 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Obróbka CNC wyjaśniona: od projektu cyfrowego do gotowego elementu
Co właściwie oznacza obróbka CNC dla nowoczesnej produkcji
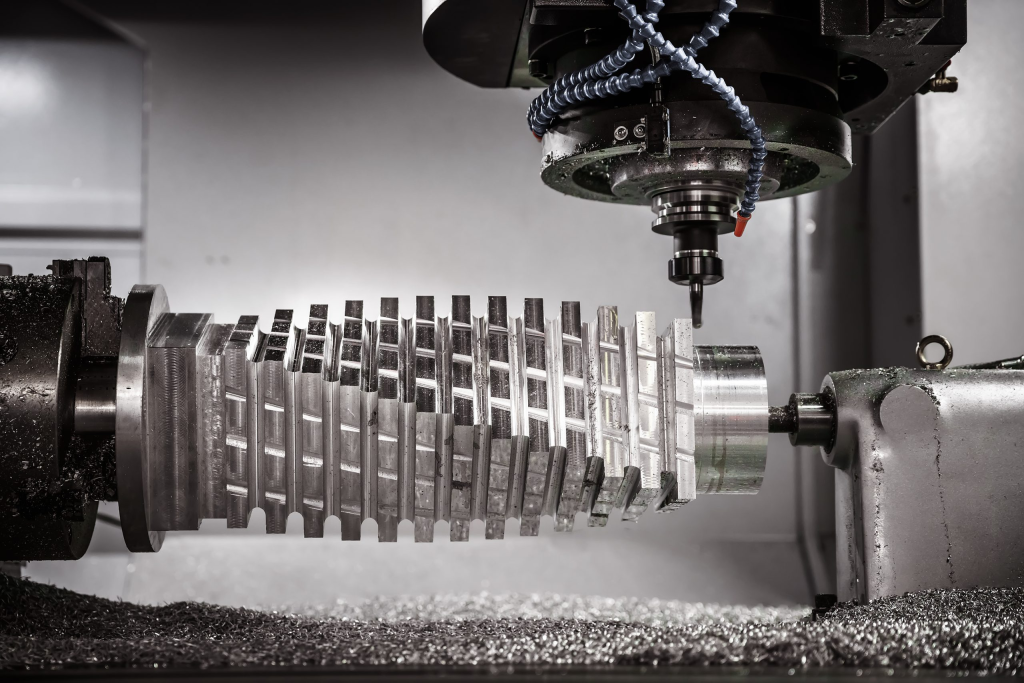
Czy kiedykolwiek zastanawiałeś się, jak projekt cyfrowy wyświetlany na ekranie komputera zamienia się w precyzyjną metalową część, którą można trzymać w dłoni? Odpowiedź tkwi w technologii, która cicho zrewolucjonizowała produkcję niemal we wszystkich możliwych branżach.
Czym więc jest CNC? W swojej istocie definicja CNC jest prosta: CNC to skrót od Computer Numerical Control ta technologia wykorzystuje systemy komputerowe do kierowania maszynami narzędziowymi z wyjątkową precyzją, przekształcając surowe materiały w gotowe elementy poprzez zautomatyzowane operacje cięcia, wiercenia i kształtowania. W przeciwieństwie do obróbki ręcznej, podczas której operatorzy obracają pokrętła ręczne, aby kontrolować każdy ruch, maszyny CNC wykonują skomplikowane operacje zgodnie z cyfrowymi instrukcjami, zapewniając niezwykłą powtarzalność.
Znaczenie CNC staje się jaśniejsze, gdy zrozumie się ten proces. Program komputerowy napisany w ustandaryzowanym języku o nazwie kod G precyzyjnie określa maszynie, jak się poruszać, z jaką prędkością obracać narzędzia tnące oraz dokładnie gdzie usuwać materiał. Efektem jest wytworzenie części z tolerancjami tak wąskimi jak ±0,001 cala — czyli mniej więcej jedna siedemdziesiąta grubości ludzkiego włosa.
Obróbka CNC łączy świat wyobraźni ze światem rzeczywistości, przekształcając dokładną geometrię cyfrowych projektów w fizyczne elementy z dokładnością, jakiej nie potrafi osiągnąć żadna metoda ręczna.
Od cyfrowego planu do rzeczywistości fizycznej
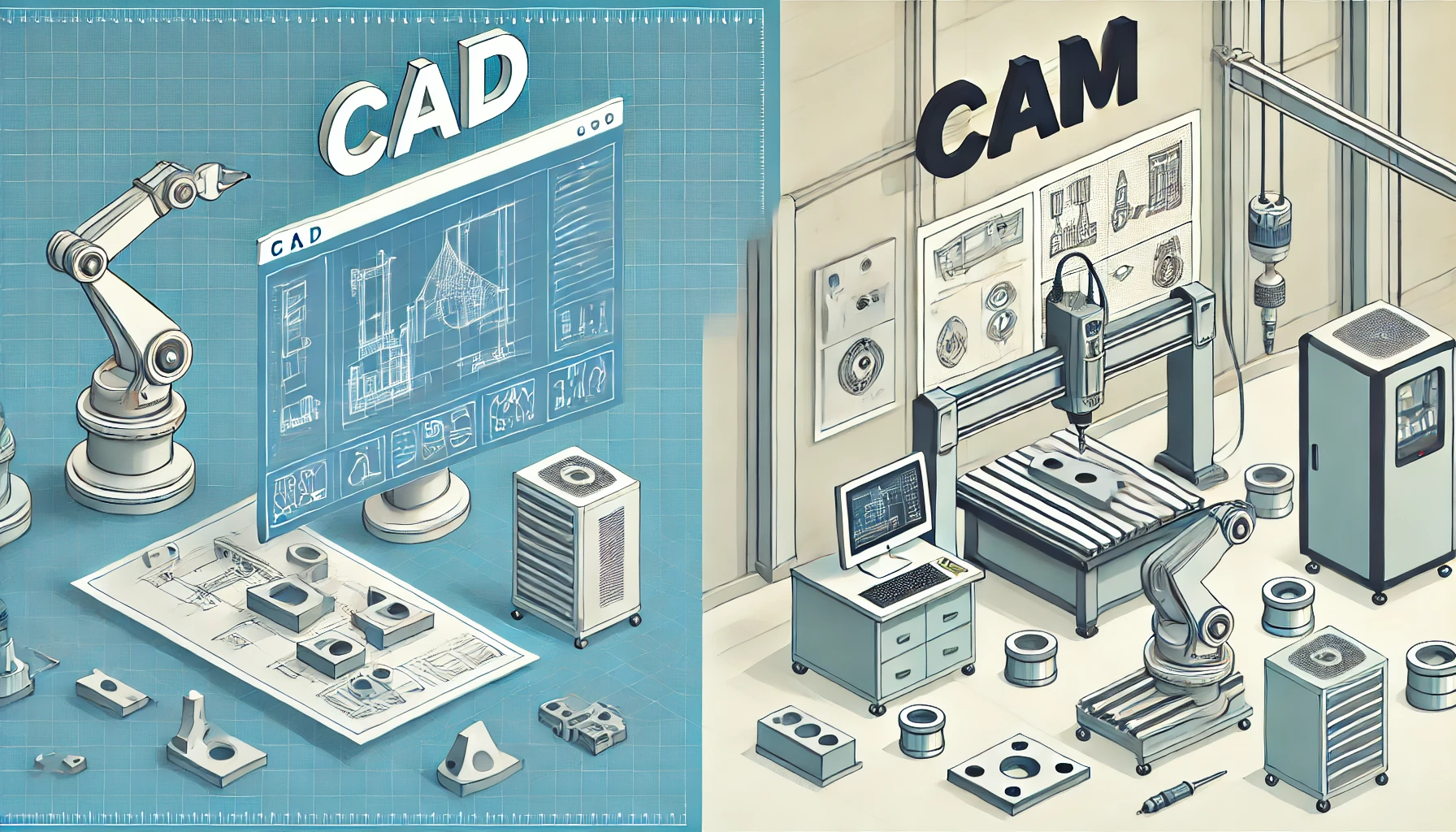
Wyobraź sobie projektowanie złożonego elementu lotniczo-kosmicznego na komputerze. Każda krzywizna, każde otwór, każdy dokładny wymiar istnieje jako dane. Technologia CNC przekształca ten cyfrowy rysunek w rzeczywisty przedmiot. Proces rozpoczyna się od oprogramowania do wspomaganego komputerowo projektowania (CAD), w którym inżynierowie tworzą szczegółowe modele 3D. Następnie te modele przechodzą do oprogramowania do wspomaganego komputerowo wytwarzania (CAM), które generuje konkretne instrukcje potrzebne maszynie.
Co oznacza CNC dla rzeczywistego procesu produkcyjnego? Oznacza to wirujący narzędzie skrawające, kierowane przez serwosilniki reagujące na polecenia komputera, które systematycznie usuwa materiał z litego bloku, aż pojawi się gotowy element. Ta metoda wytwarzania ubytkowego działa z metalami takimi jak aluminium, stal i tytan, a także z tworzywami sztucznymi i kompozytami.
Rewolucja komputerowo sterowanego wytwarzania
Zrozumienie, co oznacza skrót CNC, pomaga wyjaśnić, dlaczego ta technologia dominuje współczesną produkcję. Od elementów silnika w Twoim aucie po instrumenty chirurgiczne stosowane w salach operacyjnych — części wykonane za pomocą obróbki CNC są wszędzie. Przemysł lotniczy polega na tej precyzji przy produkcji krytycznych pod względem bezpieczeństwa elementów samolotów. Producentom urządzeń medycznych zależy na niej przy wykonywaniu implantów, które muszą idealnie pasować do organizmu pacjenta. Nawet elektronika użytkowa zawiera precyzyjne elementy produkowane metodą sterowania numerycznego komputerowego.
Zgodnie z opiniami ekspertów z zakresu produkcji maszyny CNC mogą pracować nieprzerwanie przy minimalnym udziale człowieka, co znacznie zwiększa wydajność przy jednoczesnym zachowaniu stałej jakości. Każda część jest praktycznie dokładną kopią poprzedniej — taki stopień powtarzalności czyni masową produkcję złożonych komponentów nie tylko możliwą, ale także opłacalną ekonomicznie.
Niezależnie od tego, czy jesteś inżynierem badającym opcje produkcji, właścicielem firmy rozważającym metody wytwarzania, czy po prostu osobą ciekawą, jak powstają różne rzeczy, zrozumienie tej technologii otwiera drzwi do mądrzejszych decyzji projektowych oraz bardziej efektywnych strategii produkcyjnych.

Podstawowe typy maszyn CNC i ich unikalne możliwości
Teraz, gdy już wiesz, co oznacza sterowanie numeryczne komputerowe, prawdopodobnie zastanawiasz się: która konkretnie maszyna wykonuje detale? Nie wszystkie urządzenia CNC działają w ten sam sposób. Niektóre świetnie radzą sobie z tworzeniem płaskich powierzchni i złożonych wnęk, inne wyróżniają się przy produkcji wałów o przekroju okrągłym i elementów cylindrycznych, a jeszcze inne szybko i wydajnie przetwarzają duże arkusze miększych materiałów.
Wybór wybór odpowiedniej maszyny CNC dla Twojego projektu ma bezpośredni wpływ na jakość, koszty oraz czas realizacji zamówienia. Przyjrzymy się trzem podstawowym typom maszyn, z którymi najczęściej się spotkasz: frezarkom, tokarkom oraz frezarkom do obróbki płytek (routerom).
Frezarki i ich możliwości frezowania
Frezarka CNC jest zapewne najbardziej uniwersalnym pracownikiem w precyzyjnej produkcji. Maszyny te wykorzystują wirujące narzędzia skrawające poruszające się wzdłuż wielu osi, aby usuwać materiał z nieruchomego przedmiotu obrabianego. Wyobraź sobie wiertarkę stołową, która potrafi przesuwać się w bok, do przodu i do tyłu podczas skrawania – to właśnie frezowanie w jego najprostszej postaci.
Frezarki CNC świetnie nadają się do tworzenia:
- Płaskich powierzchni i precyzyjnych czoł
- Wycięć, kieszonek i kanałów
- Złożonych konturów 3D oraz powierzchni rzeźbiarskich
- Otworów wierconych i gwintowanych
- Profilów zębatych oraz skomplikowanych geometrii
Dlaczego maszyny frezarskie są szczególnie wartościowe? Doskonale radzą sobie z twardeymi materiałami. Stal nierdzewna, tytan, hartowane stali narzędziowe oraz tworzywa inżynierskie doskonale poddają się obróbce na frezarkach CNC. Zgodnie z Kompleksowy przewodnik CNC Cookbook , maszyny te obejmują zakres od podstawowych konfiguracji 2-osiowych po zaawansowane systemy 5-osiowe lub nawet 6-osiowe, zdolne do obróbki części praktycznie pod dowolnym kątem.
Kiedy należy wybrać frezowanie? Jeśli element ma płaskie powierzchnie, kieszenie, gwinty lub złożone kształty 3D – a zwłaszcza jeśli wykonany jest ze stali lub innych twardych metali – frezarka CNC jest najprawdopodobniej najlepszym wyborem.
Tokarki do precyzyjnych części obrotowych
Tokarka CNC działa na zasadzie fundamentalnie innej niż frezowanie. Zamiast obracać narzędzie skrawające, maszyna obraca przedmiot obrabiany z dużą prędkością, podczas gdy nieruchome narzędzie skrawające nadaje mu kształt. Takie podejście czyni tokarki idealnym rozwiązaniem do produkcji części walcowych, stożkowych lub kulistych o wyjątkowej symetrii obrotowej.
Rozważ takie komponenty jak:
- Wałów i wrzecion
- Osadniki i łożyska
- Gwintowane elementy mocujące i przewody
- Koła pasowe i koła jezdne
- Obrócone uchwyty i gałki
Operacje wykonywane na tokarce CNC obejmują toczenie (zmniejszanie średnicy), czołowanie (tworzenie płaskich końców), wiercenie wzdłużne (powiększanie otworów wewnętrznych), gwintowanie oraz rowkowanie. Większość standardowych tokarek działa w dwóch osiach: oś Z kontroluje ruch wzdłuż długości przedmiotu obrabianego, natomiast oś X przesuwa narzędzie skrawające w kierunku osi symetrii lub od niej.
Kiedy tokarka jest najbardziej uzasadniona? Zawsze, gdy kształt elementu jest głównie okrągły lub cylindryczny. Wałki napędowe do pojazdów samochodowych, elementy montażowe do przemysłu lotniczego, części instalacji sanitarnej oraz trzpienie implantów medycznych korzystają ze скорости i dokładności zapewnianych przez toczenie CNC.
Frezarki CNC do miększych materiałów i dużych przedmiotów obrabianych
Jeśli konieczne jest frezowanie drewna, tworzyw sztucznych, pianek, kompozytów lub blach aluminiowych, to frezarka CNC do drewna lub uniwersalna frezarka CNC z stołem roboczym często okazuje się bardziej praktycznym rozwiązaniem niż frezarka typu milling machine. Frezarki wykorzystują wysokoprędkościowe wrzeciona oraz wymienne frezy do wykonywania skomplikowanych projektów 2D i 2,5D z płaskich arkuszy materiału.
Typowe zastosowania frezarek:
- Tablic informacyjnych oraz paneli dekoracyjnych
- Elementy szafek i części mebli
- Obudowy i wyświetlacze z tworzyw sztucznych
- Prototypy i opakowania z pianki
- Tabliczki aluminiowe oraz lekkie elementy konstrukcyjne
Frezarki CNC zwykle charakteryzują się większymi obszarami roboczymi niż frezarki tokarskie, co czyni je idealnym rozwiązaniem do obróbki pełnych arkuszy materiału. Są one także zazwyczaj szybsze w przygotowaniu i obsłudze podczas prostych operacji cięcia. Jednakże ofiarowują pewną utratę precyzji w porównaniu do frezarek – kompromis ten jest całkowicie akceptowalny w wielu zastosowaniach.
Porównanie typów maszyn w jednym rzucie oka
Wybór odpowiedniej maszyny staje się łatwiejszy po porównaniu ich podstawowych cech obok siebie:
| Typ maszyny | Ruch główny | Najlepsze materiały | Typowe zastosowania | Poziomica precyzyjna |
|---|---|---|---|---|
| Frezarka CNC | Wirujący narzędzie tnące porusza się względem nieruchomego przedmiotu obrabianego | Stal, stal nierdzewna, tytan, aluminium, twarde tworzywa sztuczne | Elementy konstrukcyjne do przemysłu lotniczego, formy, bloki silnikowe, złożone wsporniki | Bardzo wysoka (osiągalna dokładność ±0,001 cala) |
| Tokarka CNC | Przedmiot obrabiany wiruje względem nieruchomego narzędzia tnącego | Metale, tworzywa sztuczne, kompozyty o geometrii cylindrycznej | Wały, kształtki, tuleje, elementy z gwintem, koła pasowe | Bardzo wysoka (osiągalna dokładność ±0,001 cala) |
| Router CNC | Wysokoprędkościowy wrzeciono przesuwa się po płaskich arkuszach materiału | Drewno, tworzywa sztuczne, pianki, aluminium, kompozyty | Tablice informacyjne, meblownia, prototypy, panele dekoracyjne, obudowy | Średnie do wysokich (typowo ±0,005 cala) |
Główny wniosek? Dostosuj maszynę do geometrii i materiału swoich detali. Frezarki CNC radzą sobie z złożonymi kształtami pryzmatycznymi w twardych metalach. Tokarki dominują tam, gdzie kluczowe jest symetryczne obracanie. Frezarki stołowe zapewniają szybkość i opłacalność przy obróbce miększych materiałów oraz większych, płaskich przedmiotów. Zrozumienie tych różnic ułatwia skuteczną komunikację z partnerami produkcyjnymi oraz podejmowanie uzasadzonych decyzji dotyczących podejścia do produkcji.
Oczywiście typ maszyny to tylko jeden z czynników wpływających na wybór. Liczba osi, na których pracuje maszyna, ma ogromny wpływ na zakres możliwych do osiągnięcia geometrii — temat ten zasługuje na bliższe przyjrzenie się.
Wytłumaczenie frezowania wieloosiowego: od 3-osowego do 5-osowego
Brzmi skomplikowane? Oto prosty sposób, by o tym pomyśleć: osie określają, z ilu kierunków narzędzie tnące może podejść do przedmiotu obrabianego. Więcej osi oznacza większą swobodę tworzenia skomplikowanych kształtów — ale także wyższy stopień złożoności i koszty. Zrozumienie tego postępu pozwala dopasować możliwości maszyny do rzeczywistych wymagań dotyczących danej części, unikając nadmiernych wydatków.
Niezależnie od tego, czy rozważasz frezowanie CNC dla prostego uchwytu, czy też Toczenie CNC dla precyzyjnych cech cylindrycznych , liczba osi decyduje w podstawowy sposób o tym, co jest możliwe.
Zrozumienie podstawowego ruchu wzdłuż osi X, Y i Z
Wyobraź sobie standardowy układ współrzędnych znany ze szkoły matematyki. Oś X przebiega w kierunku od lewej do prawej, oś Y — od przodu do tyłu, a oś Z — w górę i w dół. Trzyosiowa frezarka CNC działa wzdłuż tych trzech kierunków liniowych — nic więcej i nic mniej.
Podczas wykonywania operacji na maszynie 3-osiowej narzędzie skrawające porusza się wzdłuż tych płaszczyzn, podczas gdy przedmiot obrabiany pozostaje nieruchomy na stole. Zgodnie z przewodnikiem frezowania CNC firmy Fictiv ta konfiguracja doskonale sprawdza się w prostych zadaniach: toczeniu ostrych krawędzi, wierceniu otworów, rozwiercaniu, frezowaniu rowków oraz tworzeniu powierzchni płaskich.
Co można realistycznie wyprodukować na maszynie 3-osiowej?
- Płaskie płyty i powierzchnie płaskie
- Proste uchwyty i płyty montażowe
- Otwory wiercone i gwintowane ułożone wzdłuż jednej osi
- Podstawowe kieszenie i kanały
- Proste komponenty mechaniczne do zastosowań w automatyce
Jaka jest ograniczająca cecha tej konfiguracji? Narzędzie skrawające może zbliżać się do przedmiotu obrabianego wyłącznie od góry. Każda cecha znajdująca się na bocznych powierzchniach lub na dolnej stronie przedmiotu wymaga ręcznego ponownego ustawienia przedmiotu — co wydłuża czas przygotowania maszyny i zwiększa ryzyko błędów wyrównania. Maszyny frezarki CNC 3-osiowej nie nadają się do produkcji części z wcięciami, powierzchniami krzywoliniowymi lub cechami ułożonymi pod kątami złożonymi.
Dodanie możliwości obrotu dzięki frezowaniu CNC 4-osiowemu
Wyobraź sobie, że twój przedmiot obrabiany może się obracać podczas pracy narzędzia tnącego. Dokładnie to zapewnia maszyna 4-osiowa. Czwarta oś – zwykle nazywana osią A – dodaje obrót wokół osi X, umożliwiając maszynie dostęp do wielu stron detalu bez konieczności ręcznego przestawiania.
Ta dodatkowa możliwość obrotu otwiera drzwi do geometrii, które w przeciwnym razie wymagałyby wielu ustawień. Notatki CNC Cookbook mówi, że producenci wykorzystujący wyposażenie 4-osiowe mogą tworzyć cechy nachylone, łuki, śruby oraz złożone profile w jednej oprawie – co znacznie skraca czas produkcji.
Tokarka sterowana numerycznie (CNC) działa na podobnych zasadach, obracając przedmiot obrabiany względem nieruchomych narzędzi tnących. Jednak dedykowana frezarka CNC 4-osiowa dodaje tę funkcję obrotu do platformy frezarskiej, łącząc w ten sposób najlepsze cechy obu rozwiązań w przypadku określonych zastosowań.
Detale szczególnie odpowiednie do obróbki 4-osiowej to:
- Elementy cylindryczne wymagające obróbki bocznej
- Wzory śrubowe i rowki spiralne
- Wypustki wałka rozrządu i profile mimośrodowe
- Części z otworami lub wycięciami po wielu stronach
- Precyzyjne grawerunki na zakrzywionych powierzchniach
Jaki jest kompromis? Maszyny czteroosiowe są droższe niż ich odpowiedniki trzyosiowe, a programowanie staje się bardziej skomplikowane. Dla prostszych projektów lub przy mniejszym budżecie dodatkowe możliwości mogą nie uzasadniać inwestycji.
Gdy Twoja część wymaga swobody pięcioosiowej
Pięcioosiowe frezarki CNC reprezentują szczyt elastyczności w obróbce ubytkowej. Te maszyny dodają drugą oś obrotową — zwykle oś C, która obraca się wokół osi Z — umożliwiając narzędziu skrawającemu zbliżenie się do przedmiotu obrabianego praktycznie pod dowolnym kątem.
Dlaczego to ma znaczenie? Skomplikowane powierzchnie kształtowane krzywoliniowo, kąty złożone oraz skomplikowane geometrie stają się możliwe do wykonania w jednej operacji. Narzędzie skrawające zachowuje optymalną orientację przez cały czas obróbki, co zapewnia lepszą jakość powierzchni oraz ścisłe tolerancje dla wymagających części.
Zgodnie z opiniami specjalistów od produkcji, maszyny pięcioosiowe jednocześnie obrabiają pięć różnych stron detalu w zależności od złożoności jego projektu. Ta możliwość okazuje się kluczowa w branżach, w których precyzja i geometria przekraczają tradycyjne ograniczenia.
Detale, które rzeczywiście wymagają swobody pięcioosiowej:
- Łopatki turbinowe o złożonych konturach aerodynamicznych
- Elementy konstrukcyjne w przemyśle lotniczym
- Złożone zespoły nadwozi samochodowych
- Implanty medyczne o kształtach organicznych
- Wirniki i obudowy pomp
- Wklady form z głębokimi podcięciami
Tokarki CNC efektywnie obrabiają części obrotowe, jednak gdy geometria łączy cechy charakterystyczne dla toczenia z złożonymi powierzchniami frezowanymi, frezowanie pięcioosiowe często okazuje się jedynym praktycznym rozwiązaniem.
Równowaga między możliwościami a kosztami
Więcej osi oznacza zawsze wyższe koszty — zarówno inwestycyjne związane z zakupem maszyny, jak i koszty produkcji przypadające na pojedynczy detal. Zrozumienie tej zależności pozwala określić dokładnie, czego wymaga dany projekt, bez konieczności płacenia za niewykorzystywane możliwości.
Maszyny trzyosiowe pozostają najtańszym rozwiązaniem dla prostych geometrii. Są łatwiejsze w programowaniu, prostsze w obsłudze oraz powszechnie dostępne. Jeśli detal można wykonać w jednej lub dwóch pozycjach przy podstawowym przemieszczaniu, obróbka na maszynach 3-osiowych zapewnia zazwyczaj najlepszą wartość.
Sprzęt czterooosiowy stanowi praktyczną kompromisową opcję. Dodatkowa oś obrotowa pozwala zmniejszyć liczbę pozycji dla części o średnim stopniu złożoności, poprawiając dokładność dzięki wyeliminowaniu ręcznego przemieszczania między operacjami. Dla średnich serii produkcyjnych z cechami umieszczonymi na wielu stronach kombinacje tokarek i frezarek CNC z czterema osiami są często opłacalnym rozwiązaniem.
Maszyny pięcioosiowe zapewniają premiumową cenę, ale oferują nieporównywalne możliwości. Programowanie CAD/CAM wymagane do ich obsługi jest znacznie bardziej złożone, a niezbędni są wykwalifikowani operatorzy. Jednak w przypadku elementów lotniczych o wysokiej precyzji, urządzeń medycznych lub dowolnych części o rzeczywiście złożonych konturach 3D frezowanie pięcioosiowe często okazuje się jedyną możliwą opcją — a co więcej, może faktycznie obniżyć całkowity koszt dzięki eliminacji wielu ustawień i operacji wtórnych.
Podsumowując: dopasuj liczbę osi do geometrii swojej części. Nie płac za możliwość frezowania pięcioosiowego, jeśli wystarczy frezowanie trzyosiowe — ale nie zmuszaj również złożonej części do pracy na niewystarczająco zaawansowanym sprzęcie. Twój partner produkcyjny może pomóc ocenić, która konfiguracja zapewni najlepsze połączenie jakości, szybkości i kosztów dla Twoich konkretnych wymagań.
Pełna droga od cyfrowego projektu do gotowej, obrabianej części
Wybrałeś typ maszyny i określiłeś konfigurację osi wymaganą przez geometrię Twojego projektu. Następnie pojawia się pytanie, które sprawia trudności wielu początkujących: jak dokładnie plik projektowy przekształca się w gotowy element metalowy? Odpowiedź obejmuje starannie skoordynowaną sekwencję przekształcającą abstrakcyjne dane cyfrowe w precyzyjną rzeczywistość fizyczną.
Zrozumienie tego przepływu pracy ma znaczenie niezależnie od tego, czy sam programujesz wyposażenie CNC, czy współpracujesz z partnerem produkcyjnym. Wiedza na temat tego, co dzieje się na każdym etapie, pozwala przygotować lepsze pliki, skuteczniej komunikować się oraz przewidywać potencjalne problemy zanim staną się one kosztownymi utrudnieniami.
Przeanalizujmy pełny proces – od wstępnego pomysłu po gotowy, frezowany element:
- Tworzenie projektu w oprogramowaniu CAD – Budowa cyfrowego modelu 3D
- Programowanie CAM – Generowanie ścieżek narzędziowych i instrukcji dla maszyny
- Przetwarzanie kodu G – Tworzenie poleceń specyficznych dla danej maszyny
- Ustawienie maszyny – Przygotowanie sprzętu, narzędzi i przedmiotu obrabianego
- Operacja obróbkowa – Wykonywanie programu do cięcia materiału
- Poobsługa i Inspekcja – Finalizacja i weryfikacja jakości
Proces przekształcania projektu CAD na program CAM
Wszystko zaczyna się od oprogramowania wspomaganego komputerowo projektowania (CAD). Programy takie jak SolidWorks, Fusion 360 czy Inventor pozwalają inżynierom tworzyć szczegółowe modele 3D, które oddają każdą wymiar, otwór, krzywą oraz powierzchnię zaplanowanej części. Ten cyfrowy model stanowi jedno źródło prawdy dla wszystkich kolejnych etapów.
Jednak oto czego wiele osób nie zdaje sobie sprawy: maszyna CNC nie potrafi bezpośrednio odczytywać plików CAD. Zgodnie z instrukcją przygotowania JLC CNC należy wyeksportować projekt do formatu kompatybilnego — zwykle STEP lub IGES — zanim proces produkcyjny będzie mógł zostać kontynuowany. Te neutralne formaty zachowują dokładność geometryczną i umożliwiają komunikację między różnymi systemami oprogramowania.
Czym właściwie jest programowanie CNC? To proces przekształcania modelu 3D w konkretne instrukcje dla maszyny. Dzieje się to w oprogramowaniu CAM (komputerowe wspomaganie produkcji), gdzie właściwie odbywa się „czary” programowania operacji CNC.
W oprogramowaniu CAM wykonasz następujące czynności:
- Zaimportujesz geometrię CAD
- Zdefiniujesz wymiary i rodzaj surowca (płytki, blachy itp.)
- Wybierzesz odpowiednie narzędzia skrawające
- Określisz parametry skrawania (obroty, posuwy, głębokości frezowania)
- Wygenerujesz ścieżki narzędzia umożliwiające efektywne usuwanie materiału
- Przeprowadzisz symulację operacji w celu zweryfikowania jej dokładności
Popularne narzędzia CAM, takie jak Mastercam, Fusion 360 i SolidCAM, automatycznie obliczają najbardziej efektywne ścieżki skrawania na podstawie wprowadzonych danych. Oprogramowanie uwzględnia m.in. średnicę narzędzia, twardość materiału oraz pożądany wykończenie powierzchni, aby zoptymalizować każdy ruch.
Od poleceń kodu G do gotowych elementów
Gdy ścieżki narzędzi są już zdefiniowane, oprogramowanie CAM przetwarza je za pomocą postprocesora – tłumacza, który konwertuje ogólne dane ścieżek narzędzi na specyficzny język rozumiany przez Twoją maszynę. Wynik tego procesu nazywany jest kodem G i to właśnie ten kod jest odczytywany przez urządzenie frezarskie linia po linii podczas pracy.
Jak wygląda kod G? Zgodnie z Podstawowym poradnikiem programowania firmy DeFusco Industrial Supply , każda linia reprezentuje określoną czynność. Kody G kontrolują pozycjonowanie i ruch: G00 przesuwa narzędzie szybko do określonej pozycji, G01 wykonuje proste cięcia z ustaloną prędkością posuwu, a G02/G03 tworzą łuki i okręgi. Kody M obsługują funkcje pomocnicze, takie jak uruchomienie wrzeciona (M03), włączenie chłodziwa (M08) lub zakończenie programu (M30).
Poniżej znajduje się uproszczony przykład programu dla obrabiarki CNC:
- G21 – Ustawienie jednostek metrycznych
- G90 – Użycie pozycjonowania bezwzględnego
- M03 S3000 – Uruchomienie wrzeciona z prędkością 3000 obr./min
- G00 X10 Y10 – Szybkie przesunięcie do pozycji początkowej
- G01 Z-5 F100 – Cięcie w głąb o 5 mm z prędkością 100 mm/min
- M05 – Zatrzymanie wrzeciona
- M30 – Zakończenie programu
Nie musisz zapamiętywać każdego kodu, aby współpracować z partnerami z zakresu obróbki CNC. Jednak zrozumienie tych podstaw ułatwia diagnozowanie problemów, interpretację zachowania maszyny oraz skuteczniejszą komunikację na temat swoich projektów.
Konfiguracja i obsługa maszyny
Gdy kod G jest gotowy, uwaga przenosi się na fizyczną maszynę. Konfiguracja obejmuje kilka kluczowych etapów, które mają bezpośredni wpływ na dokładność wykonywanych elementów:
Zamocowanie bezpiecznie mocuje surowy materiał w odpowiednim miejscu. Imadła, zaciski, przyrządy montażowe oraz stoły próżniowe zapobiegają przesuwaniu się materiału podczas frezowania — każdy ruch podczas obróbki powoduje uszkodzenie elementu. Metoda mocowania zależy od geometrii elementu, materiału oraz sił występujących podczas cięcia.
Wybór i montaż narzędzi zapewnia, że odpowiednie narzędzia skrawające są załadowane w odpowiednich pozycjach. Frezy czołowe, wiertła, gwintowniki oraz specjalistyczne narzędzia skrawające pełnią każde swoje konkretne zadanie. Nowoczesne maszyny wyposażone w automatyczne wymienniki narzędzi mogą przełączać się między dziesiątkami narzędzi w trakcie jednej operacji.
Ustalenie punktu zerowego informuje maszynę o dokładnym położeniu przedmiotu obrabianego. Operatorzy wykorzystują poszukiwacze krawędzi lub sondy dotykowe, aby ustawić punkt zerowy przedmiotu — punkt odniesienia, w którym współrzędne X0, Y0 i Z0 odpowiadają konkretnemu narożnikowi lub cechom materiału. Każde zaprogramowane przemieszczenie odnosi się do tego punktu.
Zanim rozpocznie się skrawanie, doświadczeni operatorzy uruchamiają symulacje oraz próby bez obciążenia. Wizualnie weryfikują ścieżki narzędzi, sprawdzają możliwość kolizji oraz często wykonują pierwsze cięcia z obniżonymi prędkościami posuwu. Tak ostrożne podejście zapobiega awariom, które mogłyby uszkodzić drogą maszynę lub zniszczyć przedmioty obrabiane.
Proces obróbki i poza nim
Po potwierdzeniu ustawienia rozpoczyna się właściwe frezowanie. Maszyna odczytuje polecenia w kodzie G sekwencyjnie, wykonując każdy ruch z dokładnością mierzoną w tysięcznych cala. Narzędzia skrawające wirują z zaprogramowaną prędkością, chłodziwo dopływa w celu odprowadzania ciepła i usuwania wiórków, a materiał jest systematycznie usuwany, aż do momentu, gdy gotowa część wyłoni się z surowego materiału.
W zależności od złożoności operacje mogą obejmować:
- Przebiegi roughingowe (wykonawcze) do szybkiego usunięcia dużej ilości materiału
- Przebiegi finishingowe (dokładne) w celu osiągnięcia końcowych wymiarów i jakości powierzchni
- Wiercenie i gwintowanie otworów gwintowanych
- Fazowanie i usuwanie wykańczania krawędzi
Po zakończeniu frezowania części zwykle wymagają przetwarzania wtórnego. Może ono obejmować demontaż z uchwytów, oczyszczanie z płynu chłodzącego, usuwanie wykańczania ostrych krawędzi oraz kontrolę wymiarów zgodnie ze specyfikacją. W zależności od wymagań mogą następować dodatkowe operacje, takie jak obróbka cieplna, wykańczanie powierzchni lub montaż.
Pełny przepływ pracy — od projektu CAD po gotowy detal — stanowi nieprzerwaną ciągłość, w której każdy etap opiera się na poprzednim. Zrozumienie tego procesu pozwala zdać sobie sprawę, dlaczego jakość plików ma znaczenie, dlaczego tolerancje wpływają na koszty oraz dlaczego współpraca z doświadczonymi partnerami produkcyjnymi rzeczywiście wpływa na końcowy rezultat.
Mówiąc o materiałach, przedstawiony właśnie przepływ pracy dotyczy niezależnie od tego, czy przetwarzasz aluminium, stal, tytan czy inżynierskie tworzywa sztuczne. Wybór materiału jednak drastycznie wpływa na każdy aspekt procesu — temat ten zasługuje na osobne, szczegółowe omówienie.
Przewodnik po wyborze materiałów CNC dla metali i tworzyw sztucznych
Zmapowałeś już swój przepływ pracy i wiesz, jaki konfiguracja maszyny najlepiej odpowiada Twojej geometrii. Ale istnieje jedno pytanie, które kształtuje wszystkie pozostałe decyzje: z jakiego materiału ma być wykonany Twój detal? Odpowiedź wpływa na obrabialność, koszty, właściwości użytkowe oraz nawet na dostępne opcje wykańczania.
Maszyny CNC do obróbki metali mogą przetwarzać wszystko – od miękkiego aluminium po tytan klasy lotniczej. Parametry cięcia metali, dobór narzędzi oraz czasy cyklu różnią się znacznie w zależności od rodzaju surowego materiału. Podobnie inżynierskie tworzywa sztuczne oferują unikalne zalety – jednak każde z nich zachowuje się inaczej pod wpływem narzędzia tnącego. Przeanalizujmy systematycznie dostępne opcje.
Metale — od aluminium po tytan
Gdy myślisz o zastosowaniach CNC w obróbce metali, stopy aluminium zwykle przychodzą na myśl jako pierwsze – i to z dobrych powodów. Zgodnie z przewodnikiem Hubs dotyczącym doboru materiałów, aluminium charakteryzuje się doskonałą wytrzymałością względną do masy, wysoką przewodnością cieplną i elektryczną oraz naturalną odpornością na korozję. Jest również wyjątkowo łatwe w obróbce, co czyni je najbardziej ekonomiczną opcją w wielu zastosowaniach.
W rodzinie stopów aluminium napotkasz kilka powszechnie stosowanych gatunków:
- Aluminium 6061 – Uniwersalny materiał ogólnego przeznaczenia o dobrej obracalności i spawalności
- Aluminium 7075 – Tytan klasy lotniczej o wyższej wytrzymałości, nadający się do hartowania do twardości porównywalnej ze stalą
- Aluminium 5083 – Wysoka odporność na wodę morską w zastosowaniach morskich i budowlanych
Części stalowe wykonane metodą CNC zapewniają wyjątkową wytrzymałość i trwałość tam, gdzie są one najważniejsze. Stale zwykłe, takie jak 1018 i 1045, dobrze nadają się do obróbki skrawaniem i łatwo przyjmują spawanie — idealne do uchwytów, przyrządów montażowych oraz elementów konstrukcyjnych. Stale stopowe, takie jak 4140 i 4340, po hartowaniu charakteryzują się zwiększoną twardością i odpornością na zużycie, co czyni je odpowiednimi do zastosowań w zębatkach, wałach oraz innych elementach mechanicznych przeznaczonych do pracy w warunkach wysokich obciążeń.
Stale nierdzewne wprowadzają do równania odporność na korozję. Stal nierdzewna klasy 304 świetnie radzi sobie w większości warunków środowiskowych, podczas gdy stal 316 wykazuje odporność na wodę morską i agresywne środki chemiczne. W zastosowaniach ekstremalnych stal nierdzewna 17-4 PH może być poddana wydzieleniowemu utwardzaniu, osiągając wyjątkowo wysokie poziomy wytrzymałości — idealna do elementów turbin oraz przyrządów medycznych.
Mosiądz zasługuje na uwagę ze względu na zastosowania elektryczne i dekoracyjne. Zgodnie z Analizą materiałów firmy Elcon Precision , mosiądz C36000 charakteryzuje się doskonałą obrabialnością oraz naturalną odpornością na korozję, co czyni go idealnym materiałem do masowo produkowanych elementów elektrycznych i wyposażenia architektonicznego.
W segmencie premium tytan zapewnia wyjątkowy stosunek wytrzymałości do masy oraz wyróżniającą się odporność na korozję. Elementy konstrukcyjne do przemysłu lotniczego, implanty medyczne oraz części do wysokowydajnych pojazdów sportowych często wymagają zastosowania tytanu, mimo jego wyższej ceny. Należy pamiętać, że niska przewodność cieplna tytanu utrudnia jego obróbkę – niezbędne są specjalistyczne narzędzia i techniki.
Plastiki inżynierskie do zastosowań specjalistycznych
Gdy projekt wymaga mniejszej masy, odporności chemicznej lub izolacji elektrycznej, tworzywa inżynierskie często przewyższają metale pod względem funkcjonalności. Zgodnie z przewodnikiem Komacut dotyczącym doboru tworzyw sztucznych, tworzywa te charakteryzują się zazwyczaj lepszą obrabialnością niż metale ze względu na niższą twardość i gęstość, co wymaga mniejszej siły cięcia i zmniejsza zużycie narzędzi.
Oto najczęściej spotykane tworzywa sztuczne:
- ABS – Dobre właściwości mechaniczne, doskonała wytrzymałość na uderzenie, idealny do prototypów przed wtryskiwaniem
- Delrin (POM) – Najlepsza obrabialność spośród tworzyw sztucznych, wyjątkowa stabilność wymiarowa, niski współczynnik tarcia
- Nylon (PA) – Doskonała odporność na zużycie i zgodność chemiczna, choć podatny na pochłanianie wilgoci
- PEEK – Wysokowydajny termoplastyk, który może zastąpić metale w wymagających zastosowaniach, w tym w zastosowaniach medycznych
- Poliwęglan – Wyróżniająca się wytrzymałość na uderzenie przy jednoczesnej przejrzystości optycznej, idealny do osłon ochronnych i wyświetlaczy
- PTFE (Teflon) – Najniższy współczynnik tarcia spośród wszystkich materiałów stałych, doskonała odporność chemiczna i termiczna
Tokarki metalowe skutecznie obrabiają cylindryczne elementy plastyczne, natomiast centra frezarskie radzą sobie z złożonymi geometriami plastycznych części. Kluczowym czynnikiem jest zarządzanie ciepłem. Niektóre tworzywa sztuczne topią się lub ulegają odkształceniom przy wysokich temperaturach cięcia, co wymaga dostosowania prędkości obrotowych i posuwów.
Porównanie materiałów w pigułce
Wybór odpowiedniego materiału staje się bardziej oczywisty po porównaniu kluczowych cech obok siebie:
| Kategoria materiału | Podstawowe właściwości | Wspólne zastosowania | Ocena łatwości obróbki |
|---|---|---|---|
| Stopy aluminium | Lekkość, odporność na korozję, doskonała przewodność cieplna | Konstrukcje lotnicze i kosmiczne, chłodniki, elektronika użytkowa, panele samochodowe | Doskonały |
| Stal węglowa / stal stopowa | Wysoka wytrzymałość, trwałość, możliwość hartowania, spawalność | Części maszyn, zębniki, wały, elementy konstrukcyjne | Dobra do średniej |
| Nierdzewne stale | Odporność na korozję, wysoka wytrzymałość, możliwość polerowania | Urządzenia medyczne, przemysł spożywczy, wyposażenie morskie, instrumenty chirurgiczne | Umiarkowany |
| Mosiądz | Doskonała przewodność elektryczna, dekoracyjna powłoka, niskie tarcie | Złącza elektryczne, armatura sanitarno-wodna, instrumenty muzyczne | Doskonały |
| Tytan | Niebywały stosunek wytrzymałości do masy, biokompatybilność, odporność na korozję | Elementy konstrukcyjne do przemysłu lotniczego, implanty medyczne, części do samochodów wyścigowych | Wyzwaniem |
| Plastik ABS | Odporność na uderzenia, lekkość, opłacalność | Prototypy, obudowy, produkty konsumenckie | Doskonały |
| Delrin (POM) | Stabilne wymiarowo, o niskim współczynniku tarcia, odporność na wilgoć | Zębniki, łożyska, precyzyjne mechanizmy, komponenty bezpieczne dla żywności | Doskonały |
| PEEK | Odporność na wysokie temperatury, obojętność chemiczna, wytrzymałość pozwalająca zastąpić metal | Implanty medyczne, uszczelki do zastosowań lotniczych i kosmicznych, komponenty półprzewodnikowe | Dobre |
Podejmowanie decyzji dotyczącej materiału
Jak dokonać wyboru? Zacznij od zdefiniowania swoich wymagań: Czy Twój element musi wytrzymać duże obciążenia? Aluminium może być niewystarczające — rozważ stal lub tytan. Czy będzie narażony na działanie środowisk korozyjnych? W takim przypadku niezbędne mogą okazać się stal nierdzewna lub PEEK. Czy masa jest kluczowa? Najlepsze wyniki zapewnią prawdopodobnie aluminium lub inżynierskie tworzywa sztuczne.
Koszt również ma znaczenie. Elementy z tytanu są znacznie droższe niż odpowiedniki z aluminium — nie tylko ze względu na cenę surowca, ale także na dłuższy czas obróbki skrawaniem oraz konieczność stosowania specjalistycznego narzędzi. W przypadku prototypów lub zastosowań wrażliwych na koszty wybór materiału do frezowania CNC najczęściej spada na aluminium 6061, które zapewnia solidne właściwości przy korzystnej cenie.
Podsumowując? Dostosuj właściwości materiału do wymagań swojego zastosowania, a następnie rozważ łatwość obróbki i ograniczenia budżetowe. Twój partner produkcyjny może pomóc w ocenie kompromisów oraz zaproponować alternatywy, o których nie pomyślałeś wcześniej.
Oczywiście wybór odpowiedniego materiału to tylko część równania. Dokładne specyfikacje, które określisz — w szczególności допuszczalne odchylenia — mają bezpośredni wpływ zarówno na złożoność procesu produkcyjnego, jak i na końcową cenę.
Zrozumienie dopuszczalnych odchyleń i dokładności w produkcji CNC
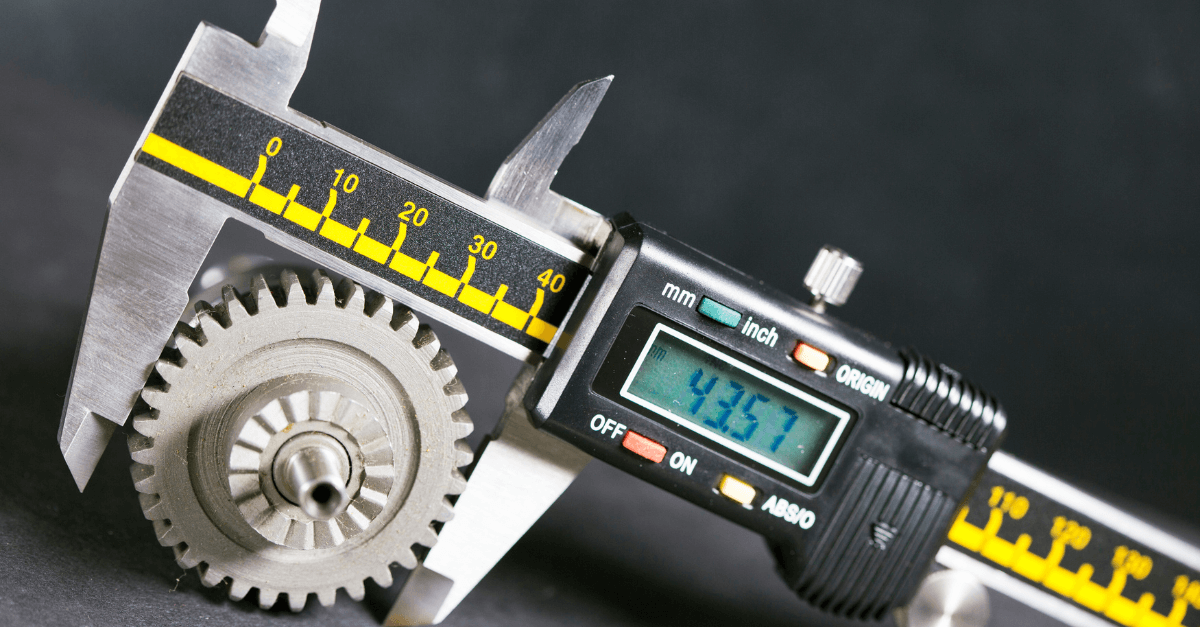
Wybrałeś już materiał i znasz przebieg procesu obróbki. Ale istnieje pytanie, które bezpośrednio wpływa na to, czy gotowy detal rzeczywiście będzie działał: jak duża dokładność jest naprawdę potrzebna? Odpowiedź tkwi w zrozumieniu dopuszczalnych odchyleń — czyli akceptowanych granic zmienności, które określają, czy Twój element prawidłowo się montuje, funkcjonuje i spełnia zamierzone zadania.
Wyobraź sobie to w ten sposób: żaden proces produkcyjny nie generuje absolutnie doskonałych wymiarów. Każde cięcie, każdy przejazd narzędzia wprowadza mikroskopijne odchylenia. W obróbce skrawaniem pojęcie tolerancji uwzględnia tę rzeczywistość, określając dopuszczalną wielkość odchylenia od idealnego wymiaru. Błędne określenie tej specyfikacji spowoduje albo nadmierne wydatki na niepotrzebną precyzję, albo otrzymanie części, które nie dadzą się prawidłowo zmontować.
Zrozumienie znaczenia obróbki skrawaniem w kontekście precyzji pozwala skutecznie komunikować swoje wymagania oraz ustalać realistyczne oczekiwania dotyczące projektów.
Tolerancje standardowe vs. ścisłe
Co uznaje się za „standardowe”, a co za „ścisłe” w precyzyjnej obróbce CNC? Zgodnie z Absolute Machining , standardowe допусki obróbkowe zwykle zawierają się w zakresie od ±0,005 cala do ±0,001 cala. Większość ogólnego przeznaczenia części obrabianych mieści się wygodnie w tym zakresie — np. uchwyty, obudowy, pokrywy oraz elementy konstrukcyjne, gdzie dokładne dopasowanie ma znaczenie, ale nie jest krytyczne z dokładnością do tysięcznych cala.
Obróbka z ciasnymi допусkami oznacza wymiary utrzymywane z dokładnością ±0,0005 cala lub lepszą. Dla porównania: wartość ta odpowiada mniej więcej jednej dziesiątej grubości ludzkiego włosa. Niektóre zaawansowane zastosowania wymagają jeszcze większej precyzji: według specjalistów branżowych, prace precyzyjne mogą osiągać допусki rzędu ±0,0002 cala dla takich cech jak otwory pod wcisk lub powierzchnie kluczowe do dokładnego pozycjonowania.
Kiedy właściwie potrzebne są ciasne допусki?
- Powierzchnie stykowe – Części, które muszą dokładnie pasować do siebie, np. obudowy łożysk lub szczyty pozycjonujące
- Zastosowania uszczelniające – Elementy, w których niedopuszczalna jest wycieka cieczy lub gazu
- Zespolone elementy obrotowe – Wały i otwory, w których bieganie (runout) wpływa na wydajność
- Elementy krytyczne dla bezpieczeństwa – Zastosowania lotnicze, medyczne lub obronnościowe, w których nie ma miejsca na awarię
Oto praktyczna rzeczywistość: określanie ścislejszych tolerancji niż wymaga tego zastosowanie wiąże się z niepotrzebnymi wydatkami, nie przynosząc jednocześnie żadnej dodatkowej wartości funkcjonalnej. Uchwyt montowany do ściany nie wymaga precyzji na poziomie technologii lotniczej. Zrozumienie tej różnicy pozwala zoptymalizować zarówno koszty, jak i wydajność.
Wpływ specyfikacji dokładności na realizację projektu
Dlaczego stopień ścisłości tolerancji ma tak duży wpływ na budżet? Zgodnie z poradnikiem Factorem dotyczącym tolerancji, bardziej ścisłe tolerancje zawsze prowadzą do wyższych kosztów produkcji z kilku powiązanych ze sobą powodów.
Po pierwsze, osiągnięcie ścislszych wymiarów wymaga mniejszych prędkości skrawania oraz lżejszych przejść narzędzia. Więcej czasu spędzанego na maszynie oznacza wyższe koszty przypadające na pojedynczą sztukę. Po drugie, za zaawansowane technologie obróbkowe oraz wyposażenie o wyższej precyzji naliczane są wyższe stawki. Po trzecie, wzrasta liczba wymagań związanych z kontrolą jakości — element wykonany z tolerancją ±0,0005 cala wymaga weryfikacji przy użyciu maszyn pomiarowych współrzędnościowych (CMM) lub innych urządzeń precyzyjnych, a nie prostych suwmiarek.
Definicja roli operatora CNC coraz częściej obejmuje weryfikację jakości. Wykwalifikowani operatorzy rozumieją, że uzyskanie spójnych wyników zależy od jednoczesnej kontroli wielu zmiennych.
Jakie czynniki rzeczywiście decydują o osiągalnych tolerancjach? Współdziałają ze sobą kilka elementów:
- Możliwości maszyny – Starsze lub mniej zaawansowane technicznie urządzenia po prostu nie są w stanie zapewnić takiej samej precyzji jak nowoczesne, dobrze konserwowane centra CNC
- Właściwości materiału – Materiały o mniejszej twardości, takie jak aluminium, poddają się obróbce bardziej przewidywalnie niż stopy stalowe podatne na utwardzanie powierzchniowe lub tworzywa sztuczne wrażliwe na ciepło
- Geometria Części – Cienkie ścianki, głębokie kieszenie oraz długie, niestabilne elementy powodują odkształcenia i drgania, które wpływają na dokładność wymiarową
- Warunki Środowiskowe – Fluktuacje temperatury powodują rozszerzalność termiczną zarówno maszyn, jak i obrabianych przedmiotów, co wpływa na precyzję
- Zużycia narzędzi – Krawędzie tnące ulegają zużyciu wraz z upływem czasu; jeśli ich stan nie jest monitorowany i nie dokonywane są odpowiednie korekty, stopniowo zmieniają się wymiary wykonywanych części
Zgodnie z informacjami firmy BDE Manufacturing Technologies czynniki takie jak temperatura otoczenia, regularna kalibracja, konserwacja zapobiegawcza oraz terminowa wymiana narzędzi wpływają na dokładność wyników pomiarów. Umieszczenie urządzeń CNC w kontrolowanych środowiskach o stabilnej temperaturze i wilgotności sprzyja utrzymaniu stałej precyzji.
Złożoność konstrukcji i wykonalność technologiczna
Co sprawia, że dane elementy są łatwe lub trudne do dokładnego frezowania? Zrozumienie tej zależności pozwala na lepsze projektowanie oraz ustalanie realistycznych oczekiwań.
Proste, sześcienne geometrie o rozsądnej grubości ścianek poddają się obróbce w sposób przewidywalny. Narzędzie skrawające napotyka stały opór, drgania pozostają minimalne, a wymiary pozostają stabilne. Takie elementy można wykonać z wysoką dokładnością kosztowo efektywnie, ponieważ nic nie przeszkadza osiągnięciu precyzji.
Złożoność wprowadza wyzwania. Cienkie ścianki uginają się pod wpływem nacisku tnącego. Głębokie wgłębienia ograniczają zasięg narzędzia i odprowadzanie wiórków. Ostre narożniki wewnętrzne wymagają narzędzi o małej średnicy, które łatwiej uginają się pod obciążeniem. Elementy frezowane pod kątami złożonymi wymagają możliwości obróbki wieloosiowej oraz zaawansowanego programowania.
Czy oznacza to, że należy unikać projektów złożonych? W żadnym razie. Nowoczesne technologie obróbki radzą sobie z nadzwyczajną złożonością na co dzień. Kluczem jest zrozumienie kompromisów: np. skomplikowany element lotniczy z dwudziestoma cechami wymiarowanymi z bardzo ścisłymi tolerancjami będzie kosztował więcej niż prosty uchwyt wykonany zgodnie ze standardowymi specyfikacjami.
Doświadczeni partnerzy produkcyjni analizują Twoje rysunki z uwzględnieniem zasad projektowania z myślą o łatwości produkcji (DFM). Zidentyfikują cechy powodujące wzrost kosztów, zaproponują alternatywne rozwiązania realizujące tę samą funkcję przy niższych kosztach oraz pomogą stosować ścisłe tolerancje wyłącznie tam, gdzie rzeczywiście są niezbędne.
Podsumowując? Specyfikacje dopuszczalnych odchyłek bezpośrednio wpływają na złożoność procesu produkcyjnego, czas cyklu oraz koszty. Zastosuj wysoką precyzję tam, gdzie tego wymaga funkcja elementu, a w pozostałych miejscach zaakceptuj standardowe допусki. Taki zrównoważony podejście zapewnia wytworzenie części działających poprawnie i bez niepotrzebnych wydatków — dokładnie tak wygląda mądre inżynierstwo.
Oczywiście dokładność wymiarowa to tylko jedna ze składowych końcowego produktu. Obróbka powierzchni oraz zabiegi pogrubiające (post-processingu) przekształcają elementy frezowane w prawdziwie gotowe do użycia części, gotowe do zastosowania w ich przeznaczeniu.
Obróbka powierzchni oraz opcje post-processingu
Twoja część właśnie opuściła maszynę CNC z idealnymi wymiarami — ale czy jest naprawdę gotowa? W większości przypadków odpowiedź brzmi: nie. Widoczne ślady narzędzi, ostre krawędzie oraz surowe powierzchnie metalowe wymagają dodatkowej obróbki przed tym, jak komponent będzie gotowy do zastosowania w swoim przeznaczeniu. Obróbka powierzchni przekształca frezowaną część z „właściwego wymiarowo” w „pełnie funkcjonalną i wizualnie atrakcyjną”.
Zgodnie z przewodnikiem Hubs dotyczącym wykańczania powierzchni, wykańczanie powierzchni to proces obróbki dodatkowej mający na celu poprawę chropowatości, wyglądu oraz odporności na zużycie części metalowych wykonanych metodą frezowania CNC. Gdy rodzaj wykończenia odpowiada przeznaczeniu elementu, poprawia on zarówno jego funkcjonalność, jak i estetykę.
Standardy i pomiary wykończenia powierzchni
Każda operacja wykonywana na maszynie skrawającej pozostawia swój ślad na przedmiocie obrabianym. Wirujący narzędzie tworzy mikroskopijne grzebienie i doliny podczas usuwania materiału – są to tzw. ślady narzędziowe. Jakość powierzchni mierzy się jako średnia chropowatość powierzchni, wyrażana jako Ra (średnia chropowatość), która określa średni odchył od idealnie gładkiej powierzchni.
Co oznaczają te liczby w praktyce? Oto sposób przeliczania typowych wartości chropowatości:
- Ra 3,2 μm (125 μin) – Standardowe wykończenie po obróbce; widoczne ślady narzędziowe
- Ra 1,6 μm (63 μin) – Wykończenie precyzyjnej obróbki z ograniczonymi śladami narzędziowymi
- Ra 0,8 μm (32 μin) – Gładkie wykończenie odpowiednie dla powierzchni uszczelniających
- Ra 0,4 μm (16 μin) – Bardzo gładka powierzchnia; wymaga dodatkowych przejść wykańczających
Mniejsze wartości Ra są droższe, ponieważ wymagają dodatkowych operacji obróbkowych, niższych prędkości skrawania oraz ścisłej kontroli jakości. Dla wielu zastosowań funkcyjnych standardowy chropowatość Ra 3,2 μm działa doskonale. Gładkie powierzchnie rezerwuj do miejsc, gdzie rzeczywiście ma znaczenie uszczelnienie, zmniejszenie tarcia lub estetyczny wygląd.
Obróbka dodatkowa poprawiająca właściwości użytkowe
Ponad standardową powierzchnią po obróbce skrawaniem, operacje wtórne dodają warstw ochronnych, poprawiają wygląd lub zwiększają właściwości funkcjonalne. Każda z tych metod nadaje się do innych wymagań — zrozumienie dostępnych opcji pozwala na precyzyjne określenie tego, czego dokładnie wymaga Twoje zastosowanie.
Poniżej przedstawiono najczęściej stosowane metody obróbki dodatkowej oraz sytuacje, w których warto je zastosować:
- Wyrzucanie z wiązki – Tworzy jednolitą matową lub satynową teksturę poprzez wyrzucanie kulek szklanych na powierzchnię. Usuwa ślady narzędzi i zapewnia spójny wygląd. Niski koszt i idealne do części estetycznych, gdzie tolerancje wymiarowe nie są kluczowe. Najlepsze dla elementów z aluminium, stali i stali nierdzewnej wymagających poprawy atrakcyjności wizualnej.
- Anodowanie (Typ II) – Proces elektrochemiczny tworzący cienką ceramiczną warstwę tlenkową na aluminium i tytanie. Zapewnia odporność na korozję oraz umożliwia barwienie w różnych kolorach, m.in. czarnym, niebieskim, czerwonym i złotym. Grubość powłoki zwykle wynosi 4–12 μm. Doskonałe do urządzeń elektronicznych przeznaczonych dla konsumentów, części dekoracyjnych oraz zastosowań wymagających zarówno ochrony, jak i atrakcyjnego wyglądu.
- Anodowanie (typ III / twarda powłoka) – Grubsza warstwa tlenkowa (do 50+ μm), zapewniająca znacznie lepszą odporność na zużycie i twardość powierzchni. Droższe, ale niezbędne dla części funkcyjnych narażonych na ścieranie, kontakt ślizgowy lub ekstremalne warunki eksploatacyjne. Powszechne w przemyśle lotniczym, obronnym oraz w zastosowaniach mechanicznych o wysokich wymaganiach.
- Malowanie proszkowe – Suchy proszek nanoszony elektrostatycznie i utwardzany w temperaturze ok. 200 °C, tworzący trwałą warstwę polimerową. Grubość warstwy mieści się w zakresie 18–72 μm. Wysoka odporność na uderzenia, szeroka paleta kolorów oraz zgodność ze wszystkimi metalami. Idealne do sprzętu zewnętrznego, obudów oraz elementów wymagających wytrzymałych powłok ochronnych.
- Pokrywanie metalami (chrom, nikiel, cynk) – Nanosi cienkie warstwy metalu za pomocą procesów elektrochemicznych. Chrom zapewnia dekoracyjny połysk oraz umiarkowaną ochronę przed korozją. Nikiel oferuje zrównoważoną odporność na zużycie i atrakcyjny wygląd. Cynk charakteryzuje się wyjątkową ochroną przed korozją, szczególnie w przypadku elementów stalowych. Każdy z tych procesów spełnia określone funkcjonalne i estetyczne zadania.
Wybór odpowiedniej powłoki do danego zastosowania
Jak dokonać wyboru? Zaczynając od oddzielenia wymagań funkcjonalnych od preferencji estetycznych. Zgodnie z Kompleksowym przewodnikiem SYZ Rod Ends powierzchnie narażone na powtarzające się kontakt, poślizg lub ścieranie zwykle wymagają twardszych i grubszych powłok — podczas gdy wykończenia estetyczne, takie jak piaskowanie, poprawiają wygląd, ale zapewniają ograniczoną ochronę, chyba że są stosowane w połączeniu z innymi metodami obróbki.
Dokładnie przeanalizuj swoje środowisko pracy. Narażenie na warunki zewnętrzne, opad solny, wysokie temperatury oraz promieniowanie UV wymaga bardziej odpornych wykończeń niż użycie w pomieszczeniach. W przypadku CNC przeznaczonych do zastosowań morskich może być konieczne cynkowanie lub malowanie proszkowe, podczas gdy elementy wnętrza pojazdów samochodowych mogą korzystać z dekoracyjnego anodowania.
Różne rodzaje wykończeń można stosować łącznie w sposób strategiczny. Na przykład piaskowanie przed anodowaniem zapewnia jednolity matowy wygląd oraz dodatkową odporność na korozję i zużycie. Operacje cięcia CNC tworzą geometrię — ale wykończenie powierzchni decyduje o tym, jak ta geometria będzie funkcjonować i wyglądać w rzeczywistych warunkach.
Podsumowując? Nie traktuj obróbki końcowej jako czynnika drugorzędnego. Określ wymagane powierzchnie i dopuszczalne odchyłki przy zamawianiu części, zabezpiecz przed powłokami krytyczne cechy konstrukcyjne oraz dobierz odpowiednią metodę obróbki końcowej zgodnie zarówno z wymaganiami funkcjonalnymi, jak i warunkami ekspozycji środowiskowej. Takie podejście zapewnia, że wykonywane na frezarkach CNC elementy przekształcą się w komponenty działające niezawodnie przez wiele lat.
Czynniki wpływające na koszty obróbki CNC oraz optymalizacja budżetu
Wybrałeś materiał, określiłeś dopuszczalne odchyłki i wybrałeś idealną powłokę powierzchniową. Teraz pojawia się pytanie decydujące o dalszym przebiegu projektu: jaki będzie rzeczywisty koszt? Zrozumienie czynników determinujących wydatki związane z produkcją metodą obróbki skrawaniem pozwala podejmować świadome decyzje, unikać niespodzianek budżetowych oraz identyfikować możliwości oszczędności bez utraty jakości.
Oto rzeczywistość: cena części CNC nie jest przypadkowa. Każdy dolar można śledzić do konkretnych czynników, które można kontrolować — wybór materiału, złożoność projektu, specyfikacje dopuszczalnych odchyłek oraz objętość produkcji. Zgodnie z analizą kosztów Unionfab zrozumienie źródeł tych wydatków jest kluczowe dla prawidłowego budżetowania i wyboru dostawcy.
Przeanalizujmy dokładnie, za co płacisz, oraz jak zoptymalizować każdy element.
Główne czynniki wpływające na koszty frezowania
Wyobraź sobie obróbkę skrawaniem w kontekście kosztów produkcyjnych jako bloki konstrukcyjne ułożone jeden na drugim. Każdy poziom zwiększa łączny koszt, a zrozumienie poszczególnych składników pozwala zidentyfikować obszary potencjalnych oszczędności.
Koszty materialne materiały stanowią znaczny udział całkowitych wydatków — zakres cenowy jest przy tym bardzo szeroki. Aluminium znajduje się na tańszej stronie skali, podczas gdy tytan wymaga ceny premiowej, która może być od pięciu do dziesięciu razy wyższa. Zgodnie z danymi branżowymi dotyczącymi cen, wybór materiału wpływa nie tylko na koszt surowca, ale także na zużycie narzędzi i czas obróbki.
Rozważ poniższe uproszczone porównanie cen:
| Kategoria materiału | Koszt względny | Główny aspekt |
|---|---|---|
| Aluminium | $ | Doskonała obracalność, najkrótsze czasy cyklu |
| Mosiądz/brąz | $$$ | Łatwy do obróbki, zastosowania elektryczne |
| Stal/Nierdzewna stal | $$$ | Twardsze materiały przyspieszają zużycie narzędzi |
| Tytan | $$$$$ | Wymagane specjalistyczne narzędzia, dłuższe czasy cyklu |
| PEEK (tworzywo sztuczne) | $$$$$ | Materiał o wysokiej wydajności, ale drogi w postaci surowca |
Czas obróbki bezpośrednio powoduje wzrost kosztów. Operacje przemysłowej obróbki skrawaniem są rozliczane godzinowo, a stawki zależą od złożoności maszyny: frezarki 3-osiowe naliczają zwykle około 40 USD/godz., podczas gdy wyposażenie 5-osiowe wymaga opłaty w wysokości 75–120 USD/godz. zgodnie z badaniami przemysłowymi. Złożone geometrie wymagające obróbki wieloosiowej, ścisłe допусki wymuszające niższe prędkości posuwu oraz skomplikowane cechy konstrukcyjne wymagające wielokrotnych wymian narzędzi wydłużają czas cyklu — i zwiększa się kwota rachunku.
Koszty przygotowania i programowania dotyczą niezależnie od ilości zamówionych części. Każde zadanie wymaga przygotowania maszyny, skonfigurowania uchwytu, załadowania narzędzi oraz ustalenia punktu zerowego. Te koszty stałe są rozliczane proporcjonalnie do liczby zamówionych części: przy produkcji dziesięciu elementów każdy z nich ponosi jedna dziesiąta kosztu przygotowania; przy produkcji stu elementów wpływ kosztu przygotowania na pojedynczą sztukę znacznie się zmniejsza.
Specyfikacje Tolerancji wpływa zarówno na czas obróbki, jak i na wymagania dotyczące kontroli jakości. Zgodnie z Przewodnikiem DFM firmy Ensinger Plastics , dopuszczalne odchylenia powinny być stosowane wyłącznie tam, gdzie są konieczne — ogólne tolerancje znacznie obniżają koszty, nie pogarszając przy tym funkcjonalności w obszarach niestrykturalnych.
Operacje wtórne dodają kosztów dodatkowych, które szybko się kumulują. Obróbka powierzchni, np. anodowanie, kosztuje zwykle od 3 do 12 USD za element, podczas gdy galwanizacja dochodzi do 10–30 USD. Hartowanie, kontrola jakości oraz specjalne opakowania stanowią osobne pozycje kosztowe. W przypadku części frezowanych CNC wymagających wielu procesów wtórnych te dodatkowe wydatki mogą dorównać lub nawet przekroczyć podstawowe koszty obróbki.
Inteligentne strategie optymalizacji budżetu
Dobra wiadomość: większość czynników wpływających na koszty reaguje na przemyślane planowanie. Zgodnie z przewodnikiem dotyczącym kosztów produkcji firmy Protolabs, skupienie się na inteligentnym projektowaniu, doborze materiału, tolerancjach oraz planowaniu produkcji pozwala znacznie obniżyć wydatki bez utraty jakości.
Oto sprawdzone strategie optymalizacji kosztów produkcji części metodą obróbki skrawaniem:
- Projektowanie z uwzględnieniem wyprodukowania – Uprość geometrię tam, gdzie to możliwe. Zminimalizuj ostre kąty wewnętrzne, głębokie wgłębienia oraz cechy wymagające specjalnego narzędzi. Używaj standardowych rozmiarów narzędzi do otworów i innych cech konstrukcyjnych. Konsoliduj wiele części w jedną składową, o ile jest to praktyczne.
- Określ tolerancje w odpowiedni sposób – Stosuj ścisłe tolerancje wyłącznie do kluczowych powierzchni stykowych i cech funkcjonalnych. Wymiary niekluczowe mogą korzystać ze standardowych specyfikacji ±0,005 cala, co znacznie skraca czas obróbki i obniża koszty kontroli.
- Zoptymalizuj dobór materiału – Dobierz materiały spełniające wymagania funkcjonalne, unikając nadmiernej specyfikacji. Aluminium często zapewnia wystarczającą wydajność za ułamek kosztu tytanu. Rozważ łatwość obróbki: miększe materiały zmniejszają zużycie narzędzi i czas cyklu.
- Strategicznie zaplanuj objętość produkcji – Większe partie rozprowadzają stałe koszty przygotowania na większą liczbę części, co zmniejsza koszt przypadający na pojedynczą sztukę. Nawet umiarkowane zwiększenie ilości zamówionych sztuk może przynieść znaczne oszczędności. Zgodnie z analizą Unionfab koszt przypadający na jedną część znacznie spada wraz ze wzrostem ilości zamówienia – od pojedynczych sztuk do serii produkcyjnych.
- Zmniejsz liczbę ustawień i przemieszczeń – Projektuj części tak, aby można je było obrabiać w jak najmniejszej liczbie ustawień. Każde ponowne ustawienie przedmiotu obrabianego przez operatora wiąże się z koniecznością kalibracji, co kosztuje czas i zwiększa ryzyko wystąpienia odchyłek.
- Rozważ standardowe wykończenia – Powierzchnie po obróbce CNC nie powodują dodatkowych kosztów. Specjalne wykończenia zamawiaj wyłącznie wtedy, gdy są one rzeczywiście wymagane ze względu na funkcjonalność lub wygląd produktu.
Czy obróbka CNC jest odpowiednia dla Twojego projektu?
Czasem najmądrzejszą decyzją budżetową jest wybór zupełnie innej metody produkcji. Skąd wiedzieć, kiedy obróbka CNC zapewnia najlepszą wartość?
Obróbka CNC sprawdza się najlepiej w przypadku:
- Ścisłych tolerancji i wysokiej precyzji
- Złożonych kształtów w materiałach trudnoobrabialnych
- Niskie do średnich objętości produkcji (1–1000 sztuk)
- Szybkie prototypowanie z wykorzystaniem materiałów przeznaczonych do produkcji
- Elementy wymagające doskonałej jakości powierzchni bezpośrednio po obróbce skrawaniem
Inne metody mogą okazać się bardziej opłacalne, gdy:
- Objętości produkcji przekraczają kilka tysięcy identycznych elementów (rozważ wtryskiwanie lub odlewanie)
- Złożone geometrie wewnętrzne nie są osiągalne za pomocą narzędzi skrawających (rozważ druk 3D)
- Proste kształty nie wymagają precyzyjnej obróbki skrawaniem (rozważ tłoczenie lub wyciskanie)
Optymalny zakres zastosowań CNC obejmuje zwykle etap prototypowania oraz niskie objętości produkcji. Koszty przygotowania, które obciążają zamówienia pojedynczych elementów, stają się zaniedbywalne przy 50 lub 100 sztukach, podczas gdy objętości nadal pozostają poniżej progu, przy którym inwestycje w oprzyrządowanie do wtryskiwania lub odlewania stają się opłacalne.
Zrozumienie tych zależności kosztowych pozwala podejść do partnerów produkcyjnych jako świadomy klient. Będziesz zadawać lepsze pytania, dokładniej oceniać oferty cenowe oraz rozpoznawać rzeczywistą wartość, a nie tylko dążyć do najniższej ceny.
Wybór odpowiedniego partnera w zakresie frezowania CNC dla Twojego projektu
Zakończyłeś projektowanie, wybrałeś materiał oraz określiłeś wymagane dopuszczalne odchyłki, które zapewniają odpowiednią funkcjonalność przy zachowaniu ograniczeń budżetowych. Teraz nadszedł czas na decyzję, która zadecyduje o tym, czy starannie zaplanowane specyfikacje przekształcą się w rzeczywiste, działające elementy: kto je wykona? Różnica między kompetentnym operatorem frezarki CNC a niedostatecznie wykwalifikowanym nie ogranicza się tylko do jakości — to różnica między dotrzymaniem harmonogramu produkcji a nerwowym wyjaśnianiem przyczyn opóźnień.
Znalezienie odpowiedniego partnera wymaga spojrzenia poza podanymi cenami ofertowymi. Zgodnie z przewodnikiem Zenith Manufacturing dotyczącym doboru partnerów, celem nie jest jedynie znalezienie dostawcy, który potrafi wykonać Twoje elementy — chodzi o znalezienie strategicznego partnera, który będzie wspierał rozwój Twojej działalności. Proces ten rozpoczyna się od systematycznej oceny kompetencji, certyfikatów oraz historii współpracy.
Certyfikaty jakości ważne dla Twojej branży
Certyfikaty to nie tylko tabliczki przybite do ściany — stanowią udokumentowany dowód, że producent utrzymuje rygorystyczne systemy jakości. Jednak które certyfikaty są rzeczywiście istotne, zależy w pełni od branży i zastosowania.
Zrozumienie roli operatora CNC pomaga ująć w odpowiednim kontekście znaczenie certyfikatów. Certyfikowany zespół pracowniczy wykazuje jednolity, podstawowy poziom wiedzy: wszyscy znają najlepsze praktyki, procedury bezpieczeństwa oraz oczekiwania dotyczące jakości. Zgodnie z przewodnikiem po certyfikatach firmy American Micro Industries, certyfikowane procesy oznaczają, że same metody i wyposażenie są podporządkowane udokumentowanym standardom, co zapewnia spójność od jednej partii do następnej.
Oto, na co należy zwrócić uwagę w zależności od sektora:
- ISO 9001 – Podstawowy certyfikat systemu zarządzania jakością obowiązujący we wszystkich branżach. Potwierdza istnienie udokumentowanych przebiegów pracy, monitorowania wyników oraz procedur działań korygujących.
- AS9100 – Rozszerza standard ISO 9001 o wymagania specyficzne dla branży lotniczej w zakresie zarządzania ryzykiem, dokumentacji oraz integralności produktu. Jest niezbędny do uczestnictwa w łańcuchu dostaw lotniczych.
- ISO 13485 – Definitywny standard dla producentów wyrobów medycznych, obejmujący kontrolę projektowania, śledzalność oraz łagodzenie ryzyka.
- IATF 16949 – Globalny standard zarządzania jakością w przemyśle motocyklowym i samochodowym, łączący zasady ISO 9001 z wymaganiami sektorowymi dotyczącymi ciągłej poprawy i zapobiegania wadom.
- NADCAP – Akredytacja procesów specjalnych, takich jak hartowanie i badania nieniszczące, kluczowa dla zastosowań lotniczych i obronnych.
W szczególności dla zastosowań motocyklowych i samochodowych certyfikacja IATF 16949 świadczy o tym, że producent rozumie surowe oczekiwania branży. Firmy takie jak Shaoyi Metal Technology demonstrują tę zaangażowanie zarówno poprzez certyfikację IATF 16949, jak i ścisłe protokoły Statystycznej Kontroli Procesu (SPC) – zapewniając, że każdy element precyzyjny systematycznie spełnia specyfikacje stosowane w przemyśle motocyklowym i samochodowym.
Jednak samo certyfikowanie nie wystarcza. Zgodnie z opiniami specjalistów od produkcji, prawdziwym testem jest głębokość, w jakiej nastawienie na jakość zostało zakorzenione w ich kulturze organizacyjnej. Zadaj precyzyjne pytania, takie jak: „Czy mógłby Pan/Pani przedstawić mi proces postępowania w przypadku części niespełniającej wymagań?”. Odpowiedź ujawnia więcej na temat rzeczywistego zaangażowania niż którykolwiek certyfikat.
Ocena możliwości produkcyjnych i czasów realizacji
Typowy opis stanowiska operatora maszyny CNC obejmuje przygotowanie, obsługę i weryfikację jakości — jednak możliwości Państwa partnera wykraczają daleko poza kompetencje poszczególnych operatorów. Należy ocenić całą operację: wyposażenie, wiedzę fachową oraz moc produkcyjną.
Jakie narzędzia i sprzęt CNC należy brać pod uwagę? Zgodnie z przewodnikiem oceny firmy Kesu Group, dostawca dysponujący różnorodnym, dobrze konserwowanym parkiem maszyn — w tym tokarkami CNC, frezarkami CNC oraz urządzeniami wieloosiowymi — lepiej radzi sobie z realizacją złożonych projektów. Nowoczesne centra frezarskie CNC wyposażone w automatyczne systemy wymiany narzędzi oraz możliwość pomiarów w trakcie obróbki zapewniają zarówno precyzję, jak i wydajność.
Równie ważne jest pytanie: czy Wasz partner może skalować się wraz z Waszą firmą? Wymagania związane z szybkim prototypowaniem różnią się diametralnie od tych dotyczących produkcji seryjnej. Idealny zestaw maszyn CNC obsługuje oba te scenariusze — umożliwia szybkie dostarczanie części próbnych, a jednocześnie zapewnia wystarczającą moc produkcyjną przy wzroście zamówień do tysięcy sztuk. Niektórzy producenci, w tym Shaoyi Metal Technology, oferują terminy realizacji nawet w ciągu jednego dnia roboczego w przypadku pilnych potrzeb prototypowania, z płynnym przejściem do produkcji masowej precyzyjnych komponentów motocyklowych i samochodowych, w tym zespołów podwozia oraz niestandardowych wkładek metalowych.
Korzystaj z tej listy kontrolnej podczas oceny potencjalnych partnerów produkcyjnych:
- CERTYFIKATY – Zweryfikuj przynajmniej posiadanie certyfikatu ISO 9001; upewnij się, że certyfikaty branżowe (AS9100, IATF 16949, ISO 13485) odpowiadają Państwa wymaganiom
- Systemy o wysokiej jakości – Szukaj udokumentowanych programów statystycznej kontroli procesów (SPC), możliwości przeprowadzania inspekcji pierwszego wyrobu (FAI) oraz wyposażenia do weryfikacji za pomocą współrzędnościowych maszyn pomiarowych (CMM)
- Możliwości technologiczne – Oceń typy maszyn, konfiguracje osi oraz dostępne moce produkcyjne pod kątem geometrii i objętości Państwa części
- Wiedza o materiałach – Potwierdź doświadczenie producenta w obróbce konkretnych materiałów oraz w podobnych zastosowaniach
- Czasy realizacji – Zapytaj o typowe terminy realizacji prototypów w porównaniu do zamówień produkcyjnych; zweryfikuj wskaźniki dostaw w terminie i w całości (OTIF)
- Szybkość reakcji w komunikacji – Oceń czas odpowiedzi na oferty, reakcję na pytania techniczne oraz proaktywne aktualizacje projektu
- Opinie DFM – Dobrzy partnerzy zapewniają sugestie dotyczące projektowania z myślą o wykonalności produkcyjnej (DFM), zamiast milcząco akceptować problemy w projektach
Zgodnie z badaniami Zenith Manufacturing, słaba komunikacja jest istotnym sygnałem ostrzegawczym. W dzisiejszym środowisku potrzebujesz partnerów, którzy szybko odpowiadają, udzielają proaktywnych aktualizacji oraz zachowują przejrzystość w przypadku wystąpienia problemów. Odpowiedź na wiadomość e-mail w ciągu 48 godzin jest niedopuszczalna, gdy zależy od tego termin realizacji produkcji.
Podsumowując: partner produkcyjny staje się przedłużeniem Twojego zespołu. Jego kompetencje, systemy zapewnienia jakości oraz szybkość reagowania mają bezpośredni wpływ na sukces Twojego produktu. Zainwestuj czas w staranne wstępne ocenianie — jest to znacznie tańsze niż wykrycie luk w kompetencjach po rozpoczęciu produkcji.
Rozpoczęcie pracy nad projektem frezowania CNC
Przeszliście drogę od zrozumienia, czym jest system CNC, po ocenę partnerów produkcyjnych — teraz pora przekształcić tę wiedzę w działanie. Odległość między pomysłem w waszej głowie a gotowym elementem w waszych rękach jest krótsza, niż można by się spodziewać, pod warunkiem systematycznego podejścia do procesu.
Pamiętajcie, że CNC oznacza sterowanie numeryczne komputerowe — ale to, co naprawdę reprezentuje, to wasza zdolność przekształcenia cyfrowej precyzji w rzeczywistość fizyczną. Każda decyzja, której nauczyliście się w tym przewodniku, wiąże się z jednym celem: uzyskaniem części działających dokładnie zgodnie z zamierzeniem, dostarczonych terminowo i w ramach przyjętego budżetu.
Zsyntetyzujmy teraz całą wiedzę w jasny plan działania.
Wasz plan działania dla projektu CNC
Na czym naprawdę opiera się sukces w obróbce CNC? Na metodycznym podejściu, które uwzględnia każdy kluczowy punkt decyzyjny w odpowiedniej kolejności. Postępujcie zgodnie z poniższymi krokami, aby z pewnością przejść od koncepcji do gotowych części:
- Ostatecznie dopracujcie swój projekt, kładąc nacisk na jego wykonalność produkcyjną – Przeanalizuj swój model CAD pod kątem cech powodujących niepotrzebną złożoność. Usuń ostre narożniki wewnętrzne tam, gdzie to możliwe, znormalizuj średnice otworów tak, aby odpowiadały typowym średnicom narzędzi, a także upewnij się, że grubość ścianek zapewnia wytrzymałość na siły skrawania. Jeśli nie jesteś pewien/a, poproś o opinie DFM przed ostatecznym ustaleniem specyfikacji.
- Określ wymagania dotyczące materiału i dopuszczalnych odchyłek – Dobierz właściwości materiału zgodnie z wymaganiami aplikacji. Czy Twój detal wymaga odporności na korozję? Rozważ stal nierdzewną lub aluminium anodowane. Czy ważna jest niska masa? Aluminium lub tworzywa inżynierskie mogą być idealnym wyborem. Stosuj ścisłe допuszczalne odchyłki wyłącznie tam, gdzie tego wymagają powierzchnie stykowe lub kluczowe funkcje — standardowe tolerancje w pozostałych miejscach pozwalają utrzymać rozsądny poziom kosztów.
- Zażądaj ofert od kwalifikowanych partnerów – Prześlij swój projekt wielu producentom, których certyfikaty odpowiadają wymogom Twojej branży. Udostępnij pełną dokumentację: modele 3D, rysunki 2D z tolerancjami, specyfikacje materiałów, wymagane ilości oraz docelowe terminy dostawy. Jasna komunikacja na wstępie zapobiega nieporozumieniom w późniejszym etapie.
- Przejrzyj starannie uwagi dotyczące DFM – Doświadczeni partnerzy zidentyfikują potencjalne problemy i zaproponują alternatywne rozwiązania. Zalecenie zmiany promienia zaokrąglenia wewnętrznego narożnika z 0,5 mm na 2 mm może wydawać się drobnostką – ale może obniżyć koszt Twojego elementu o 30 %, jednocześnie poprawiając jego wytrzymałość konstrukcyjną. Słuchaj tych sugestii z otwartym umysłem.
- Przejdź do produkcji z pełnym przekonaniem – Gdy zatwierdzisz próbki i potwierdzisz specyfikacje, udziel zezwolenia na produkcję. Utrzymuj komunikację na każdym etapie procesu, szczególnie przy pierwszych zamówieniach. Ustal punkty kontrolne jakości oraz kryteria inspekcji jeszcze przed wysyłką elementów.
Przejście od koncepcji do produkcji
Znaczenie wiedzy i doświadczenia operatora maszyn CNC staje się jasne, gdy współpracujesz z partnerami, którzy przeprowadzają Cię przez każdy etap. Wytwarzanie prototypów pozwala zweryfikować projekt przed przejściem do produkcji seryjnej. Kontrola pierwszego egzemplarza potwierdza, że procesy produkcyjne pozwalają na wytworzenie części zgodnych ze specyfikacją. Statystyczna kontrola procesu zapewnia spójność jakościową w całym cyklu produkcji.
Dla odbiorców z sektora dostaw samochodowych droga od prototypu do produkcji masowej wymaga partnerów posiadających określone uprawnienia i certyfikaty. Shaoyi Metal Technology firma ta doskonale ilustruje taką zdolność — jej certyfikat IATF 16949 oraz ścisłe protokoły statystycznej kontroli procesu (SPC) gwarantują, że komponenty o wysokiej dokładności spełniają specyfikacje stosowane w przemyśle motocyklowym i samochodowym. Dzięki czasom realizacji już od jednego dnia roboczego dla prototypów oraz bezproblemowemu skalowaniu do produkcji seryjnej firma dostarcza z precyzją zespołów nadwoziowych oraz niestandardowych wkładek metalowych.
CNC – co to oznacza? Komputerowe sterowanie numeryczne – ale co ważniejsze, oznacza to zdolności produkcyjne łączące Twoje cyfrowe projekty z fizycznymi produktami. Niezależnie od tego, czy wytwarzasz dziesięć prototypów, czy dziesięć tysięcy części produkcyjnych, ta technologia zapewnia stałą precyzję, której metody ręczne po prostu nie są w stanie osiągnąć.
Podsumowując: teraz rozumiesz rodzaje maszyn, dobór materiałów, specyfikacje dopuszczalnych odchyłek, opcje wykańczania powierzchni, czynniki wpływające na koszty oraz kryteria oceny potencjalnych partnerów produkcyjnych. Ta wiedza przekształca Cię z biernego klienta w świadomego partnera produkcyjnego. Wykorzystaj ją, aby zadawać lepsze pytania, podejmować mądrzejsze decyzje i dostarczać produkty spełniające Twoje dokładne wymagania.
Twój następny krok jest prosty: weź swój projekt, zastosuj poznane zasady i skontaktuj się z wykwalifikowanym partnerem produkcyjnym, który zrealizuje Twoją wizję. Technologia jest gotowa. Ekspertyza istnieje. Twoje precyzyjne komponenty czekają tylko na wyprodukowanie.
Często zadawane pytania dotyczące toczenia i frezowania CNC
1. Co to jest frezowanie CNC?
Frezowanie CNC to proces produkcyjny, w którym ruch narzędzi i maszyn fabrycznych kontrolowany jest za pomocą wcześniejszo zaprogramowanego oprogramowania komputerowego. CNC to skrót od Computer Numerical Control (Komputerowa Kontrola Numeryczna), który wykorzystuje instrukcje w kodzie G do kierowania narzędziami tnącymi z wyjątkową precyzją – osiągając tolerancje nawet na poziomie ±0,001 cala. Ta metoda subtrakcyjna usuwa materiał z pełnych bloków, aby tworzyć gotowe elementy stosowane w różnych branżach, od przemysłu lotniczego po urządzenia medyczne.
2. Czy operatorzy maszyn CNC zarabiają dużo pieniędzy?
Frezarze CNC zarabiają konkurencyjne wynagrodzenia, przy średnich stawkach wynoszących około 27,43 USD za godzinę w Stanach Zjednoczonych. Wysokość zarobków zależy od doświadczenia, posiadanych certyfikatów oraz specjalizacji. Operatorzy posiadający zaawansowane umiejętności programowania wieloosiowego, pracy z naciskiem na ścisłe tolerancje lub produkcji zgodnej ze standardami przemysłu lotniczego zwykle otrzymują wyższe stawki. Zakłady certyfikowane zgodnie ze standardami IATF 16949 lub AS9100 często oferują premiowe wynagrodzenia wykwalifikowanym frezarzom zapewniającym utrzymanie wysokich standardów jakości.
3. Jakie są różne typy maszyn CNC?
Trzy główne typy maszyn CNC to frezarki, tokarki i frezarki do płyt. Frezarki CNC wykorzystują obracające się narzędzia skrawające wobec nieruchomych przedmiotów obrabianych, umożliwiając tworzenie złożonych geometrii 3D w twardych metalach. Tokarki CNC obracają przedmiot obrabiany wobec nieruchomych narzędzi, co czyni je idealnym rozwiązaniem do produkcji części cylindrycznych, takich jak wały i tuleje. Frezarki CNC są przeznaczone do obróbki miększych materiałów oraz większych, płaskich arkuszy; stosuje się je najczęściej do produkcji tablic informacyjnych, mebli kuchennych oraz obudów z tworzyw sztucznych.
4. Ile kosztuje obróbka CNC?
Koszty obróbki CNC zależą od wyboru materiału, złożoności detalu, wymaganych tolerancji oraz objętości produkcji. Ceny detali z aluminium są niższe niż odpowiadających im detali z tytanu ze względu na cenę materiału oraz krótszy czas cyklu obróbkowego. Ścisłe tolerancje powodują wydłużenie czasu obróbki oraz wzrost kosztów kontroli jakości. Koszty przygotowania maszyny rozkładają się na większe zamówienia, co zmniejsza koszt przypadający na pojedynczy detal. Strategie takie jak projektowanie z myślą o możliwościach produkcyjnych (DFM), odpowiednie określanie tolerancji oraz planowanie wielkości partii mogą znacznie obniżyć całkowite koszty projektu.
5. Na jakie certyfikaty należy zwracać uwagę przy wyborze partnera CNC?
Kluczowe certyfikaty zależą od branży: ISO 9001 zapewnia podstawowe zarządzanie jakością, AS9100 obejmuje wymagania dla przemysłu lotniczego, ISO 13485 dotyczy urządzeń medycznych, a IATF 16949 określa standardy produkcji motocyklowej i samochodowej. Partnerzy, tacy jak Shaoyi Metal Technology, wykazują zaangażowanie poprzez certyfikat IATF 16949 połączony z protokołami Statystycznej Kontroli Procesu (SPC), zapewniając stałą jakość precyzyjnych komponentów samochodowych, w tym zespołów nadwozia.