 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Embossing vs Debossing części samochodowych: Przewodnik inżynierski
Streszczenie: główna różnica dla inżynierów samochodowych
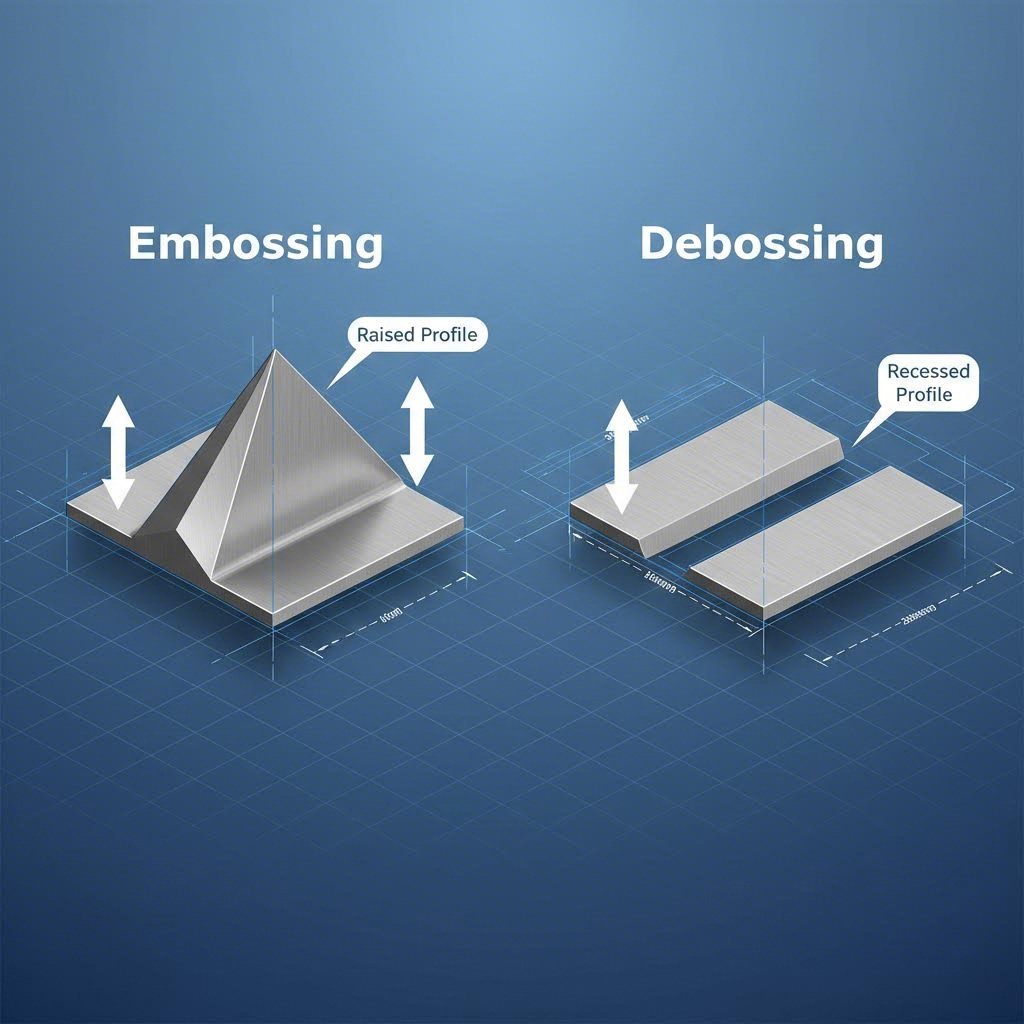
Główna różnica między wybrukowanie i debossing polega na kierunku przepływu materiału oraz jego późniejszej interakcji z wykończeniem pojazdu. Wybrukowanie używa dopasowanych stempli męskich i żeńskich, by wypchnąć materiał w górę , tworząc wypukłe znaki, które pozostają czytelne nawet po intensywnym malowaniu, powlekaniu proszkowym lub nagromadzeniu brudu. Dlatego jest standardem dla statycznych tabliczek chassis i komponentów bezpieczeństwa.
I odwrotnie. debossing (często technicznie nazywane w kontekście motoryzacyjnym tłoczeniem impression lub grawerowaniem) wciska materiał w dół w podłoże. Choć ta metoda chroni oznaczenie przed ścieraniem powierzchniowym, jest narażona na wypełnianie farbą lub smarem, co zmniejsza czytelność. Jednak debossing — szczególnie metodą dot peen lub grawerowaniem — jest standardem branżowym dla dane zmienne takie jak unikalne numery identyfikacyjne pojazdów (VIN), ponieważ nie wymaga ono drogich zestawów matryc na każdą zmianę znaku.
Mechanika odkształcenia metalu
Zrozumienie fizyki stojącej za tymi oznaczeniami jest kluczowe przy doborze odpowiedniego narzędzi. W produkcji samochodowej wybór między wytłaczaniem a wgłębianiem decyduje o luzach matryc, sile prasy oraz właściwościach przepływu materiału.
Konfiguracje matryc: męska a żeńska
Wybrukowanie to proces z wykorzystaniem dwóch matryc. Wymaga kompletu dopasowanych elementów: matrycy męskiej (z wypukłymi detalami) u dołu i matrycy żeńskiej (z zagłębionymi detalami) u góry. Podczas cyklu prasy blacha metalowa lub tworzywo sztuczne są wciskane pomiędzy nie, co powoduje rozciąganie materiału ku górze. Wymaga to precyzyjnego wyrównania; jeśli luz między matrycami będzie zbyt mały, materiał ulegnie ścinaniu lub pęknięciu; jeśli zbyt duży, traci się wyraźność detali.
Debossing , w swojej najczystszej formie przemysłowej, wykorzystuje również zestaw matryc męsko-damskich, ale odwrotnie — wciskając obraz w dół. Jednak w większości szybkobieżnych linii tłoczenia samochodów to, co często nazywane jest „debossing”, jest faktycznie Tłoczenie wgłębień . Wykorzystuje ono pojedynczą utwardzoną matrycę męską uderzającą w powierzchnię o płaski płozyt. Kluczową różnicą jest tylna strona elementu: prawdziwy element z wytłoczonym napisem ma podniesioną stronę odwrotną (negatyw), podczas gdy element wykonany metodą tłoczenia wgłębień pozostaje płaski z tyłu.
Przepływ materiału i naprężenia
Wytłaczanie podniesień poddaje materiał znacznym naprężeniom rozciągającym, ponieważ materiał się rozciąga, aby dostosować się do podniesionej wysokości. W przypadku aluminium samochodowego (np. serii 5000 lub 6000) lub stali wysokowytrzymałej inżynierowie muszą obliczyć maksymalny procent wydłużenia, aby zapobiec mikropęknięciom. Debossing ściska materiał, co prowadzi do umocnienia lokalnego obszaru. Ta kompresja może rzeczywiście wzmocnić element w miejscu znaku, podczas gdy wytłaczanie podniesień może tworzyć koncentratory naprężeń, jeśli nie zostaną odpowiednio zaokrąglone.
Oznaczenie funkcjonalne: Podwozie, silnik i części metalowe
W walce o części pod kapotą i pod ciałem nie chodzi o wygląd, ale o to, jak się zachować. identyfikowalność poprzez przetwarzanie - Nie. Komponenty takie jak osłony cieplne, zapory i bloky silników muszą być poddane trudnym warunkom przetwarzania, które dyktują metodę oznakowania.
Czytelność poprzez farby i powłoki
W przypadku części powlekanych wygrywa wyrazisty wycisk. W montażu samochodowym części podwozia są często pokrywane, przyrządzane i malowane po oznakowaniu. Jeśli część jest wygraśnięta, farba wpada do wnętrz, wypełniając je i czyniąc znaki nieczytelnymi. Wzorcowe znaki, dumnie stojące na powierzchni, pozwalają farbie płynąć zwolnione szczytów. Znaki pozostają wyraźne i czytelne nawet pod grube warstwy powłoki.
Dlatego zwykle widać statyczne dane, takie jak kody modeli lub oznaczenia platform na zaporach sieciowych, wygrawerowane bezpośrednio w blacie. Zapewnia, że dane przetrwają w warsztacie lakierniczym i 20 lat brudu na drogach.
Wyzwanie danych zmiennych: VIN-y
Chociaż tłoczenie jest lepsze pod względem czytelności, ma jedną poważną wadę: koszt. Tłoczenie wymaga zestawu stałych stempli. Aby wytłoczyć unikalny 17-cyfrowy numer VIN dla każdego pojechodu opuszczającego linię produkcyjną, potrzebne byłoby skomplikowane, wolne i drogie głowice obrotowej do numerowania.
Zatem, debossing (za pomocą punktowego oznaczania lub grawerowania) to standard w przypadku unikalnej identyfikacji pojazdów. Maszyny grawerujące wykorzystują diamentowy lub węglikowy stylos do „pisania” numeru VIN na ramie metalowej. Choć te oznaczenia są wgłębione, nanosi się je wystarczająco głęboko, by przetrwały standardowe lakierowanie elektroforetyczne, lub nanosi się je po pomalowania (wymagane maskowanie). Ta metoda umożliwia nieskończoną zmienność bez konieczności zmiany narzędzi, co jest koniecznością w nowoczesnej produkcji masowej.

Zastosowania estetyczne: wykończenia wnętrza i branding
Wewnątrz kabiny intencje projektowe zmieniają się z wytrzymałości na „postrzeganą jakość”. Projektanci wykorzystują te techniki, aby przekazać luksus oraz wrażenia dotykowe.
Skóra i powierzchnie miękkie na dotyk
W przypadku skórzanych siedzeń, kierownic oraz wykończeń deski rozdzielczej, debossing (często nazywane w tym kontekście tłoczeniem gorącym) tworzy wysokiej jakości, dyskretny wygląd. Poprzez wciskanie nagrzanej formy w skórę, włókna są kompresowane i ciemnieją, tworząc trwałe, eleganckie zagłębienie. Jest to preferowane przed wypukłym tłoczeniem w przypadku logo, ponieważ wypukłe obszary skóry są podatne na ścieranie i zużycie spowodowane pasażerami wsuwającymi się do wnętrza pojazdu.
Sterowanie dotykowe i elementy przełączające
Wybrukowanie dominuje w projektowaniu elementów przełączających i przycisków. Wypukła ikona na przełączniku szyby lub przycisku radia zapewnia kluczową informację dotykową (hapticzną), pozwalając kierowcy zidentyfikować dany element sterowania bez odrywania wzroku od drogi. W nowoczesnych procesach "In-Mold Labeling" (IML) stosowanych w plastikowych wnętrzach, tłoczenie służy nadaniu trójwymiarowej tekstury innym płaskim powierzchniom dotykowym, łącząc gładki wygląd ekranu dotykowego z fizyczną pewnością działania mechanicznego przycisku.
Kluczowe czynniki porównawcze (macierz decyzyjna)
Podczas wyboru technologii znakowania dla nowego komponentu samochodowego należy użyć tej macierzy do oceny kompromisów między kosztem, trwałością i ograniczeniami produkcyjnymi.
| Cechy | Embossing (wypukłe) | Debossing / stemplowanie (wklęsłe) |
|---|---|---|
| Czytelność z farbą | Doskonały (Farba spływa z wierzchołków) | Biedny (Farba wypełnia wgłębienia) |
| Koszt narzędzi | Wysoki (Wymaga dopasowanych form męskich/żeńskich) | Średnia/Niska (Pojedyncza forma lub grot) |
| Dane zmienne (VIN) | Trudne (Powolne, złożone głowice numerujące) | Doskonały (Programowalne tłoczenie kropkowe/rysowanie) |
| Oporność na tarcie | Niski (Powierzchnia wypukła pochłania zużycie) | Wysoki (Znak jest chroniony pod powierzchnią) |
| Czas cyklu | Szybko. (Jedno uderzenie tłoka) | Szybki do wolnego (Tłoczenie jest szybkie; rysowanie wolniejsze) |
Dla producentów chcących pokonać lukę między tymi decyzjami prototypowymi a produkcją seryjną, Shaoyi Metal Technology oferta kompleksowych rozwiązań tłoczarskich. Ich możliwości, od szybkiego prototypowania po prasowanie na prasach 600 ton, umożliwiają płynną integrację zarówno procesów tłoczenia wypukłego, jak i złożonego tłoczenia wklęsłego. Niezależnie od tego, czy potrzebujesz 50 prototypów do zweryfikowania projektu, czy milionów ramion sterujących produkowanych masowo, ich precyzja certyfikowana według IATF 16949 gwarantuje spełnienie standardów znakowania zgodnych z wymaganiami globalnych OEM-ów. Zakres inżynieryjny można sprawdzić na stronie Rozwiązania Tłoczarstwa Shaoyi Metal Technology .
Podsumowanie – rekomendacja według typu elementu
Aby ostatecznie określić strategię produkcyjną, sklasyfikuj części według stopnia narażenia i potrzeb informacyjnych:
- Wybierz tłoczenie wypukłe, jeśli: Część będzie malowana, powlekana proszkowo lub narażona na intensywne działanie smaru (np. płyty z numerem nadwozia, przegrody ogniowe, miski olejowe). Wypukłe znaki zapewniają, że informacja nigdy nie zostanie utracona pod warstwami powłoki.
- Wybierz tłoczenie wklęsłe/stampowanie, jeśli: Część wymaga unikalnych numerów seryjnych (VIN), lub jeśli powierzchnia będzie narażona na intensywne tarcie (np. płyty podłogowe, powierzchnie stykowe). Wklęsły znak jest chroniony przed zeskrobaniem.
- Wybierz stampowanie gorące (wklęsłe), jeśli: Projektujesz elementy estetyczne wnętrza, takie jak skóra lub winyl. Zapewnia wysoką jakość wykończenia i odporność na zużycie spowodowane kontaktem użytkowników.
Podsumowanie: wybór odpowiedniego rodzaju oznaczenia
Ostatecznie decyzja między tłoczeniem wypukłym a wklęsłym w sektorze motoryzacyjnym rzadko jest kwestią preferencji — jest to obliczenie inżynierskie uzależnione od cyklu życia elementu. Znak wytłoczony wypukle przetrwa malarnię; znak wytłoczony wklęśle przetrwa tarcie na linii montażowej. Dostosowując metodę oznakowania do warunków środowiskowych, w jakich znajduje się komponent, oraz zmienności danych, zapewnia się śledzenie od warsztatu tłocznia po złomowisko. Prawidłowy wybór zapobiega kosztownym wycofaniom produktów z powodu nieczytelnych danych bezpieczeństwa i podnosi postrzeganą jakość wnętrza pojazdu.
Często zadawane pytania
czy tłoczenie wypukłe czy wklęsłe jest lepsze do malowania części samochodowych?
Tłoczenie wypukłe jest znacznie lepsze dla lakierowanych części. Ponieważ znaki są wypukłe, farba z tendencyjnie odpływa od szczytów, dzięki czemu krawędzie pozostają ostre i czytelne. W przypadku tłoczenia wklęsłego farba gromadzi się w zagłębieniach, często całkowicie je wypełniając i zacieniając znak, szczególnie przy grubszych powłokach stosowanych w motoryzacji, takich jak grunt e-lektroniczny lub podkład.
2. Dlaczego numery VIN są zazwyczaj wytłaczane lub grawerowane?
Numery VIN wymagają unikalnych, zmiennych danych dla każdego pojazdu. Wytłaczanie wymaga zestawu stalowych matryc dla każdego znaku, co jest mechanicznie skomplikowane i drogie w zmianie przy każdym cyklu. Wgłębianie (szczególnie metodą punktową lub grawerowanie) wykorzystuje programowalny stempel, który może natychmiast zmieniać znaki poprzez oprogramowanie, co czyni tę metodę jedyną opłacalną dla seryjnej produkcji masowej.
3. Która metoda jest droższa przy elementach metalowych?
Wytłaczanie jest zazwyczaj droższe pod względem narzędzi, ponieważ wymaga dopasowanego zestawu matryc męskich i żeńskich wykonanych z precyzyjnym luzem. Impresyjne tłoczenie (forma wgłębiania) wymaga zazwyczaj tylko jednej matrycy męskiej i płaskiej płyty wsporczej, co zmniejsza początkowe koszty narzędzi. Jednak przy zmiennych danych programowalne maszyny do grawerowania całkowicie eliminują koszty zużywanych matryc.