wewnętrznych w porównaniu z outsourcingiem: Zgodnie z informacjami State Line Supply, dostawca oferujący procesy wtórne wewnętrznie może drastycznie skrócić czasy realizacji oraz ograniczyć problemy logistyczne. Określ, które procesy są wykonywane wewnętrznie, a które są zlecone podwykonawcom, ponieważ przekazywanie zadań między podmiotami wprowadza zmienność jakości.
- Oceń procesy kontroli jakości oraz wyposażenie do inspekcji: Zapytaj o procedury inspekcji pierwszego egzemplarza, kontrole jakości w trakcie procesu oraz protokoły końcowej inspekcji. Upewnij się, że stosują maszyny pomiarowe współrzędnościowe (CMM) lub inne precyzyjne urządzenia inspekcyjne odpowiednie dla Twoich wymagań dotyczących tolerancji.
- Poproś o referencje klientów z podobnych zastosowań: Nieodzowny wykonawca połączy Cię z istniejącymi klientami, których wymagania projektowe, wielkości zamówień lub certyfikaty branżowe są podobne do Twoich. Bezpośrednia rozmowa z referencjami ujawnia rzeczywistą jakość wykonywanych usług, której nie ukrywają materiały marketingowe.
- Przetestuj szybkość reagowania w komunikacji przed podjęciem zobowiązań: Jak szybko odpowiadają na zapytania ofertowe? Czy pytania techniczne otrzymują wyczerpujące odpowiedzi? Schematy reakcji w trakcie procesu sprzedaży przewidują zachowanie podczas produkcji, gdy pojawiają się problemy.
- Przeanalizuj historię terminowych dostaw: Zażądaj udokumentowanych procentów terminowych dostaw. Zapytaj, jak radzą sobie z zamówieniami pilnymi oraz co dzieje się w przypadku niespełnienia zobowiązań dotyczących terminów dostawy. Spójna terminowość świadczy o doskonałości operacyjnej.
- Potwierdź dostępność wsparcia inżynieryjnego i w zakresie projektowania przygotowanego do produkcji (DFM): Wyróżniający się partnerzy z branży metalurgicznej angażują się wcześnie w proces projektowania, analizując rysunki i udzielając porad dotyczących projektowania przygotowanego do produkcji (DFM), co pozwala obniżyć koszty bez pogarszania wydajności. Takie proaktywne wsparcie zapobiega drogim niespodziankom produkcyjnym.
- Oceń stabilność finansową i ciągłość działalności: Stan finansowy producenta wpływa na jego zdolność do inwestowania w sprzęt, zatrzymywania wykwalifikowanych pracowników oraz przetrwania spadków koniunktury gospodarczej. W przypadku istotnych partnerstw zażądaj podstawowych referencji finansowych lub sprawdź oceny kredytowe.
Budowanie niezawodnego partnerstwa w zakresie wykonywania elementów metalowych
Proces oceny wykracza poza zwykłe sprawdzanie pozycji w kryteriach kwalifikacyjnych. Zgodnie ze słowami ekspertów branżowych, skuteczna współpraca opiera się na otwartej komunikacji, a „umiejętności miękkie” dostawcy są równie ważne jak jego umiejętności techniczne.
Co wyróżnia operacje firmy Industrial Metal Fab Inc. zasługujące na status preferencyjnego partnera? Rozważ następujące wskaźniki relacji:
- Proaktywne powiadamianie o problemach: Czy natychmiast informują Cię o wystąpieniu problemów, czy problemy ujawniają się dopiero po przekroczeniu terminów realizacji?
- Inwestycja w Twój sukces: Wyróżniający się partner sugeruje ulepszenia projektu, identyfikuje możliwości obniżenia kosztów i traktuje Twoje projekty jako swoje własne
- Przejrzyste ceny: Jasne, szczegółowe wyceny umożliwiają podejmowanie świadomych decyzji; niejasne szacunki często ukrywają niespodziewane opłaty
- Komunikacja dotycząca planowania zdolności produkcyjnych: Niezbędni partnerzy uczciwie informują o czasach realizacji zamiast nadmiernie obiecywać, aby zdobyć zamówienia
- Postawa skupiona na ciągłym doskonaleniu: Szukaj wykonawców, którzy śledzą wskaźniki jakości, analizują wady i wprowadzają systematyczne ulepszenia
Szybkie prototypowanie oraz wsparcie w zakresie DFM jako czynniki różnicujące
Dwie umiejętności coraz wyraźniej oddzielają preferowanych wykonawców od dostawców towarowych: szybkość szybkiego prototypowania oraz komplexowe wsparcie w zakresie DFM.
Szybkie prototypowanie pozwala zespołom projektowym na szybką weryfikację koncepcji, testowanie kształtu i dopasowania oraz iteracyjne doskonalenie rozwiązań przed przystąpieniem do produkcji narzędzi. Gdy wykonawca oferuje czas realizacji szybkiego prototypowania wynoszący 5 dni, cykle rozwoju skracają się znacznie. Możesz wcześnie wykryć problemy, gdy zmiany są tanie, zamiast odkrywać je w trakcie produkcji, kiedy modyfikacje wymagają kosztownej ponownej produkcji narzędzi.
Wsparcie DFM okazuje się równie wartościowe. Doświadczeni wykonawcy analizują Twoje projekty przed produkcją, wskazując cechy zwiększające trudność wytwarzania, proponując alternatywne rozwiązania zachowujące funkcjonalność przy jednoczesnym obniżeniu kosztów oraz identyfikując specyfikacje tolerancji wymagające przetwarzania wysokiej klasy. Takie wspólne podejście zapobiega frustrującemu cyklowi otrzymywania części, które formalnie spełniają rysunki, ale nie działają w praktyce.
Shaoyi (Ningbo) Metal Technology stanowi doskonały przykład tych pożądanych cech partnera w działaniu. Ich Operacjom certyfikowanym zgodnie z normą IATF 16949 ofertą szybkiego prototypowania w ciągu 5 dni w połączeniu z kompleksowym wsparciem DFM pokazują, jak wiodący wykonawcy łączą doskonałość certyfikacyjną z praktyczną współpracą inżynierską. Ich czas odpowiedzi na ofertę wynoszący zaledwie 12 godzin dodatkowo ilustruje operacyjną elastyczność, która wyróżnia preferowanych partnerów wśród wolniej reagujących konkurentów.
Czerwone flagi sygnalizujące przyszłe problemy
Wiedza o tym, czego należy unikać, jest równie wartościowa jak wiedza o tym, czego szukać. Te sygnały ostrzegawcze często zapowiadają rozczarowania związane z partnerstwem:
- Niechęć do przedstawienia referencji: Profesjonalni producenci części z gotowych materiałów z dumą przedstawiają potencjalnym klientom zadowolonych odbiorców
- Ukłopotane lub niejasne odpowiedzi na pytania techniczne: Kompetentni partnerzy jasno wyjaśniają swoje możliwości i uczciwie przyznają się do ograniczeń
- Nacisk na szybkie podjęcie zobowiązań: Niezwłoczni producenci części z gotowych materiałów rozumieją, że staranne ocenianie prowadzi do silniejszych partnerstw
- Przestarzałe wyposażenie bez planów modernizacji: Brak inwestycji w nowe środki trwałe często wskazuje na ograniczenia finansowe lub bierność
- Wysoka rotacja pracowników: Niestabilny zespół pracowników prowadzi do niestabilnej jakości oraz utraty wiedzy instytucjonalnej
- Brak certyfikatów lub wygasłe certyfikaty: Wygaśnięcie certyfikatów sygnalizuje awarie systemu zapewnienia jakości
Zaufany partner produkujący części z gotowych materiałów nie tylko wykonuje elementy – wspiera także Twoje cele, poprawia jakość Twojego produktu i pomaga zapewnić długotrwały sukces Twojego projektu.
Podjęcie ostatecznej decyzji
Po zakończeniu oceny podjęcie ostatecznej decyzji wymaga ważenia poszczególnych czynników w świetle Państwa konkretnych priorytetów. Najtańsza opcja rzadko zapewnia najlepszą całkowitą wartość, jeśli uwzględni się problemy jakościowe, opóźnienia w dostawach oraz trudności w komunikacji.
Rozważ stworzenie ważonej karty oceny odzwierciedlającej Państwa rzeczywiste priorytety. Jeśli najważniejsze jest szybkie wprowadzanie zmian, przypisz wysoki współczynnik wagowy szybkości wykonywania prototypów. Jeśli wymagania wynikają głównie z obowiązku przestrzegania przepisów regulacyjnych, skup się na weryfikacji certyfikacji. Jeśli dominującym czynnikiem jest presja cenowa, zrównoważ cenę z historią jakości, aby uniknąć pozornie korzystnych rozwiązań.
Pamiętaj, że wybór preferowanego partnera z zakresu obróbki metali stanowi inwestycję w przyszłość Państwa produkcji. Wysiłek położony na etapie oceny przyniesie korzyści w postaci mniejszej liczby problemów jakościowych, sprawniejszej komunikacji oraz relacji z wykonawcą obróbki, która wzmocni – a nie utrudni – Państwa działania produkcyjne.
Stosując te systematyczne kryteria, przekształcasz wybór partnera produkcyjnego z niepewnych prób i błędów w świadome podejmowanie decyzji. Jaki jest rezultat? Współpraca oparta na potwierdzonych kompetencjach, a nie na marketingowych obietnicach, zapewniająca stałą jakość i niezawodność, które rzeczywiście stanowią podstawę preferencyjnego statusu.
Najczęściej zadawane pytania dotyczące preferencyjnej produkcji metalowej
1. Co to jest preferencyjna produkcja metalowa?
Preferencyjna produkcja metalowa to strategiczne podejście do produkcji, przy którym przedsiębiorstwa wybierają partnerów produkcyjnych na podstawie certyfikatów jakości, sprawdzonych kompetencji oraz stałej niezawodności, a nie wyłącznie na podstawie najniższej oferty cenowej. Termin „preferencyjna” oznacza zweryfikowaną, zaufaną relację opartą na historii osiągnięć, przejrzystej komunikacji oraz wzajemnym zaangażowaniu w doskonałość. W przeciwieństwie do transakcyjnych relacji z dostawcami, współpraca w ramach preferencyjnej produkcji metalowej obejmuje dogłębną znajomość wymagań branżowych, preferencji materiałowych oraz standardów tolerancji.
2. Jakie są trzy rodzaje obróbki metali?
Trzy podstawowe techniki obróbki metali to cięcie, gięcie i montaż. Cięcie obejmuje cięcie laserem oraz przebijanie CNC w celu precyzyjnego usuwania materiału. Gięcie wykorzystuje prasy giętarskie do przekształcania płaskich blach w trójwymiarowe elementy metodami gięcia powietrznego, gięcia na matrycy lub gięcia z koinowaniem. Montaż polega na łączeniu wytworzonych części za pomocą procesów spawalniczych, takich jak spawanie MIG, spawanie TIG lub spawanie punktowe. Zrozumienie tych podstawowych procesów pomaga zakupującym ocenić partnerów z zakresu obróbki metali oraz dopasować ich możliwości do konkretnych wymagań projektowych.
3. Czy istnieje zapotrzebowanie na blacharzy?
Tak, metalowi wykonawcy są obecnie w dużym popycie z powodu niedoboru kwalifikacji w połączeniu z rozwojem branży. Trend reshoringu zwiększył zapotrzebowanie na produkcję krajową – 95% producentów OEM zgłasza satysfakcję z wyników reshoringu. Stanowiska metalowych wykonawców obejmują różnorodne sektory, m.in. motocyklowy, lotniczy, klimatyzacyjny i elektroniczny. Szczególnie poszukiwani są certyfikowani wykonawcy z uprawnieniami IATF 16949 lub AS9100 do zastosowań precyzyjnych wymagających stałej jakości i udokumentowanych procesów.
4. Jakie certyfikaty powinien posiadać preferowany partner z zakresu metalowej obróbki?
Niezbędne certyfikaty zależą od branży, w której działa Twoja firma. ISO 9001 zapewnia podstawową walidację systemu zarządzania jakością w różnych sektorach przemysłu. IATF 16949 ma kluczowe znaczenie dla łańcuchów dostaw motocyklowych i samochodowych, gwarantując zapobieganie wadom, wdrażanie zasad produkcji połączonej (lean manufacturing) oraz zgodność z wymaganiami dotyczącymi obsługi gwarancyjnej. AS9100 obejmuje zastosowania w przemyśle lotniczym i kosmicznym, wprowadzając rygorystyczne wymagania dotyczące śledzalności. AWS D1.1 potwierdza jakość spawania konstrukcyjnego elementów nośnych. Zawsze sprawdzaj aktualność certyfikatu, zakres jego stosowania oraz wyniki najnowszych audytów przed podjęciem współpracy z firmą zajmującą się wykonywaniem części metalowych.
5. Jak wybrać między krajowym a międzynarodowym źródłem usług wykonywania części metalowych?
Oceń swoje priorytety pod kątem czasu realizacji, kontroli jakości, komunikacji oraz całkowitych kosztów posiadania. Produkcja lokalna oferuje krótszy czas realizacji, bezpośredni nadzór nad jakością, komunikację w tej samej strefie czasowej oraz zgodność z przepisami dotyczącymi wymogów zakupu w USA (Buy America). Zakupy zagraniczne mogą zapewnić niższe koszty pracy, ale wiążą się z opóźnieniami w dostawach, koniecznością weryfikacji jakości, ryzykiem naruszenia praw własności intelektualnej oraz ukrytymi kosztami, które mogą zwiększyć rzeczywiste wydatki o 20–30% w porównaniu do początkowych ofert. Projekty wymagające ścisłych tolerancji, szybkiego prototypowania lub zgodności z certyfikacjami zwykle korzystają z partnerów lokalnych.