 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Usługi obróbki CNC online – od wyceny do gotowego elementu
Czym różni się obróbka CNC online od tradycyjnych warsztatów maszynowych
Wyobraź sobie przesłanie pliku CAD o północy i obudzenie się rano przy szczegółowej ofercie czekającej w Twojej skrzynce odbiorczej. To rzeczywistość usługi obróbki CNC online — podejścia cyfrowego jako pierwszego wyboru, które zasadniczo zmieniło sposób, w jaki inżynierowie, projektanci i deweloperzy produktów uzyskują dostęp do precyzyjnego wytwarzania.
Tradycyjne warsztaty maszynowe działają według znanej rytmiki: rozmowy telefoniczne, wymiana wiadomości e-mail, konsultacje osobiste oraz oferty cenowe, które mogą pojawić się dopiero po kilku dniach lub nawet tygodniach. Budujesz relacje z lokalnymi tokarzami i frezarkami, omawiasz specyfikacje osobiście przy ladzie i często zastanawiasz się, czy otrzymujesz konkurencyjne ceny. Choć to bezpośrednie podejście ma swoje zalety, stwarza również bariery — zwłaszcza wtedy, gdy ścigasz się z terminem realizacji lub mieszkasz daleko od dostawców wysokiej jakości usług CNC.
Usługa CNC online całkowicie odwraca ten model. Te cyfrowe platformy łączą Cię bezpośrednio z sieciami certyfikowanych producentów za pośrednictwem jednego interfejsu, eliminując ograniczenia geograficzne związane z wyszukiwaniem frazy „CNC w mojej okolicy” oraz czasochłonne procesy wymiany wiadomości charakterystyczne dla tradycyjnych procedur wyceny.
Od pliku CAD do gotowego elementu w ciągu kilku dni
Przepływ pracy jest odświeżająco prosty. Przesyłasz swoje pliki projektowe — zwykle w formatach STEP lub IGES — a algorytmy oparte na sztucznej inteligencji natychmiast analizują geometrię Twojego elementu. W ciągu kilku sekund otrzymujesz oferty cenowe na obróbkę numeryczną uwzględniające dobór materiału, dopuszczalne odchyłki wymiarowe, wykończenie powierzchni oraz złożoność produkcji. Zgodnie z informacjami InstaWerk, te algorytmy porównują Twój komponent z bazami danych obejmującymi setki tysięcy wcześniej wyprodukowanych części, aby natychmiast wygenerować dokładne ceny.
Ta szybkość ma znaczenie. Deweloperzy sprzętu wiedzą, że produkty fizyczne muszą być weryfikowane poprzez eksperymenty – nie tylko symulacje. Im szybciej otrzymasz części w swoich rękach, tym szybciej będziesz mógł iterować, testować i udoskonalać swoje projekty.
Jak cyfrowe platformy zmieniły dostęp do usług produkcyjnych
Podstawa technologiczna umożliwiająca tę transformację składa się z kilku elementów:
- Silniki generujące natychmiastowe oferty cenowe które eliminują dni oczekiwania na ofertę CNC w trybie online
- Zautomatyzowana analiza projektu która wykrywa problemy związane z możliwością produkcji jeszcze przed rozpoczęciem jej realizacji
- Systemy zarządzania zamówieniami które przekazują zlecenia specjalistycznym producentom w ramach rozległych sieci dostawców
- Śledzenie na żywo które informują Cię na bieżąco w trakcie produkcji
Te platformy wykorzystują swoją siłę zakupową, łącząc zamówienia i przydzielając zadania wysoko specjalizowanym partnerom z zakresu obróbki CNC. Część tokarska z tytanu trafia do producentów doskonale radzących sobie z tytanem; złożona pięcioosiowa część z aluminium kierowana jest do zakładów posiadających konkretną wiedzę i doświadczenie w tej dziedzinie. Wynik? Stała jakość, konkurencyjne ceny oraz dostęp do kompetencji, których może brakować w Twoim regionie.
Dla deweloperów produktów oznacza to skupienie się na pracach projektowych zamiast spędzania godzin na przygotowywaniu pakietów danych, kontaktowaniu się z producentami drogą e-mailową oraz oczekiwaniu przez dni na odpowiedzi. Uciążliwy proces porównywania ofert pod kątem terminów dostawy i kosztów trwa teraz minuty, a nie tygodnie.
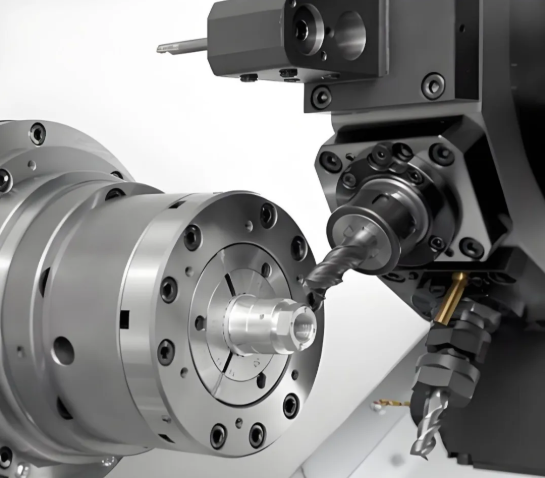
Zrozumienie frezowania CNC, toczenia CNC oraz obróbki wieloosiowej
Przesłałeś już swój plik CAD i otrzymałeś natychmiastową ofertę — ale skąd wiedzieć, który proces obróbkowy jest odpowiedni dla Twojego elementu? Zrozumienie różnic między frezowaniem CNC, toczeniem CNC oraz specjalistycznymi metodami, takimi jak EDM, pozwala podejmować lepsze decyzje dotyczące kosztów, czasu realizacji oraz jakości elementu. Przyjrzymy się każdemu z tych procesów w prosty i zrozumiały sposób.
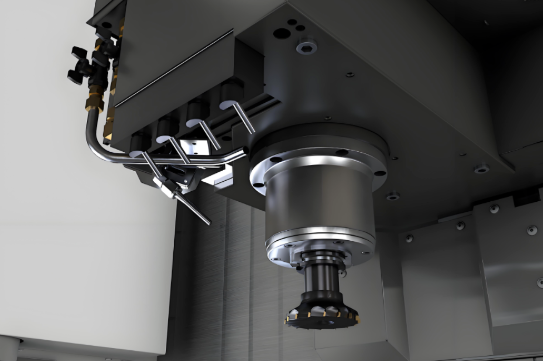
Frezowanie CNC – proste wyjaśnienie
Wyobraź sobie wirujący narzędzie skrawające poruszanie się wzdłuż nieruchomego przedmiotu obrabianego, usuwając materiał warstwa po warstwie. To właśnie frezowanie CNC w skrócie. Maszyna CNC do cięcia wykorzystuje wielopunktowe narzędzia — frezy czołowe, frezy końcowe lub frezy kuliste — do tworzenia powierzchni płaskich, kieszeni, rowków oraz złożonych konturów 3D.
To, co czyni frezowanie tak wszechstronnym, to jego zdolność poruszania się wzdłuż wielu osi. Oto jak wyglądają możliwości poszczególnych konfiguracji:
- frezowanie 3-osiowe: Narzędzie porusza się wzdłuż osi X (lewo-prawo), Y (przód-tył) i Z (góra-dół). Idealne do prostych geometrii — np. wsporników, obudów i płaskich paneli. Zgodnie z informacjami firmy Xometry, takie maszyny są opłacalne i wymagają minimalnego szkolenia, co czyni je idealnym wyborem do prostszych elementów.
- frezowanie 4-osiowe: Dodaje możliwość obrotu wokół jednej osi, umożliwiając obróbkę cech na wielu stronach detalu bez konieczności ręcznego przemieszczania go.
- usługi frezowania CNC 5-osowego: Narzędzie może podejść do Twojego elementu praktycznie pod dowolnym kątem, umożliwiając obróbkę złożonych konturów, wcięć oraz gładkich powierzchni rzeźbiarskich w jednej pozycji. Maszyny te szczególnie dobrze sprawdzają się przy produkcji elementów stosowanych w przemyśle lotniczym i kosmicznym, implantów medycznych oraz wnęk form wykrojowych.
Jaka jest cena tego zalety? Większa liczba osi oznacza wyższe koszty zakupu maszyny oraz zwiększoną złożoność programowania. Maszyna 3-osiowa może kosztować od 25 000 do 50 000 USD, podczas gdy wyposażenie 5-osiowe mieści się w przedziale od 80 000 do ponad 500 000 USD. Jednak w przypadku części o złożonej budowie frezowanie 5-osiowe często obniża całkowity koszt produkcji dzięki eliminacji wielokrotnych ustawień i poprawie dokładności.
Zastosowania idealne dla części frezowanych CNC:
- Obudowy i korpusy z wgłębieniami oraz elementami montażowymi
- Uchwyty i elementy konstrukcyjne z otworami na wielu ścianach
- Wnęki form wykrojowych wymagające gładkich, kształtowanych powierzchni
- Części prototypowe o złożonej geometrii 3D
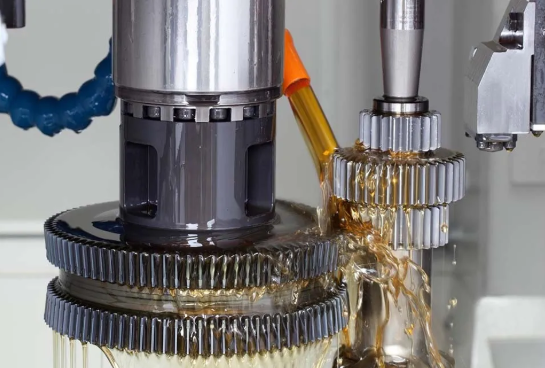
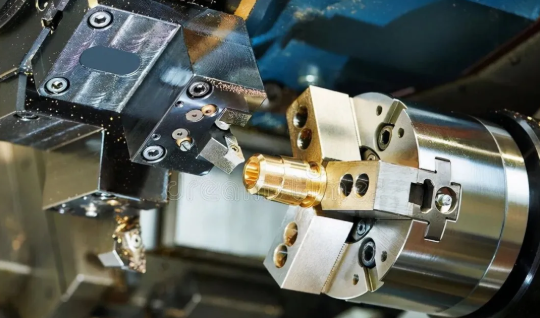
Kiedy toczenie jest lepsze niż frezowanie
Wyobraź sobie teraz odwrotność: Twoja obrabiana część obraca się szybko, podczas gdy nieruchomy narzędzie skrawające kształtuje jej powierzchnię. To właśnie toczenie CNC i jest to najszybsza droga do produkcji części walcowych lub stożkowych, takich jak wały, sworznie, tuleje oraz elementy z gwintem.
Usługa toczenia CNC wykorzystuje tokarki wyposażone w jednoostrzowe narzędzia skrawające poruszające się wzdłuż osi X i Z. Ponieważ obrabiana część obraca się w sposób ciągły, toczenie doskonale zapewnia współśrodkowość i okrągłość – cechy kluczowe dla komponentów, które muszą precyzyjnie pasować do zespołów.
Dlaczego warto wybrać usługę toczenia CNC?
- Prędkość: Prostsze ścieżki narzędzia oraz ciągła akcja skrawania czynią toczenie szybszym od frezowania w przypadku części o kształcie okrągłym
- Efektywność kosztowa: Jednoostrzowe narzędzia są tanie, a podajniki prętów umożliwiają produkcję masową przy minimalnym udziale operatora
- Dokładność: Standardowymi tolerancjami są ±0,002 cala, natomiast na dobrze skalibrowanym sprzęcie możliwe jest osiągnięcie tolerancji ±0,001 cala
Współczesne centra tokarskie CNC często zawierają narzędzia obrotowe — obracające się narzędzia zamontowane w wieży narzędziowej — które mogą wykonywać operacje frezowania CNC, takie jak wiercenie otworów poprzecznych lub frezowanie płaszczyzn, bez konieczności przenoszenia detalu do osobnej maszyny. Ta hybrydowa funkcjonalność łączy możliwości czystego toczenia z możliwościami frezowania.
Zastosowania idealne dla detali tokowanych:
- Wały, osie i wałki
- Gwintowane elementy mocujące i przewody
- Wтуłki, dystansy i rękawy
- Każdy element o symetrii obrotowej
EDM do zastosowań specjalnych
Co dzieje się, gdy tradycyjne frezowanie CNC nie daje efektu — na przykład gdy potrzebujesz bardzo ostrych narożników wewnętrznych lub musisz obrabiać hartowaną stal narzędziową? Wtedy wkracza elektroerozyjne frezowanie (EDM).
EDM usuwa materiał za pomocą iskier elektrycznych pomiędzy elektrodą a przewodzącym przedmiotem obrabianym, przy czym zarówno elektroda, jak i przedmiot znajdują się w cieczy dielektrycznej. Brak mechanicznej siły cięcia pozwala na obróbkę materiałów o bardzo dużej twardości lub delikatnych elementów, które uległyby uszkodzeniu przy użyciu tradycyjnych narzędzi.
Typowe zastosowania EDM:
- Przecinanie drutem EDM do skomplikowanych profili i elementów matryc wymagających ścisłych tolerancji
- Elektroerozyjne wytwarzanie wgłębień (Sinker EDM) do złożonych kawern form
- Elektroerozyjne wiercenie małych otworów (Small-hole EDM) do kanałów chłodzących w elementach lotniczych
EDM jest wolniejsze i droższe niż frezowanie lub toczenie, dlatego zwykle stosuje się je wyłącznie do specjalistycznych zastosowań, a nie do produkcji masowej.
Wybór odpowiedniej metody dla Twojego projektu
Oto szybki schemat decyzyjny: jeśli główną cechą Twojego elementu jest kształt okrągły lub symetria względem osi środkowej, rozpocznij od toczenia. Jeśli wymagane są płaskie powierzchnie, kieszenie lub obróbka wielościanowa, odpowiedzią będzie frezowanie. Potrzebujesz obu metod? Wiele platform internetowych przekazuje zlecenie do centrów kombinowanych (mill-turn), które łączą oba procesy w jednej operacji.
Geometria elementu ostatecznie decyduje o wyborze metody obróbki — zrozumienie tych podstaw pozwala skuteczniej komunikować się ze swoim partnerem produkcyjnym oraz zoptymalizować koszty i czas realizacji.
Przewodnik po doborze materiałów dla części wykonanych metodą CNC
Wybrałeś odpowiedni proces obróbki dla swojej geometrii — ale co z materiałem? Ta decyzja często decyduje o tym, czy Twój element będzie działał bezbłędnie, czy też ulegnie awarii w warunkach eksploatacji. Wybór niewłaściwego materiału może prowadzić do nadmiernego zużycia narzędzi, niestabilności wymiarowej lub przedwczesnego uszkodzenia elementu. Prawidłowy wybór uwzględnia równowagę między wymaganiami mechanicznymi, warunkami środowiskowymi, możliwością obróbki skrawaniem oraz budżetem.
W przeciwieństwie do prostych list materiałów, jakie można znaleźć w innych miejscach, przejdźmy do budowy ramy decyzyjnej pomagającej ocenić dostępne opcje na podstawie konkretnych potrzeb Twojego projektu.
Metale najlepiej nadające się do obróbki CNC
W przypadku obróbki aluminium niewiele materiałów oferuje taką samą kombinację łatwości obróbki, stosunku wytrzymałości do masy oraz opłacalności. Dlatego właśnie stopy aluminium dominują w produkcji CNC w różnych branżach — od przemysłu lotniczego po elektronikę użytkową.
Jednak aluminium nie jest jedyną dostępną opcją. Poniżej przedstawiamy porównanie najczęściej stosowanych metali przy ocenie usług online CNC:
| Materiał | Podstawowe właściwości | Ocena łatwości obróbki | Typowe zastosowania | Koszt względny |
|---|---|---|---|---|
| Aluminium 6061 | Dobra wytrzymałość, doskonała odporność na korozję, możliwość spawania | Doskonała (90%) | Elementy konstrukcyjne, ramy, uchwyty, części uniwersalne | Niski ($) |
| Aluminium 7075 | Wysoka wytrzymałość, odporność na zmęczenie, niższa odporność na korozję niż stop 6061 | Dobra (70%) | Konstrukcje lotnicze, elementy obciążone wysokim naprężeniem, sprzęt sportowy | Średni ($$) |
| Pozostałe stali nierdzewnej | Doskonała odporność na korozję, dobra wytrzymałość, niemagnetyczny | Umiarkowana (45%) | Sprzęt spożywczy, urządzenia medyczne, zastosowania morskie | Średni ($$) |
| Nierdzewna stal 316 | Wynikająca odporność na korozję, szczególnie wobec chlorków | Umiarkowany (40%) | Przemysł chemiczny, sprzęt morski, instrumenty chirurgiczne | Średnie-Wysokie ($$$) |
| Mosiądz | Doskonała obrabialność, dobra odporność na korozję, dekoracyjna powierzchnia | Doskonała (100%) | Łączniki, zawory, złącza elektryczne, dekoracyjny sprzęt montażowy | Średni ($$) |
| Brąz | Doskonała odporność na zużycie, niskie tarcie, dobra odporność na korozję | Dobry (65%) | Łożyska, tuleje, sprzęt morski, zębniki | Średnie-Wysokie ($$$) |
| Tytan gatunek 5 | Wyjątkowy stosunek wytrzymałości do masy, biokompatybilny, odporny na korozję | Słaby (22%) | Aerospace, implanty medyczne, wysokowydajne samochody | Wysoki ($$$$) |
Zwróć uwagę, że wskaźnik obrabialności ma bezpośredni wpływ na koszty produkcji. Miedź żółta jest bardzo łatwo obrabialna – stanowi ona wręcz punkt odniesienia (100 %), względem którego ocenia się inne materiały. Obróbka brązu wymaga większej ostrożności ze względu na jego twardość, jednak części CNC wykonane z brązu zapewniają wyjątkową odporność na zużycie w zastosowaniach łożyskowych i tulejowych. Tytan, choć oferuje nieporównywalne właściwości użytkowe, wymaga specjalistycznego narzędzi, wolniejszych posuwów oraz dłuższego czasu pracy maszyny – wszystko to wpływa na podwyższenie oferty cenowej.
Wybór między stalą aluminiową a stopami specjalnymi
Brzmi skomplikowanie? Oto praktyczny schemat oparty na zaleceniach przewodnika HPPI dotyczących doboru materiałów:
Krok 1: Określenie wymagań funkcjonalnych. Jakie obciążenia będzie przenosić element? Czy wymaga przewodności elektrycznej? Czy będzie narażony na działanie substancji korozyjnych lub ekstremalnych temperatur?
Krok 2: Wzięcie pod uwagę środowiska pracy. Element przeznaczony do zastosowania w środowisku morskim wymaga innego zabezpieczenia przed korozją niż element umieszczony w klimatyzowanym obudowie.
Krok 3: Ocena obrabialności w odniesieniu do budżetu. Czasem materiał łatwiejszy w obróbce, choć o nieco niższych właściwościach, zapewnia lepszą wartość, jeśli uwzględni się mniejsze zużycie narzędzi i krótsze czasy cyklu.
Dla zastosowań wrażliwych na wagę, takich jak elementy lotnicze, aluminium 7075 często odnosi zwycięstwo mimo wyższej ceny niż 6061 — jego znacznie lepszy stosunek wytrzymałości do masy uzasadnia wyższą cenę.
Tworzywa sztuczne konstrukcyjne: gdy metal nie jest rozwiązaniem
Metal nie zawsze jest odpowiednim wyborem. Tworzywa inżynierskie, takie jak delrin i nylon, oferują przekonujące zalety w odpowiednich zastosowaniach — mniejszą masę, niższy koszt, naturalną smarowność oraz doskonałą odporność chemiczną.
Jednak wybór między tymi dwoma popularnymi tworzywami wymaga zrozumienia ich odmiennych cech. Zgodnie z porównaniem firmy Penta Precision różnice te wyraźnie ujawniają się w praktyce:
| Nieruchomości | Delrin (acetal/POM) | Nylon (PA6/PA66) |
|---|---|---|
| Absorpcja wilgoci | Bardzo niski (0,2 %) | Wysoki (2,5–3%) |
| Stabilność wymiarowa | Doskonały | Umiarkowany (pochłania wilgoć) |
| Odporność na ciepło | 100–110 °C – temperatura ciągłej eksploatacji | 120–130 °C (gatunki wypełnione szkłem) |
| Odporność na uderzenia | Dobre | Doskonały |
| Wykorzystanie maszynowe | Doskonała — czyste cięcia, gładka powierzchnia | Umiarkowana — skłonność do „włóknienia” i odkształceń |
| Koszt względny | o 10–30% wyższy | Niższy koszt materiałów |
Materiał Delrin wyróżnia się tam, gdzie kluczowe są ścisłe допусki i odporność na wilgoć. Można go łatwo obrabiać, uzyskując ostre krawędzie i gładkie powierzchnie bezpośrednio po obróbce — wymagając niewielkiego lub żadnego przetwarzania wtórnego. Przykładami mogą być precyzyjne zębniki, elementy zaworów oraz zespoły o ścisłych dopuszczalnych odchyłkach wymiarowych, gdzie stabilność wymiarowa jest bezwzględnie konieczna.
Nylon do obróbki skrawaniem jest dobrym wyborem, gdy potrzebujesz wyższej odporności na uderzenia lub wyższej odporności cieplnej. Jest to materiał pierwszego wyboru dla części poddawanych dużym obciążeniom — elementów dynamicznych, zastosowań w komorze silnika lub sytuacji, w których elastyczność pod obciążeniem jest wręcz pożądana. Należy jednak pamiętać, że nylon ma charakter higroskopijny, co oznacza, że części mogą ulec rozszerzeniu o 2–3% w wilgotnym środowisku, co potencjalnie zakłóci krytyczne pasowania.
Metal kontra tworzywo sztuczne: szybki przewodnik decyzyjny
Kiedy wybrać tworzywo sztuczne Delrin zamiast aluminium? Rozważ następujące scenariusze:
- Wybierz tworzywa inżynierskie, gdy: Potrzebujesz redukcji masy, naturalnej smarliwości, izolacji elektrycznej lub odporności chemicznej na substancje atakujące metale
- Wybierz metale, gdy: Wysoka wytrzymałość konstrukcyjna jest kluczowa, temperatury pracy przekraczają 150 °C lub element musi wytrzymać duże obciążenia mechaniczne
- Weź pod uwagę środowisko: Tworzywa sztuczne ogólnie lepiej niż większość metali odpierają korozję, jednak ekspozycja na promieniowanie UV oraz niektóre chemikalia mogą z czasem pogarszać ich właściwości polimerowe
Ograniczenia budżetowe również często decydują o wyborze. Tworzywo sztuczne Delrin zazwyczaj kosztuje więcej niż aluminium za kilogram, ale jego mniejsza gęstość pozwala uzyskać większą liczbę elementów z jednego kilograma materiału – a doskonała obrabialność skraca czas produkcji.
Wybrany materiał wpływa na każdy aspekt projektu – od wstępnego ofertowania po długotrwałą wydajność elementów. Zrozumienie tych kompromisów jeszcze przed przesłaniem pliku CAD pomaga zapewnić zgodność elementów ze specyfikacjami bez przekroczenia przydziału budżetowego.
Jak określić to, czego naprawdę potrzebujesz
Wybrałeś materiał i odpowiedni proces obróbki — teraz nadszedł czas na specyfikację, która może zdecydować o sukcesie lub porażce Twojego budżetu: wymagania dotyczące dokładności wykonania (dopuszczalne odchyłki). Oto problem: wielu inżynierów domyślnie wybiera najbardziej restrykcyjne tolerancje, sądząc, że zapewniają one wysoką jakość. W rzeczywistości nadmierne zawężanie tolerancji może podwoić lub potroić koszty wytworzenia elementu bez poprawy jego funkcjonalności.
Jaka więc jest dopuszczalna odchyłka dla otworów gwintowanych, cech frezowanych lub średnic toczeniowych? Co ważniejsze — kiedy bardziej restrykcyjne wymagania rzeczywiście mają znaczenie? Przeanalizujemy to w sposób przejrzysty i zaprezentujemy praktyczną ramę działania pozwalającą określić dokładnie te tolerancje, które są niezbędne dla Twoich elementów obrabianych — ani mniej, ani więcej.
Standardowe i precyzyjne dopuszczalne odchyłki – wyjaśnienie
Tolerancja określa akceptowalne odchylenia wymiaru. Gdy określisz średnicę otworu jako 0,500 cala ± 0,005 cala, informujesz producenta, że do Twojego zastosowania nadają się wszystkie wartości z zakresu od 0,495 do 0,505 cala.
Zgodnie z wytycznymi Xometry dotyczącymi tolerancji, standardowe dopuszczalne odchyłki przy precyzyjnej obróbce CNC przedstawiają się następująco:
- Części metalowe: ±0,005 cala (±0,127 mm) to domyślna standardowa dopuszczalna odchyłka
- Części plastikowe: ±0,010 cala (±0,254 mm) z powodu elastyczności materiału podczas cięcia
Dla porównania: grubość arkusza papieru wynosi około 0,003 cala. Standardowe dopuszczalne odchyłki doskonale sprawdzają się w większości zastosowań — np. w przypadku wsporników, obudów, pokryw oraz ogólnych elementów mechanicznych, gdzie dokładne dopasowanie nie jest kluczowe.
Ale co dzieje się, gdy wymagane są usługi precyzyjnego frezowania CNC z jeszcze bardziej restrykcyjnymi specyfikacjami? Właśnie w tym momencie koszty zaczynają gwałtownie rosnąć:
| Kategoria tolerancji | Zakres typowy | Współczynnik kosztu | Dodatkowe wymagania |
|---|---|---|---|
| Standard | ±0,005 cala (±0,127 mm) | 1x (wartość bazowa) | Sprzęt standardowy, kontrola próbki |
| Precyzja | ± 0,001" (± 0,025 mm) | 3-5x | Specjalistyczne narzędzia, kontrola warunków środowiskowych, przedłużone inspekcje |
| Ultra precyzja | ±0,0004 cala (±0,010 mm) | 8–15× | Specjalistyczne wyposażenie, 100-procentowa inspekcja, operacje zwalniania naprężeń |
Zwróć uwagę na tę zależność? Zgodnie z Badania DFM firmy Modus Advanced , gdy dopuszczalne odchyłki stają się ścisłejsze niż ±0,005 cala, koszty rosną wykładniczo – a nie liniowo. Przejście od standardowych do precyzyjnych dopuszczalnych odchyłek może zwiększyć koszt pojedynczego elementu trzy- do dziesięciokrotnie, w zależności od jego geometrii i rozmiaru.
Kiedy dokładne tolerancje rzeczywiście mają znaczenie
Oto pytanie, którego większość przewodników po dopuszczalnych odchyłkach unika: kiedy faktycznie potrzebne są usługi precyzyjnego frezowania CNC, a kiedy wystarczają specyfikacje standardowe?
Ścisłe допусki są uzasadnione w przypadkach, gdy:
- Elementy współpracujące muszą pasować do siebie z minimalnym luzem (połączenia wciskane, gniazda łożysk)
- Powierzchnie uszczelniające wymagają spójnego kontaktu (rowki pod pierścienie O, powierzchnie pod uszczelki)
- Elementy obrotowe lub ślizgowe wymagają precyzyjnego wycentrowania (wały, tłoki, trzpienie zaworów)
- Zespolenia optyczne lub elektroniczne wymagają dokładnego pozycjonowania
Standardowe допусki są wystarczające w przypadkach:
- Otwórów luzowych pod elementy mocujące
- Wymiarów zewnętrznych niebędących krytycznymi z punktu widzenia funkcji
- Powierzchni poddawanych dalszemu wykańczaniu
- Cech geometrycznych, które nie wpływają na montaż ani funkcjonalność
Rozważ cechy gwintowane jako praktyczny przykład. Dla gwintu 3/8 NPT wymiar średnicy większej wynosi 0,675 cala, a ustandaryzowane допuszczalne odchyłki są wbudowane bezpośrednio w specyfikację gwintu. Podobnie otwór o średnicy 1¼ NPT podlega ustalonym normom — nie ma potrzeby nadmiernego precyzowania tych cech, ponieważ operacja gwintowania kontroluje z natury swojej krytyczne wymiary.
Projektowanie z myślą o wykonalności produkcyjnej: unikanie kosztownych błędów
Zgodnie z badaniami firmy Modus Advanced około 70 % kosztów produkcji jest określanych już na etapie projektowania. Oznacza to, że decyzje dotyczące dopuszczalnych odchyłek na rysunku technicznym mają większy wpływ na koszty niż prawie wszystkie czynności wykonywane na linii produkcyjnej.
Oto praktyczne zasady optymalizacji Twoich specyfikacji:
- Stosuj ścisłe dopuszczalne odchyłki wyłącznie do cech krytycznych. Jeśli wymiar nie wpływa na dopasowanie, kształt ani funkcjonalność, pozostaw go na poziomie standardowych dopuszczalnych odchyłek.
- Uwzględnij zachowanie materiału. Materiały o mniejszej twardości, takie jak nylon lub HDPE, uginają się podczas cięcia, co utrudnia osiągnięcie ścisłych tolerancji.
- Zastanów się nad kontrolą jakości. Elementy trudne do obróbki są również trudne do pomiaru. Złożone wymagania dotyczące tolerancji mogą wymagać zastosowania specjalistycznych urządzeń pomiarowych, co zwiększa koszty.
- Zwracaj uwagę na zmiany w procesie produkcyjnym. Określenie otworu z tolerancją ±0,001 cala, który mógłby zostać wykonany frezarką z tolerancją ±0,005 cala, może zmusić producenta do wykonania go tokarką – co wiąże się ze wzrostem kosztów przygotowania maszyny i wydłużeniem czasu realizacji.
Najlepszym sposobem stosowania tolerancji jest ograniczenie ścisłych i/lub geometrycznych tolerancji wyłącznie do obszarów krytycznych, gdy jest to konieczne do spełnienia kryteriów projektowych.
Gdy przesyłasz swój projekt do usługi online CNC, algorytm wyceny analizuje każdą z podanych tolerancji. Zmniejszenie dokładności niekluczowych wymiarów z ±0,001 cala do ±0,005 cala może obniżyć ofertę cenową o 30% lub więcej – bez wpływu na funkcjonalność elementu.
Zrozumienie czynników wpływających na koszty frezowania pozwala kontrolować kompromisy między precyzją a budżetem — co prowadzi nas do pełnego cyklu zamawiania oraz sposobów unikania typowych błędów na każdym jego etapie.
Pełny, krok po kroku proces zamawiania części CNC w trybie online
Znasz procesy obróbki skrawaniem, wybrałeś materiał oraz określiłeś rozsądne wymiary tolerancji. Nadszedł czas na pytanie praktyczne: jak przekształcić plik CAD w niestandardowe części wykonane metodą CNC, które ostatecznie znajdą się na Twoim biurku?
Cykl zamawiania części CNC w trybie online znacznie różni się od tradycyjnej produkcji. Nie ma konieczności telefonicznych kontaktów z kierownikami warsztatów ani osobowego dostarczania próbek do uzyskania ofert. Zamiast tego poruszasz się w cyfrowym systemie zaprojektowanym pod kątem szybkości — jednak system ten nagradza staranne przygotowanie, a karze niedbałe przygotowanie plików.
Przeanalizujmy krok po kroku cały proces — od przesłania pliku do otwarcia opakowania z gotowymi częściami wykonanymi metodą CNC.
Przygotowanie plików CAD do sukcesu
Oto rzeczywistość: zgodnie z przewodnikiem zamawiania firmy Bolang, sukces Twojego zamówienia online w 90% zależy od jakości przesłanych plików. Automatyczne systemy wyceny oraz inżynierowie ludzie opierają się na określonych formatach, aby wygenerować dokładne wyceny i ścieżki narzędzia.
Twój model 3D stanowi podstawowe źródło prawdy. Jednak nie wszystkie formaty plików są sobie równoważne:
- STEP (.step / .stp): Standard złota dla frezowania CNC. Pliki STEP zachowują precyzyjną geometrię, krzywe oraz definicje krawędzi, które formaty oparte na siatkach tracą. Większość platform internetowych preferuje ten format.
- IGES (.iges / .igs): Inny standardowy w branży format, który dobrze sprawdza się przy przesyłaniu danych powierzchni 3D między różnymi systemami CAD.
- Parasolid (.x_t / .x_b): Format natywny dla oprogramowania Siemens NX i SolidWorks; pliki tego typu zapewniają wysoką dokładność geometryczną.
- SOLIDWORKS (.sldprt): Wiele platform akceptuje pliki native SolidWorks bezpośrednio.
A co pliki STL? Według Przewodnik Dipeca po przygotowaniu plików należy unikać plików STL do obróbki CNC. Pliki STL są oparte na siatce i przybliżają powierzchnie za pomocą trójkątów, co może prowadzić do utraty szczegółów podczas generowania ścieżek narzędzia. Działają one dobrze w druku 3D, ale nie zapewniają precyzyjnej geometrii wymaganej przez maszyny CNC.
Poza formatem pliku istotne są także szczegóły przygotowania:
- Ustaw poprawne jednostki. Błędy związane z milimetrami a calami powodują, że części mają rozmiar 25 razy większy lub mniejszy niż powinny.
- Zdefiniuj wyraźny punkt początkowy (początek układu współrzędnych). Ułatwia to producentowi prawidłowe orientowanie Twojej części.
- Sprawdź, czy nie ma otwartych powierzchni ani luk. Modele szczelne („wodoodporne”) zapobiegają błędom w wycenie oraz nieporozumieniom produkcyjnym.
- Usuń niepotrzebne cechy. Geometria konstrukcji, ukryte elementy oraz powtarzające się powierzchnie mogą utrudniać analizę automatyczną.
W przypadku części o ścisłych tolerancjach nigdy nie polegaj wyłącznie na modelu 3D. Dołącz rysunek 2D w formacie PDF, który określa wymiary krytyczne, wymagania dotyczące chropowatości powierzchni oraz tolerancje geometryczne. Dzięki temu eliminuje się domysły i zapewnia się, że wy turned parts lub frezowane komponenty spełniają dokładnie określone specyfikacje.
Co dzieje się po przesłaniu plików
Gdy Twoje pliki trafią na platformę, następuje proces krok po kroku – od cyfrowego modelu do fizycznej części:
- Natychmiastowa analiza geometrii: Algorytmy sztucznej inteligencji skanują Twój model w ciągu kilku sekund, identyfikując cechy takie jak otwory, wgłębienia, gwinty i podcięcia. System zaznacza potencjalne problemy z wykonalnością – ostre narożniki wewnętrzne wymagające obróbki EDM, cienkie ścianki, które mogą ulec odkształceniu podczas cięcia, lub cechy niedostępne przy użyciu standardowych narzędzi.
- Automatyczne wyceny: Na podstawie złożoności geometrycznej, wyboru materiału, wymagań dotyczących tolerancji oraz ilości otrzymujesz ofertę cenową niemal natychmiast. Zgodnie z danymi firmy Bolang materiał stanowi około 20% kosztów obróbki, podczas gdy czas pracy maszyny odpowiada za 80% — zatem złożoność projektu ma największy wpływ na wysokość oferty.
- Cykl zwrotny informacji projektowych: Wiarygodne platformy zapewniają wczesne uwagi dotyczące projektowania z myślą o produkcji (DFM), jeszcze przed potwierdzeniem zamówienia. Zaproponują m.in. modyfikacje obniżające koszty — dodanie promieni zaokrągleń w narożnikach wewnętrznych, dostosowanie grubości ścianek lub zalecenie alternatywnych materiałów. Takie konsultacje mogą przynieść oszczędności w zakresie 20–50% przy złożonych elementach.
- Potwierdzenie zamówienia i przekazanie do realizacji: Po zatwierdzeniu oferty Twoje zamówienie trafia do kolejki produkcyjnej. Platformy cyfrowe przekazują zlecenia specjalistycznym producentom z ich sieci — Twój element z tytanu zostaje przekazany do warsztatów posiadających doświadczenie w obróbce tytanu, podczas gdy wieloosiowy element z aluminium trafia do zakładów wyposażonych w obrabiarki 5-osiowe.
- Produkcja: Programiści CNC generują ścieżki narzędziowe na podstawie Państwa modelu, dobierają odpowiednie narzędzia skrawające oraz dokonują przygotowania maszyny. W przypadku zamówień prototypów CNC produkcja zwykle rozpoczyna się w ciągu 24–48 godzin od potwierdzenia zamówienia.
- Kontrola jakości: Gotowe części wykonane na maszynach CNC podlegają weryfikacji wymiarowej. W przypadku standardowych zamówień przeprowadza się zazwyczaj inspekcję próbkową, natomiast dla części precyzyjnych może być stosowana kontrola 100% z dokumentowanymi raportami pomiarowymi.
- Wykończenie powierzchni: Jeśli określono takie obróbki powierzchniowe jak anodowanie, malowanie proszkowe lub piaskowanie, części przechodzą do operacji wykańczających przed ostatecznym zapakowaniem.
- Wysyłka: Części są starannie pakowane, aby zapobiec uszkodzeniom podczas transportu. Standardowe prototypy z aluminium zwykle wysyłane są w ciągu 3–5 dni roboczych; serie produkcyjne liczące 100 i więcej sztuk trwają zazwyczaj 2–4 tygodnie, w zależności od wymagań dotyczących obróbki końcowej.
Typowe błędy powodujące opóźnienia zamówień
Nawet doświadczeni inżynierowie popełniają błędy w procesie zamawiania. Zgodnie z analizą JUPAICNC poniższe nieprawidłowości powodują najwięcej opóźnień oraz przekroczeń budżetu:
- Niekompletne specyfikacje: Dostarczenie modelu 3D bez tolerancji, oznaczeń materiału ani wymagań dotyczących wykończenia zmusza producentów do zgadywania — lub odrzucenia zamówienia w oczekiwaniu na wyjaśnienia.
- Nieodpowiedni dobór materiału: Wybieranie na podstawie rozpoznawalności nazwy zamiast rzeczywistych wymagań aplikacyjnych. Ten element ze stali nierdzewnej mógłby być idealnie wykonany z aluminium połowę kosztu, jeśli wymagania dotyczące wytrzymałości na to pozwalają.
- Zbyt ścisłe tolerancje: Wymaganie tolerancji ±0,001 cala dla każdej wymiaru, gdy wystarczyłoby ±0,005 cala, znacznie podnosi koszty bez poprawy funkcjonalności elementu.
- Nierealistyczne terminy realizacji: Zakładanie, że frezowanie CNC jest tak samo szybkie jak druk 3D. Skomplikowane części wymagają programowania, wielokrotnych ustawień i czasu na inspekcję. Przyspieszanie procesu prowadzi do kompromisów jakościowych.
- Ignorowanie opinii dotyczącej projektowania z myślą o wytwarzaniu (DFM): Gdy platforma sugeruje modyfikacje projektu, odrzucanie tych propozycji bez ich przemyślenia często oznacza płacenie premii za cechy, które można było uprościć.
Im lepszy Twój plik, tym lepszy wynik.
Dedukcja dodatkowej godziny na przygotowanie czystych plików, określenie wyłącznie niezbędnych tolerancji oraz przeanalizowanie opinii DFM może zaoszczędzić dni opóźnień i setki dolarów w przypadku zamówienia niestandardowych części frezowanych.
Gdy Twoje części są już w drodze, zrozumienie przyczyn ostatecznej oferty cenowej — oraz sposobów optymalizacji przyszłych zamówień — staje się kolejną wartościową umiejętnością do nabycia.
Czynniki cenowe i strategie optymalizacji kosztów
Twoje części zostały wysłane z poprzedniego zamówienia, a teraz przyglądasz się fakturze z zastanowieniem: dlaczego ta oferta była tak wysoka? Albo może właśnie przesyłasz nowy projekt i obserwujesz, jak cena zmienia się wraz z modyfikacją parametrów. Zrozumienie czynników rzeczywiście wpływających na cenę frezowania CNC pozwala podejmować bardziej uzasadnione decyzje jeszcze przed kliknięciem przycisku „zamów”.
Większość platform nie powie wam bezpośrednio: koszty metalu dla maszyniści stanowią tylko około 20% całkowitych wydatków. Pozostałe 80% pochodzi z czasu pracy maszyny, co oznacza, że złożoność projektu, wymagania tolerancyjne i wydajność produkcji mają znacznie większy wpływ na wyniki niż sam wybór materiału.
Co determinuje koszty obróbki CNC
Przeanalizujmy główne czynniki, które wpływają na koszty, abyś mógł przewidzieć ceny przed przesłaniem pliku CAD:
- Wybór materiału: Ceny surowców różnią się znacznie. Zgodnie z analizą kosztów Unionfab aluminium znajduje się na najniższym poziomie ($), podczas gdy tytan i magnez mają wysokie ceny ($$$$$). Pamiętaj jednak, że twardsze materiały zużywają narzędzia szybciej i wymagają wolniejszych prędkości cięcia, co zwiększa koszty poza kosztami surowców.
- Złożoność części: Głębokie wgłębienia, ostre kąty wewnętrzne, cienkie ściany oraz skomplikowane geometrie wydłużają czas obróbki. Elementy wymagające wielu ustawień lub specjalistycznego narzędziowania zwiększają koszty pracy i czas przestawiania maszyn. Część, którą można wykonać w jednym ustawieniu, zawsze kosztuje mniej niż taka, która wymaga trzech ponownych pozycjonowań.
- Wymagania dotyczące tolerancji: Jak omówiliśmy wcześniej, przejście od tolerancji standardowych (±0,005 cala) do tolerancji precyzyjnych (±0,001 cala) może zwiększyć koszty nawet 3–5-krotnie. Każda ścisła tolerancja wymusza wolniejsze prędkości skrawania, dodatkowy czas kontroli oraz potencjalnie użycie specjalistycznych urządzeń.
- Ilość: Ten czynnik działa na Twoją korzyść. Koszty przygotowania — programowanie, projektowanie uchwytów, dobór narzędzi — pozostają stałe niezależnie od tego, czy produkujesz jedną czy sto sztuk. Rozłożenie tych kosztów na większą liczbę jednostek znacznie obniża cenę jednostkową. Zgodnie z danymi Unionfab cena jednostkowa może spaść o 50% lub więcej przy zwiększeniu zamówienia z pojedynczego prototypu do partii pięciu sztuk.
- Wykończenie powierzchni: Wykończenie „jak po obróbce” jest standardowe i nie wiąże się z dodatkowymi kosztami. Natomiast anodowanie zwiększa cenę o 3–12 USD za element, galwanizacja – o 10–30 USD, a specjalistyczne procesy, takie jak pasywacja lub trawienie laserem, dalej podnoszą koszty. Każde wykończenie wymaga dodatkowej obsługi, czasu na przetwarzanie oraz kontroli jakości.
- Czas realizacji: Standardowe terminy produkcji (7–15 dni roboczych) zapewniają najlepszą wartość. Zlecenia pilne, wymagające realizacji w ciągu 1–3 dni, wiążą się z koniecznością pracy w nadgodzinach, zakłóceniem harmonogramu produkcji oraz przyspieszoną wysyłką – należy się spodziewać naliczenia opłat dodatkowych w wysokości 25–100% ponad standardowe ceny.
Inteligentne sposoby obniżenia kosztów elementów
Teraz, gdy znasz czynniki wpływające na koszty, oto jak zoptymalizować zamówienia na części frezowane bez utraty funkcjonalności:
- Uprość geometrię tam, gdzie to możliwe. Zminimalizuj ostre kąty wewnętrzne – określ promienie zaokrągleń wewnętrznych co najmniej na poziomie jednej trzeciej głębokości wnęki. Zgodnie z wytycznymi Hubs dotyczącymi projektowania przyjaznego dla produkcji (DFM), większe promienie pozwalają na zastosowanie większych narzędzi, które działają szybciej i są tańsze.
- Korzystaj ze standardowych rozmiarów narzędzi. Cechy projektowe dostosowane do powszechnie dostępnych frezów czołowych i wiertła. Średnice otworów w przyrostach co 0,1 mm (do 10 mm) lub w standardowych wymiarach ułamkowych eliminują opłaty za specjalne narzędzia.
- Zoptymalizuj grubość ścianek. Dla elementów metalowych zachowaj grubość ścianek powyżej 0,8 mm; dla elementów z tworzyw sztucznych – powyżej 1,5 mm. Cienkie ścianki wymagają wolniejszych przejść i niosą ryzyko odkształcenia, co wydłuża czas cyklu obróbkowego.
- Stosuj ścisłe допусki selektywnie. Tylko kluczowe powierzchnie stykowe wymagają precyzyjnych specyfikacji. Zmniejszenie dokładności nieistotnych wymiarów z ±0,001 cala do ±0,005 cala może obniżyć koszty o 30% lub więcej.
- Wybierz wykończenie „jak po obróbce”, jeśli jest to akceptowalne. Określanie wykończenia powierzchni wyłącznie tam, gdzie jest to konieczne pod względem funkcjonalnym, eliminuje operacje wtórne oraz związane z nimi koszty.
- Strategicznie grupuj zamówienia. Jeśli teraz potrzebujesz 3 sztuk, a później być może kolejnych 10, zamówienie od razu wszystkich 13 sztuk zwykle kosztuje mniej niż dwa osobne zamówienia ze względu na wspólne koszty przygotowania maszyn.
- Wybierz materiały nadające się do obróbki skrawaniem. Aluminium 6061 jest obrabiane szybciej niż stal nierdzewna — często dwa razy szybciej. Gdy wymagania dotyczące wytrzymałości na to pozwalają, wybór łatwiejszych w obróbce stopów skraca czas cyklu i zużycie narzędzi.
Kiedy usługi ekspresowe mają sens
Zamówienia ekspresowe nie zawsze są marnowaniem pieniędzy. Oto kiedy zapłata za przyspieszenie jest uzasadniona:
- Projekty kluczowe dla harmonogramu: Gdy opóźniony prototyp blokuje całą wprowadzanie produktu na rynek, opłata za realizację ekspresową jest niewielka w porównaniu z kosztami utraty okna rynkowego.
- Weryfikacja projektu przed rozpoczęciem produkcji narzędzi: Dodatkowe wydatki na potwierdzenie projektu przed inwestycją w formy wtryskowe lub narzędzia produkcyjne często zapobiegają znacznie droższym błędom.
- Zobowiązania wobec klientów: Gdy zależą od nas terminy dostawy, produkcja ekspresowa chroni relacje partnerskie, które są wartą więcej niż opłata za przyspieszenie.
Dla projektów niepilnych standardowe terminy realizacji zapewniają tę samą jakość przy znacznie niższych kosztach. Planowanie z wyprzedzeniem — wcześniejsze przesyłanie plików, szybka odpowiedź na uwagi DFM oraz unikanie zmian projektu w ostatniej chwili — pozwala utrzymać zamówienia w ramach ekonomicznych harmonogramów.
Najdroższe frezowanie CNC nie dotyczy części wymagających specjalistycznego sprzętu — chodzi o te, które zostały zaprojektowane bez uwzględnienia optymalizacji kosztów. Posiadając te strategie, możesz teraz ocenić nie tylko, ile będą kosztować Twoje elementy, ale także porównać wybór metody wytwarzania w kontekście różnych technologii produkcyjnych.
Frezowanie CNC vs druk 3D, wtryskowe formowanie tworzyw sztucznych i obróbka blach
Zoptymalizowałeś swój projekt pod kątem frezowania CNC i rozumiesz czynniki wpływające na koszty — ale warto zadać sobie pytanie: czy frezowanie CNC jest w ogóle odpowiednią metodą wytwarzania dla Twojego projektu? Czasem odpowiedź brzmi „tak”. Czasem jednak lepsze rezultaty i niższe koszty zapewniają druk 3D, wtryskowe formowanie tworzyw sztucznych lub obróbka blach.
Wczesne podjęcie tej decyzji pozwala zaoszczędzić pieniądze, czas i uniknąć frustracji. Zgodnie z przewodnikiem Protolabs dotyczącym wyboru metody wytwarzania, zrozumienie, w jakich przypadkach każda z tych technik osiąga najlepsze wyniki, pozwala dopasować metodę produkcji do rzeczywistych wymagań projektu, a nie polegać na znanych, choć niekoniecznie najbardziej odpowiednich technikach.
Porównajmy te cztery główne podejścia produkcyjne obok siebie.
Ramka decyzyjna: CNC vs druk 3D
Debata na temat CNC kontra druk 3D pojawia się stale w procesie rozwoju produktu — i nie ma jednego, uniwersalnego zwycięzcy. Każda z tych metod dominuje w określonych przypadkach zastosowania.
Wybierz obróbkę CNC, gdy potrzebujesz:
- Wysokie właściwości mechaniczne uzyskiwane z pełnowartościowych materiałów metalowych lub inżynieryjnych tworzyw sztucznych
- Ścisłe допусki (osiągalne ±0,001 cala w porównaniu do typowych ±0,005 cala dla druku 3D)
- Prototypy funkcjonalne odpowiadające właściwościom materiałów stosowanych w produkcji seryjnej
- Produkcja od 1 do kilkuset części w sposób ekonomiczny
Wybierz druk 3D, gdy potrzebujesz:
- Szybkie prototypowanie CNC — czasem nawet dostawa tego samego dnia
- Złożone geometrie wewnętrzne, których niemożliwe jest wykonanie metodami frezowania (np. struktury siatkowe, kanały chłodzenia o kształcie dopasowanym do elementu)
- Niskokosztowa walidacja projektu przed podjęciem decyzji o wykonywaniu prototypów CNC
- Prototypowanie z włókna węglowego z wzmocnieniem ciągłym włóknem
- Wysoko spersonalizowane części jednorazowe, dla których koszty wykonania narzędzi nie są uzasadnione
Według Analiza produkcji Gizmospring , druk 3D wyróżnia się w zakresie szybkiego prototypowania, ponieważ krótki czas realizacji i niższe koszty umożliwiają szybką iterację. Jednak toczenie CNC jest preferowaną metodą tam, gdzie najważniejsze są precyzja, wytrzymałość materiału oraz jakość powierzchni.
W przypadku prototypowania metodą CNC kluczowe znaczenie ma walidacja funkcjonalna — czyli części, które działają pod rzeczywistymi obciążeniami, a nie tylko spełniają wymagania dotyczące dopasowania. Zdrukowany w 3D uchwyt może potwierdzić geometrię, ale uchwyt z aluminium wykonany metodą frezowania CNC potwierdza rzeczywistą wydajność.
Kiedy wtryskowe formowanie plastiku jest bardziej uzasadnione
To właśnie ilość sztuk całkowicie zmienia sytuację. Wtrysk termoplastów wymaga znacznych początkowych inwestycji w narzędzia — zwykle od 3 000 do ponad 100 000 USD, w zależności od złożoności — jednak koszt pojedynczej sztuki gwałtownie spada przy dużych nakładach.
Punkt przecięcia: Zgodnie z danymi firmy Protolabs, wtryskiwanie tworzyw sztucznych staje się zwykle bardziej opłacalne niż frezowanie CNC przy produkcji od 100 do 500 części, w zależności od geometrii i materiału. Dla serii produkcyjnych przekraczających 10 000 części koszty wtryskiwania stanowią jedynie ułamek kosztów alternatywnych rozwiązań opartych na frezowaniu CNC.
Formowanie wtryskowe jest wygrywającą metodą, gdy:
- Wolumeny produkcji przekraczają 500 identycznych części
- Części wymagają skomplikowanych cech konstrukcyjnych, których obróbka byłaby kosztowna (zatrzaski, zawiasy elastyczne, cienkie ścianki)
- Wymagana jest spójna powtarzalność w przypadku tysięcy jednostek
- Długoterminowe harmonogramy produkcji uzasadniają inwestycję w formy
Frezowanie CNC pozostaje lepszym rozwiązaniem, gdy:
- Potrzebujesz usług obróbki prototypowej w celu walidacji projektu przed zatwierdzeniem form
- Ilość zamówionych części pozostaje poniżej punktu przejścia do wtryskiwania
- Wymagane są części metalowe (wtryskiwanie dotyczy głównie tworzyw sztucznych)
- Prawdopodobne są dalsze zmiany projektu — modyfikacje form są kosztowne
Wiele udanych produktów wykorzystuje obie metody w sposób strategiczny: obróbka prototypowa pozwala szybko zweryfikować projekt, a następnie wtryskiwanie przejmuje produkcję masową po ustaleniu ostatecznych specyfikacji.
Tabela porównania metod produkcji
To porównanie obejmuje kluczowe kryteria decyzyjne we wszystkich czterech głównych metodach produkcji:
| Kryteria | Obróbka CNC | drukowanie 3D | Wtryskowanie materiałów | Wytwarzaniu blach |
|---|---|---|---|---|
| Optymalne ilości | 1–500 sztuk | 1–50 sztuk | 500–1 000 000+ sztuk | 10–10 000 sztuk |
| Opcje materiałowe | Metale, tworzywa sztuczne, kompozyty (ponad 50 opcji) | Polimery, żywice, niektóre metale (ograniczony wybór) | Głównie termoplastyki (szeroki wybór polimerów) | Blachy metalowe: aluminium, stal, stal nierdzewna, miedź |
| Precyzja wykonania | możliwe osiągnięcie ±0,001 cala | ±0,005" typowe | ±0,003 cala (typowe) | ±0,005" do ±0,010" |
| Typowy czas realizacji | 3–15 dni roboczych | 1-5 dni roboczych | 2–6 tygodni (w tym czas na wykonanie narzędzi) | 5-15 dni roboczych |
| Koszt przygotowania/narzędzi | Niski (0–500 USD) | Brak | Wysoki (3 000–100 000+ USD) | Niski do umiarkowanego (100–2 000 USD) |
| Koszt jednej sztuki (10 sztuk) | $$ | $$ | $$$$$ (koszty narzędzi rozłożone na jednostkę) | $$ |
| Koszt za sztukę (1000 sztuk) | $$ | $$$ | $ | $ |
| Najlepszy dla | Precyzyjne części metalowe/plastikowe, prototypy funkcjonalne | Szybkie prototypowanie, złożone geometrie, personalizacja | Produkcja plastików w wysokich wolumenach | Obudowy, uchwyty, panele |
Wybieranie właściwego rozwiązania dla swojego projektu
Przy ocenie usług obróbki prototypów lub produkcji masowej przeanalizuj poniższe kryteria decyzyjne:
- Jaka jest Twoja ilość? Niskie wolumeny sprzyjają frezowaniu CNC lub drukowaniu 3D; wysokie wolumeny – wtryskiwaniu tworzyw sztucznych lub blachownictwu.
- Jakie właściwości materiału są dla Państwa potrzebne? Jeśli istotne są wytrzymałość, odporność na ciepło lub konkretne stopy metali, najbardziej odpowiednie będą obróbka CNC lub blachownictwo.
- Jak ścisłe są wymagane tolerancje? Wymagania dotyczące precyzji często wykluczają druk 3D i blachownictwo.
- Jaki jest Twój harmonogram? Pilne potrzeby prototypów CNC mogą sprawić, że szybszy druk 3D będzie bardziej odpowiedni; harmonogramy produkcji mogą uwzględnić dłuższe czasy realizacji wtryskiwania tworzyw sztucznych.
- Czy projekt Twojego wyrobu został już ostatecznie ustalony? Jeśli zmiany nadal są prawdopodobne, unikaj kosztownych modyfikacji narzędzi do wtryskiwania.
Wiele internetowych dostawców usług frezowania CNC oferuje obecnie wiele metod produkcyjnych poprzez jedną platformę — umożliwiając prototypowanie za pomocą szybkiego frezowania CNC, weryfikację za pomocą funkcjonalnych części wykonanych metodą frezowania, a następnie przejście do wtryskiwania w celu produkcji seryjnej bez konieczności zmiany dostawcy.
Zrozumienie tych kompromisów pozwala podejmować decyzje produkcyjne oparte na wymaganiach projektu, a nie na znajomości danego procesu. Wybór odpowiedniej metody to jednak tylko jedna część równania — zapewnienie, że partner produkcyjny spełnia standardy jakości odpowiednie dla danej branży, stanowi kolejny kluczowy aspekt wymagający uwzględnienia.
Certyfikaty branżowe i normy jakości – wyjaśnienie
Wybrałeś metodę produkcji i rozumiesz, co wpływa na cenę — ale oto pytanie, które oddziela przypadkowe prototypowanie od poważnej produkcji: czy Twój partner CNC posiada certyfikaty wymagane w Twojej branży? W przypadku komponentów lotniczych, urządzeń medycznych lub zespołów samochodowych nieprawidłowa odpowiedź może oznaczać odrzucenie części, nieudane audyty lub coś jeszcze gorszego.
Certyfikaty to nie tylko eleganckie logo na stronie internetowej. Zgodnie z przewodnikiem certyfikacyjnym firmy 3ERP stanowią one udokumentowany dowód tego, że producent wdrożył systemy zarządzania jakością, podlega regularnym audytom przeprowadzanym przez niezależne strony trzecie oraz zapewnia śledzalność na każdym etapie produkcji. Zrozumienie rzeczywistego znaczenia poszczególnych certyfikatów pozwala dopasować firmy zajmujące się precyzyjnym frezowaniem do konkretnych wymagań Twojego projektu.
Rozszyfrowanie certyfikatów ISO AS9100 i IATF
Przebijmy się przez „zupę alfabetyczną” certyfikatów produkcyjnych. Każdy standard dotyczy konkretnych problemów branżowych — a znajomość różnic pozwala zweryfikować, czy potencjalny partner rzeczywiście jest w stanie spełnić wymagania Twojego zastosowania.
ISO 9001: Podstawa zarządzania jakością
Wyobraź sobie normę ISO 9001 jako podstawowy certyfikat dla każdej poważnej działalności produkcyjnej. Ustanawia ona wymagania dotyczące systemu zarządzania jakością (QMS), skoncentrowanego na satysfakcji klienta, spójności wydajności i ciągłej poprawie. Zgodnie z Hartford Technologies , norma ISO 9001 ma zastosowanie w przemyśle o dowolnej skali — stanowi podstawowy certyfikat określający warunki wstępne dla solidnego systemu zarządzania jakością.
Korzystając z usługi online frezowania CNC posiadającej certyfikat ISO 9001, masz gwarancję, że:
- Każdy etap produkcji jest regulowany udokumentowanymi procedurami
- Wymagania klientów są systematycznie identyfikowane i śledzone
- Wewnętrzne audyty weryfikują trwałą zgodność z wymaganiami
- Działania korygujące mają na celu wyeliminowanie niezgodności zanim staną się one wzorcem
AS9100: Kontrola jakości na poziomie przemysłu lotniczego i kosmicznego
Obróbka CNC elementów lotniczych wymaga więcej niż ogólna kontrola jakości. Standard AS9100 opiera się na podstawach ISO 9001, dodając jednak specyficzne dla przemysłu lotniczego i kosmicznego wymagania dotyczące zarządzania ryzykiem, kontroli konfiguracji oraz śledzalności wyrobów. Każdy element musi być śledzony aż do źródła surowca, a oceny ryzyka awarii są obowiązkowe na wszystkich etapach walidacji projektu.
W zastosowaniach obróbki CNC elementów lotniczych certyfikacja zgodności z normą AS9100 oznacza, że producent rozumie środowisko pracy w przemyśle lotniczym, w którym nie ma miejsca na żadne odstępstwa. Elementy przeznaczone do zastosowania w samolotach — niezależnie od tego, czy chodzi o elementy konstrukcyjne, zespoły silnikowe czy obudowy systemów awioniki — wymagają tego stopnia udokumentowanej kontroli.
ISO 13485: Normy dotyczące produkcji wyrobów medycznych
Mechanika medyczna wiąże się z wyjątkowymi obowiązkami. Awaria instrumentu chirurgicznego lub elementu implantu może kosztować życie. Standard ISO 13485 określa system zarządzania jakością (QMS) specjalnie dostosowany do produkcji wyrobów medycznych, kładąc nacisk na zarządzanie ryzykiem, zgodność z przepisami prawno-regulacyjnymi oraz pełną śledzalność od etapu projektowania po serwisowanie.
Mechanika wyrobów medycznych zgodnie z normą ISO 13485 wymaga:
- Ścisłej dokumentacji procesów projektowania, wytwarzania i walidacji
- Wykazanej zdolności do identyfikacji i ograniczania ryzyka dla bezpieczeństwa pacjentów
- Zgodności z obowiązkami regulacyjnymi obowiązującymi na docelowych rynkach
- Produktów spełniających określone kryteria bezpieczeństwa i wydajności
IATF 16949: Doskonałość w przemyśle motocyklowym i samochodowym
Została opracowana przez Międzynarodową Grupę Roboczą ds. Motocykli (International Automotive Task Force), norma IATF 16949 stanowi światowy standard zarządzania jakością dostosowany specjalnie do produkcji motocyklowej i samochodowej. Opiera się na normie ISO 9001, obejmując dodatkowe wymagania dotyczące projektowania wyrobów, procesów produkcyjnych oraz standardów określonych przez klientów, które definiują łańcuch dostaw w branży motocyklowej i samochodowej.
Dlaczego norma IATF 16949 jest szczególnie wartościowa? Zakłady posiadające certyfikat stosują Statystyczną Kontrolę Procesu (SPC) do monitorowania zmiennych produkcyjnych w czasie rzeczywistym, zapewniając spójność komponentów o wysokiej dokładności wymiarowej w trakcie długotrwałych serii produkcyjnych. Ma to kluczowe znaczenie przy produkcji zespołów nadwozia, elementów układu hamulcowego lub precyzyjnych metalowych wkładek, ponieważ spójność wymiarowa ma bezpośredni wpływ na bezpieczeństwo i wydajność pojazdu.
Dla zastosowań motocyklowych i samochodowych wymagających certyfikowanych możliwości produkcyjnych, Rozwiązania do obróbki skrawaniem dla przemysłu motocyklowego i samochodowego firmy Shaoyi przedstawić, jak wygląda w praktyce produkcja certyfikowana zgodnie z normą IATF 16949 — dostarczanie złożonych zespołów nadwoziowych oraz precyzyjnych elementów metalowych w terminach nawet do jednego dnia roboczego przy jednoczesnym zachowaniu ścisłych kontroli jakości.
Dopasowanie certyfikatów do potrzeb Twojej branży
Jakie certyfikaty należy zweryfikować przed złożeniem zamówienia? To zależy całkowicie od tego, gdzie trafią Państwa części. Oto praktyczny podział według branży:
Ogólna produkcja i prototypowanie:
- Certyfikat ISO 9001 zapewnia wystarczające zapewnienie jakości.
- Skup się na jakości komunikacji oraz szybkości reagowania na uwagi dotyczące projektowania z myślą o wykonalności produkcyjnej (DFM).
- Znaczenie mają możliwości produkcyjne zapewniające wysoką precyzję, a nie koniecznie specjalistyczne certyfikaty.
Lotnictwo i obronność:
- Certyfikat AS9100 jest zazwyczaj obowiązkowy dla komponentów krytycznych dla bezpieczeństwa lotu.
- Zgodność z wymogami ITAR jest wymagana dla artykułów związanych z obronnością, znajdujących się na amerykańskiej liście wyposażenia wojskowego (U.S. Munitions List).
- Spodziewaj się rygorystycznej dokumentacji oraz pełnej śledzalności materiałów.
Urządzenia medyczne i opieka zdrowotna:
- Certyfikacja ISO 13485 jest niezbędna dla regulowanych wyrobów medycznych
- Rejestracja w FDA może być wymagana dla urządzeń medycznych wprowadzanych na rynek amerykański
- Często wymagane są certyfikaty materiałów oraz dokumentacja zgodności biologicznej
Przemysł motoryzacyjny:
- Certyfikacja IATF 16949 jest wymagana przez główne producentów OEM oraz dostawców poziomu Tier 1
- Dokumentacja PPAP (Proces zatwierdzania części produkcyjnych) jest często oczekiwana
- Możliwości kontroli procesów statystycznych zapewniają stałą jakość produkcji
Certyfikaty pokazują naszym klientom, że poważnie traktujemy jakość. Nie są to jedynie dokumenty — stanowią zobowiązanie do doskonałości w każdej produkowanej przez nas części.
Zgodnie z przewodnikiem dotyczącym certyfikacji Machine Shop Directory, 67% producentów OEM wymaga od swoich dostawców certyfikacji ISO 9001 — a warsztaty posiadające certyfikaty specyficzne dla branży zawierają średnio o 15% więcej umów. Inwestycja w certyfikację przynosi korzyści w postaci rozszerzenia dostępu do rynków oraz zwiększenia zaufania klientów.
Certyfikaty nie tylko otwierają drzwi do regulowanych branż, ale także napędzają wewnętrzne ulepszenia. Proces audytu zmusza producentów do przeanalizowania swoich przepływów pracy, udokumentowania procedur oraz wdrożenia kontroli ograniczających błędy i marnotrawstwo. Korzystasz na tych zyskach z efektywności w postaci bardziej spójnej jakości oraz często niższych cen, ponieważ korzyści operacyjne kumulują się w czasie.
Wiedza na temat tego, które certyfikaty mają znaczenie dla Twojego zastosowania, jest kluczowa — jednak zweryfikowanie, czy potencjalny partner rzeczywiście posiada te uprawnienia oraz zapewnia spójną jakość w praktyce, wymaga systemowego podejścia do oceny.
Jak ocenić i wybrać odpowiedniego dostawcę usług CNC online
Znajomie certyfikatów i standardów obowiązujących w Twojej branży to jedno, ale jak rzeczywiście zweryfikować, że potencjalny partner produkcyjny spełnia swoje zobowiązania? Wybór niewłaściwej warsztatowej firmy CNC może skutkować przegapieniem terminów, odrzuceniem wykonywanych części oraz uciążliwymi przerwami w komunikacji, które całkowicie zakłócają harmonogram realizacji Twojego projektu.
Nie ma znaczenia, czy szukasz «warsztatów CNC w pobliżu», czy oceniasz globalne platformy cyfrowe – proces wyboru wymaga systematycznej oceny, a nie decyzji opartej wyłącznie na intuicji. Zgodnie z przewodnikiem TQ Manufacturing dotyczącym wyboru partnerów, firmy często napotykają typowe pułapki, takie jak niestabilna jakość, spóźnione dostawy oraz słaba komunikacja – problemy te prowadzą do kosztownej przepracy, opóźnień w produkcji oraz niezadowolonych klientów.
Stwórzmy praktyczny ramowy model oceny usług niestandardowego frezowania CNC, który pozwoli odróżnić wiarygodnych partnerów od ryzykownych dostawców.
Czerwone flagi przy wyborze partnera CNC
Zanim przejdziemy do omówienia cech, na które należy zwrócić uwagę, rozważmy najpierw sygnały ostrzegawcze, które powinny skłonić Cię do poszukiwania innych dostawców. Zgodnie z listą kontrolną inżynierów JUPAICNC doświadczoni zakupujący uczą się wczesnego wykrywania tych problemów – co pozwala zaoszczędzić czas i uniknąć kosztownych błędów.
Sygnały ostrzegawcze wskazujące na potencjalne problemy:
- Brak certyfikatów: Brak certyfikatów kontroli jakości uznawanych w branży, takich jak ISO 9001, sugeruje niewystarczające kontrole procesowe. W przypadku branż regulowanych brak certyfikatów specyficznych dla danego sektora (np. AS9100, ISO 13485, IATF 16949) powoduje natychmiastową dyskwalifikację dostawcy.
- Niejasne odpowiedzi dotyczące możliwości: Jeśli przy zadawaniu pytań dotyczących możliwości dotrzymania tolerancji, wiedzy specjalistycznej w zakresie materiałów lub czasów realizacji otrzymujesz niejasne odpowiedzi, należy spodziewać się podobnej niejednoznaczności w trakcie produkcji.
- Wolne czasy reakcji w fazie oceny: Jeśli na początkowe zapytania odpowiadają dopiero po kilku dniach, należy spodziewać się opóźnień w komunikacji również w trakcie produkcji. Przetestuj ich szybkość reagowania jeszcze przed podjęciem zobowiązań.
- Nie oferowane są sugestie DFM: Wysokiej jakości warsztaty frezarskie w pobliżu — lub w dowolnym miejscu — aktywnie identyfikują problemy związane z wykonalnością technologiczną. Dostawcy, którzy jedynie przygotowują oferty bez udziału w projektowaniu, często dostarczają części zawierających problemy, których można było uniknąć.
- Ograniczone doświadczenie w zakresie materiałów: Warsztat CNC w pobliżu, który pracuje wyłącznie z aluminium, nie będzie w stanie skutecznie obsłużyć Twojego projektu wymagającego wiedzy specjalistycznej w zakresie stali nierdzewnej lub tytanu.
- Częste opóźnienia w dostawach: Zapytaj o wskaźnik dostaw na czas. Słabe wyniki w tym zakresie wskazują na problemy z zarządzaniem mocą produkcyjną, które wpłyną na realizację Twojego projektu.
- Brak ustandaryzowanego procesu obsługi zamówień pilnych: Gdy pojawią się pilne prototypy — a tak się zdarzy — dostawcy nieposiadający możliwości przyspieszenia realizacji pozostawiają Cię bez wyjścia.
Jeśli dostawca wykazuje wiele czerwonych sygnałów, najlepszym rozwiązaniem jest rozważenie innych opcji.
Pytania, które warto zadać przed złożeniem zamówienia
Teraz odwrócimy sytuację. Oto, co należy aktywnie zweryfikować przy ocenie warsztatów obróbkowych w pobliżu lub cyfrowych platform produkcji. Zgodnie z przewodnikiem produkcyjnym firmy UPTIVE wybór odpowiedniego partnera z odpowiednim doświadczeniem może potencjalnie zaoszczędzić setki tysięcy dolarów, ponieważ taki partner zna typowe pułapki oraz najskuteczniejsze sposoby ich unikania.
Certyfikaty i weryfikacja jakości:
- Jakie certyfikaty jakości posiadasz i kiedy przeprowadzono ostatnią audytację?
- Czy możesz udostępnić raporty z inspekcji, dokumentację kontroli jakości lub raporty z pierwszej inspekcji wyrobu (FAI)?
- W jaki sposób postępujesz w przypadku części niespełniających wymagań – jaka jest Twoja procedura działań korygujących?
Komunikacja i zarządzanie projektami:
- Czy będę miał dedykowanego menedżera konta lub jednego punktu kontaktowego?
- W jaki sposób przekazujecie aktualizacje projektu, informacje o opóźnieniach lub nieoczekiwanych problemach podczas produkcji?
- Jaki jest Wasz typowy czas reakcji na pytania techniczne lub wyjaśnienia dotyczące ofert?
Możliwości techniczne:
- Jakie zakresy tolerancji potrafisz osiągać w sposób rzetelny? (W razie możliwości zweryfikuj to na przykładzie konkretnych części)
- W jakich materiałach się specjalizujecie i czy możecie udostępnić przypadki zastosowania podobnych projektów?
- Jakie konfiguracje maszyn obsługujecie — 3-osiowe, 4-osiowe, 5-osiowe, centra frezarkowo-tokarkowe?
Skalowalność i elastyczność:
- Czy jesteście w stanie realizować zarówno zamówienia prototypowe, jak i serie produkcyjne obejmujące 1000 i więcej części?
- Jaka jest Wasza zdolność do obsługi wzrostu objętości zamówień bez opóźnień w dostawach?
- Czy przyjmujecie pilne projekty lub zmiany projektu w ostatniej chwili?
Czas realizacji i dostawa:
- Jaki jest Wasz typowy czas realizacji oraz jaka jest Wasza stopa dostaw na czas?
- Czy oferujecie śledzenie zamówień w czasie rzeczywistym oraz aktualizacje ich statusu?
- W jaki sposób zarządzacie mocą produkcyjną, aby uniknąć opóźnień w okresach wysokiego popytu?
Wskaźnik skalowalności: od prototypu do produkcji
To właśnie sprawia, że wiele producentów nie spełnia oczekiwań. Znalezienie lokalnych warsztatów maszynowych zajmujących się pojedynczymi prototypami jest proste. Natomiast znalezienie partnerów, którzy bezproblemowo przechodzą od szybkiego prototypowania do seryjnej produkcji przy zachowaniu stałej jakości – to wyzwanie.
Zgodnie z badaniami UPTIVE proces przejścia od prototypu do produkcji wymaga partnerów, którzy potrafią zarządzać:
- Wsparcie iteracji projektowych: Wysokiej klasy partnerzy udzielają uwag dotyczących projektowania pod kątem wytwarzania (DFM), które ulepszają prototyp pod kątem opłacalności i skalowalności produkcji
- Weryfikacja małoseryjna: Zanim przystąpisz do pełnej produkcji, niewielkie serie pozwalają na wcześniejsze wykrycie problemów produkcyjnych
- Skalowanie produkcji: Gdy popyt wzrośnie, Twój partner powinien rozszerzać swoją działalność wraz z Tobą, bez pogorszenia jakości
- Stałe kontrole jakości: Te same rygorystyczne inspekcje, które potwierdzają jakość prototypu, powinny być stosowane do każdej jednostki produkcyjnej
Idealny kompromis? Obiekty oferujące czas realizacji prototypów wynoszący jeden dzień przy jednoczesnym utrzymywaniu standardów jakościowych obowiązujących w produkcji seryjnej. Takie połączenie świadczy zarówno o doskonałości operacyjnej, jak i elastyczności skoncentrowanej na potrzebach klienta.
Dla zastosowań motocyklowych i samochodowych wymagających możliwości przejścia od prototypu do produkcji masowej, Precyzyjne usługi obróbki CNC firmy Shaoyi są przykładem gotowej do produkcji internetowej produkcji — umożliwiają skalowanie od szybkiego prototypowania po masową produkcję złożonych zespołów podwozia oraz niestandardowych elementów metalowych, wspartych certyfikatem IATF 16949 oraz statystyczną kontrolą procesu zapewniającą stałą, wysokoprecyzyjną jakość wyrobu.
Twoja lista kontrolna oceny
Zanim złożysz kolejne zamówienie, sprawdź następujące kluczowe czynniki:
| Kryteria oceny | Co zweryfikować | Dlaczego to ważne? |
|---|---|---|
| CERTYFIKATY | Minimalny certyfikat ISO 9001; certyfikaty branżowe w zależności od wymagań | Dokumentowane systemy jakości zmniejszają liczbę wad i konieczność poprawek |
| Komunikacja | Czas odpowiedzi krótszy niż 24 godziny; dostępny dedykowany kontakt | Słaba komunikacja powoduje opóźnienia i błędy w specyfikacjach |
| Opinie DFM | Proaktywne sugestie projektowe przed rozpoczęciem produkcji | Wykrywanie kosztownych problemów jeszcze przed ich wprowadzeniem do produkcji |
| Dopuszczalność | Dokumentowana precyzja zgodna z Państwa wymaganiami | Gwarantuje, że części spełniają specyfikacje funkcjonalne |
| Wiedza o materiałach | Doświadczenie w obróbce konkretnych materiałów stosowanych przez Państwa; dostępne są przypadki badawcze | Wiedza specyficzna dla danego materiału zapobiega błędom podczas obróbki skrawaniem |
| Skalowalność | Możliwość realizacji zarówno prototypów, jak i partii produkcyjnych | Eliminuje konieczność zmiany dostawcy w miarę rozwoju projektu |
| Terminowa dostawa | Dowód na rzeczywistą skuteczność – współczynnik terminowości dostaw przekraczający 95% | Opóźnione dostawy komponentów zakłócają harmonogramy produkcji oraz zobowiązania wobec klientów |
Wybór odpowiedniego partnera świadomego usług CNC online jest jednym z najważniejszych decyzji produkcyjnych, jakie można podjąć. Niezawodny partner poprawia jakość produktu, optymalizuje wydajność produkcji oraz gwarantuje terminowość dostaw – umożliwiając skupienie się na innowacjach projektowych zamiast na rozwiązywaniu awarii w łańcuchu dostaw.
Poprzez systematyczną ocenę dostawców zgodnie z tymi kryteriami można z pewnością wybrać partnera produkcyjnego, który odpowiada wymaganiom jakościowym, oczekiwaniom dotyczącym terminów dostawy oraz potrzebom skalowalności. Wstępne inwestycje w odpowiednią ocenę przynoszą korzyści przy każdej kolejnej zamówionej partii, która dociera na czas, zgodnie ze specyfikacją i gotowa do użytku.
Najczęściej zadawane pytania dotyczące usług frezowania CNC online
1. Jaka jest różnica między frezowaniem CNC online a tradycyjnymi warsztatami maszynowymi?
Usługi frezowania CNC online wykorzystują platformy cyfrowe umożliwiające natychmiastowe wyceny, przesyłanie plików CAD oraz globalny dostęp do precyzyjnej produkcji bez konieczności prowadzenia rozmów telefonicznych lub osobistych konsultacji. Tradycyjne warsztaty maszynowe wymagają ręcznego składania wniosków o wycenę, wymiany wiadomości e-mail oraz często napotykają ograniczenia geograficzne. Platformy cyfrowe przekazują zlecenia specjalistycznym producentom działającym w ramach rozległych sieci, zapewniając spójną jakość i konkurencyjne ceny, a także dostarczając detali już w ciągu 1–3 dni roboczych w przypadku prototypów.
2. Jak uzyskać natychmiastową ofertę na frezowanie CNC w trybie online?
Prześlij swój plik 3D CAD (najlepiej w formacie STEP lub IGES) na platformę CNC online. Algorytmy oparte na sztucznej inteligencji natychmiast analizują geometrię elementu, dobór materiału, wymagane dopuszczalne odchyłki oraz wykończenie powierzchni, aby w ciągu kilku sekund wygenerować dokładną ofertę cenową. System wykrywa problemy związane z możliwością wykonania elementu i udziela wskazówek dotyczących projektowania z myślą o produkcji (DFM), jeszcze przed rozpoczęciem procesu wytwarzania. Większość platform umożliwia również modyfikację ilości zamówionych elementów, materiałów oraz czasów realizacji, aby wyświetlić zmiany cen w czasie rzeczywistym.
3. Jakie formaty plików są najlepsze do zleceń obróbki CNC online?
Pliki STEP (.step/.stp) stanowią standard złoty dla obróbki CNC, ponieważ zachowują precyzyjną geometrię, krzywe oraz definicje krawędzi. Formaty IGES i Parasolid również dobrze sprawdzają się w tej aplikacji. Unikaj plików STL, ponieważ wykorzystują one aproksymację siatkową trójkątną, która nie zapewnia wystarczającej dokładności do generowania ścieżek narzędzia CNC. W przypadku elementów z wąskimi tolerancjami dołącz rysunek 2D w formacie PDF określający wymiary krytyczne, wykończenie powierzchni oraz tolerancje geometryczne wraz z modelem 3D.
4. Ile kosztuje obróbka CNC i jakie czynniki wpływają na cenę?
Koszty obróbki CNC zależą od wyboru materiału (20% kosztu), czasu pracy maszyny (80% kosztu), złożoności detalu, wymagań dotyczących dokładności wykonania, ilości sztuk, powłok powierzchniowych oraz terminu realizacji. Ceny detali z aluminium są niższe niż detali z tytanu; standardowe допусki (±0,005 cala) są znacznie tańsze niż specyfikacje precyzyjne (±0,001 cala). Zamówienia hurtowe obniżają koszt jednostkowy poprzez rozłożenie kosztów przygotowania produkcji. Zamówienia ekspresowe z terminem realizacji 1–3 dni zwykle wiążą się z nadpłatą w wysokości 25–100% w porównaniu do standardowego terminu realizacji wynoszącego 7–15 dni.
5. Kiedy powinienem wybrać frezowanie CNC zamiast drukowania 3D lub wtryskiwania?
Wybierz frezowanie CNC, gdy potrzebujesz wyższych właściwości mechanicznych z litego metalu lub inżynieryjnych tworzyw sztucznych, ścisłych tolerancji (±0,001 cala), funkcjonalnych prototypów wykonanych z materiałów stosowanych w produkcji seryjnej lub ilości od 1 do 500 sztuk. Druk 3D doskonale sprawdza się przy szybkiej iteracji projektowej, złożonych geometriach wewnętrznych oraz taniej walidacji projektu. Formowanie wtryskowe staje się opłacalne przy ilościach przekraczających 500 sztuk, ale wymaga znacznych początkowych inwestycji w oprzyrządowanie (3 000–100 000 USD i więcej). Wiele projektów wykorzystuje CNC do prototypowania, a następnie przechodzi na formowanie wtryskowe w celu masowej produkcji.