 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Producenci blachy ocynkowanej: standardy ASTM wyjaśnione

Zrozumienie blachy ocynkowanej i jej znaczenia przemysłowego
Gdy szukasz materiałów do zastosowań przemysłowych, niewiele opcji oferuje tak dobrą równowagę trwałości, opłacalności i odporności na korozję jak blacha ocynkowana. Ale co dokładnie czyni ten materiał tak niezbędnym w sektorach produkcyjnych? I jak ocenić liczne przedsiębiorstwa produkujące blachę ocynkowaną rywalizujące o Twoje zamówienie?
Ten kompleksowy przewodnik zakupowy wyjaśnia wszystko, co profesjonaliści ds. zakupów i inżynierowie powinni wiedzieć — od zrozumienia mechanizmów powłoki cynkowej po dekodowanie norm ASTM, które pozwalają odróżnić dostawców wysokiej jakości od pozostałych.
Dlaczego blacha ocynkowana jest niezbędna w zastosowaniach przemysłowych
Blachy ocynkowane to stal pokryta ochronną warstwą cynku zapobiegającą korozji. Te ocynkowane blachy stalowe stanowią podstawę licznych zastosowań przemysłowych – od elementów nadwozi pojazdów po kanały wentylacyjne i sprzęt rolniczy. Powód jest prosty: niechroniona stal ulega szybkiej korozji przy ekspozycji na wilgoć i czynniki środowiskowe, podczas gdy ocynkowane blachy metalowe mogą trwać dziesięciolecia przy minimalnym konserwowaniu.
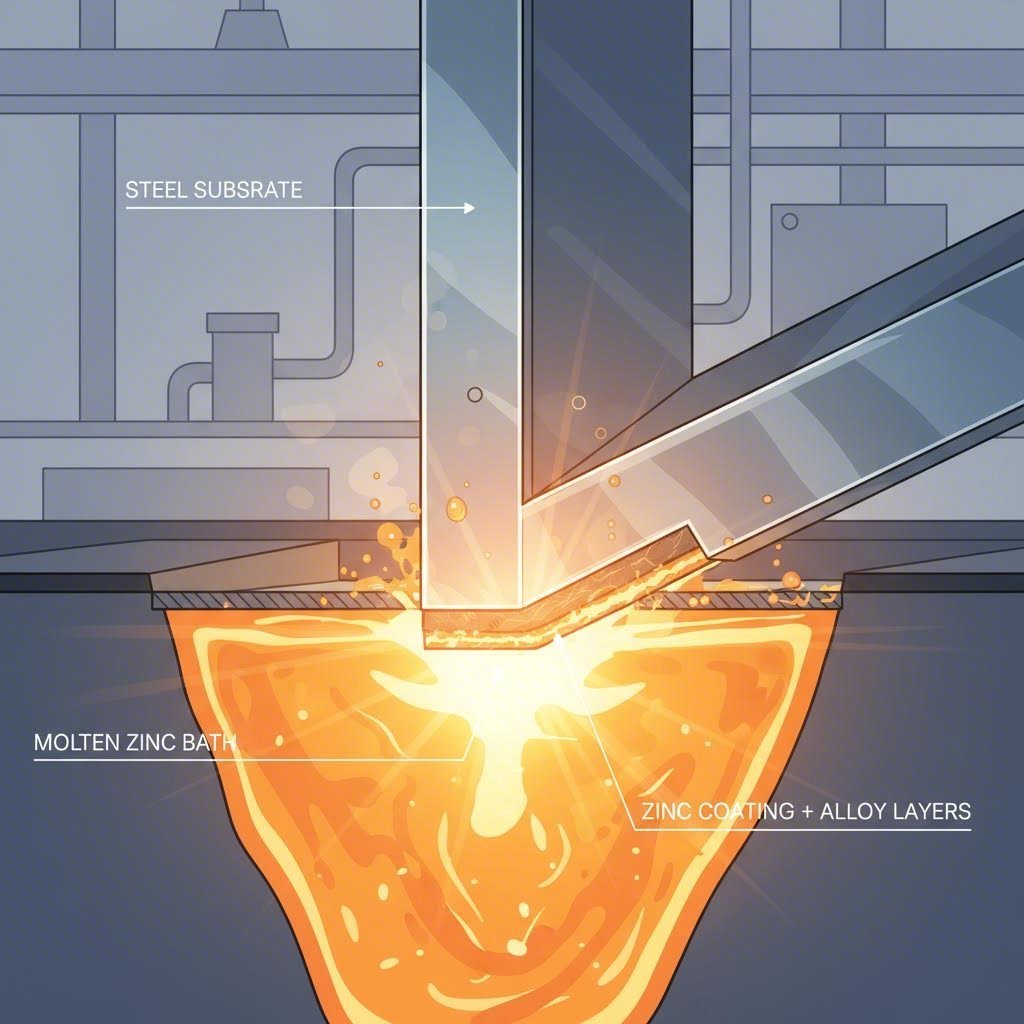
Zgodnie z przewodnikiem materiałowym Xometry proces wytwarzania polega zwykle na zanurzeniu stali w kąpieli stopionego cynku w temperaturze około 450 °C. Cynk wiąże się metalurgicznie z powierzchnią stali, tworząc gradient stopu, który łączy wytrzymałość konstrukcyjną stali z doskonałą odpornością cynku na korozję. To wysokogatunkowe (HD) powłoka ocynkowana nie leży jedynie na powierzchni – staje się częścią składu chemicznego metalu.
Dla inżynierów i zakupujących zrozumienie tej podstawowej cechy jest kluczowe. W przeciwieństwie do alternatywnych rozwiązań, takich jak malowanie lub powlekane proszkowo blachy metalowe, blacha ocynkowana zapewnia ochronę, która nie odspaja się, nie łuszczy się ani nie wymaga ponownego nanoszenia w trakcie całego okresu eksploatacji.
Zrozumienie mechanizmów ochrony warstwy cynkowej
Ochronna skuteczność ocynkowanej blachy metalowej opiera się na dwóch oddzielnych, ale wzajemnie uzupełniających się mechanizmach. Ta dwukierunkowa ochrona wyróżnia materiały ocynkowane spośród prostych powłok barierowych.
Cynk zapewnia zarówno ochronę barierową – fizyczne izolowanie stali od czynników korozyjnych – jak i ochronę katodową pośredniczącą (sacrificial), w której warstwa cynku koroduje preferencyjnie, chroniąc przy tym stal podłożą nawet w przypadku uszkodzenia lub zadrapania powłoki.
Oto, jak działa każdy z tych mechanizmów:
- Ochrona barierowa: Warstwa cynku tworzy wytrzymałą, metalurgicznie połączoną warstwę całkowicie pokrywającą powierzchnię stali i zapobiegającą jej kontaktowi z wilgocią, tlenem oraz innymi czynnikami korozyjnymi występującymi w środowisku.
- Ochrona anodą rozpraszającą: Ponieważ cynk jest anodowy względem żelaza i stali w prawie wszystkich powszechnych elektrolitach, ulega on korozji jako pierwszy, gdy oba metale są narażone na działanie czynników korodujących. Gdy AZZ wyjaśnia , oznacza to, że cynk „ofiaruje się” w celu ochrony podstawowej stali — nawet w miejscach zadrapań, na krawędziach cięcia lub przy drobnych nieciągłościach powłoki.
Ten mechanizm ochrony poprzez ocynkowanie wyjaśnia, dlaczego materiał pozostaje skuteczny nawet po uszkodzeniach powierzchni, które uniemożliwiłyby działanie farby lub innych powłok wyłącznie barierowych. Dla zespołów zakupowych oceniających producentów blach ocynkowanych zrozumienie tej zasady ochrony pozwala ocenić, czy specyfikacje powłoki dostawcy spełniają wymagania dotyczące odporności na korozję w danej aplikacji.
W całym tym przewodniku omówimy normy, specyfikacje oraz kryteria oceny, które oddzielają wiarygodnych producentów od tych, którzy oszczędzają na jakości — zapewniając Państwu wiedzę niezbędną do podejmowania pewnych decyzji zakupowych.
Metody ocynkowania i procesy produkcyjne
Teraz, gdy już rozumiesz jak powłoka cynkowa chroni stal , kolejne pytanie brzmi: jak producenci blach ocynkowanych rzeczywiście nanoszą tę powłokę? Odpowiedź nie jest uniwersalna. W branży dominują trzy różne metody cynkowania, z których każda wytwarza materiały o innych właściwościach, odpowiednich do konkretnych zastosowań.
Wybór odpowiedniej metody ma bezpośredni wpływ na wydajność projektu, jego koszt oraz wymagania związane z dalszą obróbką. Przeanalizujmy każdą z tych metod, aby móc dopasować swoje specyfikacje do odpowiedniego podejścia produkcyjnego.
Objaśnienie procesu cynkowania gorącym zanurzeniem
Cynkowanie gorącym zanurzeniem to najbardziej powszechnie stosowana metoda wśród producentów blach ocynkowanych – i to z dobrych powodów. Zgodnie z przewodnikiem materiałowy Xometry proces ten polega na zanurzeniu stali w kąpieli stopionej cynku o temperaturze około 450 °C. Podczas stygnięcia cynk tworzy wiązanie metalurgiczne z żelazem w stali, co prowadzi do powstania trwałej, wielowarstwowej powłoki.
To, co czyni stal ocynkowaną metodą gorącej kąpieli wyjątkową, to reakcja chemiczna zachodząca podczas zanurzania. Zamiast jedynie przyczepiać się do powierzchni, cynk tworzy gradient stopu z metalem podstawowym. Wynik? Powłoka, która jest dosłownie częścią składu stali, a nie po prostu leży na jej powierzchni.
Oto najważniejsze informacje o stali ocynkowanej metodą gorącej kąpieli:
- Grubość powłoki: Zazwyczaj mieści się w zakresie od 50 do 100 µm — znacznie grubsza niż alternatywne wersje ocynkowane elektrolitycznie
- Wygląd: Charakterystyczna srebrzysta, „gwiazdkowana” powłoka, którą łatwo rozpoznać od razu
- Trwałość: Może zachowywać się w stanie zbliżonym do nowego przez dziesięciolecia, nawet w ekstremalnych warunkach klimatycznych
- Samonaprawiające się: Niewielkie zadrapania nadal są chronione przez cynk znajdujący się wokół nich dzięki ochronie katodowej
Koszt ocynkowania metodą gorącej kąpieli jest zazwyczaj konkurencyjny przy dużych projektach infrastrukturalnych, ponieważ materiały nie wymagają dodatkowego nakładania powłok lub malowania po produkcji. Jak Zauważa South Atlantic LLC , eliminuje to dodatkowy czas i koszty związane z metodami wymagającymi zabiegów wtórnych.
Producenci preferują tę metodę dla ocynkowanej blachy stalowej przeznaczonej do zastosowań zewnętrznych, elementów konstrukcyjnych oraz wszędzie tam, gdzie priorytetem jest maksymalna odporność na korozję.
Elektroocynkowanie vs. galwanizacja cynkowo-żelazowa
Choć galwanizacja gorąca dominuje w ciężkich zastosowaniach przemysłowych, dwie alternatywne metody spełniają specjalistyczne potrzeby, z jakimi specjaliści ds. zakupów spotykają się często.
Elektrogalwanizacja opiera się na osadzaniu elektrochemicznym, a nie zanurzaniu w stopionym cynku. Stal jest zanurzana w roztworze soli cynku, podczas gdy prąd elektryczny powoduje wiązanie się jonów cynku z powierzchnią. Wynikiem jest stal elektroocynkowana z wyjątkowo cienką i jednolitą warstwą ochronną — zwykle tylko 5–15 µm grubości.
Dlaczego wybrać tak cienką warstwę? Ze względu na precyzję. Elektroocynkowanie tworzy gładkie i jednolite powierzchnie, idealne w zastosowaniach, w których kluczowe są ścisłe допусki. Taką ocynkowaną blachę stalową w rolkach stosuje się najczęściej w:
- Nawierzchniowe panele akustyczne
- Ramach drzwiowych i okiennych
- Tablicach rozdzielczych i szafkach elektrycznych
- Elementach wymagających dodatkowego malowania
Kompromis? Cienka warstwa oznacza mniejszą ochronę pośredniczącą i krótszy okres użytkowania w środowiskach korozyjnych. Większość materiałów elektrogalwanizowanych wymaga dodatkowej powłoki lub farby zapewniającej wystarczającą długotrwałą ochronę.
Galwannealowanie łączy zalety obu metod — zaczyna się od galwanizacji natryskowej, a następnie natychmiast przepuszcza pokrytą stal przez piec wyżarzający o temperaturze około 565 °C. Ta obróbka cieplna powoduje dyfuzję żelaza z podstawowej stali do warstwy cynku, tworząc blachę galwannealowaną o powierzchni z stopu cynku i żelaza.
Zgodnie z przewodnikiem porównawczym Unionfab ta transformacja stopowa zapewnia kilka zalet:
- Doskonałą przyczepność farby bez konieczności przygotowywania powierzchni
- Wysoką spawalność przy jednoczesnym ograniczeniu emisji toksycznych oparów
- Twardszą i bardziej odporną na zużycie powierzchnię
- Jednolity matowy szary wykończenie idealne do zastosowań estetycznych
Przemysł motocyklowy i samochodowy w dużej mierze polega na stali galwanizowanej z przeznaczeniem do paneli nadwozia właśnie dlatego, że doskonale się spawuje i idealnie przyjmuje farbę – co jest kluczowym wymaganiem w produkcji masowej.
| Kryteria | Ocynkowanie na gorąco | Elektrogalwanizacja | Galwannealowanie |
|---|---|---|---|
| Gęstość powłoki | 50–100 µm | 5–15 µm | 5–15 µm |
| Odporność na korozję | Doskonała (środowiska zewnętrzne) | Umiarkowana (wymaga dodatkowego powłokowego pokrycia) | Dobra po pomalowaniu |
| Spawalność | Średnia (cynk może się odparować) | Sprawiedliwe | Doskonały |
| Malowalność | Ograniczona (wymaga przygotowania powierzchni) | Dobra po zagruntowaniu | Bardzo dobra (bez konieczności przygotowania powierzchni) |
| Wygląd powierzchni | Błyszcząca, srebrna z charakterystycznym wzorem | Gładka, jednolita | Matowy szary o niskim połysku |
| Typowe zastosowania | Konstrukcje zewnętrzne, barierki ochronne, systemy wentylacji, ogrzewania i klimatyzacji (HVAC) | Obudowy urządzeń elektrycznych, płytki sufitowe | Elementy karoserii pojazdów samochodowych, urządzenia gospodarstwa domowego |
| Koszt względny | Umiarkowany | Niżej | Slightly higher |
Przy ocenie producentów blachy ocynkowanej zrozumienie, jakie metody stosują — oraz które zalecają dla danego zastosowania — wiele mówi o ich wiedzy technicznej. Kompetentny dostawca nie tylko zrealizuje zamówienie, lecz także doradzi, jaką metodę ocynkowania wybrać, aby zoptymalizować wydajność zgodnie z konkretnymi wymaganiami.
Gdy metody ocynkowania są już wyjaśnione, kolejnym kluczowym parametrem do zrozumienia jest masa powłoki cynkowej — standardowy system, którego producenci używają do określenia dokładnej ilości cynku zapewniającej ochronę.
Masa powłoki cynkowej i poziomy ochrony
Zobaczyłeś oznaczenia na arkuszach specyfikacji — G30, G60, G90 — ale co tak naprawdę oznaczają te liczby? Zrozumienie oznaczeń masy powłoki cynkowej jest kluczowe przy dobieraniu materiału zgodnie z wymaganiami dotyczącymi odporności na korozję w danej aplikacji. Jednocześnie pozostaje to jednym z najczęściej źle rozumianych aspektów zakupu stali ocynkowanej.
Oto, co te liczby rzeczywiście oznaczają — oraz jak wykorzystać je do podejmowania bardziej uzasadnionych decyzji zakupowych.
Rozszyfrowanie oznaczeń masy powłoki cynkowej
System oznaczeń „G”, zdefiniowany w normie ASTM A653/A653M, precyzyjnie określa ilość cynku chroniącego stal. Zgodnie z Dokumentacją techniczną GalvInfo Center , liczba następująca po literze „G” oznacza minimalną masę cynku wyrażoną w uncjach na stopę kwadratową, zmierzoną jako średnia z trzech punktów (TST) na obu stronach blachy.
Weźmy na przykład stal ocynkowaną G90. Cyfra „90” oznacza minimalną masę powłoki wynoszącą 0,90 uncji/ft² łącznie — czyli około 0,45 uncji/ft² na każdą powierzchnię przy równomiernym naniesieniu. Powłoka cynkowa G90 odpowiada mniej więcej 21 mikrometrom grubości cynku po każdej stronie, zapewniając solidną ochronę w zastosowaniach zewnętrznych oraz wymagających warunków.
Jednak wiele zakupujących pomija następujący fakt: masa powłoki jest bezpośrednio związana z długością okresu ochrony. Zgodnie z przewodnikiem doboru powłok GalvInfo Center zależność ta jest w przybliżeniu liniowa — podwojenie masy powłoki powoduje przybliżone podwojenie czasu trwałości użytkowej w danym środowisku.
| Oznaczenie powłoki | Masa cynku (uncje/ft²) | Przybliżona grubość po jednej stronie | Zalecane zastosowania |
|---|---|---|---|
| G30 | 0,30 łącznie | ~2,5 µm | Konstrukcje wewnętrzne, elementy sprzętu AGD, suche środowiska |
| G60 galvanized | 0,60 łącznie | ~5 µm | Systemy wentylacji, klimatyzacji i ogrzewania (HVAC), lekkie zastosowania zewnętrzne, konstrukcje osłonięte |
| Stal ocynkowana G90 | 0,90 łącznie | ~7,5 µm | Dachy, okładziny ścian, sprzęt rolniczy, ogólne zastosowanie na zewnątrz |
| G115 | 1,15 łącznie | ~10 µm | Długotrwała ekspozycja na zewnątrz, umiarkowane środowiska przemysłowe |
| G140 | 1,40 łącznie | ~12 µm | Surowe warunki pogodowe, obiekty przemysłowe |
| G235 | 2,35 razem | ~20 µm | Bariery ochronne, hale przemysłowe na słupach, konstrukcje morskie/brzegowe, maksymalna ochrona |
Dobór masy powłoki cynkowej do wymagań zastosowania
Wybór odpowiedniej grubości powłoki cynkowej nie sprowadza się jedynie do wybrania najgrubszej dostępnej powłoki. Choć grubsze powłoki zapewniają lepszą ochronę, zwiększają również koszty materiału i mogą wpływać na kuteczność w trakcie złożonych operacji tłoczenia . Kluczem jest dopasowanie powłoki g90 – lub dowolnego innego oznaczenia, które wybierzesz – do rzeczywistych warunków eksploatacji.
Rozważ poniższe czynniki przy określaniu odpowiedniej masy powłoki:
- Środowisko ekspozycji: Zastosowania nadbrzeżne i morskie narażone są na intensywną mgiełkę solną, która przyspiesza zużycie cynku. Obszary przemysłowe wystawione na działanie dwutlenku siarki lub chlorków wymagają podobnie grubszych powłok ochronnych. W suchych środowiskach wewnętrznych może wystarczyć ochrona klasy G30 lub G60.
- Oczekiwany okres eksploatacji: Zgodnie z modelem korozji opracowanym przez GalvInfo stal o klasie pokrycia G90 w typowych warunkach podmiejskich może utrzymywać się przez około 20 lat przed pojawieniem się 5% czerwonej rdzy. Potrzebujesz trwałości przekraczającej 30 lat? Rozważ zastosowanie powłoki G140 lub grubszego pokrycia.
- Powłoki wtórne: Jeśli planujesz pomalować lub natryskiwać proszkowo gotowy produkt, maksymalna ilość cynku może nie być konieczna. Farba zapewnia dodatkową ochronę barierową, co potencjalnie pozwala na zastosowanie lżejszej powłoki G90 i obniżenie kosztów.
- Wymagania kształtujące: Grubsze powłoki mogą pękać podczas intensywnych operacji kształtowania. W przypadku głębokiego tłoczenia lub złożonego stemplowania lepsze właściwości wykazują często lżejsze powłoki, które mimo to zapewniają wystarczającą ochronę.
- Względy budżetowe: Cynk to surowiec o zmieniających się cenach. Grubsze powłoki oznaczają więcej cynku na stopę kwadratową — co czasem znacząco wpływa na koszty materiałów przy zamówieniach o dużej objętości.
Jako Hascall Steel zauważa , najbardziej powszechną specyfikacją stosowaną w ogólnych zastosowaniach zewnętrznych pozostaje stal ocynkowana klasy G90 — zapewniająca optymalny balans ochrony, kosztów oraz cech technologicznych dla większości zastosowań przemysłowych.
Zrozumienie oznaczeń masy powłoki umożliwia prowadzenie świadomej rozmowy z producentami blachy ocynkowanej. Zamiast po prostu akceptować ich standardowe zalecenia, można precyzyjnie określić wymagania swojego zastosowania — a także zweryfikować, czy oferowane przez nich produkty spełniają te specyfikacje, stosując odpowiednie protokoły badawcze ASTM.
Mówiąc o normach, przeanalizujmy specyfikacje ASTM regulujące sposób produkcji i certyfikacji produktów ocynkowanych — zaczynając od kluczowej normy A653 definiującej gatunki stali oraz wymagania jakościowe.

Standardy ASTM i specyfikacje gatunków stali
Wybrałeś metodę ocynkowania i określiłeś odpowiednią masę powłoki — ale istnieje jeszcze jedna kluczowa warstwa specyfikacji stali ocynkowanej, która oddziela świadomych nabywców od tych, którzy zamawiają bez zrozumienia szczegółów. Standardy ASTM regulujące produkcję blach ocynkowanych w procesie gorącego zanurzania określają nie tylko wymagania dotyczące powłoki, lecz także podstawowe cechy stali, które decydują o tym, czy materiał będzie działał zgodnie z oczekiwaniami.
Przy analizie ofert od producentów blach ocynkowanych napotkasz oznaczenia takie jak CS-B, DS lub SS Grade 33. Co one właściwie oznaczają w kontekście Twojego zastosowania? Przeanalizujmy najważniejsze standardy.
Wyjaśnienie wymagań standardu ASTM A653
ASTM A653 to podstawowa specyfikacja dotycząca blach i taśm stalowych ocynkowanych w procesie gorącego zanurzania w Ameryce Północnej. Jako Techniczny przewodnik Vitina Roof wyjaśnia, że ta norma — opracowana przez American Society for Testing and Materials — określa wszystko, od wymagań dotyczących masy powłoki do właściwości mechanicznych i jakości powierzchni.
Jednak oto czego wielu specjalistów ds. zakupów nie zauważa: norma ASTM A653 reguluje nie tylko powłokę cynkową. Określa ona także cechy stali podstawowej za pomocą systemu oznaczeń gatunków. Toważysząca jej norma ASTM A924 obejmuje ogólne wymagania, w tym informacje dotyczące zamawiania, metody badań oraz kryteria inspekcji stosowane we wszystkich produktach blachy ocynkowanej.
Razem te normy zapewniają, że przy zamówieniu stali zgodnej z normą ASTM A653 w określonym gatunku otrzymujesz materiał o przewidywalnych i spójnych właściwościach — niezależnie od producenta. To właśnie standaryzacja umożliwia zakupy oparte na specyfikacjach w ramach globalnego łańcucha dostaw.
Główne elementy objęte normą ASTM A653 to:
- Oznaczenia masy powłoki: Wcześniej omawiane specyfikacje serii G (G30–G235)
- Klasyfikacje gatunków stali: Oznaczenia wskazujące na klasę kształtowalności, wytrzymałość oraz przeznaczenie
- Wymagania dotyczące właściwości mechanicznych: Minimalne wartości granicy plastyczności, wytrzymałości na rozciąganie i wydłużenia
- Normy jakości powierzchni: Wymagania dotyczące wyglądu oraz dopuszczalnego poziomu wad
- Metody testowania: Procedury weryfikacji masy powłoki, przyczepności powłoki oraz właściwości mechanicznych
Zrozumienie wymagań normy ASTM A653 umożliwia sformułowanie specyfikacji technicznych, które jednoznacznie określają Państwa oczekiwania — a także sprawdzenie, czy dostarczane materiały rzeczywiście spełniają te wymagania.
Oznaczenia gatunków stali i ich znaczenie
Oznaczenia gatunków stali to miejsce, w którym norma ASTM A653 staje się naprawdę przydatna dla inżynierów i zakupujących. Te oznaczenia precyzyjnie informują o właściwościach podstawowej stali — jej kształtowalności, wytrzymałości oraz zastosowaniach, dla których jest przeznaczona.
Poniżej przedstawiamy szczegółowy podział głównych gatunków blach ocynkowanych, z którymi można się spotkać:
- CS-A i CS-B (stal komercyjna): Podstawowe materiały na rynku ocynkowanych blach stalowych komercyjnych. Gaty stali CS to materiały uniwersalne, przeznaczone do gięcia, umiarkowanego kształtowania oraz spawania. CS-B charakteryzuje się nieco ścislijszymi kontrolami składu chemicznego niż CS-A, zapewniając nieznacznie lepszą kuteść. Typowe zastosowania obejmują blachy dachowe, obлицowania ścian, zbiorniki magazynowe oraz elementy systemów wentylacji i klimatyzacji, gdzie nie wymaga się skomplikowanego kształtowania.
- FS (stal kształtowana): Gdy aplikacja wymaga bardziej intensywnego kształtowania niż to możliwe przy użyciu stali komercyjnej — np. w procesie walcowania lub umiarkowanego tłoczenia — gatunek FS zapewnia odpowiednie właściwości. Wyższa zawartość węgla w porównaniu ze stalą tłoczną zapewnia dodatkową wytrzymałość przy jednoczesnym zachowaniu wystarczającej kuteści do produkcji elementów o złożonym kształcie.
- DS (stal tłoczna): Zaprojektowany do zastosowań wymagających znacznej plastycznej deformacji. Ocynkowana blacha ze stali niskowęglowej w klasie DS ma kontrolowane zawartości węgla i manganu, które zwiększają plastyczność. Tę klasę stosuje się w elementach samochodowych, obudowach urządzeń AGD oraz w dowolnych produktach wymagających głębokiego tłoczenia bez pęknięć.
- DDS (stal do głębokiego tłoczenia): DDS zapewnia jeszcze lepszą kształtowalność dzięki bardzo niskiej zawartości węgla oraz ścisłej kontroli zanieczyszczeń. Osiąga to doskonałe właściwości wydłużenia – zwykle minimum 42 % – umożliwiając rozciąganie stali do złożonych kształtów trójwymiarowych. Materiał DDS stosuje się m.in. w zlewkach kuchennych, podłogach karoserii samochodowych oraz obudowach filtrów oleju.
- EDDS (stal do nadgłębokiego tłoczenia): Najbardziej kute blachy ocynkowane dostępne na rynku; stal EDDS jest stosowana tam, gdzie stal DDS nie zapewnia wystarczającej formowalności. Chemia bez międzymetalicznych węglików (skrajnie niskie zawartości węgla i azotu) zapewnia wyjątkową ciągliwość do najbardziej wymagających operacji tłoczenia. Typowymi zastosowaniami są elementy nadwozi samochodowych oraz złożone komponenty sprzętu AGD.
- SS (stal konstrukcyjna): W przeciwieństwie do gatunków przeznaczonych do kształtowania, oznaczenia SS priorytetowo uwzględniają wytrzymałość zamiast formowalności. Gatunek SS 33 gwarantuje minimalną wytrzymałość na rozciąganie wynoszącą 33 ksi, natomiast gatunek SS 50 – 50 ksi. Te ocynkowane blachy stalowe są stosowane w zastosowaniach nośnych – takich jak konstrukcje budowlane, wieże linii przesyłowych czy elementy mostów – gdzie kluczowe jest bezpieczeństwo konstrukcyjne, a nie zdolność do kształtowania.
| Oznaczenie gatunku | Poziom formowalności | Typowa wytrzymałość na rozciąganie | Główne cechy | Wspólne zastosowania |
|---|---|---|---|---|
| CS-A/CS-B | Niski do umiarkowanego | Nie Określono | Stal ogólnego przeznaczenia, spawalna | Pokrycia dachowe, obudowy ścian, instalacje wentylacyjne, zbiorniki |
| Fs | Umiarkowany | Nie Określono | Zwiększona formowalność w porównaniu z gatunkami CS | Profilowane na zimno elementy konstrukcyjne, umiarkowane tłoczenia |
| Ds | Dobre | Nie Określono | Niskowęglowa, o kontrolowanej składzie chemicznej | Obudowy urządzeń, części samochodowe |
| DDS | Bardzo dobrze. | Nie Określono | Bardzo niski udział węgla, minimalna wydłużalność 42% | Części wykonane metodą głębokiego tłoczenia, zlewozmywaki kuchenne |
| EDDS | Doskonały | Nie Określono | Bezpozycyjny (IF), maksymalna ciągliwość | Złożone tłoczniki, blachy nadwoziowe |
| Stal nierdzewna klasy 33 | Ograniczone | minimalna wytrzymałość na rozciąganie 33 ksi | Wytrzymałość konstrukcyjna, określone właściwości | Konstrukcje nośne, krokwie, lekkie konstrukcje |
| Stal nierdzewna klasy 50 | Ograniczone | 50 ksi minimum | Wysokowytrzymałej konstrukcyjnej | Ciężkiej konstrukcyjnej, mostów, wież |
Różnica ma większe znaczenie, niż można by się spodziewać. Zamawiaj ocynkowaną blachę stalową komercyjną, gdy potrzebujesz plastyczności klasy DDS — wówczas Twoje elementy pękają podczas tłoczenia. Określ klasę EDDS, gdy zwykła stal komercyjna byłaby wystarczająca, a płacisz nadmierną cenę za możliwości, których nie potrzebujesz.
Doświadczeni producenci ocynkowanej blachy stalowej zadadzą szczegółowe pytania dotyczące Twoich operacji kształtowania przed zaleceniem konkretnej klasy stali. Jeśli dostawca po prostu oferuje „stal ocynkowaną”, nie dyskutując przy tym specyfikacji klasy, jest to sygnał ostrzegawczy wskazujący na ograniczoną biegłość techniczną.
Gdy standardy ASTM oraz klasy stali są już wyjaśnione, jesteś teraz gotowy do sporządzania precyzyjnych specyfikacji. Jednak same specyfikacje nie kończą obrazu — musisz również zrozumieć formy produktowe oraz konwencje wymiarowe stosowane przez producentów przy dostawie materiałów ocynkowanych do Twojego zakładu.
Formy produktowe i specyfikacje standardowe
Określiłeś metodę cynkowania, masę powłoki oraz gatunek stali — ale teraz pojawia się zaskakująco trudne pytanie: w jakiej formie materiał powinien zostać dostarczony? Producenti blach cynkowanych oferują swoje produkty w różnych formach, z których każda ma swoje szczególne zalety w zależności od konfiguracji Twojej linii produkcyjnej oraz wielkości zamówień.
Zrozumienie standardowych rozmiarów blach, pomiarów grubości (oznaczeń kalibru) oraz decyzji dotyczącej wyboru między blachą w postaci paska (z cewki) a pojedynczą blachą może oznaczać różnicę między płynnym przebiegiem produkcji a kosztownymi stratami materiału. Przeanalizujmy, co należy wiedzieć.
Standardowe rozmiary blach i pomiary grubości (oznaczenia kalibru)
Oto coś, co sprawia kłopoty nawet doświadczonym zakupującym: numery kalibrów nie są uniwersalnymi wartościami miarowymi. Zgodnie z kompleksowym przewodnikiem po kalibrach firmy Makerverse, blacha stalowa o kalibrze 16 nie ma takiej samej grubości jak blacha aluminiowa o kalibrze 16 — a stal cynkowana ma zupełnie własną skalę kalibrów.
System kalibru pochodzi z XIX-wiecznego przemysłu i służył jako skrót w produkcji. Im mniejsza liczba kalibru, tym grubszy materiał. Jednak istnieje tu pułapka: zależność ta nie jest liniowa i różni się w zależności od rodzaju metalu. Zawsze należy sprawdzać rzeczywistą grubość w milimetrach lub calach, a nie polegać wyłącznie na numerach kalibru.
W przypadku blach ocynkowanych i płaskich wyrobów z blachy metalowej większość dostawców stosuje system kalibru Birmingham Wire Gauge (BWG). Blacha stalowa o kalibrze 20 — jeden z najczęściej stosowanych standardów grubości — ma grubość około 0,91 mm lub 0,0359 cala. Specyfikacja blachy stalowej o kalibrze 20 jest popularna w wykonaniu kanałów wentylacyjnych, lekkich obudów oraz ogólnych zastosowań produkcyjnych, gdzie umiarkowana sztywność łączy się z łatwą obrabialnością.
| Numer kalibru | Grubość (cale) | Grubość (mm) | Wspólne zastosowania |
|---|---|---|---|
| 26 GA | 0.0179 | 0.45 | Lekkie kanały wentylacyjne, panele akustyczne, ozdobne listewki |
| 24 GA | 0.0239 | 0.61 | Systemy HVAC, panele urządzeń gospodarstwa domowego, obudowy elektryczne |
| 22 GA | 0.0299 | 0.76 | Pokrycia dachowe, okładziny ścian, średnio obciążone wykonania produkcyjne |
| blacha 20-gaugowa | 0.0359 | 0.91 | Ogólne wykonania produkcyjne, uchwyty, pokrywy, kanały wentylacyjne |
| 18 GA | 0.0478 | 1.21 | Elementy konstrukcyjne, części samochodowe, ciężkie obudowy |
| 16 GA | 0.0598 | 1.52 | Elementy podwozia, ramy, sprzęt przemysłowy |
| 14 GA | 0.0747 | 1.90 | Ciężkie elementy konstrukcyjne, sprzęt rolniczy, przyczepy |
| 12 GA | 0.1046 | 2.66 | Ciężkie elementy konstrukcyjne, osłony maszyn |
| 10 GA | 0.1345 | 3.42 | Zastosowania blachownicze, elementy poddawane wysokim naprężeniom |
Jak zauważa firma All Metals Fabrication, blacha przeходит w zakres tzw. „płyty” (plate), gdy jej grubość przekracza 7 gauge (około 0,188 cala). Powyżej tego progu pomiary są wyrażane nie w jednostkach gauge, lecz w ułamkach cala – zamówisz więc płytę o grubości 0,250 cala lub 0,500 cala, a nie podasz numeru gauge.
Standardowe wymiary blachy ocynkowanej obejmują zazwyczaj dwie najczęściej stosowane szerokości: cztery stopy (48 cali) i pięć stóp (60 cali). Dostępne długości to zwykle blachy o długości 8, 10 i 12 stóp; najbardziej powszechnie dostępny w dystrybutorach rozmiar to konfiguracja 4' × 10'.
Dlaczego to ma znaczenie? Optymalizacja układu elementów na standardowych arkuszach minimalizuje odpad. Przecięcie półfabrykatu o długości 6 stóp z arkusza o długości 10 stóp pozostawia 4-stopowy odpad — co może być marnotrawstwem, chyba że ten fragment można wykorzystać w innym miejscu.
Poradnik doboru formatu: taśma vs. arkusz
Oprócz płaskich arkuszy producenci ocynkowanej blachy stalowej oferują materiał również w formie taśmy — zwiniętych ciasno rolek, które są rozwijane podczas obróbki. Zgodnie z Poradnikiem specyfikacji MD Metals wybór między taśmą ocynkowaną a gotowymi arkuszami wymaga uwzględnienia kilku czynników produkcyjnych.
Zwoje blachy ocynkowanej pochodzą z tego samego procesu produkcyjnego co blachy — w rzeczywistości blachy powstają z zwojów. Zakłady przetwarzające wykorzystują ogromne maszyny wyrównawcze do rozwijania materiału, wypłaszczania go oraz cięcia na odcinki nadające się do składowania w stosach. Zamawiając zwoje bezpośrednio, otrzymujesz materiał przed tą drugorzędową obróbką.
Rozważ następujące czynniki przy podejmowaniu decyzji między formatami:
- Możliwości urządzeń: Przetwarzanie zwojów wymaga rozwijarek, prostownic i systemów podawania. Jeśli Twój zakład nie jest wyposażony w takie urządzenia, gotowe blachy w formacie ciętym eliminują konieczność inwestycji kapitałowych. Jednak zakłady posiadające linie do przetwarzania zwojów korzystają z ciągłego podawania materiału, co maksymalizuje czas pracy maszyn.
- 3. Kompatybilność z wieloma rozmiarami kartonów Zwoje umożliwiają cięcie na niestandardowe długości dopasowane do konkretnych wymiarów Twoich części. Zamiast dostosowywać się do standardowych blach o długości 10 stóp, możesz zaprogramować dokładne płytki (blanki), które minimalizują odpad. W przypadku produkcji wysokotonażowej ta optymalizacja często uzasadnia koszty zakupu sprzętu do obsługi zwojów.
- Minimalne Wielkości Zamówień: Zamówienia wstążek zazwyczaj wymagają większych zobowiązań — często minimum 10 000+ funtów — w porównaniu do zakupów blach, gdzie można zamówić zaledwie kilka sztuk. Operacje o mniejszym wolumenie mogą uznać blachy za bardziej praktyczne, mimo nieco wyższych kosztów na funt.
- Wymagania dotyczące magazynowania: Wstążki umożliwiają magazynowanie o wysokiej gęstości, zajmując mniej powierzchni podłogowej niż odpowiadająca im ilość blach. Wymagają jednak odpowiednich systemów regałowych oraz sprzętu do manipulacji (dźwignic z ramami do wstążek lub hakami typu C), których nie wymagają blachy.
- Czasy realizacji: Standardowe rozmiary blach zwykle są szybciej dostarczane ze zapasów dystrybutora. Cięcie wstążek na zamówienie lub konkretne wymagania co do szerokości mogą wydłużyć czas realizacji zamówienia.
W przypadku zautomatyzowanych operacji tłoczenia lub gięcia na zimno, w których produkowane są tysiące elementów, role praktycznie zawsze są rozwiązaniem opłacalnym. Ciągła podajka materiału zmniejsza czas obsługi między poszczególnymi blankami i umożliwia bardziej gęste rozmieszczenie elementów na arkuszu. Z kolei warsztaty jednostkowe produkujące różnorodne, niskoseryjne zamówienia często preferują elastyczność zapasów arkuszy — można wziąć tylko tyle, ile jest potrzebne, bez konieczności przygotowywania systemu obsługi rolek dla każdego zadania.
Niektórzy producenci oferują obie formy (arkusze i role) z tej samej placówki, co pozwala na zakup arkuszy do prototypowania, a następnie przełączenie się na role po osiągnięciu takich objętości produkcji, które uzasadniają tę zmianę. Taką elastyczność warto rozważyć przy kwalifikacji nowych dostawców.
Gdy już wyjaśnione zostały formy produktowe oraz konwencje wymiarowe, można przystąpić do dopasowania tych specyfikacji do konkretnych zastosowań branżowych — tam, gdzie rzeczywiste wymagania sektorów motocyklowego, budowlanego i rolniczego określają dokładnie, które kombinacje grubości (kalibru), powłok i formatów zapewniają optymalną wydajność.
Zastosowania branżowe i wymagania materiałowe
Znajomość grubości blachy, masy powłoki oraz gatunku stali jest kluczowa — ale jak te specyfikacje przekładają się na rzeczywistą wydajność w praktyce? Różne branże wymagają różnych cech materiału, a producenci blach ocynkowanych dostosowują swoje oferty odpowiednio do tych potrzeb. To, co doskonale sprawdza się w instalacjach wentylacyjnych i klimatyzacyjnych, może katastrofalnie zawieść w sprzęcie rolniczym. Z kolei materiał optymalny do paneli nadwozia samochodowego może być nadmiernie wytrzymałym rozwiązaniem dla konstrukcji nośnych wewnątrz budynków.
Przyjrzyjmy się konkretnym wymogom decydującym o doborze materiału w trzech głównych sektorach oraz specyfikacjom, które oddzielają wystarczającą wydajność od wyników optymalnych.
Specyfikacje i wymagania branży motocyklowej
Branża motocyklowa stanowi jedno z najbardziej wymagających zastosowań blach stalowych ocynkowanych. Od elementów podwozia po panele nadwozia, pojazdy wymagają materiałów odpornych na sól drogową, wilgoć oraz dziesięciolecia eksploatacji — przy jednoczesnym spełnieniu surowych norm giętkości i spawalności.
Zgodnie z przewodnikiem specyfikacji firmy BJCX Steel producenci samochodów zwykle określają stal ocynkowaną w klasie SGLC ze względu na jej zwiększoną odporność na korozję oraz łatwość kształtowania. Ta klasa zachowuje swoje ochronne powłoki w trudnych warunkach eksploatacyjnych, umożliwiając przy tym złożone operacje kształtowania wymagane przez nowoczesne konstrukcje pojazdów.
Oto czego zwykle wymagają zastosowania motocyklowe:
- Elementy zawieszenia i podwozia: Stal konstrukcyjna ocynkowana w klasach SS (wytrzymałość na rozciąganie 33 ksi lub 50 ksi) do elementów nośnych. Powłoki klasy G90 lub grubsze zapewniają ochronę przed opryskiem drogowym i solą. Istotna jest tutaj spawalność — materiały galwanizowane cieplnie często przewyższają alternatywy ocynkowane gorącą metodą, ponieważ generują mniej toksycznych oparów i pozwalają uzyskać czystsze spoiny.
- Płaszczyzny karoserii i elementy zamykające: Klasy EDDS lub DDS dominują w tej aplikacji, zapewniając nadzwyczajną łatwość kształtowania niezbędną do tworzenia złożonych konturów. Preferowane są powłoki galwanizowane cieplnie, ponieważ są kompatybilne z systemami lakierowania stosowanymi w przemyśle motocyklowym bez konieczności intensywnego przygotowania powierzchni — co stanowi istotny czynnik kosztowy w produkcji masowej.
- Wzmocnienia konstrukcyjne: Blachy ze stali węglowej w gatunkach DS lub FS zapewniają równowagę między kutejnością a wytrzymałością. Te elementy nie wymagają ekstremalnej zdolności do głębokiego tłoczenia, jaką mają panele nadwozia, ale nadal potrzebują niezawodnej ochrony przed korozją.
- Narazone elementy spodu nadwozia: Maksymalna odporność na korozję ma pierwszorzędne znaczenie. Powłoki G140 lub G235 w połączeniu z gorącym ocynkowaniem chronią zbiorniki paliwa, podłogi karoserii oraz obudowy kół przed agresywnym środowiskiem soli i wilgoci występującym pod pojazdami.
Znaczenie, jakie przemysł motocyklowy i samochodowy przywiązuje do spawalności, wyjaśnia, dlaczego stal galwanizowana i nalakierowana dominuje w zastosowaniach paneli nadwozia. Gdy producenci wykonują setki połączeń spawanych punktowo na pojazd z prędkością linii produkcyjnej, stała jakość spawów nie jest opcją – jest niezbędna dla integralności konstrukcyjnej i bezpieczeństwa w przypadku zderzenia.
Zastosowania w budownictwie i rolnictwie
Sektor budowlany i rolniczy mają wspólny problem: produkty muszą wytrzymać surowe warunki zewnętrzne przez dłuższy czas przy minimalnym koniecznym konserwacji. Ich konkretne wymagania różnią się jednak znacznie w zależności od wymogów danej aplikacji.
Aplikacjach budowlanych
Od kanałów wentylacyjnych HVAC po konstrukcje nośne – zastosowania stali ocynkowanej w formie blach i płyt obejmują pełny zakres produktów. Kluczowe jest dobranie odporności na korozję do warunków ekspozycji oraz nadaje się do kształtowania do metod obróbki.
- Instalacje wentylacyjne i klimatyzacyjne: Płaskie blachy metalowe o grubości 20–24 gauge z powłoką G60 nadają się do większości zastosowań wewnątrz budynków. Średnia masa powłoki zapewnia wystarczającą ochronę w środowiskach z kontrolowaną klimatyzacją, jednocześnie utrzymując rozsądny poziom kosztów materiału. Komercyjne gatunki stali (CS-A lub CS-B) oferują wystarczającą nadaje się do kształtowania do typowej produkcji kanałów wentylacyjnych.
- Blachy dachowe i ścianowe: Narzucanie warunków zewnętrznych wymaga grubszego powłok — minimalnie G90 dla większości klimatów, G140 lub G235 dla obszarów przybrzeżnych lub przemysłowych. Jak zauważa BJCX Steel, powłoka Z275 (275 g/m²) jest często określana dla zastosowań wymagających dłuższego okresu użytkowania w trudnych warunkach.
- Szkielet konstrukcyjny: Stal blachowa ocynkowana w stopniach SS zapewnia wytrzymałość niezbędną do zastosowań nośnych. Systemy lekkiego szkieletu stalowego (LGSF) zwykle wykorzystują blachę o grubości 18 gauge lub większej z powłoką G60 do zastosowań wewnętrznych lub G90 do zastosowań na zewnątrz.
- Olepkowe elementy architektoniczne i paski uszczelniające: Wygląd ma takie samo znaczenie jak wydajność. Gładkie, jednolite powłoki uzyskane metodą cynkowania elektrolitycznego lub galwanizacji termicznej często lepiej nadają się do widocznych zastosowań niż charakterystyczna struktura „gwiazdek” materiału cynkowanego gorącą metodą.
Zastosowania w sprzęcie rolniczym
Sprzęt rolniczy stoi przed jednymi z najbardziej wymagających wyzwań związanych z korozją spośród wszystkich branż. Jak wyjaśnia National Material Company, współcześni rolnicy wykorzystują stal ocynkowaną praktycznie we wszystkich obszarach swojej działalności – a niskie zapotrzebowanie na konserwację oraz odporność na rdzę tej stali mają bezpośredni wpływ na efektywność operacyjną.
Rozważ warunki ekspozycji: sprzęt jest stale narażony na działanie nawozów, środków ochrony roślin, odchodów zwierzęcych oraz wilgoci. Obiekty magazynowe podlegają sezonowym zmianom warunków – od wilgotnych do suchych. Ogrodzenia wytrzymują lata ekspozycji na czynniki atmosferyczne bez jakichkolwiek nakładów na konserwację.
- Przechowywanie i transport zbóż: Zbiorniki do przechowywania zbóż, ślimaki transportowe oraz obudowy taśmociągów wymagają grubych powłok ocynkowanych (klasa G115 lub cięższa), aby wytrzymać ścieranie i korozję spowodowane kontaktem ze zbóż. Blachy stalowe w stopniu miękkim (CS) zapewniają wystarczającą plastyczność do produkcji tych elementów.
- Sprzęt dla zwierząt gospodarskich: Bramy, karmniki i panele obudowy są narażone na kontakt z zwierzętami oraz odpadami. Minimalne wagi powłoki G90 są standardem, a wiele specyfikacji wymaga powłoki G140, aby przedłużyć okres użytkowania o ponad 20 lat.
- Sprzęt do nawadniania: Stałe narażenie na wodę – często zawierającą rozpuszczone minerały i środki chemiczne stosowane do jej uzdatniania – wymaga maksymalnej odporności na korozję. Powłoki AZ (stop glinu i cynku) czasem przewyższają pod tym względem czysty cynk.
- Ogrodzenia i elementy konstrukcyjne: Zgodnie z informacjami National Material Company, ocynkowane ogrodzenia stanowią jedno z najbardziej powszechnych zastosowań rolniczych. Materiał dostarczany jest gotowy do montażu, bez konieczności malowania, a jego trwałość czyni go opłacalnym mimo wyższych początkowych kosztów w porównaniu z nieobrobionymi alternatywami.
Co czyni zastosowania rolnicze szczególnie wymagającymi? W przeciwieństwie do środowisk motocyklowych lub budowlanych, w których warunki są w pewnym stopniu przewidywalne, sprzęt rolniczy jest narażony na zmienne warunki — jedna pora roku to suchy magazyn, a kolejna — praca w polu w błocie. Ta zmienność oznacza, że należy dobierać powłoki z uwzględnieniem najbardziej niekorzystnych warunków, co zwykle skutkuje wyborem cięższych wariantów dostępnych powłok.
Również równanie ekonomiczne różni się od przypadku motocyklowego. Choć producenci samochodów mogą uwzględnić koszty farb i powłok wtórnych w swoich kosztach produkcyjnych, sprzęt rolniczy często opiera się wyłącznie na ochronie cynkowej zapewniającej odporność na korozję. Wybór odpowiedniej masy powłoki już na etapie projektowania decyduje o tym, czy sprzęt przetrwa 15, czy 30 lat.
Gdy wymagania aplikacyjne zostały wyjaśnione w tych głównych sektorach, kolejne kluczowe pytanie brzmi: jak ocenić, który z producentów blach ocynkowanych rzeczywiście może dostarczyć materiały spełniające te specyfikacje? Certyfikaty jakości, możliwości produkcyjne oraz poziomy obsługi różnią się znacznie u poszczególnych dostawców — a zrozumienie tego, na co należy zwracać uwagę, decyduje o powodzeniu zakupów lub o drogich błędach.
Ocenianie jakości i kompetencji producenta
Zdefiniowałeś swoje specyfikacje — metodę ocynkowania, masę powłoki, gatunek stali oraz formę produktu. Teraz pojawia się pytanie, które decyduje o tym, czy te specyfikacje rzeczywiście przekładają się na wysokiej jakości części dostarczane w terminie: który z producentów blach ocynkowanych może niezawodnie dostarczać to, co obiecuje?
Luka między możliwościami dostawcy opisanymi na papierze a ich rzeczywistą wydajnością w praktyce może być ogromna. Niektórzy producenci taśmy stalowej doskonale radzą sobie z masową produkcją towarów standardowych, ale mają trudności z realizacją zamówień niestandardowych. Inni oferują wyjątkową pomoc techniczną, lecz nie są w stanie zwiększyć skali produkcji, aby spełnić wymagania związane z masową produkcją. Zrozumienie, jak systematycznie oceniać te czynniki, pozwala wybrać partnerów zamiast jedynie dostawców.
Certyfikaty jakości, które mają znaczenie
Certyfikaty jakości stanowią obiektywne potwierdzenie, że producent wprowadził systematyczne procesy zapewniające stałą jakość produkcji. Jednak nie wszystkie certyfikaty mają taką samą wagę – niektóre są znacznie ważniejsze od innych, w zależności od branży, w której działa klient.
ISO 9001: Podstawa
Certyfikat ISO 9001 oznacza, że producent wprowadził udokumentowany system zarządzania jakością obejmujący wszystkie etapy – od kontroli materiałów przyjmowanych do końcowego testowania produktu. Zgodnie z wytycznymi Newinds dotyczącymi oceny fabryk weryfikacja posiadania certyfikatu ISO 9001 powinna należeć do pierwszych kroków podczas oceny dowolnego producenta stalowych wyrobów ocynkowanych.
Jednak wiele zakupujących pomija następujący istotny fakt: ISO 9001 to poziom minimalny, a nie czynnik różnicujący. Prawie każdy poważny producent posiada ten certyfikat. Jego brak stanowi sygnał ostrzegawczy; jego obecność oznacza jedynie, że dostawca spełnia minimalne standardy zawodowe.
IATF 16949: Standard motoryzacyjny
W przypadku zastosowań w łańcuchu dostaw motocyklowych i samochodowych znacznie ważniejsze niż sam ISO 9001 jest posiadanie certyfikatu IATF 16949. Zgodnie z Dokumentacją IATF 16949 opracowaną przez AIAG , ten standard „definiuje wymagania dotyczące systemu zarządzania jakością dla organizacji działających w globalnej branży motocyklowej i samochodowej” i został opracowany przy niezwykle szerokiej współpracy branżowej.
IATF 16949 opiera się na normie ISO 9001, ale dodaje wymagania specyficzne dla branży motocyklowej i motoryzacyjnej, w tym:
- Zapobieganie wadom: Systematyczne podejście do zapobiegania problemom jakościowym zamiast wykrywania ich po zakończeniu produkcji
- Redukcja zmienności: Statystyczne sterowanie procesami minimalizujące niezgodności między poszczególnymi elementami
- Ciągłe doskonalenie: Dokumentowane metody ciągłego doskonalenia jakości
- Wymagania dla łańcucha dostaw: Oczekiwania dotyczące jakości obejmujące cały łańcuch dostawców
Przy zakupie komponentów ocynkowanych przeznaczonych na elementy nadwozia, zawieszenia lub konstrukcyjne części samochodowe certyfikacja IATF 16949 nie jest opcjonalna – zazwyczaj stanowi ona bezwzględne wymaganie OEM-ów. Producentów takich jak Shaoyi (Ningbo) Metal Technology utrzymują tę certyfikację specjalnie w celu spełnienia rygorystycznych standardów jakości branży motocyklowej i motoryzacyjnej w zakresie niestandardowych części tłoczonych z metalu oraz precyzyjnych zespołów.
Certyfikacje specyficzne dla danego sektora
Ponad te podstawowe certyfikaty należy zwrócić uwagę na uprawnienia odnoszące się do konkretnego zastosowania:
- ISO 14001: Certyfikat systemu zarządzania środowiskowego – coraz ważniejszy dla firm z wymaganiami związanymi z zrównoważonym rozwojem
- Certyfikaty procesów specjalnych: CQI-9 (obróbka cieplna), CQI-11 (powłoki galwaniczne), CQI-12 (powłoki malarskie) oraz podobne oceny AIAG dla producentów wykonujących procesy wtórne
- Zatwierdzenia określone przez klienta: Wiele OEM-ów prowadzi listy zatwierdzonych dostawców, wymagając dodatkowych kwalifikacji poza standardowymi certyfikatami
Ocena możliwości produkcyjnych i poziomu świadczonych usług
Certyfikaty informują o systemach i procesach. Możliwości produkcyjne wskazują, czy producent rzeczywiście potrafi spełnić Twoje konkretne wymagania. Zgodnie z ramami oceny Newinds ocena linii produkcyjnych, maszyn oraz stopnia wdrożenia technologii zapewnia kluczowe informacje na temat przydatności dostawcy.
Wsparcie w Projektowaniu na Potrzeby Produkcji (DFM)
Najlepsi dystrybutorzy stali ocynkowanej nie tylko realizują zamówienia – wspierają optymalizację Twoich projektów pod kątem efektywności produkcji. Jak Przewodnik OpenBOM po DFM wyjaśnia, projektowanie z myślą o produkcji (DFM) „umożliwia efektywną produkcję produktu oraz jego łatwą montażowość przy minimalnym koszcie pracy.”
Zdrowi jakościowo producenci analizują Twoje projekty przed rozpoczęciem produkcji, identyfikując potencjalne problemy związane z:
- Wymagania dotyczące kształtowalności w porównaniu z wyborem klasy materiału
- Uwagi dotyczące narzędzi, które wpływają na jakość części
- Narastanie tolerancji, które może powodować problemy montażowe
- Możliwości obniżenia kosztów poprzez modyfikacje konstrukcyjne
Zgodnie z OpenBOM, kompleksowe wsparcie DFM pomaga zminimalizować „przerwę między fazą rozwoju i prototypowaniem a produkcją seryjną”. Producentom oferującym tę możliwość charakteryzuje się głęboką wiedzą techniczną wykraczającą poza podstawową obróbkę — stają się oni partnerami inżynieryjnymi zaangażowanymi w Państwa sukces.
Na przykład dostawcy tacy jak Shaoyi zapewniają kompleksowe wsparcie DFM, optymalizujące konstrukcje jeszcze przed inwestycją w narzędzia, co potencjalnie pozwala zaoszczędzić znaczne kwoty oraz poprawić jakość części.
Możliwości szybkiego prototypowania
Jak szybko producent jest w stanie wykonać części próbne do walidacji? Ta zdolność ma ogromne znaczenie dla harmonogramów rozwoju nowych produktów. Niektórzy dostawcy taśmy stalowej potrzebują tygodni na wytworzenie pierwszych próbek; inni oferują szybkie prototypowanie, skracając ten czas do kilku dni.
Szukaj producentów oferujących:
- Dedykowana zdolność do prototypowania oddzielona od linii produkcyjnych
- Opcje miękkich narzędzi do wstępnego sprawdzenia poprawności przed inwestycją w twarde narzędzia
- Szybka produkcja próbek — pięciodniowe szybkie prototypowanie stanowi lidera branżowego pod względem możliwości
- Wsparcie przy iteracyjnej modyfikacji prototypów bez nadmiernych kar za wydłużenie czasu realizacji
Zdolności produkcyjne masowe i skalowalność
Dostawca, który wytwarza doskonałe prototypy, ale nie potrafi przeskalować produkcji do wielkości masowej, generuje ryzyko dla łańcucha dostaw. Należy ocenić:
- Całkowita zdolność produkcyjna w stosunku do prognozowanych objętości zamówienia
- Redundancja wyposażenia — czy mogą kontynuować produkcję w przypadku awarii maszyny?
- Głębokość zasobów ludzkich oraz programy szkoleniowe
- Wykorzystanie zdolności produkcyjnych — dostawcy pracujący przy wykorzystaniu 95% swoich zdolności mają ograniczoną elastyczność w zakresie obsługi wzrostu Państwa zapotrzebowania
Zautomatyzowane możliwości produkcji masowej wskazują na inwestycje w spójną, wysokogłośną produkcję. Procesy ręczne mogą być stosowane przy prototypach, ale często nie radzą sobie z wymaganiami powtarzalności w przypadku partii produkcyjnych.
Reakcja serwisowa i wsparcie techniczne
Gdy pojawiają się problemy — a tak się zdarzy — jak szybko reaguje dostawca blachy stalowej? Czynniki serwisowe często stanowią różnicę między dostawcami wystarczającymi a wyjątkowymi partnerami:
- Czas otrzymania wyceny: Jak długo trwa przejście od przesłania zapytania ofertowego (RFQ) do otrzymania oficjalnej oferty? Wiodący na rynku dostawcy blachy stalowej ocynkowanej oferują czas przygotowania oferty wynoszący 12 godzin dla standardowych zapytań — to istotna przewaga, gdy porównujesz wiele źródeł w warunkach ograniczonego czasu.
- Dostęp do wsparcia technicznego: Czy możesz rozmawiać bezpośrednio z inżynierami, czy wszystkie sprawy muszą być kierowane przez przedstawicieli handlowych? Bezpośredni dostęp do inżynierów przyspiesza rozwiązywanie problemów oraz optymalizację projektu.
- Szybkość reakcji w komunikacji: Oceń, jak szybko dostawcy odpowiadają na rutynowe zapytania. Ich zachowanie w trakcie procesu sprzedaży zwykle przewiduje ich reaktywność po nawiązaniu współpracy.
- Historia rozwiązywania problemów: Zażądaj referencji i zadaj konkretne pytania dotyczące tego, jak dostawca radził sobie z problemami jakościowymi lub wyzwaniami związanymi z dostawami. Doskonałe wyniki są rzadkością; ważniejsze jest profesjonalne podejście do rozwiązywania problemów.
Lista kontrolna oceny producentów
Korzystaj z tej ramy przy ocenie potencjalnych producentów blach ocynkowanych:
- Zweryfikowane certyfikaty: ISO 9001 (poziom podstawowy), IATF 16949 (motocyklowy), certyfikaty branżowe potwierdzone i aktualne
- Audytowane systemy jakości: Kontrola materiałów wejściowych, kontrole w trakcie procesu produkcyjnego, końcowe badania, protokoły kalibracji, dokumentacja działań korygujących
- Ocenione możliwości produkcyjne: Lista wyposażenia, analiza zdolności produkcyjnych, poziom zautomatyzowania, dokumentacja kwalifikacji personelu
- Potwierdzona obsługa DFM: Dostępne zasoby inżynieryjne, zdefiniowany proces przeglądu projektu, podane przykłady optymalizacji
- Szybkość prototypowania zweryfikowana: Potwierdzony harmonogram szybkiego prototypowania, oceniona jakość próbek, zrozumiany proces wprowadzania poprawek
- Skalowalność oceniona: Obliczony zapas mocy produkcyjnej, potwierdzona redundancja wyposażenia, omówione możliwości rozszerzenia produkcji
- Zaufanie do łańcucha dostaw sprawdzone: Zweryfikowane źródła pozyskiwania surowców, przeanalizowane praktyki zarządzania zapasami, uzyskane wskaźniki terminowości dostaw
- Poziom usług przetestowany: Zarejestrowany czas przygotowania oferty, oceniona reaktywność obsługi technicznej, oceniona jakość komunikacji
- Skontaktowano się z referencjami: Wywiad z klientami o podobnym zakresie zamówień, omówienie przykładów rozwiązywania problemów, potwierdzenie ogólnej satysfakcji
Zgodnie z zaleceniem firmy Newinds rozważ zastosowanie macierzy oceny ważonej — np. Jakość: 30%, Dostawa: 25%, Koszt: 20%, Zgodność: 15%, Obsługa: 10% — w celu obiektywnego porównania dostawców pod kątem tych wymiarów. Takie systematyczne podejście eliminuje emocje z decyzji zakupowych i zapewnia dokumentację uzasadniającą dokonany wybór.
Proces oceny wymaga czasu, ale inwestycja ta przynosi korzyści w postaci niezawodnego zaopatrzenia, spójnej jakości oraz partnerstw, które wraz z upływem czasu stają się coraz silniejsze. Producent spełniający te kryteria staje się czymś więcej niż dostawcą — staje się przedłużeniem Twoich możliwości produkcyjnych.
Oczywiście stal ocynkowana nie zawsze jest optymalnym wyborem. Zrozumienie, kiedy alternatywne materiały odporno na korozję mogą lepiej spełniać wymagania Twojego zastosowania, pozwala podejmować w pełni świadome decyzje zakupowe — właśnie to przeanalizujemy w kolejnym kroku.
Stal ocynkowana vs. materiały alternatywne
Stal ocynkowana dominuje w zastosowaniach metalowych wymagających odporności na korozję — ale czy zawsze jest to właściwy wybór? Zrozumienie sytuacji, w których materiały alternatywne przewyższają stal ocynkowaną, pozwala podejmować decyzje zakupowe optymalizujące zarówno wydajność, jak i koszty. Czasem opłaca się zapłacić więcej za stal nierdzewną; innym razem lepszą wartość oferuje stal galwalum. Kluczem jest dopasowanie właściwości materiału do konkretnych wymagań aplikacji.
Przyjrzyjmy się, jak stal ocynkowana porównuje się do najpopularniejszych materiałów alternatywnych — oraz kiedy każda z tych opcji jest uzasadniona.
Porównanie wydajności stali ocynkowanej i stali galwalum
Stal galwalum stanowi najbliższego konkurenta tradycyjnej stali ocynkowanej, wykorzystując powłokę z stopu glinu i cynku (około 55% glinu, 43,5% cynku oraz 1,5% krzemu) zamiast czystego cynku. Zgodnie z Porównaniem technicznym firmy Englert Inc. stal galwalum została wynaleziona w latach 60. XX wieku przez firmę Bethlehem Steel jako ulepszenie tradycyjnego procesu ocynkowania.
Jaka jest więc praktyczna różnica? Składnik glinowy w taśmie stalowej z powłoką galwalum tworzy stabilną warstwę tlenkową, która skuteczniej zapobiega korozji niż czysty cynk we wielu środowiskach. Tymczasem zawartość cynku nadal zapewnia ochronę katodową (sacrificial protection) na krawędziach cięć i zadrapaniach. Ta kombinacja zapewnia zwykle od dwóch do czterech razy dłuższą żywotność w porównaniu ze standardową stalą ocynkowaną w podobnych warunkach testów w solnym oprysku oraz cyklicznej korozji.
Oto, co należy wiedzieć o różnicach w zakresie wydajności:
- Długowieczność: Tasma stalowa ocynkowana trwa zwykle od 20 do 50 lat w zależności od środowiska; galwalum przedłuża ten okres do 40–70 lat w warunkach optymalnych
- Odporność na ciepło: Zawartość glinu w galwalumie lepiej odbija promieniowanie słoneczne, co prowadzi do niższych temperatur powierzchniowych i zmniejszonego naprężenia termicznego
- Cykling temperaturowy: Stop glinu i cynku lepiej odpiera pęknięcia mikroskopijne podczas wielokrotnych cykli nagrzewania i ochładzania
- Wykonanie w obszarach przybrzeżnych: W środowiskach o wysokiej zawartości soli stal ocynkowana z powłoką galwalum ogólnie wykazuje lepsze właściwości niż stal ocynkowana, choć żadna z tych dwóch nie dorównuje pełnej aluminiowej w warunkach morskich
Jednak stal wstęga ocynkowana zachowuje przewagi w określonych sytuacjach. Czysta powłoka cynkowa na stali ocynkowanej zapewnia doskonałą początkową ochronę katodową — co oznacza lepsze samoizleczenie w miejscach uszkodzeń w wczesnym okresie eksploatacji. Dla zastosowań narażonych na intensywne zadrapania lub ścieranie ta cecha ma istotne znaczenie.
Kiedy rozważyć materiały alternatywne
Ponadto, oprócz stali ocynkowanej z powłoką galwalum, kilka innych materiałów odpornych na korozję konkurowało z produktami ze stali wstęgi ocynkowanej. Każdy z nich oferuje wyraźne zalety dla określonych zastosowań — oraz wyraźne implikacje kosztowe.
Stal aluminizowana
Gdy wydajność w wysokich temperaturach jest ważniejsza niż ogólna odporność na korozję, stal aluminiowana wyróżnia się szczególnie. Powłoka aluminiowa wytrzymuje temperatury do 1250 °F (675 °C) bez istotnego pogorszenia właściwości — znacznie przekraczając możliwości wstęg ze stali ocynkowanej. Typowe zastosowania obejmują:
- Systemy wydechowe i osłony cieplne do pojazdów samochodowych
- Części pieców przemysłowych
- Części pieców i wyposażenie grzewcze
- Sprzęt do grillowania i gotowania
Jaki jest kompromis? Stal aluminiowana nie posiada mechanizmu ochrony pośredniej charakterystycznego dla powłok opartych na cynku. Uszkodzenia, takie jak zadrapania lub krawędzie cięcia, nie ulegają samo naprawie, co czyni ten materiał mniej odpowiednim w zastosowaniach wiążących się z uszkodzeniami mechanicznymi lub ścieraniem.
Stal nierdzewna
W celu uzyskania maksymalnej odporności na korozję bez konieczności stosowania jakiejkolwiek powłoki stal nierdzewna pozostaje niezrównana. Zgodnie z porównaniem odporności na korozję firmy MetalTek wybór materiału wiąże się z kompromisem między kosztem a wydajnością — stal nierdzewna znajduje się na najwyższym poziomie obu tych skal.
Powszechne gatunki stali nierdzewnej, takie jak 304 i 316, zapewniają odporność na korozję dzięki zawartości chromu, który tworzy bierną warstwę tlenkową. Ta ochrona jest wrodzoną cechą materiału, a nie warstwą nałożoną, co oznacza, że nie może ona się zużywać ani wyczerpywać w czasie. Zastosowania, w których stosowanie stali nierdzewnej jest uzasadnione, obejmują:
- Sprzęt do przetwórstwa spożywczego (zgodność z wymaganiami FDA)
- Systemy do obsługi chemikaliów
- Sprzęt morski narażony na stałe działanie wody morskiej
- Wyposażenie medyczne i farmaceutyczne
- Elementy architektoniczne wymagające dziesięcioleci bezobsługowej eksploatacji
Wielokrotność kosztu? W zależności od gatunku i warunków rynkowych stal nierdzewna zazwyczaj kosztuje od 3 do 5 razy więcej niż odpowiadająca jej blacha stalowa ocynkowana. Tę wyższą cenę uzasadnia się wyłącznie wtedy, gdy wymagania dotyczące odporności na korozję przekraczają możliwości ochrony zapewnianej przez powłoki cynkowe — albo gdy aplikacja wymaga własności samego materiału, a nie ochrony zapewnianej przez powłokę.
Stal malowana lub pokryta proszkowo
Gdy estetyka decyduje o specyfikacji, stal malowana lub pokryta proszkowo oferuje opcje kolorystyczne, których nie zapewniają powierzchnie ocynkowane lub galwalum bez dodatkowego wykończenia. Te powłoki zapewniają dodatkową ochronę barierową ponad podstawową obróbką metalu, potencjalnie wydłużając czas użytkowania i jednocześnie zapewniając dekoracyjne wykończenie.
Nowoczesne systemy malowania wstążek nanoszą farbę na podłoża ocynkowane lub galwalum, łącząc zalety ochrony cynkowej z trwałością koloru. Takie rozwiązanie nadaje się do:
- Panele architektoniczne i elewacje budynków
- Obudowy urządzeń
- Wyposażenia sklepowego i wystaw
- Elementy wykończenia pojazdów samochodowych
W tym przypadku kluczowe nie jest pytanie, czy stal malowana jest lepsza od stali ocynkowanej, lecz czy wymagania estetyczne uzasadniają dodatkowy koszt powłoki oraz potencjalne zużycie farby w czasie.
| Kryteria | Stal galwanizowana | Stal Galvalume | Stal aluminizowana | Stal nierdzewna | Pomalowana/z powłoką proszkową |
|---|---|---|---|---|---|
| Odporność na korozję | Dobre (20–50 lat) | Doskonałe (40–70 lat) | Dobre (brak ochrony pośredniej) | Wysokie (wbudowane) | Dobre do doskonałego (w zależności od powłoki) |
| Koszt względny | 1,0x (wartość odniesienia) | 1,05–1,15× | 1,1–1,3× | 3-5x | 1,2–1,5× |
| Odporność na ciepło | Umiarkowane (do 400 °F) | Dobry (lepsza odbijalność) | Doskonały (do 1250°F) | Doskonały | Ograniczony (degradacja powłoki) |
| Wykształcalność | Dobre | Dobre | Dobre | Średnia dobra | Dobry (zależny od podłoża) |
| Spawalność | Dobry (opary cynku) | Dobre | Dobre | Wymaga specjalnych procedur | Wymaga usunięcia powłoki |
| Samoregeneracja na krawędziach | Doskonały | Dobre | Biedny | Nie dotyczy (ochrona wbudowana) | Biedny |
| Najlepsze zastosowania | Ogólne zastosowanie na zewnątrz, w rolnictwie, w systemach wentylacji i klimatyzacji | Pokrycia dachowe, przeznaczone na zewnątrz o długim okresie użytkowania | Środowiska o wysokich temperaturach | Przemysł chemiczny, spożywczy, morski | Zastosowania architektoniczne i estetyczne |
Ramka decyzyjna jest prosta: rozpocznij od stali ocynkowanej jako podstawowego materiału odniesienia, a dopiero później rozważ alternatywy – wyłącznie wtedy, gdy specyficzne wymagania danej aplikacji uzasadniają wykorzystanie ich unikalnych właściwości. Stal ocynkowano-aluminiowa (Galvalume) jest uzasadniona tam, gdzie dłuższy okres użytkowania lub wysoka odbijalność ciepła usprawiedliwia niewielką nadpłatę. Stal aluminiowana nadaje się do zastosowań w wysokich temperaturach, w których standardowe powłoki ulegają uszkodzeniu. Stal nierdzewna jest zarezerwowana dla warunków skrajnej korozji lub wymogów regulacyjnych. Natomiast powłoki malarskie dodają wartości jedynie wtedy, gdy kolor i wygląd są kluczowymi kryteriami przy określaniu specyfikacji.
Zrozumienie tych alternatyw oraz ich stosunku kosztu do korzyści zapewnia wybór odpowiedniego materiału dla każdej konkretnej aplikacji, a nie automatyczne wybieranie znanych rozwiązań. Czasem role ze stali ocynkowanej pozostają optymalnym wyborem; czasem zaś wyższe nakłady na alternatywy przynoszą lepszą wartość w długiej perspektywie.
Gdy alternatywne materiały zostały wyjaśnione, dysponujesz teraz pełnym podstawowym zapleczem technicznym umożliwiającym podejmowanie świadomych decyzji zakupowych. Ostatnim krokiem jest przekształcenie tej wiedzy w działanie — skuteczna współpraca z producentami w celu pozyskania materiałów spełniających Twoje specyfikacje w sposób niezawodny i opłacalny.
Podejmowanie świadomych decyzji dotyczących wyboru producenta
Przeanalizowałeś metody cynkowania, rozszyfrowałeś masy powłok ochronnych, zrozumiałeś klasy stali oraz dokonałeś oceny alternatywnych materiałów. Nadszedł teraz moment, który decyduje o tym, czy cała ta wiedza przekształci się w pomyślne zakupy: rzeczywisty wybór i nawiązanie współpracy z producentami blach cynkowanych, którzy będą w stanie dostarczyć wymagane materiały dokładnie wtedy, gdy ich potrzebujesz.
Chodzi tu nie tylko o znalezienie najniższej ceny blachy cynkowanej — choć koszt rzeczywiście ma znaczenie. Chodzi o budowanie relacji dostawczych, które przez dłuższy czas wspierają Twoje wymagania produkcyjne w sposób niezawodny. Prawidłowy producent staje się partnerem; błędny — utrudnieniem w procesie.
Główne wnioski dotyczące doboru materiału
Zanim skontaktujesz się z dostawcami, spójnij swoje wymagania w jasną specyfikację. Zgodnie z przewodnikiem dostawców Metal Zenith głęboka znajomość samego standardu stanowi pierwszą linię obrony przed niskojakościowymi materiałami. Dostawca, który nie potrafi z pewnością omówić szczegółów technicznych, może nie posiadać niezbędnego zakresu kompetencji, aby skutecznie spełniać Twoje potrzeby.
Idealny dostawca oferuje więcej niż tylko konkurencyjną cenę stalowych blach ocynkowanych — zapewnia gwarancję jakości, szeroką wiedzę techniczną oraz niezawodny łańcuch dostaw, na który można polegać.
Twoja specyfikacja powinna obejmować następujące kluczowe elementy:
- Metoda ocynkowania: Ocynkowanie gorące, elektroocynkowanie lub ocynkowanie galwanizacyjno-cieplne — dobór w zależności od wymagań dotyczących kutej formowalności, spawalności i nadawalności malowania
- Masa powłoki: Od G30 do G235, dobrana do środowiska eksploatacyjnego oraz oczekiwanej trwałości użytkowej
- Stalowa klasa: Stopnie CS, DS, DDS, EDDS lub SS dopasowane do operacji kształtowania oraz wymagań dotyczących wytrzymałości
- Forma produktu: Blachy stalowe ocynkowane w formie wstępnie przyciętych arkuszy lub cewek, o odpowiedniej grubości i wymiarach dopasowanych do Twojego układu produkcyjnego
- Wymagane certyfikaty: Minimalnie norma ISO 9001, IATF 16949 dla zastosowań motocyklowych i samochodowych oraz wszelkie dodatkowe certyfikaty specyficzne dla danej branży
Gdy te specyfikacje zostaną zdefiniowane, możesz oceniać dostawców według obiektywnych kryteriów, a nie wyłącznie na podstawie prezentacji sprzedażowych.
Następne kroki w Twoim procesie zakupów
Zgodnie z listą kontrolną oceny dostawców Fry Steel wybór odpowiedniego dostawcy metali to nie tylko decyzja zakupowa – to partnerstwo wpływające na jakość Twoich produktów, terminy produkcji oraz zyskowność w długiej perspektywie czasowej. Choć cena blachy stalowej ocynkowanej za funt ma znaczenie, stanowi ona jedynie jeden element całego układu.
Postępuj zgodnie z poniższym planem działania, aby przejść od etapu badań do nawiązania relacji z zakwalifikowanymi dostawcami:
- Wybierz 3–5 potencjalnych dostawców: Na podstawie swoich wymagań technicznych, uwarunkowań geograficznych oraz potrzeb ilościowych zidentyfikuj producentów, którzy wydają się w stanie spełnić Państwa specyfikacje. Rozważ zarówno dystrybutorów cewek stalowych, jak i bezpośrednich producentów – wybór zależy od objętości Państwa zamówień.
- Zażądaj szczegółowych ofert cenowych: Prześlij zapytania ofertowe (RFQ), w których dokładnie określono, czego Państwo potrzebują — nie akceptuj niejasnych cen za ogólnikowe „stal ocynkowana do sprzedaży”. Dostawcy wysokiej klasy odpowiadają szybko; wiodący na rynku producenci, tacy jak Shaoyi (Ningbo) Metal Technology zapewniają czas odpowiedzi na standardowe zapytania wynoszący 12 godzin.
- Wymagaj raportów testowych huty (MTR): Jak podkreśla Metal Zenith, zawsze żądaj raportów testowych huty lub certyfikatów badania materiału dla każdej cewki lub partii. Dokumenty te potwierdzają, że materiał spełnia Państwa specyfikację ASTM A653, zawierając szczegółową analizę chemiczną i mechaniczną.
- Zweryfikuj certyfikaty niezależnie: Nie przyjmuj podanych certyfikatów na wiarę. Żądaj kopii aktualnych certyfikatów i sprawdź ich ważność w organizacjach certyfikujących. Na przykład status certyfikatu IATF 16949 można zweryfikować w bazie danych IATF.
- Zażądaj próbek i dokonaj ich oceny: Zanim przejdzie się do produkcji masowej, należy uzyskać próbki do własnych testów. Sprawdzić, czy właściwości kształtowalności, przyczepność powłoki oraz wygląd odpowiadają Państwa standardom. Możliwość szybkiego prototypowania – np. z czasem realizacji wynoszącym 5 dni – znacznie przyspiesza tę fazę weryfikacji.
- Oceń jakość wsparcia technicznego: Zainicjuj z dostawcami dyskusje techniczne dotyczące Państwa zastosowania. Czy zadają one trafne pytania dotyczące Państwa procesów kształtowania? Czy oferują wsparcie w zakresie inżynierii przygotowania produkcji (DFM), aby zoptymalizować Państwa projekty? Kompleksowe wskazówki DFM pomagają zminimalizować lukę między fazą rozwoju a produkcją seryjną.
- Oceń niezawodność łańcucha dostaw: Zgodnie z ramami referencyjnymi Fry Steel, dłuższe niż przewidywane czasy realizacji zamówień mogą stworzyć ogromne wąskie gardła w działalności firmy. Zapytaj o typowe czasy realizacji, głębokość zapasów magazynowych oraz historię terminowości dostaw.
- Rozpocznij negocjacje i ustal umowy: Gdy już zidentyfikujesz kwalifikowanych dostawców, negocjuj ceny, warunki płatności, minimalne wielkości zamówień oraz harmonogramy dostaw. Rozważ zamówienia ramowe lub zaplanowane wydania, jeśli Twoje zużycie jest przewidywalne.
Producenci vs dystrybutorzy: dokonanie właściwego wyboru
Czy należy współpracować bezpośrednio z producentami stali ocynkowanej, czy też za pośrednictwem dystrybutorów stali ocynkowanej? Odpowiedź zależy od konkretnych okoliczności.
Bezpośrednie Relacje z Producentami zazwyczaj odpowiadają zakupom klientów, którzy:
- Zamawiają duże ilości, uzasadniające zakupy bezpośrednio od hutnika
- Potrzebują niestandardowych specyfikacji niedostępnych w magazynie
- Wymagają dodatkowych usług przetwarzania zintegrowanych z procesem produkcji
- Korzystają z bezpośredniej współpracy technicznej w zakresie optymalizacji projektu
Współpraca z dystrybutorami często ma sens w następujących przypadkach:
- Wolumeny zamówień są niższe niż minimalne ilości wymagane przez hutę (często powyżej 20 000 funtów)
- Potrzebujesz szybkiej dostawy z lokalnych zapasów
- Wymagane są różne typy materiałów pochodzące z jednego źródła
- Ograniczenia związane z przechowywaniem utrudniają odbiór dużych przesyłek
Wiele udanych strategii zakupowych łączy oba podejścia — wykorzystuje dystrybutorów do mniejszych zamówień i prototypowania, a następnie przechodzi na bezpośrednie relacje z producentami w miarę wzrostu wolumenów.
W zastosowaniach motocyklowych wymagających precyzyjnie tłoczonych elementów z blachy ocynkowanej współpraca ze specjalistycznymi producentami często przynosi najlepsze rezultaty. Firmy takie jak Shaoyi łączą certyfikowaną zgodność z normą IATF 16949 z szybkim prototypowaniem oraz możliwością zautomatyzowanej masowej produkcji — dokładnie taka kombinacja usprawnia proces zakupowy, począwszy od próbek aż po produkcję seryjną.
Inwestycja, jaką dokonałeś w zrozumieniu specyfikacji, norm i kryteriów oceny stali ocynkowanej, przynosi korzyści na całym etapie współpracy z dostawcami. Posiadając tę wiedzę, nie jesteś jedynie zakupowym odbiorcą – jesteś świadomym partnerem, który potrafi żądać i weryfikować jakość odpowiadającą wymogom Twoich zastosowań.
Najczęściej zadawane pytania dotyczące producentów blachy ocynkowanej
1. Jaka jest różnica między stalą ocynkowaną G30 a G90?
Oznaczenie G wskazuje masę powłoki cynkowej wyrażoną w uncjach na stopę kwadratową. Stal G30 ma łączną masę cynku wynoszącą 0,30 uncji/ft² (około 2,5 µm po każdej stronie), co czyni ją odpowiednią do zastosowań wewnątrz pomieszczeń. Stal G90 ma masę cynku równą 0,90 uncji/ft² (około 7,5 µm po każdej stronie) i zapewnia solidną ochronę w zastosowaniach zewnętrznych oraz ogólnego przeznaczenia. Odporność na korozję jest wprost proporcjonalna do masy powłoki cynkowej – w podobnych warunkach stal G90 chroni metal bazowy mniej więcej trzy razy dłużej niż stal G30.
2. Co jest droższe: stal ocynkowana czy stal nierdzewna?
Stal nierdzewna zazwyczaj kosztuje 3–5 razy więcej niż stal ocynkowana. Choć stal nierdzewna oferuje znacznie lepszą, wrodzoną odporność na korozję bez konieczności stosowania powłok ochronnych, stal ocynkowana zapewnia doskonałą ochronę w większości zastosowań przemysłowych za ułamek jej ceny. Stal nierdzewną należy wybierać jedynie w przypadku skrajnie agresywnych środowisk korozyjnych, wymogów zgodności z przepisami FDA lub warunków morskich, które uzasadniają jej wyższe właściwości.
3. Jakie certyfikaty należy sprawdzić przy wyborze producentów blachy ocynkowanej?
Certyfikat ISO 9001 stanowi podstawowy standard potwierdzający istnienie udokumentowanego systemu zarządzania jakością. W przypadku zastosowań w łańcuchu dostaw motocyklowych i samochodowych obowiązkowym jest posiadanie certyfikatu IATF 16949 – gwarantuje on zapobieganie wadom, redukcję odchyłek oraz ciągłe doskonalenie zgodne ze specyficznymi wymaganiami branży motocyklowej i samochodowej. Producenci tacy jak Shaoyi (Ningbo) Metal Technology posiadają certyfikat IATF 16949 oraz kompleksowe wsparcie w zakresie inżynierii produkcji (DFM) i zdolności do szybkiego prototypowania.
4. Jaka jest różnica między ocynkowaniem gorącym a ocynkowaniem galwanizacyjno-termicznym?
Ocynkowanie gorące polega na zanurzeniu stali w stopionym cynku w temperaturze 450 °C, co powoduje powstanie grubej warstwy ochronnej (50–100 µm) o charakterystycznym, „gwiaździstym” wykończeniu oraz doskonałej odporności na korozję w warunkach zewnętrznych. Ocynkowanie galwanizacyjno-termiczne obejmuje dodatkowy etap obróbki cieplnej, w wyniku której powstaje powierzchnia stopu cynku i żelaza, zapewniająca doskonałą spawalność, doskonałą przyczepność farby bez konieczności wcześniejszego przygotowania powierzchni oraz matowe szare wykończenie – dlatego jest preferowane w przypadku blach karoseryjnych samochodowych oraz elementów przeznaczonych do malowania.
5. Jak wybrać pomiędzy zamówieniem stali ocynkowanej w formacie taśmy lub arkuszy?
Wybierz format taśmy w przypadku masowej, zautomatyzowanej produkcji tłoczniowej lub gięcia na zimno, gdzie ciągłe zasilanie maksymalizuje wydajność, a niestandardowe długości cięcia minimalizują odpady. Wybierz gotowe arkusze w przypadku produkcji małoseryjnej, tworzenia prototypów lub w zakładach nieposiadających wyposażenia do przetwarzania taśm. Minimalne zamówienia taśm zwykle wynoszą 10 000 funtów (ok. 4536 kg) lub więcej, podczas gdy arkusze oferują większą elastyczność w przypadku różnorodnych, mniejszych zamówień.