 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Sprężyny gazowe azotowe w matrycach tłocznych: przewodnik inżyniera dla siły i precyzji
STRESZCZENIE
Sprężyny gazowe azotowe w wykrojnikach to elementy hydrauliczne wysokiego ciśnienia, które wykorzystują obojętny gaz azotu do generowania znacznej siły w zwartym cylindrze, przewyższając znacznie możliwości tradycyjnych mechanicznych sprężyn talerzowych. Dzięki utrzymywaniu stałego ciśnienia na całej długości skoku znacząco poprawiają jakość wyrobów i zmniejszają gabaryty matrycy.
Dla producentów motoryzacyjnych i przemysłowych główna zaleta leży w ich gęstość siły i długiej trwałości. W przeciwieństwie do sprężyn talerzowych, które ulegają zmęczeniu i tracą napięcie wsteczne, sprężyny azotowe zapewniają natychmiastową siłę kontaktową i mogą być dostosowane do spełniania precyzyjnych wymagań co do tonażu, stając się standardem w nowoczesnym masowym tłoczeniu metalu.
Podstawy: Mechanizm i funkcja w wykrojnikach
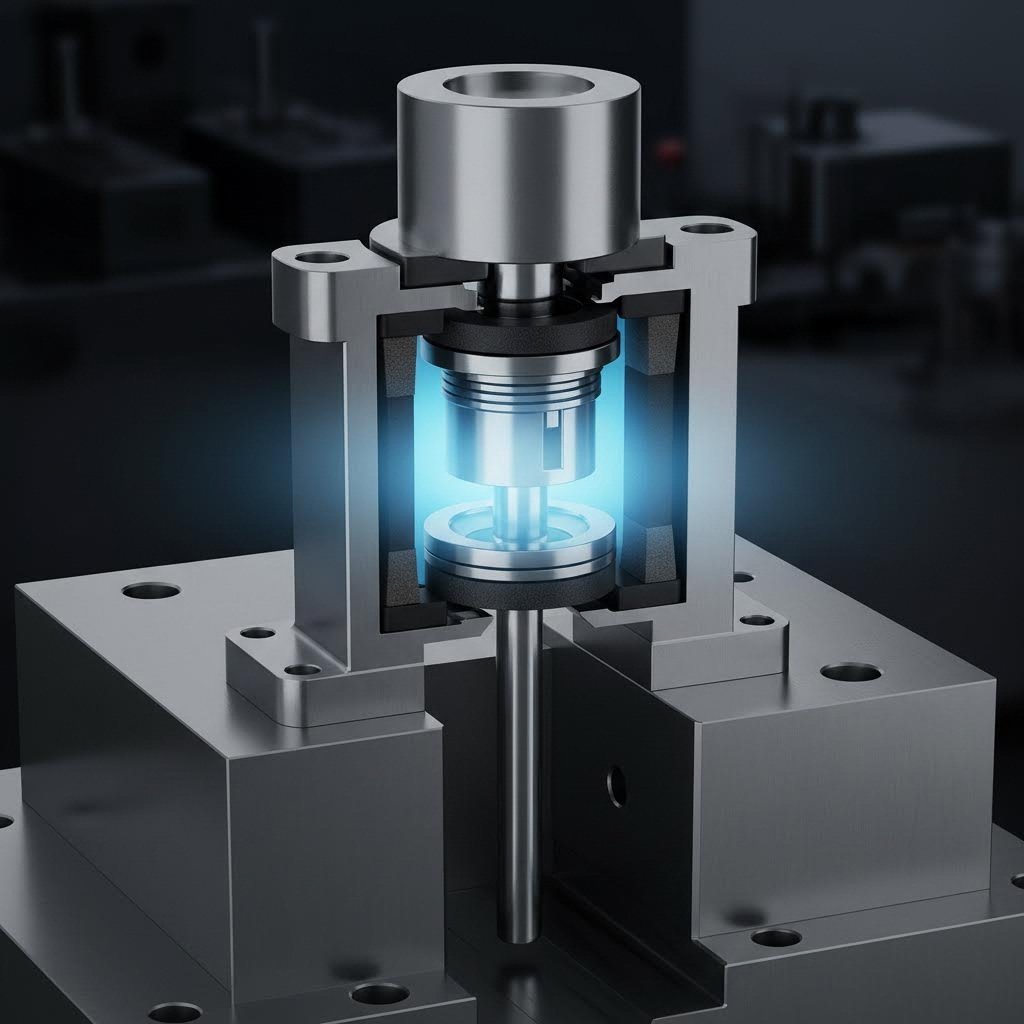
W swoim podstawowym wariancie gazowa sprężyna azotowa działa jako zamknięty system zawierający sprężone gazy azotu, tłok z prętem oraz specjalny cylinder. Gdy prasa się zamyka, tłok spręża gaz, magazynując energię potencjalną, która jest uwalniana podczas otwierania prasy. Ten mechanizm pozwala na znacznie wyższe gęstość siły niż alternatywy mechaniczne, co oznacza, że mała sprężyna gazowa może wywierać taką samą siłę jak znacznie większa sprężyna talerzowa.
Wybór azotu nie jest przypadkowy; jest on gazem obojętnym , co ma kluczowe znaczenie dla długowieczności komponentu. Jak zauważa firma Special Springs , obojętna natura azotu zapobiega utlenianiu i korozji wewnątrz cylindra, zapewniając stabilność uszczelek wewnętrznych oraz olejów smarowych nawet przy intensywnym nagrzewaniu powstałym w wyniku szybkich cykli tłoczenia. Gdyby zastosować tlen lub powietrze skompresowane, połączenie oleju i ciepła mogłoby prowadzić do spalania lub szybkiego zużycia uszczelek.
W typowym układzie matrycy tłocznikowej te sprężyny są umieszczane między płytami matrycy — często w płytce dociskowej lub wybijakowej — aby mocno przytrzymywać blachę w miejscu przed kontaktem stempla formującego z materiałem. Ta funkcja "docisku podkładki" jest kluczowa. Zapobiega ona marszczeniu się lub pękaniu metalu podczas procesu wykrawania. Ponieważ sprężyny azotowe oferują dostosowywalny ciśnienie , inżynierowie mogą precyzyjnie dobrać siłę docisku poprzez proste dostosowanie ładunku gazu, elastyczność, której sprężyny mechaniczne nie potrafią zapewnić.
Kluczowe porównanie: sprężyny gazowe azotowe vs. sprężyny śrubowe mechaniczne
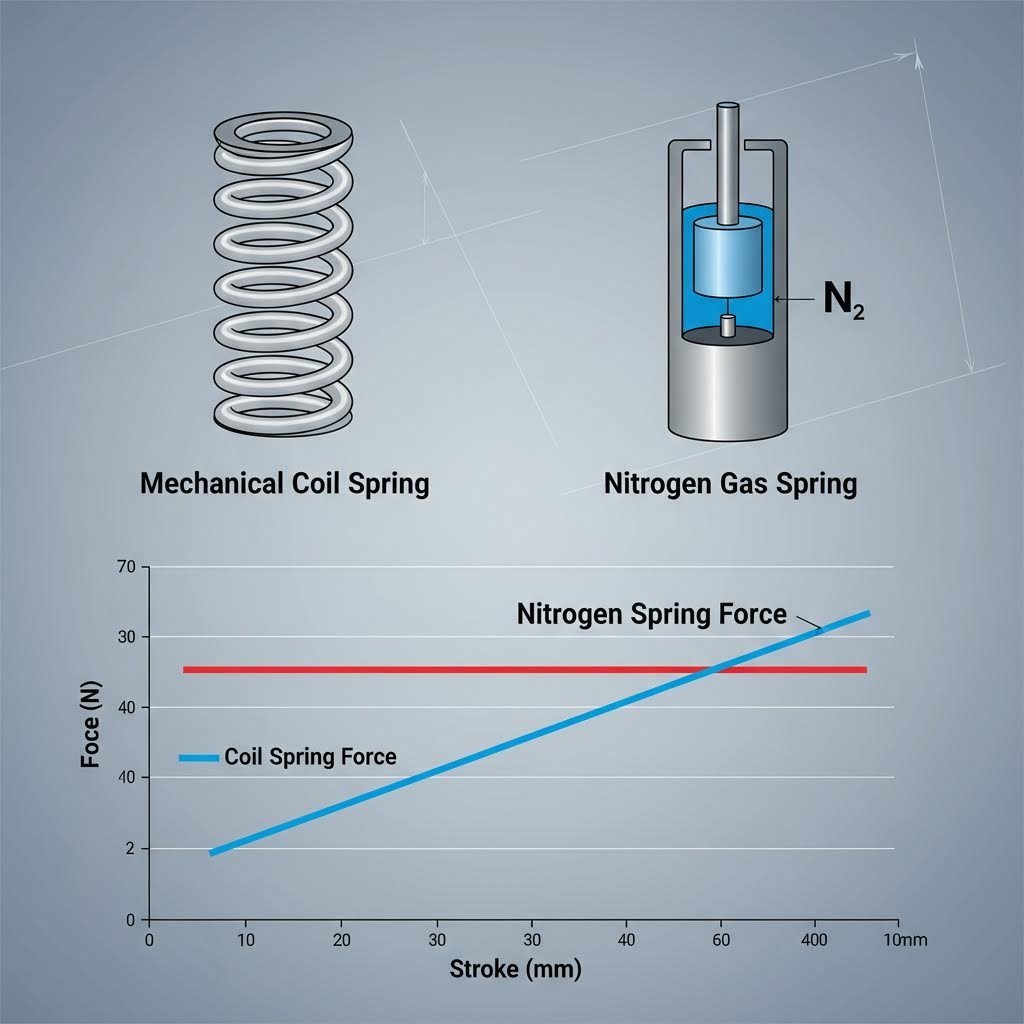
Przejście ze sprężyn śrubowych mechanicznych na sprężyny gazowe azotowe jest często wynikiem potrzeby większej precyzji i oszczędności miejsca. Choć sprężyny śrubowe są tanie i proste, charakteryzują się liniową krzywą siły — generują bardzo małą siłę w momencie początkowego kontaktu (obciążenie wstępne), a maksymalną siłę osiągają dopiero przy pełnym skróceniu. Sprężyny azotowe natomiast dostarczają siłę zbliżoną do maksymalnej już bezpośrednio po kontakcie.
| Cechy | Sprężyny śrubowe mechaniczne | Sprężyny gazowe azotowe |
|---|---|---|
| Krzywa siły | Liniowa (niska początkowa, wysoka końcowa) | Płaska (wysoka siła początkowa, spójny wzrost) |
| Efektywność przestrzenna | Niska (wymaga dużych gniazd/wiele sprężyn) | Wysoka (kompaktowa, duża gęstość siły) |
| Czas użytkowania | Ograniczona (podatna na zmęczenie/uszkodzenie) | Długa (miliony cykli przy konserwacji) |
| Regulowalność | Brak (konieczna wymiana sprężyny) | Wysoka (regulacja ciśnienia gazu) |
| Koszt początkowy | Niski | Umiarkowany do wysokiego |
Ograniczona przestrzeń często jest decydującym czynnikiem. W złożonych matrycach samochodowych "wysokość zamknięcia" (dostępna przestrzeń, gdy matryca jest zamknięta) jest bardzo cenna. Jeden cylinder azotowy może często zastąpić grupę 5–10 sprężyn talerzowych, znacząco zmniejszając objętość matrycy. To pozwala na umieszczenie większej liczby stanowisk w matrycy progresywnej lub po prostu na wykonanie mniejszego, lżejszego narzędzia, które jest tańsze w obsłudze i przechowywaniu.
Ponadto niezawodność jest istotnym czynnikiem różnicującym. Sprężyny talerzowe mogą pękać w sposób nieprzewidywalny, wysyłając fragmenty metalu do wnętrza narzędzia i powodując katastrofalne uszkodzenia. Sprężyny azotowe, przy odpowiedniej konserwacji, zużywają się stopniowo. Nowoczesne rozwiązania od producentów takich jak Ready Technology posiadają systemy "bore sealed" oraz pływające trzpienie prowadzące odporno na uszkodzenia spowodowane obciążeniem bocznym, zapewniając działanie przez miliony cykli zanim będzie wymagana regeneracja.
Przewodnik wyboru: Obliczanie wymagań dotyczących siły i skoku
Wybór odpowiedniej sprężyny gazowej wymaga precyzyjnej matematyki inżynieryjnej. Celem jest zrównoważenie wymaganej siły przytrzymującej z dostępną powierzchnią i pojemnością prasy. Powszechnym podejściem do określenia ilości wymaganych sprężyń jest podzielenie całkowitej wymaganej siły przez maksymalną siłę dostępną dla wybranej średnicy sprężyny.
Obliczanie długości uderzenia
Zgodnie z wytycznymi dotyczącymi stosowania Harslepress , nigdy nie należy wybierać sprężyny o długości uderzenia dokładnie równej przebiegu klatki. Niezbędny jest margines bezpieczeństwa, aby zapobiec wybiciu tłoka, co powoduje natychmiastową awarię.
- FORMUŁA: Minimalny cios = podróż w trybie gniazdkowym + 10% margines bezpieczeństwa.
- Przykład: Jeśli przebieg klatki wynosi 50 mm, nie używaj sprężyny o średnicy 50 mm. Wybierz sprężynię o długości co najmniej 55 mm (często zaokrąglone do standardowego modelu 60 mm lub 63 mm).
Rozkład siły
Nie wystarczy tylko spełnić wymóg całkowitej siły; siła musi być równomiernie rozłożona na podkładce ciśnienia, aby zapobiec przechyleniu lub wiązaniu. Inżynierowie zazwyczaj przestrzegają norm ISO lub VDI (takich jak VDI 3003) w celu zapewnienia zgodności. Przy modernizacji może być konieczne wybranie serii "kompaktowej" lub "superkompaktowej", jeśli wysokość matricy jest ograniczona, chociaż często są one wyposażone w krótsze maksymalne limity uderzeń w porównaniu ze standardowymi modelami ISO.
Standardy instalacji, utrzymania i bezpieczeństwa
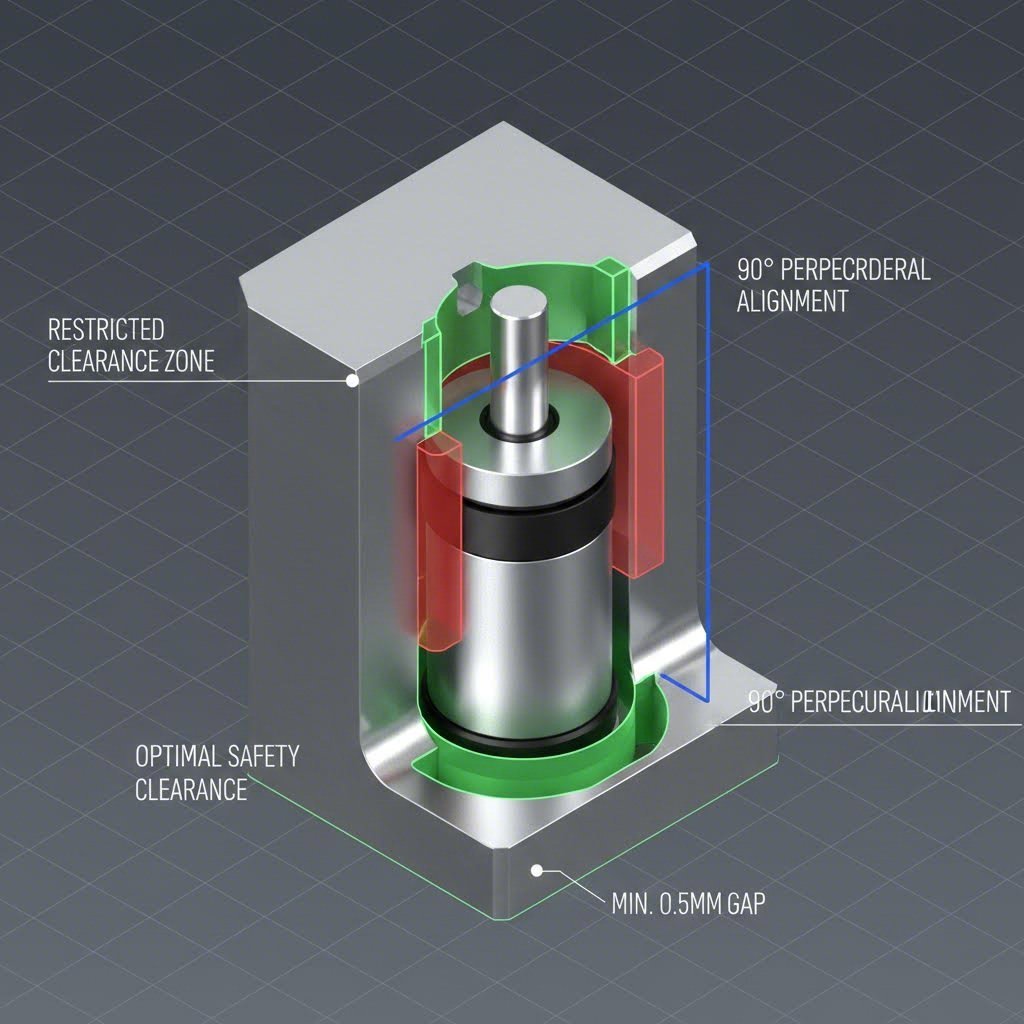
Bezpieczeństwo jest najważniejsze podczas pracy z butlami pod wysokim ciśnieniem. Rzecznik azotu jest na prawdę naczyniem ciśnieniowym, a niewłaściwe obsługiwanie może być niebezpieczne. Najważniejszą zasadą montażu jest zapewnienie, aby głębokość kieszeni była wystarczająca do podtrzymania nadwozia cylindra. Ogólnie rzecz biorąc, głębokość kieszeni powinna wynosić co najmniej 50% długości pojemnika aby zapewnić stabilność i prostopadłość.
Najlepsze praktyki instalacji
- Perpendikularność: Sprężyna musi być zamontowana pod kątem 90 stopni do powierzchni stykowej. Nawet niewielki kąt może spowodować obciążenie boczne, prowadzące do przedwczesnego zużycia uszczelek.
- Wolne przestrzenie: Zachowaj luz w gnieździe od 0,5 mm do 1,0 mm. Zbyt ciasny pasowanie może spowodować zaklinowanie cylindra w przypadku rozszerzalności termicznej podczas pracy.
- Drainaż: Jeśli matryca używa ciężkich środków smarnych, upewnij się, że gniazda mają kanały odpływowe. Ciśnienie hydrostatyczne ze zgromadzonych płynów może zmiażdżyć cylinder.
Demontaż wiąże się z największym ryzykiem. W żaden sposób próbuj otworzyć sprężynę gazową bez uprzedniego całkowitego wypuszczenia azotu. Większość producentów wyposaża je w specjalny zawór dekompresyjny lub śrubę. Jak radzi Harslepress, użyj klucza imbusowego, aby powoli wcisnąć rdzeń zaworu (skierowanego w przeciwnym kierunku niż Ty), aż do ustania syczenia, zanim usuniesz pierścienie zabezpieczające.
Wiodący producenci i wzajemna wymienność
Rynek obsługuje kilku ugruntowanych producentów, w tym DADCO , Hyson , Kaller , oraz Special Springs . Wiele z tych marek przestrzega normy ISO 11901, co umożliwia pewien stopień wzajemnej zamienności. Na przykład, DADCO Sprężyna serii ISO może często być zamieniona na równnowartość od Kaller lub Hyson bez konieczności modyfikacji gniazda matrycy, co ułatwia konserwację w ramach globalnych programów tłoczenia.
Jednak, mimo że wymiary zewnętrzne mogą być identyczne, wewnętrzne technologie, takie jak systemy uszczelnienia czy prowadzenia tłoczysza, różnią się. Kartrusze UltraPak firmy DADCO oraz systemy Design-Tite firmy Ready Technology to własnościowe rozwiązania zaprojektowane w celu wydłużenia czasu pracy w brudnych środowiskach tłoczenia. Zespoły zakupowe powinny porównywać początkowy koszt z „kosztem na jeden stroke” — tańsza sprężyna, która ulega awarii co 500 000 cykli, jest znacznie droższa niż droższa jednostka trwająca 2 miliony cykli, jeśli uwzględni się przestoj.
Gdy forma i komponenty zostaną ustalone, główny nacisk kładzie się na produkcję. Dla producentów przechodzących od prototypowania do produkcji seryjnej, kluczowe znaczenie ma partnerstwo z doświadczonym dostawcą tłoczenia, aby skutecznie wykorzystać te technologie. Przyspiesz produkcję samochodową dzięki kompleksowym rozwiązaniom tłoczarskim firmy Shaoyi Metal Technology , które wykorzystują zaawansowane standardy narzędziowe do dostarczania precyzyjnych komponentów, takich jak wahacze i podramy. Ich doświadczenie pokrywa lukę między doborem komponentów a seryjną produkcją certyfikowaną według IATF 16949.
Podsumowanie
Sprężyny gazowe azotowe zrewolucjonizowały przemysł tłoczenia metalu, oddzielając siłę od objętości. Pozwalają inżynierom projektować kompaktowe, wysokowydajne matryce, które wytwarzają lepsze części przy mniejszej ilości odpadów. Poprzez zrozumienie podstaw gęstości siły, przestrzeganie rygorystycznych protokołów bezpieczeństwa instalacji oraz wybór renomowanych marek zgodnych z normą ISO, producenci mogą znacząco zmniejszyć przestoje i wydłużyć żywotność swojego narzędziowania.
Pierwotna inwestycja w technologię azotową przynosi korzyści w postaci spójnej jakości części i zmniejszonych kosztów konserwacji. Niezależnie od tego, czy modyfikuje się starą mechaniczną matrycę, czy projektuje nowe narzędzie progresywne, sprężyna gazowa azotowa jest nieodzownym atutem w nowoczesnym przemyśle.
Często zadawane pytania
1. Czy można bezpośrednio zastąpić sprężyny talerzowe sprężynami gazowymi azotowymi?
Tak, ale wymaga obliczeń. Nie można po prosto zamieniać ich jeden na jeden wyłącznie na podstawie rozmiaru. Należy obliczyć całkowitą siłę dostarczaną przez sprężyny talerzowe i dobrać sprężyny azotowe odpowiadające tej sile. Często mniejsza liczba sprężyn azotowych może wykonać pracę wielu sprężyn talerzowych, co może wymagać modyfikacji poduszki ciśnieniowej matrycy w celu równomiernego rozłożenia siły.
2. Jak często trzeba uzupełniać ciśnienie w sprężynach gazowych azotowych?
W dobrze utrzymanej matrycy sprężyny azotowe mogą działać przez miliony cykli bez potrzeby uzupełnienia ciśnienia. Niemniej jednak niewielata strata ciśnienia (około 10% rocznie) jest normalna. Zaleca się sprawdzanie ciśnienia w trakcie okresowej konserwacji matrycy, zazwyczaj co 6 do 12 miesięcy, w zależności od intensywności użytkowania.
3. Jaka jest różnica między systemami samodzielnymi a połączonymi?
Samodzielna sprężyna działa niezależnie, z własnym wewnętrznym ładunkiem gazu. Połączony system łączy wiele sprężyn za pomocą węży z panelem sterowania i zewnętrznym zbiornikiem. Systemy połączone pozwalają na monitorowanie i jednoczesną regulację ciśnienia we wszystkich sprężynach z zewnątrz prasy, co jest idealne dla dużych matryc samochodowych wymagających częstych korekt ciśnienia.