 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Usługi obróbki CNC online: od pliku CAD do dostawy pod drzwi
Jakie usługi frezowania CNC oferowane online rzeczywiście zapewniają
Wyobraź sobie przesłanie pliku projektu z laptopa i otrzymanie precyzyjnie obrabianych elementów bezpośrednio pod swoje drzwi w ciągu kilku dni. Bez konieczności odwiedzania zakładów produkcyjnych. Bez długotrwałych negocjacji. Bez oczekiwania tygodniami na wycenę. Dokładnie to właśnie oferują online usługi frezowania CNC inżynierom, developerom produktów oraz producentom na całym świecie.
W swojej istocie usługi frezowania CNC oferowane online łączą Cię z zaawansowanymi możliwościami produkcyjnymi poprzez cyfrowe platformy . Zamiast tradycyjnego podejścia polegającego na odwiedzaniu warsztatów maszynowych, wymianie rysunków papierowych oraz oczekiwaniu na wyceny przygotowywane ręcznie, wystarczy przesłać swoje pliki CAD, wybrać materiał i natychmiast otrzymać wycenę. Platforma następnie koordynuje produkcję z certyfikowanymi operatorami maszyn CNC, często z sieci globalnej, aby wykonać Twoje elementy CNC z precyzyjnymi tolerancjami sięgającymi nawet ±0,01 mm.
Od pliku CAD do gotowego elementu w ciągu kilku dni
Przewaga pod względem szybkości jest imponująca. Zgodnie z badaniami branżowymi firmy korzystające z usług CNC online skróciły cykle rozwoju o nawet 50% w porównaniu do tradycyjnych procesów produkcyjnych. Niezależnie od tego, czy potrzebujesz pojedynczego prototypu do testów, czy partii 500 elementów produkcyjnych, cały proces pozostaje zoptymalizowany i przewidywalny.
Zastanów się, co to oznacza dla harmonogramu Twojego projektu. Startup opracowujący niestandardowe komponenty silnikowe może przesłać projekty, otrzymać obrabiane części do testów oraz wprowadzić ulepszenia już w tym samym tygodniu. Zespoły badań i rozwoju mogą szybciej weryfikować koncepcje. Kierownicy produkcji mogą zakupić części zamienne bez długotrwałych cykli zakupowych.
Jak cyfrowe platformy zmieniły dostęp do usług produkcyjnych
Przed pojawieniem się platform cyfrowych uzyskanie dostępu do wysokiej jakości obróbki CNC wymagało nawiązania ustalonych relacji z dostawcami, znacznych minimalnych ilości zamawianych partii oraz dużych wstępnych inwestycji. Dla małych firm i pojedynczych inżynierów stanowiły one barierę, którą większe korporacje łatwo omijały dzięki dedykowanym partnerom produkcyjnym.
Dziś pole gry uległo drastycznej wyrównaniu. Platforma online do maszyn CNC zapewnia dwuosobowemu startupowi taki sam dostęp do produkcji jak firmie z listy Fortune 500. Możesz zamówić niestandardowe uchwyty, precyzyjne elementy łączące lub złożone komponenty do przemysłu lotniczego i kosmicznego za pomocą tego samego intuicyjnego interfejsu.
Zakres usług oferowanych przez te platformy znacznie się rozszerzył:
- Szybkie tworzenie prototypów: Produkcja pojedynczych sztuk do walidacji projektu i testów funkcjonalnych
- Produkcja małoseryjna: Małe serie od 10 do 500 sztuk bez konieczności inwestycji w narzędzia
- Zakłady produkcyjne: Skalowalna produkcja dla bieżących potrzeb produktowych
- Części zamiennicze: Źródła dostaw na żądanie do celów konserwacji i naprawy
Rewolucja online w zakresie CNC – wyjaśnienie
Co więc dokładnie sprawia, że usługa CNC online działa skutecznie? Platformy te integrują kilka kluczowych elementów, które przekształcają złożone procesy produkcyjne w łatwy w użyciu i przejrzysty proces:
- Cyfrowe systemy wyceny: Algorytmy analizują geometrię projektu, wybór materiału oraz wymagane dopuszczalne odchylenia, generując dokładną ofertę cenową w ciągu kilku sekund
- Możliwość przesyłania plików: Obsługa standardowych formatów CAD, takich jak STEP, IGES i STL, zapewnia kompatybilność z oprogramowaniem do projektowania
- Interfejsy do wyboru materiałów: Wybierz spośród metali, takich jak aluminium, stal, tytan i mosiądz, lub inżynieryjnych tworzyw sztucznych, takich jak delryn i poliwęglan
- Panele śledzenia zamówień: Rzeczywisty czas wyświetlania statusu produkcji, kontroli jakości oraz aktualizacji wysyłki
- Dokumentacja jakości: Sprawozdania z inspekcji i certyfikaty spełniające wymagania regulacyjne dla zastosowań lotniczych, medycznych oraz motocyklowych i samochodowych
Dla nowych użytkowników proces ten eliminuje czynnik zastraszania związanego z precyzyjnym wytwarzaniem. Aby uzyskać ofertę na obróbkę CNC online, nie potrzebujesz dziesięcioleci doświadczenia w zakresie współpracy z dostawcami ani specjalistycznej wiedzy z zakresu produkcji. Platforma przeprowadza Cię krok po kroku przez każde miejsce decyzyjne.
Dla doświadczonych inżynierów poszukujących nowych dostawców te usługi oferują coś równie wartościowego: przejrzystość i szybkość. Możesz natychmiast porównać oferty na obróbkę CNC dostępne online, ocenić terminy realizacji w odniesieniu do harmonogramu projektu oraz zwiększać skale produkcji bez konieczności ponownej negocjacji umów. Wybrana przez Ciebie usługa CNC staje się elastycznym partnerem produkcyjnym, a nie sztywną relacją z dostawcą.
Nie ma znaczenia, czy prototypujesz swój pierwszy produkt, czy też pozyskujesz komponenty produkcyjne dla już istniejącej linii produktów – zrozumienie zasad działania tych platform daje Ci istotną przewagę przy zarządzaniu kosztami, harmonogramami oraz oczekiwaniami dotyczącymi jakości.

Objaśnienie procesów frezowania, toczenia i wieloosiowej obróbki CNC
Gdy szukasz w internecie usług frezowania CNC, szybko natrafisz na trzy główne procesy produkcyjne: frezowanie, toczenie oraz operacje wieloosiowe. Który z nich najlepiej sprawdzi się w Twoim projekcie? Zrozumienie mechaniki działania każdego z tych procesów pozwala podejmować świadome decyzje, a nie polegać wyłącznie na domysłach opartych na opisach dostawców.
Oto podstawowa różnica: w frezowaniu CNC przedmiot obrabiany pozostaje nieruchomy, podczas gdy wirujący narzędzie skrawające usuwa materiał, aby utworzyć pożądany kształt. W toczeniu CNC podejście to jest odwrotne – przedmiot obrabiany wiruje względem nieruchomego narzędzia skrawającego. Obróbka wieloosiowa łączy te możliwości z dodatkowymi stopniami swobody, umożliwiając tworzenie złożonych geometrii, które w przeciwnym razie wymagałyby wielu oddzielnych ustawień.
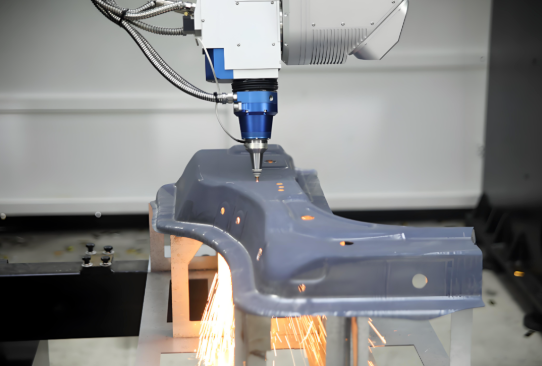
Frezowanie CNC do złożonych geometrii 3D
Wyobraź sobie, że potrzebujesz niestandardowego uchwytu z wgłębieniami , gniazda i powierzchnie ukośne. Frezowanie CNC radzi sobie z tym bez wysiłku. Maszyna do cięcia CNC porusza się wzdłuż wielu osi, umożliwiając obrotowemu frezowi zbliżenie się do przedmiotu obrabianego pod różnymi kątami oraz wykonywanie skomplikowanych elementów.
Co czyni frezowanie szczególnie wszechstronnym? Jego możliwości wieloosiowe pozwalają na produkcję części frezowanych CNC o złożonych konturach, nieregularnych kształtach oraz szczegółowych cechach powierzchni. Zgodnie z ekspertyzą branżową frezowanie doskonale sprawdza się przy obróbce materiałów trudnych do toczenia, takich jak stali hartowane czy egzotyczne stopy.
Rozważ poniższe typowe zastosowania części frezowanych CNC:
- Złożone elementy silników z wieloma powierzchniami obrabianymi
- Sztuczne zębniki i połączenia mechaniczne
- Konstrukcyjne części lotnicze z kieszeniami zmniejszającymi masę
- Obudowy i korpusy z precyzyjnymi elementami montażowymi
- Prototypy wyrobów konsumenckich wymagające szczegółowej obróbki
Jaka jest cena tej wszechstranności? Frezowanie zwykle wymaga więcej czasu na przygotowanie ustawień dla złożonych części, a uzyskanie cech cylindrycznych może wiązać się z dodatkowymi rozważaniami dotyczącymi narzędzi w porównaniu z toczeniem.
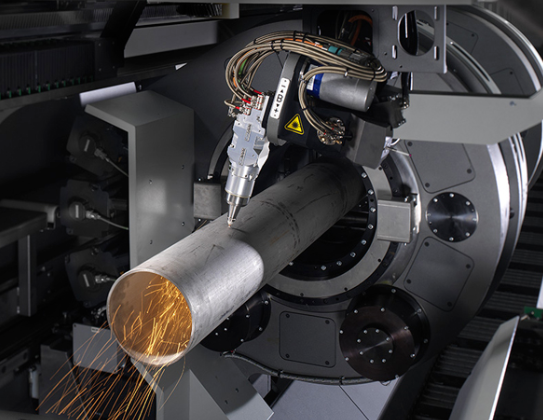
Kiedy toczenie CNC jest uzasadnione
Wyobraź sobie teraz inną sytuację. Potrzebujesz precyzyjnych wałów, tulei lub gwintowanych elementów łączących. Te cylindryczne komponenty to właśnie obszar, w którym toczenie CNC naprawdę przewyższa inne metody.
W usłudze toczenia CNC przedmiot obrabiany wiruje z dużą prędkością, podczas gdy nieruchomy narzędzie skrawające kształtuję go wzdłuż osi obrotu. Ta metoda zapewnia wyjątkową wydajność przy produkcji części okrągłych lub symetrycznych. Proces skrawania CNC usuwa materiał w sposób ciągły w trakcie obrotu przedmiotu obrabianego, tworząc gładkie powierzchnie cylindryczne o doskonałej współosiowości.
Usługi toczenia CNC szczególnie dobrze sprawdzają się przy produkcji:
- Wałów i wrzecion z precyzyjnymi tolerancjami średnicy
- Tulei i pierścieni do zastosowań mechanicznych
- Kołnierzów i elementów sprzęgających
- Gwintowane elementy mocujące i przewody
- Cylindrów stopniowanych z wieloma odcinkami o różnych średnicach
Jaka jest ograniczająca cecha tej metody? Toczenie sprawdza się słabo przy częściach o nieregularnych kształtach lub złożonej geometrii, która wykracza poza oś obrotu. Jeśli Twój element zawiera wgłębienia, cechy nachylone lub elementy asymetryczne, frezowanie jest zazwyczaj lepszym wyborem.
Zrozumienie możliwości frezowania 5-osowego
Co się dzieje, gdy projekt wymaga zarówno złożoności, jak i precyzji, których nie można osiągnąć przy użyciu standardowych operacji 3-osowych? Wtedy niezbędne stają się usługi frezowania CNC 5-osowego.
Tradycyjne frezowanie odbywa się wzdłuż trzech osi liniowych: X, Y i Z. Maszyny 5-osowe dodają dwie osie obrotowe, umożliwiając nachylanie i obracanie narzędzia skrawającego lub przedmiotu obrabianego podczas procesu frezowania. Ta możliwość eliminuje konieczność wielokrotnych ustawień, zmniejsza błędy związane z manipulacją oraz umożliwia wykonywanie elementów, których nie dałoby się obrabić w żaden inny sposób.
Wynik? Możliwość produkcji elementów do przemysłu lotniczego o złożonych krzywiznach, implantów medycznych o organicznych kształtach lub łopatek turbinowych o skomplikowanych profilach aerodynamicznych w jednej operacji. Nowoczesne maszyny wielozadaniowe łączą nawet funkcje frezowania i tokarek, zapewniając bezproblemową koordynację między obrotowymi narzędziami a obrotem przedmiotu obrabianego.
Porównanie procesów w pigułce
Wybór odpowiedniej metody obróbki zależy od geometrii elementu, wielkości produkcji, właściwości materiału oraz wymaganej dokładności. Porównanie to pomaga ocenić, który proces najlepiej odpowiada konkretnym potrzebom projektu:
| Rodzaj procesu | Najlepsze zastosowania | Typowe tolerancje | Poziom złożoności |
|---|---|---|---|
| Frezowanie CNC (3 osie) | Powierzchnie płaskie, kieszenie, rowki, proste kontury 3D | ±0,001" do ±0,005" (±0,025 do ±0,127 mm) | Niski do średni |
| Obrót CNC | Cylindryczne części, wały, bushingi, elementy z gwintem | ±0,001" do ±0,005" (±0,025 do ±0,127 mm) | Niski do średni |
| frezowanie 5-osiowe | Złożone elementy lotnicze, łopatki turbin, implanty medyczne | ±0,0005" do ±0,002" (±0,013 do ±0,051 mm) | Wysoki |
| Ośrodki frezowano-tokarskie | Elementy wymagające zarówno cech cylindrycznych, jak i pryzmatycznych | ±0,001" do ±0,003" (±0,025 do ±0,076 mm) | Średni do wysoki |
Przy przesyłaniu projektu do platformy internetowej system wyceny zwykle analizuje jego geometrię i zaleca odpowiedni proces obróbki. Jednak zrozumienie tych różnic pozwala zoptymalizować projekt pod kątem możliwości produkcyjnych oraz przewidzieć wpływ wyboru procesu na koszty i czas realizacji.
Po zapoznaniu się z dostępnymi procesami obróbki kolejną kluczową decyzją jest dobór odpowiedniego materiału zgodnego z wymaganiami aplikacyjnymi.
Jak wybrać odpowiednie materiały do obróbki CNC
Wybrałeś już proces obróbki. Nadszedł teraz równie ważny wybór: z jakiego materiału ma być wykonana Twoja część? Wybór odpowiedniego materiału to nie tylko zaznaczenie pola na formularzu zamówienia. Ma on bezpośredni wpływ na wytrzymałość części pod obciążeniem, odporność na korozję, odporność na skrajne temperatury oraz ostatecznie na sukces całego projektu.
Wyzwanie polega na tym, że większość platform internetowych przedstawia użytkownikowi długą listę dostępnych materiałów, nie wyjaśniając jednak, kiedy należy wybrać jeden z nich zamiast innego. Widzisz aluminium, stal, mosiądz, delrin, nylon i dziesiątki innych materiałów. Ale który z nich najlepiej spełni konkretne wymagania Twojej aplikacji?
Zbudujmy praktyczny schemat doboru materiałów na podstawie rzeczywistych funkcji, jakie ma pełnić Twoja część.
Dobór materiałów w oparciu o wymagania mechaniczne
Zanim przejdziesz do przeglądania katalogów materiałów, zacznij od prostego pytania: w jakich warunkach Twój element będzie działał w rzeczywistych zastosowaniach? Zgodnie z ekspertami ds. produkcji z firmy Protolabs, uporządkowanie wymagań od najważniejszych do tych pożądanych, ale niekoniecznych, pozwala szybko zawęzić wybór do liczby możliwych do zastosowania opcji.
Rozważ następujące czynniki przy ocenie materiałów:
- Obciążenie mechaniczne: Czy Twój element będzie podlegał dużym obciążeniom, działaniu sił uderzeniowych lub cyklicznemu obciążeniu?
- Wpływ środowiska naturalnego: Czy istnieje zagrożenie wilgocią, wilgotnością lub kontaktem z chemicznymi środkami?
- Zakres temperatury: Czy element będzie pracował w pobliżu źródeł ciepła lub w warunkach mrozowych?
- Ograniczenia związane z wagą: Czy Twoje zastosowanie wymaga lekkich komponentów?
- Wymagania dotyczące powierzchni: Czy potrzebujesz gładkich powłok, ochrony przed korozją lub określonych cech estetycznych?
- Wrażliwość na koszt: Jaki jest Twój budżet na surowce w stosunku do kompromisów między kosztem a wydajnością?
Gdy już sprecyzujesz te priorytety, dobór materiału staje się procesem logicznym, a nie zgadywaniem.
Wybór metali poza podstawami
Metale pozostają podstawą precyzyjnej obróbki CNC. Jednak stwierdzenie, że potrzebujesz „części metalowych", jest równie ogólne, jak powiedzenie, że potrzebujesz „transportu". Konkretny wybór ma ogromne znaczenie.
Stopy aluminium aluminium dominuje w zamówieniach CNC realizowanych online – i to z dobrych powodów. Obrabia się je szybko, naturalnie odporno na korozję oraz zapewniają doskonałą wytrzymałość przy niewielkiej masie. Aluminium 6061 oferuje dobrą, uniwersalną wydajność w zastosowaniach ogólnych, podczas gdy stop 7075 charakteryzuje się wyższą wytrzymałością i stosowany jest m.in. w przemyśle lotniczym oraz w elementach konstrukcyjnych. Oba stopy nadają się do anodowania w celu zwiększenia trwałości lub do chromowania w celu poprawy wyglądu.
Opcje ze stali obejmują stopy węglowe o niskiej zawartości węgla przeznaczone do ogólnych zastosowań konstrukcyjnych oraz stale nierdzewne zapewniające odporność na korozję. Jeśli Twój element będzie pracował w środowisku wilgotnym lub chemicznie agresywnym, stal nierdzewna zapobiega powstawaniu rdzy i degradacji. Jaka jest cena tej odporności? Stal obrabia się wolniej niż aluminium i ma znacznie większą masę.
Mosiądz i brąz wyróżniają się w zastosowaniach wymagających niskiego tarcia i doskonałej obrabialności. Obróbka brązu pozwala uzyskać elementy idealne do zastosowania jako wpuszczki, łożyska oraz dekoracyjna armatura. Składniki CNC wykonane z brązu wykazują wyjątkową odporność na zużycie w zastosowaniach ślizgowych. Te stopy miedzi zapewniają również naturalne właściwości przeciwdrobnoustrojowe, co czyni je odpowiednimi do sprzętu medycznego i urządzeń do obsługi żywności.
Tytan zapewnia ostateczny stosunek wytrzymałości do masy w połączeniu z wyjątkową odpornością na korozję. W przemyśle lotniczym i medycznym tytan jest często określany jako materiał wymagany mimo jego wyższej ceny i wolniejszych prędkości obróbki. Jeśli oszczędność masy i biokompatybilność są kluczowe, tytan uzasadnia wyższą cenę.
Tworzywa inżynierskie do zastosowań precyzyjnych
Gdy metal jest nadmierny, inżynieryjne tworzywa sztuczne zapewniają precyzyjną wydajność przy niższej masie i kosztach. Jednak tworzywa sztuczne zachowują się inaczej niż metale zarówno podczas obróbki, jak i w użytkowaniu.
Czym jest Delrin? Znany również jako acetal lub polioksymetylen (POM), materiał Delrin wyróżnia się wyjątkową stabilnością wymiarową i obrabialnością. Zgodnie z opiniami specjalistów ds. precyzyjnej obróbki skrawaniem, plastik Delrin łatwo zachowuje ścisłe допусki, ponieważ jego niskie pochłanianie wilgoci oznacza, że to, co wyprodukujesz, jest dokładnie tym, czego oczekujesz. Tworzy czyste wióry, działa chłodno i zapewnia gładkie powierzchnie bezpośrednio po obróbce narzędziem, przy minimalnym nakładzie pracy w zakresie obróbki końcowej.
Delrin doskonale sprawdza się w precyzyjnych przekładniach, wpustach, elementach zaworów oraz w dowolnych zastosowaniach wymagających dokładności wymiarowej w środowiskach potencjalnie wilgotnych.
Nylon do obróbki skrawaniem nylon oferuje lepszą odporność udarową i wytrzymałość na uderzenia niż Delrin. Lepsze toleruje ciepło – gatunki wzmocnione szkłem wytrzymują temperatury ciągłej pracy w zakresie ok. 120–130 °C, podczas gdy graniczna temperatura pracy Delrinu wynosi 100–110 °C. Jednak nylon pochłania wilgoć ze środowiska, co powoduje zmianę jego wymiarów w czasie. To zachowanie higroskopijne czyni nylon bardziej odpowiednim do zastosowań, w których ważniejsza jest odporność na uderzenia niż ścisła dokładność wymiarowa.
Polikarbonat PC zapewnia wyjątkową przejrzystość optyczną w połączeniu z wysoką wytrzymałością na uderzenia. Jeśli Twój element wymaga przezroczystości lub musi wytrzymać nagłe uderzenia, poliwęglan przewyższa większość innych materiałów. Łatwo się go obrabia, jednak wymaga starannej kontroli temperatury, aby zapobiec stopieniu się lub pęknięciu.
Akryl charakteryzuje się doskonałymi właściwościami optycznymi oraz odpornością na warunki atmosferyczne przy niższym koszcie niż poliwęglan. Obrabia się go czysto, a po szlifowaniu osiąga kryształową przejrzystość. Acryl jest jednak bardziej kruchy i mniej odporny na uderzenia niż poliwęglan, co oznacza, że wybór materiału zależy od konkretnych wymagań dotyczących obciążeń mechanicznych.
PEEK (polieteroeteroketon) reprezentuje najwyższą klasę wydajności wśród tworzyw inżynierskich. Wytrzymuje skrajne temperatury, agresywne środki chemiczne oraz wymagające obciążenia mechaniczne. PEEK jest często stosowany w zastosowaniach lotniczych i medycznych, mimo jego wysokiej ceny.
Macierz decyzyjna dotycząca materiału
Użyj tego porównania, aby ocenić materiały pod kątem wymagań Twojego projektu. Pamiętaj, że obrabialność wpływa zarówno na koszty, jak i czas realizacji, podczas gdy względny koszt ma wpływ na decyzje budżetowe:
| Materiał | Podstawowe właściwości | Wspólne zastosowania | Ocena łatwości obróbki | Stosunkowa klasa cenowa |
|---|---|---|---|---|
| Aluminium 6061 | Lekkie, odporne na korozję, dobre wytrzymałość | Ogólne części mechaniczne, uchwyty, obudowy | Doskonały | Niski |
| Aluminium 7075 | Wysoka wytrzymałość, lekkość, stop stosowany w przemyśle lotniczym i kosmicznym | Elementy konstrukcyjne, części lotnicze | Bardzo dobrze. | Średni |
| Pozostałe stali nierdzewnej | Odporny na korozję, wytrzymał, higieniczny | Sprzęt spożywczy, urządzenia medyczne, elementy stosowane w środowisku morskim | Umiarkowany | Średni |
| Mosiądz | Niskie tarcie, doskonała obrabialność, dekoracyjny | Końcówki, łączniki, dekoracyjne elementy wyposażenia | Doskonały | Średni |
| Brąz | Odporny na zużycie, niskie tarcie, samosmarujący się | Wтуłki, łożyska, elementy ślizgowe | Doskonały | Średni-Wysoki |
| Tytan gatunek 5 | Najwyższa wytrzymałość w stosunku do masy, biokompatybilna | Przemysł lotniczo-kosmiczny, implanty medyczne, elementy do pojazdów wyścigowych | Trudne | Wysoki |
| Delrin (acetal) | Stabilność wymiarowa, niskie pochłanianie wilgoci | Precyzyjne zębniki, elementy zaworów, wtułki | Doskonały | Niski-średni |
| Nylon 6/6 | Wysoka odporność na uderzenia, odporność na wysokie temperatury, odporność mechaniczna | Części konstrukcyjne, elementy podlegające zużyciu, obudowy | Dobre | Niski |
| Poliwęglan | Przezroczystość optyczna, wysoka odporność na uderzenia | Przezroczyste pokrywy, tarcze ochronne, soczewki | Dobre | Średni |
| Akryl | Przejrzystość optyczna, odporność na warunki atmosferyczne, możliwość polerowania | Witryny wystawowe, tablice informacyjne, elementy dekoracyjne | Bardzo dobrze. | Niski |
| PEEK | Ekstremalna odporność na temperaturę i chemikalia | Przemysł lotniczo-kosmiczny, medyczny, przetwórstwo chemiczne | Umiarkowany | Bardzo wysoki |
Uwagi dotyczące materiałów do prototypowania
Jeśli prototypujesz części, które w przyszłości będą produkowane metodą wtrysku, rozważ dopasowanie prototypów frezowanych do materiałów produkcyjnych. Jak zauważają eksperci od produkcji, użycie tego samego żywicy do prototypów frezowanych co do końcowej produkcji wtryskowej zapewnia prototypy zachowujące się podobnie jak gotowe części.
Popularne żywice do formowania, takie jak ABS, acetal, PEEK i nylon, są dostępne w postaci bloków przeznaczonych do obróbki skrawaniem. Takie dopasowanie zapewnia, że testy prototypów rzetelnie przewidują zachowanie się części produkcyjnych.
Wybór materiału wpływa bezpośrednio nie tylko na wydajność części, ale także na koszty i harmonogram produkcji. Gdy wybór materiału zostanie ustalony, zrozumienie pełnego cyklu zamówienia pozwala efektywnie przejść od pliku projektowego do gotowych części.

Pełny proces zamawiania CNC online
Wybrałeś/aś proces obróbki i odpowiedni materiał. Co dalej? Dla osób korzystających po raz pierwszy z usług CNC dostępnych online proces zamawiania może wydawać się niejasny. Co dzieje się po kliknięciu przycisku przesyłania pliku? Po jakim czasie otrzymasz wycenę? Kiedy Twoje elementy zostaną faktycznie wysłane?
Dobrą wiadomością jest to, że nowoczesne platformy uprościły ten proces do przewidywalnych i przejrzystych etapów. Zgodnie z przewodnikiem Xometry dotyczącym cyklu produkcyjnego, ścieżka od pliku projektowego do gotowych elementów wykonanych metodą CNC przebiega w logicznej kolejności, eliminując niepewność w zakresie produkcji na zamówienie.
Przeanalizujmy krok po kroku każdy etap, abyś wiedział/a dokładnie, czego możesz się spodziewać.
Przygotowanie plików CAD do przesłania
Doświadczenie związane z zamawianiem rozpoczyna się znacznie wcześniej niż w momencie wejścia na daną platformę. Poprawne przygotowanie plików zapobiega opóźnieniom i zapewnia dokładność wyceny.
Większość internetowych platform CNC akceptuje następujące standardowe formaty plików:
- STEP (.stp, .step): Standardowy w branży format modeli bryłowych, zachowujący geometrię oraz dane dotyczące cech konstrukcyjnych w różnych systemach CAD
- IGES (.igs, .iges): Starszy, ale szeroko kompatybilny format, odpowiedni do geometrii powierzchniowej i bryłowej
- STL (.stl): Głównie używany do druku 3D, ale akceptowany przez niektóre platformy w przypadku prostszych geometrii
- Natywne formaty CAD: Niektóre usługi akceptują bezpośrednio formaty własnościowe, takie jak SolidWorks, Inventor lub inne
Przed przesłaniem sprawdź dokładnie swój model pod kątem typowych problemów. Czy wszystkie cechy są poprawnie zdefiniowane? Czy usunięto geometrię pomocniczą lub szkice wewnętrzne, które mogłyby zakłócić automatyczną analizę? Czy model został zapisany jako bryła, a nie jako model powierzchniowy?
Pięciominutowa weryfikacja pliku pozwala zaoszczędzić godziny komunikacji wstecznej i do przodu w późniejszym etapie.
Zrozumienie procesu natychmiastowej oferty cenowej
To właśnie w tym miejscu platformy internetowe wyraźnie różnią się od tradycyjnych warsztatów maszynowych. Zamiast czekać dni na ręczną wycenę, otrzymujesz cenę w ciągu kilku sekund.
Jak działa natychmiastowe wycenianie? Algorytmy platformy automatycznie analizują przesłaną przez Ciebie geometrię. Obliczają objętość materiału, identyfikują elementy o złożonej konstrukcji, szacują czas obróbki oraz uwzględniają wymagania dotyczące dokładności wykonania i wykończenia powierzchni. Wynikiem jest szczegółowa oferta zawierająca cenę za pojedynczą sztukę, opcje czasu realizacji oraz całkowity koszt projektu.
Przy przeglądaniu oferty zwróć uwagę na:
- Cena za sztukę w porównaniu do rabatów ilościowych: Zazwyczaj większe zamówienia obniżają koszt za pojedynczą sztukę
- Opcje czasu realizacji: Przyspieszona produkcja jest droższa, ale umożliwia szybszą dostawę
- Wybór materiału i wykończenia: Upewnij się, że te parametry odpowiadają Twoim wymaganiom
- Specyfikacje tolerancji: Ścislsze допусki zwiększają czas obróbki i koszt produkcji
Wiele platform pozwala dostosować parametry i natychmiast zobaczyć aktualizację ceny. Potrzebujesz prototypu CNC szybciej? Wybierz przyspieszoną wysyłkę. Chcesz obniżyć koszty? Rozważ złagodzenie niekluczowych dopuszczeń lub wybór łatwiejszego w obróbce materiału.
Od potwierdzenia zamówienia do doręczenia pod drzwi
Po zatwierdzeniu oferty i przekazaniu płatności zamówienie przechodzi do linii produkcyjnej. Zrozumienie każdego etapu pozwala na lepsze przewidywanie terminów oraz skuteczne komunikowanie się z dostawcami.
Pełny cykl realizacji niestandardowych części frezowanych zwykle obejmuje następujące etapy:
- Analiza konstrukcji pod kątem łatwości produkcji (DFM): Inżynierowie analizują projekt pod kątem potencjalnych problemów produkcyjnych. Mogą wskazać elementy trudne do obróbki, zaproponować modyfikacje mające na celu obniżenie kosztów lub zażądać wyjaśnień dotyczących niejednoznacznych specyfikacji. Ta weryfikacja zwykle kończy się w ciągu 24–48 godzin.
- Potwierdzenie zamówienia i harmonogramowanie: Po zatwierdzeniu analizy DFM (Design for Manufacturability) zamówienie otrzymuje potwierdzony termin produkcji. Otrzymujesz powiadomienie z przewidywaną datą ukończenia zamówienia, oparte na aktualnej dostępności mocy produkcyjnej zakładu oraz wybranym przez Ciebie czasie realizacji.
- Źródło Materiałów: Producent zakupuje określony przez Ciebie materiał. Popularne materiały magazynowe, takie jak aluminium 6061, są wysyłane natychmiast ze stanu magazynowego. Materiały specjalne lub nietypowe rozmiary mogą wymagać dodatkowego czasu realizacji.
- Programowanie i przygotowanie: Programiści CNC tworzą ścieżki narzędzi zoptymalizowane pod kątem geometrii Twoich elementów. Operatorzy maszyn przygotowują uchwyty do mocowania przedmiotów obrabianych oraz dobierają odpowiednie narzędzia skrawające. Ta praca odbywająca się „za kulisami” zapewnia, że Twoje części wykonane metodą frezowania CNC spełniają określone wymagania.
- Obróbka produkcyjna: Twoje obrabiane części nabierają kształtu w trakcie wykonywania zaprogramowanych operacji przez maszyny CNC. W zależności od złożoności pojedyncza część może wymagać wielu ustawień lub różnych typów maszyn w celu wykonania wszystkich jej cech.
- Kontrola jakości: Gotowe części poddawane są weryfikacji wymiarowej zgodnie z Twoimi specyfikacjami. Kontrola może obejmować pomiary za pomocą CMM (maszyny współrzędnościowej), sprawdzanie chropowatości powierzchni oraz oględziny wizualne. Części niezgodne z wymaganiami są usuwane i wykonywane ponownie.
- Operacje wykończeniowe: Jeśli określiłeś dodatkowe powłoki końcowe, takie jak anodowanie, galwanizacja lub malowanie proszkowe, części przechodzą do etapu wykańczania po uzyskaniu zatwierdzenia wyników obróbki CNC. Procesy te wydłużają czas realizacji, ale zapewniają poprawę wyglądu lub lepszą ochronę przed korozją.
- Opakowanie i wysyłka: Zatwierdzone części otrzymują opakowanie ochronne odpowiednie do ich materiału i geometrii. Otrzymujesz informacje śledzeniowe oraz szacowaną datę dostawy.
- Dostawa i dokumentacja: Twoje zamówienie na prototypy lub produkcję CNC przychodzi wraz z żądaną dokumentacją, w tym raportami inspekcyjnymi, certyfikatami materiałowymi lub certyfikatami zgodności.
Co powinni oczekiwać użytkownicy pierwszy raz korzystający z usługi
Jeśli po raz pierwszy zamawiasz części frezowane online, kilka praktycznych wskazówek ułatwi Ci korzystanie z usługi:
- Rozpocznij od prostej części: Twoje pierwsze zamówienie nie powinno być najbardziej skomplikowanym projektem. Prosty komponent pomoże Ci zapoznać się z przepływem pracy na platformie bez dodatkowego stresu.
- Komunikuj się proaktywnie: Jeśli inżynierowie zadają pytania wyjaśniające w trakcie przeglądu DFM, odpowiadaj szybko. Opóźnienia w komunikacji wydłużają czas realizacji zamówienia.
- Przejrzyj opcje kontroli jakości: Zrozum, jakie dokumenty jakościowe są potrzebne przed złożeniem zamówienia. Dodawanie wymagań dotyczących kontroli po zakończeniu produkcji powoduje opóźnienia.
- Śledź swoje zamówienie: Większość platform zapewnia aktualizacje statusu w czasie rzeczywistym. Regularne sprawdzanie postępów pozwala przewidywać termin dostawy oraz planować kolejne czynności.
Cały proces – od przesłania pliku do dostawy – trwa zwykle od 3 do 15 dni roboczych, w zależności od złożoności części, dostępności materiałów oraz wybranego czasu realizacji. Usługi ekspresowe pozwalają skrócić ten okres nawet do jednego dnia dla prostych elementów z aluminium.
Gdy masz jasne zrozumienie przebiegu zamówienia, kolejnym krokiem jest określenie odpowiednich tolerancji, które równoważą wymagania dotyczące precyzji i koszty produkcji.
Zrozumienie tolerancji CNC i poziomów dokładności
Przesłałeś/aś swój projekt, wybrałeś/aś materiały i przejrzałeś/aś ofertę. Jednak jedna specyfikacja może znacząco wpłynąć zarówno na koszty, jak i funkcjonalność: wymagane dopuszczalne odchylenia (tolerancje). Jeśli określone zostaną zbyt luźne, elementy mogą nie pasować do siebie. Jeśli zaś będą zbyt ścisłe, koszty produkcji mogą się niepotrzebnie podwoić lub potroić.
Jakie więc rzeczywiste dopuszczalne odchylenia (tolerancje) są naprawdę potrzebne? Odpowiedź zależy całkowicie od tego, jakie zadanie ma spełniać dany element w rzeczywistych warunkach użytkowania.
Tolerancje standardowe vs. ścisłe
Zgodnie ze standardami branżowymi, typowe tolerancje frezowania CNC wynoszą około ±0,005 cala (±0,127 mm). Dla porównania: jest to mniej więcej 2,5 raza grubość ludzkiego włosa. Większość zastosowań działa doskonale w tym zakresie.
Zadaj sobie praktyczne pytanie: co stanie się, jeśli ten wymiar zmieni się o ±0,1 mm? Jeśli Twoja odpowiedź brzmi „nic krytycznego”, standardowe tolerancje będą dla Ciebie wystarczające. Ścislsze specyfikacje zarezerwuj dla cech, które rzeczywiście ich wymagają.
Usługi precyzyjnego frezowania CNC mogą osiągać znacznie ścislsze tolerancje, gdy jest to konieczne:
- Dokładność standardowa (±0,005 cala / ±0,127 mm): Przydatne do ogólnych części mechanicznych, uchwytów i obudów
- Dokładne допусki (±0,002" / ±0,05 mm): Wymagane dla powierzchni stykających się oraz interfejsów montażowych
- Ścisłe допусki (±0,001" / ±0,025 mm): Niezbędne dla gniazd łożysk, powierzchni uszczelniających oraz mechanizmów ślizgowych
- Bardzo ścisłe допусki (±0,0001" / ±0,0025 mm): Zarezerwowane dla komponentów optycznych oraz zastosowań krytycznych w przemyśle lotniczym i kosmicznym
Jaki jest допусk dla otworów gwintowanych? Specyfikacje gwintów podlegają standardowym klasom (klasa 2B dla większości zastosowań, klasa 3B dla połączeń precyzyjnych), a nie dopuszczalnym odchyłkom liniowym. Twoja platforma powinna automatycznie stosować odpowiednie допусki gwintów na podstawie wybranej klasy gwintu.
Gdy precyzja rzeczywiście ma znaczenie
Ścisłe допусki stają się niezbędne w określonych sytuacjach. Zgodnie z analizą kosztów produkcji, dokładność należy określać wyłącznie dla:
- Części, które muszą pasować do siebie z dużą precyzją (wałki pasujące do korpusów, interfejsy łączników)
- Powierzchnie uszczelniające, na których nie mogą wystąpić wycieki (rowki pod uszczelki, kanały pod pierścienie O)
- Elementy ruchome wymagające gładkiego działania (gniazda łożysk, mechanizmy ślizgowe)
- Kluczowe interfejsy nośne w złożeniach konstrukcyjnych
Skutki finansowe są istotne. Części wykonane z precyzją ±0,001 cala kosztują zwykle 3–4 razy więcej niż części wykonane z tolerancjami standardowymi. Ultraścisłe specyfikacje o wartości ±0,0001 cala mogą zwiększyć koszty nawet o 10–24 razy. Te współczynniki wynikają z wolniejszych prędkości skrawania, konieczności stosowania specjalistycznego sprzętu, środowisk kontrolowanych pod względem klimatu oraz intensywnych procedur kontroli za pomocą maszyn pomiarowych współrzędnościowych (CMM).
Czasy realizacji wydłużają się proporcjonalnie. Części standardowe wysyłane są w ciągu 5–7 dni roboczych, podczas gdy elementy o ścisłych tolerancjach mogą wymagać 10–14 dni na staranne obróbkę i weryfikację.
Klasy dopuszczalnych odchyłek i ich zastosowania
Zrozumienie klas tolerancji pozwala na określenie odpowiedniego stopnia dokładności bez nadmiernego inżynierowania. Poniższe porównanie przedstawia, jakie możliwości oferuje każda z tych klas oraz w jakich sytuacjach należy jej używać:
| Poziom tolerancji | Zakres typowy | Zastosowania | Wpływ na koszty |
|---|---|---|---|
| Standard | ±0,005 cala (±0,127 mm) | Ogólne części mechaniczne, uchwyty, cechy niestanowiące kluczowego znaczenia | Linia bazowa |
| Precyzja | ±0,002" (±0,05 mm) | Powierzchnie stykowe, interfejsy montażowe, pasowania funkcjonalne | 1,5–2-krotny wzrost |
| Ściśle | ±0,001" (±0,025 mm) | Gniazda łożysk, powierzchnie uszczelniające, elementy ślizgowe | 3–4-krotne zwiększenie |
| Ultraścisłe | ±0,0001 cala (±0,0025 mm) | Komponenty optyczne, krytyczne dla lotnictwa i astronautyki interfejsy, sprzęt metrologiczny | 10–24-krotne zwiększenie |
Właściwości materiałów wpływają również na osiągalne dopuszczalne odchylenia. Zgodnie z badaniami nad precyzyjnym obróbką , stopy aluminium są obrabiane w sposób przewidywalny i pozwalają na uzyskanie ścisłych dopuszczeń, podczas gdy tytan wymaga specjalistycznych narzędzi skrawających oraz obniżenia prędkości skrawania. Wahania temperatury wpływają na wszystkie materiały, a współczynniki rozszerzalności cieplnej określają, w jakim stopniu wymiary części zmieniają się podczas i po obróbce.
Usługi precyzyjnej obróbki CNC uwzględniają te zmienne poprzez kontrolę środowiska, zastosowanie specjalistycznych wrzecion oraz zaawansowanych systemów mocowania przedmiotów obrabianych. Jednak te możliwości wiążą się z wyższymi cenami.
Rozpocznij od standardowych dopuszczeń w fazie prototypowania. Dokładne dopuszczenia stosuj wyłącznie do tych wymiarów, których krytyczność dla funkcji lub montażu potwierdzono w trakcie testów. Takie podejście pozwala obniżyć koszty o 40–60%, zachowując przy tym wydajność produktu.
Praktyczna strategia? Zastosuj ścisłe допусki do 10–20% wymiarów elementu tam, gdzie funkcjonalność wymaga precyzji. W pozostałych miejscach użyj dopuszczeń standardowych. Takie celowe podejście zapewnia usługi frezowania z wysoką precyzją tam, gdzie to naprawdę istotne, jednocześnie utrzymując budżet projektu pod kontrolą.
Nawet przy prawidłowo określonych dopuszczalnych odchyłkach pewne decyzje projektowe mogą nieoczekiwanie zwiększyć koszty obróbki. Zrozumienie tych typowych pułapek pozwala uniknąć drogich niespodzianek.

Błędy projektowe zwiększające koszty frezowania CNC
Określiłeś odpowiednie dopuszczalne odchyłki i wybrałeś właściwy materiał. Oferta wydaje się rozsądna. Następnie otrzymujesz opinie DFM (analizy wykonalności produkcyjnej), wskazujące na wiele problemów projektowych, które wydłużą czas realizacji o kilka dni i zwiększą koszt projektu o setki dolarów.
Brzmi znajomo? Te irytujące niespodzianki wynikają z typowych błędów popełnianych przy tworzeniu modeli CAD – doświadczeni inżynierowie uczą się ich unikać. Według ekspertów ds. produkcji z firmy Geomiq projekt ma bezpośredni wpływ na czas obróbki, koszty i wysiłek. Zrozumienie przyczyn, dla których określone cechy powodują problemy, pozwala projektować elementy, które można efektywnie obrabiać od samego początku.
Błędy projektowe powodujące wzrost kosztów
Gdy przesyłasz projekt do usług CNC dostępnych online, zautomatyzowane systemy analizują geometrię pod kątem możliwości jego wytworzenia. Niektóre cechy zawsze powodują wzrost kosztów lub generują ostrzeżenia dotyczące produkcji. Oto błędy, które najbardziej obciążają Twój budżet:
- Niewystarczająca grubość ścianek: Cienkie ścianki drżą podczas obróbki, co zmniejsza dokładność i zwiększa ryzyko ich uszkodzenia. Narzędzie skrawające lub przedmiot obrabiany mogą ulec odkształceniu lub wygięciu, co obniża osiągalne tolerancje. Zalecane jest zachowanie minimalnej grubości ścianek wynoszącej 0,8 mm dla metali i 1,5 mm dla tworzyw sztucznych. W przypadku wysokich, niewspartych ścianek zaleca się zachowanie stosunku szerokości do wysokości wynoszącego co najmniej 3:1, aby zapewnić stabilność w trakcie obróbki CNC.
- Ostre narożniki wewnętrzne: Walcowe narzędzia tnące fizycznie nie są w stanie tworzyć ostrych narożników wewnętrznych o kącie 90 stopni. Promień narzędzia zawsze pozostawia zaokrąglenie (zaokrąglenie wewnętrzne) na krawędziach wewnętrznych. Projektowanie ostrych narożników wewnętrznych zmusza producentów do stosowania coraz mniejszych narzędzi, co znacznie wydłuża czas obróbki. Rozwiązanie: dodaj promienie wewnętrzne o wartości co najmniej o 30% większej niż promień używanego narzędzia tnącego. Jeśli średnica twojego frezu wynosi 10 mm, zaprojektuj narożniki wewnętrzne z minimalnym promieniem 6,5 mm.
- Zbyt ścisłe допусki dla cech niestanowiących kluczowego znaczenia: Określanie dopuszczenia ±0,001 cala dla całej części, gdy tylko powierzchnie stykowe wymagają wysokiej dokładności, wielokrotnie wydłuża czas obróbki i zwiększa koszty kontroli. Standardowe operacje CNC osiągają domyślnie dopuszczenie ±0,13 mm (±0,005 cala). Ścisłe dopuszczenia należy zarezerwować wyłącznie dla wymiarów rzeczywiście wpływających na funkcjonowanie elementu.
- Niestandardowe średnice otworów: Standardowe wiertła tworzą otwory szybko i z dużą dokładnością. Do wykonania otworów o niestandardowych średnicach wymagane są frezy czołowe, które stopniowo obrabiają wymaganą średnicę, co znacznie wydłuża czas cyklu. Przy określaniu otworu przejściowego pod śrubę o długości 4 m lub podobny element mocujący należy stosować standardowe średnice otworów luzujących, odpowiadające łatwo dostępnym narzędziom.
- Zbyt duża głębokość gwintu: Wytrzymałość gwintu skupia się w pierwszych kilku zwojach współpracy. Głęboki gwint jest marnotrawstwem czasu obróbkowego bez dodatkowego zwiększenia siły utrzymującej. Maksymalna głębokość gwintu powinna wynosić nie więcej niż trzykrotność średnicy otworu. W przypadku otworów ślepych należy pozostawić niegwintowaną część na dole o długości równej połowie średnicy otworu.
- Głębokie wnęki o ograniczonym dostępie: Narzędzia tnące mają ograniczoną długość roboczą – zwykle nie przekraczającą 3–4-krotnej średnicy narzędzia, zanim ugięcie stanie się problematyczne. Głębokie kieszenie wymagają długich i cienkich narzędzi, które drżą i zużywają się szybko. Przy projektowaniu wnęk należy stosować stosunek głębokości do szerokości nie większy niż 4:1, aby zapewnić efektywną obróbkę.
Unikanie pułapek związanych z wykonalnością technologiczną
Poza problemami z geometrią błędy w specyfikacjach powodują kosztowne nieporozumienia w trakcie produkcji. Wskazówki dotyczące gwintów stanowią szczególne wyzwanie przy operacjach frezowania lub grawerowania tekstów.
Rozważ specyfikacje gwintów rurowych. Średnica otworu pod gwint 1/4 NPT wymaga konkretnych kombinacji wiertła i matrycy, które różnią się od standardowych gwintów maszynowych. Podobnie średnica gwintu rurowego 3/8 odpowiada normie NPT i charakteryzuje się stożkowym kształtem profilu zaprojektowanym głównie do uszczelniania, a nie do zabezpieczenia mechanicznego. Zgodnie z przewodnikiem referencyjnym MISUMI dotyczącym gwintów NPT, stożkowe gwinty te tworzą uszczelnienie mechaniczne poprzez wzajemne wciskanie się, co często uzupełnia się pastami uszczelniającymi.
Nieprawidłowe określenie wymiarów gwintu NPT 3/8 może prowadzić do pęknięcia matrycy, niewystarczającego uszczelnienia lub konieczności całkowitego przeprojektowania elementu. Zawsze należy odwoływać się do standardowych tabel gwintów oraz jasno określać klasę gwintu (zwykle NPT dla połączeń rurociągowych, UNC/UNF dla śrub maszynowych), zamiast zakładać, że producenci poprawnie zinterpretują zamierzoną przez Ciebie specyfikację.
Wykończenia powierzchni mogą również generować nieoczekiwane koszty. Maszyny CNC w standardzie produkują chropowatość powierzchni na poziomie około 3,2 µm Ra, co jest wystarczające w większości zastosowań mechanicznych. Określenie gładziejzych wykończeń (1,6 µm lub lepszych) wymaga dodatkowych przejść, specjalistycznego narzędzi lub operacji wtórnej polerowania. Premium wykończenia powierzchni należy określać wyłącznie dla powierzchni funkcyjnych, takich jak powierzchnie uszczelniające lub powierzchnie osi łożysk, gdzie chropowatość rzeczywiście wpływa na wydajność.
Szybkie poprawki typowych błędów w CAD
Zanim przekażesz kolejny projekt do produkcji, przeanalizuj poniższą listę kontrolną, aby wykryć problemy powodujące wzrost ofert cenowych:
- Sprawdź grubość ścianek: Upewnij się, że wszystkie ścianki spełniają zalecane minimalne wartości (0,8 mm dla metali, 1,5 mm dla tworzyw sztucznych). Zwiększ grubość wysokich, niewspartych fragmentów.
- Dodaj promienie wewnętrzne: Zastąp wszystkie ostre kąty wewnętrzne zaokrągleniami (filletami). Wielkość promieni powinna być o 30 % większa niż średnica najmniejszego przewidywanego narzędzia frezarskiego.
- Przejrzyj oznaczenia tolerancji: Stosuj ścisłe tolerancje wyłącznie dla powierzchni funkcyjnych, które stykają się ze sobą. We wszystkich pozostałych miejscach stosuj tolerancje standardowe (±0,13 mm).
- Sprawdź średnice otworów: Porównaj średnice otworów odniesienia z tabelami standardowych średnic wiertła. Dostosuj do najbliższej standardowej średnicy, gdy dokładny wymiar nie jest krytyczny.
- Ogranicz głębokość gwintu: Maksymalna długość współpracy gwintu nie powinna przekraczać 3× średnicy otworu. Dodaj fazowanie na wejściach gwintów, aby zapobiec skrzyżowaniu gwintów podczas montażu.
- Uprość cechy o dużej głębokości: Zmodyfikuj projekt głębokich kieszeni, aby ułatwić dostęp narzędzi. Tam, gdzie to możliwe, rozważ zastosowanie otworów przeznaczonych (przez) zamiast otworów ślepych.
- Wyeliminuj zbędne złożoności: Usuń czysto estetyczne cechy, które wydłużają czas obróbki bez dodatkowej wartości funkcjonalnej. Dekoracyjne wzory, wypukłości i grawerowane napisy znacznie zwiększają koszty.
- Określ standardowe wykończenia powierzchni: Domyślnie przyjmij chropowatość Ra = 3,2 µm, chyba że wymagania funkcjonalne wymagają gładziejzych powierzchni.
Poświęcenie piętnastu minut na przeanalizowanie projektu w świetle tych kryteriów pozwala zwykle zaoszczędzić 20–40% kosztów frezowania oraz skrócić cykle zwrotu informacji dotyczących projektowania przygotowanego do produkcji (DFM). Celem nie jest ograniczanie kreatywności projektowej, lecz raczej kierowanie jej ku rozwiązaniom umożliwiającym efektywną produkcję.
Dzięki projektowi zoptymalizowanemu pod kątem wykonalności produkcyjnej zrozumienie czynników wpływających na czas realizacji pozwala na realistyczne planowanie projektów oraz identyfikację możliwości skrócenia terminu dostawy.
Czynniki wpływające na czas realizacji i sposoby jego skracania
Zoptymalizowałeś/aś swój projekt, wybrałeś/aś odpowiedni materiał oraz określiłeś/aś odpowiednie допусki. Nadszedł teraz moment, w którym pojawia się pytanie wpływające na harmonogram każdego projektu: jak długo jeszcze minie, zanim Twoje elementy rzeczywiście dotrą? Podczas poszukiwania warsztatów CNC w pobliżu lub oceny platform internetowych zrozumienie czynników determinujących czas realizacji pozwala na realistyczne planowanie oraz identyfikację możliwości przyspieszenia dostawy.
Frustrująca rzeczywistość? Wielu dostawców reklamuje „szybkie realizacje”, nie wyjaśniając jednak zmiennych, które decydują o tym, czy Twoje konkretne zamówienie zostanie wysłane w ciągu 3 dni czy 3 tygodni. Zgodnie z analizą branżową przeprowadzoną przez JLCCNC, cykle dostaw mają bezpośredni wpływ na satysfakcję klientów oraz konkurencyjność na rynku. Omówimy szczegółowo czynniki rzeczywiście wpływające na czas realizacji zamówienia oraz sposób optymalizacji każdego z nich.
Co rzeczywiście wpływa na czas realizacji zamówienia
Gdy składasz zamówienie usług frezowania CNC online, wiele zmiennych łączy się, aby określić datę dostawy. Zrozumienie każdej z tych składowych pozwala zidentyfikować obszary, w których masz kontrolę, oraz te, w których istnieją ograniczenia:
- Dostępność materiałów: Typowe materiały dostępne na stanie, takie jak aluminium 6061 lub mosiądz, są wysyłane natychmiast z magazynu. Stopy specjalne, nietypowe wymiary lub materiały egzotyczne mogą wymagać czasu zakupu trwającego od kilku dni do kilku tygodni. Wybór łatwo dostępnych materiałów może znacznie skrócić harmonogram realizacji zamówienia.
- Złożoność i geometria części: Skomplikowane konstrukcje z wąskimi tolerancjami wymagają wielu operacji frezowania, wymiany narzędzi oraz starannych przygotowań. Zgodnie z badaniami przemysłowymi części o złożonej budowie i wysokich wymaganiach technicznych bezpośrednio wydłużają czas obróbki. Uproszczenie cech nieistotnych dla funkcji produktu skraca czas cyklu.
- Wymagania dotyczące tolerancji: Standardowe tolerancje (±0,005 cala) pozwalają na szybką obróbkę przy użyciu domyślnych parametrów maszynowych. Wąskie tolerancje wymagają niższych prędkości posuwu, dodatkowych przejść wykańczających oraz dłuższego czasu kontroli jakości. Każda operacja precyzyjna wydłuża harmonogram o kilka godzin.
- Operacje wykończeniowe: Procesy wtórne, takie jak anodowanie, pokrywanie metalami lub lakierowanie proszkowe, dodają 2–5 dni po zakończeniu obróbki. Hartowanie, pasywacja lub specjalne powłoki dalszym stopniem wydłużają termin realizacji. Należy uwzględnić te dodatkowe czasy przy planowaniu harmonogramu.
- Ilość zamówienia: Pojedyncze prototypy często są wysyłane szybciej niż serie produkcyjne, ponieważ czas przygotowania dominuje w przypadku małych partii. Większe ilości wymagają dłuższego, ciągłego czasu pracy maszyn, ale po uruchomieniu korzystają z zoptymalizowanych przepływów roboczych.
- Możliwości dostawcy: Zapotrzebowanie na usługi warsztatów obróbkowych zmienia się co tydzień i w zależności od pory roku. Okresy dużej aktywności wydłużają czas realizacji wszystkich zamówień. Budowanie relacji z wieloma warsztatami obróbkowymi w pobliżu lub dostawcami usług online zapewnia elastyczność w sytuacjach ograniczonej dostępnej mocy produkcyjnej.
Strategie skracania czasu realizacji
Nie możesz kontrolować każdej zmiennej, ale strategiczne decyzje podejmowane na każdym etapie projektu kumulują się w istotne oszczędności czasu. Oto jak strukturyzować projekty w celu przyspieszenia ich realizacji:
- Wybieraj popularne materiały: Aluminium 6061, stal nierdzewna 304 oraz delrin są zwykle dostępne na stanie u większości dostawców. Wskazanie tych materiałów zamiast specjalnych gatunków eliminuje opóźnienia związane z zakupem. Jeśli Twoje zastosowanie rzeczywiście wymaga materiałów egzotycznych, zamów je wcześnie lub rozważ skorzystanie z lokalnych warsztatów obróbkowych, które mogą posiadać odpadki tych materiałów.
- Uprość cechy nieistotne funkcjonalnie: Przeanalizuj swój projekt pod kątem nadmiernego stopnia złożoności, który nie wpływa na jego funkcjonalność. Usunięcie elementów dekoracyjnych, zmniejszenie głębokości wycięć lub złagodzenie tolerancji na powierzchniach niełączących znacznie przyspiesza proces obróbki.
- Używaj standardowych średnic otworów: Niestandardowe średnice wymagają frezowania czołowego zamiast wiercenia, co powoduje wielokrotne wydłużenie czasu cyklu. Sprawdź standardowe tabele wiertarek i dostosuj otwory luzowe tak, aby pasowały do dostępnych narzędzi.
- Oddziel operacje wykańczania od obróbki: Jeśli dodatkowe operacje wykańczania powodują opóźnienia, rozważ najpierw zamówienie surowych części obrobionych CNC. Możesz zlecić anodowanie lub pokrywanie metalami lokalnie, podczas gdy produkcja kolejnych zamówień będzie nadal trwać.
- Komunikuj się proaktywnie: Natychmiast odpowiadaj na pytania dotyczące analizy konstrukcji pod kątem możliwości produkcyjnych (DFM). Każdy dzień opóźnienia w komunikacji bezpośrednio wydłuża czas realizacji zamówienia. Podaj od początku pełne specyfikacje techniczne, aby uniknąć wielokrotnych korekt i wymiany wiadomości.
- Rozważ równoległe źródłowanie: W przypadku projektów o dużym nacisku czasowym przekaż jednocześnie zapytania ofertowe kilku lokalnym usługom CNC oraz platformom internetowym. Porównanie rzeczywistych czasów realizacji zamiast reklamowanych prędkości pozwala określić, który dostawca rzeczywiście zapewni najkrótszy czas dostawy.
Zrównoważenie szybkości, jakości i kosztów
Szybsza dostawa zwykle wiąże się z wyższymi kosztami. Usługi ekspresowe, przyspieszona wysyłka oraz priorytetowe planowanie są opłacane dodatkowo. Jednak rozsądne kompromisy pozwalają przyśpieszyć realizację bez przekroczenia budżetu.
Zacznij od określenia rzeczywistej daty końcowej. Jeśli masz pewną elastyczność, standardowe terminy realizacji zapewniają identyczną jakość przy niższych kosztach. Gdy termin jest rzeczywiście krytyczny, zainwestuj w przyspieszoną produkcję, ale szukaj oszczędności w innych obszarach. Zmniejszenie nieistotnych tolerancji, wybór łatwiejszych w obróbce materiałów lub uproszczenie procesu wykańczania rekompensuje opłaty za usługę ekspresową.
Zgodnie z badaniami nad optymalizacją projektów przeprowadzonymi przez Hubs, nawet niewielkie decyzje projektowe znacząco wpływają na czas frezowania. Głębokość gwintowania, specyfikacje chropowatości powierzchni oraz dobór materiału wpływają na to, jak szybko zakłady mogą wykonać Twoje elementy.
Najkrótsza droga do otrzymania gotowych elementów polega na połączeniu łatwo dostępnych materiałów, konstrukcji dopasowanych do możliwości produkcyjnych oraz jasnej komunikacji. Te czynniki mają większy wpływ niż sam fakt zapłaty za usługę ekspresową.
Nie ma znaczenia, czy współpracujesz z lokalnymi warsztatami maszynowymi czy z alternatywnymi zakładami CNC w pobliżu, czy też korzystasz z globalnych platform internetowych – obowiązują te same zasady. Przejrzysta komunikacja dotycząca priorytetów, realistyczne oczekiwania co do terminów oraz strategiczne decyzje projektowe sumują się w niezawodną i szybką realizację.
Zrozumienie czynników wpływających na czas realizacji pozwala skutecznie planować pracę. Jednak zanim zdecydujesz się na obróbkę CNC, rozważ, czy inne metody produkcji mogą lepiej spełniać konkretne wymagania Twojego projektu.
Frezowanie CNC kontra alternatywne metody wytwarzania
Oto szczera pytanie, którego większość dostawców usług produkcyjnych nie zada Ci: Czy obróbka CNC jest rzeczywiście odpowiednim wyborem dla Twojego projektu? Zanim inwestujesz czas w uzyskiwanie ofert i optymalizację projektu, zrozumienie, kiedy metody alternatywne przewyższają CNC, pozwala zaoszczędzić pieniądze, czas i uniknąć rozczarowania.
Prawda? Frezowanie CNC wyróżnia się w określonych sytuacjach, ale okazuje się niewystarczające w innych. Zgodnie z badaniami porównawczymi procesów produkcyjnych przeprowadzonymi przez Protolabs, każda metoda ma swoje charakterystyczne zalety i ograniczenia. Przyjrzyjmy się, kiedy warto rozważyć druk 3D, wtryskowe formowanie tworzyw sztucznych lub gięcie blach zamiast korzystania z usług frezowania CNC dostępnych online.
Kluczowe kwestie przy wyborze między CNC a drukiem 3D
Kiedy należy wybrać druk 3D zamiast frezowania CNC? Odpowiedź zależy od złożoności geometrii, wymagań materiałowych oraz objętości produkcji.
druk 3D szczególnie sprawdza się jako alternatywa dla szybkiego prototypowania CNC, gdy projekt zawiera:
- Złożone geometrie wewnętrzne: Struktury siatkowe, kanały wewnętrzne oraz kształty organiczne, które wymagałyby skomplikowanego frezowania wieloosiowego lub w ogóle nie dałyby się wykonać metodami tradycyjnego obróbki skrawaniem
- Szybkie cykle iteracji: Gdy konieczne jest przetestowanie kilku wersji projektu w ciągu kilku dni zamiast tygodni
- Konstrukcje lekkie: Części zoptymalizowane pod kątem redukcji masy przy użyciu optymalizacji topologicznej, która tworzy struktury wewnętrzne niemożliwe do wykonania metodami obróbki skrawaniem
- Pojedyncze prototypy: Części jednorazowe, w przypadku których koszty przygotowania maszyny CNC dominowałyby w budżecie
Jednak toczenie CNC przewyższa druk 3D w sytuacjach, gdy potrzebujesz:
- Wyjątkowe właściwości mechaniczne: Metalowe i inżynieryjne tworzywa sztuczne uzyskane metodą frezowania zapewniają spójną wytrzymałość, której nie potrafi osiągnąć druk warstwowy
- Ciaśniejsze tolerancje: CNC regularnie osiąga dokładność ±0,001 cala, podczas gdy większość technik druku 3D ma trudności z osiągnięciem dokładności lepszej niż ±0,005 cala
- Specyficzne wymagania materiałowe: Jeśli Twoje zastosowanie wymaga aluminium 7075, tytanu lub frezowania akrylu CNC, procesy addytywne oferują ograniczone alternatywy
- Ilości produkcyjne: Ponad 10–20 sztuk prototypów CNC często kosztuje mniej na jednostkę niż druk 3D
W przypadku konkretnych zastosowań usług frezowania akrylu CNC metoda ta daje wyniki o znacznie lepszych właściwościach optycznych niż druk 3D. Powierzchnie polerowane oraz precyzja wymiarowa osiągane dzięki frezowaniu CNC znacznie przewyższają to, co mogą zapewnić procesy addytywne w przypadku elementów przezroczystych.
Kiedy wtryskiwanie plastiku jest lepsze niż CNC
Wtryskiwanie plastiku to metoda królująca w produkcji seryjnej. Ale od jakiej ilości opłaca się przejść z frezowania CNC na wtryskiwanie?
Punkt przejścia zwykle mieści się w zakresie od 500 do 1000 sztuk, w zależności od złożoności i materiału. Poniżej tego progu frezowanie CNC pozwala uniknąć kosztownych inwestycji w oprzyrządowanie. Powyżej niego niższe koszty na jednostkę przy formowaniu wtryskowym szybko pokrywają wydatki na oprzyrządowanie.
Rozważ wtrysk plastiku, gdy:
- Objętość produkcji przekracza 1000 sztuk: Koszty oprzyrządowania rozłożone na większą liczbę sztuk znacznie obniżają cenę na jednostkę
- Geometria elementu nadaje się do formowania: Jednolita grubość ścianek, kąty wysuwu oraz proste rdzenie są zgodne z ograniczeniami wynikającymi z procesu formowania
- Znaczenie ma spójność materiału: Formowanie zapewnia wyjątkową powtarzalność przy produkcji tysięcy identycznych elementów
- Planowana jest długoterminowa produkcja: Wieloletnie serie produkcyjne uzasadniają jednorazowe inwestycje w oprzyrządowanie
Korzystaj z frezowania CNC, gdy:
- Projekt nadal się rozwija: Modyfikacja pliku CAD nie wiąże się z żadnymi kosztami, podczas gdy zmiana form wtryskowych kosztuje tysiące
- Ilości pozostają poniżej 500 sztuk: Inwestycje w narzędzia nigdy nie zwracają się przy niskich wolumenach
- Wymagane są części metalowe: Wtrysk działa wyłącznie z tworzywami sztucznymi oraz ograniczoną liczbą zastosowań metalowego wtrysku proszkowego (MIM)
- Obróbka prototypów potwierdza poprawność projektów: Prototypy CNC wykonane z materiałów produkcyjnych potwierdzają funkcjonalność przed podjęciem decyzji o zakupie narzędzi
Ciekawostką jest fakt, że wiele udanych produktów wykorzystuje obie metody w sposób strategiczny. Obróbka prototypów potwierdza poprawność projektów przy użyciu rzeczywistych materiałów produkcyjnych, a następnie wtrysk umożliwia skalowanie produkcji po ustabilizowaniu projektu. Zgodnie z Przypadkami badawczymi firmy Protolabs przedsiębiorstwa takie jak Polarcool wykorzystywały prototypy wydrukowane w technologii 3D przed przejściem na wtryskowe formowanie elementów medycznych przeznaczonych do produkcji.
Blachy i specjalne uwagi
W przypadku obudów, uchwytów oraz elementów konstrukcyjnych obróbka blachy często przewyższa frezowanie CNC pod względem kosztów i czasu realizacji. Cięcie laserem, gięcie oraz spawanie pozwalają na efektywne wytwarzanie funkcjonalnych części z płytek płaskich, co jest bardziej wydajne niż obróbka z pełnych bloków materiału.
Wybierz obróbkę blachy, gdy projekt zawiera:
- Głównie płaskie powierzchnie z gięciami
- Duże obudowy, w których obróbka z pełnego materiału prowadzi do marnotrawstwa surowca
- Zespół spawany z wielu części po gięciu
W przypadku materiałów specjalnych, takich jak frezowanie brązu lub prototypowanie z włókna węglowego, obróbka CNC pozostaje niezbędna. Elementy brązowe stosowane jako tuleje i łożyska doskonale nadają się do obróbki skrawaniem, natomiast frezowanie kompozytów z włókna węglowego wymaga specjalistycznego narzędzi i systemów odprowadzania pyłu, jakie zapewniają maszyny CNC.
Porównanie metod produkcji
To porównanie pomaga ocenić, które podejście rzeczywiście odpowiada wymaganiom Twojego projektu przed złożeniem ofert:
| Metoda | Najlepszy zakres ilościowy | Typowy czas realizacji | Opcje materiałowe | Idealne zastosowania |
|---|---|---|---|---|
| Obróbka CNC | 1–500 sztuk | 3-15 dni | Metale, tworzywa inżynierskie, kompozyty | Części precyzyjne, prototypy funkcjonalne, produkcja małoseryjna |
| druk 3D (FDM/SLA) | 1–50 sztuk | 1-7 dni | Ograniczona liczba tworzyw sztucznych, niektóre metale metodą DMLS | Złożone geometrie, szybka iteracja, modele koncepcyjne |
| Wtryskowanie materiałów | 500–1 000 000+ sztuk | 4–8 tygodni (w tym czas na wykonanie narzędzi) | Tworzywa termoplastyczne, elastomery | Produkcja masowa, wyroby konsumenckie |
| Wytwarzaniu blach | 1–10 000 elementów | 5–14 dni | Stal, aluminium, stal nierdzewna, miedź | Obudowy, uchwyty, elementy konstrukcyjne |
Wybór odpowiedniej metody produkcji
Zanim zdecydujesz się na jakikolwiek proces, zadaj sobie następujące pytania:
- Jaka jest całkowita objętość produkcji? Pojedyncze prototypy najlepiej realizować za pomocą druku 3D. Dziesiątki do setek sztuk – za pomocą frezowania CNC. Tysiące sztuk – za pomocą wtryskiwania tworzyw sztucznych.
- Jakie właściwości materiału są bezwzględnie niezbędne? Jeśli potrzebujesz konkretnych stopów metali lub wydajności na poziomie materiałów inżynierskich, frezowanie CNC zapewnia to, czego druk 3D nie potrafi.
- Jak stabilny jest mój projekt? Ewoluujące projekty korzystają z elastyczności frezowania CNC. Zakończone projekty uzasadniają inwestycje w narzędzia.
- Jakie tolerancje wymaga moje zastosowanie? Precyzyjne dopasowania i krytyczne wymiary wskazują na frezowanie CNC lub części formowane, poddane późniejszemu toczeniu/frezowaniu.
Zgodnie z analizą kosztów produkcji przeprowadzoną przez firmę Modus Advanced, około 70% kosztów produkcji jest określanych już w fazie projektowania. Wybór odpowiedniej metody produkcji na wczesnym etapie pozwala uniknąć drogich zmian w późniejszym okresie.
Szczera odpowiedź? Usługi frezowania CNC dostępne online świetnie sprawdzają się przy produkcji precyzyjnych elementów w umiarkowanych ilościach z wykorzystaniem metali lub inżynierskich tworzyw sztucznych. Gdy projekt rzeczywiście odpowiada temu profilowi, usługi frezowania CNC oferowane online zapewniają nieosiągalną wartość. Gdy nie odpowiada – rozważenie alternatywnych rozwiązań pozwala zaoszczędzić pieniądze i osiągnąć lepsze rezultaty.
W przypadku zastosowań w branżach objętych regulacjami wybór metody produkcji musi uwzględniać również wymagania dotyczące certyfikacji i zgodności, które ograniczają dostępne opcje.
Certyfikaty branżowe dla przemysłu lotniczego, medycznego i motocyklowego
Gdy Twoje części są przeznaczone do zastosowania w zestawach lotniczych, instrumentach chirurgicznych lub systemach podwozia samochodowego, jakość produkcji nie jest jedynie preferencją – jest wymogiem regulacyjnym. Wybierając usługi frezowania CNC online do tych zastosowań, konieczne jest zrozumienie, które certyfikaty mają znaczenie, na czym dokładnie polegają ich gwarancje oraz jak zweryfikować zgodność dostawcy z wymaganiami przed złożeniem zamówienia.
Dlaczego to ma znaczenie dla Ciebie? Zgodnie z ekspertami z branży produkcji lotniczej spełnianie rygorystycznych standardów nie jest jedynie pożądane w branżach krytycznych pod względem bezpieczeństwa – jest niezbędne. Części, które nie spełniają wymagań certyfikacyjnych, są odrzucane, projekty się zatrzymują, a koszty szybko rosną. Wcześniejsze zrozumienie wymagań certyfikacyjnych pozwala uniknąć tych kosztownych niespodzianek.
Wymagania dotyczące zgodności w obróbce dla przemysłu lotniczego
Frezowanie CNC w przemyśle lotniczym podlega niektórym z najbardziej wymagających standardów jakości w całej produkcji. Gdy komponenty lecą na wysokości 30 000 stóp, nie ma miejsca na wady materiału, błędy wymiarowe ani niespójności procesowe.
Podstawowym certyfikatem dla obróbki przemysłu lotniczo-kosmicznego jest norma AS9100. Standard ten opiera się na zasadach systemu zarządzania jakością ISO 9001, lecz dodaje wymagania specyficzne dla przemysłu lotniczego w zakresie śledzalności, zarządzania ryzykiem oraz kontroli konfiguracji. Zgodnie z danymi branżowymi certyfikat AS9100 stanowi dokumentację potwierdzającą, że produkty spełniają progowe wymagania bezpieczeństwa, jakie stawiają główni producenci OEM w sektorze lotniczym przed rozważeniem współpracy z dostawcą.
Kluczowe certyfikaty dotyczące CNC w zastosowaniach lotniczo-kosmicznych obejmują:
- AS9100: Podstawowy system zarządzania jakością w przemyśle lotniczo-kosmicznym. Obejmuje kontrolę dokumentacji, śledzalność partii, zaangażowanie kierownictwa oraz ciągłe doskonalenie. Niezależne jednostki certyfikujące przeprowadzają regularne audyty w celu weryfikacji zgodności.
- NADCAP: Wymagany dla zakładów realizujących procesy specjalne, takie jak obróbka cieplna, badania nieniszczące oraz obróbka powierzchniowa. Zapewnia gwarancję, że złożone operacje spełniają standardy przemysłu lotniczego dzięki surowym listom kontrolnym oraz okresowym ocenom.
- Zgodność z ITAR: Niezbędne dla części związanych z obroną. Reguluje kontrolę dostępu do poufnych danych i wymaga rejestracji w DDTC (Directorate of Defense Trade Controls). Do przesyłek międzynarodowych stosuje się licencje eksportowe oraz protokoły dotyczące ograniczonych danych.
- Zatwierdzenia określone przez klienta: Główne producenci OEM, tacy jak Boeing i Airbus, prowadzą unikalne programy dla dostawców (np. D1-4426 firmy Boeing) obejmujące dodatkowe protokoły audytu oraz wymagania dotyczące przesłania dokumentacji PPAP.
Dla inżynierów pozyskujących usługi frezowania w przemyśle lotniczo-kosmicznym weryfikacja tych certyfikatów przed przesłaniem projektów zapobiega opóźnieniom w realizacji projektu. Wymagaj aktualnej dokumentacji certyfikacyjnej oraz dat przeprowadzonych audytów. Wygasłe lub oczekujące na wydanie certyfikaty mogą wskazywać na luki w zakresie zgodności, które mogą wpłynąć na termin realizacji Twojego zamówienia.
Standardy Produkcji Urządzeń Medycznych
Mechanika medyczna wymaga precyzji, która ma bezpośredni wpływ na bezpieczeństwo pacjentów. Zgodnie z opiniami specjalistów ds. produkcji wyrobów medycznych z firmy Pinnacle Precision nawet najmniejsze odchylenie w elemencie medycznym może zagrozić funkcjonalności, bezpieczeństwu lub zgodności urządzenia. Ryzyko jest po prostu zbyt wysokie, aby stosować skróty.
Podstawowym certyfikatem dla obróbki wyrobów medycznych jest norma ISO 13485. Standard ten określa wymagania dotyczące systemu zarządzania jakością specyficzne dla produkcji wyrobów medycznych, obejmując kontrolę projektowania, procesy produkcyjne oraz nadzór po wprowadzeniu wyrobu do obrotu. Amerykańskie przepisy FDA nakładają dodatkowe wymagania powyżej zgodności z normą ISO 13485.
Dlaczego usługi precyzyjnej obróbki są kluczowe w zastosowaniach medycznych?
- Wymagania biokompatybilności: Materiały muszą być certyfikowane jako bezpieczne w kontakcie z tkanką ludzką. Tytan, stal nierdzewna przeznaczona do zastosowań medycznych oraz specjalne polimery wymagają dokumentowanych certyfikatów materiałów.
- Dokumentacja śledzilności: Każdy komponent musi być śledzony aż do numerów partii surowców, parametrów obróbki i wyników kontroli. Pełna śledzilność materiałów umożliwia bezproblemowe przygotowywanie raportów w razie potrzeby.
- Zgodność z procesem sterylizacji: Części muszą wytrzymać wielokrotne cykle sterylizacji bez zmiany wymiarów ani degradacji powierzchni. Dobór materiału ma bezpośredni wpływ na dostępne opcje metod sterylizacji.
- Specyfikacje wykańczania powierzchni: Instrumenty chirurgiczne i implanty wymagają gładkich, pozbawionych wyrostków powierzchni, aby zminimalizować ryzyko zanieczyszczenia oraz poprawić skuteczność sterylizacji.
Zastosowania frezowania precyzyjnego w urządzeniach medycznych obejmują instrumenty chirurgiczne, obudowy sprzętu diagnostycznego, komponenty implantów oraz niestandardowe uchwyty do urządzeń dopasowanych do konkretnego pacjenta. Każda z tych kategorii zastosowań wiąże się ze specyficznymi wymaganiami regulacyjnymi, które usługa frezowania precyzyjnego wybrana przez klienta musi rozumieć i udokumentować.
Przy ocenie dostawców realizujących projekty obróbki części medycznych należy zapytać o ich system zarządzania jakością, możliwości inspekcyjne oraz doświadczenie w zakresie produktów regulowanych przez FDA. Dostawcy nieznajomi z wymaganiami dotyczącymi zgodności w sektorze medycznym często niedoszacowują potrzeb dokumentacyjnych, co prowadzi do kosztownych opóźnień w realizacji projektów.
Wyjaśnienie certyfikatów jakości dla przemysłu motocyklowego i motoryzacyjnego
Przemysł motocyklowy i motoryzacyjny opiera się na standaryzowanych systemach jakości, które zapewniają niezawodne działanie komponentów w milionach pojazdów oraz przez dziesięciolecia eksploatacji. Zgodnie z analizą jakościową dla przemysłu motocyklowego i motoryzacyjnego przeprowadzoną przez Rochester Electronics , certyfikat IATF 16949 świadczy o zaangażowaniu w obszar jakości, co przyciąga i utrzymuje klientów, a także podnosi poziom doskonałości wyrobów.
IATF 16949 stanowi wiodący na świecie standard zarządzania jakością dla dostawców branży motocyklowej i motoryzacyjnej. Jest on wymagany przez wiodących producentów samochodów oraz producentów OEM i zapewnia przewagę konkurencyjną, jednocześnie gwarantując, że komponenty spełniają rygorystyczne wymagania produkcji pojazdów.
Na czym polega certyfikat IATF 16949?
- Orientacja na ciągłą poprawę: Certyfikowani dostawcy kładą nacisk na ciągłe doskonalenie, zapobieganie błędom oraz zapobieganie wadom, a nie tylko na spełnianie minimalnych wymagań.
- Kultura zerowej liczby wad: Procesy produkcyjne są projektowane tak, aby wyeliminować zmienność i zapobiec ucieczkom jakościowym jeszcze przed dotarciem do linii montażu.
- Wdrożenie kluczowych narzędzi: Obowiązkowe narzędzia motocyklowe, w tym APQP (Zaawansowane planowanie jakości produktu), PPAP (Proces zatwierdzania części produkcyjnych), FMEA (Analiza skutków i rodzajów awarii), MSA (Analiza systemu pomiarowego) oraz SPC (Statystyczna kontrola procesów).
- Wsparcie przez długi okres użytkowania: Producenci pojazdów wymagają wsparcia części zamiennych przez okres ponad 15 lat po zakończeniu produkcji. Certyfikowani dostawcy utrzymują kompetencje zgodne z tymi rozszerzonymi wymaganiami.
Dla usług precyzyjnego frezowania CNC przeznaczonych do zastosowań motocyklowych i samochodowych możliwości Statystycznej Kontroli Procesu (SPC) są kluczowe. SPC monitoruje zmienne produkcyjne w czasie rzeczywistym, wykrywając odchylenia jeszcze przed wytworzeniem części niezgodnych ze specyfikacją. Takie proaktywne podejście pozwala zmniejszyć odpady, poprawia spójność produkcji oraz świadczy o dyscyplinie procesowej wymaganej przez producentów samochodów (OEM-ów).
Jako przykład tego, jak wygląda w praktyce certyfikowana obróbka komponentów samochodowych, Shaoyi Metal Technology utrzymuje certyfikat IATF 16949 wsparty rygorystycznymi możliwościami Statystycznej Kontroli Procesu. Ich zakład dostarcza komponentów o wysokiej dokładności wykonawczej z czasem realizacji nawet jednego dnia roboczego, obsługując wszystko – od złożonych zespołów nadwoziowych po niestandardowe metalowe tuleje. To połączenie certyfikacji, kontroli procesu oraz szybkiego czasu realizacji ilustruje możliwości, jakie poważni dostawcy branży motocyklowej i samochodowej oferują swoim klientom.
Lista kontrolna weryfikacji certyfikatów
Zanim podpiszesz umowę z jakimkolwiek dostawcą na potrzeby zastosowań w regulowanych sektorach przemysłu, sprawdź następujące kluczowe elementy:
- Aktualny status certyfikacji: Zażądaj kopii certyfikatów z podaniem daty wydania i daty wygaśnięcia. Zweryfikuj prawdziwość rejestratora.
- Historia audytów: Zapytaj o niedawne audyty nadzorcze oraz o wszelkie wymagane działania korygujące. Przeczytane historie audytów wskazują na dojrzałe systemy jakości.
- Zakres certyfikacji: Potwierdź, że certyfikaty obejmują konkretne procesy wymagane przez Twój projekt. Zakład certyfikowany do frezowania może nie posiadać certyfikatów dotyczących obróbki cieplnej lub operacji wykańczających.
- Doświadczenie w branży: Posiadanie certyfikatu samo w sobie nie gwarantuje wysokiej kompetencji. Zażądaj przypadków badawczych lub referencji z podobnych zastosowań w Twojej branży.
- Możliwości dokumentacyjne: Przemysły regulowane wymagają obszernego zestawu dokumentacji. Upewnij się, że dostawca jest w stanie dostarczyć certyfikaty materiałów, raporty z inspekcji oraz certyfikaty zgodności w wymaganych formatach.
Nawigowanie w wymogach certyfikacji na początku wydaje się skomplikowane, ale zrozumienie tych standardów chroni Twoje projekty przed niezgodnościami, które powodują kosztowne opóźnienia i konieczność ponownej pracy. Niezależnie od tego, czy potrzebujesz obróbki części lotniczych przeznaczonych do krytycznych dla lotu elementów, obróbki urządzeń medycznych przeznaczonych do powierzchni stykających się z pacjentem, czy części samochodowych spełniających wymagania normy IATF 16949, weryfikacja certyfikatów dostawców przed złożeniem zamówienia pozwala uniknąć drogich niespodzianek na późniejszym etapie.
Gdy wymogi certyfikacyjne są już zrozumiane, ostatnim aspektem do rozważenia jest ocena potencjalnych dostawców pod wieloma względami, aby znaleźć odpowiedniego długoterminowego partnera produkcyjnego.
Wybór odpowiedniego onlineowego partnera z zakresu frezowania CNC
Przebrnąłeś przez procesy obróbki skrawaniem, dobór materiałów, specyfikacje tolerancji oraz wymagania certyfikacyjne. Nadszedł teraz moment decyzji, która łączy wszystko razem: wybór partnera świadczącego usługi CNC online, który rzeczywiście potrafi spełnić swoje obietnice. Przy dziesiątkach platform i tysiącach warsztatów obróbkowych rywalizujących o Twoją współpracę jak rozróżnić rzeczywistą kompetencję od marketingowych deklaracji?
Odpowiedź tkwi w systematycznej ocenie, a nie w intuicji czy wyborze najtańszej oferty. Zgodnie z badaniami przemysłu produkcyjnego sposób wyboru dostawcy usług CNC ma bezpośredni wpływ na sukces projektu. Zbudujmy praktyczną ramę wspomagającą tę kluczową decyzję.
Ocena dostawców usług CNC online
Gdy szukasz usług CNC w pobliżu lub eksplorujesz globalne platformy internetowe, liczba dostępnych opcji może wydawać się przytłaczająca. Podział oceny na konkretne kategorie ułatwia porównanie i ujawnia istotne różnice między poszczególnymi dostawcami.
Zacznij od tych podstawowych pytań przed złożeniem zapytania o oferty:
- Zgodność możliwości technicznych: Czy dostawca posiada sprzęt odpowiedni do wymagań dotyczących Twoich części? Maszyny wieloosiowe, specyficzna wiedza dotycząca materiałów oraz osiągalne tolerancje powinny odpowiadać Twoim specyfikacjom. Zapytaj o typy maszyn, możliwości wrzecion oraz maksymalne wymiary obrabianych przedmiotów.
- Zakres materiałów i zakres kompetencji: Czy jest w stanie pozyskać i obrabiać określone przez Ciebie materiały? Przeanalizuj nie tylko podstawowe stopy aluminium i stali, lecz także sprawdź, czy posiada kompetencje w zakresie stop specjalnych, tworzyw sztucznych inżynierskich lub kompozytów – jeśli projekt tego wymaga. Zgodnie ze specjalistami ds. precyzyjnej obróbki mechanicznej, dostawcy dobrze znający konkretne materiały, z którymi pracujesz, są świadomi typowych pułapek oraz wymogów prawno-regulacyjnych, co pozwala zaoszczędzić Ci czas i uniknąć kłopotów.
- Certyfikacja i zgodność: W przypadku branż regulowanych należy zweryfikować, czy obecne certyfikaty są zgodne z Twoimi wymaganiami: AS9100 dla przemysłu lotniczego, ISO 13485 dla przemysłu medycznego, IATF 16949 dla przemysłu motocyklowego i samochodowego. Zażądaj dokumentacji oraz potwierdź daty ostatnich audytów.
- Przejrzystość ofert: Czy ceny są jasno rozdzielone na obróbkę, materiały, wykończenie i wysyłkę? Ukryte koszty mogą sygnalizować potencjalne problemy w trakcie całej współpracy. Dobrzy dostawcy podają poszczególne etapy przetwarzania oraz szczegółowy podział opłat, aby zapobiec niespodzianym naliczeniom.
- Szybkość reakcji w komunikacji: Jak szybko odpowiadają na pytania techniczne? Opóźnienia w fazie przygotowania oferty przewidują opóźnienia w trakcie produkcji. Przetestuj ich reaktywność zanim złożysz istotne zamówienia.
Te podstawowe kryteria pozwalają wyeliminować dostawców, którzy nie są w stanie spełnić Twoich podstawowych wymagań. Jednak znalezienie usług obróbki blisko mnie lub niestandardowych usług CNC, które rzeczywiście pasują do Twoich potrzeb, wymaga głębszej oceny.
Wskaźniki jakości, które mają znaczenie
Obietnice wysokiej jakości mają niewielką wartość bez systemów zapewniających stałą jakość. Oceniając potencjalnych partnerów, szukaj konkretnych dowodów zaangażowania w zapewnianie jakości, a nie jedynie marketingowych sformułowań.
- Sprzęt i możliwości kontroli jakości: Jakie narzędzia metrologiczne stosuje dostawca? Maszyny pomiarowe trójwymiarowe (CMM), komparatory optyczne oraz urządzenia do badania chropowatości powierzchni służą do weryfikacji zgodności części ze specyfikacjami. Zapytaj o ich protokoły inspekcyjne oraz o to, czy raporty inspekcyjne są dołączane do dostaw.
- Systemy zarządzania jakością: Certyfikat ISO 9001 zapewnia podstawową gwarancję jakości. Certyfikaty branżowe dodają dodatkowe warstwy zapewnienia jakości odpowiednie dla danego zastosowania. W przypadku projektów wymagających rygorystycznej dokumentacji zażądaj streszczeń podręcznika jakości.
- Metody kontroli procesu: Statystyczna kontrola procesu (SPC) świadczy o dojrzałości dyscypliny produkcyjnej. Dostawcy monitorujący zmienne produkcyjne w czasie rzeczywistym wykrywają odchylenia jeszcze przed powstaniem wadliwych części. Takie proaktywne podejście redukuje odpady i poprawia spójność w ramach serii produkcyjnych.
- Doświadczenie i referencje: Zażądaj studiów przypadku lub referencji klientów z podobnych zastosowań. Dostawcy pewni swoich kompetencji chętnie dzielą się historiami sukcesów. Wahanie się lub niezdolność do przedstawienia referencji sugeruje ograniczone doświadczenie w danej dziedzinie.
- Podejście do rozwiązywania problemów: Jak radzą sobie z częściami, które nie przejdą kontroli? Wiarygodni dostawcy ponownie wykonywają wadliwe komponenty bez dodatkowych opłat i analizują przyczyny podstawowe, aby zapobiec ich powtórzeniu.
Wskaźniki jakości mają szczególne znaczenie, zwłaszcza gdy nie można osobiście odwiedzić obiektu. Platformy internetowe świadczące usługi dla klientów na całym świecie muszą udowadniać, że posiadają systemy zapewnienia jakości, które rekompensują brak budowania relacji w sposób bezpośredni.
Skalowanie od prototypu do produkcji
Oto strategiczne zagadnienie, które często pomijają zakupujący: czy partner odpowiedzialny za prototypowanie jest w stanie zwiększyć moc produkcyjną do poziomu wymaganego w pełnej produkcji, gdy projekt się powiedzie? Zgodnie z badaniami nad przepływem procesów produkcyjnych , wykonywanie prototypów u dostawcy, który będzie również odpowiadał za masową produkcję, umożliwia płynny przejście do pełnoskalowej produkcji, ograniczając konieczność kosztownych korekt lub ponownej konfiguracji.
Dlaczego to ma znaczenie? Zmiana dostawcy pomiędzy etapem prototypowania a produkcją wiąże się z następującymi ryzykami:
- Zmienność procesu: Różne maszyny, narzędzia i ustawienia produkcyjne dają różne wyniki. Części, które działały doskonale u dostawcy prototypów, mogą wymagać przeprojektowania pod kątem wyposażenia produkcyjnego.
- Utrata wiedzy: Doświadczenia zdobyte w trakcie etapu prototypowania pozostają przy pierwotnym dostawcy. Nowi dostawcy zaczynają od zera, co może prowadzić do powtarzania już rozwiązanych problemów.
- Opóźnienia w zakresie kwalifikacji: W branżach objętych regulacjami zmiana dostawcy może wymagać ponownej kwalifikacji, co wydłuża harmonogram o tygodnie lub miesiące.
- Odbudowa relacji: Wzorce komunikacji, zrozumienie techniczne oraz zaufanie wymagają czasu na rozwinięcie się z każdym nowym dostawcą.
Rozwiązanie? Preferuj partnerów zdolnych do obsługi pełnego zakresu Twoich potrzeb produkcyjnych od pierwszego dnia. Szukaj dostawców oferujących zarówno szybkie prototypowanie, jak i produkcję seryjną przy zachowaniu spójnych systemów zapewnienia jakości na wszystkich poziomach wielkości produkcji.
Jako przykład bezproblemowej skalowalności, Shaoyi Metal Technology przedstawia, jak w praktyce wygląda zintegrowana usługa od prototypu do produkcji. Ich zakład certyfikowany zgodnie z normą IATF 16949 dostarcza elementów o wysokiej dokładności z czasem realizacji nawet jednego dnia roboczego, wspierając wszystko – od początkowych prototypów po serie produkcyjne w zakresie zespołów podwozia samochodowego oraz niestandardowych metalowych wkładek. To połączenie certyfikacji, szybkiej realizacji i skalowalności ilustruje cechy, które warto priorytetyzować przy wyborze partnera produkcyjnego.
Lista kontrolna oceny partnera
Zanim zdecydujesz się na którąkolwiek z opcji CNC w pobliżu lub platformę internetową, przeanalizuj tę kompleksową ocenę:
- Dopasowanie techniczne: Możliwości wyposażenia odpowiadają wymaganiom dotyczącym rozmiaru, złożoności i precyzji Twoich części
- Ekspertyza materiałowa: Potwierdzone doświadczenie w obróbce określonych przez Ciebie materiałów oraz odpowiednia wiedza technologiczna
- Dopasowanie certyfikatów: Obecne certyfikaty odpowiednie dla Twojej branży i wymagań aplikacyjnych
- Przejrzyste ceny: Jasne, szczegółowe oferty cenowe bez ukrytych opłat ani niejasnych struktur kosztów
- Szybka komunikacja: Szybkie i pomocne odpowiedzi na pytania techniczne w fazie oceny
- Systemy jakości: Dokumentowane procesy inspekcji, odpowiednie wyposażenie metrologiczne oraz certyfikaty jakości
- Kontrola procesów: Statystyczna kontrola procesów (SPC) lub równoważne metody monitoringu zapewniające stałą jakość produkcji
- Skalowalność: Możliwość skalowania działalności od etapu prototypowania po pełne wolumeny produkcyjne bez konieczności zmiany dostawców
- Niezawodność czasu realizacji: Dowód na dotrzymanie uzgodnionych terminów dostawy oraz przejrzysta komunikacja w przypadku wszelkich zmian harmonogramu
- Wsparcie po sprzedaży: Polityka gwarancyjna, dostępność pomocy technicznej oraz procedury rozwiązywania problemów
Systematyczne przechodzenie przez tę listę kontrolną pozwala uniknąć powszechnego błędu polegającego na wyborze dostawców wyłącznie na podstawie pojedynczych kryteriów, takich jak najniższa cena lub najkrótszy czas realizacji zamówienia podany w ofercie. Najtańsza oferta często sygnalizuje kompromisy w zakresie jakości, które w dalszej perspektywie generują wyższe koszty związane z koniecznością poprawek i opóźnień. Najkrótszy czas realizacji może pochodzić od firmy, która nadmiernie się zobowiązuje i nie spełnia przyjętych zobowiązań.
Prawidłowy tokarko-frezarka w pobliżu lub partner online zapewnia odpowiednią równowagę między kompetencjami, jakością, komunikacją i wartością. Zainwestuj czas w staranne wstępne ocenianie, aby zbudować relację produkcyjną, która będzie wspierać Twoje projekty przez wiele lat.
Nie ma znaczenia, czy współpracujesz z lokalnymi warsztatami CNC w pobliżu do współpracy bezpośredniej, czy korzystasz z globalnych platform internetowych w celu uzyskania konkurencyjnych cen i dostępnych mocy produkcyjnych – te kryteria oceny mają zastosowanie powszechne. Celem jest znalezienie partnera, którego możliwości rzeczywiście odpowiadają Twoim wymaganiom, którego systemy jakości chronią Twoje projekty oraz którego model biznesowy umożliwia skalowanie działalności w miarę ewolucji Twoich potrzeb.
Wybór partnera produkcyjnego wpływa na każdy wspólny projekt, który realizujecie razem. Dokonaj wyboru świadomie, starannie zweryfikuj wszystkie deklaracje i buduj relacje z dostawcami, którzy wykazują zaangażowanie w Twój sukces poprzez spójną, rzeczywistą wydajność, a nie jedynie przekonujące działania marketingowe.
Najczęściej zadawane pytania dotyczące usług frezowania CNC w trybie online
1. Jak działają usługi frezowania CNC online?
Usługi frezowania CNC online działają za pośrednictwem platform cyfrowych, na których przesyłasz pliki CAD w formatach takich jak STEP lub IGES, otrzymujesz natychmiastowe wyceny oparte na zautomatyzowanej analizie geometrii, wybierasz materiały i wykończenia, a następnie śledzisz postęp produkcji aż do dostawy. Platforma koordynuje proces produkcyjny z certyfikowanymi operatorami maszyn CNC, którzy wykonują Twoje elementy zgodnie ze specyfikacją. Większość usług dostarcza precyzyjnych komponentów w ciągu 3–15 dni roboczych, przy czym dostępne są opcje ekspresowe umożliwiające skrócenie czasu realizacji.
2. Jakie formaty plików akceptują usługi CNC online?
Większość platform akceptuje pliki STEP (.stp, .step) jako standard branżowy dla modeli bryłowych oraz pliki IGES (.igs, .iges) do reprezentacji geometrii powierzchniowej. Niektóre usługi akceptują również pliki STL dla prostszych geometrii oraz natywne formaty CAD z programów SolidWorks lub Inventor. Pliki STEP są preferowane, ponieważ zachowują pełną geometrię i dane cech technologicznych w różnych systemach CAD, zapewniając dokładne wyceny i produkcję.
3. Ile kosztuje obróbka CNC online?
Koszty obróbki CNC zależą od wyboru materiału, złożoności części, wymaganych tolerancji, wymagań dotyczących wykończenia oraz ilości zamówionych sztuk. Części aluminiowe z typowymi tolerancjami są tańsze niż elementy z tytanu wymagające wysokiej precyzji. Systemy generujące natychmiastowe wyceny obliczają cenę na podstawie objętości materiału, czasu obróbki oraz złożoności przygotowania maszyny. Korzystanie z rabatów ilościowych znacznie obniża koszt pojedynczej sztuki, a wybór powszechnie stosowanych materiałów, takich jak aluminium 6061 lub delrin, pozwala utrzymać konkurencyjne ceny.
4. Jakie tolerancje można osiągnąć przy obróbce CNC online?
Standardowa obróbka CNC osiąga tolerancje ±0,005 cala (±0,127 mm) domyślnie, co jest wystarczające w większości zastosowań mechanicznych. Prace precyzyjne umożliwiają osiągnięcie tolerancji ±0,002 cala (±0,05 mm) dla powierzchni stykających się, natomiast bardzo ścisłe tolerancje ±0,001 cala (±0,025 mm) stosuje się np. do gniazd łożysk i powierzchni uszczelniających. Tolerancje nadzwyczaj ścisłe ±0,0001 cala są dostępne dla komponentów lotniczych i optycznych, ale znacznie zwiększają koszty oraz czas realizacji.
5. Jak wybrać pomiędzy obróbką CNC a drukowaniem 3D?
Wybierz frezowanie CNC, gdy potrzebujesz wyższych właściwości mechanicznych, ścisłych tolerancji poniżej ±0,005 cala, konkretnych stopów metali lub tworzyw inżynierskich, lub ilości przekraczających 10–20 sztuk. Wybierz druk 3D w przypadku złożonych geometrii wewnętrznych, szybkich iteracji projektowych, lekkich struktur kratowych lub pojedynczych prototypów, gdzie koszty przygotowania maszyny CNC dominują. CNC zapewnia stałą wytrzymałość materiału, której nie można osiągnąć przy warstwowym druku dla części funkcjonalnych.