 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Utlenianie aluminium: Przestań mylić je z rdzą
Dlaczego utlenianie aluminium nie jest tym samym co rdza i dlaczego to się liczy
Co naprawdę oznacza utlenianie aluminium
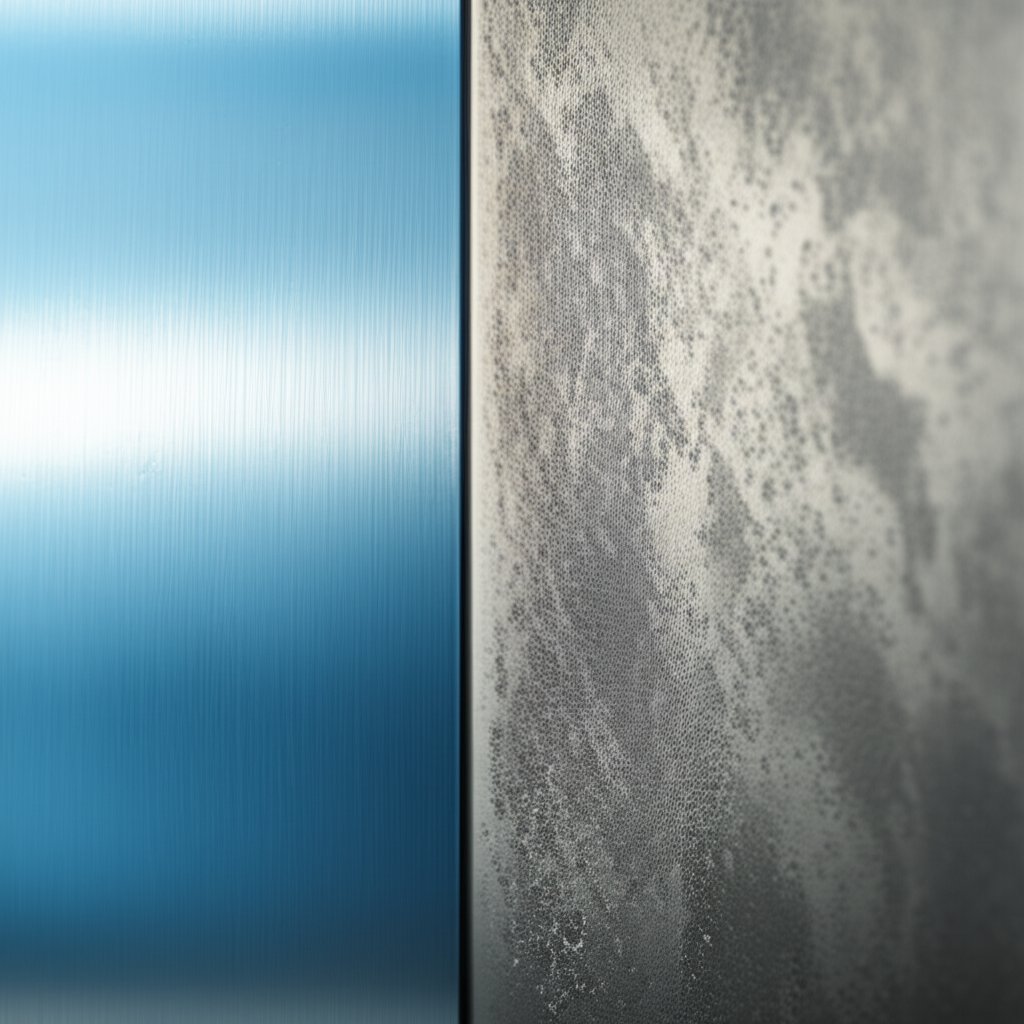
Czy kiedykolwiek zastanawiałeś się, czy aluminium rdzewieje lub czy aluminium może rdzewieć jak stal? Jeśli widziałeś matową, białawą warstwę na częściach aluminiowych i martwiłeś się o rdzę, to nie jesteś sam. Powszechnym zjawiskiem jest zamieszanie związane z utlenianiem aluminium – łatwo zrozumieć dlaczego. W przeciwieństwie do żelaza czy stali, aluminium nie tworzy łuszczącej się, czerwonawobrązowej rdzy, którą kojarzymy z zardzewiałego metalu. Zamiast tego powstaje cienka, niewidoczna warstwa tlenku glinu (Al 2O 3) niemal natychmiast po wystawieniu na działanie powietrza. To właśnie ta pasywna warstwa zapewnia aluminium dobrze znaną odporność na korozję. Czy jednak aluminium jest całkowicie odporne na rdzewienie we wszystkich warunkach? Nie do końca.
Rdza a korozja na aluminium
Rozłóżmy podstawy. Rdza to specyficzna nazwa dla tlenku żelaza, który powstaje, gdy żelazo lub stal reaguje z tlenem i wilgocią. Korozja to ogólny termin odnoszący się do stopniowego rozpadu dowolnego metalu w wyniku reakcji chemicznych z otoczeniem. Oksydacja po prostu oznacza, że metal w reakcji z tlenem. W przypadku aluminium, utlenianie w rzeczywistości chroni metal – w większości przypadków. Proces ten nazywa się pasywacja : samodzielnie tworząca się ochronna warstwa tlenkowa, która chroni podłożony metal przed dalszym atakiem. Jednak gdy ta pasywna warstwa zostanie uszkodzona lub rozpuszczona – przez agresywne chemikalia, wodę morską lub kontakt galwaniczny z innymi metalami – może rozpocząć się korozja, prowadząc do ubytków lub poważniejszych uszkodzeń.
Powszechne mity prowadzące do kosztownych błędów
Warto rozwiać kilka największych pomyłek dotyczących aluminium i rdzy:
- Uważanie, że aluminium "rdzewieje" jak stal (nie rdzewieje – rdza to tlenek żelaza, a nie tlenek glinu).
- Zakładanie, że matowa, biaława powierzchnia zawsze oznacza problem (często jest to ochronna warstwa tlenkowa, a nie szkodliwa korozja).
- Uważanie, że aluminium jest odpornym na rdzę we wszystkich warunkach środowiskowych (chlorek, środowisko alkaliczne i kontakt z różnymi metalami mogą nadal wywoływać korozję).
- Mylenie korozji z rdzą – każda rdza to korozja, ale nie każda korozja to rdza.
- Zaniedbywanie ryzyka powstawania par galwanicznych – aluminium w kontakcie z bardziej szlachetnymi metalami, takimi jak stal nierdzewna, może korodować szybciej we wilgotnych i słonych warunkach.
Aluminium nie tworzy „rdzy” jak stal, ale może korodować w pewnych warunkach – zwłaszcza jeśli jego ochronna warstwa tlenkowa zostanie uszkodzona.
Oto kluczowy fakt: Ta cienka, samogenerująca się warstwa Al 2O 3jest zazwyczaj niewidoczna i ściśle połączona z powierzchnią. Działa jak bariera, zwalniając dalszą utleniację i chroniąc metal poniżej. Gdy jest nietknięta, ta pasywna warstwa jest najlepszym sojusznikiem dla długotrwałych elementów aluminiowych.
Dlaczego ta instrukcja jest ważna
Rozumienie różnicy między rdza kontra utlenianie na aluminium pozwoli Ci zaoszczędzić czas, pieniądze i uniknąć problemów na długo. Ten przewodnik poprowadzi Cię przez:
- Chemię stojącą za pasywną warstwą aluminium i to, co czyni ją tak skuteczną
- Jak różne stopy i środowiska wpływają na ryzyko korozji
- Strategie inspekcji i utrzymania, które zapobiegną kosztownym awariom
- Krok po kroku metody usuwania i czyszczenia utlenienia i korozji
- Kluczowe wskazówki dotyczące bezpieczeństwa i utylizacji odpadów
- Jak wybrać odpowiednią metodę obróbki dla swojego zastosowania
Czy zarządzasz panelami architektonicznymi, elementami wyposażenia morskiego, czy maszynami przemysłowymi – zrozumienie prawdziwej historii stojącej za utlenianiem aluminium pomoże Ci podejmować lepsze decyzje. Gotowy odróżnić mity od faktów? Zanurzmy się i opanujmy naukę oraz praktyczne aspekty aluminium i rdzy, zaczynając od chemii tej kluczowej pasywnej warstwy.

Wyjaśnienie ochronnej pasywnej warstwy w prosty sposób
Jak powstaje w ciągu sekund warstwa tlenkowa aluminium
Gdy pozostawisz świeżo przycięty kawałek aluminium narażony na działanie powietrza, zachodzi coś niezwykłego – w ciągu kilku sekund na powierzchni tworzy się cienka, niewidzialna warstwa tlenku glinu. Zjawisko to znane jest jako pasywacja glinu . Proces ten jest automatyczny i samoregulujący się: z chwilą, gdy warstwa tlenku osiągnie określona grubość, blokuje dalszy dostęp tlenu do metalu znajdującego się pod spodem. Dlatego też aluminium, w przeciwieństwie do żelaza, rzadko wykazuje luźną, rdzawą korozję znaną jako rdza. Zamiast tego metal wydaje się "matowieć", jednak to właśnie tak zwane matowienie aluminium jest w rzeczywistości dowodem na to, że ochronna warstwa spełnia swoja funkcję.
Dlaczego warstwa ta jest samonaprawiająca się, ale nie niezniszczalna
Brzmi to niemal zbyt dobrze, by było prawdziwe? Oto wyjaśnienie naukowe: Warstwa tlenku glinu jest gęsta, silnie związana i może się "naprawiać" w przypadku zarysowania lub zmatowienia. Dopóki obecny jest tlen – nawet w najmniejszych ilościach – każde odsłonięte miejsce zostaje szybko zabezpieczone nowym tlenkiem. Dlatego większość zmatowiałego aluminium powierzchnie pozostają chronione, nawet po niewielkich uszkodzeniach. Ale istnieją granice. Stabilność folii zależy od czynników środowiskowych: w silnie zasadowych warunkach (pH powyżej 9) lub w obecności agresywnych chlorków (takich jak sól drogowa czy woda morska), tlenek może ulec rozpuszczeniu lub stanie się porowaty, otwierając drogę do rzeczywistej korozji aluminium [DST Chemicals] .
Naturalna warstwa tlenkowa na aluminium działa jako bariera, chroniąc metal znajdujący się pod nią przed dalszym działaniem — chyba że surowe warunki ją zniszczą.
| Kondycji | Wygląd | Poziom Ryzyka | Czynniki wywołujące |
|---|---|---|---|
| Warstwa pasywna nienaruszona | Gładka, matowa szara lub srebrna; brak ubytków | Niski | Suche powietrze, łagodna wilgoć |
| Warstwa pasywna naruszona | Biały proszek, ubytki lub ciemne plamy | Wysoki | Sól, wysokie pH, szczeliny, różne metale |
Gdy warstwa ochronna ulega degradacji
- Chlorki: Woda z solą lub sole przeciwguzowujące mogą przenikać i zakłócać warstwę tlenkową, powodując korozję wżerową.
- Środowiska alkaliczne: Przy pH powyżej 9 warstwa ochronna ulega rozpuszczeniu, odsłaniając metal bazowy.
- Szczeliny i osady: Zatrzymana wilgoć i zanieczyszczenia w złączach lub pod osadami mogą lokalnie niszczyć warstwę ochronną.
- Różnorodne metale: Kontakt z bardziej szlachetnymi metalami (takimi jak miedź czy stal nierdzewna) w obecności wilgoci może przyspieszyć korozję poprzez korozję galwaniczną.
Więc, czy aluminium będzie się czernieć tak — ale to zazwyczaj tylko warstwa tlenkowa w akcji. Aluminium rdzewieje tylko w takim sensie, że może korodować, ale nigdy nie tworzy tradycyjnej rdzy. Zamiast tego zauważysz proszkowaty biały lub szary osad, lub miejscowe ubytki, jeśli warstwa pasywna zostanie utracona.
Pudełko techniczne: Chemia stojąca za barierą
- Naturalny tlenek jest głównie Al 2O 3(tlenek glinu), który tworzy się natychmiast w powietrzu.
- Najnowsze badania pokazują, że warstwa pasywacyjna jest dwuwarstwowa: wewnętrzna amorficzna Al 2O 3(stabilna) i zewnętrzna krystaliczna wodorotlenek glinu (mniej stabilna) [Tribonet] .
- Typowa grubość wynosi zaledwie kilka nanometrów, ale jest gęsta i przylegająca.
- The liczba utlenienia glinu w Al 2O 3wynosi +3, co czyni tlenek chemicznie stabilnym i trudnym do zaatakowania przez większość środowisk.
Warto zaznaczyć: Pasywacja glinu to powód, dla którego większość aluminiowych elementów architektonicznych, samochodowych i okrętowych wytrzymuje wiele lat z minimalnymi widocznych zmianami. Jednak jeśli zauważysz biały proszek, głębokie wgłębienia lub ciemne plamy, nadszedł czas na zbadanie – są to oznaki, że warstwa ochronna zawiodła i prawdziwa korozji aluminium korozja jest w toku.
Teraz, gdy już rozumiesz, jak działa warstwa pasywna – oraz co może ją osłabić – przyjrzyjmy się, jak różne stopy i zespoły z różnorodnych metali wpływają na odporność na korozję w praktyce.
Stopy, Powłoki i Pułapki Galwaniczne, które musisz znać
Serie stopowe na pierwszy rzut oka: dlaczego wybór ma znaczenie
Wyobraź sobie, że dobierasz aluminium do projektu narażonego na działanie czynników atmosferycznych. Czy wybierasz po prostu dowolny stop, czy też decyzja ta rzeczywiście wpływa na jego trwałość? Odpowiedź jest jasna: nie wszystkie stopy aluminium są jednakowe pod względem odporności na utlenianie i korozję. Każda rodzina stopów – odróżniona przez główny dodatek stopowy – oferuje unikalny balans wytrzymałości, plastyczności i odporności na korozję. Poznaj najważniejsze informacje, zanim popełnisz kosztowny błąd.
| Seria stopów | Typowe zastosowania | Ogólne zachowanie wobec korozji | Uwagi |
|---|---|---|---|
| 1xxx (Czyste Al) | Elektryczne, chemiczne, obudowy | Doskonały | Bardzo wysoka odporność na korozję; niska wytrzymałość |
| 3xxx (Mn) | Naczynia kuchenne, listwy wykończeniowe, wymienniki ciepła, puszki | Bardzo dobrze. | Dobry wybór do zastosowań ogólnych; dobrze anodyzuje się; przeciętna wytrzymałość |
| 5xxx (Mg) | Zastosowania morskie, konstrukcje, zbiorniki, transport | Doskonały | Pierwszy wybór przy ekspozycji na wodę morską i sól; niepodlegające obróbce cieplnej |
| 6xxx (Mg + Si) | Architektoniczne, motoryzacyjne, wyciskane | Dobra do średniej | Wszechstronny; umiarkowana odporność na korozję; silny i plastyczny |
| 2xxx (Cu) | Lotnicze, elementy wysokiej wytrzymałości | Niski | Wymaga powłoki ochronnej; podatny na korozję atmosferyczną |
| 7xxx (Zn) | Lotnictwo, sprzęt sportowy | Biedny | Bardzo silny; najniższa odporność na korozję wśród popularnych stopów |
Gdy masz wątpliwości, stopy z serii 5xxx są najlepszym wyborem na działanie wody morskiej lub soli do odśnieżania, podczas gdy stopy z serii 1xxx i 3xxx oferują doskonałą ogólną odporność na korozję. Jednak stopy o wysokiej wytrzymałości (2xxx, 7xxx) wymagają dodatkowej ochrony w trudnych warunkach. Zawsze dobieraj stop do warunków ekspozycji i wymagań eksploatacyjnych.
Kontakt metali różnorodnych: Pułapka galwaniczna
Czy kiedykolwiek zastanawiałeś się, „Czy aluminium reaguje ze stalą nierdzewną?" Krótkie wyjaśnienie: tak, zwłaszcza gdy jest wilgoć. To klasyczny przypadek korozji galwanicznej aluminium . Oto jak to wygląda w praktyce:
- Aluminium znajduje się niżej niż stal nierdzewna w szeregu galwanicznym, przez co staje się anodą (metalem ulegającym korozji).
- Gdy aluminium i stal nierdzewną połączy się w obecności elektrolitu (takiego jak woda czy mgła solna), aluminium może ulegać szybkiej korozji – zwłaszcza w miejscach łączeń lub szczelinach.
- To reakcja stali nierdzewnej i aluminium jest głównym powodem przedwczesnych uszkodzeń w zespółach z różnorodnych metali, szczególnie w środowisku morskim lub przemysłowym.
Ale czy to zawsze katastrofa? Niekoniecznie. Skala problemu zależy od stosunku powierzchni: duże elementy aluminiowe z małymi elementami stal nierdzewnej są mniej narażone niż w odwrotnej sytuacji. Niemniej jednak istnieje ryzyko korozji stali nierdzewnej do aluminium rośnie wraz z wilgotnością, solą lub wodą stojącą. Często można zauważyć biały proszkowaty osad lub ubytki wokół złączy – klasyczne objawy korozji aluminium i stali .
Jak zapobiec korozji elektrolitycznej: Praktyczne kroki
- Oddziel metale: Użyj plastikowych lub gumowych podkładek, uszczelnień lub tulei, aby zapobiec bezpośredniemu kontaktowi.
- Zastosuj kompatybilne powłoki: Powłoki epoksydowe, farba lub anodowanie mogą spowolnić reakcję aluminium i stali , ale upewnij się, że powłoki są ciągłe, szczególnie w miejscach wierceń lub cięć.
- Uszczelniaj i odprowadzaj wodę: Stosuj uszczelnienia, aby zablokować przedostawanie się wilgoci, oraz projektuj złącza odprowadzające wodę, unikając pułapek szczelinowych.
- Ostrożnie dobieraj elementy łączące: Stalowe śruby nierdzewne w aluminium są bezpieczniejsze niż odwrotnie. Nigdy nie stosuj elementów łączących z aluminium w dużych zespółach stalowych.
- Regularna inspekcja: Wykrywaj wczesne oznaki korozji elektrolitycznej zanim dojdzie do uszkodzeń konstrukcyjnych.
Wykończenie powierzchni, anodowanie i powłoki: Dwustronna broń
Anodowanie jest skutecznym narzędziem do poprawy odporności korozyjnej aluminium. Zwiększa ono grubość naturalnej warstwy tlenkowej, czyniąc powierzchnię twardszą i bardziej odporną na atak. Jednakże, jeśli warstwa anodowa zostanie uszkodzona – na skutek zarysowania, wiercenia lub nieostrożnej montażu – może faktycznie pogorszyć korozję elektrolityczną, ujawniając niewielkie, nieosłonięte obszary aluminium jako anody wobec znacznie większych katod ze stali nierdzewnej lub zwykłej stali [AluConsult] . Zawsze przewiduj ostrożne postępowanie i konieczność naprawy wszelkich przeciętych lub wierconych powierzchni.
Lista kontrolna: Dobór stopów i wykończenia do trudnych warunków środowiskowych
- Czy Twoja aplikacja jest narażona na morski deszcz, sole drogowe lub przemysłowe opady? Warto rozważyć stopy serii 5xxx lub 1xxx z anodowanymi lub powlekane powierzchniami.
- Czy używasz stalowych wkrętów nierdzewnych? Zawsze izoluj punkty kontaktowe i uszczelniaj połączenia.
- Czy zespół będzie regularnie czyszczony i konserwowany? Określ wykończenia, które wytrzymają wielokrotne czyszczenie bez uszkodzeń.
- Czy drenaż i wentylacja są wystarczające, aby uniknąć pułapek wilgoci?
- Czy wszystkie cięte krawędzie i otwory są zabezpieczone po wykonaniu?
Poprzez zrozumienie doboru stopów, ryzyka korozji elektrolitycznej oraz rzeczywistego zachowania powierzchni, podejmiesz lepsze decyzje, które zapobiegną drogiej korozji aluminium. Dalej: jak rozpoznać wczesne oznaki w terenie i stworzyć plan konserwacji, który zapobiegnie awarii zanim się zacznie.

Inspekcja terenowa i konserwacja zapobiegająca awariom
Na co zwracać uwagę podczas inspekcji
Gdy podchodzisz do konstrukcji aluminiowej – czy to panelu, wycisku czy zespołu – czy wiesz, co należy sprawdzić w pierwszej kolejności? Wykrywanie wczesnych objawów korozji lub utleniania aluminium to klucz do uniknięcia kosztownych napraw. Oto lista kontrolna krok po kroku, która pomoże Ci w inspekcji, czy to podczas czyszczenia utlenionego aluminium na kadłubie jednostki pływającej, czy też konserwacji paneli architektonicznych:
- Stan powierzchni: Szukaj zabarwienia, matowienia lub proszkowatych, białych/brązowych plam. Mogą to być nieszkodliwe warstwy tlenkowe – lub pierwsze oznaki problemu.
- Miejsca połączeń śrubowych: Sprawdź obszary wokół śrub, nakrętek i nitów pod kątem pojawienia się białego nalotu, ubytków lub odspajania się farby. Korozja galwaniczna często zaczyna się właśnie tam.
- Szczeliny i złącza: Spojrz wewnątrz szwów, pod uszczelki i w złącza nakładkowe. Uwięzione wilgotne zanieczyszczenia mogą niszczyć ochronną warstwę.
- Punkty odpływu wody: Upewnij się, że otwory spustowe są otwarte i niezablokowane. Gromadzenie się wody przyspiesza korozję.
- Stan powłoki ochronnej: Sprawdź, czy nie ma uszkodzeń, pęcherzy, łuszczącej się farby – szczególnie przy krawędziach i spoinach spawanych. Uszkodzone powłoki odsłaniają surowy metal.
- Plamy z aluminium: Zwróć uwagę na ciemne smugi, zielawe osady lub niepokojące plamy. Mogą one wskazywać na kontakt z innymi metalami lub zanieczyszczenia środowiskowe.
Domyślając się jak wygląda korozja aluminium ? W przeciwieństwie do rdzy na stali, często można zauważyć biały proszek, drobne wgłębienia lub szorstką powierzchnię zamiast czerwonych płatków. W zaawansowanych przypadkach mogą występować głębokie wgłębienia, łuszczenie się lub nawet uniesione warstwy.
Ocena stopnia uszkodzenia wpływająca na działania
| Wygląd objawu | Prawdopodobna przyczyna | Działanie rekomendowane | Czas trwania |
|---|---|---|---|
| Lekka, równomierna warstwa lub matowienie (bez wgłębienia) | Normalna pasywacja lub niewielkie oddziaływanie atmosferyczne | Oczyść i monitoruj; udokumentuj stan | Następny zaplanowany przegląd |
| Biały nalot, proszek lub drobne wgłębienia (szczególnie w pobliżu elementów mocujących) | Korozja bimetaliczna lub szczelinowa; utrata pasywnej warstwy ochronnej | Oczyść, sprawdź stan ukrytych uszkodzeń, zastosuj powłokę ochronną | Zajmij się w ramach cyklu konserwacyjnego |
| Łuszczenie się, głębokie wgłębienia lub korozja pod powłoką | Zniszczenie powłoki, agresywny środowisko lub długotrwała zaniedbałość | Natychmiastowa interwencja; rozważ wymianę części lub skonsultuj się z ekspertem | Natychmiastowy |
Jeśli nie masz pewności, czy widzisz nieszkodliwe zaparowanie, czy coś poważniejszego, zrób zdjęcie i udokumentuj obszar. Regularne czyszczenie korozji aluminium na wczesnym etapie to najlepszy sposób na zapobieganie utracie nośności konstrukcji.
Prosty dziennik do śledzenia problemów w czasie
Spójna dokumentacja pomaga zauważać trendy i wspiera decyzje dotyczące czyszczenia korozji aluminium lub eskalacji napraw. Oto przykładowy format dziennika inspekcji:
| Data | Lokalizacja/Identyfikator części | Środowisko | Obserwacje | Zdjęcia wykonane | Stopień uszkodzenia | Działanie | Następna recenzja |
|---|---|---|---|---|---|---|---|
| -- | -- | -- | -- | Tak/Nie | -- | -- | -- |
- Wskazówki dotyczące częstotliwości: Sprawdzaj po zimie, po narażeniu na warunki morskie, lub zgodnie z normalnymi interwałami serwisowymi. Środowiska o wysokim ryzyku mogą wymagać częstszych kontroli.
- Zrób zdjęcie Przed/Po: Zawsze dokumentuj stan przed i po oczyszczeniu utlenionego aluminium. Dzięki temu możesz ocenić skuteczność działań i szybciej zauważyć powtarzające się problemy.
Niewielkie osady w szczelinach lub wokół elementów mocujących często poprzedzają widoczne ubytki—wczesne działanie jest kluczowe, aby zatrzymać głębsze uszkodzenia.
Najlepsze praktyki utrzymania zapobiegawczego
- Regularnie usuwaj zanieczyszczenia i przemywaj powierzchnie—szczególnie po ekspozycji na sól lub chemikalia.
- Do czyszczenia zmatowionego aluminium stosuj wyłącznie zatwierdzone środki czystości i miękkie szczotki. Unikaj używania gąbki stalowej lub agresywnych środków ściernych, które mogą powodować zarysowania i zatrzymywanie zanieczyszczeń.
- Po czyszczeniu dokładnie osusz i sprawdź, czy nie pojawiły się nowe plamy lub korozja. Natychmiast napraw uszkodzone powłoki.
- W przypadku uporczywej lub silnej korozji należy skonsultować się ze standardami lub wytycznymi producenta w zakresie kryteriów akceptacji i procedur naprawczych.
Postępując zgodnie z tym przewodnikiem, będziesz w stanie odpowiedzieć nie tylko na pytanie jak czyścić zmatowione aluminium , ale także jak zapobiegać przyszłym problemom i wydłużyć żywotność swoich aktywów. Następnie przejdziemy krok po kroku przez sprawdzone metody usuwania utlenienia i zapobiegania jego ponownemu wystąpieniu.
SOP-y, które skutecznie usuwają utlenienie i nie pozwalają mu się powrócić
SOP przygotowania i polerowania mechanicznego
Gdy zauważysz na aluminium matową białą lub szarą warstwę, pierwszym odruchem może być chwycenie za papier ścierny i intensywne pocieranie. Ale czy jest to najlepszy sposób, by usunąć utlenienie z aluminium ? Przeanalizujmy powtarzalny i bezpieczny proces mechaniczny, który zapewnia spójne rezultaty – bez ryzyka nowej korozji lub uszkodzenia podstawowego metalu.
- Zabezpieczenie i maskowanie: Zakryj wszystkie powierzchnie, których nie chcesz szlifować, szczególnie sąsiednie materiały lub wrażliwe obszary.
- Wybór odpowiedniego środka ściernego: Użyj nieprzenikliwego materiału – papier ścierny z tlenku glinu o drobnoziarnistej gradacji (rozpocznij od 240–320, zakończ 800–1000) lub szczotkę nylonową. Unikaj wełny stalowej, która może pozostawić cząstki żelaza i spowodować korozję galwaniczną.
- Czyszczenie powierzchni: Przed szlifowaniem oczyść powierzchnię mydłem i wodą, aby usunąć tłuszcze i zanieczyszczenia. Następnie dokładnie osusz.
- Szlifowanie etapami: Delikatnie szorzyć lub szczotkować ruchami na nachodzących na siebie obszarach, przechodząc od uziarnienia bardziej grubego do drobnego. Nie śpieszyć się; nierównomierny nacisk może powodować zarysowania lub obniżenia powierzchni.
- Usuwanie kurzu: Zetrzeć cały kurz za pomocą szmatki mikrofibrowej. Przepłukać wodą i ponownie wysuszyć, aby zapobiec osadzaniu się resztek.
- Wizualna kontrola: Sprawdzić, czy powierzchnia ma jednolity, matowy wygląd – bez widocznych śladów korozji w postaci proszku, ciemnych zacieków oraz osadzonego brudu.
Ścieranie mechaniczne jest skuteczne dla małych i średnich obszarów, jednak dla skomplikowanych elementów lub silnego utlenienia warto rozważyć zastosowanie metody chemicznej lub laserowej usuwania tlenków aluminium metody.
SOP – Chemiczne czyszczenie i neutralizacja
Dla usuwania utlenienia z aluminium zaleca się metodę chemiczną usuwanie utlenienia z aluminium ? Oto proces krok po kroku, który łączy skuteczność czyszczenia z bezpieczeństwem i jakością powierzchni:
- Wybierz środek czyszczący: W przypadku lekkiej utleny stosuj łagodne kwasy, takie jak rozcieńczony ocet stołowy, sok z cytryny lub kwas winowy. W przypadku utleny przemysłowej lub ciężkiej wybierz zatwierdzony środek czyszczący kwaśny (np. na bazie kwasu fosforowego lub siarkowego) albo środek do usuwania utleny aluminiowej. Unikaj agresywnych kwasów, takich jak kwas solny (mlekowy), chyba że jest to wyraźnie zatwierdzone przez producenta oryginalnego (OEM) lub standard procesowy [KEYENCE] .
- Przetestuj na małej powierzchni: Zawsze testuj wybraną metodę na niewidocznej części, aby upewnić się, że nie wystąpią niepożądane reakcje lub zniebarwienie.
- Zastosowanie: Nanieś roztwór przez oprysk, namoczenie lub szczotkowanie – postępuj zgodnie z instrukcjami producenta dotyczącymi rozcieńczenia, czasu ekspozycji i mieszania. W przypadku metod domowych pozwalaj kwasowi działać przez 5–10 minut, a następnie delikatnie szczotkuj nylonową szczoteczką.
- Przepłucz dokładnie: Usuń wszystkie pozostałości chemiczne, płucząc dużą ilością czystej wody. W procesach przemysłowych może być wymagane zanurzenie w serii wanien z wodą.
- Zneutralizuj: Jeśli użyto kwasu, zastosuj środek neutralizujący (np. łagodny roztwór alkaliczny), aby przywrócić obojętny pH powierzchni. Ten krok jest kluczowy przed dalszym wykańczaniem lub powlekaniem.
- Ostateczne płukanie i suszenie: Ponownie spłucz i dokładnie osusz, aby zapobiec plamom wodnym lub ponownemu utlenieniu.
- Test spójności wody (Water-Break-Free): Przelej strumień wody przez oczyszczony obszar. Jeśli woda rozlewa się równomiernie (bez tworzenia kropli lub przerwań), powierzchnia jest wolna od olejów i pozostałości – gotowa do powlekania lub montażu.
Zawsze usuwaj odpady chemiczne zgodnie z lokalnymi przepisami i nosi odpowiedni sprzęt ochrony indywidualnej (PPE). W razie wątpliwości, przed próbą stosowania środków chemicznych skonsultuj się z kartami danych bezpieczeństwa lub ekspertami procesowymi. usuwanie korozji aluminium .
Czyszczenie laserowe i lód suchy: Zaawansowane opcje
Wyobraź sobie proces, który usuwa utlenienie bez użycia chemii i bez działania ściernego – czyszczenie laserowe i lód suchy właśnie to oferują. Ablacja laserowa wykorzystuje skupiony promień do odparowania warstwy tlenkowej, a czyszczenie lodem suchym usuwa ją za pomocą granulatu z CO 2obie metody:
- Nie pozostawiają pozostałości chemicznych
- Są bardzo precyzyjne – idealne do skomplikowanych lub delikatnych części
- Minimalizują ryzyko uszkodzenia podłoża przy prawidłowym ustawieniu
Jednak te techniki wymagają specjalistycznego sprzętu i wyszkolonych operatorów. Zawsze przestrzegaj parametrów producenta lub OEM w celu zapewnienia bezpieczeństwa i skuteczności usuwania tlenków aluminium .
Po oczyszczeniu – pasywacja i ochrona – standardowa procedura
Gdy osiągniesz czysty, jednolity wygląd, nie przestawaj – zabezpiecz swoją pracę, aby zapobiec powrotowi utleniania:
- Sprawdź: Sprawdź jednolite połysk, brak proszkowatych osadów oraz brak widocznych plam lub ciemnych smug.
- Zastosuj powłokę ochronną: Użyj bezbarwnej powłoki, anodyzacji lub pasty zapobiegającej korozji, aby uszczelnić powierzchnię i spowolnić przyszłe utlenianie.
- Utrzymanie regularnego czyszczenia: Opłucz i osusz powierzchnie po ekspozycji na sól, chemikalia lub zanieczyszczenia. Sprawdzaj powłoki pod kątem ubytków lub zużycia.
Wykonanie tych kroków zapewnia, że Twoje usuwanie korozji aluminium starania przetrwają — a kolejne czyszczenie będzie łatwiejsze i mniej uciążliwe.
Kryteria akceptacji i najczęstsze przyczyny uszkodzeń
- Jednolity, matowy lub połyskujący wygląd — brak białego nalotu korozji lub ciemnego brudu
- Stały przełom wody (woda rozlewa się równomiernie, brak tworzenia kropli)
- Brak osadzonego piasku, zarysowań lub resztek brudu
- Całkowicie nieuszkodzone powłoki ochronne
- Brak pojawiającej się w ciągu kilku dni korozji pod powłoką
- Brak nierównego połysku lub plamistej powierzchni po polerowaniu
Jeśli zauważysz którykolwiek z tych objawów uszkodzeń po czyszczeniu, może być konieczna poprawka — nie ignoruj powtarzającej się utleny lub plamistego efektu.
Stosując się do tych procedur, opanujesz jak czyścić utlenienie aluminium i usunąć korozję z aluminium —i zapewnisz Twoim urządzeniom najlepszy wygląd i działanie przez wiele lat. Następnie omówimy bezpieczeństwo, neutralizację oraz utylizację, aby każda czynność sprzątania była równie odpowiedzialna, co skuteczna.
Bezpieczeństwo, Neutralizacja i Utylizacja, na które możesz polegać
Środki ochrony indywidualnej i zabezpieczenie miejsca pracy przed rozpoczęciem
Zastanawiasz się nad zakupem mycie kwasem aluminiowym lub planujesz zastosowanie kwasu do czyszczenia aluminium ? Zanim w ogóle otworzysz butelkę, zapytaj siebie: Czy naprawdę jesteś przygotowany na związane z tym ryzyko? Przemysłowe kwasy, takie jak kwas siarkowy czy solny, stosowane do aluminium są bardzo skuteczne, ale również stanowią zagrożenie. Ochrona siebie i swojego zespołu jest bezwzględnie konieczna.
- Rękawice: Rękawice odporne na kwasy (azotanowe lub neoprenowe) dopasowane do specyficznej chemii
- Ochrona oczu/twarzy: Okulary ochronne lub osłona twarzy
- Ochrona dróg oddechowych: Stosuj maskę przeciwpyłową, jeśli mogą występować opary, zwłaszcza w pomieszczeniach słabo wentylowanych
- Fartuch/odzież: Fartuch i rękawy odporne na chemikalia; unikaj bawełny lub syntetyków, które mogą reagować
- Wentylacja: Pracuj w dobrze wentylowanym miejscu lub pod osłoną wyciągową, aby kontrolować opary kwasowe
Zawsze sprawdzaj stan wyposażenia ochronnego przed i po użyciu. Natychmiast zastępuj uszkodzone elementy. Trzymaj w zasięgu apteczkę pierwszej pomocy dla oczu i środek do usuwania rozlanych chemikaliów – wypadek może się zdarzyć w kilka sekund.
Neutralizacja, płukanie i usuwanie odpadów
Gdy już skończysz czyszczenie kwasowe aluminium lub wykonałeś pranie kwasem aluminium proces, Twoja praca nie jest jeszcze zakończona. Odpowiednia neutralizacja i gospodarka odpadami są równie ważne jak samo czyszczenie. Oto krok po kroku, jak zadbać o bezpieczeństwo i zgodność procesu:
- Przejrzyj kartę danych bezpieczeństwa (KDS): Zawsze zacznij od przeczytania karty danych bezpieczeństwa (KDS) dla każdego kwasu, którego planujesz użyć do czyszczenia aluminium. Informuje Cię ona o konkretnych zagrożeniach i środkach pierwszej pomocy.
- Wykonaj próbę na próbce: Przetestuj wybrany kwas na małym, niewidocznym fragmencie, aby sprawdzić, czy nie powoduje niepożądanych reakcji lub nadmiernego trawienia – szczególnie przy silnych kwasach, takich jak kwas siarkowy na aluminium.
- Stosuj zgodnie z etykietą: Postępuj zgodnie z instrukcjami producenta dotyczącymi rozcieńczania, sposobu aplikacji i czasu kontaktu. Nigdy nie przekraczaj zalecanego czasu działania, ponieważ zbyt długie narażenie może uszkodzić metal.
- Kontroluj spływ: Zapobiegaj przedostawaniu się kwasu do odpływów lub gruntu w nieprzetworzonej formie. W razie potrzeby używaj pojemników zabezpieczających lub chłonnych podkładek.
- Całkowicie zobojętnij: Po czyszczeniu dokładnie zobojętnij pozostałe resztki kwasu łagodnym roztworem zasadowym (np. sody oczyszczonej rozpuszczonej w wodzie), zgodnie z wytycznymi zawartymi w Karcie Charakterystyki Bezpieczeństwa (SDS) lub instrukcjami producenta. Dąż do osiągnięcia końcowego pH w zakresie od 5,5 do 9,5, chyba że lokalne przepisy dotyczące odprowadzania ścieków wymagają inaczej. (zob. Cornell EHS) .
- Sprawdź pH: Użyj pasków wskaźnikowych lub miernika, aby upewnić się, że woda po spłukaniu mieści się w lokalnie dopuszczalnych granicach przed utylizacją.
- Zebranie i utylizacja: Zebrz wszystkie roztwory odpadowe i spłuczki. Nigdy nie mieszaj różnych chemikaliów (np. nie łącz zużytego kwasu solnego z kwasem siarkowym na aluminium). Wyraźnie oznacz wszystkie pojemniki i przechowuj je w bezpiecznym miejscu aż do prawidłowej utylizacji.
Pamiętaj: Niektóre kwasy, zwłaszcza silne, mogą podczas neutralizacji wydzielac ciepło lub nawet wodór. Zawsze dolewaj kwasu do wody – nigdy odwrotnie – aby zapobiec niebezpiecznym bryzgom lub reakcjom. Trzymaj wszystkie źródła zapłonu z dala od miejsca pracy.
| Typ środka czyszczącego | Orientacyjne rozcieńczenie | Zastosowany neutralizator | Ostateczne pH | Metoda utylizacji | Numer zezwolenia/dowód autoryzacji |
|---|---|---|---|---|---|
| Środek czyszczący na bazie kwasu fosforowego | 1:10 | Roztwór sody oczyszczonej | 6.5 | Do odprowadzenia (jeśli zezwalają lokalne przepisy) | Zezwolenie nr #12345 |
| Kwas siarkowy na aluminium | 1:20 | Węglan sodu | 7.0 | Odbiór odpadów niebezpiecznych | Autoryzacja nr 67890 |
| Kwasu solnego na aluminium | 1:15 | Roztwór sody oczyszczonej | 6.0 | Odbiór odpadów niebezpiecznych | Autoryzacja nr 54321 |
Jeśli przepisy lokalne określają dopuszczalne wartości pH lub stężenia zanieczyszczeń, udokumentuj je i podaj źródło. W przeciwnym razie przed utylizacją zawsze skontaktuj się z odpowiednią służbą ochrony środowiska i bezpieczeństwa.
Dokumentacja i zgodność lokalna
- Oznacz każdy pojemnik jego zawartością oraz klasą zagrożenia. Nigdy nie używaj nieoznakowanych butelek do czyszczenia aluminium kwasem ani do neutralizowanych odpadów.
- W prowadzonym prostym rejestrze odpadów zapisuj rodzaj kwasu używanego do czyszczenia aluminium, jego ilość oraz sposób utylizacji dla każdej operacji.
- Przechowuj odpady z czyszczenia kwasami w szczelnych pojemnikach wykonanych z materiału odpornego na dane substancje, oddzielnie od substancji niekompatybilnych (np. kwasy z dala od zasad, związków organicznych lub utleniaczy).
- Przechowuj zezwolenia na utylizację, pomiary pH oraz dokumentację szkoleń zgodnie z wymogami lokalnymi.
Szkolenie ma kluczowe znaczenie: Nawet doświadczeni technicy powinni co pewien czas odnawiać wiedzę dotyczącą procesów przeprowadzania przemywania kwasowego metalu oraz reakcji w sytuacjach awaryjnych. Upewnij się, że zestawy do usuwania wycieków, środki neutralizujące oraz stacje przepłukiwania oczu są zawsze dostępne i uzupełnione. (patrz GZ-Supplies) .
Bezpieczne przemywanie kwasowe aluminium i jego neutralizacja zaczynają się od odpowiedniego OZP, jasnych procedur i zaangażowania w odpowiedzialne postępowanie ze zużytymi materiałami – nigdy nie rezygnuj z procedur bezpieczeństwa chemicznego.
Stosowanie się do tych kroków zapewnia, że proces przemywania kwasowego aluminium będzie nie tylko skuteczny, ale również bezpieczny dla zespołu i środowiska. W dalszej części dowiemy się, jak wybrać najlepszą metodę obróbki dla konkretnego stopu, wykończenia i scenariusza zastosowania.
Macierz decyzyjna wyboru odpowiedniej metody obróbki
Wybierz według stopu, wykończenia i geometrii
W przypadku utleniania aluminium, skąd wiesz, która metoda czyszczenia lub ochrony jest odpowiednia dla Twojej części? Odpowiedź zależy od stopu, wykończenia powierzchni, geometrii oraz środowiska, w jakim będzie pracować Twoje aluminium. Wybór nieodpowiedniego podejścia może skrócić czas eksploatacji lub nawet uszkodzić wrażliwe powierzchnie. Ułatwimy podjęcie decyzji dzięki praktycznej macierzy wyboru i poradom z życia wziętym.
| Stop/Stan | Opracowanie powierzchni | Geometria | Ekspozycja | Ograniczenia | Zalecana metoda | Uwagi |
|---|---|---|---|---|---|---|
| 1xxx, 3xxx (miękki, czysty Al, Mn) | Surowy, lekko utleniony | Otwarty, płaski | Wewnątrz, łagodne warunki zewnętrzne | Ograniczenia VOC | Mechaniczne (miękka szmatka, delikatny środek czyszczący) | Delikatne czyszczenie zachowuje warstwę pasywną; unikaj agresywnych chemikaliów |
| 5xxx (bogaty w Mg) | Anodowany | Wyciskany, otwarty | Morski, odmrażanie | Brak osadzania mediów | Chemiczne (łagodne zmywanie zasadowe, uszczelnienie) | Stosuj czyszczik do aluminium z inhibitorami korozji w celu uzyskania najlepszej ochrony przed korozją aluminium |
| 6xxx (Mg+Si, wyciskane) | Malowane lub z powłoką proszkową | Cienkościenne, dekoracyjne | Umiarkowany, przemysłowy | Tylko w pomieszczeniach | Mechaniczne (mikrofibra, nieścierne) | Unikaj agresywnych ściernych; przetestuj przed użyciem jakiegokolwiek środka do odtleniania aluminium |
| 2xxx, 7xxx (Cu, Zn-rich) | Surowy, pomalowany | W szczelinie, zamocowany | Surowy, sól, przemysłowy | Brak osadzania mediów, limity VOC | Chemiczne (kwas fosforowy, płukanie, powlekanie) | Postępuj zgodnie z wytycznymi producenta lub normą dotyczącą korozji aluminium; sprawdź ryzyko korozji galwanicznej |
| Wszystkie stopy | Anodyzowany, lekki wykwit | Otwarty lub pęknięty | Na zewnątrz, morskie | Wysokie wymagania estetyczne | Laser lub czyszczenie suchym lodem (zaawansowane) | Najlepsze do czułych lub złożonych kształtów; brak resztek, nie uszkadza wykończenia |
Dopasuj do warunków środowiskowych i przepisów prawnych
Wyobraź sobie, że utrzymujesz reling na jachcie lub czyścisz utlenione ramy okienne. Odpowiednia metoda dla jak usunąć utlenienie z aluminium nie zawsze jest taka sama jak przy restauracji lakierowanej obróbki w budynku miejskim. Limity prawne dotyczące związków lotnych (VOC), utylizacji odpadów lub osadzenia medium mogą również wpływać na wybór metody. Zawsze sprawdź, czy do Twojego zastosowania odnoszą się jakieś normy (takie jak ASTM lub specyfikacje OEM) przed przystąpieniem do pracy.
Zrównoważ prędkość, koszt i jakość powierzchni
- Jeśli anodowanie powoduje lekkie wykwity, wybierz łagodne mycie zasadowe i ponownie zabezpiecz, aby zapewnić trwałą ochronę przed korozją aluminium.
- Jeśli widzisz biały proszek w elementach znajdujących się w szczelinach, sprawdź izolację galwaniczną i wybierz metodę chemiczną lub laserową, aby zapobiec ponownemu wystąpieniu.
- Jeśli element ma cienkie ścianki i kluczowe znaczenie estetyki, unikaj agresywnych ścierniw – zawsze najpierw przetestuj każde środki do dezoksydacji aluminium w ukrytym miejscu.
Nadal niepewny? Zacznij od małej próby w niewidocznym obszarze. To pomoże potwierdzić, że wybrana metoda nie uszkodzi wykończenia ani nie obniży odporności na korozję.
Wybór odpowiedniego sposobu walki z korozją aluminium polega na dopasowaniu metody do stopu, wykończenia i środowiska – nigdy nie ma uniwersalnego rozwiązania.
Dzięki tej macierzy i tym zasadom bez trudu wybierzesz najlepsze podejście do ochrony przed korozją aluminium, przedłużysz czas eksploatacji oraz dowiesz się, jak zapobiec korozji aluminium zanim się ona zacznie. Następnie powiążemy te strategie z ekstruzjami samochodowymi i rekomendacjami zakupowymi, abyś mógł zastosować te lekcje w rzeczywistych łańcuchach dostaw i zastosowaniach o wysokiej wydajności.
Ekstruzje samochodowe i inteligentne rekomendacje zakupowe
Zarządzanie utlenianiem ekstruzji samochodowych
Gdy pomyślisz o trwałości konstrukcji samochodowych – ram, listw ozdobnych czy nawet kół – utlenianie aluminium to więcej niż tylko problem estetyczny. Wyobraź sobie przyczepę aluminiową, która nie została umyta po wilgotnej zimie: najprawdopodobniej zauważysz matowość, smugi, a nawet proszkowate osady. To nie jest rdza, ale mimo to może podważyć wygląd pojazdu, a z czasem również jego integralność. Jak więc zapobiec utlenianiu, zwłaszcza w wymagających warunkach samochodowych?
- Projekt złącza: Inteligentne inżynierstwo minimalizuje szczeliny i pułapki, w których może gromadzić się wilgoć, zmniejszając ryzyko korozji szczelinowej lub plam wodnych. Na przykład stosowanie klejenia adhezyjnego zamiast śrub pozwala wyeliminować ukryte kieszonki gromadzące brud i wilgoć.
- Drainaż: Dobrze rozmieszczone otwory spustowe oraz powierzchnie pochylone zapewniają, że woda i sole drogowe nie gromadzą się, szczególnie po myciu przyczepy aluminiowej lub w okresie zmiany pór roku.
- Kompatybilne łączniki: Stosowanie podkładek izolacyjnych lub uszczelniaczy z elementami stalowymi zapobiega korozji galwanicznej, zwłaszcza w miejscach, gdzie różne metale są ze sobą w kontakcie.
- Ochrona po czyszczeniu: Po czyszczeniu – niezależnie od tego, czy stosujesz najlepszy środek czyszczący do przyczep aluminiowych, czy podstawowe mydło – nałóż warstwę ochronną lub upewnij się, że warstwa anodowa jest nienaruszona. Ten krok pomaga zapobiec szybkiemu powrotowi utleniania, szczególnie po procesie mycia przyczepy aluminiowej kwasem.
Wybory konstrukcyjne ułatwiające czyszczenie i zapobiegające konieczności ponownej pracy
Czy kiedykolwiek musiałeś ponownie polerować felgę lub czyścić przyczepę już kilka tygodni po ostatnim zleceniu? Często jest to objaw tego, że projekt nie uwzględnił wymagań utrzymaniowych. Dobierając lub pozyskując wyciski aluminiowe, weź pod uwagę poniższe praktyczne zasady „projektowania pod mycie":
- Dobierz wykończenie odpowiadające metodzie czyszczenia: Aluminium polerowane wymaga łagodniejszych produktów, natomiast niepolerowane może znosić silniejsze środki czystości, nawet preparaty kwaśne do czyszczenia felg w przypadku trudnych zabrudzeń [Hydro-Chem Systems] .
- Określ obróbkę powierzchni, np. anodowanie: Tworzy ona grubszy i bardziej trwały warstwę tlenkową, co ułatwia codzienne czyszczenie i zmniejsza potrzebę stosowania agresywnych chemikaliów lub kwaśnych preparatów do aluminium.
- Projektuj z myślą o dostępności do inspekcji: Zadbaj o to, by krytyczne połączenia i złącza były widoczne i dostępne, aby możliwe było szybkie wykrycie i usunięcie pierwszych oznak utleniania lub korozji zanim staną się przyczyną kosztownych napraw.
- Ujednolicenie procedur czyszczenia: Dla flot samochodowych stosowanie spójnego procesu mycia przyczep z aluminium – najlepiej bezdotykowego, dwuetapowego – pomaga utrzymać wykończenie i wydłuża żywotność zarówno polerowanych, jak i niemieszanych części.
W przypadku odlewów, takich jak pokrywy silnika czy koła, czyszczenie aluminium odlewanego wymaga zastosowania nieścierających, bezpiecznych dla aluminium środków czyszczących oraz miękkich szczotek, ponieważ agresywne kwasy lub szorstkie narzędzia mogą prowadzić do powstawania ubytków lub przebarwień. Zawsze przed użyciem nowych produktów lub technik przetestuj je na niewielkim, mało widocznym obszarze.
Zaufane źródłoskawo dla precyzyjnych części
Znalezienie odpowiedniego dostawcy ekstruzji aluminiowych do motoryzacji to więcej niż tylko cena czy czas realizacji. Szukasz partnerów, którzy rozumieją problemy związane z utlenianiem aluminium, oferują solidne opcje wykończenia oraz zapewniają wiarygodny kontrolę jakości. Oto krótki przewodnik źródłowy, który pomoże Ci podejmować świadome decyzje:
- Dostawca Części Metalowych Shaoyi – Wiodący chiński dostawca kompleksowych rozwiązań z zakresu precyzyjnych metalowych części samochodowych. W przypadku inżynieryjnych części z ekstruzji aluminiowej należy sprawdzić, czy plany kontroli korozyjnych, sprzęt izolacyjny oraz specyfikacje wykończenia są zgodne z Twoim środowiskiem.
- Cenione lokalne warsztaty wykończeniowe metalowe – Szukaj takich, które posiadają udokumentowane procesy aluminiowe, są zgodne z przepisami środowiskowymi oraz mają doświadczenie w zakresie standardów motoryzacyjnych.
- Organizacje branżowe i techniczne – Zapoznaj się z wytycznymi Stowarzyszenia Aluminium oraz raportami Sandii, dotyczącymi aktualnych praktyk w zakresie zapobiegania korozji, czyszczenia i inspekcji.
| Kryteria wyboru | Dostawca Części Metalowych Shaoyi | Lokalny warsztat wykończeniowy | Standardy branżowe/organizacje techniczne |
|---|---|---|---|
| Możliwości stopowe | Szeroki zakres, z naciskiem na motoryzację | Zależnie od warsztatu | Tylko do odniesienia |
| Kontrola tolerancji | Precyzyjne, certyfikowane zgodnie z IATF 16949 | Zależnie od wyposażenia | Tylko do odniesienia |
| Opcje wykończenia | Własne anodowanie, obróbka powierzchniowa | Często malowanie proszkowe, anodowanie | Wytyczne/standardy |
| Zarządzanie jakością/Śledzenie | Pełna dokumentacja, możliwość śledzenia | Zmienna; poproś o dokumentację | Tylko do odniesienia |
| Zgodność z EHS | Zintegrowane, globalne standardy | Sprawdź lokalne certyfikaty | Najlepsze praktyki |
Projektowanie z myślą o pasywacji, łatwej inspekcji i kompatybilnych elementach od pierwszego dnia pozwala zaoszczędzić czas, zmniejszyć koszty utrzymania i wydłużyć cykl życia każdej aluminiowej części samochodowej.
Niezależnie od tego, czy projektujesz nowy profil wyżłobiony, czy utrzymujesz flotę pojazdów, zrozumienie subtelności dotyczących aluminium – jak czyszczenie, wykańczanie i ochrona – zapewnia, że Twoje pojazdy będą dobrze wyglądać i niezawodnie funkcjonować przez wiele lat.
Często zadawane pytania dotyczące utleniania się aluminium
1. Czy aluminium rdzewieje tak jak stal?
Aluminium nie rdzewieje w sposób charakterystyczny dla stali. Zamiast tworzyć czerwonawo-brunatną rdzę, aluminium pokrywa się cienką, ochronną warstwą tlenkową, która chroni je przed dalszą korozją. Jednak w trudnych warunkach lub przy ekspozycji na sól, ta warstwa może ulec uszkodzeniu, co prowadzi do korozji objawiającej się białym proszkiem lub ubytkami zamiast rdzy.
2. Jak usunąć utlenienie z powierzchni aluminiowych?
Aby usunąć utlenienie z aluminium, należy stosować nieścierne metody czyszczenia, takie jak łagodne kwasy (np. rozcieńczony ocet lub sok z cytryny) lub specjalistyczne środki czyszczące do aluminium. W przypadku trudniejszych przypadków utlenienia skuteczne może być szlifowanie mechaniczne papierem ściernym o drobnej granulacji lub zaawansowane metody, takie jak czyszczenie laserowe czy czyszczenie suchym lodem. Po czyszczeniu należy dokładnie spłukać powierzchnię i nałożyć warstwę ochronną, aby zapobiec ponownemu utlenieniu.
3. Co powoduje korozję aluminium i jak można jej zapobiec?
Korozja aluminium jest przede wszystkim spowodowana uszkodzeniem naturalnej warstwy tlenkowej, często wyzwalanej przez sól, środowisko alkaliczne, uwięzioną wilgoć lub kontakt z innymi metalami, takimi jak stal nierdzewna. Aby zapobiec korozji, należy wybrać odpowiedni stop aluminium, stosować powłoki ochronne lub anodyzowanie, izolować aluminium od innych metali, zapewnić odpowiednią odpływność wilgoci oraz regularnie przeprowadzać inspekcje i konserwację.
4. Czy bezpieczne jest czyszczenie aluminium kwasami, takimi jak kwas solny lub siarkowy?
Chociaż takie kwasy jak kwas solny czy siarkowy skutecznie usuwają utlenienie, należy ich używać z ostrożnością. Zawsze przestrzegaj wytycznych bezpieczeństwa, stosuj odpowiedni sprzęt ochrony indywidualnej (PPE) i zobojętnij pozostałości po czyszczeniu. Zbyt częste stosowanie lub niewłaściwe zastosowanie może uszkodzić aluminium lub spowodować powstanie niebezpiecznych odpadów. W większości przypadków bezpieczniejszym wyborem są łagodniejsze kwasy lub dozwolone środki czyszczące do aluminium.
5. Jakie są najlepsze praktyki utrzymania aluminium w środowisku motoryzacyjnym lub morskim?
W przypadku pojazdów i sprzętu morskiego wybierz stopy o wysokiej odporności na korozję, projektuj złącza w taki sposób, aby zminimalizować miejsca gromadzenia się wilgoci, stosuj izolacyjne elementy mocujące oraz nanoszenie ochronnych powłok po wykonaniu czyszczenia. Współpraca z dostawcami takimi jak Shaoyi Metal Parts Supplier zapewnia otrzymanie części z wytrzymałymi powłokami powierzchniowymi i wysoką kontrolą jakości, co zmniejsza konieczność konserwacji i wydłuża okres użytkowania.