 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Wybór firmy specjalizującej się w precyzyjnym gięciu blachy: 8 kluczowych czynników, które większość zakupujących pomija

Co definiuje firmę specjalizującą się w precyzyjnej obróbce blachy
Gdy zaczynasz szukać partnera w zakresie obróbki metalowej, szybko zauważysz, że wiele warsztatów twierdzi, iż oferuje pracę „precyzyjną”. Ale co naprawdę różni firmę specjalizującą się w precyzyjnej obróbce blachy od standardowego zakładu obróbki metalowej? Różnica nie sprowadza się wyłącznie do języka marketingowego – wynika ona z mierzalnych specyfikacji, które bezpośrednio wpływają na to, czy Twoje elementy będą działać zgodnie z założeniami projektowymi.
Precyzyjna obróbka blachy to produkcja na poziomie inżynierskim, charakteryzująca się najwyższą dokładnością i najwyższymi standardami jakości, zwykle zapewniająca dopuszczalne odchylenia wymiarów w zakresie ±0,005 cala do ±0,010 cala (±0,13 mm do ±0,25 mm) dla złożonych geometrii.
Ma to znaczenie, ponieważ elementy niezgodne z precyzyjnymi specyfikacjami mogą prowadzić do awarii montażu, wycofywania produktów z rynku oraz kosztownej pracy korekcyjnej. Zrozumienie, co definiuje pracę precyzyjną, pozwala zadawać właściwe pytania przed podjęciem współpracy z partnerem produkującym elementy.
Co odróżnia precyzyjne wykonanie od standardowego
Wyobraź sobie zamówienie niestandardowego obudowy dla sprzętu medycznego. W przypadku standardowej produkcji możesz otrzymać części z tolerancjami wynoszącymi ±1/16" do ±1/8" (±1,6 mm do ±3,2 mm) . Choć ta różnica może wydawać się niewielka, to przy wielu komponentach, które muszą idealnie do siebie pasować, odchylenia te szybko się kumulują.
Firmy zajmujące się precyzyjną obróbką blachy działają na zupełnie innym poziomie. Wykorzystują zaawansowane systemy laserowe włóknowe, maszyny pomiarowe współrzędnościowe (CMM) oraz zautomatyzowane systemy gięcia wyposażone w technologię korekcji kąta. Co ważniejsze, znają zachowanie materiałów — jak różne stopy ulegają sprężystemu odkształceniu po gięciu, jak kierunek ziarna wpływa na kształtowanie, a jak rozszerzalność cieplna oddziałuje na końcowe wymiary.
Główne różnice między standardowym a precyzyjnym wykonywaniem obejmują:
- Zaawansowanie wyposażenia: Standardowe warsztaty używają podstawowych suwmiarek i wizualnej kontroli; firmy specjalizujące się w precyzyjnej obróbce blach stosują systemy CMM, porównacze optyczne oraz technologię pomiaru laserowego
- Ekspertyza materiałowa: Dostawcy precyzyjnej obróbki blach znają różnice w zachowaniu stali nierdzewnej 316L i 304 podczas operacji kształtowania
- Inwestycja w narzędzia: Specjalistyczne narzędzia i precyzyjne uchwyty dopasowane do konkretnego zastosowania, które mogą kosztować od 3 do 5 razy więcej niż standardowe narzędzia, ale zapewniają powtarzalną dokładność
- Systemy jakości: Statystyczna kontrola procesu, inspekcja pierwszego egzemplarza oraz pełna śledzilność materiałów
Zrozumienie specyfikacji tolerancji w obróbce metali
Tolerancje funkcjonują jako „kontrakt precyzyjny”, który przenika cały cykl życia produktu. Każda specyfikacja tolerancji wpływa na przyszłą wydajność, koszty produkcji oraz efektywność montażu. Traktuj tolerancje jak barierki otaczające wymiary nominalne — pozostając w ich granicach, zapewnisz prawidłowe działanie swoich elementów.
Zgodnie ze standardami branżowymi klasy dokładności są podzielone na 18 poziomów. Firmy specjalizujące się w precyzyjnej obróbce blachy zwykle pracują w zakresie klas dokładności IT5–IT7 dla zastosowań inżynieryjnych, podczas gdy standardowe warsztaty działają w zakresie klas IT12–IT14.
Oto co to oznacza w praktyce:
- Cięcie laserowe: Współczesne systemy laserowe włóknikowe utrzymują tolerancje w zakresie od ±0,1 mm do ±0,3 mm, przy czym wartość ta zależy od grubości materiału.
- Operacje gięcia: Precyzyjne giętarki prasowe osiągają tolerancje kątowe rzędu około ±0,5°.
- Precyzyjne tłocznictwo: Potrafią zapewnić tolerancje wymiarowe na poziomie ±0,05 mm lub ścislsze.
Tak ścisłe specyfikacje są wymagane w takich branżach jak lotnictwo i kosmonautyka, urządzenia medyczne oraz przemysł obronny, ponieważ awaria komponentu może mieć poważne konsekwencje. W zastosowaniach lotniczych odchylenie o 0,020 cala może sprawić, że dana część stanie się całkowicie niezdatna do użycia. W przypadku obudów urządzeń medycznych dokładność wymiarowa ma bezpośredni wpływ na zgodność z wymaganiami FDA oraz bezpieczeństwo pacjentów.
Wyzwanie? Zastosowanie niepotrzebnie ścisłych tolerancji znacznie wydłuża czas realizacji i zwiększa koszty. Celem jest znalezienie równowagi — tolerancji wystarczająco ścisłych, aby zachować funkcjonalność, ale jednocześnie realistycznych pod kątem efektywnej produkcji. Zrozumienie tej równowagi to pierwszy krok w kierunku wybrania odpowiedniego partnera specjalizującego się w precyzyjnej obróbce blach.

Podstawowe procesy obróbki i możliwości wyposażenia
Teraz, gdy rozumiesz, co odróżnia pracę precyzyjną od standardowej obróbki, przejdźmy do omówienia konkretnych procesów umożliwiających osiągnięcie ścisłych tolerancji. Firma zajmująca się precyzyjną obróbką blach nie tylko posiada drogie urządzenia — rozumie także, w jaki sposób każdy proces przyczynia się do dokładności wymiarowej i jakości powierzchni. Oceniając potencjalnych partnerów, znajomość możliwości tych procesów pozwala Ci zadawać bardziej trafne pytania oraz rozpoznawać rzeczywiste kompetencje.
Podstawowe procesy stosowane przez firmy zajmujące się precyzyjną obróbką blach dzielą się na kilka kategorii, z których każda spełnia określone zadania w procesie przekształcania płaskich półproduktów w gotowe elementy:
- Cięcie laserowe: Wykorzystuje skoncentrowaną energię światła do wykonywania precyzyjnych cięć przy minimalnym odkształceniu materiału oraz zapewnia wysoką jakość krawędzi, odpowiednią do powierzchni widocznych.
- Z wyłączeniem: Umieszcza materiał pod tłokiem perforującym w celu szybkiego tworzenia otworów oraz operacji kształtowania w zastosowaniach o dużej objętości produkcji.
- Gięcie i formowanie: Przekształca płaskie płytki w trójwymiarowe kształty za pomocą pras gięcia i specjalistycznego narzędzi.
- Włókno: Łączy wiele komponentów za pomocą ciepła i ciśnienia; różne metody są dostosowane do różnych materiałów i zastosowań.
- Cięcie strumieniem wody: Wykorzystuje wodę pod wysokim ciśnieniem (często z dodatkiem środków ściernych) do materiałów wrażliwych na ciepło lub grubej stali, gdzie niedopuszczalne jest odkształcenie termiczne.
Cięcie laserem i jego rola w pracach precyzyjnych
Gdy potrzebujesz części o czystych krawędziach, ścisłych tolerancjach wymiarowych oraz minimalnej strefie wpływu ciepła, cięcie laserem staje się główną metodą wykonywania elementów. Współczesne firmy zajmujące się precyzyjną obróbką blach zwykle stosują dwie główne technologie laserowe: lasery CO₂ i lasery włóknikowe.
Cięcie laserem włóknikowym stało się standardem branżowym w większości zastosowań precyzyjnych. Zgodnie ze źródłami branżowymi, lasery włóknikowe wykorzystują diody laserowe przesyłane przez światłowody do tworzenia cięć, zapewniając wysoką moc wyjściową i wyjątkową wydajność. Technologia ta szczególnie dobrze sprawdza się przy cięciu materiałów odbijających światło, takich jak stopy aluminium i miedzi, które stanowiły wyzwanie dla starszych systemów CO₂.
Specyfikacje sprzętu mają tutaj istotne znaczenie. Rozważ, jak różne możliwości laserów wpływają na dostępne opcje realizacji Twojego projektu:
| Typ Lasera | Zakres mocy | Najlepsze zastosowania | Możliwość cięcia materiałów o określonej grubości |
|---|---|---|---|
| laser włóknikowy o mocy 8 kW | Wysoka moc wyjściowa | Zastosowania inżynierskie ogólne, cięcie grubych płyt | Stal węglowa do 30 mm; stal nierdzewna do 30 mm |
| laser CO₂ o mocy 4 kW | Średnia moc wyjściowa | Tablice informacyjne, prace dekoracyjne, materiały cienkie | Stal węglowa do 16 mm; stal nierdzewna do 12 mm |
| Obróbka elektroerozyjna drutem | Obróbka iskrowa | Bardzo ścisłe допуски, materiały hartowane | Ograniczone rozmiarem kąpieli, a nie twardością materiału |
Poza samym laserem warto zwrócić uwagę na zautomatyzowane systemy manipulacji materiałami. Wiodące firmy specjalizujące się w precyzyjnej obróbce blach integrują linie odwijania, które bezpośrednio doprowadzają surowy materiał do systemów cięcia, zmniejszając ryzyko uszkodzeń podczas manipulacji oraz zwiększając wydajność. Stoły do cięcia plazmowego stanowią wyposażenie uzupełniające przeznaczone do cięcia grubszych materiałów, gdzie cięcie laserowe staje się mniej opłacalne.
Jedną z często pomijanych możliwości jest obróbka metodą drutowej EDM, w której naładowany cienki drut metalowy wykorzystuje iskry elektryczne do stopienia materiału bez fizycznego kontaktu z przedmiotem obrabianym. Drut nigdy nie styka się z materiałem — zamiast tego kontrolowane iskry przeskakują przez szczelinę, podczas gdy płyn dielektryczny chłodzi strefę cięcia i usuwa nadmiar materiału. Ta metoda pozwala osiągnąć dopuszczenia niemożliwe do uzyskania przy zastosowaniu konwencjonalnych metod cięcia.
Wyjaśnienie technik gięcia, kształtowania i spawania
Cięcie płaskich półfabrykatów stanowi tylko połowę wyzwań związanych z ich obróbką. Przekształcenie tych półfabrykatów w trójwymiarowe elementy wymaga równie zaawansowanych możliwości gięcia i kształtowania.
Technologia pras giętnych uległa znacznemu rozwojowi. Nowoczesne prasy CNC, takie jak Seria Bystronic Xpert , oferują siłę gięcia wynoszącą 150 ton oraz prędkość roboczą do 20 mm/s i maksymalną prędkość szybką do 220 mm/s. Co ważniejsze, są one wyposażone w pomiar kąta w czasie rzeczywistym oraz jego korekcję — maszyna faktycznie mierzy kąty gięcia w trakcie procesu kształtowania i automatycznie dokonuje korekty, aby skompensować odkształcenie sprężyste materiału.
Dlaczego to ma znaczenie dla Twoich części? Różne materiały różnią się stopniem odkształcenia sprężystego po gięciu. Gięcie pod kątem 90 stopni w stali nierdzewnej 304 może wymagać nadgięcia do 88 stopni, aby osiągnąć docelowy kąt. Bez automatycznej korekcji kąta operatorzy muszą polegać na doświadczeniu i metodzie prób i błędów — co wydłuża czas produkcji i wprowadza zmienność między poszczególnymi częściami.
Możliwości spawania uzupełniają proces wykonywania części. Kompleksowa firma zajmująca się precyzyjną obróbką blach oferuje wiele metod spawania dopasowanych do konkretnych zastosowań:
- Spawanie TIG (Tungsten Inert Gas): Daje najczystsze spoiny na widocznych powierzchniach oraz w przypadku cienkich materiałów; preferowana przy stali nierdzewnej i aluminium
- Spawanie MIG (Metal Inert Gas): Szybsza niż spawanie TIG, idealna do dłuższych szwów i grubszych materiałów
- Spawanie oporowe punktowe: Tworzy oddzielne punkty połączenia bez widocznych śladów na powierzchni; powszechne przy obudowach i wspornikach
- Spawanie laserowe: Zapewnia minimalne wprowadzanie ciepła i zminimalizowane odkształcenia w montażach precyzyjnych wymagających ścisłej kontroli wymiarów
Ponad podstawową obróbką blach warto zwrócić uwagę na usługi dodatkowe kończące produkcję elementów. Profesjonalne firmy zajmujące się precyzyjną obróbką blach oferują montaż elementów złącznych, szlifowanie i piaskowanie w celu przygotowania powierzchni, natryskowe lakierowanie proszkowe lub ciekłe oraz usługi montażu dostarczające gotowych wyrobów zamiast pojedynczych komponentów.
Sprzęt, którym posługuje się wykonawca, mówi o jego maksymalnych możliwościach — ale sposób, w jaki łączy on te procesy w efektywne przepływy pracy, decyduje o tym, czy będzie w stanie uzyskiwać z precyzją spójne wyniki.
Materiały i ich wpływ na wyniki wymiarowe
Wybrałeś wykonawcę wyposażonego w imponujący sprzęt i sprawdzone procesy. Jednak to, co często przeocza wielu zakupujących, to fakt, że wybór materiału wpływa na dokładność wymiarową tak samo mocno, jak maszyny wykonujące pracę. Firma specjalizująca się w precyzyjnym kształtowaniu blach rozumie, że każdy stop zachowuje się inaczej podczas cięcia, gięcia i spawania — a to zachowanie ma bezpośredni wpływ na to, czy Twoje elementy spełnią określone tolerancje.
Pomyśl o tym w ten sposób: aluminium po gięciu odkształca się z mniejszą przewidywalnością niż stal miękka. Stal nierdzewna ulega wytężeniu podczas kształtowania , zmieniając jego właściwości w trakcie procesu. Stopy miedzi przewodzą ciepło tak skutecznie, że spawanie wymaga zupełnie innych parametrów. To nie są drobne szczegóły — to ukryte zmienne, które oddzielają udane projekty od kosztownej poprawki.
Stal nierdzewna, aluminium i stopy specjalne
Firmy zajmujące się precyzyjną produkcją blach metalowych zwykle pracują z ograniczoną grupą materiałów, z których każdy został wybrany ze względu na konkretne cechy użytkowe. Zrozumienie tych opcji pozwala dobrać właściwości materiału do wymagań konkretnego zastosowania.
Stal nierdzewna pozostaje podstawowym materiałem dla zastosowań wymagających wytrzymałości i odporności na korozję. Zgodnie z analizą materiałów przeprowadzoną przez specjalistów z zakresu precyzyjnej produkcji , poszczególne odmiany stali nierdzewnej spełniają różne funkcje:
- Stale austenityczne (304, 316): Doskonała odporność na korozję, niemagnetyczność po ulepszeniu (wypaleniu), duża plastyczność i kuteść — idealne do urządzeń medycznych i sprzętu do przetwórstwa spożywczego
- Stale ferrytowe (430, 446): Magnetyczny, odporny na ciepło, nadaje się do zastosowań w wysokotemperaturowych urządzeniach przemysłowych, takich jak piece przemysłowe i układy wydechowe
- Stale ferrytne (410, 420): Hartowalne metodą obróbki cieplnej, charakteryzują się doskonałą wytrzymałością i odpornością na zużycie – stosowane najczęściej w elementach konstrukcyjnych dla przemysłu lotniczego oraz precyzyjnych narzędzi
Stopy aluminium zapewniają najlepszy stosunek wytrzymałości do masy w zastosowaniach, w których istotne jest zmniejszenie masy. Stop 6061 dominuje w pracach precyzyjnych, ponieważ dobrze poddaje się obróbce skrawaniem, zachowuje wymiary z dokładnością ±0,01–0,02 mm przy stabilnych ustawieniach obróbkowych oraz nadaje się do anodowania, zapewniając wysokiej klasy wykończenia. W obudowach urządzeń elektronicznych, sprzętu audio oraz przenośnych urządzeń aluminium zapewnia zarówno wysoką wydajność, jak i atrakcyjny wygląd.
Specjalne legity pojawiają się na scenie, gdy standardowe materiały nie są w stanie spełnić ekstremalnych wymagań. Tytan zapewnia wyjątkowy stosunek wytrzymałości do masy oraz odporność na korozję w zastosowaniach medycznych (np. implanty) i lotniczo-kosmicznych — jednak jego niska przewodność cieplna oraz tendencja do utwardzania się pod wpływem obróbki wymagają specjalistycznej wiedzy i doświadczenia w zakresie produkcji. Miedź i mosiądz charakteryzują się doskonałą przewodnością elektryczną i cieplną w zastosowaniach elektronicznych, lecz ich masa i koszt ograniczają zastosowanie do komponentów krytycznych pod względem funkcjonalnym.
Jak właściwości materiałów wpływają na precyzję obróbki
To właśnie w tym miejscu dobór materiału nabiera praktycznego wymiaru. Każda właściwość wymieniona w arkuszu danych technicznych przekłada się bezpośrednio na wyzwania lub zalety związane z obróbką. Firma specjalizująca się w precyzyjnej obróbce blach ocenia te czynniki przed przygotowaniem oferty na realizację Państwa projektu:
| Materiał | Typowa tolerancja osiągalna | Minimalny promień zgięcia | Spawalność | Najlepsze zastosowania |
|---|---|---|---|---|
| Wyroby z stali nierdzewnej 304/316 | ±0,01–0,02 mm | ≥1,5–2× grubość | Łatwo spawalny metodami TIG/MIG | Urządzenia medyczne, sprzęt do przetwórstwa spożywczego, środowiska morskie |
| Aluminium 6061 | ±0,01–0,02 mm | ≥1× grubość | Spawalny, ale traci 30–50% wytrzymałości w strefie wpływu ciepła | Lekkie obudowy, chłodnice, konstrukcje lotnicze i kosmiczne |
| Stal miękka | ±0,05 mm (podatne na odkształcenia) | ≥1× grubość | Doskonała — najbardziej wyrozumiała podczas spawania | Uchwyty konstrukcyjne, ramy, komponenty o ograniczonym budżecie |
| Miedź/mosiądz | ±0,02–0,05 mm | ≥0,5–1× grubość | Trudne do spawania; preferowane jest lutowanie miękkie | Kontakty elektryczne, wymienniki ciepła, elementy dekoracyjne |
| Tytan | ±0,02–0,05 mm | ≥1,5× grubość | Wymaga specjalistycznej atmosfery obojętnej | Implanty medyczne, przemysł lotniczy i kosmiczny, zastosowania wysokiej wydajności |
Zwróć uwagę, jak stal węglowa — często najtańsza opcja — w kolumnie tolerancji jest opisana jako „podatna na odkształcenia". Nie jest to ograniczenie sprzętu, lecz cecha zachowania materiału. Cienkie blachy ze stali węglowej mają tendencję do odkształcania się podczas obróbki skrawaniem lub spawania, przez co realistyczną tolerancją jest ±0,05 mm, a nie ścisłe wartości osiągalne przy użyciu aluminium lub stali nierdzewnej.
Wymagania dotyczące promienia gięcia ujawniają kolejny kluczowy aspekt. Zgodnie z opiniami specjalistów od obróbki metalu projektanci, którzy określają ostre gięcia pod kątem 90° w stali nierdzewnej bez wystarczającego promienia, często napotykają pęknięcia krawędzi podczas procesu gięcia. Bezpiecznym domyślnym rozwiązaniem jest przyjęcie promienia gięcia równego lub większego niż grubość materiału dla metali plastycznych oraz zwiększenie go do 1,5–2× grubości materiału dla mniej wytrzymałych stopów, takich jak stal nierdzewna.
Warunki środowiskowe również wpływają na dobór materiałów w sposób, na który nabywcy często nie zwracają uwagi. Stal nierdzewna 304 lub 316 staje się obowiązkowa w zastosowaniach zewnętrznych, morskich lub sterylizowanych, gdzie występuje stała korozja. Aluminium ogólnie odporno jest na korozję, ale w środowiskach morskich wymaga anodowania lub powłok ochronnych. Stal węglowa nadaje się do zastosowań wewnątrz pomieszczeń przy odpowiednim powłokowaniu, jednak szybko rdzewieje po narażeniu na wilgoć bez ochrony.
Wnioski? Dobór materiału nie jest niezależny od wymagań dotyczących precyzji – jest ich nieodłączną częścią. Osiągnięcie tej samej tolerancji ±0,010 cala wiąże się znacznie wyższymi kosztami w przypadku tytanu podlegającego utwardzaniu przez deformację niż w przypadku dobrze zachowującego się aluminium 6061. Kompetentna firma produkująca precyzyjne elementy blacharskie pomaga klientowi w poruszaniu się po tych kompromisach, dobierając właściwości materiału tak, aby spełniały zarówno potrzeby funkcjonalne, jak i ograniczenia budżetowe.
Gdy materiały są zrozumiane, kolejnym wyzwaniem staje się ocena tego, czy potencjalni partnerzy produkcyjni rzeczywiście potrafią zapewnić obiecaną precyzję. Ta ocena wykracza poza listy wyposażenia i obejmuje certyfikaty, systemy jakości oraz podejścia produkcyjne, które odróżniają wiarygodnych partnerów od ryzykownych wyborów.
Jak ocenić i wybrać partnera specjalizującego się w precyzyjnej obróbce blachy
Przeanalizowałeś(-aś) procesy, przejrzałeś(-aś) specyfikacje sprzętu oraz porównałeś(-aś) opcje materiałów. Jednak właśnie w tym miejscu większość zakupujących popełnia błąd: przekształcanie tej wiedzy technicznej w niezawodny ramowy system oceny. Jak w praktyce zweryfikować, że firma specjalizująca się w niestandardowej precyzyjnej obróbce blachy jest w stanie zapewnić spójne rezultaty przez miesiące lub lata produkcji?
Odpowiedź tkwi w zrozumieniu, na czym polegają certyfikaty jakości, jak ocenić podejście do produkcji poza samą listą wyposażenia oraz które wskaźniki operacyjne odróżniają światowej klasy partnerów precyzyjnych od pośrednich wykonawców. Sporządźmy praktyczną listę kontrolną oceny, którą można zastosować wobec każdego potencjalnego partnera produkcyjnego.
Certyfikaty jakości i ich znaczenie
Certyfikaty to nie tylko tabliczki umieszczone na ścianie holu — reprezentują one zweryfikowane systemy zarządzania jakością, które wpływają na każdą wytworzoną przez dostawcę część. Jednak nie wszystkie certyfikaty mają taką samą wagę w każdym zastosowaniu. Zrozumienie ich hierarchii pozwala ustalić odpowiednie oczekiwania.
ISO 9001 stanowi podstawę. Zgodnie z ekspertami ds. certyfikacji w przemyśle — to uznawany na całym świecie standard, który określa wymagania dotyczące spójnej zapewniania jakości we wszystkich branżach. Firma zajmująca się precyzyjną obróbką blach certyfikowana zgodnie z normą ISO 9001 wykazała formalne zarządzanie jakością skoncentrowane na „zaspokajaniu potrzeb klientów, optymalizacji procesów pod kątem efektywności i precyzji oraz motywowaniu i zaangażowaniu pracowników na wszystkich szczeblach organizacyjnych”. Certyfikacja wymaga przeprowadzenia szczegółowego audytu co trzy lata — stanowi więc dowód ciągłego zaangażowania, a nie jednorazowego osiągnięcia.
AS9100 rozszerza wymagania normy ISO 9001 w sposób specyficzny dla zastosowań w przemyśle lotniczym, kosmicznym i obronnym. Jeśli Twoje komponenty mogą wpływać na bezpieczeństwo ludzi — np. konstrukcje lotnicze, urządzenia medyczne lub systemy obronne — certyfikacja ta staje się niezbędna, a nie opcjonalna. Norma AS9100 wprowadza rygorystyczne protokoły w zakresie:
- Zarządzania ryzykiem z przypisaną odpowiedzialnością działów
- Zapobiegania stosowaniu części podrabianych oraz ich weryfikacji
- Protokołów przechowywania sprzętu z określonymi harmonogramami konserwacji
- Weryfikacja informacji poprzez niezależne testy i inspekcje
IATF 16949 reprezentuje standard zarządzania jakością w przemyśle motocyklowym, kładąc nacisk na zapobieganie wadom i redukcję marnotrawstwa w całym łańcuchu dostaw. W przypadku elementów podwozia, części zawieszenia lub złożonych zespołów konstrukcyjnych certyfikat ten oznacza, że producent rozumie specyficzne wymagania branży motocyklowej.
Na co należy zwrócić uwagę w danej sytuacji? Skorzystaj z poniższego schematu:
| Twoje zastosowanie | Minimalny certyfikat | Preferowany certyfikat | Dlaczego to ważne? |
|---|---|---|---|
| Ogólne produkty komercyjne | ISO 9001 | ISO 9001 | Gwarantuje udokumentowane procesy zapewniania jakości oraz ciągłe doskonalenie |
| Elementy do zastosowań lotniczych lub obronnych | AS9100 | AS9100 + NADCAP | Obowiązkowy dla większości producentów OEM w sektorze lotniczym; potwierdza zdolność do realizacji zadań krytycznych pod względem bezpieczeństwa |
| Części samochodowe | ISO 9001 | IATF 16949 | Zgodny z wymaganiami łańcucha dostaw producentów OEM oraz skupiony na zapobieganiu wadom |
| Urządzenia medyczne | ISO 9001 | ISO 13485 | Zapewnia zgodność z wymogami regulacyjnymi oraz spełnienie wymagań dotyczących śledzalności |
Ocenianie inwestycji w zakresie sprzętu i technologii
Certyfikaty potwierdzają systemy i procesy. Ale co z rzeczywistą zdolnością produkcyjną? W tym miejscu należy spojrzeć poza listę wyposażenia i zrozumieć, jak firma zajmująca się precyzyjną obróbką blach organizuje produkcję.
Układy produkcyjne komórkowe stanowią jeden z najbardziej wyraźnych wskaźników zaawansowania operacyjnego. Zamiast organizować sprzęt według typu procesu — wszystkie maszyny laserowe w jednym obszarze, wszystkie giętarki w innym — układy komórkowe grupują maszyny tak, aby obsługiwać konkretne rodziny produktów. Zgodnie z opinią specjalistów ds. produkcji odchylającej się od normy (lean manufacturing) , takie podejście znacznie zmniejsza zapasy produktów w toku produkcji oraz czas realizacji zamówień, jednocześnie poprawiając spójność jakości.
Dlaczego ma to znaczenie dla precyzji? Gdy części pokonują krótsze odległości między poszczególnymi operacjami, zmniejsza się ryzyko uszkodzeń podczas manipulacji. Gdy ten sam zespół odpowiada za całą rodzinę produktów, rozwija się u niego głęboka wiedza specjalistyczna dotycząca dopuszczalnych odchyłek i zachowania materiałów w tej konkretnej rodzinie produktów. Wynik jest następujący: mniej wad, szybszy przepływ produkcji oraz bardziej przewidywalna jakość.
Dyscyplina czasu taktu stanowi kolejny wskaźnik jakości. Zakłady, które obliczają i utrzymują rytm produkcji – czyli tempo, w jakim produkty muszą być kończone, aby spełnić popyt – wykazują dojrzałość w zakresie kontroli procesów. Jak zauważył jeden z doświadczonych specjalistów branżowych: „Części leżące bezczynnie nie przynoszą zysku.” Duże partie nieukończonych wyrobów składowane na regałach sygnalizują niestabilny przepływ, który często koreluje z niestabilnością jakości.
Oceniając wyposażenie, zadawaj pytania ujawniające filozofię działania:
- W jaki sposób rozdzielasz prace kontraktowe o wysokim wolumenie od zleceń prototypowych o niskiej liczbie sztuk?
- Jaki jest typowy poziom zapasów w toku produkcji, wyrażony w dniach produkcji?
- Jak szybko możecie reagować na zmiany projektowe w trakcie produkcji?
- Jaki procent części wymaga przeróbki lub jest wycofywany jako odpad?
Odpowiedzi ujawniają więcej na temat możliwości zapewnienia precyzji niż jakikolwiek arkusz specyfikacji urządzeń.
Lista kontrolna oceny partnera
Zanim zdecydujesz się na współpracę z dostawcą precyzyjnych elementów blacharskich, przeanalizuj tę kompleksową listę kontrolną. Nie każdy punkt ma zastosowanie do każdego projektu, jednak sprawdzenie tych obszarów pozwala uniknąć kosztownych niespodzianek:
- Weryfikacja certyfikatów: Zażądaj kopii obowiązujących certyfikatów i zweryfikuj daty ich ważności; certyfikacje wymagają audytów co trzy lata
- Dokumentacja systemu jakości: Poproś o przykładowe raporty inspekcyjne, procedury inspekcji pierwszego egzemplarza oraz przykłady działań korygujących
- Możliwości urządzeń: Potwierdź, że konkretne maszyny są w stanie przetwarzać określone typy materiałów, ich grubości oraz spełniać wymagania dotyczące tolerancji
- Śledzenie materiałów: Zweryfikuj, czy prowadzą pełną dokumentację łączącą gotowe części z certyfikatami materiałów surowych
- Sprzęt kontrolny: Szukaj systemów CMM, komparatorów optycznych oraz skalibrowanych narzędzi pomiarowych odpowiednich do wymaganych tolerancji
- Kontrola Statystycznego Procesu: Zapytaj, czy śledzą zdolność procesu (wartości Cpk) dla krytycznych wymiarów
- Przejrzystość czasów realizacji: Zażądaj realistycznych harmonogramów i zrozum, co je determinuje — ograniczenia przepustowości, dostępność materiałów czy złożoność procesu
- Szybkość reakcji w komunikacji: Zwróć uwagę, jak szybko odpowiadają na zapytania ofertowe oraz pytania techniczne w trakcie oceny
- Dostępność próbek lub prototypów: Rozważ zamówienie próbek części przed podjęciem decyzji o produkcji w pełnych objętościach
- Referencje klientów: Poproś o podanie referencji klientów z Twojej branży lub z podobnymi wymaganiami dotyczącymi precyzji
Najlepsze firmy zajmujące się precyzyjną obróbką blachy z przyjemnością przyjmują taką szczegółową weryfikację. Inwestowały one w systemy i możliwości specjalnie w celu udowodnienia potwierdzonej jakości — rozumieją również, że dogłębna ocena stanowi fundament udanych, długotrwałych partnerstw.
Gdy kryteria oceny zostały ustalone, możesz przejść do rozważenia kolejnego czynnika, który odróżnia projekty udane od tych frustrujących: w jaki sposób decyzje projektowe ułatwiają – lub ograniczają – osiągnięcie wymaganej precyzji.
Projektowanie z myślą o możliwościach produkcyjnych w projektach z blachy stalowej
Oto rzeczywistość, która często zaskakuje wielu zakupujących: decyzje projektowe wpływają na wyniki obróbki tak samo mocno jak wyposażenie stosowane w procesie. Nawet doskonale wykwalifikowana firma specjalizująca się w precyzyjnej obróbce blachy stalowej może napotkać trudności przy produkcji elementów ignorujących podstawowe ograniczenia technologiczne – podczas gdy proste projekty przechodzą przez produkcję bez przeszkód, zapewniając stałą jakość i niższe koszty.
Projektowanie z myślą o możliwościach produkcyjnych (DFM) stanowi most między tym, co zaprojektujesz na ekranie komputera, a tym, co fizycznie można osiągnąć w metalu. Zgodnie z specjalistów ds. DFM blachy — ten koncept oznacza projektowanie swoich elementów w taki sposób, aby były łatwe — a tym samym opłacalne — do wytworzenia. Zignorowanie tych zasad prowadzi do tzw. „tarcia produkcyjnego”, jak je nazywają producenci: wyższych cen, dłuższych czasów oczekiwania oraz zwiększonego ryzyka błędów.
Niezależnie od tego, czy jesteś doświadczonym inżynierem, czy właścicielem firmy opracowującym prototyp, zrozumienie tych podstawowych zasad DFM (projektowania z myślą o wytwarzaniu) pozwala na skuteczną komunikację z partnerem produkcyjnym oraz na wczesne rozpoznawanie potencjalnych problemów, zanim staną się one kosztownymi trudnościami.
Elementy projektowe umożliwiające precyzyjne wytwarzanie
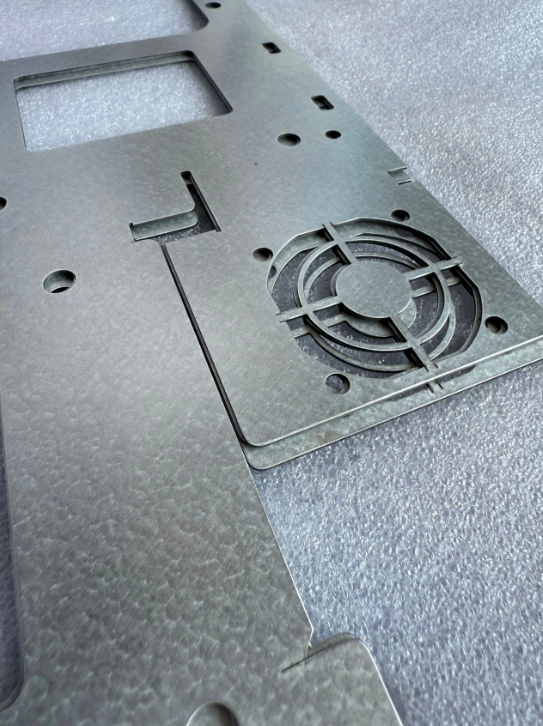
Wyobraź sobie blachę arkuszową jako tekturę z bardzo konkretnymi zasadami zaginania. Każdy zagięcie, otwór i wycięcie oddziałuje z właściwościami materiału w przewidywalny sposób — o ile wiesz, na co należy zwracać uwagę. Poniższe kluczowe zasady DFM kierują projektowaniem tak, aby elementy można było niezawodnie wytwarzać w firmach specjalizujących się w precyzyjnej obróbce blachy:
- Wielkość promienia zgięcia: Wewnętrzny promień zgięcia powinien być co najmniej równy grubości materiału. Jak wyjaśniają eksperci ds. projektowania z uwzględnieniem możliwości produkcyjnych (DFM), zbyt ostre zaginanie metalu powoduje pęknięcie lub powstanie mikropęknięć (tzw. „crazing”) na jego zewnętrznej krawędzi. Projektowanie wszystkich zgięć z tym samym promieniem umożliwia wykonawcom stosowanie jednego narzędzia do każdego zgięcia — co skraca czas przygotowania maszyny i obniża koszty.
- Odległość otworu od gięcia: Otwory powinny znajdować się w odległości minimalnie 2,5-krotności grubości materiału plus jeden promień zgięcia od linii zgięcia. Otwory umieszczone zbyt blisko linii zgięcia ulegają rozciąganiu i przyjmują kształt owalny podczas procesu kształtowania, przez co prawidłowe włożenie śrub lub sworzni staje się niemożliwe.
- Elementy ulgi przy zginaniu: Gdy zgięcia kończą się na płaskich krawędziach, należy dodać niewielkie prostokątne lub okrągłe wycięcia w miejscach, gdzie linie zgięcia spotykają się z krawędziami. Zapobiega to koncentracji naprężeń i pękaniom w strefach styku zgięć.
- Minimalna długość płata Wysokość listew powinna wynosić co najmniej cztery razy grubość materiału. Maszyny do gięcia prasowego wymagają wystarczającej powierzchni do chwytania materiału podczas kształtowania — zbyt krótkie listwy wymagają stosowania niestandardowych, drogich narzędzi, które mogą podwoić koszty produkcji.
- Znaczenie kierunku ziarna: Blachy mają „włókno” powstałe w procesie walcowania na hucie. Zagięcia wykonywane równolegle do kierunku włókna są znacznie bardziej narażone na pęknięcie. Projektuj części tak, aby zgięcia odbywały się możliwie najczęściej prostopadle do kierunku włókna.
- Szerokość szczelin i wycięć: Minimalna szerokość wąskich wycięć powinna wynosić co najmniej 1,5 grubości materiału. Cięcie laserem generuje intensywne ciepło — cienkie szczeliny i wypustki ulegają odkształceniom lub skręceniu pod wpływem naprężeń termicznych, co pogarsza płaskość i dopasowanie.
Zrozumienie współczynnika K staje się kluczowe przy projektowaniu części z wieloma zgięciami. Zgodnie z literaturą techniczną współczynnik K określa stosunek położenia osi obojętnej do grubości materiału i mieści się w zakresie od 0,25 do 0,50 w zależności od rodzaju materiału oraz rodzaju operacji gięcia. Poprawne wprowadzenie tej wartości w oprogramowaniu CAD zapewnia dokładne rozwinięcia płaskie i zapobiega narastaniu błędów tolerancji w złożonych zespółach.
Typowe błędy projektowe kompromitujące jakość
Nawet doświadczeni projektanci popełniają błędy, które powodują trudności w produkcji. Zwracaj uwagę na poniższe typowe pułapki, z którymi firmy specjalizujące się w precyzyjnej obróbce blach często się spotykają:
- Nadmierna precyzja tolerancji dla elementów niekluczowych: Określanie tolerancji ±0,005 cala dla wymiarów, które nie mają istotnego wpływu na funkcjonalność, znacznie wydłuża czas i zwiększa koszt kontroli jakości. Bądź elastyczny w zakresie tolerancji tam, gdzie nie jest to konieczne — standardowe tolerancje blachowe pozwalają utrzymać projekt w przyjętym budżecie, zapewniając jednocześnie wysoką jakość tam, gdzie ma to znaczenie.
- Niestandardowe średnice otworów: Określanie średnicy otworów np. na 5,123 mm może wymagać użycia niestandardowych wiertła. Korzystanie z powszechnie dostępnych średnic (5 mm, 6 mm, 1/4 cala) pozwala wykonawcom na przebijanie Twoich zamówień za pomocą istniejących narzędzi, umożliwiając niemal natychmiastową realizację dzięki sprzętowi o wysokiej prędkości.
- Ignorowanie odbicia sprężystego: Metal jest lekko sprężysty. Zgięcie wykonane pod kątem 90° naturalnie dąży do powrotu do kąta 88° lub 89°. Firmy precyzyjnej obróbki blach kompensują ten efekt, jednak nadmiernie ścisłe tolerancje kątowe bez uwzględnienia odkształcenia sprężystego prowadzą do niepowodzeń podczas kontroli jakości.
- Niewystarczająca odległość między otworami: Otwory powinny być umieszczone w odległości około 1,5 grubości materiału od krawędzi oraz w odległości dwukrotnej grubości materiału od siebie. Zbyt mała odległość między otworami powoduje odkształcenie materiału podczas operacji przebijania.
- Brak uwzględnienia powłok: Powłoki proszkowe i anodowanie zwiększają wymiary o określoną grubość. Projekt musi uwzględniać tę zmianę, szczególnie na powierzchniach stykających się oraz elementach gwintowanych. Dodatkowo części wymagają punktów zawieszenia podczas procesu nanoszenia powłoki — należy poinformować, gdzie dopuszczalne są obszary niepokryte powłoką.
Funkcje samocentrujące stanowią często pomijaną możliwość. Tam, gdzie to możliwe, należy projektować części, które samoczynnie pozycjonują się podczas montażu, minimalizując potrzebę użycia przyrządów montażowych i utrzymujących. Zastosowanie wkładek PEM lub nitów zamiast spawania może zaoszczędzić znaczne kwoty i czas, o ile funkcjonalność tego pozwala — spawanie wymaga wykwalifikowanej siły roboczej i powoduje odkształcenia cieplne, podczas gdy mechaniczne łączenie zapewnia lepszą kontrolę wymiarową.
Wpływ biznesowy dobrego projektowania z myślą o wytwarzaniu (DFM) wykracza poza efektywność produkcji. Elementy zaprojektowane zgodnie z tymi zasadami zwykle przechodzą inspekcję pierwszego egzemplarza bez konieczności poprawek, zapewniają stałą jakość w całym cyklu produkcji oraz są tańsze, ponieważ wykonawcy mogą korzystać ze standardowych narzędzi i procesów. Gdy przedstawisz projekt świadomy zasad DFM, firmy specjalizujące się w precyzyjnej obróbce blach rozpoznają w Tobie klienta, który rozumie realia produkcji — co często przekłada się na lepsze ceny, szybsze oferty cenowe oraz priorytetowe umieszczanie zamówień w harmonogramie.
Gdy zasady projektowania zostały ustalone, kolejnym krokiem w Twojej podróży związanych z precyzyjną obróbką jest zrozumienie, jak procesy prototypowania oraz wprowadzania nowych produktów pozwalają zweryfikować projekty przed przejściem do pełnowolumenowej produkcji.

Usługi prototypowania i wprowadzania nowych produktów
Zaprojektowałeś swój element z myślą o możliwości jego produkcji. Ale skąd wiedzieć, czy rzeczywiście będzie on działał, zanim zainwestujesz tysiące dolarów w narzędzia produkcyjne? Właśnie w tym momencie usługi prototypowania precyzyjnych elementów blacharskich stają się nieocenione — przekształcają cyfrowe projekty w fizyczne części, które można trzymać w ręku, testować i udoskonalać.
Wprowadzenie nowego produktu (NPI) to zorganizowany proces, który przenosi Twój pomysł od początkowej koncepcji aż do potwierdzonej gotowości do produkcji. Zgodnie ze specjalistami z zakresu produkcji, NPI obejmuje cały zakres działań — od tworzenia koncepcji, przez rozwój, po produkcję końcowego produktu — eliminując przy tym jak najwięcej ryzyk i jednoczesnie wykorzystując szanse na sukces.
Dla zakupujących oceniających firmę świadczącą usługi NPI dla precyzyjnych elementów blacharskich zrozumienie tego procesu pozwala rozróżnić partnerów, którzy rzeczywiście mogą przyspieszyć Twój harmonogram, od tych, którzy jedynie przyjmują zamówienia bez dodawania wartości.
Od koncepcji do zatwierdzenia pierwszego egzemplarza
Wyobraź sobie, że opracowujesz nową obudowę dla sprzętu przemysłowego. Masz pliki CAD, specyfikacje materiałów oraz wymagania dotyczące dopuszczalnych odchyłek — ale nadal pozostają pytania. Czy gięcia dadzą oczekiwane kąty? Czy otwory montażowe będą się prawidłowo zgadzać z elementami współpracującymi? Czy w trakcie montażu ujawnią się nieprzewidziane kolizje?
Proces prototypowania systematycznie odpowiada na te pytania. Zgodnie z praktykami branżowymi typowy przebieg tego procesu obejmuje następujące etapy:
- Określenie i zdefiniowanie celów: Twój partner produkcyjny współpracuje z tobą w celu zrozumienia podstawowych wymagań — specyfikacji funkcjonalnych, oczekiwań estetycznych, protokołów testowych oraz ograniczeń czasowych. Etap ten stanowi podstawę wszystkich kolejnych działań.
- Przegląd projektu i optymalizacja pod kątem wykonalności produkcyjnej (DFM): Inżynierowie analizują Twoje dane CAD pod kątem wykonalności produkcyjnej i proponują dostosowania poprawiające dokładność końcowych wyników bez kompromisów w zakresie funkcjonalności. Ta współpraca często pozwala wykryć problemy, które w późniejszym etapie produkcji mogłyby spowodować opóźnienia.
- Wytwarzanie prototypów: Producent wykorzystuje to samo wyposażenie przeznaczone do produkcji, aby stworzyć wstępne próbki. Takie podejście zapewnia, że prototypy rzeczywiście odzwierciedlają to, co będzie dostarczane w ramach pełnoskalowej produkcji.
- Testowanie i walidacja: Prototypy poddawane są testom funkcjonalnym, sprawdzaniu dopasowania z elementami współpracującymi oraz ocenie ich wydajności w warunkach eksploatacyjnych. Analiza metodą elementów skończonych (FEA) może symulować rozkład naprężeń, podczas gdy testy fizyczne potwierdzają zachowanie się produktu w rzeczywistych warunkach.
- Iteracja projektu: Na podstawie wyników testów projekt jest udoskonalany, a w razie potrzeby tworzone są nowe prototypy. Jak zauważa jeden z ekspertów branżowych: „Nie każdy pomysł okazuje się zwycięskim – chcesz jak najszybciej dowiedzieć się, co działa, a co wymaga korekty.”
- Zatwierdzenie projektu i przygotowanie oferty produkcyjnej: Gdy prototypy spełniają określone wymagania, projekt zostaje zamknięty, a opracowywane są szczegółowe oferty produkcyjne. Producent, który wykonał Twoje prototypy, może przygotować dokładną ofertę, ponieważ już wcześniej przetestował proces produkcyjny.
- Inspekcja pierwszego wyrobu (FAI): Początkowe części produkcyjne poddawane są kompleksowej weryfikacji wymiarowej zgodnie ze specyfikacjami, co tworzy udokumentowane dowody na to, że procesy produkcyjne zapewniają części zgodne ze specyfikacją.
Takie ustrukturyzowane podejście znacznie zmniejsza ryzyko drogich niespodzianek w trakcie pełnej produkcji. Oceniając usługi szybkiego prototypowania blachy precyzyjnej, należy szukać partnerów oferujących kompleksowe wsparcie DFM (analizę wykonalności konstrukcji) w fazie przeglądu projektu — ta współpraca często decyduje o powodzeniu lub niepowodzeniu projektów.
Szybkie prototypowanie kontra serie produkcyjne
Szybkość ma inne znaczenie na każdym etapie rozwoju produktu. W fazie prototypowania krótki czas realizacji umożliwia szybką iterację — filozofię „porażaj się szybciej”, która pozwala szybko sprawdzić, czy projekt działa zgodnie z założeniami. Jak wyjaśniają specjaliści od prototypowania, jeśli dany projekt nie jest wykonalny, szybkie stwierdzenie tego faktu jest znacznie bardziej efektywne pod względem wykorzystania zasobów niż długotrwałe inwestowanie czasu i wysiłku.
Co odróżnia szybkie prototypowanie od standardowych harmonogramów produkcji? Wiodące firmy specjalizujące się w precyzyjnej obróbce blach utrzymują dedykowane zespoły zajmujące się prototypowaniem, oddzielone od harmonogramów produkcji. Takie oddzielenie zapewnia, że prace prototypowe nie rywalizują z dużymi zamówieniami produkcyjnymi o czas pracy maszyn – to kluczowa różnica, gdy należy jak najszybciej zweryfikować projekt przed zamknięciem okna rynkowego.
Rozważ, jak w praktyce wygląda rzeczywista zdolność do szybkiego prototypowania. Partnerzy najwyższej klasy, tacy jak Shaoyi (Ningbo) Metal Technology ofertują szybkie prototypowanie w ciągu 5 dni w połączeniu z kompleksową pomocą w zakresie analizy wykonalności konstrukcji (DFM) oraz obietnicą przygotowania oferty w ciągu 12 godzin – taką reaktywność, która znacząco przyspiesza cykle rozwoju. Certyfikat IATF 16949 potwierdza systemy zapewnienia jakości wymagane przy produkcji elementów nadwozi, zawieszeń i komponentów konstrukcyjnych dla przemysłu motocyklowego i samochodowego, gdzie precyzyjne допусki są bezwzględnie wymagane.
Przejście od etapu prototypowania do produkcji wiąże się z innymi priorytetami:
| Czynnik | Szybkie prototypowanie | Ciągi produkcji |
|---|---|---|
| Główny cel | Walidacja projektu i szybkość iteracji | Stała jakość przy dużych objętościach |
| Typowy harmonogram | 3–10 dni na wstępne próbki | 2–6 tygodni w zależności od złożoności i objętości |
| Podejście do oprzyrządowania | Miękka forma lub bezpośrednia produkcja | Formy przeznaczone do produkcji seryjnej zapewniające powtarzalność |
| Struktura kosztów | Wyższy koszt pojedynczej sztuki, niższy całkowity nakład inwestycyjny | Niższy koszt pojedynczej sztuki, wyższy nakład inwestycyjny na formy |
| Zakres objętości | typowo 1–50 sztuk | Setki do tysięcy sztuk |
Produkcja pilotażowa stanowi most między tymi etapami. Zanim przejdzie się do pełnej skali produkcji, wykonawcy produkują niewielkie serie – zwykle 50–200 sztuk – w celu zweryfikowania powtarzalności i stabilności procesów produkcyjnych. Etap ten pozwala zidentyfikować wszelkie problemy związane z wykonalnością produkcyjną, które nie ujawniły się w fazie prototypowania, oraz potwierdza, że systemy zapewnienia jakości są w stanie utrzymać określone parametry w trakcie dłuższych serii produkcyjnych.
Przy wyborze firmy zajmującej się precyzyjnym podawaniem blachy lub partnera realizującego szybkie prototypowanie elementów z blachy należy ocenić całą skalę jej kompetencji. Najlepsi partnerzy wspierają projekty od wczesnej koncepcji aż po zweryfikowaną produkcję, stosując spójne systemy zapewnienia jakości na każdym etapie. Rozumieją, że prototypowanie nie polega wyłącznie na szybkim wykonywaniu części – chodzi przede wszystkim o szybkie nabywanie wiedzy umożliwiającej podejmowanie lepszych decyzji jeszcze przed finalizacją inwestycji produkcyjnych, które utrwalają wybrane rozwiązania konstrukcyjne.
Gdy procesy prototypowania są już zrozumiałe, można przejść do tematu, którego większość firm produkcyjnych unika otwartego omawiania: jakie czynniki rzeczywiście wpływają na ceny w zakresie precyzyjnej obróbki blachy oraz jak zoptymalizować koszty bez pogarszania jakości?
Zrozumienie czynników wpływających na cenę i czynników determinujących koszty
Oto rozmowa, której większość wykonawców unika: co w rzeczywistości decyduje o koszcie Twojego projektu? Choć uzyskiwanie ofert na niestandardową obróbkę blachy często wydaje się jak otrzymywanie tajemniczych liczb z czarnej skrzynki, to rzeczywistość jest prostsza, niż można by się spodziewać. Zrozumienie czynników wpływających na koszt precyzyjnej obróbki blachy pozwala podejmować świadome decyzje — a także potencjalnie obniżać wydatki bez utraty jakości.
Zgodnie z opiniami specjalistów z zakresu precyzyjnej obróbki, na cenę wpływa kilka powiązanych ze sobą czynników. Kluczem jest zrozumienie, które z nich możesz kontrolować, które wymagają kompromisów, a które są po prostu niezmiennymi prawdami wynikającymi z fizyki procesów produkcyjnych.
Koszty materiałów i czynniki złożoności
Rozpocznijmy od najbardziej namacalnych czynników wpływających na koszt precyzyjnej obróbki metalowej: z czego wykonane są Twoje elementy oraz jak trudne jest ich wyprodukowanie.
Dobór materiału stanowi jedną z największych zmiennych w ofercie. Jak wyjaśniają źródła branżowe, metale takie jak aluminium, stal nierdzewna i stal węglowa różnią się zarówno ceną za funt, jak i łatwością obróbki:
- Aluminium jest lekki i odporny na korozję, ale wymaga większej staranności podczas operacji kształtowania i spawania
- Stal nierdzewna charakteryzuje się doskonałą wytrzymałością i trwałością, ale jego cena za funt jest znacznie wyższa, a często wymaga specjalistycznych procesów wykańczania
- Stal węglowa pozostaje tani i uniwersalny, ale zwykle wymaga powłok ochronnych zapobiegających korozji
Grubość materiału bezpośrednio wpływa na te koszty. Grubszy materiał wymaga dłuższego czasu cięcia, większej siły do gięcia oraz dłuższego czasu spawania — wszystko to przekłada się na wydłużenie czasu produkcji i wyższe ceny.
Złożoność projektu tworzy drugi główny mnożnik kosztów. Komponenty z wieloma gięciami, skomplikowanymi wycinkami lub ścisłymi tolerancjami wymagają więcej czasu na programowanie, dodatkowych czynności przygotowawczych oraz częstych cykli kontroli. Różnica między prostym uchwytem z dwiema gięciami a obudową z dwunastoma gięciami, wkładkami do elementów mocujących i zespółmi spawanymi może być dramatyczna — nawet przy zastosowaniu identycznych materiałów.
Oto praktyczny schemat pozwalający zrozumieć, jak różne czynniki wpływające na cenę wykonywania elementów z blachy wpływają na Twój wynik finansowy:
| Czynnik kosztowy | Poziom uszkodzenia | Co determinuje ten koszt | Jak zoptymalizować |
|---|---|---|---|
| Typ materiału | Wysoki | Ceny rynkowe surowców, specyfikacje stopów | Określ standardowe stopy; rozważ alternatywy o podobnej wydajności |
| Grubość materiału | Średni-Wysoki | Prędkość cięcia, siła gięcia, czas spawania | Stosuj minimalną grubość spełniającą wymagania konstrukcyjne |
| Złożoność geometryczna | Wysoki | Programowanie, zmiany przygotowania maszyn, specjalistyczne narzędzia | Uprość konstrukcję; znormalizuj promienie gięcia i średnice otworów |
| Wymagania tolerancyjne | Wysoki | Wolniejsze prędkości obróbki, częste kontrole, ryzyko przeprowadzania prac korekcyjnych | Stosuj ścisłe tolerancje wyłącznie dla wymiarów krytycznych |
| Wykończenie powierzchni | Średni | Dodatkowe etapy procesu, materiały powłokowe, czas utwardzania | Określ wykończenia tylko tam, gdzie są one wymagane funkcjonalnie |
| Operacje montażowe | Średni-Wysoki | Godziny pracy, koszty elementów zewnętrznych, punkty kontroli | Projektuj w celu uproszczenia montażu; stosuj cechy samocentrujące |
| Przygotowanie i programowanie | Średni | Początkowa konfiguracja maszyny, przygotowanie narzędzi | Projektuj rodziny części, które współdzielą wymagania dotyczące narzędzi |
Zwróć uwagę, że wymagania dotyczące tolerancji mają ocenę wpływu „Wysoki”. Zgodnie z opiniami ekspertów z zakresu produkcji im ścislsze tolerancje, tym wyższe koszty — spełnienie surowych wymagań wymiarowych wiąże się z częstszymi kontrolami, wolniejszymi prędkościami frezowania oraz użyciem zaawansowanych urządzeń pomiarowych, takich jak maszyny pomiarowe współrzędnościowe (CMM) czy systemy inspekcji laserowej.
Uwzględnienie objętości i kompromisy związane z czasem realizacji
Ilość decyduje o wszystkim w zakresie cenotwórczości przy precyzyjnej obróbce. Jeden prototyp lub mała seria będą znacznie droższe na jednostkę niż duża seria, ponieważ czas przygotowania i programowania rozkłada się na mniejszą liczbę części.
Pomyśl o tym praktycznie: niezależnie od tego, czy zamawiasz 10 części, czy 1000, producent nadal musi zaprogramować laser, przygotować giętarkę i skonfigurować protokoły kontroli jakości. Te koszty stałe są rozdzielane w różny sposób w zależności od wielkości zamówienia:
- Ilość prototypów (1-10 sztuk): Koszty przygotowania dominują; oczekuj najwyższej ceny za pojedynczą część, ale najniższego całkowitego inwestycji
- Produkcja niskoseryjna (50–500 sztuk): Koszty przygotowania są rozłożone korzystniej; cena za pojedynczą część znacznie spada
- Produkcja wysokoseryjna (1000+ sztuk): Zyski z efektywności osiągają maksimum; zautomatyzowana obsługa i zoptymalizowane rozmieszczenie elementów zmniejszają odpady i zużycie pracy
Czas realizacji wprowadza kolejny wymiar kosztów, który wielu nabywców niedoszacowuje. Zgodnie z opinią specjalistów ds. szacowania kosztów produkcji , zamówienia pilne lub projekty wymagające przyspieszonej dostawy często wiążą się z pracą w nadgodzinach lub korektami harmonogramu produkcji – oba te czynniki powodują dodatkowe opłaty premiowe.
Związek między czasem realizacji a kosztem tworzy istotne kompromisy:
| Scenariusz czasu realizacji | Wpływ na koszty | Typowy harmonogram | Najlepszy dla |
|---|---|---|---|
| Standardowa Produkcja | Ceny bazowe | 2-4 tygodnie | Planowana produkcja przy przewidywalnym popycie |
| Szybka dostawa | Należne są opłaty premium | 1-2 tygodnie | Kluczowe terminy z elastycznością budżetową |
| Przyspieszone/awaryjne | Znaczna prowizja | Dni zamiast tygodni | Prawdziwe sytuacje awaryjne, w których koszt jest drugorzędny |
| Elastyczne/zaplanowane | Potencjalna zniżka | 4–6+ tygodni | Niepilne zamówienia, w których termin realizacji jest przedmiotem negocjacji |
Jak zauważają specjaliści ds. czasów realizacji: im prostszy projekt i im bardziej standardowe materiały, tym szybciej otrzymasz swoje części — a szybsza realizacja często oznacza niższe koszty, ponieważ unikasz opłat za przyspieszenie.
Jeden często pomijany czynnik kosztowy? Transport i logistyka. Według źródeł branżowych produkcja może zostać zakończona terminowo, ale transport nadal może wpływać na harmonogram realizacji zamówienia. Szybka logistyka za pośrednictwem przewoźników priorytetowych skraca czas dostawy, ale zwykle wiąże się z wyższymi kosztami. W przypadku zamówień międzynarodowych rozważ możliwość złożenia prośby o wysyłkę partii towaru w kilku etapach, jeśli szybkość jest ważniejsza niż minimalizacja kosztów przewozu.
Najbardziej opłacalnym podejściem jest połączenie mądrych decyzji projektowych z realistycznym planowaniem harmonogramu. Współpracuj z partnerem specjalizującym się w precyzyjnej obróbce blach od samego początku — już w fazie projektowania, a nie dopiero po finalizacji rysunków. Doświadczeni wykonawcy mogą wskazać możliwości optymalizacji kosztów, których można by nie zauważyć samodzielnie: od propozycji standardowych średnic otworów zmniejszających liczbę wymian narzędzi, po rekomendacje alternatywnych materiałów zapewniających równoważną wydajność przy niższych kosztach.
Gdy zrozumiano czynniki wpływające na cenę, jesteś gotowy do inteligentnej oceny ofert oraz prowadzenia uzasadnionych rozmów z potencjalnymi partnerami produkcyjnymi na temat źródeł kosztów — a także miejsc, w których można osiągnąć oszczędności bez kompromisów w zakresie precyzji wymaganej przez Twoje zastosowanie.
Podjęcie właściwej decyzji dotyczącej precyzyjnych elementów blacharskich
Przeszedłeś istotny etap — od zrozumienia, co tak naprawdę oznaczają tolerancje precyzyjne, po ocenę certyfikatów, zasad projektowania przygotowanego do produkcji (DFM), procesów prototypowania oraz czynników wpływających na koszty. Teraz nadszedł czas na zestawienie tych spostrzeżeń w postaci praktycznych wytycznych, które pozwolą Ci z pewnością podjąć kolejne kroki.
Niezależnie od tego, czy jesteś specjalistą technicznym porównującym możliwości produkcyjne, czy decydentem biznesowym oceniającym potencjalnych partnerów łańcucha dostaw, kryteria wyboru precyzyjnych elementów blacharskich, które omówiliśmy, mają wspólny mianownik: zweryfikowana zdolność produkcyjna ma większe znaczenie niż marketingowe deklaracje.
Główne wnioski dla Twojego kolejnego projektu precyzyjnego
Zanim złożysz zapytania ofertowe lub umówisz wizyty inspekcyjne na terenie obiektu, trzymaj w pamięci następujące kluczowe kwestie oceny:
Najlepsza firma specjalizująca się w precyzyjnej obróbce blachy wykazuje trzy niepod negotiable cechy: certyfikaty odpowiednie dla branży, potwierdzone aktualnymi dokumentami; możliwości wyposażenia dopasowane do Twoich konkretnych wymagań dotyczących tolerancji oraz wspólne wsparcie inżynierskie, które ulepsza Twoje projekty jeszcze przed rozpoczęciem produkcji.
Oto skondensowany ramowy schemat oceny potencjalnego partnera w zakresie precyzyjnej obróbki metalowej:
- Sprawdź aktywność certyfikatów: Zażądaj aktualnych certyfikatów z podanymi datami ważności. ISO 9001 dotyczy zastosowań ogólnych; AS9100 jest obowiązkowy w przemyśle lotniczym; IATF 16949 sygnalizuje gotowość do współpracy w łańcuchu dostaw motocyklowym i samochodowym.
- Dopasuj możliwości do wymagań: Nie płac za możliwości, których nie potrzebujesz — ale nie rezygnuj z tolerancji wymaganych przez Twoje zastosowanie.
- Oceń współpracę w zakresie DFM (Design for Manufacturability): Partnerzy, którzy ulepszają Twoje projekty w fazie prototypowania, zapobiegają drogim problemom produkcyjnym w późniejszym etapie.
- Oceń szybkość reagowania na wczesnym etapie: Jak szybko potencjalni partnerzy odpowiadają na zapytania ofertowe, przewiduje sposób, w jaki będą komunikować się w trakcie wyzwań produkcyjnych
- Zrozumienie czynników wpływających na koszty: Wybór materiału, złożoność geometryczna, wymagania dotyczące tolerancji oraz czas realizacji wpływają na cenę — zoptymalizuj tam, gdzie istnieje elastyczność
Krok Do Przodu Z Pewną Siebie
Twoje kolejne kroki zależą od etapu, na którym znajdujesz się w cyklu zakupowym. Jeśli nadal definiujesz wymagania, skup się na specyfikacji tolerancji i wyborze materiału — te decyzje mają wpływ na wszystkie kolejne wybory. Jeśli aktywnie porównujesz dostawców, priorytetem powinna być weryfikacja certyfikatów oraz żądanie próbek części demonstrujących ich zdolności do precyzyjnej produkcji.
W przypadku zastosowań motocyklowych wybór odpowiedniego partnera w zakresie precyzyjnej produkcji staje się jeszcze bardziej kluczowy. Jak podkreślają specjaliści od precyzyjnego tłoczenia, certyfikaty takie jak IATF 16949 sygnalizują, że producent rozumie specyficzne wymagania branży motocyklowej, w tym zapobieganie wadom, śledzilność oraz protokoły ciągłego doskonalenia.
Zastanów się, jak w praktyce wygląda idealny partner z zakresu precyzyjnej obróbki. Shaoyi (Ningbo) Metal Technology spełnia kryteria omawiane w niniejszym przewodniku: certyfikat IATF 16949 dla elementów nadwozia, zawieszenia i konstrukcyjnych pojazdów samochodowych; szybkie prototypowanie w ciągu 5 dni, które skraca harmonogram Twojego rozwoju; kompleksowe wsparcie DFM (Design for Manufacturability), wykrywające problemy projektowe jeszcze przed produkcją; oraz przygotowanie oferty w ciągu 12 godzin, dzięki czemu Twoje projekty mogą być kontynuowane bez opóźnień. Ta kombinacja zweryfikowanych systemów jakości, szybkiego serwisu oraz współpracy technicznej stanowi dokładnie to, czego należy szukać w partnerze z zakresu precyzyjnej obróbki blach.
W branży precyzyjnej obróbki blach kluczową rolę odgrywa świadoma decyzja klienta. Mając do dyspozycji ramy oceny, wiedzę na temat DFM oraz zrozumienie kosztów, jakie zdobyłeś w tym przewodniku, jesteś w stanie wybrać partnerów zapewniających stałą jakość – nie tylko przy pierwszym zamówieniu, ale także przez lata współpracy produkcyjnej.
Najczęściej zadawane pytania dotyczące firm zajmujących się precyzyjną obróbką blach
1. Czym jest precyzyjna obróbka blach?
Precyzyjna obróbka blachy to proces wytwarzania elementów i komponentów z blachy z bardzo wysoką dokładnością, zwykle zachowującą tolerancje w zakresie ±0,005 cala do ±0,010 cala (±0,13 mm do ±0,25 mm). Obejmuje on użycie specjalistycznych urządzeń, takich jak systemy laserowe włóknowe, prasy krawędziowe CNC z technologią korekcji kąta oraz maszyny pomiarowe współrzędnościowe (CMM) do kontroli jakości. Branże wymagające ścisłych specyfikacji — takie jak lotnictwo i kosmonautyka, urządzenia medyczne oraz przemysł motocyklowy i samochodowy — polegają na precyzyjnej obróbce blachy, ponieważ awarie komponentów spowodowane niedokładnościami wymiarowymi mogą prowadzić do problemów z montażem, wycofywania produktów z rynku oraz zagrożeń dla bezpieczeństwa.
2. Kto jest najlepszym wykonawcą obróbki blachy na świecie?
Najlepszy producent części zależy od konkretnych wymagań dotyczących zastosowania, certyfikatów branżowych oraz dopuszczalnych tolerancji dokładności. W przypadku zastosowań motocyklowych i samochodowych warto wybrać partnerów posiadających certyfikat IATF 16949, takich jak Shaoyi (Ningbo) Metal Technology, który oferuje szybkie prototypowanie w ciągu 5 dni, kompleksowe wsparcie w zakresie analizy wykonalności projektu (DFM) oraz przygotowanie ofert w ciągu 12 godzin dla elementów nadwozia, zawieszenia oraz komponentów konstrukcyjnych. W przypadku zastosowań lotniczych i kosmicznych niezbędny jest certyfikat AS9100. Ocena potencjalnych partnerów powinna opierać się na ich możliwościach sprzętowych, systemach zapewnienia jakości, wiedzy specjalistycznej dotyczącej materiałów oraz szybkości reakcji, a nie na ogólnych rankingach.
3. Ile kosztuje montaż blach?
Koszty precyzyjnej obróbki blachy różnią się znacznie w zależności od kilku czynników: rodzaju i grubości materiału, złożoności geometrycznej, wymagań dotyczących dopuszczalnych odchyłek, potrzeb związanych z wykończeniem powierzchni oraz wielkości zamówienia. Choć proste projekty mogą kosztować kilkaset dolarów, to złożone elementy precyzyjne z bardzo ścisłymi tolerancjami mogą kosztować tysiące dolarów. Koszty przygotowania stanowiska roboczego i programowania pozostają stosunkowo stałe niezależnie od ilości zamówionych sztuk, przez co koszt jednostkowy jest znacznie wyższy dla prototypów niż dla serii produkcyjnych. Aby zoptymalizować koszty, należy określać ścisłe tolerancje wyłącznie dla krytycznych wymiarów, stosować standardowe średnice otworów i promienie gięcia oraz planować realistyczne terminy realizacji, aby uniknąć dodatkowych opłat za przyspieszoną produkcję.
4. Jakie certyfikaty powinna posiadać firma zajmująca się precyzyjną obróbką blachy?
Wymagane certyfikaty zależą od branży, w której działa Państwo. ISO 9001 stanowi podstawę dla ogólnych zastosowań komercyjnych i potwierdza istnienie udokumentowanego systemu zarządzania jakością. AS9100 rozszerza wymagania ISO na potrzeby branż lotniczej, kosmicznej i obronnej, gdzie obowiązkowe jest bezpieczne wytwarzanie krytyczne pod względem bezpieczeństwa. IATF 16949 świadczy o gotowości do współpracy w łańcuchu dostaw przemysłu motocyklowego i samochodowego, z naciskiem na zapobieganie wadom oraz ciągłe doskonalenie. ISO 13485 dotyczy zgodności z przepisami regulującymi wyroby medyczne. Zawsze należy żądać aktualnych certyfikatów wraz z datami ich ważności, ponieważ certyfikaty wymagają audytów co trzy lata w celu utrzymania ważności.
5. Jak wybrać odpowiedniego partnera w zakresie precyzyjnej blachy?
Zacznij od sprawdzenia, czy certyfikaty odpowiednie dla danej branży odpowiadają wymaganiom Twojego zastosowania. Oceń możliwości wyposażenia w odniesieniu do konkretnych potrzeb dotyczących dopuszczalnych odchyłek oraz typów materiałów. Przeanalizuj wsparcie dostawcy w zakresie inżynierii produkcji (DFM) na etapie projektowania — partnerzy, którzy ulepszają projekty jeszcze przed rozpoczęciem produkcji, zapobiegają drogim problemom w późniejszym czasie. Sprawdź szybkość reakcji podczas procesu przygotowywania oferty jako wskaźnik jakości przyszłej komunikacji. Zażądaj próbek wyrobów lub referencji od klientów z podobnymi wymaganiami dotyczącymi precyzji. Rozważ możliwości prototypowania u dostawcy, jeśli wymagasz szykiej iteracji projektowej, a także upewnij się, że ich systemy zapewnienia jakości obejmują śledzalność materiałów oraz statystyczną kontrolę procesu dla krytycznych wymiarów.