 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Precision Sheet Metal Fabrication LLC: od pierwotnego projektu do bezbłędnego wykończenia

Zrozumienie precyzyjnej produkcji płyt metalowych
Gdy szukasz spółki z ograniczoną odpowiedzialnością zajmującej się precyzyjną obróbką blachy, czego dokładnie oczekujesz? Termin „precyzyjna” to nie tylko język marketingowy – oznacza on zupełnie inne podejście do obróbki metali, które odróżnia produkcję na poziomie inżynierskim od standardowych warsztatów wykonawczych. Zrozumienie tej różnicy jest kluczowe, niezależnie od tego, czy po raz pierwszy zakupujesz komponenty, czy też oceniasz nowych partnerów wykonawczych w przypadku zastosowań krytycznych .
Co sprawia, że produkcja blach stalowych osiąga poziom precyzyjny
Wyobraź sobie zamówienie komponentu, który musi zmieścić się w złożonym układzie. W przypadku standardowej obróbki metali możesz otrzymać części z tolerancjami od ±1/16" do ±1/8" (±1,6 mm do ±3,2 mm). Taka różnica może być akceptowalna przy konstrukcjach budowlanych lub prostych obudowach – ale co dzieje się, gdy produkujesz urządzenia medyczne lub elementy do przemysłu lotniczego i kosmicznego, gdzie ułamek milimetra decyduje o sukcesie lub porażce?
To właśnie w tym miejscu firmy specjalizujące się w precyzyjnej obróbce blach zdobywają swoje określenie. Przedsiębiorstwo zajmujące się precyzyjną obróbką blach działa z tolerancjami od ±0,005" do ±0,010" (±0,13 mm do ±0,25 mm) – czyli około 10–15 razy ścisłejszymi niż w przypadku ogólnego wykonywania części. Jednak same tolerancje nie opisują całej sytuacji.
Precyzyjne tolerancje określają dopuszczalne granice odchylenia od wymiarów nominalnych, zapewniając, że każdy komponent idealnie pasuje, prawidłowo funkcjonuje i spełnia swoje zadanie – nawet w przypadku tysięcy sztuk produkowanych seryjnie.
To, co naprawdę wyróżnia producentów precyzyjnych elementów z blachy od ich standardowych odpowiedników, obejmuje trzy powiązane ze sobą elementy:
- Zaawansowane wyposażenie: Systemy cięcia laserowego włóknowego z technologią mikro-połączeń, robotyczne prasy CNC z systemami pomiaru kąta oraz maszyny pomiarowe współrzędnościowe (CMM) do weryfikacji
- Ekspertyza materiałowa: Głęboka znajomość zachowania różnych stopów podczas obróbki – w tym obliczeń odbicia sprężynowego, uwzględniania kierunku ziarna oraz właściwości rozszerzalności cieplnej
- Systemy jakości: Pełna śledzilność, statystyczna kontrola procesu, inspekcja pierwszego egzemplarza oraz dokumentacja spełniająca wymagania branż regulowanych
Normy techniczne stojące za precyzyjną obróbką metali
Jak więc poznać, czy producent rzeczywiście działa na poziomie precyzyjnym? Normy branżowe stanowią odpowiedni ramowy układ. Zgodnie z międzynarodowymi klasyfikacjami tolerancji dokładność produkcyjna obejmuje 18 stopni — od IT01 do IT18. Ogólna produkcja blachownicza zwykle mieści się w zakresie od IT12 do IT14, podczas gdy produkcja precyzyjna osiąga poziomy od IT5 do IT7, które wcześniej były przeznaczone dla zastosowań inżynierii precyzyjnej.
Te liczby nie są przypadkowe. Ścisłe допусki wymagają wyspecjalizowanych umiejętności, skalibrowanego sprzętu oraz procedur kontroli, pozwalających ekonomicznie zweryfikować dokładność wymiarową. Jak głosi jedna z zasad branżowych: jeśli dopuszczalnego odchylenia nie da się rozsądnie zmierzyć, nie powinno ono pojawić się na rysunku.
Dla warsztatów blachowniczych próbujących konkurować na poziomie produkcji precyzyjnej bariery wykraczają poza zakup odpowiedniego sprzętu. Prawdziwe możliwości produkcyjne na poziomie precyzyjnym wymagają zintegrowanych systemów zarządzania jakością — często certyfikowanych zgodnie ze standardami takimi jak ISO 9001, AS9100 dla przemysłu lotniczego lub IATF 16949 dla zastosowań motocyklowych i samochodowych.
W trakcie lektury tego przewodnika dowiesz się, jak precyzyjna obróbka blachy przekształca surowe projekty w bezbłędne gotowe elementy. Omówimy kluczowe technologie napędzające nowoczesną obróbkę blachy, przeanalizujemy pełne cykle produkcyjne, przyjrzymy się zastosowaniom branżowym oraz przedstawimy praktyczne kryteria oceny potencjalnych partnerów z zakresu obróbki blachy. Niezależnie od tego, czy dopiero zaczynasz współpracę z dostawcami komponentów metalowych, czy też jesteś doświadczonym specjalistą poszukującym głębszego zrozumienia aspektów technicznych, ten materiał zapewni Ci wiedzę niezbędną do podejmowania świadomych decyzji produkcyjnych.

Kluczowe technologie napędzające nowoczesną obróbkę metalu
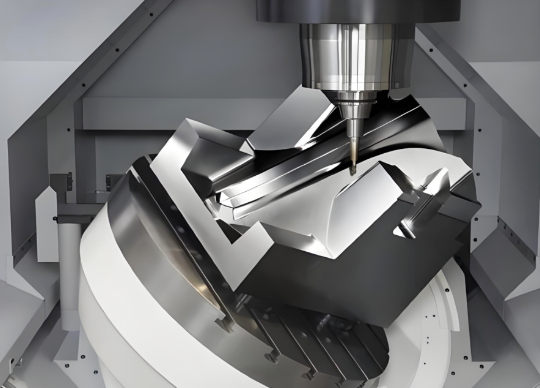
Teraz, gdy już wiesz, co odróżnia obróbkę blachy na poziomie precyzyjnym od standardowej obróbki metalu, przeanalizujmy technologie umożliwiające osiągnięcie tak ścisłych tolerancji. Każdy precyzyjna obróbka blachy LLC opiera się na określonym arsenału technologii cięcia i kształtowania — każda z nich charakteryzuje się własnymi mocnymi stronami, ograniczeniami oraz idealnymi zastosowaniami. Znajomość zasad działania tych systemów pozwala podejmować bardziej uzasadnione decyzje przy określaniu parametrów komponentów lub ocenie potencjalnych partnerów produkcyjnych.
Wyjaśnienie technologii CNC i cięcia laserowego
W centrum nowoczesnej precyzyjnej produkcji stali znajdują się technologie CNC (sterowanie numeryczne komputerowe). Ale co dokładnie oznacza to dla Twoich komponentów?
Obróbka CNC przekształca projekty cyfrowe w rzeczywistość fizyczną za pomocą zautomatyzowanych systemów sterowania. Zgodnie z informacjami firmy Propel Manufacturing , proces ten rozpoczyna się od stworzenia cyfrowego projektu komponentu w oprogramowaniu CAD (projektowanie wspomagane komputerowo). Ten projekt jest bezpośrednio przekazywany do systemu sterowania maszyny, który kieruje głowicami tnącymi w celu wykonania precyzyjnych ruchów zgodnie z określonymi wymiarami i konturami — eliminując tym samym zmienność wynikającą z operacji wykonywanych ręcznie.
W przypadku konkretnie cięcia laserowego CNC dwa główne typy laserów dominują w precyzyjnej obróbce:
- Lasery CO2: Doskonały do cięcia niemetali i materiałów grubszych, zapewniający gładką jakość krawędzi na różnorodnych podłożach
- Lasery włóknowe: Lepszy do cięcia metali odbijających światło, takich jak aluminium, mosiądz i miedź, z szybszymi prędkościami cięcia oraz niższymi kosztami eksploatacji przy materiałach cienkich
Sam mechanizm cięcia jest fascynujący. Promień lasera faktycznie topi lub paruje metal podczas cięcia, wykorzystując sprężone gazy — zwykle tlen lub azot — do usuwania stopionego materiału ze ścieżki cięcia. Ten proces termiczny umożliwia tworzenie skomplikowanych geometrii i szczegółowych elementów, których nie dałoby się osiągnąć metodami cięcia mechanicznego.
Dla precyzyjnych wykonawców blachy, obsługujących rynki obróbki metalu w stanie Wirginia lub zlecających obróbkę blachy w Sterling (Wirginia), cięcie laserowe oferuje wyjątkowe zalety: minimalne odkształcenia materiału, wąskie szerokości cięcia (kerf) oraz jakość krawędzi, która często eliminuje konieczność dodatkowych operacji wykańczających.
Kiedy stosować cięcie plazmowe a kiedy cięcie wodą pod wysokim ciśnieniem
Brzmi skomplikowanie? Przeanalizujmy, kiedy każda z tych technologii jest odpowiednia dla Twojego zastosowania.
Cięcie plazmowe korzysta z zupełnie innego podejścia niż systemy laserowe. Jak Wyjaśnia Tormach , cięciarki plazmowe przepuszczają sprężone gazy przez dyszę palnika pod wysokim ciśnieniem. Gdy prąd elektryczny tworzy łuk między elektrodą palnika a obrabianym przedmiotem, gaz nagrzewa się do stanu plazmy – czwartego stanu materii – osiągając temperatury, przy których metal topi się, tworząc żużel.
Ta technologia szczególnie sprawdza się w następujących przypadkach:
- Cięcie grubszych materiałów przewodzących prąd (stal, aluminium, stal nierdzewna)
- Zastosowania, w których ważniejsza jest szybkość niż maksymalna precyzja
- Projekty realizowane w ramach ograniczonego budżetu, nie wymagające ścisłych tolerancji
Jednak cięcie plazmowe powoduje większe strefy wpływu ciepła i zapewnia mniejszą dokładność niż alternatywne metody cięcia laserowego lub wodą pod wysokim ciśnieniem. Może być stosowane wyłącznie do metali przewodzących prąd.
Cięcie strumieniem wody prowadzi zupełnie inną ścieżką — dosłownie. Ten proces cięcia na zimno polega na przepychaniu wody zmieszanej z cząstkami ściernymi (zazwyczaj granatem) przez dyszę ceramiczną pod ciśnieniem przekraczającym 50 000 PSI. Efekt? Strumień tnący wystarczająco mocny, aby przeciąć praktycznie każdy materiał.
Dlaczego wybrać cięcie wodne? Gdy materiały są wrażliwe na ciepło — niektóre tworzywa sztuczne, kompozyty lub metale hartowane — brak wpływu termicznego pozwala zachować ich właściwości. Dokładność jest porównywalna do cięcia laserowego, a jakość krawędzi jest doskonała. Wadą jest wyższy koszt eksploatacji wynikający ze zużycia materiału ściernego oraz wolniejsze prędkości cięcia przy grubszych materiałach.
Porównanie technologii cięcia dla Twojego zastosowania
Wybór odpowiedniej metody cięcia zależy od rodzaju materiału, wymaganej grubości, specyfikacji dopuszczalnych odchyłek oraz ograniczeń budżetowych. To porównanie pomoże dopasować technologię do konkretnego zastosowania:
| TECHNOLOGIA | Najlepsze zastosowania | Zakres grubości materiału | Poziomica precyzyjna |
|---|---|---|---|
| Laser Włókienkowy | Metale o małej i średniej grubości, materiały odbijające światło, skomplikowane wzory | 0,5 mm - 25 mm (stal) | ±0,1 mm do ±0,25 mm |
| Co2 laser | Materiały niemetaliczne, grubsze materiały, zastosowania wymagające gładkich krawędzi | Do 25 mm (stal) | ±0,1 mm do ±0,3 mm |
| Węgiel | Grube metale przewodzące, produkcja w wysokiej prędkości, projekty wrażliwe pod względem kosztów | 3 mm – 150 mm | ±0,5 mm do ±1,5 mm |
| Strumień wodny | Materiały wrażliwe na ciepło, kompozyty, szkło, kamień, złożone zespoły wielomaterialowe | Do 200 mm i więcej | ±0,1 mm do ±0,25 mm |
Integracja CAD/CAM: Cyfrowa podstawa
Niezależnie od tego, jaką technologią cięcia korzysta firma produkująca precyzyjne elementy stalowe, prawdziwa magia dzieje się jeszcze przed tym, jak materiał dotrze do maszyny. Integracja CAD/CAM (projektowanie i wytwarzanie wspomagane komputerowo) tworzy nieprzerwany cyfrowy łańcuch od plików projektowych po gotowe elementy.
Oto, jak ta integracja przynosi korzyści Twoim projektom:
- Weryfikacja projektu: Oprogramowanie symuluje ścieżki cięcia przed rozpoczęciem produkcji, wykrywając potencjalne problemy, takie jak kolizje narzędzi lub nieefektywne wykorzystanie materiału
- Optymalizacja rozmieszczenia: Algorytmy układają wiele części na pojedynczych arkuszach w celu minimalizacji odpadów materiału — często obniżając koszty o 15–25%
- Spójność procesu: Cyfrowe programy zapewniają identyczne rezultaty w kolejnych partiach produkcyjnych, niezależnie od tego, czy zamawiasz 10, czy 10 000 sztuk
- Szybka iteracja: Zmiany w projektowaniu są automatycznie aktualizowane w całym cyklu produkcyjnym, skracając czas od projektu do produkcji
W branżach, w których ważna jest śledzilność — takich jak lotnictwo i przemysł kosmiczny, medycyna oraz motoryzacja — systemy CAD/CAM przechowują pełne cyfrowe rejestry, łączące każdy komponent z jego programem źródłowym, partią materiału oraz parametrami produkcji.
Zrozumienie tych podstawowych technologii stanowi podstawę do oceny partnerów produkcyjnych oraz odpowiedniego określenia specyfikacji komponentów. Jak jednak te technologie integrują się w kompleksowy cykl produkcyjny? Przeanalizujmy proces wytwarzania, począwszy od wstępnego konsultowania projektu aż po końcową dostawę.
Pełny proces obróbki wyjaśniony
Zapoznałeś się z technologiami — ale jak łączą się one, aby przekształcić Twój pomysł w gotowy element? Niezależnie od tego, czy współpracujesz z warsztatem produkującym precyzyjne wyroby stalowe w Roanoke (Wirginia) czy z fachowcami z Hampton specjalizującymi się w blachownictwie, proces wytwarzania przebiega w ściśle określonej kolejności, zaprojektowanej tak, aby wykrywać problemy na wczesnym etapie i zapewniać wysoką jakość na każdym etapie. Zrozumienie tego procesu pozwala skutecznie komunikować się z wykonawcami oraz ustalać realistyczne oczekiwania dotyczące Twoich projektów.
Od projektu CAD do gotowego elementu
Każdy projekt precyzyjnego blachownictwa składa się z wyraźnie oddzielonych faz. Pominięcie któregoś kroku lub pośpieszne przejście przez punkty kontrolne doprowadzi do wykrycia problemów podczas montażu — albo jeszcze gorzej — po instalacji. Oto jak profesjonalni wykonawcy strukturują pełny cykl produkcji:
- Konsultacja i przegląd projektu: Proces rozpoczyna się jeszcze przed cięciem jakiegokolwiek metalu. Twój partner produkcyjny przegląda rysunki, identyfikuje potencjalne problemy związane z możliwością wytwarzania oraz potwierdza specyfikacje. Zgodnie z AP Precision , każdy projekt zaczyna się od rysunku — niezależnie od tego, czy jest to wersja cyfrowa, plan techniczny czy szkic — który stanowi wytyczną na całym etapie produkcji. W tej fazie określa się, które procesy są odpowiednie: cięcie laserem, perforacja za pomocą maszyny wieżyczkowej, gięcie na prasie krawędziowej, spawanie lub kombinacje tych metod.
- Wybór i weryfikacja materiału: Nie wszystkie metale zachowują się identycznie podczas obróbki. Na tym etapie dobiera się materiały zgodnie z wymaganiami aplikacji — uwzględniając wytrzymałość, odporność na korozję, kuteczność oraz koszt. Zgodnie z informacjami firmy Fabrication Specialists, kontrola jakości oznacza dobór materiałów odpowiednich do konkretnej aplikacji i środowiska użytkowania, a następnie weryfikację ich specyfikacji za pomocą certyfikatów materiałowych oraz zapewnienie pełnej śledzalności.
- Operacje cięcia: Po potwierdzeniu materiałów proces wykonywania przechodzi do cięcia. W zależności od Twoich specyfikacji może ono obejmować cięcie laserem dla skomplikowanych wzorów, cięcie wodą pod dużym ciśnieniem (waterjet) dla materiałów wrażliwych na ciepło lub cięcie plazmą dla grubszych materiałów. Metoda cięcia ma bezpośredni wpływ na jakość krawędzi, dokładność wymiarową oraz wymagania dotyczące dalszego przetwarzania.
- Kształtowanie i gięcie: Płaskie, wycięte elementy przekształcają się w trójwymiarowe kształty poprzez Maszyny CNC do gięcia i wyposażenie do kształtowania . Giętarki CNC pozwalają na gięcie blach metalowych w celu stworzenia narzędzi, elementów architektonicznych, obudów oraz złożonych zespołów. Precyzyjne kształtowanie wymaga obliczenia kompensacji odbicia sprężystego (spring-back) oraz uwzględnienia wpływu kierunku włókien materiału.
- Spawanie i łączenie: Gdy projekt wymaga połączenia wielu komponentów w sposób trwały, rozpoczynane są operacje spawania. Profesjonalni wykonawcy oferują różne metody spawania — MIG, TIG, spawanie punktowe, lutowanie twarde i inne — dobierając technikę w zależności od rodzaju materiału, wymagań dotyczących połączenia oraz specyfikacji powierzchni końcowej.
- Wykończenie powierzchni: Po połączeniu elementy często wymagają obróbki wykańczającej w celu poprawy ich wyglądu, funkcjonalności i trwałości. Jak wyjaśnia KAL Manufacturing, procesy wykańczania usuwają nierówności, ślady spawania oraz utlenienia. Opcje obejmują szlifowanie, polerowanie, piaskowanie, malowanie proszkowe, anodowanie, pokrywanie powłokami metalicznymi oraz pasywację.
- Kontrola jakości: Zanim elementy opuszczą zakład, poddawane są inspekcji zgodnie z ostatecznymi specyfikacjami. Obejmuje to weryfikację wymiarów, kontrolę wizualną oraz – w przypadku zastosowań krytycznych – nieniszczące metody badań kontrolnych. Dokumentacja zawiera wyniki inspekcji w celu zapewnienia śledzalności.
- Opakowanie i Dostawa: Profesjonalni wykonawcy rozumieją, że elementy muszą dotrzeć w bezukorzystnym stanie. Prawidłowe opakowanie chroni gotowe części podczas transportu, a systemy etykietowania zapewniają ich jednoznaczne identyfikowanie przez zespół odbierający.
Kluczowe punkty kontrolne w procesie wykonywania elementów
Oto co wyróżnia jakość wyrobów Hampton Sheet Metal Inc. w porównaniu do warsztatów działających na skróty: ciągła weryfikacja zamiast kontroli końcowej na końcu linii produkcyjnej. Problemy wykryte na wczesnym etapie kosztują ułamek grosza do usunięcia; problemy odkryte podczas montażu kosztują tysiące.
Producenci skupieni na jakości wprowadzają punkty kontrolne na każdym etapie przejścia:
- Weryfikacja przed wykonaniem: Potwierdzenie dostępności materiałów, przegląd rysunków w celu wykrycia niejasności, identyfikacja potencjalnych problemów jeszcze przed rozpoczęciem cięcia
- Inspekcja w trakcie procesu: Sprawdzanie wymiarów po cięciu, weryfikacja kątów gięcia podczas kształtowania, kontrola spoin przed przystąpieniem do wykończenia
- Przegląd przed wysyłką: Ostateczna weryfikacja wymiarów, ocena jakości wykończenia, potwierdzenie kompletności zgodnie ze specyfikacją zamówienia
- Przekazanie dokumentacji: Certyfikaty materiałów, protokoły kontroli, wyniki badań oraz oświadczenia zgodności towarzyszące gotowym elementom
Jako podkreślają eksperci branżowi kontrola jakości nie jest pojedynczym punktem kontrolnym – to proces przebiegający przez każdy etap. Gdy producent ma skuteczną kontrolę jakości, problemy wykrywane są na wczesnym etapie, zanim stają się kosztowne. Gdy kontrola jakości jest słaba, problemy odkrywane są na budowie, podczas montażu lub nawet lata później, gdy jakiś element ulega awarii.
Zrozumienie tego przepływu pracy pozwala Ci zadawać lepsze pytania podczas oceny partnerów produkcyjnych. Co jednak dzieje się, gdy Twój projekt nie mieści się w standardowych modelach produkcji? W dalszej części omówimy, jak precyzyjni producenci radzą sobie z pracami niestandardowymi w różnych skalach produkcji – od pojedynczych prototypów po masową produkcję.
Produkcja niestandardowa w różnych skalach produkcji
Co właściwie oznacza termin „niestandardowy”, gdy współpracujesz z firmą zajmującą się precyzyjną obróbką blachy? Słowo to jest stosowane dość swobodnie — czasem odnosi się do niewielkich modyfikacji projektu, a innym razem opisuje całkowicie unikalne elementy wykonywane od podstaw. Zrozumienie, w jaki sposób profesjonalni wykonawcy radzą sobie z różnymi objętościami produkcji, pozwala wybrać odpowiedniego partnera oraz ustalić realistyczne oczekiwania dotyczące harmonogramu i budżetu realizacji projektu.
W rzeczywistości usługi niestandardowej obróbki blachy obejmują bardzo szeroki zakres możliwości. Może się okazać, że potrzebujesz jednego prototypu w celu zweryfikowania koncepcji, partii 50 sztuk do testów beta lub 10 000 identycznych komponentów do pełnoskalowej produkcji. Każda z tych sytuacji wymaga innego podejścia, innej konfiguracji sprzętu oraz innej struktury kosztów.
Możliwości prototypowania i szybkiego rozwoju
Wyobraź sobie, że zaprojektowałeś nową obudowę dla sprzętu elektronicznego. Zanim przejdziesz do produkcji narzędzi lub złożysz duże zamówienia na materiały, musisz zweryfikować, czy Twój projekt rzeczywiście działa — czy elementy pasują do siebie, czy zespoły są prawidłowo dopasowane oraz czy gotowy produkt spełnia założone funkcje. Właśnie w tym momencie precyzyjne prototypowanie metalowe staje się nieocenione.
Zgodnie z badaniami produkcyjnymi Fictiv proces wykonywania prototypów wykorzystuje standardowe techniki produkcyjne, takie jak gięcie, cięcie, przebijanie i spawanie — co pozwala uzyskać funkcjonalne części odzwierciedlające kluczowe cechy ostatecznego projektu. Takie prototypy umożliwiają rzeczywiste testy pod kątem wydajności, trwałości i montażu, pozwalając inżynierom na wcześniejsze wykrywanie i rozwiązywanie problemów.
Co czyni współczesne prototypowanie szczególnie skutecznym? Szybkość i wierność. Obecne metody prototypowania z blachy pozwalają na szybką modyfikację projektu oraz szybką zwrotność informacji, co przyczynia się do poprawy ogólnej jakości produktu. Branże takie jak motocyklowa, lotnicza i kosmiczna, elektronika użytkowa oraz urządzenia medyczne polegają na tym podejściu przy opracowywaniu dokładnych, zoptymalizowanych i odpornych komponentów.
Oto typowy przepływ pracy związany z prototypowaniem:
- Projektowanie i modelowanie CAD: Tworzenie szczegółowych modeli 3D za pomocą oprogramowania CAD z precyzyjną kontrolą wymiarów i tolerancji, umożliwiające wykrycie potencjalnych kolizji jeszcze przed cięciem metalu
- Dopasowanie materiału: Używanie rzeczywistych materiałów stosowanych w produkcji masowej, o ile to możliwe — ponieważ zastępowanie materiałów może wprowadzić błąd w testach funkcjonalnych i zagrozić prawidłową walidacją projektu
- Szybkie cięcie: Procesy cięcia laserowego i wodno-ścierne eliminują potrzebę drogich matryc, skracając czas i koszty produkcji oraz umożliwiając tworzenie skomplikowanych geometrii
- Szybka iteracja: Dzięki zaawansowanym metodom produkcji części blachowych prototypowych można wykonać w ciągu kilku dni, co pozwala inżynierom szybko wprowadzać korekty i przyspieszać ogólny cykl rozwoju
W przypadku precyzyjnych zastosowań blachowniczych w zakresie projektowania i weryfikacji (D&V) lub precyzyjnych projektów stalowych w Roanoke wymagających szybkiego rozwoju możliwości prototypowania często decydują o tym, czy uda się trafić w okno rynkowe, czy całkowicie przegapić istotne szanse.
Skalowanie od pojedynczych sztuk do produkcji masowej
To właśnie w tym miejscu wielu nabywców napotyka na zamieszanie: jak wykonawca przejdzie od produkcji jednego prototypu do wytwarzania tysięcy sztuk gotowych do sprzedaży? Odpowiedź obejmuje różne strategie wyposażenia, struktury kosztów oraz kwestie jakości związane z każdą skalą produkcji.
Produkcja w małej skali zajmuje położenie pośrednie między prototypowaniem a produkcją masową. Zgodnie z informacjami firmy RCO Engineering, produkcja małoseryjna jest zwykle stosowana do prototypów, produktów niestandardowych lub limitowanych edycji. Producentom małoseryjnym charakterystyczne są zazwyczaj krótsze czasy realizacji oraz większa elastyczność w zakresie wprowadzania zmian w projektach niż ich odpowiednikom produkującym w dużych ilościach.
Ta elastyczność wiąże się z konkretnymi zaletami:
- Niższe początkowe inwestycje: Brak potrzeby drogiego wyposażenia produkcyjnego ani dużych zobowiązań materiałowych
- Elastyczność projektowania: Zmiany można wprowadzać pomiędzy seriami produkcyjnymi bez konieczności wycofywania narzędzi
- Testowanie rynku: Produkcja małych partii w celu oceny reakcji klientów przed skalowaniem produkcji
- Zmniejszenie ryzyka: Minimalizacja ryzyka finansowego związanego z niezweryfikowanymi produktami
Produkcja seryjna staje się odpowiednia, gdy popyt uzasadnia inwestycje w automatyzację. W miarę wzrostu ilości produkowanych sztuk producenci przechodzą do zoptymalizowanych procesów: stosowania dedykowanego narzędzi, zautomatyzowanego transportu materiałów oraz uproszczonych protokołów kontroli jakości. Największą zaletą produkcji wysokogłównościowej jest szybkość — jeśli potrzebujesz dużej liczby wyrobów w krótkim czasie, podejście to zapewnia wydajność, której nie potrafi osiągnąć produkcja niskogłównościowa.
Jednak produkcja wysokogłównościowa wymienia elastyczność na rzecz wydajności. Jak DeWys Metal Solutions wyjaśnia, przejście od prototypu do pełnej produkcji masowej wiąże się z rozszerzeniem procesu wytwarzania przy jednoczesnym zachowaniu precyzji i jakości. Automatyzacja oraz zaawansowane technologie produkcyjne odgrywają kluczową rolę w tym etapie, umożliwiając efektywne i spójne wytwarzanie elementów metalowych.
Dobór metody wytwarzania do Twoich wymagań
Jak określić, który poziom skali produkcji najlepiej odpowiada Twojemu projektowi? Rozważ poniższe typowe scenariusze niestandardowego wytwarzania oraz związane z nimi wymagania:
- Walidacja koncepcji (1–5 sztuk): Skupienie się na szybkości i dokładności materiału; dopuszczalne są nieznaczne luzki w tolerancjach; idealne do potwierdzenia wykonalności projektu
- Prototypy funkcjonalne (5–25 sztuk): Wymagane są pełne tolerancje produkcyjne; części muszą działać identycznie jak końcowe produkty; wspierają testy terenowe oraz oceny przez klientów
- Produkcja próbna (25–100 sztuk): Waliduje procesy produkcyjne w skali przemysłowej; pozwala zidentyfikować problemy montażowe; służy szkoleniu zespołów produkcyjnych
- Produkcja małoseryjna (100–1 000 sztuk): Koszt jednostkowy spada; uzasadnione mogą być niewielkie inwestycje w oprzyrządowanie; projekt powinien zostać zamrożony
- Produkcja masowa (1000+ sztuk): Maksymalna wydajność dzięki zautomatyzowaniu; dedykowane oprzyrządowanie; ścisłe procedury kontroli zmian
Sprzęt umożliwiający tę elastyczność ma istotne znaczenie. Maszyny CNC do cięcia laserem obsługują zarówno prototypy, jak i serie produkcyjne bez konieczności zmiany narzędzi. Giętarki z automatycznymi wymiennikami narzędzi skracają czas przygotowania między różnymi konfiguracjami części. Nowoczesne systemy CAD/CAM przechowują programy do natychmiastowego wywołania — niezależnie od tego, czy zamawiasz ponownie 10 czy 10 000 sztuk.
Zrozumienie, gdzie projekt mieści się w tym zakresie, ułatwia skuteczną komunikację z potencjalnymi partnerami z branży obróbki metali. Jednak różne sektory gospodarki stawiają bardzo odmienne wymagania wobec precyzyjnych elementów metalowych. Przyjrzymy się, jak firmy zajmujące się obróbką precyzyjną obsługują konkretne branże — od motocyklowej i lotniczej po urządzenia medyczne i elektronikę.
Branże obsługiwane przez firmy zajmujące się obróbką precyzyjną
Różne branże potrzebują nie tylko części metalowych — potrzebują części metalowych zaprojektowanych specjalnie do działania w zupełnie innych środowiskach i spełniających odmienne wymagania dotyczące wydajności. Uchwyt wspierający instalację klimatyzacji narażony jest na całkowicie inne obciążenia niż element znajdujący się w silniku odrzutowym lub obudowa chroniąca czułą elektronikę medyczną. Dlatego tak ważne są partnerstwa z firmami zajmującymi się precyzyjną obróbką blach: odpowiedni wykonawca rozumie konkretne wymagania Twojej branży i uwzględnia je na każdym etapie produkcji.
Zbadajmy, jak precyzyjna obróbka blach obsługuje różne sektory — oraz co czyni wymagania każdej z tych branż wyjątkowymi.
Wymagania dotyczące elementów stosowanych w przemyśle motocyklowym, samochodowym oraz lotniczym i kosmicznym
Gdy zakupujesz komponenty blacharskie do przemysłu motocyklowego, masz do czynienia z branżą, która stawia wymogi zarówno precyzji, jak i dużej objętości produkcji. Uchwyty podwozia, wzmocnienia konstrukcyjne, osłony cieplne oraz płyty montażowe muszą spełniać ścisłe specyfikacje, jednocześnie pozostając opłacalne przy skali produkcji często przekraczającej dziesiątki tysięcy sztuk rocznie.
Sektor motocyklowy zwykle wymaga:
- Dopuszczenia: ±0,1 mm do ±0,25 mm dla elementów konstrukcyjnych; ścisłe tolerancje dla powierzchni montażowych
- Materiały: Stali o wysokiej wytrzymałości i niskiej zawartości stopów, stopów aluminium oraz stali nierdzewnej do zastosowań w układach wydechowych i zarządzania ciepłem
- Certyfikaty: Zgodności z normą IATF 16949 potwierdzającej branżowe systemy zarządzania jakością w przemyśle motocyklowym
- Elastyczność objętości produkcji: Możliwości skalowania produkcji – od weryfikacji prototypów po masową produkcję
Precyzyjne blachy stosowane w przemyśle lotniczym działają w zupełnie innym wymiarze wymagań. Zgodnie z informacjami firmy Premium Parts, produkcja blach lotniczych wymaga specjalistycznej wiedzy i doświadczenia projektowego w zakresie tworzenia i projektowania skutecznych komponentów, ponieważ obejmuje ona bardzo rygorystyczne wymagania dotyczące produkcji elementów. Wyprodukowane części muszą dokładnie odpowiadać pod względem wymiarów, konstrukcji oraz funkcjonalności – spełniając surowe standardy związane z masą, funkcjonalnością oraz cyklem życia. Każda zmiana, nawet najmniejsza, musi zostać uniknięta.
Co czyni produkcję elementów dla przemysłu lotniczo-kosmicznego szczególnie wyzwaniem? Te komponenty muszą wytrzymać skrajne warunki. Panele kadłuba, konstrukcje skrzydeł, uchwyty silników oraz elementy powierzchni sterujących narażone są na skrajne temperatury, różnice ciśnień, wibracje oraz cykliczne obciążenia zmęczeniowe, które zniszczyłyby materiały i zespoły o niższych parametrach.
Producenci elementów dla przemysłu lotniczo-kosmicznego zwykle pracują z:
- Stopy aluminium: Wolisane ze względu na wyjątkową wytrzymałość względną (stosunek wytrzymałości do masy) oraz odporność na korozję
- Tytan: Wybierane dla komponentów narażonych na intensywne nagrzewanie wewnętrzne oraz naprężenia strukturalne
- Stopy stali o wysokiej wytrzymałości: Stosowane tam, gdzie maksymalna wytrzymałość ma pierwszeństwo nad rozważaniami dotyczącymi masy
Zastosowane techniki wytwarzania odzwierciedlają te wymagania. Cięcie laserem, cięcie strumieniem wody oraz frezowanie CNC dominują w obróbce blach lotniczo-kosmicznych, ponieważ praktycznie wszystkie części wymagają bardzo precyzyjnych i szczegółowych cięć. Techniki spawania, takie jak spawanie TIG i MIG, zapewniają tworzenie solidnych, trwałych połączeń, które nie ulegną uszkodzeniu w trakcie eksploatacji w przemyśle lotniczo-kosmicznym.
Zastosowania w przemyśle medycznym i elektronicznym
Wytwarzanie metalowych urządzeń medycznych wiąże się z wyjątkowymi wyzwaniami, które wykraczają poza dokładność wymiarową. Komponenty przeznaczone do instrumentów chirurgicznych, urządzeń diagnostycznych oraz urządzeń wszczepianych muszą spełniać wymagania dotyczące biokompatybilności, wytrzymać procesy sterylizacji oraz zapewniać bezwzględną niezawodność tam, gdzie bezpieczeństwo pacjenta zależy od ich działania.
Zgodnie z przewodnikiem projektowania urządzeń medycznych firmy Fotofab niestandardowe komponenty ze stali nierdzewnej znajdują zastosowanie m.in. w instrumentach i ostrzach przeznaczonych do sterylizacji w autoklawie ze stali nierdzewnej, filtrach i sitach do urządzeń diagnostycznych i laboratoryjnych, narzędziach do nawlekania nici na igły chirurgiczne, elementach czujników do urządzeń monitorujących, systemach MRI oraz aparatach stomatologicznych i ortodontycznych.
Wymagania dotyczące dokładności w produkcji wyrobów medycznych często przekraczają te obowiązujące w innych branżach. Fotochemiczne frezowanie – specjalistyczna metoda obróbki elementów medycznych – pozwala na wytwarzanie części z blach metalowych o grubości od 0,0001 cala (0,0025 mm) do 0,1250 cala (3,175 mm), przy tolerancjach wymiarowych sięgających nawet 10 % grubości metalu.
Produkcja obudów elektronicznych wiąże się z zupełnie innymi zagadnieniami. Twój dostawca usług precyzyjnej obróbki musi rozumieć wymagania związane z ekranowaniem przed zakłóceniami elektromagnetycznymi (EMI), potrzeby zarządzania ciepłem oraz wymagania integracji montażowej z płytami obwodów drukowanych i złączkami. Obudowy ekranujące służące do tłumienia komponentów działają w zakresie częstotliwości od kilku herców do ponad 50 GHz – wybór odpowiedniego metalu ma bezpośredni wpływ na skuteczność ekranowania.
W zastosowaniach elektronicznych dobór materiału staje się szczególnie subtelny:
- Ekranowanie niskoczęstotliwościowe (poniżej 15 MHz): Metale ferromagnetyczne, takie jak stal, zapewniają najlepsze tłumienie dzięki efektom związанныm z masą materiału.
- Ekranowanie wysokiej częstotliwości (powyżej 15 MHz): Przewodność staje się dominującym czynnikiem; stopy miedzi oraz aluminium wykazują dobre właściwości ekranujące
- Zastosowania lutowalne: Mosiądz niklowy (55% miedzi, 27% cynku, 18% niklu) zapewnia naturalną lutowalność bez konieczności nanoszenia powłoki
Zastosowania w systemach wentylacji, klimatyzacji i ogrzewania (HVAC) oraz w maszynach przemysłowych
Wykonywanie elementów systemów HVAC może wydawać się mniej wymagające niż prace związane z przemysłem lotniczym lub medycznym – jednak różnice w wymaganiach nie oznaczają niższych standardów jakości. Kanały wentylacyjne, obudowy, przegrody regulacyjne oraz obudowy urządzeń muszą działać niezawodnie przez dziesięciolecia, odporność na korozję, zachowanie integralności konstrukcyjnej pod wpływem cykli termicznych oraz spełnianie wymogów przepisów budowlanych.
Elementy maszyn przemysłowych funkcjonują w własnym, wymagającym środowisku: są narażone na działanie olejów, środków chłodzących, wibracji oraz naprężeń mechanicznych. Precyzyjne wykonywanie tych elementów kładzie nacisk na trwałość i łatwość serwisowania, a także na dokładność wymiarową.
Porównanie wymagań branżowych
Zrozumienie, w jaki sposób wymagania różnią się w poszczególnych sektorach, pozwala ocenić, czy doświadczenie producenta elementów z blachy odpowiada Państwa potrzebom:
| Branża | Typowe komponenty | Wymagania tolerancyjne | Powszechne materiały |
|---|---|---|---|
| Motoryzacyjny | Uchwyty podwozia, osłony cieplne, płyty montażowe, wzmocnienia konstrukcyjne | ±0,1 mm do ±0,25 mm | Stal o wysokiej wytrzymałości i niskiej zawartości stopów (HSLA), stopy aluminium, stal nierdzewna |
| Aeronautyka i kosmonautyka | Panele kadłuba, konstrukcje skrzydeł, uchwyty silników, powierzchnie sterujące | ±0,05 mm do ±0,15 mm | Stopy aluminium, tytan, stal o wysokiej wytrzymałości |
| Sprzęt medyczny | Instrumenty chirurgiczne, obudowy urządzeń, ramy sprzętu diagnostycznego, elementy implantów | ±0,025 mm do ±0,1 mm | stal nierdzewna 316L, tytan, stopy niklu |
| Elektronika | Osłony przed interferencjami elektromagnetycznymi/radiowymi (EMI/RFI), obudowy, szkielety, chłodniki, złącza | ±0,1 mm do ±0,2 mm | Aluminium, stopy miedzi, miedź niklowa, stal |
| Ogrzewanie, wentylacja i klimatyzacja | Instalacje wentylacyjne, przepustnice, obudowy urządzeń, panele dostępu | ±0,5 mm do ±1,0 mm | Stal ocynkowana, aluminium, stal nierdzewna |
| Maszyny przemysłowe | Ochrony maszyn, panele sterowania, ramy konstrukcyjne, pokrywy | ±0,25 mm do ±0,5 mm | Stal Konstrukcyjna, Nierdzysta Stal, Aluminium |
Zwróć uwagę, jak wymagania dotyczące dopuszczalnych odchyłek stają się znacznie surowsze w miarę przesuwania się od zastosowań przemysłowych w kierunku zastosowań medycznych i lotniczo-kosmicznych. Ten postęp odzwierciedla zarówno funkcjonalne wymagania, jak i skutki awarii — luźno osadzona płytka systemu wentylacji i klimatyzacji powoduje jedynie niewielką utratę efektywności, podczas gdy element lotniczo-kosmiczny niezgodny ze specyfikacją może zagrozić życiu ludzi.
Oceniając wykonawców precyzyjnej blachy, ich doświadczenie branżowe pozwala określić, czy rozumieją one konkretne wymagania Twojego projektu. Zakład posiadający doświadczenie w produkcji elementów systemów wentylacji i klimatyzacji może nie dysponować systemami zapewnienia jakości oraz możliwościami kontroli wymiarowej niezbędnymi w przypadku zastosowań lotniczo-kosmicznych. Z kolei wykonawca specjalizujący się w branży lotniczo-kosmicznej oferuje możliwości, które mogą być nadmiernie zaawansowane — a tym samym niepotrzebnie zwiększać koszty — w przypadku mniej wymagających zastosowań.
Jednak jak upewnić się, że wykonawca rzeczywiście dostarcza jakości, jaką deklaruje? Odpowiedź tkwi w zrozumieniu certyfikatów, procesów kontroli jakości oraz protokołów inspekcyjnych — czym zajmiemy się w kolejnym rozdziale.

Certyfikaty jakości i procesy kontroli jakości
Ocenili Państwo wyposażenie zakładu produkcyjnego, przeanalizowali doświadczenie firmy w danej branży oraz sprawdzili przykładowe elementy. Ale jak rzeczywiście zweryfikować, że spółka z ograniczoną odpowiedzialnością specjalizująca się w precyzyjnej obróbce blachy zapewnia stałą jakość — nie tylko w przypadku prezentacyjnych elementów, ale także w każdej serii produkcyjnej? Odpowiedź tkwi w zrozumieniu ram certyfikacyjnych oraz procesów kontroli jakości, które odróżniają światowej klasy producentów od zakładów, które jedynie deklarują możliwość realizacji precyzyjnej obróbki.
Faktem jest, że certyfikaty to nie tylko logo na stronie internetowej. Każdy standard reprezentuje udokumentowane procesy, potwierdzone kompetencje oraz systemy poddane audytowi przez niezależne strony trzecie, zaprojektowane w celu zagwarantowania określonych wyników jakościowych. Znajomość rzeczywistych wymagań stawianych przez te certyfikaty pozwala dobrać partnera produkcyjnego odpowiedniego dla konkretnych potrzeb Państwa branży.
Zrozumienie certyfikatów i norm branżowych
Przy ocenie dostawców usług metalurgicznych posiadających certyfikat ISO 9001 analizujesz podstawę zarządzania jakością. Ale co tak naprawdę gwarantuje ten certyfikat?
Według Qualityze iSO 9001 to zestaw międzynarodowych standardów określających wymagania dotyczące skutecznego systemu zarządzania jakością (QMS). Organizacje posiadające certyfikat ISO 9001 wykazują zdolność do zapewniania wysokiej jakości produktów i usług w sposób ciągły oraz do spełniania wymagań klientów i obowiązujących przepisów prawnych.
Ponad tę podstawową normę, specjalistyczne certyfikaty odpowiadają na branżowe wymagania:
- ISO 9001:2015: Uniwersalna podstawa zarządzania jakością. Wymaga od organizacji zdefiniowania i stosowania systemu zarządzania jakością, który jest zarówno odpowiedni, jak i skuteczny, a także identyfikowania obszarów wymagających ulepszenia. Certyfikacja jest przeprowadzana przez niezależnych audytorów zewnętrznych i weryfikowana corocznie.
- IATF 16949: Określony przez Międzynarodową Grupę Roboczą ds. Motocykli i Samochodów (International Automotive Task Force), ten standard definiuje wymagania dotyczące systemu zarządzania jakością (QMS) specyficzne dla przemysłu motocyklowego i samochodowego. Producent blachownic zgodny z normą IATF 16949 musi spełniać zarówno wymagania normy IATF 16949, jak i ISO 9001 — co dowodzi wzmocnionych kontroli procesowych, zapobiegania wadom oraz redukcji zmienności i marnotrawstwa w łańcuchu dostaw.
- AS9100: Odpowiednik dla przemysłu lotniczego i kosmicznego — certyfikacja AS9100 dotycząca precyzyjnej obróbki — uwzględnia wyjątkowe wymagania produkcji w sektorach lotnictwa, kosmonautyki i obronności. Zgodnie z Tempco Manufacturing , korzyści wynikające z certyfikacji AS9100D:2016 obejmują rygorystyczne wymagania dokumentacyjne, protokoły śledzenia oraz kontrole jakości zgodne z oczekiwaniami branży lotniczej.
- ISO 13485:2016: Ta norma dotycząca produkcji wyrobów medycznych pozwala ostatecznie producentom praktycznie przedstawić swoje praktyki zarządzania jakością, jednocześnie chroniąc konsumentów przed wyrobami medycznymi, które nie spełniają surowych wymagań jakościowych.
Dlaczego ta warstwowa struktura certyfikacji ma znaczenie dla Państwa projektów? Każdy standard nakłada dodatkowe wymagania na podstawę stanowiącą norma ISO 9001. Producent metalowy posiadający jedynie certyfikat ISO 9001 może nie dysponować specjalistycznymi procesami wymaganymi w zastosowaniach motocyklowych lub lotniczych. Z kolei zakład certyfikowany zgodnie z normą AS9100 oferuje możliwości zweryfikowane w najbardziej wymagających środowiskach produkcyjnych.
Punkty kontroli jakości zapewniające precyzję
Certyfikaty ustalają ramy działania – ale co tak naprawdę dzieje się na linii produkcyjnej? Kontrola jakości w zakresie obróbki metali obejmuje konkretne metody inspekcji, narzędzia pomiarowe oraz praktyki dokumentacyjne pozwalające zweryfikować, czy każdy element spełnia określone wymagania.
Według IPQC części z blachy muszą spełniać ścisłe tolerancje wymiarowe, aby prawidłowo funkcjonować w przeznaczonych do nich zastosowaniach. Najczęściej kontrolowanymi wymiarami są: grubość, płaskość, średnice otworów, kąty gięcia oraz stan krawędzi. Nowoczesne narzędzia pomiarowe pozwalają wykrywać odchylenia nawet o kilka mikrometrów, zapewniając zgodność z rysunkami konstrukcyjnymi.
Metody kontroli stosowane przez producentów skupionych na jakości obejmują:
- Weryfikacja wymiarów: Sprawdzanie kluczowych wymiarów, takich jak grubość, długość, szerokość, średnice otworów oraz kąty gięcia — przy użyciu bezpośrednich pomiarów połączonych z analizą porównawczą względem modeli CAD
- Analiza jakości powierzchni: Ocenę jakości powierzchni w celu wykrycia zadrapań, wgnieceń, wgłębień lub innych wad — od oceny wizualnej po zautomatyzowane skanowanie optyczne
- Ocena tolerancji geometrycznych: Weryfikacja tolerancji kształtu i położenia, w tym płaskości, prostoliniowości, okrągłości oraz równoległości z precyzją na poziomie mikronów
Narzędzia pomiarowe umożliwiające tę weryfikację obejmują:
- Maszyny pomiarowe współrzędnościowe (CMM): Precyzyjne instrumenty wykorzystujące sondy dotykowe do zbierania trójwymiarowych danych współrzędnych z części, zdolne do pomiaru złożonych geometrii z dokładnością na poziomie mikronów
- Skanery laserowe: Urządzenia bezkontaktowe pozyskujące pełne dane powierzchniowe poprzez projektowanie linii laserowych na części — idealne do powierzchni swobodnych i materiałów elastycznych
- Komparatory optyczne: Projektują powiększone profile części na ekranach z nakładkowymi szablonami umożliwiającymi szybką wizualną kontrolę dwuwymiarowych konturów, układów otworów oraz warunków krawędzi
- Zautomatyzowane systemy wizyjne: Systemy inspekcyjne oparte na kamerach, porównujące części do cyfrowych szablonów, zapewniające rozwiązania o wysokiej prędkości do kontroli jakości na liniach produkcyjnych
- Mierniki chropowatości powierzchni: Specjalistyczne instrumenty służące do ilościowego określania chropowatości powierzchni przy użyciu styku diamentowego lub metod optycznych
Co odróżnia wystarczającą kontrolę od wyczerpującej kontroli jakości? Integracja i dokumentacja. Jak zauważają eksperci branżowi, współczesna kontrola blachy nie działa izolowanie – jest zintegrowana z całym procesem produkcyjnym. Pomiar w trakcie procesu dostarcza sprzętom produkcyjnym informacji zwrotnej w czasie rzeczywistym, umożliwiając natychmiastowe korekty. Oprogramowanie do statystycznej kontroli procesu (SPC) analizuje dane pomiarowe, aby identyfikować trendy i zapobiegać wadom jeszcze przed ich wystąpieniem.
Zautomatyzowane systemy raportowania generują certyfikaty kontroli oraz dokumentację jakości, redukując ilość papierowej dokumentacji i zapewniając śledzalność. Chmurowe systemy zarządzania jakością umożliwiają dostęp do danych kontroli w wielu zakładach jednocześnie, wspierając globalne standardy jakości oraz ułatwiając przeprowadzanie audytów.
Gdy otrzymujesz komponenty od certyfikowanego dostawcy precyzyjnych wyrobów blacharskich, należy oczekiwać dokumentacji towarzyszącej: certyfikatów materiałów potwierdzających skład stopu, protokołów kontroli przedstawiających wyniki weryfikacji wymiarowej oraz oświadczeń zgodności wiążących gotowe części ze stosownymi normami. Ślad dokumentacyjny nie jest biurokracją – stanowi on gwarancję, że każdy komponent spełnia określone wymagania oraz zapewnia śledzalność w przypadku pojawienia się w przyszłości jakichkolwiek pytań.
Zrozumienie certyfikatów i procesów zapewniania jakości daje Ci wiedzę niezbędną do obiektywnej oceny dostawców wyrobów blacharskich. Jednak znajomość tego, na co należy zwracać uwagę, to tylko część równania – potrzebujesz również praktycznych strategii porównywania potencjalnych partnerów oraz identyfikowania odpowiedniego partnera spełniającego Twoje konkretne wymagania.
Jak ocenić partnera z zakresu precyzyjnej produkcji blacharskiej
Wiesz, co oznacza precyzyjna obróbka metalu, które technologie zapewniają pożądane rezultaty oraz jakie certyfikaty rzeczywiście gwarantują wysoką jakość. Teraz nadchodzi praktyczne wyzwanie: jak wybrać odpowiednią firmę zajmującą się obróbką metalu spośród dziesiątek ofert, z których każda deklaruje podobne kompetencje? Różnica między udaną współpracą a kosztownymi problemami często zależy od zadawania właściwych pytań — oraz od umiejętności interpretowania otrzymywanych odpowiedzi.
Wybór dostawcy usług cięcia i gięcia blach nie jest jedynie decyzją zakupową. Zgodnie z informacjami firmy TMCO jest to długoterminowa inwestycja w wydajność i niezawodność Twoich produktów. Prawidłowy partner zapewni wsparcie inżynierskie, nowoczesne technologie, solidne systemy zapewnienia jakości oraz podejście oparte na współpracy, które przynosi wartość dodatkową wykraczającą poza sam metal.
Przeanalizujmy kryteria wyboru partnera w zakresie precyzyjnej obróbki metalu, które pozwalają odróżnić wyjątkowych dostawców od tych, którzy jedynie realizują zamówienia.
Istotne pytania, które należy zadać potencjalnym partnerom od obróbki metalu
Zanim złożysz zapytania ofertowe, musisz upewnić się, czy producent może rzeczywiście spełnić wymagania Twojego projektu. Poniższe pytania ujawniają umiejętności, których nie znajdziesz na stronach internetowych ani w broszurach marketingowych.
O doświadczeniu i wiedzy branżowej:
- Jak długo zajmujecie się wykonywaniem złożonych elementów metalowych – oraz czy możecie przedstawić przykłady realizacji podobnych zastosowań?
- Czy macie doświadczenie w mojej konkretnej branży i jakie normy lub przepisy regulują Waszą działalność?
- Czy możecie podać dane kontaktowe klientów z porównywalnymi wymaganiami?
Jak zauważają eksperci branżowi, doświadczeni producenci niestandardowych elementów metalowych znają różnice między poszczególnymi metalami – takimi jak aluminium, stal nierdzewna, stal węglowa oraz stopy specjalne – oraz sposób ich zachowania podczas cięcia, gięcia i spawania. Wiedzą również, jak normy branżowe wpływają na dopuszczalne odchylenia, powierzchnie końcowe i kontrole jakości.
O możliwościach wewnętrznych:
- Które procesy wykonujecie we własnym zakresie, a które zlecamy zewnętrznym podmiotom? Co dzieje się, gdy prace są zlecane podwykonawcom?
- Jakie technologie cięcia wykorzystujecie — laser, plazma, strumień wody?
- Czy oferujecie usługi wykańczania, takie jak lakierowanie proszkowe, anodowanie lub pokrywanie powłokami?
- Czy możecie wykonywać montaż i integrację, czy komponenty są wysyłane osobno?
Nie wszystkie warsztaty metalowe oferują ten sam poziom możliwości. Niektóre z nich jedynie tną metal, podczas gdy inne zlecają na zewnątrz obróbkę skrawaniem, wykańczanie lub montaż — co może prowadzić do opóźnień, luk w komunikacji oraz niejednolitości jakości. Pełne usługi zapewniane przez zintegrowane zakłady umożliwiają przeprowadzenie całego procesu w jednym miejscu, zapewniając ścisłą kontrolę nad produkcją oraz krótsze czasy realizacji.
Wsparcie inżynierskie:
- Czy przed rozpoczęciem produkcji oferujecie analizę projektu pod kątem jego wykonalności produkcyjnej (DFM)?
- Czy Wasi inżynierowie mogą polecić zastępcze materiały lub modyfikacje konstrukcji pozwalające obniżyć koszty bez utraty wydajności?
- W jakich formatach plików CAD przyjmujecie dokumentację i czy możecie pracować na podstawie niekompletnych rysunków, jeśli będzie to konieczne?
- Czy oferujecie usługi prototypowania w celu zweryfikowania projektów przed pełną produkcją?
Pomyślne wytwarzanie nie zaczyna się od maszyny — zaczyna się od inżynierii. Niezawodny producent będzie współpracować z Tobą już na wczesnym etapie procesu, przeglądając rysunki, pliki CAD, tolerancje i wymagania funkcjonalne.
Czerwone flagi i zielone światła w ocenie dostawców
Ponadto pytania bezpośrednie, zwracaj uwagę na sygnały behawioralne w trakcie procesu zaproszenia do złożenia oferty (RFQ) dotyczących obróbki metali. Sposób, w jaki firma reaguje na zapytania, często przewiduje sposób, w jaki będzie realizować Twoje zamówienia produkcyjne.
Zielone światła — cechy jakościowego partnera:
- Szybka komunikacja: Zgodnie z informacjami firmy York Sheet Metal, gdy dzwonisz lub wysyłasz e-mail do swojego dostawcy, istotne są czas oraz jakość odpowiedzi. Jakościowy partner odpowiada na zapytania szybko i udziela rzeczowych odpowiedzi — nie ogólnikowych potwierdzeń otrzymania.
- Proaktywne identyfikowanie problemów: Przed przygotowaniem oferty sprawdzają Twoje rysunki i wskazują potencjalne problemy związane z możliwością ich wytworzenia. Wczesna współpraca tego typu pozwala uniknąć kosztownych niespodzianek w trakcie produkcji.
- Realistyczne terminy realizacji: Naprawdę kluczowe jest to, aby dostawcy dotrzymywali ustalonych terminów. Czasem chcesz, aby Twój dostawca kwestionował Twoje terminy końcowe, jeśli nie będzie w stanie ich spełnić. Otwartość i zaufanie w tej kwestii stanowią podstawę każdej dobrej relacji między dostawcą a klientem.
- Gotowość do podjęcia wyzwań: Prawdziwe partnerstwo wymaga zarówno zaufania, jak i gotowości do podejmowania ryzyka. Rozwijanie swojej działalności oznacza wprowadzanie nowych materiałów lub technologii — znajdź dostawcę gotowego do innowacji wraz z tobą.
- Odpowiedzialność za błędy: Gdy coś nie przebiega zgodnie z planem, czy twój wykonawca bierze na siebie odpowiedzialność i działa w celu poprawy? Odpowiedzialność stanowi podstawę zaufania, która leży u podstaw każdej silnej relacji.
Czerwone flagi — ostrzegawcze sygnały, na które należy zwrócić uwagę:
- Niejasne odpowiedzi dotyczące możliwości: Jeśli nie potrafi jasno wyjaśnić swojego sprzętu, dopuszczalnych odchyłek ani procesów, może brakować mu kompetencji niezbędnych do realizacji Twojego projektu
- Brak pytań dotyczących Twojego zastosowania: Dostawca precyzyjnych elementów powinien dążyć do zrozumienia, w jaki sposób będą wykorzystywane Twoje komponenty — a nie jedynie mechanicznie realizować rysunki techniczne
- Agresywna cena bez uzasadnienia: Zdaniem ekspertów ds. łańcucha dostaw, kwota podana na dole oferty nie opisuje całej sytuacji. Jeśli cena wydaje się zbyt atrakcyjna, aby mogła być prawdziwa, należy dokładniej zbadać sprawę — czy firma pomija etapy kontroli jakości, stosuje gorszej jakości materiały lub planuje zewnętrzne zlecenie kluczowych operacji?
- Odporność na wizyty w zakładzie lub połączenia kontrolne: Zaufani wykonawcy przyjmują kontrole z otwartością; ci, którzy ukrywają problemy, unikają ich
- Brakujące lub przeterminowane certyfikaty: Certyfikaty wygasają; w przypadku projektów wymagających zgodności należy bezpośrednio zweryfikować ich aktualność i zakres u organów wydających
Kluczowa rola wsparcia DFM
Projektowanie z myślą o możliwościach produkcyjnych (DFM) to nie tylko techniczny żargon inżynierski – często stanowi różnicę między opłacalną produkcją a korektami niszczącymi budżet. Oceniając, jak wybrać firmę zajmującą się obróbką metali, należy stawiać na te, które oferują rzeczywistą konsultację DFM.
Jak wygląda skuteczne wsparcie DFM w praktyce?
- Optymalizacja materiału: Zalecanie zmian grubości blachy lub zastępczych stopów, które zachowują wymaganą wydajność przy jednoczesnym obniżeniu kosztów
- Konsultacja dotycząca dopuszczalnych odchyłek: Określanie miejsc, w których ścisłe dopuszczalne odchyłki są rzeczywiście niezbędne, oraz tych, gdzie luźniejsze specyfikacje pozwalają zaoszczędzić bez wpływu na funkcjonalność
- Doskonalenie projektu: Proponowanie modyfikacji promienia gięcia, dostosowania położenia otworów lub scalania cech konstrukcyjnych w celu uproszczenia procesu obróbki
- Efektywność rozmieszczenia elementów: Przegląd projektów w celu maksymalizacji wykorzystania materiału i minimalizacji odpadów
Jak wyjaśnia JC Metalworks, inżynierowie zajmujący się inżynierią wartości nie tylko wykonują elementy — współpracują z Państwem w celu zoptymalizowania projektów pod kątem możliwości ich produkcji, co może prowadzić do obniżenia kosztów oraz poprawy efektywności produkcji.
Ocena czasu realizacji i skalowalności
Idealny partner musi spełniać zarówno obecne potrzeby, jak i wspierać przyszły rozwój. Oceń, czy wytwórca jest w stanie zwiększyć produkcję od prototypów do pełnej serii produkcyjnej bez utraty jakości.
Główne kwestie do rozważenia to:
- Czas otrzymania wyceny: Jak szybko mogą zaproponować dokładne wyceny? Szybka i zwięzła procedura przygotowywania ofert świadczy o skuteczności działania.
- Możliwości prototypowania: Czy są w stanie wykonać części weryfikacyjne w ciągu kilku dni zamiast tygodni?
- Elastyczność produkcji: Czy dysponują odpowiednim wyposażeniem umożliwiającym realizację zarówno małoseryjnych zamówień niestandardowych, jak i wysokoseryjnej produkcji w przypadku wzrostu popytu?
- Przejrzystość komunikacji: Czy zapewnią jasne harmonogramy, regularne aktualizacje postępu projektu oraz realistyczne oczekiwania na wszystkich etapach produkcji?
Przejrzysta komunikacja ma takie samo znaczenie dla zdolności do szybkiej reakcji. Niezawodny wykonawca zapewnia jasne harmonogramy i utrzymuje projekt w zgodzie z założeniami na każdym etapie — od początku do końca. Skuteczna komunikacja zapobiega kosztownym niespodziankom.
Posiadając te kryteria oceny, jesteś gotowy do wybrania partnerów wykonawczych, którzy rzeczywiście zapewniają precyzję, a nie tylko o nią twierdzą. Jednak nawet najlepsza współpraca z wykonawcą staje się jeszcze głębsza, gdy oferuje on kompleksową pomoc inżynierską — wspierając optymalizację Twoich projektów jeszcze przed rozpoczęciem produkcji.
Wsparcie inżynierskie oraz usługi optymalizacji projektu
Wybrałeś już partnera wykonawczego posiadającego odpowiednie wyposażenie i certyfikaty. Ale istnieje jedno pytanie, które rozgranicza dobrą współpracę od wyjątkowej: czy Twój wykonawca po prostu realizuje Twoje projekty, czy aktywnie pomaga je optymalizować? Różnica ta często decyduje o tym, czy projekt zostanie zrealizowany zgodnie z budżetem — czy też doprowadzi do kosztownych poprawek i opóźnień w produkcji.
Zgodnie z badaniami produkcyjnymi firmy Fictiv projekt produktu determinuje około 80% kosztów produkcji. Choć rzeczywistość jest bardziej złożona, podstawowa zasada pozostaje prawdziwa: po finalizacji projektu inżynierowie mają znacznie mniejszą elastyczność w zakresie obniżenia kosztów lub uproszczenia produkcji. Dlatego właśnie wsparcie DFM (projektowanie z myślą o wykonalności) w zakresie obróbki metali ma tak duże znaczenie – pozwala wykryć czynniki wpływające na koszty jeszcze przed ich zakorzenieniem w procesie produkcyjnym.
Wiodący dostawcy usług precyzyjnej obróbki metali działają jako rozszerzenie Waszego działu inżynieryjnego, zapewniając wiedzę produkcyjną, której najczęściej brakuje zespołom projektowym. Przyjrzyjmy się, jak to podejście współpracy przekształca osiągane rezultaty.
Wartość wsparcia w zakresie projektowania z myślą o wykonalności (DFM)
Co dokładnie dzieje się podczas analizy DFM? To więcej niż powierzchowna weryfikacja rysunków. Skuteczne wsparcie DFM w zakresie blachownictwa obejmuje systematyczną ocenę projektu pod wieloma względami.
Jako Dalsin Industries objaśnia, że usługi wspierające inżynierię i produkcję obejmują projektowanie DFM (projektowanie z myślą o wytwarzaniu i wykonalności produkcyjnej), projektowanie z myślą o możliwościach redukcji kosztów oraz optymalnych rozwiązaniach kosztowych oraz projektowanie z myślą o optymalizacji, niezawodności i łatwości konserwacji. To kompleksowe podejście uwzględnia łatwość montażu, techniki wytwarzania oraz zaawansowane metody produkcji na każdym etapie procesu projektowania.
Główne elementy profesjonalnego wsparcia DFM obejmują:
- Optymalizacja tolerancji: Identyfikację miejsc, w których ścisłe tolerancje rzeczywiście wpływają na funkcjonalność, a także miejsc, gdzie luzowne specyfikacje zmniejszają czas obróbki i wymagania kontrolne bez utraty wydajności
- Wskazówki dotyczące doboru materiału: Zalecanie stopów, które zapewniają równowagę między wymaganiami funkcjonalnymi a możliwością przetwarzania oraz kosztami — czasem proponując standardowe gatunki, które skracają czasy realizacji
- Udoskonalanie geometrii: Wskazywanie cech utrudniających wytwarzanie — np. ostrych narożników wewnętrznych wymagających operacji wtórnych, cienkich, niestabilnych ścianek podatnych na odkształcenia lub promieni gięcia narażonych na pęknięcie
- Zgodność procesów: Zapewnienie zgodności projektów z dostępnymi możliwościami produkcyjnymi, co zapobiega kosztownym niespodziankom na etapie rozpoczęcia produkcji
Zgodnie z najlepszymi praktykami DFM jednym z największych błędów jest określanie tolerancji ścislejszych niż to konieczne. Choć jest to niezbędne w obszarach takich jak powierzchnie styku, elementy uszczelniające lub punkty pozycjonowania, nadmierne zawężanie tolerancji w innych miejscach wydłuża czas obróbki, zwiększa koszty oraz liczbę etapów kontroli jakości — co potencjalnie wymaga użycia bardziej precyzyjnego sprzętu pomiarowego i prowadzi do wyższej liczby odrzucanych części, które mimo to funkcjonowałyby prawidłowo.
Aby DFM było najskuteczniejsze, należy je wdrożyć na najwcześniejszych etapach rozwoju produktu, znacznie przed rozpoczęciem prac związanych z budową narzędzi lub produkcją. Wymaga to ścisłej współpracy między inżynierami, projektantami, producentami, dostawcami materiałów, a nawet budowniczymi narzędzi i tokarzami.
Inżynieria wspólnotowa zmniejszająca koszty
Wyobraź sobie, że zaprojektowałeś element, który wygląda idealnie w oprogramowaniu CAD. Twój partner produkcyjny przegląda go i zauważa trzy problemy: wewnętrzny narożnik wymagający kosztownego obróbki metodą EDM, tolerancję, której sprawdzenie zajmuje dwa razy więcej czasu, oraz specyfikację materiału wydłużającą czas realizacji zamówienia o trzy tygodnie. Bez inżynierii wspólnej odkryłbyś te problemy dopiero po wykonaniu narzędzi lub rozpoczęciu produkcji — w momencie, gdy wprowadzenie zmian kosztuje dziesięć razy więcej.
Zgodnie z Northstar Metal skuteczna współpraca umożliwia wymianę pomysłów i dzielenie się wiedzą, co prowadzi do innowacyjnych rozwiązań oraz poprawy dokładności projektowania. Wykorzystując specjalistyczną wiedzę i doświadczenie każdego członka zespołu, złożone projekty blachownicze można realizować w sposób efektywny.
Optymalizacja kosztów produkcji metalowych dzięki inżynierii wspólnej przynosi mierzalne korzyści:
- Obniżone koszty produkcji: Optymalizacja projektów części w celu efektywnej produkcji zwiększa rentowność i umożliwia konkurencyjne cenowanie
- Przyspieszony Czas Wejścia na Rynek: Identyfikacja i rozwiązywanie problemów projektowych na wczesnych etapach pozwala uniknąć opóźnień w produkcji spowodowanych nieprzewidzianymi trudnościami
- Zminimalizowane wymagania dotyczące narzędzi: Dostosowanie projektów do dostępnych możliwości produkcyjnych może zmniejszyć lub całkowicie wyeliminować potrzebę stosowania niestandardowych narzędzi lub złożonych przyrządów montażowych
- Poprawa spójności jakości: Projektowanie części łatwiejszych w produkcji zapewnia stałą jakość, co przekłada się na wyższe wskaźniki wydajności i mniejszą zmienność parametrów
- Bezproblemowa skalowalność: Produkty zaprojektowane z wykorzystaniem standardowych komponentów oraz z uwzględnieniem ograniczeń związanych z masową produkcją mogą być szybko wdrażane w większej skali bez utraty jakości
Współczesni producenci wykorzystują zaawansowane narzędzia, aby efektywnie zapewnić te korzyści. Symulacje oparte na sztucznej inteligencji oraz narzędzia do wirtualnego prototypowania pozwalają inżynierom i producentom na wizualizację oraz testowanie różnych projektów i scenariuszy produkcyjnych jeszcze przed rozpoczęciem rzeczywistej produkcji. To wirtualne środowisko stanowi wspólną platformę do iteracyjnego doskonalenia projektów i udzielania opinii — umożliwia wcześniejsze wykrycie potencjalnych problemów, dzięki czemu zespoły mogą współpracować przy optymalizacji rozwiązań, ograniczając kosztowne prace korekcyjne oraz skracając czas wprowadzania produktów na rynek.
Wsparcie inżynierskie w praktyce: zastosowania motocyklowe
Wartość kompleksowego wsparcia DFM staje się szczególnie widoczna w wymagających branżach, takich jak przemysł motocyklowy. Uchwyty podwozia, elementy zawieszenia oraz złożone zespoły konstrukcyjne wymagają precyzyjnych tolerancji, zweryfikowanych materiałów oraz procesów produkcyjnych, które skutecznie skalują się od prototypów do masowej produkcji.
Weź pod uwagę wyzwanie, przed którym stają inżynierowie motocyklowi: należy szybko zweryfikować nowy projekt komponentu, a następnie przeskalować produkcję do tysięcy sztuk bez pogorszenia jakości. Wymaga to partnera produkcyjnego oferującego zarówno możliwości szybkiego prototypowania, jak i infrastrukturę gotową do seryjnej produkcji.
Firmy takie jak Shaoyi (Ningbo) Metal Technology przykładem takiego zintegrowanego podejścia są usługi oferowane przez tę firmę, obejmujące szybkie prototypowanie w ciągu 5 dni oraz zdolności do zautomatyzowanej masowej produkcji. Kompleksowa obsługa inżynierska DFM (Design for Manufacturability) wspiera inżynierów motocyklowych w optymalizacji projektów jeszcze przed podjęciem decyzji o produkcji, natomiast certyfikat IATF 16949 gwarantuje systemy zapewnienia jakości zgodne z wymaganiami branży motocyklowej. Funkcje takie jak przygotowanie oferty cenowej w ciągu 12 godzin umożliwiają szybsze podejmowanie decyzji w trakcie cykli rozwojowych — co ma kluczowe znaczenie, gdy termin wprowadzenia produktu na rynek decyduje o sukcesie konkurencyjnym.
Ta kombinacja współpracy inżynierskiej i zdolności produkcyjnych odzwierciedla to, czego należy szukać w dowolnym partnerze specjalizującym się w precyzyjnej obróbce: nie tylko zdolności produkcyjnych, ale także prawdziwej współpracy przy optymalizacji projektów pod kątem kosztów, jakości oraz możliwości produkcji.
Budowanie skutecznych partnerstw inżynierskich
Jak maksymalizować wartość usług wsparcia inżynierskiego? Kluczem jest wcześniejsze zaangażowanie i otwarta komunikacja.
Zgodnie z opiniami ekspertów branżowych zespoły zarządzające materiałami strategicznymi oraz partnerzy łańcucha dostaw powinni zostać zaangażowani na wczesnym etapie procesu, aby wykorzystać ich wiedzę i doświadczenie w celu usprawnienia komercjalizacji. Wczesne zaangażowanie pozwala uniknąć kosztownego cyklu projektuj–buduj–poprawiaj–przeprojektuj, który utrudnia realizację projektów, w których dane dotyczące produkcji są dostarczane zbyt późno.
Praktyczne kroki zapewniające maksymalną współpracę inżynierską:
- Podziel się kontekstem zastosowania: Wyjaśnij, jak będą działały elementy, jakie obciążenia będą one przenosić oraz które wymiary są rzeczywiście kluczowe – w przeciwieństwie do tych, które można złagodzić
- Podaj pełny zamiar projektowy: Dołącz rysunki złożeniowe, analizy narastania tolerancji oraz wymagania funkcjonalne wraz z rysunkami poszczególnych części
- Zażądaj zaleceń dotyczących materiałów: Zapytaj, z jakimi stopami pracuje regularnie Twój wykonawca i czy alternatywne materiały mogłyby obniżyć koszty lub skrócić czas realizacji
- Omów prognozy objętości produkcji: Przyszłe ilości produkcji wpływają na decyzje projektowe — cechy dopuszczalne przy 100 sztukach mogą wymagać modyfikacji przy 10 000 sztukach
- Wprowadź pętle informacyjne zwrotne: Utwórz kanały do ciągłej komunikacji, aby spostrzeżenia wynikające z procesu produkcyjnego powracały do zespołu projektowego na każdym etapie cyklu życia projektu
Jak wskazują badania nad współpracą, jasne i otwarte kanały komunikacji zapewniają, że wszyscy uczestnicy projektu rozumieją pożądany rezultat, konkretne wymagania oraz wszelkie wprowadzane zmiany lub dostosowania. Regularne spotkania koordynacyjne, przeglądy projektów oraz pętle natychmiastowej zwrotnej informacji sprzyjają bezproblemowej współpracy, umożliwiając zespołom utrzymanie spójności i szybkie wprowadzanie niezbędnych korekt.
Inwestycja w inżynierię współpracującą przynosi korzyści na całym etapie cyklu życia produktu — nie tylko w zakresie początkowych kosztów produkcji, ale także dzięki zmniejszeniu liczby awarii w użytkowaniu, uproszczeniu obsługi serwisowej oraz projektom, które elastycznie skalują się wraz ze wzrostem popytu. Takie podejście partnerskie zapewnia sukces Twoim projektom już od najwcześniejszych etapów projektowania aż po pełnoskalową produkcję.
Krok naprzód w kierunku precyzyjnej produkcji
Przeszliście przez całą dziedzinę precyzyjnej obróbki blach — od zrozumienia, co czyni obróbkę naprawdę precyzyjną, po ocenę partnerów zdolnych do spełnienia wymagających specyfikacji. Jednak technologia produkcyjna nie stoi w miejscu. Przyszłość precyzyjnej obróbki metali kształtuje się właśnie teraz dzięki postępom technologicznym, które zrewolucjonizują to, co jest możliwe, opłacalne i wydajne.
Zrozumienie kierunku, w jakim zmierza branża, pozwala podejmować mądrzejsze decyzje już dziś — wybierać partnerów i technologie, które będą wspierać Twoje rozwijające się potrzeby, a nie staną się przestarzałe.
Nadchodzące trendy kształtujące precyzyjne wytwarzanie
Co przekształca precyzyjne wytwarzanie w miarę postępującego roku 2025? Zgodnie z badania branżowe automatyzacja nie jest już luksusem – stanowi współczesną konieczność w branży obróbki metali, mającą na celu zoptymalizowanie produkcji i obniżenie kosztów. Inteligentne systemy produkcyjne rewolucjonizują tę branżę poprzez integrację sztucznej inteligencji i robotyki, zapewniając nieosiągalną dotąd precyzję i wydajność.
Zautomatyzowane wytwarzanie elementów z blachy rozwija się dzięki kilku kluczowym technologiom:
- Systemy spawalnicze zrobotyzowane: Wykorzystanie sztucznej inteligencji do wykrywania wad w czasie rzeczywistym pozwala zmniejszać liczbę błędów i minimalizować odpady materiału, zachowując przy tym stałą jakość w przypadku tysięcy jednostek produkcyjnych
- Inteligentne giętarki tłokowe: Zapewnienie precyzyjnych procesów gięcia blachy z automatycznym pomiarem i korektą kąta, co poprawia dokładność pierwszego wyrobu i skraca czasy przygotowania maszyn
- Kontrola jakości wspomagana przez sztuczną inteligencję: Zgodnie z informacjami Makerverse, systemy sterowane sztuczną inteligencją monitorują w czasie rzeczywistym operacje cięcia, gięcia i kształtowania, wykrywając odchylenia lub potencjalne wady jeszcze przed ich wpływem na końcowy produkt
- linie produkcyjne zautomatyzowane 24/7: Umożliwiają krótsze czasy realizacji zamówień oraz zwiększoną moc produkcyjną, pozwalając producentom szybko reagować na zapotrzebowanie klientów i zmiany na rynku
Poza automatyzacją trendy w zakresie precyzyjnej technologii wykrawania obejmują istotne postępy w dziedzinie materiałów i zrównoważonego rozwoju. Analitycy branżowi zauważają, że krajobraz przemysłu metalowego ulega przebudowie pod wpływem zapotrzebowania na zaawansowane materiały oraz rozwiązania dostosowane do indywidualnych potrzeb. Lepsze materiały zapewniają wyższą wydajność, poprawioną funkcjonalność dostosowaną do konkretnych zastosowań oraz wspierają branże wymagające wysokiej precyzji, takie jak lotnictwo i kosmonautyka, motoryzacja oraz urządzenia medyczne.
Innowacje materiałowe napędzające zaawansowane rozwiązania w zakresie obróbki metali obejmują:
- Wysokowytrzymałych stopów aluminium: Zgodnie z badaniami nad procesami wytwarzania te stopy są stosowane w przemyśle motocyklowym i lotniczym, gdzie kluczowe znaczenie ma efektywność masy.
- Stopy stali odporno na korozję: Idealne do zastosowań w budownictwie, infrastrukturze oraz w środowisku morskim, gdzie ekspozycja na czynniki środowiskowe wymaga wyjątkowej trwałości.
- Zaawansowane kompozyty i materiały hybrydowe: Umożliwiają producentom wytwarzanie elementów spełniających określone wymagania dotyczące wydajności przy większej elastyczności projektowej.
Wdrażanie zasad Przemysłu 4.0 nadal przekształca operacje precyzyjnego wytwarzania. Zgodnie z analizą EVS Metal, Przemysł 4.0 przeszedł od stanowiska konkurencyjnej przewagi do pozycji konieczności konkurencyjnej. Producentom działającym bez podejścia opartego na danych, utrzymania zapobiegawczego oraz optymalizacji procesów rośnie coraz trudniej konkurować pod względem kosztów, jakości i terminowości dostaw.
Generatywna sztuczna inteligencja stanowi zapewne najważniejszy z ostatnich osiągnięć. Modele sztucznej inteligencji analizują teraz historię produkcji i proponują zmiany pozwalające skrócić czas cyklu, poprawić jakość oraz zminimalizować odpady — sugerując m.in. korektę parametrów, zmiany narzędzi lub modyfikacje przepływu pracy na podstawie wzorców występujących w porównywalnych zleceniach.
Kolejny krok ku produkcji wysokiej jakości
W trakcie lektury tego przewodnika zdobyłeś kompleksową wiedzę na temat precyzyjnej obróbki blach – od podstaw technicznych po strategie oceny potencjalnych partnerów. Poniżej przedstawiamy najważniejsze punkty, które warto zapamiętać przy realizacji swoich projektów produkcyjnych:
- Precyzja ma znaczenie: Różnica między tolerancjami ±0,005 cala a ±1/16 cala decyduje o tym, czy Twoje komponenty prawidłowo się montują, funkcjonują i spełniają swoje zadania – szczególnie w zastosowaniach lotniczych, medycznych oraz motocyklowych i samochodowych
- Wybór technologii determinuje osiągane rezultaty: Dobór odpowiedniej metody cięcia (laser, plazma, wodne strumienie) do rodzaju materiału, jego grubości oraz wymaganych tolerancji zapobiega kosztownym rozbieżnościom między zamierzeniem projektowym a rzeczywistością produkcyjną
- Systemy zapewnienia jakości nie są opcjonalne: Certyfikaty takie jak ISO 9001, IATF 16949 i AS9100 stanowią potwierdzone kompetencje – nie są to jedynie deklaracje marketingowe. Zweryfikuj ważność certyfikatów oraz zrozum, jakie konkretne gwarancje daje każdy ze standardów
- Współpraca inżynierska redukuje koszty: Zaangażowanie partnerów z zakresu obróbki metalu na wczesnym etapie projektowania pozwala wykorzystać ich wiedzę produkcyjną, zapobiegając drogim korektom po rozpoczęciu produkcji
- Skalowalność wymaga planowania: Twój idealny partner powinien obsługiwać całą skalę produkcji – od szybkiego prototypowania po masową produkcję – bez utraty jakości ani elastyczności w realizacji zamówień
- Przejrzystość komunikacji ma znaczenie: Sposób, w jaki potencjalni partnerzy odpowiadają na zapytania, przewiduje sposób, w jaki będą realizować Twoje zamówienia – szybka i proaktywna komunikacja świadczy o doskonałości operacyjnej
Dla czytelników poszukujących specjalistycznych usług precyzyjnej obróbki w kontekście łańcucha dostaw motocyklowego i samochodowego znalezienie odpowiedniego partnera oznacza zidentyfikowanie kompetencji obejmujących cały cykl życia produktu. Szybkie prototypowanie pozwala na szybką weryfikację projektów; certyfikat IATF 16949 gwarantuje systemy zapewnienia jakości zgodne ze standardami motocyklowymi i samochodowymi; kompleksowe wsparcie w zakresie DFM (Design for Manufacturability) optymalizuje komponenty jeszcze przed podjęciem decyzji o produkcji.
Producentów, takich jak Shaoyi (Ningbo) Metal Technology przykładem takiego zintegrowanego podejścia do zastosowań motocyklowych i samochodowych są usługi łączące szybkie prototypowanie w ciągu 5 dni z zautomatyzowaną masową produkcją, systemy zapewnienia jakości certyfikowane zgodnie z normą IATF 16949 oraz czas przygotowania oferty wynoszący zaledwie 12 godzin, co umożliwia ciągłe przyspieszanie cykli rozwojowych. Gdy wymagania dotyczące elementów nadwozia, zawieszenia oraz komponentów konstrukcyjnych stawiają zarazem wysokie wymagania pod względem precyzji i szybkości, takie kompleksowe kompetencje stają się kluczowym kryterium wyboru.
Nie ma znaczenia, czy Twój kolejny projekt obejmuje weryfikację prototypu, produkcję małoseryjną czy masową – zdobyta wiedza pozwala Ci obiektywnie ocenić partnerów wykonawczych: zadawać właściwe pytania, rozpoznawać rzeczywiste kompetencje oraz budować partnerstwa zapewniające bezbłędne elementy – od surowego projektu po końcową dostawę.
Przemysł precyzyjnej obróbki blachy ciągle się rozwija. Partnerzy inwestujący w automatyzację, otwarci na inżynierię współdziałającą oraz utrzymujący rygorystyczne systemy jakości pomogą Ci poradzić sobie z dowolnymi wyzwaniami, które mogą się pojawić. Twoje sukcesy zależą od mądrego wyboru – a teraz dysponujesz ramami, które umożliwiają dokonanie dokładnie takiego wyboru.
Często zadawane pytania dotyczące precyzyjnej obróbki blach
1. Czym jest precyzyjna obróbka blach?
Precyzyjna obróbka blachy to proces wytwarzania elementów i komponentów z blachy zgodnie z bardzo wysokimi wymaganiami dotyczącymi dokładności, zwykle w granicach tolerancji ±0,005 cala do ±0,010 cala (±0,13 mm do ±0,25 mm). Obejmuje on zaawansowane wyposażenie CNC, cięcie laserem, specjalistyczne techniki kształtowania oraz rygorystyczne systemy kontroli jakości. W przeciwieństwie do standardowej obróbki blachy prace precyzyjne wymagają zintegrowanego zarządzania jakością, wiedzy specjalistycznej na temat materiałów – w tym zrozumienia zjawiska odbicia sprężynowego oraz właściwości cieplnych – oraz protokołów inspekcyjnych potwierdzających dokładność wymiarową w przypadku tysięcy jednostek produkcyjnych.
2. Ile kosztuje godzina obróbki metalu?
Koszty wykonywania elementów metalowych wahają się zwykle w przedziale od 70 do 130 USD za godzinę dla lokalnych spawaczy i wykonawców. Jednak precyzyjna obróbka blachy może wiązać się z wyższymi stawkami ze względu na specjalistyczne wyposażenie, ścisłe допусki oraz zaawansowane wymagania dotyczące kontroli jakości. Czynniki wpływające na koszt obejmują rodzaj materiału, stopień skomplikowania projektu, wymagane dopuszczenia, wielkość zamówienia oraz potrzebne usługi wykończeniowe. Wcześniejsze zaangażowanie wykonawców w analizę DFM (Design for Manufacturability) pozwala obniżyć całkowite koszty projektu poprzez zoptymalizowanie projektów jeszcze przed rozpoczęciem produkcji.
3. Czy produkcja blach stalowych to dobry zawód?
Wykonywanie elementów z blachy oferuje satysfakcjonującą ścieżkę kariery z różnorodnymi możliwościami. Ta zawodowa dziedzina łączy umiejętności techniczne z umiejętnością rozwiązywania problemów, umożliwiając postęp od podstawowych czynności cięcia i kształtowania po zaawansowane zadania związane z programowaniem maszyn CNC, kontrolą jakości oraz wspieraniem inżynierskim. Branże takie jak motocyklowa, lotnicza, medyczna i elektroniczna w znacznym stopniu polegają na wykwalifikowanych wykonawcach elementów z blachy. W miarę rozwoju automatyzacji szczególnie poszukiwani są specjaliści, którzy opanowali zarówno tradycyjne metody, jak i nowoczesne technologie, takie jak systemy CAD/CAM czy spawanie robotyczne.
4. Jakie certyfikaty powinienem szukać u dostawcy precyzyjnych elementów z blachy?
Kluczowe certyfikaty zależą od wymagań branżowych. Certyfikat ISO 9001:2015 stanowi podstawę systemów zarządzania jakością. Certyfikat IATF 16949 jest niezbędny w zastosowaniach motocyklowych i motoryzacyjnych, potwierdzając wzmocnione kontrole procesów oraz zapobieganie wadom. Certyfikat AS9100 potwierdza zdolności na poziomie przemysłu lotniczego i kosmicznego, obejmując rygorystyczne protokoły dokumentacji i śledzenia. ISO 13485:2016 dotyczy produkcji wyrobów medycznych. Zawsze sprawdzaj aktualność certyfikatów bezpośrednio u organizacji wystawiających, ponieważ certyfikaty wygasają i muszą być odnowione w ramach audytów przeprowadzanych przez niezależne jednostki.
5. Jak wybrać odpowiednią technologię cięcia do mojego projektu?
Wybór technologii zależy od rodzaju materiału, jego grubości, wymagań dotyczących tolerancji oraz budżetu. Lasery włóknikowe świetnie sprawdzają się przy cięciu cienkich i średnich blach metalowych oraz materiałów odbijających światło, zapewniając dokładność na poziomie ±0,1 mm do ±0,25 mm. Lasery CO₂ nadają się do cięcia materiałów niemetalicznych oraz grubszych materiałów. Cięcie plazmowe jest odpowiednie dla grubszych przewodzących metali, gdy priorytetem jest szybkość, a nie maksymalna precyzja. Cięcie wodą pod dużym ciśnieniem (waterjet) jest idealne dla materiałów wrażliwych na ciepło oraz kompozytów, oferując dokładność porównywalną z laserem bez ryzyka odkształceń termicznych. Skonsultuj się ze swoim partnerem z zakresu obróbki, aby dobrać odpowiednią technologię do konkretnych wymagań Twojego zastosowania.