 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Producent części do maszyn CNC: 9 tajemnic wewnętrznych, o których kupujący żałali, że nie dowiedzieli się wcześniej

Zrozumienie producentów części maszyn CNC oraz ich roli w przemyśle
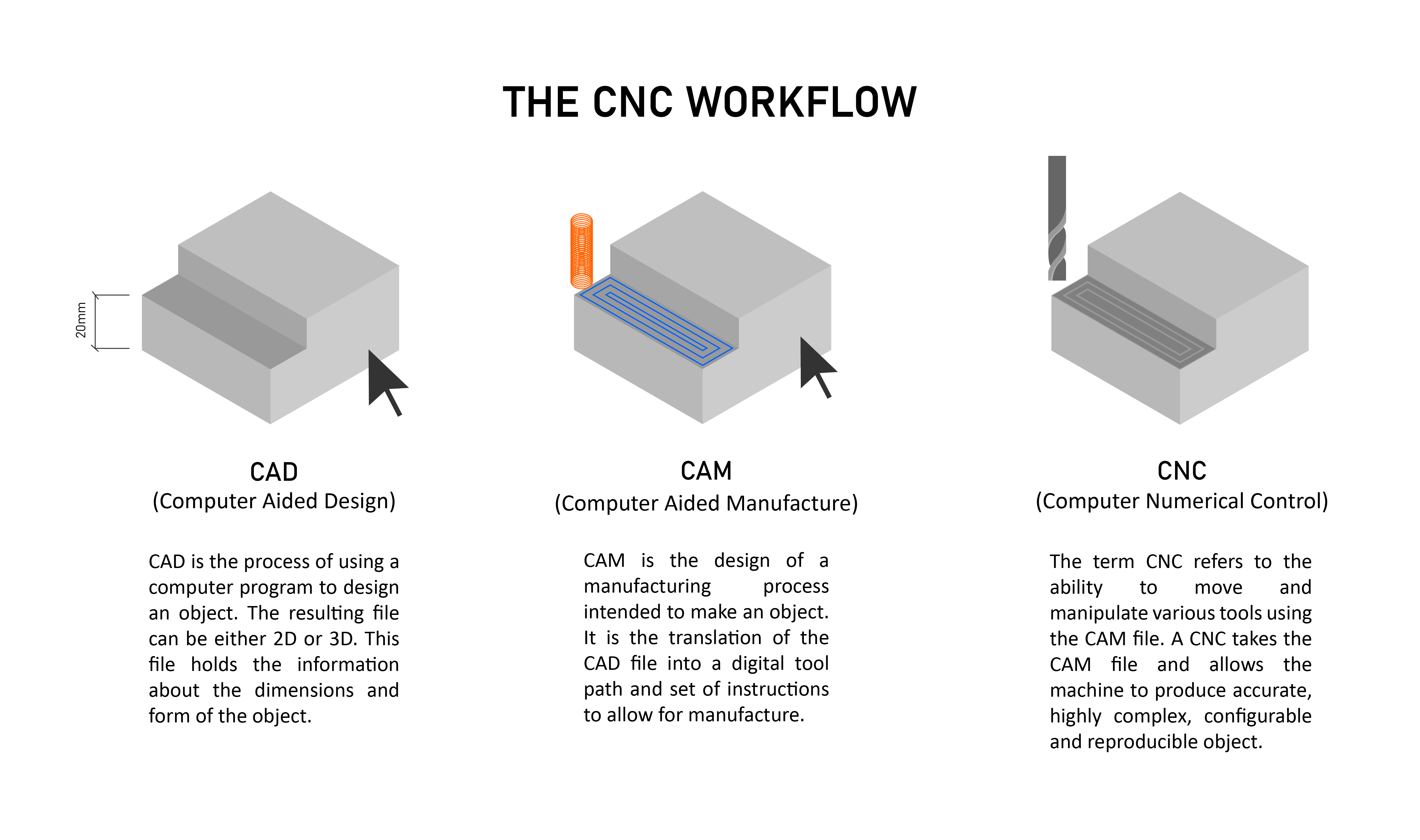
Czy kiedykolwiek zastanawiałeś się jak surowy metal przekształca się w skomplikowane elementy napędzające silnik Twojego samochodu lub urządzenia medyczne? Dokładnie w tym miejscu wkraczają producenci części maszyn CNC. Te specjalistyczne zakłady stanowią podstawę nowoczesnej produkcji przemysłowej, przekształcając projekty inżynierskie w rzeczywiste przedmioty z niezwykłą dokładnością.
W przeciwieństwie do ogólnych warsztatów produkcyjnych, które skupiają się głównie na cięciu i spawaniu, producenci ci tych części specjalizują się w produkcji o wysokiej precyzji. Wykorzystują one sterowane komputerowo urządzenia, pozwalające osiągać dokładne wymiary i ścisłe допусki – często mierzone w mikronach. Można je uznać za specjalistów od precyzji w świecie przemysłu, gdzie każdy ułamek milimetra ma znaczenie.
Czym właściwie zajmują się producenci części maszyn CNC
W swoim rdzeniu producenci ci przetwarzają surowce — zazwyczaj metale takie jak aluminium, stal i tytan — na gotowe elementy maszynowe za pomocą procesów obróbki sterowanych komputerowo. Jednak to, co wyróżnia je spośród zwykłych warsztatów maszynowych, to precyzja, powtarzalność i skalowalność, której nie potrafią zapewnić warsztaty ogólne.
Współpracując z dedykowanymi usługami CNC, uzyskujesz dostęp do następujących możliwości:
- Tornictwo CNC: Tworzenie części cylindrycznych, takich jak wały, tuleje i trzpienie zaworów, poprzez obracanie przedmiotu obrabianego względem narzędzi skrawających
- Frezowanie CNC: Wytwarzanie płaskich powierzchni, konturów, rowków oraz złożonych geometrii 3D przy użyciu obrotowych narzędzi skrawających
- Obróbka wieloosiowa: Produkcja szczegółowych części o złożonej geometrii dzięki jednoczesnemu ruchowi wzdłuż wielu osi
- Operacje wtórne: Wykańczanie powierzchni, obróbka cieplna oraz usługi montażowe kończące cykl produkcyjny
Różnica jest istotna. Choć ogólna warsztatowa obróbka metalu może obejmować różne zadania związane z obróbką metali, producenci części maszyn CNC inwestują znaczne środki w zaawansowane wyposażenie, systemy zarządzania jakością oraz wyspecjalizowaną wiedzę ekspercką. Zgodnie z eksperci branżowi , nowoczesne zakłady wykorzystują wieloosiowe maszyny CNC, umożliwiające szybszą produkcję, zmniejszenie liczby błędów oraz zapewnienie spójnej jakości w całych partiach produkcyjnych.
Ekosystem precyzyjnej produkcji
Wyobraź sobie ekosystem, w którym każdy uczestnik pełni kluczową rolę. Producenci części maszyn CNC znajdują się w centrum tej sieci przemysłowej, łącząc dostawców surowców z montażowcami gotowych produktów. Przekształcają specyfikacje inżynierskie w precyzyjnie obrobione elementy spełniające ścisłe wymagania wymiarowe.
Popyt na tych wyspecjalizowanych producentów stale rośnie w wielu sektorach:
Motoryzacja: Elementy silników, części skrzyń biegów oraz elementy nadwozia wymagające dużej spójności w masowej produkcji i certyfikacji IATF 16949.
Lotnictwo i astronautyka: Części krytyczne dla bezpieczeństwa lotu, wymagające śledzenia materiałów, certyfikacji AS9100D oraz tolerancji mierzonych w tysięcznych cala.
Medyczna: Instrumenty chirurgiczne i implanty produkowane w kontrolowanych środowiskach zgodnie ze standardem ISO 13485.
Co sprawia, że ten ekosystem funkcjonuje? Jest to połączenie zaawansowanej technologii CNC, wykwalifikowanych operatorów oraz rygorystycznych procesów kontroli jakości. W miarę rozwoju technologii produkcyjnych, producenci coraz częściej integrują systemy wspierane sztuczną inteligencją, łączność IoT oraz automatykę, aby zapewnić jeszcze większą precyzję i wydajność.
W trakcie lektury tego przewodnika zdobędziesz wiedzę insiderów, która oddziela udanych nabywców od tych, którzy drogo płacą za błędne decyzje. Od zrozumienia procesów frezowania i doboru materiałów, przez ocenę dostawców po przygotowanie niezawodnych zapytań ofertowych (RFQ) — otrzymasz kompleksowe wskazówki niezbędne do podejmowania świadomych decyzji przy zakupie części maszyn CNC od kwalifikowanych producentów.
Procesy obróbki CNC, które każdy nabywca powinien znać
Oto sytuacja, z jaką wielu zakupujących musi się zmierzyć: zaprojektowaliście element, znaleźliście producenta i przesłaliście swoje rysunki. Następnie pojawia się pytanie: „Czy potrzebujecie frezowania 3-osowego, 4-osowego czy 5-osowego?”. Brzmi skomplikowanie? Nie musi tak być. Zrozumienie tych procesów przed nawiązaniem współpracy z dostawcami daje wam istotną przewagę w rozmowach, negocjacjach cenowych oraz planowaniu harmonogramów.
Termin „oś” odnosi się do kierunków, w których narzędzie tnące porusza się względem obrabianego przedmiotu podczas obróbki skrawaniem. Im więcej osi, tym większa elastyczność — ale także wyższy stopień złożoności i koszty. Przeanalizujemy każdą z opcji, abyście mogli dopasować wymagania dotyczące swoich części CNC do odpowiedniego procesu.
Od frezowania 3-osowego do 5-osowego — wyjaśnienie
obróbka CNC na 3 osie reprezentuje podstawa nowoczesnej precyzyjnej produkcji . Narzędzie tnące porusza się wzdłuż trzech osi liniowych: X (lewo-prawo), Y (przód-tył) oraz Z (góra-dół). Przedmiot obrabiany pozostaje nieruchomy na stole maszyny, podczas gdy narzędzie zbliża się do niego od góry.
Ta konfiguracja wyjątkowo dobrze radzi sobie z powierzchniami płaskimi, prostymi konturami oraz podstawowymi kształtami geometrycznymi. Przykładem mogą być uchwyty, płyty i obudowy o prostych cechach konstrukcyjnych. Zalety są przekonujące — niższe koszty sprzętu, łatwiejsze programowanie oraz intuicyjna obsługa czynią obróbkę 3-osiową idealną do prototypowania i ogólnego wytwarzania.
Jednak przy złożonych kształtach pojawiają się ograniczenia. Obróbka cech konstrukcyjnych znajdujących się na wielu stronach wymaga ponownego pozycjonowania przedmiotu obrabianego, co może prowadzić do błędów wyrównania oraz wydłużać czas produkcji.
obróbka CNC 4-osiowa opiera się na podstawie 3-osiowej, dodając oś obrotową — zwykle oś A, która obraca się wokół osi X. Pozwala to na ciągłą obróbkę obwodu części bez konieczności ręcznego ponownego pozycjonowania.
Cylindryczne i symetryczne części frezowane CNC najbardziej korzystają z tej konfiguracji. Wytwarzanie wałów, kół zębatych, wałów rozrządu oraz elementów zaworów staje się znacznie łatwiejsze. Możliwość obrotu skraca czasy przygotowania maszyny i zapewnia lepszą dokładność dla zaokrąglonych cech w porównaniu do wielu ustawień 3-osowych.
obróbka CNC 5-osiowa dodaje drugą oś obrotową, umożliwiając nachylenie i obrót narzędzia lub przedmiotu obrabianego w celu uzyskania dostępu do prawie każdej powierzchni w jednym ustawieniu. Zgodnie z badania branżowe , eliminuje to narastające tolerancje związane z wielokrotnymi ustawieniami — wszystkie cechy są obrabiane względem jednego punktu odniesienia, co zapewnia wyższą dokładność wymiarową.
Możliwości są imponujące: jednoczesne frezowanie konturowe w 5 osiach, obróbka wielu powierzchni oraz wytwarzanie wcięć niemożliwych do wykonania przy prostszych konfiguracjach. Możliwe staje się produkowanie części frezowanych o złożonych kształtach organicznych, kątach złożonych lub głębokich wnękach. Kompromisem jest wyższy koszt inwestycji w maszynę, bardziej zaawansowane programowanie CAM oraz większa wiedza i doświadczenie operatora.
| Typ osi | Najlepsze zastosowania | Poziom złożoności | Przykładowe typowe części |
|---|---|---|---|
| 3-osiowy | Płaskie powierzchnie, proste kontury, geometrie graniaste, cechy jednostronne | Niski do średni | Uchwyty, płyty, obudowy, obudowy płytek obwodów drukowanych, podstawowe elementy samochodowe |
| 4-osiowe | Części cylindryczne, elementy symetryczne, cechy obejmujące oś | Średni | Wały rozrządu, zębniki, wały, zawory, wirniki, kształtki rurociągowe |
| 5-osiowy | Złożone geometrie, kąty złożone, wcięcia, kształty organiczne, frezowanie wielościenne | Wysoki | Łopatki turbin, elementy konstrukcyjne do przemysłu lotniczego, implanty medyczne, zaawansowane formy, elementy samochodowe o wysokiej wydajności |
Dobór odpowiedniej metody obróbki na podstawie geometrii Twojego elementu
Gdy przesyłasz rysunki do producentów części CNC, oceniają oni kilka czynników, aby zalecić odpowiednią metodę obróbki. Zrozumienie ich logiki decyzyjnej pozwala Ci przewidywać zalecane rozwiązania oraz odpowiednio zaplanować budżet.
Dostępność powierzchni wpływa na wiele decyzji. Czy wszystkie kluczowe cechy można osiągnąć z jednego kierunku? Jeśli Twój detal przeznaczony do obróbki CNC wymaga dostępu narzędzi z wielu kierunków — na przykład element z cechami na pięciu ścianach — to obróbka 5-osiowa eliminuje zmiany ustawienia, które w przeciwnym razie zwiększyłyby koszty i ryzyko.
Złożoność geometryczna ma istotne znaczenie. Detale komponentów maszyn CNC o prostych krawędziach i płaskich powierzchniach zwykle nadają się do obróbki 3-osiowej. Dodanie powierzchni zakrzywionych obejmujących oś centralną czyni obróbkę 4-osiową odpowiednim wyborem. Wprowadzenie złożonych konturów, powierzchni rzeźbionych lub cech umieszczonych pod nietypowymi kątami sprawia, że obróbka 5-osiowa daje najlepsze rezultaty.
Wymagania tolerancyjne wpływa również na wybór procesu. Za każdym razem, gdy przedmiot obrabiany jest ponownie pozycjonowany, gromadzą się niewielkie odchylenia wyrównania. Dla detali frezowanych CNC, które wymagają ścisłych tolerancji na wielu cechach, jednoetapowa obróbka 5-osiowa zachowuje relacje wymiarowe, które uległyby pogorszeniu w wyniku wielokrotnego manipulowania przedmiotem.
Wolumen produkcji wpływa na równanie. Wysokie wolumeny produkcji mogą uzasadniać zastosowanie dedykowanych układów frezarskich o 3 lub 4 osiach zoptymalizowanych pod kątem szybkości. Mniejsze serie skomplikowanych części często korzystają z wydajności obróbki 5-osiowej, mimo wyższych stawek godzinowych.
Oto wewnętrzna perspektywa: nie należy automatycznie żądać najbardziej zaawansowanego procesu dostępnego na rynku. Kompetentny producent zaproponuje najbardziej opłacalne podejście do obróbki konkretnego kształtu Twojego elementu. Jeśli zaleca on obróbkę 3-osiową zamiast oczekiwanej 5-osiowej, to zazwyczaj dobrze wpływa to na Twój budżet — a nie świadczy o ograniczeniach jego możliwości.
Po wyjaśnieniu procesów obróbkowych kolejną kluczową decyzją jest dobór materiału — wybór, który ma bezpośredni wpływ na wymagane dopuszczalne odchyłki, jakość powierzchni oraz koszty produkcji.
Przewodnik wyboru materiału dla niestandardowych części obrobionych skrawaniem
Wybrałeś odpowiedni proces obróbki skrawaniem dla swojego projektu. Następnie należy podjąć decyzję, która wpływa na wszystko – od końcowej wydajności części po wynik finansowy Twojej firmy: wybór materiału. Wybranie niewłaściwego materiału może oznaczać części, które ulegają uszkodzeniu pod wpływem obciążeń, korodują przedwcześnie lub są znacznie droższe w produkcji, niż to konieczne.
Wiele zakupujących nie zdaje sobie sprawy z następującego faktu: materiał, który określasz, nie determinuje jedynie właściwości fizycznych. Ma on bezpośredni wpływ na czas obróbki, zużycie narzędzi, osiągalne wymiary tolerancyjne oraz jakość powierzchni końcowej. Doświadczeni producenci części CNC oceniają wybór materiału z taką samą starannością jak geometrię przy przygotowywaniu oferty cenowej na Twój projekt.
Zajmijmy się teraz dopasowaniem materiałów do wymagań Twojego zastosowania – i uniknijmy kosztownych błędów, które mogą sparaliżować realizację projektu produkcyjnego.
Aluminium kontra stal w przypadku części wykonanych metodą CNC
Podczas pozyskiwania niestandardowych części tokarskich pytanie o wybór między aluminium a stalą pojawia się nieustannie. Oba materiały dominują na rynku metalowych części obrobionych skrawaniem, ale pełnią one wyraźnie różne funkcje.
Stopy aluminium aluminium oferuje wyjątkową obrabialność — łatwo się go skrawa, generuje ono mniej ciepła i zapewnia doskonałe wykończenie powierzchni. Zgodnie z przewodnikami technologicznymi stosowanymi w branży, lekkość aluminium, odporność na korozję oraz możliwość anodowania czynią go popularnym wyborem w wielu gałęziach przemysłu. Powszechnie stosowane gatunki, takie jak 6061 i 7075, nadają się do większości zastosowań; gatunek 7075-T6 charakteryzuje się wytrzymałością zbliżoną do niektórych stali przy jednoczesnej istotnej zalety pod względem masy.
Rozważ zastosowanie aluminium, gdy potrzebujesz:
- Lekkich, metalowych części obrobionych skrawaniem do zastosowań lotniczych lub transportowych
- Wyjątkowa przewodność cieplna i elektryczna
- Naturalnej odporności na korozję bez konieczności dodatkowych obróbek
- Szybkich cykli obróbki skrawaniem, które zmniejszają koszt pojedynczej części
Stali i stali nierdzewnej zapewniają wyjątkową wytrzymałość, twardość i odporność na zużycie. Stale węglowe, takie jak 1018 i 4140, zapewniają trwałość w zastosowaniach konstrukcyjnych. Gatunki stali nierdzewnej — w szczególności 303, 304 i 316 — łączą wytrzymałość z doskonałą odpornością na korozję w trudnych warunkach środowiskowych.
Stal staje się odpowiednim wyborem, gdy:
- Największe znaczenie ma wysoka wytrzymałość mechaniczna i nośność
- Odporność na zużycie jest kluczowa dla elementów ruchomych
- Temperatura pracy przekracza granice dopuszczalne dla aluminium
- Efektywność kosztowa przeważa nad rozważaniami dotyczącymi masy
Jaka jest cena tego kompromisu? Stal wymaga niższych prędkości cięcia, powoduje większe zużycie narzędzi i zwykle wymaga dłuższego czasu obróbki skrawaniem. Te czynniki zwiększają koszty produkcji w porównaniu do równoważnych niestandardowych części metalowych z aluminium.
Właściwości materiału decydujące o wyborze procesu produkcyjnego
Ponad porównanie aluminium ze stalą, kilka innych materiałów odgrywa istotną rolę w obróbce części metalowych. Zrozumienie ich cech pozwala na skuteczną komunikację z producentami oraz na dokonywanie uzasadnionych wyborów specyfikacji.
Stopy tytanu (szczególnie Ti-6Al-4V) oferują wyjątkowe stosunki wytrzymałości do masy, odporność na korozję oraz biokompatybilność. Specyfikacje materiałowe stosowane w przemyśle lotniczym często wymagają zastosowania tytanu w elementach silników, podwozi oraz komponentach konstrukcyjnych. Tytan jednak stwarza trudności w obróbce — intensywne zużycie narzędzi, niska przewodność cieplna oraz konieczność stosowania specjalnych parametrów cięcia znacznie zwiększają koszty produkcji.
Mosiądz miedź łatwo się obrabia, zapewniając czyste cięcia i doskonałą jakość powierzchni przy minimalnym zużyciu narzędzi. Elementy niestandardowe z mosiądzu są powszechne w armaturze sanitarnej, łącznikach elektrycznych oraz dekoracyjnych elementach wyposażenia. Naturalna smarowość materiału oraz jego właściwości ułatwiające łamanie wióra czynią go szczególnie opłacalnym w produkcji masowej.
Tworzywa techniczne takie jak PEEK, Delrin (acetal) i PTFE znajdują zastosowanie tam, gdzie istotne są redukcja masy, odporność chemiczna lub izolacja elektryczna. Materiały te są obrabiane inaczej niż metale — wymagają ostrych narzędzi, odpowiednich prędkości skrawania oraz uwagi na nagrzewanie się, które może wpływać na stabilność wymiarową.
| Typ materiału | Podstawowe właściwości | Najlepsze zastosowania | Uwagi dotyczące obróbki | Koszt względny |
|---|---|---|---|---|
| Aluminium (6061, 7075) | Lekkie, odporność na korozję, doskonała obrabialność, dobra przewodność cieplna | Konstrukcje lotnicze, elementy samochodowe, obudowy urządzeń elektronicznych, produkty konsumenckie | Wysokie prędkości skrawania, niski zużycie narzędzi, możliwość uzyskania doskonałej jakości powierzchni | Niski do średni |
| Stal węglowa (1018, 4140) | Wysoka wytrzymałość, dobra odporność na zużycie, możliwość spawania, możliwość hartowania | Elementy konstrukcyjne, wały, zębniki, uchwyty, ogólne maszyny | Średnie prędkości skrawania, regularne zużycie narzędzi, często wymagane chłodzenie | Niski |
| Stal nierdzewna (303, 304, 316) | Odporność na korozję, wysoka wytrzymałość, odporność na wysokie temperatury, higieniczność | Urządzenia medyczne, przemysł spożywczy, zastosowania morskie, sprzęt chemiczny | Niższe prędkości skrawania, większe zużycie narzędzi, skłonność do utwardzania w procesie obróbki | Średni do wysoki |
| Tytan (Ti-6Al-4V) | Wyjątkowa wytrzymałość względem masy, biokompatybilność, odporność na korozję, stabilność w wysokich temperaturach | Silniki lotnicze i kosmiczne, implanty medyczne, wysokowydajne pojazdy samochodowe, przemysł morski | Wymagane specjalistyczne narzędzia, niskie prędkości skrawania, znaczny zużycie narzędzi, kluczowe znaczenie ma zarządzanie ciepłem | Wysoki |
| Mosiądz (C360, C260) | Doskonała obrabialność, odporność na korozję, dekoracyjny wygląd, działanie przeciwdrobnoustrojowe | Armatura sanitarno-wodna, złącza elektryczne, zawory, dekoracyjne elementy wyposażenia | Bardzo szybka obróbka, minimalne zużycie narzędzi, doskonałe tworzenie wiórków | Średni |
| Tworzywa inżynierskie (PEEK, Delrin) | Lekkość, odporność chemiczna, izolacja elektryczna, niskie tarcie | Elementy stosowane w medycynie, izolatory elektryczne, łożyska, uszczelki, przemysł spożywczy | Konieczność stosowania ostrych narzędzi, wrażliwość na ciepło, problemy z stabilnością wymiarową | Średni do wysoki |
W jaki sposób wybór materiału wpływa na wyniki projektu:
Dopuszczenia: Twardsze materiały, takie jak stal hartowana lub tytan, mogą zachowywać ścisłe допусki pod wpływem obciążeń, ale wymagają bardziej ostrożnej obróbki, aby je osiągnąć. Materiały miększe mogą lekko ulec odkształceniu podczas cięcia, co wymaga zastosowania strategii kompensacyjnych. Zgodnie ze specjalistami z zakresu obróbki skrawaniem twardość metalu wpływa na zużycie narzędzi, prędkość skrawania oraz jakość powierzchni – w przypadku metali miększych konieczne są dodatkowe środki zapewniające dokładność wymiarową.
Wykończenie powierzchni: Struktura ziarnista materiału wpływa na osiągalną jakość wykończenia powierzchni. Metale o drobnoziarnistej strukturze zwykle zapewniają lepszą jakość powierzchni, podczas gdy materiały o gruboziarnistej strukturze mogą pozostawiać widoczne ślady obróbki nawet przy optymalnych parametrach. Aluminium i mosiądz naturalnie zapewniają doskonałą jakość wykończenia; tytan oraz niektóre gatunki stali nierdzewnej wymagają dodatkowych operacji wykańczających.
Czasy realizacji: Popularne materiały, takie jak aluminium stopu 6061 lub stal nierdzewna 304, są łatwo dostępne. Materiały specjalne – np. tytan stosowany w przemyśle lotniczym i kosmicznym, konkretne stopy niklu lub certyfikowane materiały medyczne – mogą wymagać dłuższego czasu pozyskiwania, co wpływa na harmonogram realizacji projektu.
Producenci obsługujący sektory motocyklowy i lotniczy pracują z konkretnymi gatunkami materiałów w celu zapewnienia zgodności z wymaganiami certyfikacyjnymi. Obiekt certyfikowany zgodnie ze standardem IATF 16949, obsługujący łańcuchy dostaw dla przemysłu motocyklowego, przechowuje materiały spełniające specyfikacje producentów OEM. Producenci z branży lotniczej zapewniają dokumentację śledzenia pochodzenia materiałów spełniających normy AMS i ASTM. Gdy aplikacja wymaga materiałów certyfikowanych, należy zweryfikować zdolność dostawcy do pozyskania oraz udokumentowania odpowiednich gatunków materiałów.
Gdy zasady doboru materiałów są już zrozumiane, kolejnym kluczowym aspektem do rozważenia są specyfikacje tolerancji oraz certyfikaty jakości – czyli standardy określające precyzyjne wytwarzanie.

Wyjaśnienie precyzyjnych tolerancji oraz certyfikatów jakości
Wybrałeś/-aś materiał i określiłeś/-aś odpowiednią metodę obróbki. Nadszedł teraz moment rozmowy, która oddziela świadomych nabywców od tych, którzy płacą za precyzję, której nie potrzebują — albo co gorsza, otrzymują części, które nie działają prawidłowo. Zrozumienie specyfikacji dopuszczalnych odchyłek wymiarowych oraz certyfikatów jakości to nie tylko wiedza techniczna — to podstawa opłacalnej zakupowej strategii.
Gdy na rysunku widzisz wymiar taki jak „1,500 ± 0,005 cala”, zakres tej dopuszczalnej odchyłki określa, co jest akceptowalne. Jednak wiele nabywców przeocza następujący fakt: zawężenie tej odchyłki z ±0,005 do ±0,001 cala nie poprawia jedynie precyzji — może ono potroić lub nawet pięciokrotnie zwiększyć koszty produkcji . Podjęcie mądrych decyzji dotyczących dopuszczalnych odchyłek wymaga zrozumienia, co te cyfry rzeczywiście oznaczają w kontekście Twojego zastosowania.
Specyfikacje dopuszczalnych odchyłek wymiarowych wyjaśnione dla nabywców
Wyobraź sobie допuszczalne odchylenia jako „zakres dopuszczalny”, w ramach którego wymiary Twojego elementu mogą się różnić, a mimo to pozostają akceptowalne. Wał o średnicy określonej jako 10,00 mm ± 0,05 mm przejdzie kontrolę jakości przy każdej wartości z zakresu od 9,95 mm do 10,05 mm. Wydaje się to proste — jednak konsekwencje są głębsze.
Standardowe dopasowania reprezentują punkt optymalny, w którym precyzja spotyka się z praktycznością. W przypadku większości operacji frezowania CNC ±0,010 cala (±0,25 mm) zapewnia wyjątkową dokładność dla ogromnej większości komponentów mechanicznych. Poziom ten uwzględnia naturalne wahania wydajności maszyn, właściwości materiałów oraz warunków środowiskowych, zapewniając jednocześnie niezawodne dopasowanie i funkcjonalność.
Ściśle tolerancyjne przekraczają standardowe możliwości — zwykle wynoszą ±0,001 cala (±0,025 mm) lub są jeszcze bardziej restrykcyjne. Osiągnięcie takich tolerancji wymaga specjalistycznego sprzętu, niższych prędkości obróbki, kontrolowanych warunków środowiskowych oraz dodatkowych czynności kontrolnych. Zgodnie ze specjalistami z zakresu obróbki skrawaniem tolerancje na poziomie ±0,01 mm i niższe uznawane są za ultra-wysoką precyzję, co wiąże się ze znacznym wzrostem kosztów.
W przypadku precyzyjnych części maszynowych podana przez Ciebie wartość dopuszczalnego odchylenia bezpośrednio wpływa na metodę produkcji, wymagania dotyczące kontroli jakości oraz ostatecznie na budżet Twojego projektu.
| Zakres tolerancji | Klasifikacja | Typowe zastosowania | Wpływ na koszty |
|---|---|---|---|
| ± 0,010" (± 0,25 mm) | Standardowy / komercyjny | Elementy konstrukcyjne, obudowy, uchwyty, obudowy zewnętrzne, ogólne elementy wyposażenia | Poziom podstawowy (1x) |
| ±0,005 cala (±0,127 mm) | Precyzyjny przemysłowy | Zespolone zespoły montażowe, obudowy łożysk, precyzyjne uchwyty, automatyka przemysłowa | 1,5–2-krotność wartości bazowej |
| ±0,002 cala (±0,051 mm) | Wysoka Precyzja | Urządzenia medyczne, elementy konstrukcyjne do przemysłu lotniczego i kosmicznego, systemy optyczne, precyzyjne przyrządy pomiarowe | 2-3-krotnie więcej niż podstawa |
| ± 0,001" (± 0,025 mm) | Ultra-wysoka precyzja | Kluczowe dla lotu elementy konstrukcyjne do przemysłu lotniczego i kosmicznego, wszczepialne urządzenia medyczne, precyzyjne narzędzia | 3-5-krotność podstawy |
| ±0,0005 cala (±0,013 mm) | Ekstremalna precyzja | Zastosowania kosmiczne, przyrządy o najwyższej precyzji, wzorce pomiarowe | 5× i więcej w porównaniu do poziomu podstawowego |
Kiedy dokładne tolerancje rzeczywiście mają znaczenie
Oto wewnętrzna wiedza, która może zaoszczędzić Państwu znaczne kwoty: ścisłe допусki powinny być stosowane wyłącznie w odniesieniu do cech, dla których funkcjonalność rzeczywiście tego wymaga. Mądry podejście zakłada stosowanie ścisłych допусków jedynie na kluczowych powierzchniach styku, podczas gdy w obszarach niemających znaczenia funkcjonalnego stosuje się допусki standardowe.
Ścisłe допусki stają się konieczne, gdy:
- Funkcja komponentu zależy od precyzyjnych zależności wymiarowych — np. wałów w łożyskach precyzyjnych lub tłoków w cylindrach hydraulicznych
- Wielokrotne części wzajemnie oddziałujące generują zagadnienia związane z kumulacją допусków, które mogą wpływać na ogólną wydajność zmontowanego zespołu
- Wymagania regulacyjne nakładają określone normy precyzji w przypadku zastosowań krytycznych pod względem bezpieczeństwa
- Powierzchnie uszczelniające muszą zapobiegać wyciekom w elementach zawierających ciśnienie
Dopусki standardowe sprawdzają się wyjątkowo dobrze w przypadku:
- Elementów konstrukcyjnych, gdzie istotniejszy jest dokładny dobór niż bezwzględna dokładność wymiarowa
- Obudów, uchwytów montażowych oraz konstrukcji nośnych
- Zastosowań, w których projekt zakłada odpowiednie luzy
- Niekluczowe funkcje, takie jak pokrywy, obudowy i elementy dekoracyjne
Kluczem jest zrozumienie swoich wymagań funkcjonalnych. Jeśli wykonywane metodą CNC komponenty precyzyjne spełniają swoje przeznaczenie w sposób niezawodny w ramach standardowych zakresów tolerancji, dodatkowe wymagania niestandardowe zwiększają koszty i złożoność bez poprawy wydajności.
Rozważ poniższe praktyczne porównanie zaproponowane przez specjalistów od tolerancji: osiągnięcie tolerancji ±0,05 mm to tak, jakby trafić w jabłko z odległości 10 metrów przy użyciu standardowych procesów, podczas gdy tolerancja ±0,01 mm odpowiada trafieniu w wiśnię z odległości 50 metrów. Osiągnięcie tej drugiej wymaga bardziej stabilnych maszyn, ostrzejszych narzędzi, surowszych kontroli warunków środowiskowych oraz zaawansowanego sprzętu pomiarowego – wszystkie te czynniki przyczyniają się do wykładniczego wzrostu kosztów.
Certyfikaty jakości definiujące standardy produkcji
Poza tolerancjami certyfikaty jakości informują o systematycznych kontrolach, jakie producent wprowadza w swojej działalności. Nie są to jedynie ozdobniki ścienne – reprezentują one rygorystyczne audyty procesów, dokumentacji oraz systemów ciągłego doskonalenia.
ISO 9001:2015 stanowi podstawowy standard jakości uznawany na całym świecie. Zgodnie z ekspertów ds. certyfikacji , opiera się on na zasadach zarządzania jakością, w tym silnym skupieniu na potrzebach klienta, zaangażowaniu kierownictwa najwyższego szczebla, podejściu procesowym oraz ciągłym doskonaleniu. Zgodność z normą ISO 9001 pomaga zapewnić klientom spójne i wysokiej jakości produkty. Certyfikat ten jest odpowiedni dla ogólnych zastosowań produkcyjnych w różnych branżach.
AS9100D opiera się na normie ISO 9001, dodając surowe wymagania specyficzne dla potrzeb jakościowych przemysłu lotniczego. Norma AS9100, wspierana przez Międzynarodową Grupę Jakości Lotniczej (IAQG), reprezentującą główne światowe firmy z branży lotniczej, obejmuje zarządzanie ryzykiem, zarządzanie konfiguracją, zapobieganie wykorzystywaniu części podrabianych oraz dodatkowe wymagania dotyczące bezpieczeństwa. Jeśli produkujesz precyzyjne, obrabiane części krytyczne dla lotu, dostawcy muszą posiadać certyfikat zgodności z tą normą.
ISO 13485 ustala wymagania dotyczące systemu zarządzania jakością w produkcji wyrobów medycznych. Zapewnia ona, że procesy są zgodne z obowiązującymi przepisami regulacyjnymi dotyczącymi urządzeń bezpośrednio wpływających na bezpieczeństwo pacjentów. Komponenty medyczne wymagają zazwyczaj tolerancji w zakresie ±0,005 cala do ±0,002 cala, połączonych z możliwościami pracy w pomieszczeniach czystych (cleanroom) oraz kompleksową dokumentacją śledzoności.
IATF 16949 dotyczy w szczególności łańcuchów dostaw motocyklowych i samochodowych, podkreślając zapobieganie wadom, redukcję odchyłek oraz eliminację marnotrawstwa. Producenti samochodowi wymagają tej certyfikacji od dostawców produkujących precyzyjne części CNC do pojazdów, zapewniając spójność w ramach masowej produkcji.
Przy ocenie producentów części do maszyn CNC należy dopasować ich certyfikaty do wymagań branżowych. Producent posiadający wyłącznie certyfikat ISO 9001 nie może dostarczać komponentów do przemysłu lotniczego i kosmicznego, które wymagają zgodności z normą AS9100D — niezależnie od jego możliwości frezowania.
Zrozumienie tolerancji i certyfikatów pozwala na prowadzenie świadomych rozmów z potencjalnymi dostawcami. Następnym krokiem jest opracowanie systemowego podejścia do oceny i porównywania producentów — zapewniającego współpracę z zakładami zdolnymi do spełnienia konkretnych wymagań zamówienia.
Jak oceniać i porównywać producentów części CNC
Zdefiniowałeś swoje допuszczalne odchylenia, wybrałeś materiały oraz rozumiesz procesy obróbki skrawaniem wymagane przez Twój projekt. Teraz nadchodzi być może najważniejsza decyzja w całej ścieżce pozyskiwania dostawców — wybór odpowiedniego partnera produkcyjnego. To właśnie w tym miejscu wielu zakupowych popełnia błędy, wybierając dostawców głównie na podstawie ofert cenowych, a nie kompleksowej oceny ich kompetencji.
Oto prawda: najniższa oferta rzadko przekłada się na najniższy całkowity koszt. Ukryte wydatki wynikające z problemów jakościowych, awarii komunikacji oraz przeterminowanych dostaw często znacznie przewyższają oszczędności uzyskane na etapie początkowym. Opracowanie systematycznej metodyki oceny chroni Twoje projekty i buduje relacje z producentami części obrobionych, którzy są w stanie wspierać Twoją długoterminową sukces.
Pięciostopniowy model oceny producentów
Porównując producentów części obrabianych, zastosowanie ustrukturyzowanego podejścia pozwala uniknąć kosztownych przeoczeń. Ramy tej metody zostały dopracowane w wyniku licznych – zarówno udanych, jak i nieudanych – relacji z dostawcami. Postępuj systematycznie zgodnie z poniższymi krokami, aby zidentyfikować partnerów zapewniających stałą jakość, a nie usprawiedliwienia.
-
Zweryfikuj certyfikaty i standardy zgodności
Zacznij od warunków niedyskutowalnych. Zgodnie z eksperci ds. pozyskiwania branżowego certyfikaty takie jak ISO 9001, IATF 16949 lub AS9100D świadczą o zorganizowanych procesach oraz powtarzalnej jakości. Wymagaj aktualnych certyfikatów – nie wygasłych – oraz potwierdź, że ich zakres obejmuje konkretne usługi, których potrzebujesz. Producent certyfikowany do operacji toczenia może nie posiadać certyfikatu dla złożonego frezowania wieloosiowego. Dopasuj certyfikaty do wymagań Twojej branży przed przejściem do kolejnych etapów. -
Oceń możliwości wyposażenia i kompetencje techniczne
Oceń, czy dostawca wykorzystuje zaawansowane tokarki CNC, frezarki, szlifierki oraz maszyny pomiarowe współrzędnościowe (CMM). Zespół techniczny powinien wykazać biegłość w obsłudze narzędzi CAD/CAM oraz obróbki wieloosiowej. Zadaj konkretne pytania: jakie marki maszyn obsługuje? Jaki jest maksymalny wymiar obsługiwanej części? Czy jest w stanie spełnić Twoje specyfikacje materiałowe? Dostawcy precyzyjnie obrobionych części inwestują w sprzęt odpowiadający ich deklaracjom jakości — przestarzałe maszyny są sprzeczne z zapewnieniami dotyczącymi ścisłych допусków. -
Przejrzyj procesy kontroli jakości
Ten krok oddziela poważnych producentów precyzyjnie obrabianych elementów od warsztatów, które jedynie posiadają wyposażenie CNC. Zapytaj o ich narzędzia pomiarowe — np. śruby kontrolne, mikrometry, współrzędnościowe maszyny pomiarowe (CMM) — oraz zażądaj przykładowych raportów z badań. Zapoznaj się z ich wdrożeniem Statystycznej Kontroli Procesu (SPC). Czy monitorują one kluczowe wymiary w trakcie całej serii produkcyjnej, czy sprawdzają jedynie gotowe części? Według specjalistów ds. jakości w produkcji odpowiednia dokumentacja kontroli jakości jest kluczowa dla branż regulowanych, takich jak przemysł lotniczy lub motocyklowy. -
Oceń reaktywność w komunikacji
Wyślij pytania techniczne i obserwuj jakość oraz szybkość odpowiedzi. Doświadczeni dostawcy wykazują zdolność do zrozumienia rysunków technicznych, udzielania uwag dotyczących projektowania pod kątem możliwości produkcyjnych (DFM) oraz proponowania alternatywnych rozwiązań obróbkowych. Szybka i jasna komunikacja zapewnia, że nie zostaniesz pozostawiony w ciemnie w przypadku wystąpienia problemów. Dostawca, który zwleka z odpowiedzią w fazie przygotowywania oferty, prawdopodobnie będzie frustrującym partnerem w trakcie produkcji. -
Zażądaj próbek części
Zanim przejdzie się do produkcji seryjnej, należy zamówić prototypy lub próbki. Pozwala to zweryfikować rzeczywiste możliwości dostawcy, a nie tylko te deklarowane. Należy ocenić dokładność wymiarową, jakość wykończenia powierzchni oraz jakość dokumentacji. Zgodnie z przewodnikami zakupowymi CNC rozpoczęcie współpracy z projektem prototypowym jest najszybszym sposobem weryfikacji rzeczywistej kompetencji dostawcy, dyscypliny procesowej oraz podejścia jakościowego przed przejściem do pełnej produkcji.
Zrozumienie statystycznej kontroli procesów (SPC) i pomiarów za pomocą współrzędnościowej maszyny pomiarowej (CMM)
Dwa pojęcia kontroli jakości wymagają bardziej szczegółowego wyjaśnienia, ponieważ stanowią podstawową różnicę między wykwalifikowanymi producentami części CNC a podstawowymi warsztatami obróbkowymi.
Sterowanie procesem statystycznym (spc) monitoruje produkcję w czasie rzeczywistym, śledząc trendy wymiarowe zanim części wyjdą poza zakres dopuszczalnych odchyłek. Zamiast odkrywać problemy po zakończeniu partii, statystyczne sterowanie procesem (SPC) wykrywa początki przesunięć w procesach — umożliwiając korekty jeszcze przed wytworzeniem odpadów. Dla dostawców precyzyjnych części obrabianych w dużych ilościach SPC jest niezbędne do zapewnienia spójności wśród tysięcy identycznych komponentów.
Kontrola za pomocą maszyny pomiarowej współrzędnościowej (CMM) zapewnia trójwymiarową weryfikację złożonych geometrii. Te zaawansowane urządzenia mierzą punkty na powierzchniach części, porównując rzeczywiste wymiary z modelami CAD z dokładnością na poziomie mikronów. Gdy dostawca części obrabianych podaje ścisłe допuszczalne odchyłki, zapytaj, jak weryfikuje zgodność z nimi. Raporty z inspekcji wykonanej za pomocą maszyn pomiarowych współrzędnościowych (CMM) stanowią udokumentowane potwierdzenie zgodności części ze specyfikacjami — co ma kluczowe znaczenie w zastosowaniach lotniczych, medycznych i motocyklowych, wymagających pełnej śledzilności.
Sygnały ostrzegawcze podczas weryfikacji dostawców CNC
Ponad to, jakie cechy należy uwzględnić przy wyborze partnera – rozpoznawanie sygnałów ostrzegawczych pozwala uniknąć niekorzystnych współpracy. Zwracaj szczególną uwagę na następujące niepokojące wskaźniki:
- Niechęć do udostępniania certyfikatów lub możliwości inspekcyjnych: Poważni producenci części obrobionych skrzętnie prezentują swoje uprawnienia i chętnie uczestniczą w dyskusjach na temat swoich zakładów.
- Wyceny znacznie poniżej stawek rynkowych: Nierealistyczne ceny często sygnalizują kompromisy w zakresie materiałów, kontroli jakości lub procesów produkcyjnych, które później ujawniają się jako wady.
- Niejasne odpowiedzi dotyczące wyposażenia lub procesów: Wiarygodni dostawcy precyzyjnie określają swoje możliwości — modele maszyn, osiągane dokładności wymiarowe, sprzęt pomiarowy i kontrolny.
- Brak opinii DFM (Design for Manufacturability) dotyczącej złożonych projektów: Doświadczeni producenci identyfikują potencjalne problemy i proponują ulepszenia. Milczenie w kwestii wykonalności produkcyjnej sugeruje brak doświadczenia lub obojętność.
- Słabe praktyki dokumentowania: Zażądaj raportów z inspekcji próbek oraz certyfikatów materiałów. Dostawcy nieposiadający możliwości przedstawienia uporządkowanej dokumentacji prawdopodobnie nie stosują systemowych procesów zapewnienia jakości.
- Niechęć do przedstawienia referencji: Uznani dostawcy precyzyjnych części obrobionych utrzymują zadowolonych klientów, którzy chętnie dzielą się swoimi doświadczeniami.
Kompromisy związane z produkcją krajową a zagraniczną
Położenie geograficzne dostawcy części obrobionych skrawaniem ma istotny wpływ na wyniki projektu. Zrozumienie tych kompromisów pozwala podejmować strategiczne decyzje zakupowe zgodne z priorytetami firmy.
Krajowa obróbka CNC ofertuje przekonujące zalety w wielu zastosowaniach. Zgodnie z badaniami nad źródłami produkcji przemysłowej, produkcja krajowa zapewnia bliską zgodność geograficzną między zespołami projektowymi a zakładami produkcyjnymi. Do korzyści należą krótsze czasu realizacji zamówień, lepsza komunikacja, łatwiejsza współpraca podczas zmian projektowych oraz większa kontrola jakości produkcji. Bliskość umożliwia rozwiązywanie problemów w czasie rzeczywistym oraz szybsze wprowadzanie modyfikacji inżynieryjnych.
Terminy realizacji preferują znacznie partnerów krajowych. Przetwarzanie poza granicami kraju wymaga uwzględnienia międzynarodowej przewozu towarów, odbioru celnego oraz potencjalnych opóźnień w portach. Zgodnie z raportem firmy Deloitte ponad 40% światowych producentów wskazało niestabilność zakupów zagranicznych jako jeden z najważniejszych ryzyk operacyjnych. Dostawcy krajowi działają w ramach bezpiecznych sieci logistycznych, co zmniejsza zmienność czasów realizacji zamówień i wspiera ciągłość działania przedsiębiorstwa.
Komunikacja wyzwania mnożą się w przypadku dostawców zagranicznych. Różnice stref czasowych, bariery językowe oraz kulturowe różnice w praktykach biznesowych mogą opóźnić rozstrzygnięcie problemów technicznych. Gdy pojawiają się zmiany projektowe — a zawsze tak się dzieje — partnerzy krajowi wprowadzają modyfikacje w ciągu kilku dni, a nie tygodni.
Ochrona własności intelektualnej znacznie różni się w zależności od jurysdykcji. Przetwarzanie poza granicami kraju wymaga przesyłania plików projektowych przez międzynarodowe sieci, co wprowadza punkty podatne na ataki. Według specjalistów ds. ochrony praw własności intelektualnej dane mogą zostać przechwycone, skopiowane lub wykorzystane bez upoważnienia, zwłaszcza w regionach o słabej ochronie praw własności intelektualnej. Produkcja krajowa zapewnia wyższy stopień zabezpieczenia przed nieuprawnioną reprodukcją, co pozwala zachować przewagę konkurencyjną.
Rozważania dotyczące kosztów wymagają szczegółowej analizy. Opcje zagraniczne mogą oferować niższą cenę jednostkową, ale pełny koszt dostarczenia towaru do odbiorcy przedstawia kompleksowy obraz sytuacji. Należy uwzględnić koszty transportu, cła celne, kontroli jakości, zapasów buforowych wynikających z dłuższych czasów realizacji oraz potencjalnych kosztów poprawek. Według analityków kosztów produkcji te ukryte koszty mogą znacząco, a nawet całkowicie, zniwelować pozorne oszczędności wynikające ze źródeł zagranicznych.
Wybór między produkcją krajową a zagraniczną zależy ostatecznie od konkretnych potrzeb Twojego produktu, wrażliwości zastosowania oraz poziomu nadzoru wymaganego przy produkcji. Wymagania dotyczące precyzji, ograniczenia czasu realizacji, ochrona własności intelektualnej oraz standardy zgodności odgrywają kluczową rolę przy wyborze odpowiedniego podejścia.
Gdy masz już jasny ramowy schemat oceny dostawców, kolejnym krokiem jest przygotowanie dokumentacji umożliwiającej uzyskanie dokładnych ofert i efektywne realizowanie projektu — często pomijaną sztukę tworzenia profesjonalnych pakietów wniosków o ofertę (RFQ).
Przygotuj swój wniosek o ofertę jak profesjonalista
Zidentyfikowałeś obiecujące firmy produkcyjne i wiesz, co odróżnia kompetentnych dostawców od tych pozornie takich. Nadszedł teraz etap, który wielu zakupowych przyspiesza — i później płaci za to opóźnieniami, koniecznością ponownego żądania ofert oraz uciążliwą komunikacją w tył i w przód. Twój pakiet wniosku o ofertę (RFQ) stanowi właściwie pierwsze wrażenie i bezpośrednio decyduje o szybkości oraz dokładności odpowiedzi ze strony producentów.
Oto tajemnica znana tylko wewnątrz firmy: kompletna oferta techniczno-handlowa (RFQ) pozwala uzyskać jeszcze tego samego dnia opinie DFM oraz wiarygodne wyceny. Brak informacji? Spodziewaj się opóźnień w harmonogramie, zawyżonych ofert cenowych mających zrekompensować niepewność oraz ryzyka w planowaniu procesu. Zgodnie z specjaliści od precyzyjnej produkcji niekompletne zapytania ofertowe powodują kosztowną wymianę korespondencji, która opóźnia projekty jeszcze przed ich rozpoczęciem.
Przygotowanie oferty techniczno-handlowej (RFQ) w celu szybszego i dokładniejszego wyceniania
Traktuj swój pakiet ofertowy (RFQ) jako kompleksowy dokument briefingu. Im bardziej szczegółowa jest Twoja oferta, tym dokładniejsza będzie odpowiedź. Gdy produkcja części niestandardowych wymaga precyzyjnych specyfikacji, szacunki prowadzą do błędów, które narastają w całym cyklu produkcyjnym.
Zanim skontaktujesz się z jakimkolwiek producentem, zgromadź następujące niezbędne elementy:
- Pliki CAD i rysunki techniczne: Dostarcz zarówno modele 3D (w formacie STEP lub IGES), jak i rysunki 2D w formacie PDF. Zgodnie z Ekspertami obróbki CNC wiele zakupujących popełnia błąd, dołączając jedynie plik STEP. Plik PDF zawiera kluczowe uwagi dotyczące допuszczalnych odchyłek wymiarowych, materiałów, obróbki cieplnej, wykończenia powierzchni oraz wymagań dotyczących końcowego wykończenia, które umożliwiają dokonanie dokładnej wyceny.
- Specyfikacje materiału: Określ dokładne gatunki — np. „6061-T6”, a nie tylko „aluminium”. Zgodnie ze specjalistami z zakresu produkcji określenie „stainless” bez podania konkretnego gatunku prowadzi do bardzo różnych danych technologicznych cięcia i kosztów, co zmusza dostawców do zawyżenia cen w celu zabezpieczenia się przed niepewnością.
- Wymagania dotyczące tolerancji: Wskazuj krytyczne wymiary wraz z dopuszczalnymi odchyłkami. W odpowiednich przypadkach uwzględnij specyfikacje GD&T (Geometric Dimensioning and Tolerancing). Zaznacz elementy niosące ryzyko, takie jak cienkie ścianki, głębokie wgłębienia, długie gwinty lub małe promienie zaokrągleń, które wymagają szczególnej uwagi.
- Potrzeby ilościowe: Określ, czy chodzi o prototyp, małą serię czy produkcję seryjną. Podaj ilości na zamówienie oraz prognozowane roczne zużycie. Informacje te mają wpływ na decyzje dotyczące narzędzi, cenowanie partii oraz harmonogramowania.
- Wymagania dotyczące jakości powierzchni: Określ docelowe wartości chropowatości (Ra 1,6, Ra 3,2 itd.) oraz dodatkowe rodzaje wykończenia powierzchni — rodzaj i kolor anodowania, powłoka chemiczna, pasywacja, piaskowanie czy elektropolerowanie. Wskazanie stref powierzchni funkcjonalnych i estetycznych.
- Operacje wtórne: Wymień wymagane procesy po obróbce skrawaniem: hartowanie, metalizację, powłoki ochronne, montaż lub inne operacje. Podaj specyfikacje gwintów, w tym system, klasę i głębokość (np. M6×1,0–6H, głębokość 12 mm).
- Termin dostawy: Podaj przewidywane daty wysyłki lub dopuszczalne okresy czasu. Unikaj niejasnych określeń takich jak „jak najszybciej” — podaj konkretne daty lub zakresy czasowe umożliwiające realistyczne zaplanowanie produkcji.
- Parametry budżetowe: Choć dane te nie zawsze są udostępniane na wstępie, podanie zakresów budżetowych pomaga producentom zaproponować alternatywy o korzystnym stosunku jakości do ceny, gdy Twoje specyfikacje pozwalają na pewną elastyczność.
Informacje, których potrzebują od Ciebie producenci
Ponadto znajomość tego, jak producenci rzeczywiście wykorzystują przekazane im informacje, pozwala Ci dostarczać je bardziej skutecznie. Gdy części obrobione skrawaniem potrzebne do realizacji Twojego projektu trafiają na biurko inżyniera odpowiedzialnego za przygotowanie oferty, inżynierowie oceniają jednocześnie kilka czynników.
Kontrola wersji ma kluczowe znaczenie. Zgodnie z opiniami specjalistów przygotowujących zapotrzebowania ofertowe (RFQ), jednym z najbardziej demoralizujących skutków jest dostawa produktów wyprodukowanych zgodnie ze starszą wersją rysunku technicznego — co czyni je zupełnie bezużytecznymi. Każda zmiana wymaga przypisania nowego numeru wersji, a każdorazowo należy odnosić się do tej wersji i weryfikować ją u producentów przy każdym zamówieniu.
Kontekst przyspiesza zrozumienie. Udostępnij szkice złożeniowe, wyjaśnij funkcję danej części, zidentyfikuj elementy współpracujące oraz poinformuj o swoich priorytetowych kompromisach między kosztem a czasem realizacji zamówienia. Inżynierowie z dziesięcioletnim doświadczeniem potrafią zauważyć wady konstrukcyjne lub ryzyka produkcyjne, których Państwo mogliby nie dostrzec — ale tylko wtedy, gdy zrozumieją kontekst zastosowania.
Wymagania dotyczące kontroli jakości wpływają na harmonogram i koszt. Określ, czy wymagane jest badanie pierwszego egzemplarza (FAI), 100-procentowa kontrola jakości czy próbkowanie zgodnie z poziomem AQL. Wskazówka dotycząca wymaganych dokumentów: raporty pomiarów wymiarowych, dane z maszyny pomiarowej trójwymiarowej (CMM), certyfikaty materiałów, zgodność z dyrektywami RoHS/REACH lub pakiety PPAP. Zgodnie z opiniami specjalistów ds. jakości, wykonanie FAI oraz kontroli CMM zwykle wydłuża czas realizacji o 0,5–2 dnia, w zależności od liczby i złożoności części.
Typowe błędy powodujące opóźnienia w projektach niestandardowych części CNC:
- Przesyłanie wyłącznie rysunków 2D bez plików STEP — sprawdzanie dostępności i planowanie torów narzędzia znacznie się spowalnia
- Pominięcie jednostek miary lub tolerancji — prowadzi do przyjęcia domyślnych założeń, które mogą nie odpowiadać Państwa intencjom
- Wskazanie „anodowania” bez podania typu lub koloru — brak informacji o cyklach outsourcingu oraz wymaganiach dotyczących odzysku wymiarów
- Brak informacji o systemie gwintu, klasie dopasowania lub głębokości gwintu — zwiększa ryzyko konieczności poprawek
- Brak podania ilości zamawianych części — uniemożliwia zaplanowanie uchwytów produkcyjnych lub obliczenie rabatów hurtowych
- Nierealistyczne tolerancje na cechy niefunkcjonalne — powodują wzrost kosztów bez dodatkowej wartości funkcjonalnej
Zgodnie z ekspertami ds. komunikacji w produkcji, pakiet wniosku o ofertę (RFQ) powinien zawierać wystarczająco szczegółowe informacje, aby każdy producent postępujący zgodnie ze specyfikacjami mógł wykonać produkt w sposób identyczny. Jak jasno przekazać zamiar projektowy? Poprzez kompleksową, jednoznaczną dokumentację, która nie pozostawia miejsca na interpretacje.
Gdy pakiet wniosku o ofertę (RFQ) zostanie prawidłowo przygotowany, zrozumienie czynników wpływających na cenę pozwala na inteligentną analizę ofert oraz wykrycie możliwości optymalizacji kosztów – tematu, który omówimy w dalszej części.
Czynniki wpływające na cenę i oczekiwania dotyczące czasu realizacji
Przesłałeś/aś kompleksowy pakiet wniosku o ofertę (RFQ) do kilku producentów. Teraz zaczynają napływać oferty – a różnice w cenach wydają się zagadkowe. Jeden dostawca podaje cenę 45 USD za sztukę, podczas gdy inny oferuje 120 USD za pozornie identyczne specyfikacje. Co się w rzeczywistości dzieje? Zrozumienie czynników wpływających na koszty frezowania CNC przekształca Cię z zdezorientowanego kupującego w świadomego negocjatora.
Oto czego większość kupujących nigdy się nie uczy: ceny nie są przypadkowe. Każdy dolar w ofercie CNC ma swoje źródło w konkretnych czynnikach kosztowych, które często można wpływać poprzez mądre decyzje projektowe i strategiczne specyfikacje. Zdekodujmy, co rzeczywiście określa koszty Twojego projektu.
Co faktycznie wpływa na koszty obróbki CNC
Gdy producenci ustalają cenę dla Twoich części frezowanych, oceniają wiele wzajemnie powiązanych czynników. Zgodnie z analiza kosztów branżowych , rodzaj materiału, złożoność projektu, czas obróbki oraz wymagania dotyczące wykończenia odgrywają istotną rolę przy końcowej wycenie. Zrozumienie każdego z tych elementów pozwala określić, gdzie istnieje możliwość elastyczności — a gdzie koszty są niepodlegające negocjacji.
| Czynnik kosztowy | Poziom uszkodzenia | Co na nią wpływa | Kontrola ze strony kupującego |
|---|---|---|---|
| Koszty materiału | Średni do wysoki | Rodzaj materiału, specyfikacja gatunku, dostępność materiału w magazynie, procent odpadów podczas obróbki | Wysoki — dobór materiałów ma bezpośredni wpływ na koszty podstawowe |
| Złożoność części | Wysoki | Liczba cech konstrukcyjnych, skomplikowane geometrie, obróbka wielu powierzchni, wymagania dotyczące specjalistycznego narzędzi | Średnia — uproszczenie projektu skraca czas programowania i obróbki |
| Wymagania tolerancyjne | Wysoki | Specyfikacje dokładności, intensywność kontroli, wolniejsze prędkości obróbki w celu uzyskania ścisłych допусków | Wysoki—stosowanie ścisłych допусków wyłącznie tam, gdzie jest to konieczne z funkcjonalnego punktu widzenia |
| Opracowanie powierzchni | Średni | Wymagane wartości chropowatości, dodatkowe operacje wykańczania, specjalistyczne zabiegi | Średni—różnicowanie powierzchni estetycznych od funkcjonalnych |
| Wolumen Zamówienia | Bardzo wysoki | Amortyzacja kosztów przygotowania stanowiska, uzasadnienie inwestycji w oprzyrządowanie, rabaty hurtowe za materiał | Wysoki—decyzje dotyczące ilości mają znaczący wpływ na cenę jednostkową |
| Operacje wtórne | Średni do wysoki | Ulepszanie cieplne, metalizacja, powłoki ochronne, montaż, dodatkowa obsługa oraz koordynacja usług zewnętrznych | Średni—konsolidacja operacji lub dostosowanie specyfikacji |
| Pilność terminu realizacji | Średni | Opłaty za przyspieszenie realizacji, szybkie pozyskiwanie materiałów, nadgodziny, zakłócenia harmonogramu | Wysoki—planowanie z wyprzedzeniem pozwala uniknąć opłat premiowych |
Koszty materialne ustal swoją podstawę cenową. Zgodnie z ekspertami ds. kosztów obróbki, materiały takie jak aluminium i stal węglowa są zazwyczaj tańsze, podczas gdy stal nierdzewna, tytan oraz stopy specjalne mogą znacznie zwiększyć koszty. Dodatkowo, obrabialność wpływa na szybkość, z jaką narzędzia tną materiał — twardsze metale wymagają wolniejszych prędkości posuwu i powodują większe zużycie narzędzi, co generuje pośrednie koszty.
Złożoność części wpływa na czas obróbki, który stanowi jeden z największych składników kosztu. Skomplikowane geometrie, ścisłe допусki oraz obróbka wielu powierzchni wymagają dłuższego czasu programowania i obróbki. Zgodnie z badaniami nad kosztami prototypowania CNC, złożoność konstrukcji może zwiększyć czas obróbki o 30–50%, co bezpośrednio wpływa na końcową kwotę rachunku. Części, w których należy usunąć 80% lub więcej materiału wyjściowego, wiążą się również z wyższymi kosztami ze względu na wydłużony czas obróbki oraz zwiększone zużycie narzędzi.
Wymagania tolerancyjne powodują wykładniczy wzrost kosztów. Zgodnie z analizami ekspertów z zakresu precyzyjnej produkcji, ścisłe допусki wynoszące ±0,001 cala mogą czterokrotnie zwiększyć koszty w porównaniu do standardowych допусków wynoszących ±0,005 cala. Każda obrabiana część wymagająca ultra-dokładnych wymiarów wymaga niższych prędkości obróbki, specjalistycznego narzędzi i dodatkowej kontroli jakości — wszystko to wpływa na wysokość Twojego rachunku.
Ceny hurtowe i ekonomia prototypów
Prawdopodobnie żaden inny czynnik nie wpływa tak dramatycznie na cenę jednostkową jak wielkość zamówienia. Zrozumienie tej zależności pozwala podejmować strategiczne decyzje dotyczące serii prototypowych w porównaniu do ilości produkcyjnych.
Rozważmy następujący przykład z badań nad ekonomiką produkcji: pojedynczy prototyp może kosztować 500 USD, podczas gdy zamówienie 10 sztuk obniża cenę jednostkową do około 300 USD za sztukę. Dla większych partii – powyżej 50 sztuk – koszty mogą spadać nawet o 60%, co przekłada się na cenę jednostkową rzędu ok. 120 USD przy zachowaniu identycznej jakości i specyfikacji.
Dlaczego różnice są tak znaczne? Ekonomika ta opiera się na podziale kosztów na stałe i zmienne:
- Koszty stałe pozostają stałe niezależnie od ilości — programowanie, przygotowanie CAD/CAM, tworzenie przyrządów i uruchomienie. Te jednorazowe koszty, zwykle w zakresie 200–500 USD, są rozliczane na całą zamówioną ilość. Jeden element ponosi cały ten koszt; pięćdziesiąt elementów dzieli go na części.
- Koszty zmienne rosną wraz z ilością — materiał, czas obróbki na pojedynczy element oraz kontrola jakości. Korzystają one z zysków wynikających ze wzrostu efektywności, gdy operatorzy optymalizują procesy podczas dłuższych serii.
- Rabaty na materiał wступają w życie przy wyższych objętościach zamówienia. Zgodnie ze specjalistami ds. pozyskiwania materiałów, zakupy hurtowe zwykle uprawniają do rabatów w wysokości 10–25%, co daje dodatkowe obniżenie kosztu jednostkowego.
Praktyczne zastosowanie: Jeśli opracowujesz nowe komponenty frezowane CNC i potrzebujesz prototypów do testów, rozważ zamówienie 3–5 sztuk zamiast pojedynczego egzemplarza. Uzyskasz zapasowy prototyp do testów niszczących, jednocześnie znacznie obniżając inwestycję przypadającą na jednostkę. Koszt krańcowy dodatkowych prototypów jest znacznie niższy niż zamówienie ich osobno w późniejszym terminie.
Optymalizacja projektu pod kątem technologii produkcji w celu obniżenia kosztów
To miejsce, w którym świadomi nabywcy uzyskują istotne korzyści. Efektywne wytwarzanie części maszyn produkcyjnych wymaga projektów zoptymalizowanych pod kątem procesów CNC — nawet niewielkie zmiany mogą przynieść znaczne oszczędności bez utraty funkcjonalności.
Zgodnie z ekspertami ds. projektowania z myślą o wykonywalności (DFM), kilka zasad projektowych pozwala bezpośrednio obniżyć koszty produkcji:
Unikaj głębokich otworów i wgłębień. Te cechy powodują problemy wpływające na jakość wykończenia i precyzję, a także mogą prowadzić do uszkodzenia narzędzi. Często wymagają one wielokrotnych przejść frezarskich w celu prawidłowego wykonania, co wydłuża czas obróbki i w konsekwencji zwiększa koszt Twojej części.
Zminimalizuj ostre narożniki wewnętrzne. Frezy czołowe CNC mają kształt okrągły, dlatego pozostawiają promienie zaokrąglenia w narożnikach wewnętrznych. Oste narożniki wewnętrzne wymagają zastosowania specjalistycznych narzędzi lub dodatkowych operacji, takich jak obróbka elektroerozyjna (EDM) — co znacznie zwiększa koszty. Zamiast tego zaleca się stosowanie zaokrągleń wewnętrznych (filletów) dopasowanych do standardowych średnic narzędzi.
Zachowaj odpowiednią grubość ścianek. Cienkie ściany są podatne na drgania podczas obróbki, co obniża osiągalną dokładność i może prowadzić do odpadów.
Wybierz fazowanie zamiast zaokrągleń na krawędziach zewnętrznych. Zaokrąglenia zewnętrzne wymagają zazwyczaj więcej czasu pracy maszyny oraz specjalistycznych narzędzi. Fazowanie spełnia podobne funkcje – usuwanie wykańczanych krawędzi, zapewnienie bezpieczeństwa, estetykę – przy niższych kosztach.
Określaj tylko niezbędne tolerancje. Według eksperci ds. optymalizacji obróbki , jeśli precyzja nie jest absolutnie konieczna dla Twojego elementu, stosowanie ogólnych tolerancji, np. zgodnie ze standardem ISO 2768, tam, gdzie to możliwe, pozwala uniknąć niepotrzebnego zwiększania kosztów.
Czynniki wpływające na czas realizacji zamówienia i realistyczne oczekiwania
Ponadto, oprócz ceny, czas realizacji zamówienia często zaskakuje zakupujących, którzy nie są zaznajomieni z rzeczywistościami produkcji. Kilka czynników decyduje o tym, jak szybko Twoje elementy obrobione skończą przejście od złożenia zamówienia do wysyłki.
Dostępność maszyny wpływa bezpośrednio na harmonogramowanie. Popularne urządzenia — maszyny 5-osiowe, frezarki o dużej przestrzeni roboczej — mogą mieć czasy oczekiwania sięgające kilku tygodni. Prostsze części produkowane na urządzeniach 3-osiowych często są planowane szybciej.
Dostawanie się materiałów może znacznie wydłużyć harmonogramy. Powszechne gatunki materiałów, takie jak aluminium 6061 lub stal nierdzewna 304, są zwykle dostępne lokalnie. Egzotyczne stopy, konkretne warunki hartowania lub certyfikowane gatunki stosowane w przemyśle lotniczym mogą wymagać zamówień bezpośrednio od hutnika z czasem realizacji wynoszącym 4–8 tygodni.
Wymagania dotyczące wykończenia dodają dni do procesu obróbki. Zgodnie ze specjalistami ds. wykańczania powierzchni, powierzchnia po obróbce skrawaniem nie wydłuża czasu realizacji, natomiast podstawowe metody wykańczania, takie jak piaskowanie, dodają 1–2 dni. Wysokiej klasy wykończenia, np. anodowanie, wydłużają czas realizacji o 3–5 dni, a specjalistyczne powłoki mogą wymagać koordynacji z zewnętrznymi dostawcami, co dodaje tydzień lub więcej.
Zamówienia pilne są możliwe, ale kosztowne. Przyspieszenie produkcji wymaga od producentów przeorganizowania harmonogramów, szybszego pozyskiwania materiałów oraz potencjalnej pracy w nadgodzinach — wszystko to po stawkach premiowych. Zgodnie z opiniami specjalistów ds. kosztów branżowych, pilność terminu realizacji powoduje dodatkowe koszty związane z obróbką w nadgodzinach, przyspieszonym zamawianiem materiałów oraz priorytetowym umieszczaniem zamówienia — często o 25–50% wyższych niż standardowe ceny.
Najbardziej opłacalnym podejściem jest zaplanowanie z wyprzedzeniem. Harmonogramy produkcji części stają się przewidywalne, gdy komunikujesz dokładne terminy, unikasz zmian w ostatniej chwili oraz zapewnisz zapas czasu na nieprzewidziane sytuacje. Producenci nagradzają przewidywalnych klientów lepszymi cenami oraz priorytetową obsługą w przypadku rzeczywistych nagłych potrzeb.
Gdy czynniki wpływające na cenę są już zrozumiałe, kolejnym aspektem do rozważenia są wymagania branżowe — specjalistyczne normy i certyfikaty definiujące procesy produkcyjne w zastosowaniach motocyklowych, lotniczych i medycznych.

Wymagania branżowe dla przemysłu motocyklowego, lotniczego i medycznego
Opanowałeś czynniki wpływające na cenę oraz oczekiwania dotyczące czasu realizacji zamówień. Jednak to, co oddziela kupujących odnoszących sukces od tych, którzy napotykają kosztowne niespodzianki, to zrozumienie, że różne branże wymagają zasadniczo różnych podejść do produkcji. Producent części tokarskich obsługujący łańcuchy dostaw motocyklowych działa w zupełnie innych ograniczeniach niż producent komponentów lotniczych lub urządzeń medycznych.
Nie są to subtelne różnice – to odrębne ekosystemy z unikalnymi certyfikacjami, wymaganiami dokumentacyjnymi oraz protokołami kontroli jakości. Firmy produkujące niestandardowe elementy metalowe dla regulowanych branż inwestują znaczne środki w specjalistyczne kompetencje, którymi zwykłe warsztaty maszynowe po prostu nie dysponują. Przyjrzyjmy się, jakie wymagania stawia każda z głównych branż swoim partnerom produkcyjnym.
Wymagania w zakresie produkcji dla sektora motocyklowego
Przemysł motocyklowy i motocyklowy stanowi jedno z najbardziej wymagających środowisk w zakresie produkcji części wykonanych metodą frezowania CNC. Oczekiwane woluminy obejmują tysiące lub miliony identycznych komponentów, wszystkie wymagające doskonałej spójności. Pojedyncza wadliwa część może spowodować wycofanie z rynku setek tysięcy pojazdów — niosąc za sobą ogromne konsekwencje finansowe i reputacyjne.
Zgodnie ze specjalistami ds. certyfikacji branżowych, norma IATF 16949 jest światowym standardem zarządzania jakością w przemyśle motocyklowym, łączącą zasady ISO 9001 z wymaganiami branżowymi dotyczącymi ciągłego doskonalenia, zapobiegania wadom oraz rygorystycznego nadzoru nad dostawcami. Certyfikacja ta nie jest opcjonalna dla poważnych dostawców do przemysłu motocyklowego — stanowi ona warunek wstępnym współpracy z dużymi producentami OEM.
Główne wymagania dotyczące części samochodowych wykonanych metodą CNC:
- Certyfikat IATF 16949: Potwierdza systematyczne zarządzanie jakością zgodne z oczekiwaniami przemysłu motocyklowego, w tym procesy zatwierdzania części produkcyjnych (PPAP)
- Statystyczna kontrola procesu (SPC): Monitorowanie w czasie rzeczywistym kluczowych wymiarów w trakcie całych serii produkcyjnych, aby wykryć odchylenia zanim staną się wadami
- Stabilność produkcji dużych serii: Możliwość produkcji tysięcy identycznych, precyzyjnie obrabianych wyrobów przy minimalnej zmienności między pierwszym a ostatnim elementem
- Skupienie na zapobieganiu wadom: Proaktywne systemy zapewnienia jakości zamiast reaktywnych kontroli — wykrywanie problemów jeszcze przed ich wystąpieniem
- Pełna śledzalność: Certyfikaty materiałów, dokumentacja procesów oraz dokumenty kontroli łączące każdy komponent z jego historią produkcji
- Szybka skalowalność: Możliwość przejścia od ilości prototypowych do pełnych objętości produkcyjnych bez pogorszenia jakości
Dla zakupujących komponenty motocyklowe współpracę z certyfikowanymi producentami decyduje o płynności produkcji lub kosztownych zakłóceniach. Shaoyi Metal Technology na przykład posiada certyfikat IATF 16949 i wdraża ścisłe procesy statystycznej kontroli procesów (SPC), umożliwiając dostawę elementów o wysokiej dokładności wymiarowej do złożonych zespołów podwozia oraz niestandardowych metalowych wkładek amortyzacyjnych, przy jednoczesnym bezproblemowym skalowaniu od szybkiego prototypowania po produkcję seryjną. Czasy realizacji zamówień nawet jednego dnia roboczego w przypadku pilnych potrzeb świadczą o dużej elastyczności i szybkości reagowania, jakiej wymagają łańcuchy dostaw w branży motocyklowej i motoryzacyjnej.
Wymagania produkcyjne dla sektora lotniczego
Gdy elementy lecą na wysokości 35 000 stóp, przewożąc setki pasażerów, awaria jest niedopuszczalna. Produkcja w sektorze lotniczym wymaga najbardziej rygorystycznych standardów jakości obowiązujących w jakiejkolwiek branży. Zgodnie z opiniami ekspertów ds. certyfikacji lotniczych, norma AS9100 opiera się na podstawach normy ISO 9001 i wprowadza dodatkowe wymagania specyficzne dla sektora lotniczego, skupiając się na zarządzaniu ryzykiem, ścisłej dokumentacji oraz kontroli integralności produktu w całym złożonym łańcuchu dostaw.
Co czyni produkcję elementów precyzyjnie obrabianych dla sektora lotniczego wyjątkową w porównaniu z innymi gałęziami przemysłu?
- Certyfikat AS9100D: Specyficzna dla przemysłu lotniczo-kosmicznego norma zarządzania jakością, rozszerzająca ISO 9001 o dodatkowe zabezpieczenia w zakresie zarządzania konfiguracją, zapobiegania wykorzystaniu części podrabianych oraz wymagań bezpieczeństwa
- Akredytacja Nadcap: Zgodnie ze specjalistami od procesów specjalnych NADCAP skupia się na akredytacji procesów specjalnych kluczowych dla produkcji w przemyśle lotniczo-kosmicznym i obronnym, w tym hartowania, obróbki chemicznej oraz badań nieniszczących
- Pełna śledzalność materiałów: Według Ekspertki i eksperci ds. wdrażania AS9100 , wymagania dotyczące śledzalności obejmują identyfikację w całym cyklu życia produktu, znajomość wszystkich produktów wytworzonych z jednej partii materiału oraz możliwość odzyskania sekwencyjnego zapisu produktu w trakcie jego produkcji, montażu, testów i inspekcji
- Zarządzanie konfiguracją: Dokładna znajomość wszystkich części, procesów, materiałów oraz wersji dokumentacji technicznej wykorzystanych przy produkcji każdego produktu w celu porównania z konfiguracją projektową
- Kontrola nośników akceptacji: Stempelki, hasła lub podpisy elektroniczne wskazujące osoby wykonujące zadania lub akceptujące pomiary muszą być kontrolowane, aby zapewnić odpowiednie upoważnienie
- Planowanie jakości oparte na ryzyku: Systematyczne identyfikowanie i łagodzenie potencjalnych trybów awarii przed rozpoczęciem produkcji
Skutki niewłaściwej śledzilności w przemyśle lotniczym są poważne. Zgodnie z opiniami specjalistów ds. śledzilności, jeśli dana część okazuje się wadliwa i powoduje incydent lotniczy, producenci muszą określić, które części w innych samolotach mogą być zagrożone — aż po surowce wykorzystane do produkcji każdej poszczególnej części. Bez odpowiedniej śledzilności firmy mogą zostać zmuszone do wymiany wszystkich wątpliwych produktów jedynie dlatego, że nie są w stanie z całą pewnością określić, które jednostki są podejrzane.
Każdy producent części toczeniowych CNC świadczący usługi dla przemysłu lotniczego musi udowodnić posiadanie tych kompetencji za pomocą udokumentowanych procesów oraz audytów przeprowadzanych przez niezależne strony trzecie. Jeśli Twoje zastosowanie obejmuje elementy krytyczne dla bezpieczeństwa lotu, przed zawarciem jakichkolwiek relacji dostawczych upewnij się, że dostawca posiada certyfikat AS9100D.
Wymagania dotyczące produkcji urządzeń medycznych
Urządzenia medyczne mają bezpośredni wpływ na bezpieczeństwo pacjentów — co czyni wymagania stawiane w tym sektorze wyjątkowo rygorystycznymi. Zgodnie z opiniami ekspertów ds. certyfikacji medycznej standard ISO 13485 jest definitywnym standardem zarządzania jakością w tej dziedzinie i określa surowe wymagania dotyczące projektowania, produkcji, śledzalności oraz minimalizacji ryzyka.
Kluczowe wymagania dla precyzyjnie obrabianych produktów medycznych obejmują:
- Certyfikat ISO 13485: Specjalistyczny system zarządzania jakością przeznaczony do produkcji urządzeń medycznych, zapewniający zgodność z przepisami prawnymi oraz bezpieczeństwo pacjentów
- Zgodność z przepisami FDA 21 CFR część 820: Regulacja dotycząca systemu jakości regulująca projektowanie produktu, jego produkcję oraz śledzenie urządzeń sprzedawanych w Stanach Zjednoczonych
- Kompleksowe zarządzanie ryzykiem: Systematyczne identyfikowanie i minimalizowanie ryzyk, które mogą wpływać na bezpieczeństwo lub skuteczność urządzenia
- Pełna śledzalność produktu: Możliwość śledzenia każdego komponentu przez całą historię jego produkcji w celu zarządzania wycofywaniem produktów
- Skuteczne rozpatrywanie skarg: Dokumentowane procedury badania i rozstrzygania problemów jakościowych
- Możliwości pracy w czystych pomieszczeniach: Środowiska produkcyjne wolne od zanieczyszczeń dla wrażliwych komponentów
Wymagania dotyczące czystych pomieszczeń zasługują na szczególną uwagę. Zgodnie ze specjalistami od produkcji w czystych pomieszczeniach, komponenty stosowane w branżach podlegających surowej regulacji wymagają precyzyjnej montażu w środowiskach wolnych od zanieczyszczeń, aby spełnić odpowiednie normy. Montaż urządzeń medycznych oraz usługi kompletacji wykonywane przez wykwalifikowanych techników zapewniają, że części wykonane na zamówienie spełniają rygorystyczne standardy jakości.
Specjalizowane środowiska dla kluczowych branż
Ponad certyfikaty niektóre zastosowania wymagają środowisk produkcyjnych, których większość warsztatów maszynowych po prostu nie jest w stanie zapewnić. Pomieszczenia czyste stanowią najważniejszą specjalizowaną zdolność w przypadku zastosowań półprzewodnikowych i medycznych.
Zgodnie ze specjalistami od precyzyjnych komponentów, czyste pomieszczenia klasy ISO 7 spełniają przepisy systemu jakości FDA oraz wymagania certyfikacji ISO 13485:2016. Te kontrolowane środowiska wspierają różne metody montażu i wykańczania, w tym:
- Depirogenizowane czyszczenie ultradźwiękowe w celu usunięcia zanieczyszczeń
- Łączenie za pomocą rozpuszczalników i klejów w warunkach pozbawionych cząstek
- Spawanie ultradźwiękowe i laserowe z precyzyjną kontrolą
- Wiercenie, cięcie i oznaczanie laserem w celu zapewnienia śledzilności urządzeń medycznych
- Badania i walidacja, w tym testy wybuchu, spadku ciśnienia oraz rozciągania
Urządzenia i sprzęt medyczny wymagają precyzji na każdym etapie — od projektowania przez produkcję po kontrolowaną jakościowo montażową. Zgodnie z opiniami ekspertów z zakresu produkcji urządzeń medycznych, procesy te muszą stawiać na surową kontrolę jakości, ponieważ błędy związane z obróbką, montażem lub dostawą mogą mieć krytyczne skutki dla końcowych użytkowników.
Składowe do zastosowań lotniczo-kosmicznych korzystają podobnie z kontrolowanych środowisk. Często stosowane w aplikacjach narażonych na wysokie prędkości i obciążenia, elementy lotniczo-kosmiczne wymagają precyzyjnej produkcji i montażu, przy czym najmniejszy defekt może prowadzić do katastrofalnych skutków. Możliwości związane z termoparami, komponentami satelitarnymi oraz urządzeniami do generowania tlenu wymagają specjalistycznego podejścia wykraczającego poza standardowe warunki warsztatów maszynowych.
Uwagi dotyczące sektora obronnego
Obróbka CNC powiązana z sektorem obronnym wprowadza dodatkowe warstwy regulacyjne. Zgodnie ze specjalistami ds. zgodności w zakresie obrony, produkcja dla potrzeb obronności podlega Międzynarodowym Przepisom dotyczącym Handlu Bronią (ITAR), które surowo regulują obchodzenie się z poufnymi danymi technicznymi oraz komponentami. Spełnienie wymogów zgodności wymaga rejestracji w Departamencie Stanu USA oraz wdrożenia protokołów bezpieczeństwa informacji.
Dostawcy wojskowi zazwyczaj wymagają certyfikatów ISO 9001 lub AS9100 w połączeniu z rejestracją w systemie ITAR, aby udowodnić zarówno zdolności jakościowe, jak i zgodność z wymogami bezpieczeństwa narodowego. Te połączone wymagania pomagają zapewnić klientom rządowym, że dane przedsiębiorstwo dysponuje odpowiednimi kompetencjami technicznymi oraz umiejętnością ochrony informacji poufnych.
Podczas zakupu części wykonanych na frezarkach CNC dla branż regulowanych weryfikacja certyfikatów nie jest opcjonalna – jest niezbędna. Wymagaj aktualnych certyfikatów, upewnij się, że ich zakres obejmuje Twoje konkretne wymagania, oraz zweryfikuj doświadczenie dostawcy w zakresie dokumentacji i wymogów śledzalności charakterystycznych dla Twojej branży.
Zrozumienie tych wymogów specyficznych dla danej branży pozwala Ci zadawać właściwe pytania oraz identyfikować producentów rzeczywiście zdolnych do spełnienia Twoich potrzeb. Ostatnim elementem układanki jest budowanie trwałych relacji z dostawcami, które zapewniają spójne rezultaty w czasie – oraz unikanie typowych błędów, które podważają partnerstwa produkcyjne.
Unikanie pułapek i budowanie silnych relacji z producentami
Zapoznałeś się z doborem materiałów, zrozumiałeś czynniki wpływające na cenę oraz zidentyfikowałeś wymagania specyficzne dla danej branży. Teraz nadszedł moment kluczowej wiedzy, która odróżnia kupujących odnoszących sukces od tych, którzy stale szukają nowych dostawców: budowanie trwałych partnerstw z producentami części do maszyn CNC wymaga więcej niż tylko znalezienia kompetentnych zakładów. Wymaga unikania typowych błędów, które niszczą relacje jeszcze przed ich dojrzeniem – oraz wdrażania praktyk współpracy, które przekształcają zakupy transakcyjne w strategiczne partnerstwa.
Oto co rozumieją doświadczeni specjaliści ds. zakupów: rzeczywisty koszt zmiany dostawcy znacznie przekracza pozorne oszczędności wynikające z poszukiwania niższych ofert. Według specjalistów ds. partnerstwa w produkcji, długotrwałe relacje pozwalają obu stronom na wyrównanie się w kwestii wspólnych celów, rozwinięcie głębokiego wzajemnego zrozumienia, ograniczenie kosztownych nieporozumień oraz proaktywne współpracę w rozwiązywaniu złożonych wyzwań inżynieryjnych. Przeanalizujmy, jak budować te wartościowe relacje — zaczynając od błędów, których należy unikać.
Typowe błędy podkopujące projekty produkcyjne
Nawet doświadczeni zakupowcy wpadają w pułapki, które szkodzą relacjom z dostawcami i powodują wzrost kosztów projektu. Wczesne rozpoznawanie tych zagrożeń pozwala uniknąć drogich błędów, których nauka wiązałaby się z dużymi stratami.
- Niejasne specyfikacje: Przesyłanie niekompletnych rysunków, brak oznaczeń tolerancji lub nieprecyzyjne wymagania materiałowe zmuszają producentów do formułowania założeń. Zgodnie z Specjaliści z zakresu CNC zachowanie prostego projektu i jasnych specyfikacji pozwala uniknąć dodatkowego czasu pracy oraz niepotrzebnego frezowania, które zwiększa koszty bez dodawania wartości. Niejednoznaczność prowadzi do błędów — oraz sporów dotyczących tego, kto ponosi za nie odpowiedzialność.
- Nierealistyczne terminy realizacji: Wymaganie pilnej dostawy bez zrozumienia rzeczywistości produkcyjnych obciąża relacje partnerskie i powoduje wzrost kosztów. Elementy maszynowe na zamówienie wymagają programowania, przygotowania stanowiska, obróbki i kontroli — procesów, których nie można dowolnie skracać bez negatywnego wpływu na jakość.
- Słaba komunikacja: Znikanie po złożeniu zamówienia, a następnie niespodziewane pojawianie się z pilnymi zmianami powoduje chaos. Silne partnerstwa opierają się na ciągłej współpracy, szybkich odpowiedziach na pytania oraz proaktywnym informowaniu o zmianach wymagań.
- Ignorowanie opinii dotyczącej projektowania z myślą o wytwarzaniu (DFM): Gdy doświadczeni producenci proponują modyfikacje projektu w celu ułatwienia jego wytwarzania, ignorowanie ich opinii oznacza marnowanie cennej wiedzy specjalistycznej. Zgodnie z ekspertami ds. optymalizacji projektu, cechy takie jak małe narożniki wewnętrzne, wysokie i cienkie ścianki lub wypukły napis znacznie zwiększają koszty oraz czas obróbki. Producentom udzielającym porad DFM zależy na oszczędnościach dla klienta — należy ich słuchać.
- Częsta zmiana dostawców: Nieustanne poszukiwanie najniższej oferty cenowej uniemożliwia któremukolwiek dostawcy poznanie Twoich preferencji, standardów jakości oraz wzorców komunikacji. Każda nowa współpraca wymaga ponownego budowania wiedzy instytucjonalnej, którą doświadczeni partnerzy już posiadają.
Wszystkie te błędy mają wspólny mianownik: traktowanie produkcji jako transakcji towarowej zamiast jako współpracy partnerskiej. Komponenty maszyn CNC wymagają precyzji, wiedzy specjalistycznej oraz szczególnej uwagi do szczegółów — cech, które rozwijają się w stabilnych relacjach partnerskich, a zanikają w warunkach adwersyjnych praktyk zakupowych.
Budowanie niezawodnego partnerstwa z dostawcą
Przekształcenie relacji z dostawcami ze transakcyjnych w strategiczne wymaga celowego zaangażowania obu stron. Oto jak udane zakupowe firmy budują partnerstwa zapewniające spójne rezultaty rok po roku.
Ustal regularne cykle komunikacji. Zgodnie z ekspertami ds. rozwoju partnerstw, wyznaczenie dedykowanych kontaktów po obu stronach ułatwia koordynację. Zaplanuj stałe terminy na aktualizacje projektów, przeglądy projektów oraz prezentacje prac w toku. Korzystaj z chmurowych platform współpracy, aby natychmiast dzielić się plikami i danymi.
Twórz istotne pętle zwrotnej informacji. Nie czekaj, aż problemy się pojawią — aktywnie udostępniaj obserwacje dotyczące wyników działania. Gdy niestandardowo wyprodukowane części przekraczają oczekiwania, daj o tym znać. Gdy powstają problemy, poruszaj je w sposób konstruktywny, a nie oskarżający. Zgodnie z ekspertami ds. relacji z dostawcami, tworzenie środowiska, w którym wyzwania są zgłaszane bez zwłoki i rozwiązywane w sposób konstruktywny, buduje zaufanie, które wraz z czasem wzmacnia się.
Zapewnij dokładne prognozowanie objętości. Producenci planują moc produkcyjną, harmonogramy obsługi urządzeń oraz zapasy materiałów na podstawie prognoz klientów. Udostępnianie rzeczywistych szacunków rocznego zużycia—even przybliżonych zakresów—pomaga dostawcy komponentów CNC przygotować się na Twoje potrzeby. Nagłe skoki popytu stają się łatwiejsze do obsłużenia, gdy partnerzy wspólnie je przewidują.
Zaangażuj dostawców na wczesnym etapie rozwoju. Zgodnie z ekspertami ds. wspólnej produkcji, zaangażowanie partnera CNC w fazach projektowania i prototypowania wykorzystuje jego wiedzę z zakresu produkcji. Wczesne zaangażowanie dostawcy pozwala zidentyfikować potencjalne problemy z wykonalnością technologiczną i ogranicza kosztowne zmiany projektowe—przekształcając dostawcę w źródło wsparcia projektowego, a nie tylko w zakład produkcyjny.
Wspólnie przyjmij kulturę ciągłego doskonalenia. Zaplanuj okresowe przeglądy działalności, aby ocenić wskaźniki jakości, wydajność dostaw oraz cele kosztowe. Zgodnie z opiniami specjalistów ds. zrównoważonego partnerstwa, takie sesje pozwalają zidentyfikować obszary do ulepszenia, dostosować się do nowych warunków rynkowych oraz bardziej precyzyjnie wyrównać przyszłe plany produkcji.
Wybór partnerów na potrzeby długoterminowego wzrostu
Dla rozwijających się firm kryteria wyboru dostawców powinny wykraczać poza obecne potrzeby i uwzględniać także zdolności przyszłe. Idealny partner produkcyjny rozwija się równolegle z Twoją firmą — dziś realizuje zamówienia prototypowe, a jutro objęte są duże serie produkcyjne, bez pogorszenia jakości ani napięć w relacji partnerskiej.
Poszukuj producentów prezentujących:
- Krótkie terminy realizacji dla pilnych zamówień: Partnerzy zdolni do dostarczenia wyrobów frezowanych już w ciągu jednego dnia roboczego w sytuacjach nagłych zapewniają nieocenioną elastyczność w przypadku nieoczekiwanych okazji lub wyzwań.
- Skalowalna zdolność produkcyjna: Obiekty, które płynnie przechodzą od prototypowania do produkcji masowej, eliminują zakłócenia związane z poszukiwaniem nowych dostawców w miarę wzrostu objętości zamówienia
- Kompleksowe rozwiązania w zakresie obróbki niestandardowej: Partnerzy oferujący usługi kompleksowe — od złożonych zespołów po specjalistyczne komponenty — upraszczają łańcuch dostaw i zmniejszają nakłady związane z koordynacją
- Certyfikowane systemy jakości: Certyfikacja zgodnie z normą IATF 16949 oraz wdrożenie statystycznej kontroli procesów (SPC) zapewniają spójność jakościową przy rosnących objętościach produkcji
Te kompetencje mają szczególne znaczenie w zastosowaniach motocyklowych i samochodowych, gdzie niezawodność łańcucha dostaw ma bezpośredni wpływ na harmonogramy produkcji. Shaoyi Metal Technology przykładem takiego podejścia gotowego do nawiązania partnerskich relacji jest firma — ich obiekt certyfikowany zgodnie z normą IATF 16949 realizuje wszystkie zlecenia, od złożonych zespołów nadwoziowych po niestandardowe wkładki metalowe, a czas realizacji zamówień nagłych może wynosić zaledwie jeden dzień roboczy. Ta kombinacja kompleksowych możliwości produkcyjnych i elastycznej obsługi tworzy podstawę dla relacji z dostawcami, które wzmacniają się wraz z rozwojem Państwa działalności.
Najlepsze relacje z dostawcami odczuwane są jak rozszerzenie własnego zespołu — partnerów, którzy rozumieją Państwa priorytety, przewidują potrzeby i inwestują w Państwa sukces, ponieważ ich własny sukces zależy od Państwa.
Budowanie takich relacji wymaga cierpliwości, spójności i wzajemnego szacunku. Krótkoterminowe oszczędności wynikające z ciągłej zmiany dostawców są nikłe w porównaniu z długoterminową wartością partnerów, którzy doskonale znają Państwa specyfikacje, wykrywają potencjalne problemy jeszcze zanim stanie się z nich zagrożenie oraz priorytetowo realizują Państwa zamówienia, ponieważ cenią współpracę z Państwem. Inwestujcie w relacje z kompetentnymi producentami części do maszyn CNC — i odkryjecie, że prawdziwym tajemniczym kluczem nie jest sprytna taktyka negocjacyjna, lecz narastająca wartość zaufania budowanego przez długi czas.
Często zadawane pytania dotyczące producentów części do maszyn CNC
1. Jakie są 7 głównych części maszyny CNC?
Siedem kluczowych komponentów obejmuje jednostkę sterującą maszyną (MCU), która pełni funkcję mózgu, urządzenia wejściowe do ładowania programów, układ napędowy do sterowania ruchem, narzędzia maszynowe do operacji cięcia, systemy sprzężenia zwrotnego do precyzyjnego monitorowania, łoże i stół do podparcia przedmiotu obrabianego oraz systemy chłodzenia do zarządzania ciepłem powstającym podczas obróbki. Zrozumienie tych komponentów pomaga zakupującym skutecznie komunikować się z producentami w zakresie wymagań dotyczących możliwości maszyny oraz rozwiązywać potencjalne problemy występujące w trakcie produkcji.
2. Ile kosztuje niestandardowa część CNC?
Koszty niestandardowych części CNC różnią się znacznie w zależności od złożoności, materiałów, wymaganych tolerancji oraz ilości zamówionych sztuk. Proste elementy produkowane w małych partiach zwykle kosztują od 10 do 50 USD za sztukę, podczas gdy precyzyjnie zaprojektowane komponenty mogą przekraczać 160 USD za sztukę przy zamówieniach o niskiej objętości. Główne czynniki wpływające na koszt to wybór materiału, złożoność części, wymagania dotyczące tolerancji, specyfikacje wykończenia powierzchni oraz ilość zamówionych sztuk. Wyższe objętości zamówienia znacznie obniżają koszt jednostkowy, ponieważ koszty przygotowania produkcji rozkładają się na większą liczbę elementów.
3. Która firma oferuje najlepsze maszyny CNC?
Najlepszy producent części do maszyn CNC zależy od konkretnych wymagań branżowych oraz potrzeb aplikacyjnych. W przypadku zastosowań motocyklowych i samochodowych, wymagających certyfikatu IATF 16949 oraz wysokiej spójności w dużych partiach, producenci tacy jak Shaoyi Metal Technology oferują certyfikowane systemy jakości z procesami SPC oraz czasem realizacji nawet jednego dnia roboczego. Zastosowania lotnicze wymagają dostawców posiadających certyfikat AS9100D, podczas gdy produkcja urządzeń medycznych wymaga certyfikatu ISO 13485 oraz możliwości pracy w pomieszczeniach czystych.
4. Jakie certyfikaty powinni posiadać producenci części do maszyn CNC?
Niezbędne certyfikaty zależą od branży, w której działa Twoja firma. ISO 9001:2015 stanowi podstawowy standard jakościowy dla ogólnego przemysłu wydobywczego i przemysłu przetwórczego. Łańcuchy dostaw motocyklowe i samochodowe wymagają certyfikatu IATF 16949, który kładzie nacisk na zapobieganie wadom oraz redukcję odchyłek. Składniki do przemysłu lotniczego i kosmicznego wymagają certyfikatu AS9100D z dodatkowymi kontrolami dotyczącymi zarządzania konfiguracją oraz śledzenia materiałów. Produkcja urządzeń medycznych wymaga certyfikatu ISO 13485, który zapewnia zgodność z przepisami regulacyjnymi oraz bezpieczeństwo pacjentów.
5. Jak przygotować skuteczny wniosek o ofertę (RFQ) na frezowanie CNC?
Kompletny pakiet zapytania ofertowego (RFQ) obejmuje pliki CAD w formacie STEP lub IGES oraz dwuwymiarowe pliki PDF z wyznaczeniami tolerancji, dokładnymi specyfikacjami gatunku materiału, tolerancjami krytycznych wymiarów z zastosowaniem geometrii i tolerancji (GD&T) tam, gdzie jest to stosowne, wymaganą ilość sztuk wraz z prognozami rocznego zużycia, wymagania dotyczące chropowatości powierzchni z wyodrębnieniem obszarów funkcyjnych i estetycznych, specyfikacje operacji wtórnych, realistyczne terminy dostawy oraz parametry budżetowe — w przypadku ich istotności. Kompletne zgłoszenia pozwalają uzyskać szybsze i bardziej precyzyjne oferty oraz zapobiegają kosztownym opóźnieniom.