 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

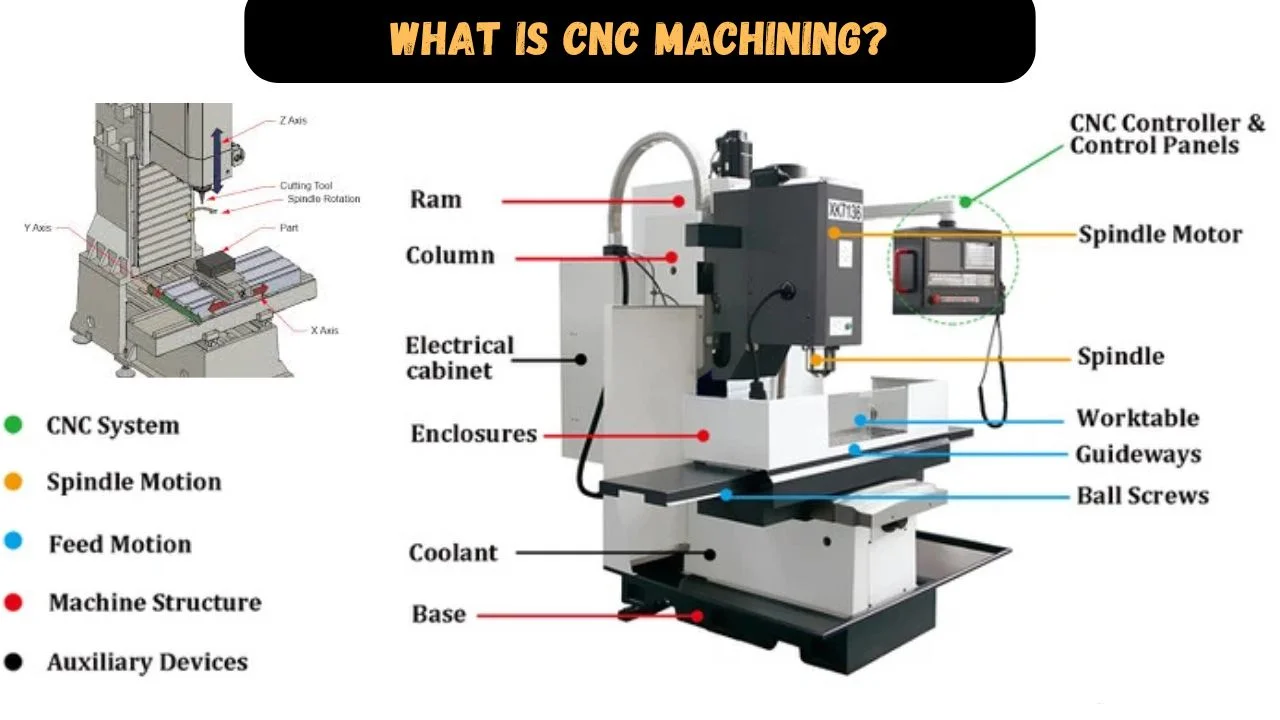
Kas yra CNC apdirbimas? Pažiūrėkite, kaip žaliava virsta tiksliaisiais detalėmis
Kas yra CNC apdirbimas paprastais žodžiais
Ką reiškia CNC paprastais žodžiais
CNC – tai kompiuterinio skaitmeninio valdymo (Computer Numerical Control) santrumpa. Paprastais žodžiais tariant, tai reiškia, kad kompiuteris valdo, kaip juda ir veikia staklių įrankis. Jei esate ieškoję kas reiškia CNC staklės ar net įvedę kas yra CNC staklės , trumpas atsakymas toks: tai mašina, kuri vykdo programuotas instrukcijas, o ne remiasi tik rankiniu valdymu.
CNC apdirbimas yra atimtinis gamybos procesas, kuriame kompiuteriu valdomos staklių priemonės nuima medžiagą iš žaliavos (pvz., metalo ar plastiko), kad būtų sukurti galutiniai detalės.
Ką iš tikrųjų daro CNC apdirbimas
Ši skirtis yra svarbi. CNC – tai valdymo metodas. CNC apdirbimas – tai pati pjovimo procedūra. programinės įrangos instrukcijos nukreipia frezavimo stakles, sukimosi stakles, maršrutizatorius ir kitus staklių įrankius, kad pašalintų medžiagą iš kietojo bloko, plokštės ar strypo. Vietoj to, kad detalė būtų sukonstruojama pridedant medžiagą, staklės pašalina tai, kas nereikalinga. Tokiu būdu gamyklose gaminamos įprastos detalės, pvz., laikikliai, korpusai ir velenai.
Kai žmonės klausia ką yra CNC talpyba , jie dažniausiai nori praktinio vaizdo: skaitmeninės instrukcijos, kurios iš žaliavos – metalo ar plastiko – sukuria tikslų detalės elementą. O kai klausiamasi kas yra CNC apdirbimas , aiškiausias atsakymas yra kontroliuojamas medžiagos pašalinimas.
CNC prieš CNC apdirbimą – be žargonų
Kai žmonės klausia kas yra CNC staklės ar ką reiškia CNC staklės , šie pagrindiniai terminai padaro šią temą daug lengviau suprantamą:
- CAD: Kompiuteriu paremtos projektavimo programinės įrangos (CAD) programinė įranga, naudojama detalės brėžiniui ar 3D modeliui kurti.
- CAM: Kompiuteriu paremtos gamybos programinės įrangos (CAM) programinė įranga, kuri projektą paverčia apdirbimo instrukcijomis.
- G-kodas: Mašininė kalba, kuri nurodo įrenginiui, kaip judėti ir veikti.
- Įrankių judėjimo trajektorijos: Kerpančiojo įrankio maršrutai per medžiagą.
- Tolerancija: Leistinas nuokrypis nuo tikslinio dydžio.
- Darbo užfiksavimas: Šaukštai, spaustukai, sukabintuvai ar tvirtinimo įtaisai, kurie patikimai laiko detalę apdirbimo metu.
Šie terminai yra kiekvienos baigtos detalės pagrindas. Įdomiausia, tačiau, yra stebėti, kaip jie susiję nuo skaitmeninio failo iki galutinės apdirbtos detalės.
Kas yra CNC apdirbimo procesas žingsnis po žingsnio
Šie pagrindiniai terminai pradeda tapti suprantami, kai juos stebime veikiant kartu tam tikra tvarka. Jei kada nors klausėte: " kas yra CNC staklės ir kaip tai veikia?", aiškiausias atsakymas – sekti vienos detalės kelią nuo skaitmeninio failo iki baigtos komponentės. Tikroje dirbtuvėje pjovimas yra tik viena dalis visos istorijos. Paruošimas, patvirtinimas, tikrinimas, šlifuojant kraštų pašalinimas ir baigiamasis apdorojimas yra neatskiriama priemonė, kaip iš tikrųjų gaminamos tinkamos detalės.
Nuo CAD modelio iki CAM įrankių trajektorijų
- Apibrėžkite detalę CAD programoje. Procesas prasideda nuo 2D brėžinio arba 3D modelio. Šiame projekte nurodoma geometrija, pagrindinės savybės, medžiagos pasirinkimas ir tikslumo reikalavimai.
- Sukurkite įrankių trajektorijas CAM programoje. CAM programinė įranga planuoja, kaip įrenginys pagamins detalę. Ji parenka operacijas, įrankius ir pjovimo eiliškumą, tada sukuria įrankio judėjimo trajektorijas – tai kelių, kuriais judės pjovimo įrankis, maršrutai. Štai čia taip pat parenkami padavimai ir sukimosi greičiai. Padavimas – tai greitis, kuriuo įrankis juda per medžiagą. Sukimosi greitis paprastai reiškia verpeto sukimosi greitį, t. y. kiek greitai sukasi verpetas.
- Perdirbti į įrenginiui skaitomą kodą. Čia CNC mašinos programavimas tampa praktiškas. CAM išvestis konvertuojama į kodą, kurį gali perskaityti valdymo sistema. Jei esate ieškoję, kas yra G-kodas CNC mašinoje, tai G-kodas – tai komandų kalba, kuri nurodo įrenginiui, kur ir kaip judėti. Žmonės taip pat klausia, kas yra G-kodas ir M-kodas CNC mašinoje. Paprastais žodžiais tariant, G-kodai valdo judėjimą, o M-kodai – įrenginio funkcijas, pvz., verpeto paleidimą, aušinimo skysčio įjungimą, pauzes ir įrankių keitimą. Jei kyla klausimas, kas yra M-kodas CNC mašinoje, galima jį suprasti kaip įrenginio funkcijos komandą, o ne pjovimo kelio komandą.
Kaip G-kodas valdo įrenginį
- Paruoškite įrenginį ir užfiksuokite заготовkę. Operatorius įkelia įrankius, pritvirtina žaliavos заготовkę į šakutę, įsuką arba tvirtinimo įtaisą ir nustato darbo vietos fiksavimą. Toliau įvedami nuostoliai. Nuostolis – tai saugoma reikšmė, kuri valdymo sistemai nurodo, kur yra detalės nulinis taškas ir kur iš tikrųjų yra kiekvieno įrankio galas.
- Atlikite sausąjį paleidimą ir patikrinkite. Prieš pradedant tikrąjį apdirbimą, programa dažnai bandoma virš detalės. Jei domėtųsi, kas yra sausasis paleidimas CNC apdirbime, tai yra beapdirbimo patikrinimo eigą, skirtą saugiai aptikti neteisingus judesius, nepakankamus atstumus ar paruošimo klaidas.
Paruošimas, apdirbimas, tikrinimas ir baigiamasis apdorojimas
- Apdirbkite medžiagą. Įrenginys vykdo programą, kad frezuotų, gręžtų, sukurtų arba išgręžtų žaliavos заготовkę į pageidaujamą formą.
- Tikrinkite charakteristikas apdirbimo metu. Operatoriai procese matuoja svarbias matmenis ir, jei reikia, koreguoja įrankių dėvėjimosi ar nuostolių reikšmes. Tai padeda išlaikyti numatytą tikslumą.
- Patikrinkite baigtą detalę. Galutinės patikros gali būti atliekamos naudojant kalibrus, mikrometrus, aukščio matuoklius arba koordinačių matavimo mašiną (CMM). Tai neprivaloma papildoma paslauga. Tai yra gamybos darbo eigos dalis.
- Nušalinti, išvalyti ir apdoroti. Pašalinami aštrūs kraštai, pašalinami drožliai ir aušinimo skystis, o taip pat atliekami visi reikalingi paviršiaus apdorojimo veiksmai, kad detalė būtų saugi ir tinkama naudoti.
- G-kodas: Įrankio judėjimo komandos, pvz., greitieji perkėlimai, tiesūs pjūviai ir lankai.
- M-kodas: Staklių funkcijų komandos, pvz., špindelio įjungimas, aušinimo skysčio įjungimas ar programos sustabdymas.
- Poslinkiai: Įrankio ilgio ir darbo vietos padėčių reikšmės, saugomos atmintyje.
- Padavimas: Programuojamas įrankio patekimo greitis pjovimo metu.
- Greitis: Veršlio sukimosi dažnis, naudojamas operacijai atlikti.
- Tuščioji eiga: Tikrinamoji eiga be apdirbamojo detalės pjovimo.
Tai ir yra CNC apdirbimo procesas praktikoje. Seka visur yra panaši, tačiau įranga, atliekanti darbą, gali labai skirtis, o ašių skaičius lemia, kokias detalės įrankis iš tikrųjų gali pasiekti.
Kas yra CNC frezavimo staklės, sukimo staklės ir apdirbimo centras
Ašių skaičius pradeda turėti prasmę tik tada, kai žinoma, kuriuo tikruoju metu įranga atlieka darbą. Būtent čia daugelis pradedančiųjų susiduria su sunkumais. Frezavimo staklės, sukimo staklės, frezavimo įrenginiai ir apdirbimo centrai yra visi CNC įrenginiai , tačiau jie nėra tarpusavyje keičiami, o kiekvienas iš jų tinka kitokio tipo detalei apdirbti.
Pagrindiniai CNC staklių tipai, kuriuos girdėsite
Jei jūsų klausimas yra kas yra CNC frezavimo staklės , įsivaizduokite sukamąjį pjoviklį, formuojantį nejudamą detalę. Frezavimo staklės dažnai naudojamos detalių su plokščiomis paviršiaus sritimis, kišenėmis, grioveliais ir gręžtinėmis savybėmis gamybai. Tāčiau tokios staklės, kaip sukimosi staklės (latės), keičia šią sąveiką. kas yra CNC sukimosi staklės terminais: detalė sukasi, o pjovimo įrankis nuima medžiagą, todėl sukimosi staklės yra natūralus pasirinkimas velenams, įmovoms, jungtims ir kitoms apvalioms detalėms.
Jei esate ieškoję kas yra CNC frezavimo staklės , įsivaizduokite įrenginį, kuris veikia panašiai kaip frezavimo staklės, bet dažniausiai naudojamas plokščioms lakštų medžiagoms ir minkštesnėms medžiagoms, tokioms kaip medis, plastikai ir kai kurie aliuminio lydiniai – tokį skirtumą aprašo „Rex Plastics“. CNC apdirbimo centras paprastai yra frezavimo staklių orientuotas įrenginys, suprojektuotas atlikti kelis apdirbimo veiksmus su dideliu pakartojamumu, todėl jis yra dažnas pasirinkimas daugiasavybių prizminėms detalėms.
| Mašinos tipas | Tipiška detalės forma | Judėjimo būdas | Kada naudojamos pageidautinos |
|---|---|---|---|
| Cnc frizėrius | Blokai, laikikliai, korpusai | Sukamasis pjoviklis juda tiesiniais ašimis | Plokščios paviršiaus srities, kišenės, kontūrai, skylės |
| Cnc tornas | Ašys, įmovos, apvalūs jungiamieji elementai | Apdorojamoji detalė sukasi, tuo metu įrankis pjauti | Cilindrinės arba sukimosi simetrinės detalės |
| CNC apdirbimo centras | Daugiafunkcinės prizminės detalės | Frezuotasis pjovimas, dažnai suprojektuotas mažiau montavimų | Detalės, kurioms reikia kelių frezuojamų ypatybių su pakartojamumu |
| Cnc router | Skydeliai, korpusai, lakštų pagrindu sukurtos formos | Aukšto greičio pjovimas plokščiuose ruošiniuose | 2D ir 2,5D apdorojimas minkštesnėse medžiagose |
Ką iš tikrųjų reiškia 3 ašių, 4 ašių ir 5 ašių sistemos
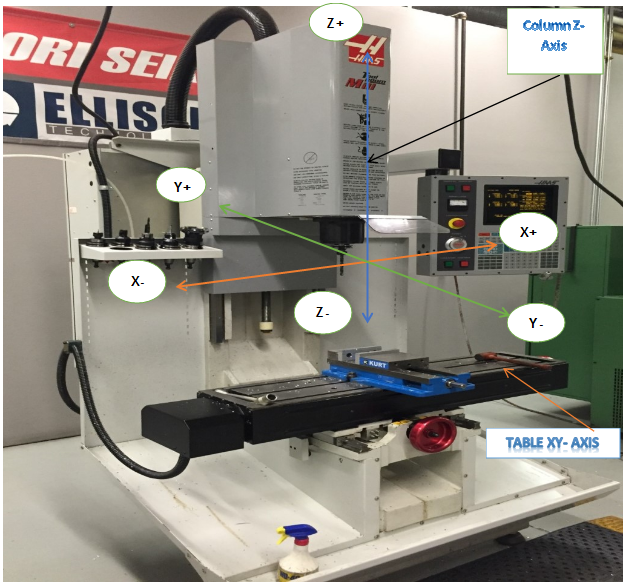
Pagrindinė koordinačių sistema yra X, Y ir Z. Medžiaga iš A&M EDM apibūdina X ir Y kaip horizontalų judėjimą, o Z – kaip vertikalų judėjimą. Taigi, jei jūs kada nors svarstėte kuriuo kryptimi yra Z ašis CNC staklėse , paprastas atsakymas į tipiškas vertikalias frezavimo stakles yra „aukštyn ir žemyn“.
3 ašių staklės juda šiomis trimis tiesinėmis kryptimis. 4 ašių staklės prideda sukamąjį judėjimą. Daugumoje frezavimo aptarimų kas yra ketvirtoji ašis CNC staklėse reškia A ašį, kuri sukasi aplink X ašį, kaip paaiškina CNC virėjo knyga . Šis papildomas pasiekiamumas gali sumažinti detalės nuėmimo ir perstatymo kartų skaičių. Jei jūs klausiate kas yra penkių ašių CNC staklės , tai reiškia, kad pridedama antra sukamoji ašis, leidžianti įrankiui ar detalei pasiekti daugiau kampų sudėtingoms paviršių formoms ir daugiapusių elementų apdirbimui.
Pagrindiniai judėjimo terminai: velenas, padavimas ir Z ašis
- Vaizdas: Sukamasis vienetas, kuris varo pjovimo įrankį frezuoklėje ar maršrutizatoriuje.
- Padavimas: Įrankio judėjimo greitis per medžiagą.
- Z ašis: Vertikali pjovimo kryptis tipinėje vertikaliojoje frezavimo įrangoje.
- Sukamoji ašis: Papildoma ašis, kuri pasuka detalę ar įrankį, kad būtų geriau pasiekiamos jos vietos.
Šios mašinų kategorijos paaiškina, kokios judėjimo galimybės egzistuoja. Kitas praktinis klausimas yra kitoks: net turint tinkamą mašiną priešais save, kokią pjovimo technologiją gamykla turėtų pasirinkti konkrečiai detalei?

Pagrindinės CNC operacijos aiškiai palygintos
Mašinos tipas nurodo, kaip vyksta judėjimas. Operacijos pasirinkimas nurodo, kaip iš tikrųjų gaminama detalė. Daugumoje gamyklų greičiausias būdas pasirinkti technologiją – pirmiausia įvertinti detalės formą, o vėliau patikrinti medžiagos savybes, paviršiaus apdorojimo reikalavimus ir elementų sudėtingumą. Todėl viena detalė gali būti frezuojama, kita – sukama, o trečioji – apdirbama šlifuojant arba elektroerozinėmis metodais (EDM).
Kada frezavimas yra geriausias pasirinkimas
Jei klausiate kas yra CNC frezavimo staklės pagalvokite apie universalią parinktį prizminėms detalėms. Frezavime naudojamas besisukantis įrankis, kuris veikia nejudančią detalię, kad būtų sukurtos plokščios paviršiaus dalys, įdubimai, grioveliai, kontūrai ir daugiapusiškos savybės. Dažnai tai geriausias pasirinkimas laikikliams, korpusams, plokštėms ir detalėms su mišriąja geometrija. RapidDirect taip pat pažymi, kad frezavimas puikiai tinka sudėtingoms 3D formoms, tačiau jis nėra efektyviausias pasirinkimas tikrai apvalioms detalėms.
Kur geriausiai tinka sukimas ir gręžimas
Rinkoje ką yra CNC verčiavimo mašina terminais: detalė sukasi, o įrankis pjauti. Tai daro sukimo procesą natūraliu pasirinkimu ašims, smeigėms, įvorėms, sriegiams, grioveliams ir kitoms savybėms, kurios sukurtos aplink centrinę ašį. Cilindrinėms detalėms sukimas paprastai yra greitesnis ir ekonomiškesnis nei bandymas jas frezuoti iš visų pusių.
Skylėms kurti, kas yra CNC gręžimo staklės turi paprastesnį atsakymą: ji greitai sukuria skyles. Gręžimas dažnai yra pradžios taškas, o ne galutinis sprendimas. Kai svarbesni yra skylės dydis, išdėstymas ar paviršiaus baigimas, įmonės gali tęsti darbą su išgręžimu arba išplėtimu, kaip aprašyta RapidDirect.
Kodėl svarbūs frezavimas, elektroerozinis apdirbimas (EDM) ir šlifavimas
Frezavimas atrodo panašus į frezavimą, tačiau dažniausiai pasirenkamas minkštesniems medžiagoms ir plokštesniam lakštų tipo darbui. Elektroerozinis apdirbimas (EDM) yra kitoks. Jei esate ieškoję kas yra CNC EDM mašina ar kas yra CNC vielos pjovimo mašina , tai dažniausiai reiškia vielos EDM, kuri naudoja elektrinius iškrovos impulsus laidžioms medžiagoms pjauti. RivCut pabrėžia EDM privalumus apdirbant labai kietas medžiagas, aštrius vidinius kampus bei mažus ar gilias elementus, kurių negali pasiekti sukamieji įrankiai.
Kas yra CNC šlifavimo mašina geriausiai suprantama kaip baigiamasis apdirbimo etapas. Šlifavimas pašalina labai mažus medžiagos kiekius naudojant šlifavimo ratuką, kad būtų tiksliau kontroliuojamas matmenis ir pagerintas paviršiaus baigimas kritinėse detalėse.
Paieška, pavyzdžiui, kas yra CNC pjovimo mašina gali išblukinti šiuos skirtumus. Tai gali reikšti maršrutizavimo ar profilio pjovimo įrangą, įskaitant kas yra CNC plazminis pjovimo aparatas klausimai, nors šie procesai sprendžia kitokį uždavinį nei kišenėlių, tikslaus skylės ar sukamų velenų gamyba.
| Veikimas | Kaip medžiaga pašalinama | Geriausiai tinka geometrija | Tipiški rezultatai | Pagrindiniai kompromisai |
|---|---|---|---|---|
| Frizdis | Sukamasis pjoviklis nuima drožles nuo nejudančios detalės | Plokščios paviršiaus sritis, kišenėlės, įpjovos, kontūrai, daugiapusių detalių apdorojimas | Lanksti formavimo galimybė tvirtinimo elementams, korpusams ir sudėtingoms 3D formoms | Mažiau efektyvu paprastoms apvalioms detalėms |
| Pasukimas | Sukamasis darbo objektas apdirbamas nejudančiu ar judančiu įrankiu | Velenai, ašmenys, įmovos, sriegiai, grioveliai | Greiti, pakartotini cilindriniai elementai | Ribotas plokščios arba labai netolygios geometrijos apdorojimas |
| Boravimas | Sukamasis gręžtuvas sukuria arba pradeda skylutes | Tiesios skylutės daugelyje detalių tipų | Greita skylučių kūrimo galimybė | Gali reikėti išgręžimo arba išplėšimo tikslumui ir paviršiaus kokybei pagerinti |
| Maršrutizavimas | Aukšto greičio sukamasis pjovimo įrankis nupjauna ar supjausto minkštesnes medžiagas | Plokščios profilio detalės, plokštės, lakštų pagrindu gaminamos detalės | Greitas pjovimas minkštesnėse medžiagose | Bendrai mažiau standus ir mažiau tinkamas tiksliajam kietųjų metalų apdirbimui |
| Elektrinis spinduliuotasis smeltingas | Elektriniai išlydžiai suardo laidžią medžiagą | Aštrūs vidiniai kampai, mažytės plyšio pavidalo įpjovos, sunkiai pasiekiamos vidinės savybės | Puikiai tinka kietoms medžiagoms ir sudėtingoms detalėms | Lėtesnis ir specializuotesnis nei įprastas pjovimas |
| Grinding | Abrazyvinis ratukas pašalina labai mažus kiekius | Kritinės plokščios arba apvalios paviršiaus savybės | Tikslesnis matmenų valdymas ir lygesni paviršiai | Dažniausiai tai baigiamasis etapas, o ne pagrindinis formavimo procesas |
Teisingo operacijos pasirinkimas užtikrina geometrijos atitiktį reikalaujamam diapazonui. Ar detalė tikrai naudojama, priklauso nuo dar praktiškesnių veiksnių: kaip elgiasi medžiaga, kokia turi būti tikslumo riba ir kaip detalė patikrinama bei apdorojama po pjovimo.
Medžiagos ir kokybė tiksliajame CNC apdirbime
Frezavimas, sukimas ar elektroerozinis apdirbimas (EDM) nustato geometriją, tačiau naudingas detalės gaminys priklauso ne tik nuo apdirbimo metodo. Medžiagos elgesys, tikslumo reikalavimai, tikrinimo disciplina ir papildomas apdirbimas visi veikia galutinį rezultatą. Būtent čia kas yra tikslusis CNC apdirbimas tampa lengviau suprantama. Tai ne tik tikslus pjovimas. Tai tikslus pjovimas, kuris derinamas su tinkama medžiaga, patikima matavimo sistema ir tinkamu paviršiaus apdorojimu.
Dažniausiai naudojamos medžiagos CNC apdirbime
Medžiagos pasirinkimas veikia stiprumą, svorį, korozijos atsparumą, laidumą, apdirbamumą, paviršiaus baigtinį apdorojimą ir kainą. Lindel pateikta gairė rodo, kodėl aliuminis yra populiarios medžiagos dėl jo mažo svorio ir puikaus apdirbamosumo, tuo tarpu nerūdijantis plienas ir titanas dažnai renkami tada, kai svarbesnis yra korozijos atsparumas ir ilgaamžiškumas. Varis švariai apdirbamas ir taip pat užtikrina gerą šiluminį bei elektrinį laidumą. Inžineriniai plastikai, tokie kaip PEEK, Delrin ir UHMW, gali sumažinti svorį ir padidinti cheminį ar drėgmės atsparumą. Plienas ir įrankių plienai suteikia standumo ir stiprumo, tačiau jų apdirbti paprastai sunkiau nei aliuminio ar vario.
Jei kada nors įdomu buvo kas yra CNC apdirbta detalė , praktiškas atsakymas yra detalė, išpjaustyta iš žaliavos ir paruošta naudojimui reikiamomis sąlygomis. Laikiklis, korpusas ar velenas dar nėra tikrai baigtas tik todėl, kad įrankis sustojo pjauti.
Kaip tikslumo ribos, tikrinimas ir statistinis procesų valdymas (SPC) veikia kokybę
Jei bandote apibrėžti kas yra CNC apdirbimas ir gamyba tai yra platesnis vaizdas. Tolerancijos priklauso nuo taikymo srities, todėl svarbiausias klausimas ne tai, kiek jos gali būti tikslūs, o kiek tikslūs jos turi būti. PTSMAKE pastebi, kad tikslausis darbas reikalaujančiose aplikacijose dažnai atitinka nuokrypius nuo ±0,0001 colio iki ±0,005 colio, tačiau šis diapazonas nėra visų bruožų numatytoji taisyklė.
Kokybės kontrolė prasideda anksti – pirmojo gaminio patikrinimu, toliau tęsiamasi procese vykdomais matavimais ir galutine metrologija, naudojant tokias priemones kaip mikrometrai, koordinatiniai matavimo įrenginiai (CMM) ir optinės sistemos. Statistinė proceso kontrolė (SPC) padeda stebėti nuokrypius dar prieš tai, kol visa partija išeina iš nustatytų ribų. Taip pat svarbi ir mašinos būklė. Pradedantis operatorius, kuris klausia kas yra žingsniavimas (backlash) CNC mašinoje klauso apie prarastą judėjimą ašies variklyje, kuris gali pabloginti pakartojamumą. Panašiai kas yra rutulinė veržlė (ball screw) CNC mašinoje nurodo tikslų varomąjį komponentą, kuris padeda judėti ašiai tiksliai ir nuolat.
Apdirbimo kokybė apima matavimus, kraštų būklę ir apdailą, o ne tik pjovimo laiką.
Baigiamieji veiksmai, atliekami po pjovimo
Po apdirbimo darbai dažnai nulemia, ar detalė saugi laikyti, tinkamai pritaikoma ir išlaiko savo savybes eksploatacijos metu. Praktiškus baigiamuosius nurodymus pateikia CNC virėjo knyga parodo, kaip dažni šie veiksmai:
- Aibrūžinimas: Pašalina įpjovas ir suapvalina aštrias kraštas.
- Burbuliukų šlifavimas: Valo paviršių ir suteikia vienodesnį išvaizdos įspūdį.
- Anodavimas: Dažnai naudojama aliuminiui, kai reikia papildomos paviršiaus apsaugos ar spalvos.
- Dengimas: Taikoma metalo danga apsaugai ar funkcinei našumui užtikrinti.
- Apyvartinis: Apima tokias galimybes kaip dažymas ar miltelinis dengimas.
- Siltuminių apdirbimo procedūros: Keičia kietumą, ypač plienams, nors deformacija gali reikalauti papildomo apdirbimo.
- Šlifavimas ar poliravimas: Naudojama tada, kai reikia papildomo dydžio kontrolės arba paviršiaus apdorojimo.
Praktikoje, kas yra CNC apdirbimo technologija sumažinama iki šios visos pjovimo, matavimo ir baigiamojo apdorojimo sistemos. Šis tikslumo, pakartojamumo ir medžiagų lankstumo derinys būtent todėl leidžia CNC technologijai būti taikomai tokiam plačiam tikrųjų detalių ir pramonės šakų spektrui.

Kur praktikoje naudojamas CNC apdirbimas
Tiksliai pagaminta ir gerai apdorota detalė svarbi, nes ji turi atlikti konkrečią funkciją. Jei jūs klausiate kur naudojama CNC mašina ar kur naudojamas CNC apdirbimas , atsakymas yra daug platesnis nei viena dirbtuvė ar vieno tipo komponentas. CNC technologija yra labiausiai naudinga, kai detalei reikia patikimų matmenų, pakartotinų rezultatų ir realios medžiagų parinkties – metalo ar plastiko.
Kur praktikoje naudojamas CNC apdirbimas
Prototipų projektai paaiškina, kodėl apdirbimas taip puikiai tinka prototipiniams detalių gamybos ir mažoms serijoms: jam nereikia specializuotos įrankinės, jis palaiko plačią medžiagų ir paviršių apdorojimo pasirinkimų įvairovę bei užtikrina aukštą pakartojamumą tarp detalių. Tai daro jį praktišku sprendimu šioms srityms:
- Prototipinės detalės, naudojamos tikrinti montavimą, veikimą ar surinkimą
- Tarpinė gamyba ir mažos serijos, kol kitas gamybos procesas tampa racionalus
- Keičiamosios dalys senesnės kartos įrangai ar remontui
- Montavimo šablonai, tvirtinimo įtaisai ir bandymų įranga, naudojama gamyboje
- Pakartojamos pabaigtos naudojimo detalės, pvz., laikikliai, korpusai, kolektoriai, velenai ir specialūs korpusai
Pramonės šakos, kurios priklauso nuo CNC detalių
Jei rašote kokia pramonės šaka naudoja CNC apdirbimą paieškos juostoje, vieno atsakymo nėra. Surinkti pavyzdžiai Projektas MFG apima aviacijos ir kosmonautikos, automobilių pramonės, medicinos įrenginių, elektronikos, robotikos ir automatizavimo, laivų statybos, krašto apsaugos, atsinaujinančios energijos ir kitas sritis. Kasdienėje gamyboje tai dažnai reiškia tokias dalis kaip:
- Automobilių korpusai, pavaros, velenai ir prototipiniai variklio susiję komponentai
- Aviacijos ir kosmonautikos atraminės konstrukcijos, konstrukcinės dalys ir variklio susiję komponentai
- Medicinos įrenginių dalys, pvz., įrankiai, implantai, protezinės dalys ir dantų technikos komponentai
- Elektronikos korpusai, šilumos valdymo komponentai ir mažos vidinės detalės
- Pramonės įrangos komponentai, pvz., kolektoriai, atraminės konstrukcijos, tvirtinimo įtaisai ir mašinų dalys
- Energetikos komponentai, įskaitant turbinų susijusius velenus, centrines plokštes, atramines konstrukcijas ir korpusus
Prototipų, mažo tūrio ir serijinės gamybos naudojimo atvejai
Jei jums kyla klausimų kam naudojama CNC frezavimo staklė , galvokite apie plokščias paviršių, kišenes, skyles ir specialius korpuso elementus prizminėse detalėse. Apvaliam darbui kam naudojama CNC sukimosi staklė yra dar tiesiškesnė: ašys, smeigtukai, movos, sriegiai ir kiti sukami elementai. Toks platūs taikymo galimybės yra viena iš priežasčių, kodėl CNC technologija lieka naudinga nuo pirmųjų prototipų iki pakartotinės galutinės gamybos, ypač kai vienu metu reikalinga tikslumas, pakartojamumas ir medžiagų lankstumas. Šios privalumų savybės yra tikros, bet nevisuotinės, todėl procesų pasirinkimas visada turi būti subalansuotas.
Kam naudojamos CNC staklės ir kokie jų ribojimai
Žmonės dažnai ieško frazių kaip kam naudojama CNC staklė ar kam naudojamos CNC staklės kai iš tikrųjų bandydami atsakyti į praktinį klausimą: ar CNC yra tinkamas procesas šiai detalei. Net keistos paieškos, tokios kaip ką daro CNC staklė dažniausiai rodo į tą pačią problemą. CNC yra galinga technologija, tačiau ji automatiškai nėra geriausias sprendimas kiekvienam geometriniam modeliui, gamybos apimčiai ar biudžetui.
Kodėl CNC apdirbimas yra taip plačiai naudojamas
„American Micro Industries“ ir „Protolabs“ pateikta gairė rodo, kodėl gamyklos remiasi CNC technologija prototipams, mažomis serijomis gaminantems detalėms ir tiksliai apdirbtiems komponentams.
Privalumai
- Aukšta tikslumas ir tikslumas: CNC ypač tinka detalėms, kurios turi tiksliai atitikti projektą.
- Pakartojamumas: Kai programa ir paruošimas yra kontroliuojami, vienoda detalė gali būti nuolat gaminta vienoda kokybe.
- Medžiagos lankstumas: Ji veikia su daugeliu metalų ir plastikų, o ne tik su viena medžiagų grupe.
- Skaitmeninis darbo eigos procesas: CAD, CAM ir išsaugotos programos padeda išlaikyti projektus ir palaikyti pakartotinius užsakymus.
- Tinka sudėtingoms, bet pasiekiamoms savybėms: Laukeliai, skylės, kontūrai ir daugiapusiškos savybės yra labai lengvai apdirbamos, kai įrankiai gali prie jų prisiartinti.
- Stipru prototipams ir mažoms serijoms: Galima pagaminti vieną detalę arba nedidelę seriją be specialių liejimo formų.
Kur CNC apdirbimas yra mažiau tinkamas
Ribos taip pat yra svarbios. „Aeron“ nurodo dažnai pasitaikančias apribojimų priežastis, susijusias su įrankio prieiga, aštriais vidiniais kampais ir pašalinamojo apdirbimo procesu.
Trūkumai
- Didesnės sąnaudos labai didelėms gamybos apimtims: Didelėms gamybos apimtims tokie procesai kaip injekcinis liejimas gali užtikrinti geresnę vieneto ekonomiką.
- Įrankio prieigos apribojimai: Įrankis turi fiziškai pasiekti detalės elementą, todėl kai kurią vidinę geometriją apdoroti neįmanoma.
- Vidiniai kampai natūraliai nėra aštrūs: Apvalūs pjovimo įrankiai palieka suapvalintus vidinius kampus, nebent naudojamas papildomas apdirbimo etapas.
- Medžiagos atliekos: Kadangi medžiaga pašalinama iš заготовки, atliekų kiekis paprastai didesnis nei pridedamųjų gamybos būdų atveju.
- Ciklo trukmė gali susidėti: Keli veiksmai, paruošimai ir baigiamieji etapai gali padaryti sudėtingų detalių gamybą lėtesnę.
- Vis dar priklauso nuo paruošimo kokybės: Programavimas, tvirtinimo įrenginių paruošimas, įrankių būklė ir tikrinimo disciplina vis dar yra svarbūs veiksniai.
Kai kitas gamybos procesas tinka geriau
Geriausias procesas priklauso nuo geometrijos, kiekio, medžiagos, tikslumo ir paviršiaus apdorojimo, o ne nuo reklamos šurmo.
Todėl 3D spausdinimas gali būti patrauklus labai sudėtingoms formoms ir greitam iteraciniam projektavimui, tuo tarpu liejimas į šablonus tampa patrauklesnis, kai auga gamybos apimtys ir kai vienos detalės kaina įgauna didesnę reikšmę. Daugelis CNC apribojimų neprasideda ties pačiu įrenginiu. Jie prasideda pačiame detalės projekte, kur sienelių storis, kampų spinduliai, skylės gylis ir įrankių prieinamumas tyliai formuoja sąnaudas ir riziką.

Projektavimo taisyklės, kurios supaprastina CNC detalių apdirbimą
Ši projektavimo priklausomybė greitai pasireiškia pačiame brėžinyje. Detalė gali būti visiškai apdirbama, tačiau vis tiek būti brangi, lėta ar rizikinga, jei jos elementai prieštarauja įrankiams. Makerstage rekomendacijos nurodo, kad geometrija lemia maždaug 60–80 % CNC detalių kainos, tuo tarpu medžiaga dažnai sudaro tik 20–40 %. Praktikoje sudėtingiausi elementai kainuoja daugiau ne todėl, kad juos apdirbti neįmanoma, o todėl, kad jie priverčia naudoti mažesnius įrankius, sumažinti padavimą, atlikti papildomus sureguliavimus, ilgesnius ciklus ar daugiau kontrolės.
Projektavimo taisyklės, kurios padaro dalis lengviau apdirbamas
- Taikykite tikslų nuokrypių ribas tik ten, kur to reikalauja funkcija. Per siauros ribos padidina apdirbimo ir tikrinimo laiką. PCBWay nurodoma, kad pernelyg griežtos nuokrypių ribos dažnai reiškia lėtesnį pjovimą, tikslesnius įrankių judėjimo maršrutus ir daugiau tikrinimų. Tikslumą išlaikykite tik sujungimams, sandarinimo paviršiams ir orientavimo elementams, o ne kiekvienam paviršiui.
- Apsaugokite sienelių storį. Metalams Makerstage rekomenduoja apytiksliai 0,040 colio (1,016 mm) praktinį minimalų storį, o daugumai plastiko – apytiksliai 0,060 colio (1,524 mm). Nepalaikomos sienelės aukščio ir storio santykis turėtų būti bendrai ne didesnis kaip 4:1 metalams, kad būtų sumažintas virpėjimas ir išlinkimas.
- Naudokite pakankamai didelius vidinius kampų spindulius. Sukamasis frezavimo įrankis negali sukurti visiškai aštraus vidinio kampo. Minimalus vidinis spindulys lygus įrankio spinduliui. Makerstage siūlo naudoti bent 130 % įrankio spindulio švariau pjovimui, o praktinė taisyklė – kampo spindulys turėtų būti ne mažesnis kaip viena trečioji kišenės gylio.
- Kontroliuokite kišenės ir skylės gylį. Standartinis kišenės gylis paprastai turėtų būti laikomas 3:1 (gylis:pločio) santykyje. Standartinės gręžiamosios skylės yra ekonomiškiausios, kai jų gylis sudaro apytiksliai keturis kartus skersmenį; gilesnėms skylėms gali prireikti taikyti pertraukiamąjį gręžimą, lėtesnių ciklų ar specialių metodų.
- Palaikykite sriegio projektavimą realistišką. Minimalus gamybai tinkamas sriegio dydis paprastai yra #4–40 UNC arba M3. Sriegio įsukimo ilgis turėtų remtis medžiaga, o ne įprastu požiūriu. Makerstage nurodo 1,5 kartų nominalų skersmenį aliuminiui ir apie 1,0 kartų daugumai plienų bei nerūdijančiųjų plienų.
- Tekstą ir graviravimą padarykite paprastus. Maži, tankūs graviruoti detalių elementai dažnai reikalauja mažų įrankių ir lėtesnių pravažiavimų. Didesni, aiškūs žymėjimai paprastai yra pigesni ir patikimesni nei dekoratyvus smulkus tekstas.
- Standartizuokite kraštų suapvalinimus ir briaunų suapvalinimus. Per daug skirtingų kraštų suapvalinimų dydžių reiškia daugiau įrankių keitimų ir pozicionavimo laiko. Išoriniai briaunų suapvalinimai dažnai nurodomi nuo 0,005 iki 0,015 colio, kas daugelyje detalių užtikrina pakankamą saugą dirbant su jomis.
- Projektuokite taip, kad būtų užtikrintas įrankių prieinamumas. Gilių siaurų plyšių, įlinkių ir paslėptų paviršių apdirbimas dažnai reikalauja ilgųjų ar specialiųjų pjovimo įrankių. Jei įrankis negali švariai pasiekti detalės elemento, kaina greitai didėja.
- Apie orientaciją pagalvokite kuo anksčiau. Požymiai, išsisklaidę daugelyje pusių, gali reikėti kelių apvertimų. Pagrindinių paviršių grupavimas toje pačioje pusėje arba šoninėse pusėse dažnai sumažina pakartotinį pritvirtinimą ir pagerina tikslumą.
- Paisykite tvirtinimo priemonių. Švelniašakės klempė, minkštosios žnyplės, įvaržytuvas arba tvirtinimo įtaisas turi užtikrinti stabilų kontaktą. Ploni, aukšti ar netipiniai detalės gali reikėti specialaus papildomo palaikymo, kad būtų išlaikyta jų standumas pjovimo metu.
Požymiai, kurie dažnai padidina sąnaudas ir riziką
- Labai ploni sienos ir aukšti nepalaikomi spyruokliniai elementai
- Gilių ertmių, kurios viršija standartinių įrankių pasiekiamumą
- Aštrūs vidiniai kampai, kuriems tikrai reikia išpjaustytos nuožulnios įpjovos, išgręžimo ar elektroerozinio apdorojimo (EDM)
- Maži įsukimai ir labai maži gręžtiniai skylės
- Nestandartiniai griovelių plotai ir nestandartinės skylės
- Per daug suapvalintų kraštų dydžių arba dekoratyvių kraštų detalių
- Užpakalinės pusės ypatybės, kurios priverčia atlikti kelis paruošimus
- Įdubimai, kuriems reikia specialių pjovimo įrankių
Jei kada nors įdomu buvo kas yra ašis CNC staklėse , čia ašių skaičius tampa praktiškai svarbus. Daugiau ašių gali pagerinti prieigą, tačiau gerasis detalės projektavimas vis tiek turi reikšmės. Net turint sukimosi galimybę, sunkiai pasiekiamos ypatybės gali reikalauti lėtesnių pjovimo eigų ir daugiau patikrinimų. Ta pati logika taikoma ir tuo atveju, jei klausiate kas yra C ašis CNC staklėse . Sukimo ir kombinuotų (sukimo ir frezavimo) staklėse C ašis reiškia valdomą sukimosi judėjimą aplink veleno centrines linijas, kuris padeda pozicionuoti ypatybes aplink detalę, tačiau tai nešalina netinkamų geometrijos sprendimų.
Kaip programavimas, paruošimas ir nuostatos veikia gamybos galimybes
Programavimo detalės yra svarbios, nes brėžinys tampa staklių judėjimu. Jei klausiate kas yra nuostata CNC staklėse , nuostata yra saugoma vertė, kuri valdymo sistemai nurodo, kur yra darbo detalės nulinis taškas ir kur iš tikrųjų yra įrankis. Netinkami orientyrų pasirinkimai ar nepatogūs tvirtinimo įtaisai daro šias nuostatas sudėtingesnes nustatyti ir patikrinti. Jei jau paieškojote kas yra špindelis CNC mašinoje , špindelis yra sukamasis vienetas, kuris varo frezavimo įrankį frezavimo staklėse. Ir kas yra padavimo greitis CNC mašinoje , arba paprasčiausiai kas yra padavimas CNC mašinoje , reiškia, kiek greitai įrankis juda per medžiagą. Maži įrankiai, ilgi išsikišimai ir silpnas tvirtinimas dažnai priverčia naudoti žemesnius padavimo greičius ir atsargiau naudoti špindelį.
Kitaip tariant, gamybos galimybė nėra tik apie formą. Ji taip pat apima tai, ar detalė gali būti tiksliai suprojektuota, pritvirtinta, suprogramuota ir išmatuota be didelių sunkumų. Tai tampa labai akivaizdu, kai dvi įmonės peržiūri tą pačią brėžinio dokumentaciją ir užduoda labai skirtingus klausimus dėl rizikos, kontrolės ir gamybos paruoštumo.
Kaip pasirinkti tinkamą CNC mašinų dirbtuvę
Šie gamybos galimybės klausimai tampa labai praktiški, palyginant tiekėjus. Jei jau esate ieškoję kas yra CNC mašinų dirbtuvė ar kas yra CNC apdirbimo dirbtuvė paprasčiausias atsakymas – tai įmonė, kurioje sujungiamos mašinos, žmonės, tikrinimas ir procesų valdymas, kad brėžiniai būtų paversti pakartotiniais detaliais. Tačiau pirkėjams tikroji bandomoji sąlyga yra tai, ar dirbtuvė geba ankstyvai įvertinti riziką, šiuo metu gaminti atitinkančias dalis ir išlaikyti pastovią kokybę didėjant gamybos apimčiai.
Ko ieškoti CNC apdirbimo dirbtuvėje
- Inžinerinė peržiūra: Dirbtuvė turėtų užduoti klausimus dėl neaiškių tolerancijų, orientyrų, paviršiaus baigimo ir tvirtinimo rizikos dar prieš leidžiant gamybą.
- Proceso tinkamumas: Patvirtinkite, kad tiekėjas tikrai turi tinkamą įrangą jūsų geometrijai. Paieškos, tokios kaip kas yra CNC apdirbimo centras , kas yra CNC apdirbimo centras , ir kas yra CNC sukimosi apdirbimo staklės dažniausiai rodo vieną pirkėjo susirūpinimą: atitikimą galimybėms.
- Medžiagų ir paviršiaus apdorojimo asortimentas: Įsitikinkite, kad tiekėjas reguliariai apdirba jūsų lydinius ar plastikus ir gali tvarkyti reikiamus antrinius procesus.
- Tikrinimo planavimas: Paklauskite apie pirmosios gamybos patikrinimą (FAI), koordinačių matavimo mašinos (CMM) prieigą, kalibravimo būklę, proceso metu atliekamus tikrinimus ir matmenų ataskaitas.
- Dokumentacija: Versijų kontrolė, medžiagų sertifikatai, sekamumas ir pokyčių valdymas turėtų būti aiškūs.
- Atsakykite į klausimus: Kainų pasiūlymų paruošimo greitis ir tolesnių klausimų kokybė yra ankstyvieji gamybos elgsenos rodikliai.
Kodėl kokybės sistemos svarbios nuo prototipo iki serijinės gamybos
MakerStage tiekėjų kvalifikavimo vadove nurodyta, kad tinkamas kvalifikavimas dažnai trunka nuo 4 iki 8 savaičių ir turėtų apimti įrangos peržiūrą, sertifikatų patikrinimą, bandymo užsakymą bei nuolatines vertinimo kortelas. Jame taip pat pabrėžiama, kad reikia stebėti pristatymus, defektų normą ir veiksmų taisant trūkumus reakciją, nes žema kaina gali slėpti daug didesnę kokybės sąnaudų sumą.
Žmonės taip pat pamiršta žmogiškąją dimensiją. Geras atsakymas į kas yra CNC staklių operatorius tai ne tik žmogus, kuris užpildo atsargas. Geri operatoriai patikrina įrengimą, stebi įrankių nusidėvėjimą, fiksuoja matavimus ir praneša apie nuokrypius dar prieš pradedant gaminti netinkamus gaminį.
Partnerio pasirinkimas automobilių apdirbimo poreikiams
Automobilių programos keliamos reikalavimų planšetė. IATF 16949 prideda discipliną APQP, PPAP, SPC, MSA ir FMEA srityse, todėl pirkėjai turėtų žvelgti toliau nei tik į pagrindinę mašinos našumą. Vienas pavyzdys yra Shaoyi Metal Technology , kuri savo automobilių apdirbimo paslaugas siūlo remdamasi IATF 16949 standarto specializuotu apdirbimu, statistiniu procesų valdymu (SPC) ir parama – nuo greito prototipavimo iki automatizuotos masinės gamybos. Tai svarbu ne kaip pardavimų pristatymas, o kaip praktinis pavyzdys tęstinumo, kurio daugelis automobilių pramonės pirkėjų reikalauja.
Pasirinkite partnerį, kuris aiškiai gali paaiškinti galimybes, tikrinimą ir mastelio didinimą, o ne tik pateikti greitą pasiūlymą.
DUK: Kas yra CNC apdirbimas?
1. Kas yra CNC apdirbimas paprastais žodžiais?
CNC apdirbimas – tai detalėms gaminti naudojamas būdas, kai kompiuteriu valdomos mašinos nuo metalo ar plastiko заготовkių nupjauna medžiagą. Kompiuteris vykdo programuotas instrukcijas, todėl mašina gali kurti pakartotinus formos elementus, pvz., laikiklius, korpusus, velenus ir kitus tikslumo komponentus. Trumpai tariant, tai skaitmeninis nukreipimas, sujungtas su fiziniais pjovimo veiksmais.
2. Koks skirtumas tarp CNC ir CNC apdirbimo?
CNC reiškia kompiuterinį skaitmeninį valdymą – tai valdymo metodas. CNC apdirbimas – tai gamybos procesas, kurio metu šis valdymo sistema naudojama medžiagai nuimti naudojant įrankius, tokius kaip frezavimo staklės, sukimo staklės ir maršrutizatoriai. Paprastas būdas tai suprasti yra tas, kad CNC – tai smegenys, o CNC apdirbimas – tai faktiškas pjovimo darbas.
3. Kas yra CNC staklės ir kaip jos veikia?
CNC staklės – tai įranga, kuri perskaito programuotas instrukcijas ir su kontroliuojama tikslumu judina įrankius. Darbo eiga paprastai prasideda nuo CAD modelio, po to CAM programinė įranga sukuria įrankių judėjimo trajektorijas, o šios instrukcijos konvertuojamos į staklių kodą. Po paruošimo ir bandymo paleidimo staklės apdoroja detalę, operatoriai patikrina svarbiausias jos savybes, o po to detalė inspektuojama, nušalinami šukės ir atliekamas galutinis apdorojimas, jei reikia.
4. Kokios medžiagos gali būti naudojamos CNC apdirbime?
CNC apdirbime dažnai naudojamas aliuminis, plienas, nerūdijantis plienas, titanas, vario lydinys ir inžineriniai plastikai. Geriausias pasirinkimas priklauso nuo to, kokias funkcijas turi atlikti detalė, įskaitant stiprumą, korozijos atsparumą, svorį, paviršiaus baigtį ir kainą. Medžiagos pasirinkimas taip pat veikia detalės apdirbimo lengvumą bei galimą reikalavimą atlikti papildomą apdorojimą.
5. Kaip pasirinkti tinkamą CNC apdirbimo dirbtuvę?
Pradėkite nuo inžinerinio vertinimo kokybės, įrangos galimybių, medžiagų patirties, tikrinimo planavimo, apdorojimo palaikymo ir dokumentų valdymo vertinimo. Gerai įrengta gamykla turėtų gebėti paaiškinti, kaip ji valdys nuokrypius nuo prototipo iki serijinės gamybos, o ne tik pateikti greitą pasiūlymą. Automobilių gamybos darbams pirkėjai dažnai teikia pirmenybę tiekėjams, turintiems subrendusias kokybės sistemas, pvz., IATF 16949 standartą ir aktyviai taikomą statistinį procesų valdymą (SPC); vienas tokios masto plėtros disciplinos pavyzdys yra „Shaoyi Metal Technology“.