 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Kluczowe stale narzędziowe do pracy na zimno dla matryc o wysokiej wydajności
STRESZCZENIE
Stale narzędziowe do pracy na zimno to specjalne stopy o wysokiej zawartości węgla, zaprojektowane do wykrojników, stempli i innych narzędzi stosowanych w temperaturach poniżej 200°C. Materiały te są wybierane ze względu na wyjątkową twardość, wysoką odporność na zużycie oraz wystarczającą ciągliwość, by wytrzymać ogromne naprężenia mechaniczne podczas operacji cięcia i kształtowania. Do kluczowych gatunków stosowanych w wykrojnikach należą wysokowęglowe, wysokochromowe stale serii D (np. D2) oraz uniwersalne staleserii O (np. O1), z których każda oferuje unikalny balans właściwości, zapewniający optymalną wydajność i długotrwałość form.
Zrozumienie stalich narzędziowych do pracy na zimno: podstawa dla wykrojników
Stale narzędziowe do pracy na zimno stanowią krytyczną kategorię specjalistycznych materiałów zaprojektowanych tak, aby doskonale spełniać swoje zadania w wymagających aplikacjach przemysłowych, w których narzędzia pracują w temperaturze pokojowej lub bliskiej jej wartości. Jak definiują ich przedstawiciele branżowi, tacy jak voestalpine , stali te są specjalnie opracowane do produkcji narzędzi, w których temperatury powierzchni na ogół nie przekraczają 200 °C (około 400 °F). To wyróżnia je od stali do obróbki na gorąco, która jest tak zaprojektowana, by utrzymywać siłę w podwyższonych temperaturach. W przypadku matryc do drukowania, które wymagają silnego kształtowania i cięcia blachy, stal do pracy na zimno jest niekwestionowanym materiałem wyboru.
Główną funkcją tych stali jest wytrzymanie znaczących obciążeń mechanicznych i zużycia ścierającego podczas procesów obróbki na zimno. Ich unikalny skład metalurgiczny, zazwyczaj bogaty w węgiel i bogaty w stopy takie jak chrom, molibden i mangan, nadaje kombinację niezbędnych właściwości. Dzięki temu idealnie nadają się do tworzenia trwałych i precyzyjnych matryc, ciosów i narzędzi, które mogą przetrwać miliony cykli bez awarii. Zdolność do utrzymania ostrej krawędzi i odporności na deformacje pod ciśnieniem jest kluczowa dla zapewnienia jakości części i efektywności produkcji.
Wybór stali do narzędzi do pracy na zimno wymaga ostrożnej równowagi kilku kluczowych cech, które bezpośrednio wpływają na wydajność i żywotność matrycy tłoczącej. Te podstawowe właściwości obejmują:
- Wysoka twardość: Zdolność do oporu na wgniecenia i deformacje, co ma kluczowe znaczenie dla utrzymania precyzyjnej geometrii matrycy.
- Wybitna odporność na zużycie: Zdolność do odporności na ścieranie i erozję w wyniku kontaktu z materiałem obrabianego, co wydłuża żywotność narzędzia.
- Wystarczająca twardość: Odporność na szczelinowanie, pęknięcie lub katastrofalne uszkodzenie w wyniku nagłych, dużych obciążeń związanych z operacjami pieczętowania.
- Dobry poziom stabilności wymiarowej: Zdolność do zachowania rozmiaru i kształtu po obróbce cieplnej i podczas długotrwałego użytkowania, zapewniając spójną i dokładną produkcję części.
W ostatecznym rozrachunku skuteczność operacji pieczkowania zależy w dużej mierze od jakości użytej stali narzędzia. Dobrze wybrana stal do obróbki na zimno nie tylko gwarantuje niezawodną wydajność, ale także minimalizuje czas przerwy związaną z konserwacją i wymianą maty, co czyni ją kamieniem węgielnym nowoczesnej produkcji przemysłowej.
Główne klasy stali do obróbki na zimno do maszyn wysokiej wydajności
Wybór odpowiedniej klasy stali do narzędzi do pracy na zimno jest kluczową decyzją, która bezpośrednio wpływa na wydajność, trwałość i opłacalność matryc pieczeniowych. Różne gatunki są projektowane z użyciem specjalnych kompozycji stopów, aby zapewnić wyjątkową równowagę właściwości. Najczęściej stosowane i skuteczne gatunki podzielone są na różne kategorie, przede wszystkim na szeroki węgiel i chrom w serii "D" oraz na ocieplenie olejem w serii "O", a także na zaawansowane gatunki własne.
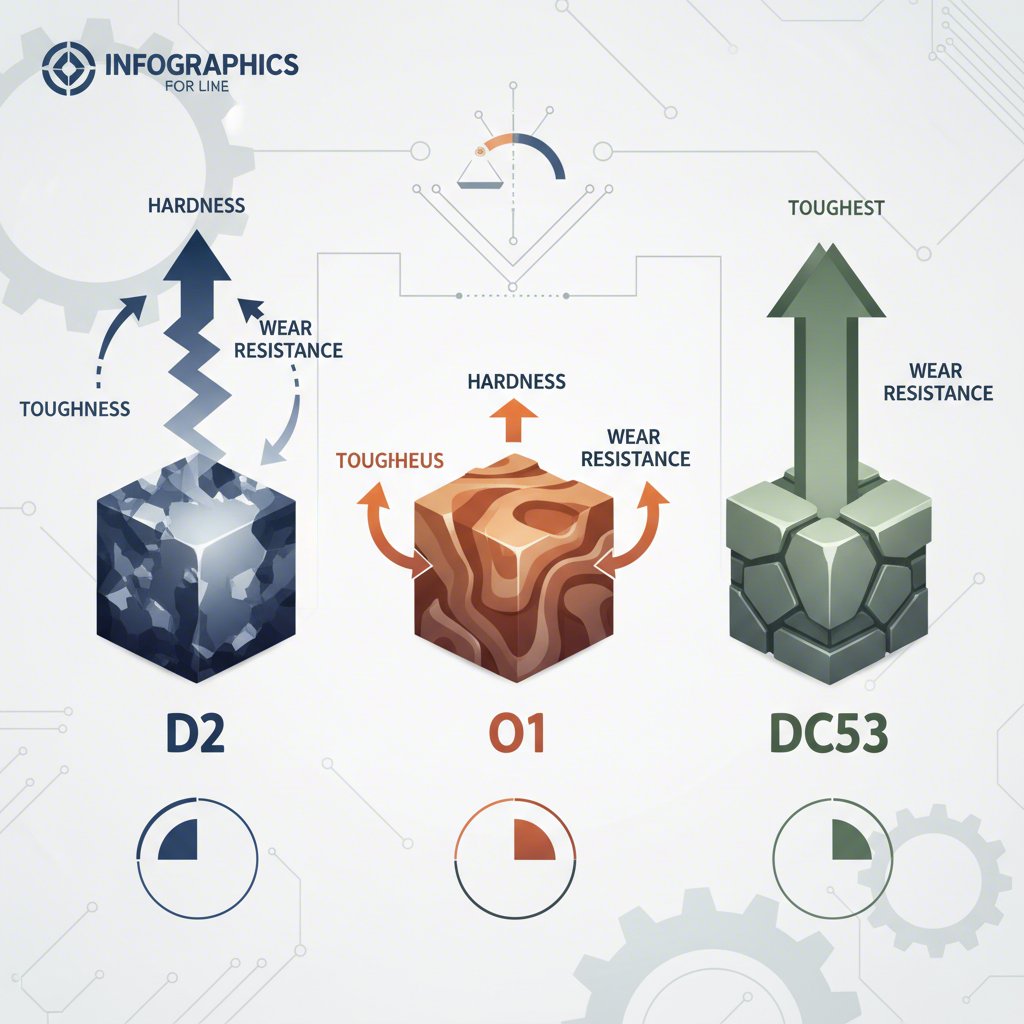
Stal serii D, w szczególności D2, są światowym standardem dla wielu zastosowań pracy na zimno ze względu na ich niezwykle wysoką odporność na zużycie. Wysoka zawartość chromu (zwykle 12%) tworzy twardy karbid odporny na ścieranie, dzięki czemu D2 jest doskonałym wyborem do długich serii produkcji i do stemplowania materiałów ścierających. Jednakże jego wysoka twardość może wiązać się z kompromisem w niższej wytrzymałości w porównaniu z innymi stopniami, co czyni go bardziej podatnym na szczelinowanie w zastosowaniach o poważnym uderzeniu.
O-series, z O1 jako wybitnym przykładem, oferuje bardziej zrównoważony profil. Jako stal o zatwardziałości olejowej zapewnia dobrą twardność przy minimalnym zniekształceniu podczas obróbki cieplnej. O1 jest znany ze swojej dobrej wytrzymałości i odpowiedniej odporności na zużycie, co czyni go wszechstronnym i ekonomicznym wyborem do matryc ogólnego użytku, szczególnie w krótkich i średnich seriach produkcji oraz do cięcia miękkich materiałów. Jego wybaczalna natura sprawia, że jest niezawodną opcją do szerokiego zakresu operacji wycierania i formowania.
W ostatnich latach zaawansowane klasy, takie jak DC53 i DCMX, zyskały na popularności dzięki doskonałej wydajności. DC53, jak podkreślają dostawcy, tacy jak Stal międzynarodowa , jest modyfikacją D2, która zapewnia znacznie większą wytrzymałość przy zachowaniu doskonałej odporności na zużycie. Dzięki temu jest mniej podatny na szczeliny i pęknięcia, co wydłuża żywotność matri w wymagających zastosowaniach. Podobnie, stali typu matrycowego, takie jak DCMX z Daido Steel są wykonane z bardzo cienkim i jednolitym rozkładem węglowodorów, co zwiększa wytrzymałość, obróbkę i stabilność wymiarową po obróbce cieplnej.
Aby pomóc w wyborze, poniższa tabela porównuje niektóre z kluczowych klas stosowanych do wytłaczania:
| Stala | Główna korzyść | Odporność na zużycie | Wytrzymałość | Typowe zastosowanie |
|---|---|---|---|---|
| D2 (1.2379) | Wyjątkowa odporność na zużycie na długie przejazdy. | Bardzo wysoki | Dobre | Wyroby do wykończenia i formowania, wyroby do walcowania nitek. |
| O1 (1.2510) | Dobra wszechstronna wydajność z stabilnością wymiarową. | Dobre | Bardzo dobrze. | Narzędzia do cięcia i bicia ogólnego przeznaczenia, mierniki, mandry. |
| A2 (1.2363) | Wyważona odporność na zużycie i wytrzymałość. | Wysoki | Wysoki | Średnie wykończenia, ciosy, narzędzia do formowania. |
| DC53 | Wyższa wytrzymałość niż D2 z wysoką odpornością na zużycie. | Bardzo wysoki | Doskonały | Cios, pieczętowanie i narzędzia, które mogą się rozbić. |
| S7 | Wyjątkowa odporność na wstrząsy. | Średni | Wyjątkowa | Narzędzia wymagające dużej wytrzymałości uderzeniowej, takie jak dęby i ciosy. |
Właściwości krytyczne do oceny dla optymalnej wydajności matricu
Wybór najlepszej stali do narzędzi do pracy na zimno do wytłoczenia wymaga dogłębnego zrozumienia jej podstawowych właściwości mechanicznych i ich interakcji. Optymalnym wyborem jest rzadko materiał, który jest najtwardszy lub najtwardszy w izolacji, ale raczej ten, który oferuje najlepszą równowagę właściwości dla specyficznych wymagań zastosowania. Prawidłowa ocena tych cech jest kluczem do maksymalnej wydajności i długowieczności.
Odporność na zużycie jest zdolnością stali do odporności na utratę materiału w wyniku ścierania, przyczepności lub erozji podczas cyklu pieczętowania. W operacjach o dużej objętości lub podczas pracy z materiałami ścierającymi, takimi jak stali o wysokiej wytrzymałości, wysoka odporność na zużycie jest kluczowa dla utrzymania krawędzi i konturów cięcia matricy. W tym zakresie wyróżniają się stali o dużej zawartości twardych węglowodorów, takie jak D2. Niedostateczna odporność na zużycie prowadzi do szybkiego stępienia narzędzia, niskiej jakości części i częstego przestoju w czasie konserwacji.
Wytrzymałość jest prawdopodobnie jedną z najważniejszych właściwości do pieczętowania matryc. Reprezentuje zdolność materiału do absorbowania energii i odporności na szczelinowanie lub pęknięcie pod wpływem ogromnych, powtarzających się sił uderzeniowych prasy pieczętowej. Ścianka wykonana ze stali zbyt kruchej, nawet bardzo twardej, szybko się zawiedzie. Dlatego często wybierane są klasy takie jak S7 (znane ze względu na odporność na wstrząsy) lub zaawansowane klasy takie jak DC53 (z zwiększoną wytrzymałością) do zastosowań obejmujących ciężkie operacje formowania lub przebijania.
Wytrzymałość na uciskanie jest zdolnością stali do wytrzymania wysokich ciśnienia bez deformacji lub upadku. W trakcie operacji pieczętowania powierzchnie matri są poddawane silnym siłom ciśnienia. Wysoka wytrzymałość na uciskanie zapewnia, że powierzchnie robocze matrycy zachowują precyzyjny kształt, co jest niezbędne do produkcji części spełniających ściśle określone tolerancje. Właściwość ta jest ściśle związana z twardością i ma kluczowe znaczenie w procesach kształtowania, które wymagają drobnych szczegółów.
Osiągnięcie właściwej równowagi tych właściwości jest szczególnie ważne w złożonych zastosowaniach, takich jak produkcja samochodów. Na przykład firmy specjalizujące się w tym sektorze muszą spełniać rygorystyczne normy dotyczące precyzji i trwałości. Jeden z takich ekspertów, Shaoyi (Ningbo) Metal Technology Co., Ltd. , wykorzystuje głęboką wiedzę w zakresie doboru materiałów do produkcji wydajnych, niestandardowych matri sztucznikowych do produkcji samochodów dla producentów OEM i dostawców Tier 1, co pokazuje, jak kluczowa jest odpowiednia stal do osiągnięcia wydajności i jakości w wymagających środowiskach produkcyjnych.
Aby ułatwić określenie priorytetów tych właściwości dla Twojego konkretnego zastosowania, rozważ następujące pytania:
- Jaki jest materiał i grubość obrabianego przedmiotu? (Bardziej ściernych lub grubsze materiały wymagają wyższej odporności na zużycie).
- Jaka jest przewidywana wielkość serii produkcyjnej? (Dłuższe serie uzasadniają stosowanie stali o wyższej odporności na zużycie).
- Czy operacja wiąże się z dużymi siłami udarowymi, takimi jak ciężkie wykrawanie lub przebijanie? (To priorytetowo wymaga odporności na pękanie).
- Czy tolerancje części są bardzo ścisłe? (To wymaga wysokiej wytrzymałości na ściskanie i stabilności wymiarowej).
Dokonanie ostatecznego wyboru stali
Proces wyboru idealnej stali narzędziowej do pracy na zimno na potrzeby matryc wykrojnych to działanie techniczne, którego podstawą jest uzyskanie równowagi między wymaganiami dotyczącymi wydajności a rzeczywistością ekonomiczną. Jak już omówiono, nie istnieje jedna „najlepsza” stal; optymalny wybór zawsze zależy od kontekstu. Decyzja opiera się na dogłębnej analizie konkretnego zastosowania tłoczenia, począwszy od materiału, który ma być kształtowany, przez objętość produkcji, aż po złożoność wyrobu.
Głównym wnioskiem jest naturalny kompromis między odpornością na zużycie a odpornością na pękanie. Stale o wysokiej odporności na zużycie, takie jak D2, są idealne do długich, ciągłych serii produkcyjnych przy mniej wymagających kształtach, ale mogą być narażone na łamanie się w warunkach dużego obciążenia udarowego. Z drugiej strony, bardziej udaroodporne stale, takie jak S7, potrafią wytrzymać ogromne obciążenia udarowe, ale mogą szybciej się zużywać, wymagając częstszej konserwacji. Nowoczesne gatunki, takie jak DC53 czy inne stale metalurgii proszkowej, mają na celu pokonanie tej rozbieżności, oferując lepszy poziom obu tych właściwości, choć często przy wyższym koszcie początkowym.
Ostatecznie, skuteczny proces selekcji wymaga współpracy między projektantami narzędzi, inżynierami oraz dostawcami materiałów. Poprzez staranne ocenianie kluczowych właściwości — odporności na zużycie, ciągliwości, wytrzymałości na ściskanie oraz stabilności wymiarowej — w odniesieniu do specyficznych wymagań danego zadania, producenci mogą zapewnić stworzenie trwałe, niezawodne i wysoce wydajne tłoczniki, które przez długi czas służby będą produkować wysokiej jakości elementy.
Często zadawane pytania
1. Z jakiej stali wykonuje się tłoczniki?
Tłoczniki są najczęściej wykonywane ze stali narzędziowych do pracy na zimno. Do tej kategorii należą gatunki takie jak D2, znane z wysokiej odporności na zużycie, oraz O1, cenione za dobrą równowagę właściwości i łatwość obróbki cieplnej. W przypadku bardziej wymagających zastosowań stosuje się zaawansowane gatunki, takie jak A2, S7 (dla odporności na uderzenia) oraz stale specjalne, np. DC53, aby zwiększyć ciągliwość i wydłużenie żywotności tłocznika.
2. Jaką stalą narzędziową wykonuje się formy do odlewania pod ciśnieniem?
Odlewanie pod ciśnieniem wykorzystuje stale narzędziowe do pracy na gorąco, a nie stali do pracy na zimno. Ponieważ odlewanie pod ciśnieniem wiąże się z wtryskiwaniem stopionego metalu, formy muszą wytrzymać bardzo wysokie temperatury. Najczęściej stosowanymi gatunkami dla tego zastosowania są H11 i H13, które zostały zaprojektowane tak, aby zachować swoja twardość oraz odporność na zmęczenie termiczne i erozję w wysokich temperaturach.
3. Jaka stal jest najlepsza na formy kucia?
Podobnie jak w przypadku odlewania pod ciśnieniem, kucie jest procesem wysokotemperaturowym, który wymaga użycia stali narzędziowych do pracy na gorąco. Gatunki takie jak AISI H11 i H13 są powszechnie stosowane na formy kucia ze względu na doskonałą ciągliwość, wytrzymałość w podwyższonej temperaturze oraz odporność na rysowanie termiczne i zużycie. Konkretny wybór zależy od temperatury kucia oraz złożoności wykuwki.
4. Jakie gatunki stali byłyby stosowane na formy, dłuta zimne i sprężyny?
Te zastosowania wykorzystują różne typy stali w zależności od wymaganych właściwości. Wytłaczaki zwykle używają stali narzędziowych do pracy na zimno (takie jak D2 lub O1) do tłoczenia lub stali narzędziowych do pracy na gorąco (takie jak H13) do kucia. Cztery zimne wymagają wyjątkowej odporności na uderzenia, przez co stale narzędziowe serii S, takie jak S7, są idealne. Sprężyny wykonane są ze sprężynowych stali węglowych o wysokiej zawartości węgla (takie jak 1075 lub 1095) lub ze stali sprężynowych stopowych (takie jak 5160), które są zaprojektowane pod kątem wysokiej granicy plastyczności i sprężystości.