 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

CNC mašinų metalo paslaptys: tai, ko gamintojai norėtų žinoti pirmiausia
Ką iš tikrųjų reiškia CNC metalo apdirbimas
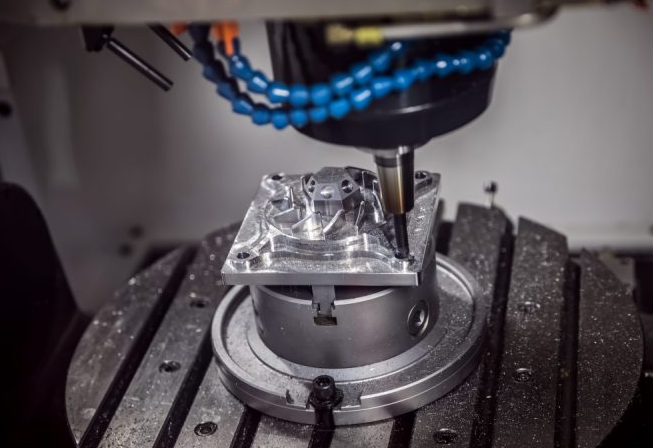
Įsivaizduokite, kad liepiate mašinai tiksliai supjaustyti metalą su meistro amatininko tikslumu – bet tai darote ne rankomis, o kodu. Tai esminė CNC metalo apdirbimo prasmė. CNC staklės transformuoja neapdorotą metalo žaliavą į baigtus detalių gaminius, vykdant tiksliai nustatytas skaitmenines instrukcijas ir pašalinant spėliojimus bei žmogiškąsias klaidas, kurios anksčiau buvo būdingos metalo apdirbimui.
CNC reiškia „Computer Numerical Control“ ir ši technologija yra vienas svarbiausių šuolių gamybos istorijoje. Vietoj to, kad operatorius rankiniu būdu vestų pjovimo įrankius per apdirbamąją detalę, jis programuoja CNC įrenginį vykdyti judesius su pakartojamumu, kurio negali pasiekti žmogaus rankos.
Nuo rankinių sukimo staklių iki skaitmeninės tikslumo
Kol neatsirado CNC technologija, staklių operatoriai praleisdavo metus įgydami raumenų atmintį ir intuiciją, reikalingą rankinėms sukimo staklėms ir frezuoklėms valdyti. Kiekvienas pjūvis priklausė operatoriaus įgūdžiams, o identiškų detalių gamybai reikėdavo šablonų, tvirtinimo įrenginių ir žymaus patyrimo. Kompiuterinės skaitmeninės valdymo (CNC) sukimo staklės viską pakeitė, saugodamos judėjimo instrukcijas skaitmenine forma ir leisdamos staklėms be galo kartoti sudėtingas operacijas.
Šis poslinkis pagerino ne tik tikslumą – jis demokratizavo tikslųjį metalo apdirbimą. Šiandien gerai suprogramuota CNC staklė gali gaminti dalis, kurios prieš kelis dešimtmečius būtų reikalavusios meistro lygio įgūdžių.
Kompiuteriu valdoma revoliucija metalo apdirbime
Esminėje savo esmėje kiekviena CNC metalo apdirbimo sistema susideda iš keturių būtinų komponentų, veikiančių kartu:
- Kompiuterinė valdymo sistema: Smegenys, kurios interpretuoja suprogramuotas instrukcijas ir koordinuoja visas staklių judesio funkcijas
- Pjaunantys įrankiai: Galiausiai frezavimo įrankiai, gręžimo įrankiai ir specializuoti pjovimo įrankiai, kurie fiziškai pašalina medžiagą iš apdirbamojo gaminio
- Detalių tvirtinimo įrenginiai: Visos tvirtinimo detalės, spaustukai ir kreipiamieji įtaisai, kurie fiksuoja metalinę заготовkę apdirbimo metu
- Metalinė detali: Žaliavinė medžiaga, iš kurios gaminama galutinė detalė
Šios komponentų sąveika vyksta naudojant G-kodą – programavimo kalbą, kuri gali atrodyti įspūdingai, tačiau remiasi paprastais principais. Galima sakyti, kad G-kodas yra kaip GPS nurodymai jūsų pjovimo įrankiui. Komandos, tokios kaip „G01 X2,0 Y1,5 F10“, tiesiog nurodo įrenginiui judėti tiesia linija iki nustatytų koordinačių nustatyta greičiu. Šiuolaikinės CAM programinės įrangos šį kodą automatiškai generuoja iš jūsų 3D projektų, todėl retai reikia rašyti jį ranka.
CNC technologijos paaiškinimas metalo gamybai
Tai, kas skiria CNC įrenginį nuo kitos automatizuotos įrangos, yra jo gebėjimas suprasti skaitinę informaciją ir paversti ją tiksliais fiziniais judesiais. Kai kas nors kasdieniame pokalbyje minėja „CMC įrenginį“, dažniausiai turi omenyje būtent šią technologiją – terminologija gali skirtis, tačiau pagrindinis principas lieka nepakitęs.
Šiuolaikinės CNC mašinos gali pasiekti pozicionavimo tikslumą iki 0,0001 colio – tai maždaug 1/700 žmogaus plauko storio, leidžiantis pasiekti tikslumą, kuris anksčiau buvo neįmanomas už specializuotų laboratorijų ribų.
Ši galimybė paaiškina, kodėl CNC metalo apdirbimas tapo būtinas visose pramonės šakose, kur reikalaujama tikslaus tolerancijų laikymosi. Ar jūs gaminate aviacijos komponentus arba specialius automobilių dalis, šių pagrindų supratimas paruošia jus priimti informuotus sprendimus dėl įrangos, medžiagų ir procesų.
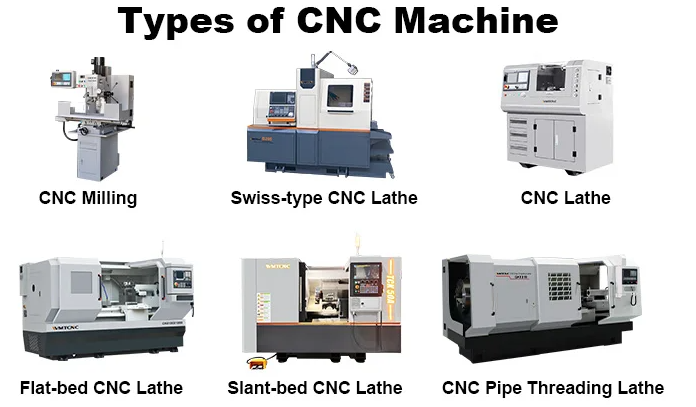
Skirtingų CNC mašinų tipų palyginimas metalo gamybai
Ne visos CNC įrangos vienodai tvarko metalą. Netinkamo mašinos tipo pasirinkimas jūsų projektui gali sukelti laiko švaistymą, nepatenkinamus rezultatus ir nusivylimą. Taigi kaip pasirinkti tinkamą įrankį savo metalo apdirbimo poreikiams? Suprasdami pagrindines skirtumus tarp CNC frezavimo mašinų, sūkiklių, maršrutizatorių ir pjovimo sistemų, jūs įgyjate pagrindą, kuris nuo pat pirmos dienos leidžia priimti protingesnius sprendimus.
Kiekviena mašinų kategorija puikiai tinka tam tikroms programoms. CNC frezuoklė, kuri sukuria be priekaištų 3D kontūrus, gali būti visiškai netinkama didelio apimties lakštų pjovimui. Tuo tarpu plazminis pjūklas, kuris lengvai perpjauna storesnius plieno lakštus, negali pasiekti tikslumo ribų, reikalingų tiksliesiems komponentams gaminti. Panagrinėkime, ką iš tikrųjų siūlo kiekvieno tipo įranga.
Frezuoklės priešš ir maršrutizatoriai metalo projektams
Kada gaminamieji aptaria CNC frezuokles , paprastai kalbama apie mašinas, skirtas medžiagai šalinti naudojant besisukančius pjovimo įrankius, kurie įsiskverbia į metalo darbo gabalus ir juda jais. Šios mašinos puikiai tinka sudėtingų trimatės geometrijos detalių gamybai su išskilusiu tikslumu. Aukštos kokybės CNC frezuoklė gali išlaikyti tikslumo ribas, kurių lakštų pjovimo metodai tiesiog negali pasiekti.
Priešingai, CNC frezavimo staklės pirmiausia siekia kuo didesnio darbo erdvės dydžio, o ne absoliučios standumo. Jų pagalba dažnai apdirbama didesnio formato plokščioji žaliava – pavyzdžiui, ženklų skydeliai, korpusų komponentai ar architektūrinis metalo apdirbimas. Nors frezavimo staklės gali efektyviai pjauti aliuminį ir minkštesnius metalus, joms paprastai trūksta konstrukcinio standumo, kuris būtinas agresyviems pjovimams iš plieno ar kitų sunkiai apdirbamų lydinių.
Štai praktiškas būdas tai suvokti: jei jūsų detalėms reikia sudėtingų įrašų, tikslaus gręžimo ar daugiaplokštumio apdirbimo, tada CNC frezavimo staklės yra jūsų pagrindinis sprendimas. Jei esate orientuoti į plokščių profilių pjovimą iš lakštų medžiagų didesnėse plotuose, tada frezavimo staklių sistema gali būti tinkamesnė jūsų poreikiams.
Kai atimtinis apdirbimas susitinka su šiluminiu pjovimu
Už tradicinių skiedrų formavimo procesų ribų CNC pjovimo įrangos technologija apima šiluminius ir abrazyvinius metodus, kurie žymiai išplečia galimybes apdirbti lakštines ir plokščiąsias medžiagas. Plazminiai pjovikliai, lazeriniai pjovikliai ir vandens srovės pjovikliai kiekvienas suteikia unikalių privalumų metalo gamyboje.
Plazminis pjovimas naudoja elektriškai jonizuotą dujų srautą, kad perpjaustyti laidžiuosius metalus nepaprastai dideliu greičiu. Tai yra sąnaudingas būdas pjauti storesnius plieno lakštus, tačiau susidaro šilumos paveikta zona, kuri gali reikėti papildomo apdorojimo. Lazerinis pjovimas užtikrina aukštesnės kokybės pjūvio kraštus ir leidžia atlikti sudėtingus detalių darbus, nors medžiagos storio ribos priklauso nuo lazerio galios.
Vandens srovės pjovimo įrenginiai naudoja visiškai kitokį požiūrį – aukšto slėgio vandenį, sumaišytą su abrazyviniu granatu, kuris išplauna beveik bet kurią medžiagą. Kadangi šiluma čia nedalyvauja, vandens srovės pjovimas visiškai pašalina šiluminio iškreipimo problemas. Tai daro jį idealų šilumai jautrioms lydinijoms ar taikymams, kai medžiagos savybės turi likti nepakitę.
Machinų tipų pritaikymas metalo taikymams
CNC sukimo staklės užima visiškai atskirą kategoriją, specialiai sukurtas cilindrinėms ir sukamoms detalėms apdirbti. Kol frezavimo ir rėžimo staklės judina pjovimo įrankį aplink nejudančią detalię, sukimo staklės sukasi pačią detalię prieš nejudančius ar judančius įrankius. Velenai, įmovos, sriegiuotos detalės ir bet kuri kita detalė su sukamąja simetrija paprastai apdirbama sukimo staklėse.
Sudėtingoms geometrijoms, reikalaujančioms apdirbimo iš kelių kampų, penkių ašių apdirbimo galimybės keičia tai, kas yra įmanoma. Šie pažangūs įrengimai leidžia pjovimo įrankiui artintis prie detalės beveik iš bet kurios krypties, todėl galima vykdyti įpjovimus, sudėtingus kampus ir organines formas, kurios paprastose staklėse reikalautų kelių atskirų įrengimų.
| Mašinos tipas | Tipiški metalai | Tikslumo lygis | Greitis | Storio talpa | Geriausi taikymo atvejai |
|---|---|---|---|---|---|
| Cnc frizėrius | Visi apdirbami metalai | ±0,0005 colio iki ±0,005 colio | Vidutinis | Apribojama darbo erdvės | 3D kontūrai, tikslūs komponentai, formos |
| Cnc router | Aliuminis, varis, minkšti metalai | ±0,005″ iki ±0,015″ | Greitas 2D profiliams | Iki 1 colio (tipiškai) | Didelės plokščios detalės, ženklai, skydeliai |
| Cnc tornas | Visi apdirbami metalai | ±0,0005" iki ±0,002" | Aukštas cilindrinėms detalėms | Apribojamas spaustuvo / strypo talpos | Velenai, įmovos, sriegiuotos detalės |
| Plazminis pjovimo aparatas | Laidūs metalai, plienas | ±0,015" iki ±0,030" | Labai greitai | Iki 2"+ plieno | Storų plokščių pjovimas, konstrukciniai darbai |
| Lazerinis pjovimo aparatas | Plienas, nerūdijantis, aliuminis | ±0,005" iki ±0,010" | Greita plonoms medžiagoms | Iki 1" plieno tipiškai | Detali tiekimo profiliai, plonų lakštų apdorojimas |
| Vandens srovė | Bet koks metalas, įskaitant kietintą | ±0,003" iki ±0,010" | Lėtesnis nei šiluminis | Galima iki 8"+ | Šilumai jautrūs metalai, storos medžiagos |
Šių skirtumų supratimas padeda išvengti dažnos klaidos – priverstinio frezavimo staklių naudojimo užduotims, kurios geriau tinka kitoms technologijoms. Kiekviena platforma atspindi dešimtmečius inžinerinės optimizacijos tam tikriems medžiagų šalinimo būdams – tinkamo tipo pasirinkimas pagal jūsų taikymą užtikrina projekto sėkmę dar prieš įdedant detalią į stakles.
Metalų medžiagos ir CNC suderinamumas paaiškintas
Jūs pasirinkote tinkamą staklių tipą – bet ar apsvarstėte, kas nutinka, kai pjovimo įrankis susiduria su jūsų pasirinktu metaliu? Medžiagų suderinamumas – tai vieta, kur daugelis gamintojų susiduria su netikėtais kliūtimis. Skirtingi metalai pasireiškia labai skirtingai apdirbimo sąlygomis, o šių elgsenų supratimas dar prieš pradedant pjauti sutaupo tiek laiko, tiek įrankių sąnaudų.
Tiesa ta, kad ne visos metalo CNC mašinos vienodai gerai apdoroja visus medžiagų tipus. Kai kuriems metalams CNC apdirbimui reikia specialios mašinos standumo, specializuotų įrankių arba tam tikrų pjovimo strategijų, kad būtų pasiekti tinkami rezultatai. Pažvelkime, kas daro kiekvieną paplitusį metalą unikaliu ir kaip sėkmingai su juo dirbti.
Aliuminis ir jo CNC apdirbimui palankios savybės
Kai ieškote labiausiai atlaidžiausios medžiagos pjovimui, aliuminis yra pirmoje vietoje. CNC aliuminio apdirbimo mašina gali veikti agresyviais greičiais, nes aliuminio minkštumas leidžia greitai šalinti medžiagą be per didelio įrankių nusidėvėjimo. Pagal gamybos ekspertų iš „Hubs“ duomenis, aliuminio lydiniai turi puikų stiprumo ir svorio santykį bei aukštą šiluminę ir elektrinę laidumą, todėl jie yra ekonomiškiausias variantas tiek prototipams, tiek gamybos detalėms.
Pagrindiniai dėmesio reikalaujantys veiksniai apdirbant aliuminį:
- Drožlių šalinimas: Aliuminio minkštumas sukuria ilgus, siūliškus drožinius, kurie gali apsivynioti aplink įrankius ir užkimšti pjovimo griovelius – būtina tinkama drožinių pašalinimo sistema bei oro srautas arba aušinimo skystis
- Sukaupta kraštinė dalis: Medžiaga aukštoje temperatūroje gali prilipti prie pjovimo kraštų, todėl reikalingi aštrūs įrankiai ir tinkamos pjovimo greičio reikšmės
- Paviršiaus apdorojimo jautrumas: Minkšta medžiaga lengvai rodo įrankių pėdsakus, todėl estetiniams gaminiams ypač svarbūs padavimo greitis ir įrankio geometrija
- Lydiniai: 6061 lydinys pasižymi puikiu bendru apdirbamu-mumu, o 7075 lydinys gali būti termiškai apdorotas iki stiprumo, palyginamo su plieno stiprumu
Daugumai metalų apdirbimo CNC staklių aliuminis yra idealus pradinis taškas įgūdžiams tobulinti ir programoms patikrinti prieš perėjimą prie reikalaujančių medžiagų.
Plienų rūšys ir jų CNC apdirbimo iššūkiai
Plienas kelia kitokius reikalavimus, kurie atskiria mėgėjiško lygio įrangą nuo mašinų, sukurtų rimtai metalui apdirbti. Plieno CNC mašinai reikia žymiai didesnio standumo nei mašinai, skirtai daugiausia aliuminiui apdirbti. Apdirbant plieną kylantys padidėję pjovimo jėgos gali išlinkdyti lengvų konstrukcijų rėmus, sukeliant vibracijas, prastą paviršiaus baigiamąją apdailą ir matmeninę netikslumą.
Dirbdami su minkštu ir lydiniuotais plienais, turėkite omenyje šiuos veiksnius:
- Mašinos standumo reikalavimai: Stabilesni rėmai, didesni tiesiaeigiai vedamieji elementai ir patikimi verpetai tampa būtini nuosekliems rezultatams gauti
- Šilumos valdymas: Plieną charakterizuoja žemesnis šilumos laidumas, todėl šiluma susikaupia pjovimo zonoje – nuolatinis aušinimo skysčio tiekimas arba tinkamas pjovimo aliejus neleidžia įrankiams susidėvėti
- Padavimo ir sukimosi greičio skaičiavimai: Per lėtas darbo režimas sukelia medžiagos užkietėjimą; per greitas – pernelyg daug šilumos ir sparčią įrankių dėvėjimą
- Įrankių parinktis: Karbido įrankiai su tinkamomis dangomis geriau tinka plieno apdirbimui nei aukštojo lygio plieno alternatyvos
Minkštojo plieno lydiniai, tokie kaip 1018, užtikrina gerą apdirbamumą bendrosioms aplikacijoms, tuo tarpu lydintiniai plienai, pvz., 4140, reikalauja atidžesnio parametrų parinkimo, tačiau galutiniuose gaminiuose pasižymi pranašesnėmis mechaninėmis savybėmis.
Egzotiški metalai – nuo titano iki vario
Už įprastų plieno ir aliuminio šeimų ribų keletas specialiųjų metalų kelia unikalius apdirbimo iššūkius, kurie atlyginami tinkama pasiruošimo procedūra.
Nerūdijančiojo plieno pjovimas kelia daugelio gamintojų nusivylimą dėl jo linkimo į darbinį kietėjimą. Pagal apdirbimo specialistų iš Lamina Technologies nurodymus, nerūdijantis plienas yra žymiai sudėtingesnis ir „guminis“ palyginti su anglies plienu, greitai kietėja apdirbant ir todėl turi prastą apdirbamumo įvertinimą. Sprendimas apima:
- Nuolatinis įsiterpimas: Niekada neleiskite įrankiui stovėti ar trintis – palaikykite teigiamą pjovimo veiksmą, kad būtų išvengta paviršiaus kietėjimo
- Žemesni sukimosi greičiai: Įrankiai, veikiantys mažiau nei 4000 apsukų per minutę, sumažina šilumos kaupimąsi, kuris pagreitina darbinio kietėjimo procesą
- Aštrūs įrankiai: Bluntūs kraštai sukuria trintį vietoj pjovimo veiksmo, dar labiau pablogindami kietėjimo problemą
- Tinkamas spaudimas: Vengti per didelės jėgos, kuri sukelia perkaitimą ir pažeidžia tiek medžiagą, tiek pjovimo įrankį
Varis ir varnis atspindi priešingą machinuojamumo spektro galą. Šios medžiagos puikiai apdirbamos su minimaliu įrankių ausimu, todėl yra mėgstamos aukšto tūrio gamyboje. Ypač vario cinko lydinys C36000 pasižymi puikiu apdirbamuumu, natūralia korozijos atsparumu ir dideliu tempiamuoju stipriu. Pagrindinė šių minkštesnių metalų problema – burbulų (iškylančių kraštų) kontrolė ir švaraus krašto suformavimas.
Titanas reikalauja ypatingo dėmesio ir specializuotų metodų. Nors titanis suteikia išskliaustinį stiprio ir svorio santykį orlaivystės ir medicinos srityse, jo apdirbimui reikia:
- Specializuota įranga: Aštrių geometrijų su teigiamais pjovimo kampais, specialiai sukurtų titanio lydiniams
- Intensyvaus aušinimo: Aukšto slėgio aušinimo skysčio padavimas tiesiogiai į pjovimo zoną
- Sumažinti greičiai su išlaikytu padavimu: Lėtesni veleno sukimosi greičiai, bet nuoseklus čiupinėlių apkrova, kad būtų išvengta trinties
- Kietosios konfigūracijos: Bet kuri vibracija ar drebėjimas greitai sunaikina brangius įrankius
Supratimas, kaip pasirinktas metalas elgiasi pjovimo sąlygomis, tiesiogiai veikia kiekvieną sprendimą – nuo CNC mašinos metalui parinkimo iki įrankių pirkimo ir programavimo strategijų. Medžiagos savybės nulemia tai, kas įmanoma – ir kokia paruošties priemonė užtikrina sėkmę.

Tikslumo ir tikslumo ribų galimybių paaiškinimas
Jūs pritaikėte savo mašinos tipą prie taikymo sritys ir pasirinkote suderinamas medžiagas – bet ar jūsų įranga iš tikrųjų gali užtikrinti tikslumą, kurio reikalauja jūsų detalės? Tikslumas atskiria veikiančias komponentes nuo brangaus metalo šukių, tačiau daugelis gamintojų nepakankamai įvertina, kaip žymiai tikslumo ribų galimybės skiriasi skirtingose CNC konfigūracijose.
Supratimas, kokius tikslumo lygius realiai galima pasiekti su jūsų įranga, padeda išvengti nusivylimų ir švaistomų išteklių. Stalo tipo frezavimo staklės, skirtos mėgėjiškiems projektams, negali prilygti pramoninės įrangos galimybėms, o to tikėtis reiškia nusivilti. Panagrinėkime, kas lemia šiuos skirtumus ir kur įvairios staklių kategorijos iš tikrųjų veikia.
Tūkstantosios ir dešimt tūkstantosios
Kai mašinininkai kalba apie leidžiamąją nuokrypą, jie vartoja colio tūkstantąsias – rašomą kaip 0,001" ir dažnai vadinamą „viena tūkstantoji“. Reikalaujančiosios taikymo sritys reikalauja dešimt tūkstantųjų, kurios rašomos kaip 0,0001" ir gamyklinėje terminologijoje vadinamos „dešimtosiomis“. Šie matavimai skamba abstrakčiai, kol suprantama, kad žmogaus plaukas yra maždaug 0,003" storio, todėl tikslusis metalo apdirbimas yra tikslaus matmenų valdymas, kuris yra mažesnis už tuos, kuriuos kasdienybė mums paruošia.
Pagal tikslaus apdirbimo tyrimus iš CNC virėjo knyga pasiekti šiuos tikslumus reikalauja suprasti du skirtingus sąvokų: tikslumą (kaip arti įrenginys pasiekia nustatytą vietą) ir pakartojamumą (kaip nuosekliai jis grįžta į tą pačią vietą). Įrenginys gali nuolat patekti į tą pačią vietą, bet visada būti nuo tikslinės pozicijos nutolęs – arba vidutiniškai atitikti reikiamą poziciją, tačiau tarp apdirbimo ciklų kintant netikėtai.
Skirtingos CNC įrenginių kategorijos užtikrina žymiai skirtingus tikslumo galimus:
- Mėgėjiški stalinio tipo įrenginiai: ±0,005 colio – tipiškai tinkami nekritinėms detalėms, tvirtinimams ir mokymosi projektams
- Profesionalaus vartotojo stalinio frezavimo įrenginys: ±0,002 colio – tinkamas funkcionaliems prototipams ir lengvojo naudojimo gamybos detalėms
- Pramoninė įranga: ±0,0005 colio ar geriau – būtinas aviacijos, medicinos ir tikslaus inžinerinio projektavimo taikymuose
Šios ribos priklauso nuo tinkamo įrenginio paruošimo ir eksploatavimo. Nepaisant pagrindinių principų, tokių kaip darbo gabalo tvirtinimo standumas ar šiluminės būklės valdymas, net labai tikslūs įrenginiai greitai praranda savo galimybes ir veikia kaip mėgėjiški įrenginiai.
Kokia tikroji tikslumo kaina CNC
Keli mechaniniai veiksniai nulemia, kur mašina įsitaiso tikslumo spektrą. Šių veiksnių supratimas padeda realistiškai įvertinti įrangą ir nustatyti modernizavimo kryptis, kurios užtikrina reikšmingus pagerinimus.
Stačiosios mašinos standumas sudaro tikslumo galimybių pagrindą. Pagal apdirbimo ekspertų nuomonę, geriausios staklės yra žymiai sunkesnės nei biudžetinės alternatyvos, nes „kito būdo užtikrinti jų standumą, kaip tik naudojant daug konstrukcinės medžiagos, tiesiog nėra.“ Lietosios geležies rėmai slopina virpesius geriau nei aliuminio ar plieno konstrukcijos, todėl rimtos metalo apdirbimo įrangos juntamos kaip žymiai perstatyta lyginant su mėgėjiškomis mašinomis.
Rutuliniai sraigto veržliai priešais sukimosi veržlias yra vienas reikšmingiausių tikslumo skirtumų. Tyrimai, atlikti Rockford Ball Screw rodo, kad rutuliniai sraigto veržliavos mechanizmai veikia 90 % naudingumo koeficientu su minimaliu atgrąžinimu, tuo tarpu ACME sraigto veržliavos mechanizmų naudingumo koeficientas vidutiniškai siekia tik 44 %, o jų atgrąžinimas gali būti nuo 0,005" iki 0,025". Šlifuoti rutuliniai sraigto veržliavos mechanizmai užtikrina žingsnio tikslumą mažesnį nei 0,0003" ir praktiškai nulinį atgrąžinimą – tai reikšmingas pagerėjimas palyginti su biudžetinėmis alternatyvomis.
Kiti tikslumo veiksniai apima:
- Linijiniai vedikliai: Aukštos kokybės tiesiaeigiai bėgeliai užtikrina nuoseklų judėjimo tikslumą visame judėjimo diapazone, tuo tarpu susidėvėję lankstiniai bėgeliai sukelia progresuojančias klaidas
- Verpeto kokybė: Verpeto bėgimas tiesiogiai perduodamas kiekvienam pjūviui – tikslūs verpetai su iš anksto apkrautais guoliais išlaiko dešimtųjų colio tikslumą, tuo tarpu ekonomiški verpetai gali rodyti kelis tūkstantuosius colio svyravimą
- Termine stabiliyba: Kai įrenginiai veikia, jie įšyla, o komponentai plečiasi skirtingais tempais, dėl ko pasikeičia jų padėtys – pramoniniai įrenginiai įtraukia temperatūrinę kompensaciją arba pastovios temperatūros konstrukcijas
- Plieninės paklotės: Aukštos kokybės paklotės naudojimas tiksliai sureguliuojant montavimo metu užtikrina, kad geometriniai santykiai išliktų teisingi pjovimo apkrovos sąlygomis
Kiekvienas iš šių veiksnių daugėja kartu su kitais. Stalo tipo frezavimo staklės su kokybiškais rutuliniais sraigtais, bet vidutinio lygio verčiamąja ašimi negali pasiekti savo teorinio potencialo – tikslumas reikalauja dėmesio visai sistemai.
Tolerancijų kaupimasis ir realaus pasaulio tikslumas
Už atskirų staklių galimybių ribų supratimas, kaip tolerancijos kaupiasi keliais požymiais, padeda sukurti iš tikrųjų gamintinus detalių projektus. Kiekvienas matmuo turi savo toleranciją, o šios tolerancijos kaupiasi visame projekte.
3 ašių CNC staklės tvarko daugumą paprastų užduočių, tačiau kai detalėms reikia apdirbti iš skirtingų kampų, reikia keletos įrengimo etapų. Pagal gamybos analizę iš YCM Alliance , kiekvienas įrengimo etapas įveda galimus tikslumo nuokrypius – pakartotinio pozicionavimo klaidas, kurios pridedamos prie bendro tolerancijų kaupimosi. Sudėtingose detalėse, apdirbtose keturiomis ar penkiomis įrengimo operacijomis, gali susikaupti reikšmingos padėties klaidos tarp požymių, apdirbtų skirtingais kampais.
5 ašių apdirbimas šią ribotą galimybę pašalina, leisdamas visiškai apdirbti detalę viename įrengime. Turint dar dvi sukimosi ašis, pjovimo įrankis gali priartėti prie apdirbamojo daikto beveik iš bet kurio kampo, neperstatant jo. Visos savybės nustatomos remiantis vienu atskaitos tašku, todėl visiškai pašalinami klaidų, kylančių dėl įrengimo, rizikos. Ši galimybė leidžia:
- Įdubimai ir sudėtingi kampai: Geometrijos, kurių fiziniu būdu nepasiekti naudojant 3 ašių pjovimo trajektorijas
- Gerinti paviršiaus baigiamąją apdailą: Optimalus įrankio orientavimas pjovimo paviršiaus atžvilgiu sumažina bangavimą ir įrankio paliktus žymes
- Ilgesnis įrankių tarnavimo laikas: Idealios pjovimo krypties palaikymas sumažina įrankio apkrovą ir nusidėvėjimą
- Sudėtingos organinės formos: Turbinos mentys, impeliai ir modeliuoti paviršiai, kuriems kitaip reikėtų labai daug rankinio apdirbimo
Kai gamintojai gaminą sudėtingų geometrijų detalių, 5 ašių funkcionalumas dažnai pateisina didesnes sąnaudas dėl pagerintos tikslumo, sumažintų ciklo trukmių ir pašalintų papildomų apdirbimo operacijų.
Žinodami savo tikslumo reikalavimus prieš pasirenkant įrangą – ir sąžiningai įvertindami, ar jūsų biudžetas bei įgūdžiai atitinka tuos reikalavimus, – išvengsite dažnos klaidos, tikėdamiesi stalo tipo įrangos našumo iš mėgėjiškos įrangos arba perdaug išleisdami pinigų pramoninės įrangos įsigijimui, kurios galimybių visiškai nepanaudosite.
Pramonės šakos, kurios priklauso nuo CNC metalo apdirbimo
Jūs ištyrėte įvairių mašinų tipus, medžiagų suderinamumą ir tikslumo galimybes – bet kur praktiškai taikoma visa ši žinija? Supratimas, kurios pramonės šakos labiausiai remiasi metalo CNC apdirbimu, atskleidžia, kodėl tam tikri techniniai parametrai yra svarbūs, ir padeda nustatyti, kur jūsų įgūdžiai ar paslaugos galėtų rasti stipriausią paklausą.
Nuo variklio blokų, kurie varo transporto priemones greitkeliuose, iki chirurginių įrankių, gelbėjančių gyvybes operacinėse, CNC metalo apdirbimas tapo neišskiriamąja šiuolaikinės gamybos dalimi. Kiekviena pramonės šaka kelia unikalius reikalavimus, kurie skatina CNC technologijos vystymą į skirtingas kryptis, sukuriant specializuotas taikymo sritis – nuo didelio apimties gamybos iki vieneto prototipų.
Automobilių komponentai dideliais kiekiais
Automobilių pramonė jau seniai yra viena svarbiausių CNC metalo pjovimo technologijos naudingųjų naudotojų. Pagal „ American Business Magazine “ žurnalo gamybos ekspertų teigimą, automobilių gamintojai naudoja CNC efektyvumą gamindami tokius komponentus kaip variklio blokai, pavarų dėžės ir cilindrų galvutės, užtikrindami nepaprastą vienodumą milijonams vienetų.
Kodėl CNC yra neatsiejama automobilių pramonės taikymų dalis?
- Variklio komponentai: Cilindrų galvutės, įsiurbimo kolektoriai ir variklio blokai reikalauja tikslaus skylės matmens ir paviršiaus apdorojimo, kurie tiesiogiai veikia variklio našumą ir tarnavimo trukmę.
- Transmisijos detalės: Pavaros, velenai ir korpusai reikalauja tikslaus toleravimo, kad veiktų sklandžiai ir kuo mažiau triukšmo
- Kėbulo ir pakabos: Valdymo rankenos, laikikliai ir vairavimo komponentai reikalauja nuolatinės stiprumo ir matmeninės tikslumo išlaikymo didelėse gamybos apimtyse
- Specialūs surinkimai: Papildomos rinkos modifikacijos ir specialių automobilių komponentai naudojasi CNC įrangos privalumais, leidžiančiais ekonomiškai gaminti mažas partijas
Už standartinės gamybos ribų CNC metalo pjovimo įranga yra būtina greitajam automobilių kūrimo prototipavimui. Konstruktoriai gali išbandyti ir koreguoti detalių projektus dar prieš pradedant masinės gamybos įrankių gamybą, taip žymiai sumažindami brangius klaidų riziką. Ši galimybė tapo ypač vertinga elektromobilių segmente, kur inovacijų ciklai vyksta greičiau nei tradicinėse automobilių kūrimo grafikose.
Kad būtų patikimi automobilių gamybos sprendimai, gamintojams reikia specializuotų CNC gamybos įmonių, turinčių pramonės sertifikatus, tokius kaip IATF 16949, kurios užtikrina reikiamą kokybės kontrolę šioms reikalaujančioms taikymo sritims. Tokios įmonės kaip Shaoyi Metal Technology derina tikslų CNC apdirbimą su statistine procesų valdymo sistema (SPC), kad išlaikytų nuoseklumą visuose gamybos cikluose, siūlydamos pristatymo laikus iki vienos darbo dienos sudėtingoms važiuoklių konstrukcijoms ir nestandartinėms detalėms.
Aerospace reikalavimai ir CNC sprendimai
Nedaug pramonės šakų kelia didesnius tikslumo reikalavimus nei aviacijos pramonė. Pagal LG Metal Works specialistų teigimą, lėktuvų dalys, tokios kaip turbinos mentys, variklio komponentai ir konstrukciniai laikikliai, reikalauja nuokrypių iki ±0,0005 colio — tokio tikslumo lygio, kuris neleidžia jokių klaidų.
Aviacijos taikymo sritys kelia unikalius iššūkius, kurie atskiria tinkamas įmones nuo tų, kurios nepasirengusios šios srities reikalavimams:
- Egzotiškos medžiagos: Titanio lydiniai, Inconel ir kiti aukštos našumo metalai pasipriešina apdirbimui ir reikalauja specializuotų įrankių, optimizuotų įrankių judėjimo trajektorijų bei patyrusių operatorių priežiūros
- Ekstremali tikslumas: Skrydžiui kritiniai komponentai turi atitikti griežtus matmeninius reikalavimus, kur mažiausias nuokrypis gali turėti katastrofiškų padarinių
- Sudėtingos Geometrijos: Turbinos mentės ir konstrukciniai elementai dažnai turi sudėtingas kreivines formas bei sudėtingas vidines kanalus
- Tiekiamumo reikalavimai: Visa medžiagų, procesų ir tikrinimų dokumentacija užtikrina atitiktį aviacijos saugos standartams
Gebėjimas apdirbti pažangias medžiagas, tokius kaip Inconel 625, titano lydinys 5-asis laipsnis ir 7075-T6 aliuminis, skiria aviacijos pramonei tinkamas dirbtuves nuo bendrųjų gamybos įmonių. Kiekviena medžiaga turi savo unikalius šiluminio plėtimosi, kietumo ir šukų formavimosi pobūdžius, kurie reikalauja tikslaus kalibravimo ir nuolatinio stebėjimo.
Medicinos prietaisų tikslumo reikalavimai
Kai komponentai patekia į žmogaus kūną arba į gydytojų, atliekančių gyvybę gelbėjančias procedūras, rankas, tikslumas įgauna gilų reikšmingumą. Medicinos prietaisų gamyba sujungia kosminės technologijos lygio tikslumą su biologinio suderinamumo reikalavimais, kurie riboja medžiagų pasirinkimą ir reikalauja išskilusios paviršiaus apdorojimo kokybės.
Pag according to Amerikos verslo žurnalo pramonės analizės, CNC staklės puikiai tinka kritinių medicinos prietaisų, tokių kaip chirurginiai įrankiai, protezai ir implantai, gamybai – taikymams, kuriuose mažiausias defektas gali turėti gyvenimą keičiančių pasekmių.
Medicinos taikymui reikalingos specifinės galimybės:
- Biocompatibilios medžiagos: Chirurginis nerūdijantis plienas, titanas ir specialūs medicininio lygio plastikai, kurie nekelia nepageidaujamų reakcijų biologinėje aplinkoje
- Paciento specifinė pritaikymo galimybė: Individualiai suprojektuoti implantai, pvz., titano kaulų plokštės, apdirbtos taip, kad tiksliai atitiktų konkrečiojo paciento anatomiją
- Paviršiaus apdorojimo reikalavimai: Implantams ir chirurginiams įrankiams reikalingi poliruoti paviršiai, kurie atsparūs bakterijų kolonizacijai ir užtikrina tinkamą audinių integraciją
- Sterilumo aspektai: Gamybos procesai turi būti pritaikyti poapdoro sterilizavimui ir švariosios patalpos sąlygoms atitinkantiems darbo eigoms
Medicinos sektorius vis labiau remiasi CNC prototipavimo galimybėmis kurdamas naujus chirurginius įrankius ir implantų projektus. Greitas iteracinis tobulinimas leidžia dizaineriams tobulinti ergonomiką, išbandyti funkcionalumą ir patvirtinti tikslią atitiktį prieš pradedant gamybos įrankių gamybą – taip pagreitinamas gyvybę gelbėjančių inovacijų kūrimo ciklas.
Nuo mėgėjiškų projektų iki pramoninės gamybos
Supratimas, koks yra skirtumas tarp mėgėjiškų taikymų ir pramoninių reikalavimų, padeda gamintojams tinkamai nustatyti savo poziciją ir nustatyti realistiškus lūkesčius dėl įrangos investicijų.
Mėgėjiški ir mažų dirbtuvių taikymai paprastai apima:
- Individualūs komponentai ir remontai: Vienkartiniai komponentai restauravimo projektams, įrangos remontui ar asmeninėms gamybos poreikiams
- Prototipo kūrimas: Konceptų išbandymas prieš ieškant gamybos partnerių ar investuojant į pramoninę įrangą
- Mažos partijos gamyba: Riboto tiražo specialieji gaminiai, kur kuro laikas yra mažiau svarbus nei lankstumas
- Įgūdžių tobulinimas: Mokymasis CNC programavimui ir valdymui prieš perėjimą prie komercinės veiklos
Pramonės reikalavimai, priešingai, reikalauja gebėjimų, kurie pateisintų žymiai didesnes įrangos investicijas. Pagal prototipų kūrimo specialistų iš Nabell , profesionalus CNC prototipų kūrimas užtikrina aukštesnį tikslumą, medžiagų įvairovę ir mastelio keičiamumą, todėl jis yra pageidautinas pasirinkimas pramonės šakoms, siekiančioms patobulinti projektavimo ir gamybos galimybes.
Perėjimas nuo mėgėjiškos prie profesionalios veiklos dažnai atskleidžia įrangos galimybių, procesų dokumentavimo ir kokybės sistemų trūkumus, kuriuos reikalauja pramonės klientai. Gamintojams, kurie siekia dirbti su aviacijos, medicinos ar automobilių pramone, reikia ne tik įsigyti tinkamos naudoti įrangos, bet taip pat matavimo įrangos, kokybės valdymo sistemų ir sertifikatų, patvirtinančių procesų kontrolę.
Šis taikymo spektras – nuo savaitgalio projektų iki skrydžiui kritiškai svarbių komponentų – paaiškina, kodėl CNC rinka siūlo tokį įvairų įrangos pasirinkimą. Supratimas, kur jūsų darbai įsitaiso šiame kontinuume, nukreipia tiek nedelsiant priimamus pirkimo sprendimus, tiek ilgalaikius verslo plėtros strategijas. 
CNC metalo apdirbimo įrangos kainos ir investicijų analizė
Jūs jau nustatėte, kurioms pramonės šakoms reikia tikslaus metalo apdirbimo ir suprantate susijusius tikslumo reikalavimus – bet ar iš tikrųjų galite sau leisti įrangą, kuri būtina šiems rezultatams pasiekti? Klausimas apie CNC įrangos kainą suklupdo daugiau gamintojų nei beveik bet koks kitas veiksnys. Daugelis pirkėjų koncentruojasi tik ant kainoraštyje nurodytos kainos ir vėliau sužino, kad tikroji CNC įrangos savininkystės kaina yra žymiai didesnė už tą pradinę pirkimo sumą.
Norint suprasti, kiek kainuoja CNC staklės, reikia įvertinti visą finansinę situaciją. Pag according to CNC WMT gamybos specialistų, CNC staklių kaina priklauso nuo kelių veiksnių, įskaitant staklių tipą, dydį, funkcijas, prekės ženklą, automatizacijos lygį ir ilgalaikius eksploatacijos kaštus. Panagrinėkime, kiek iš tikrųjų turėtumėte numatyti biudžete skirtingose investicijų lygmenyse.
Pradinės investicijos pradžios taškai
CNC staklių kaina labai skiriasi priklausomai nuo jūsų numatytų taikymų. Pigios CNC staklės, skirtos mėgėjiškam aliuminio apdirbimui, priklauso visiškai kitai kategorijai nei pramoninės įrangos, sukurtos nepertraukiamai dirbti su plienu. Štai ką realiai suteikia skirtingi biudžeto lygiai:
| Mašinos kategorija | Kainų diapazonas | Tipiškos galimybės | Tinkamiausias |
|---|---|---|---|
| Stalinės CNC frezavimo staklės | 2000–8000 USD | Aliuminio, vario, lengvojo plieno apdirbimas; tipiška tikslumo paklaida ±0,005 colio | Mėgėjams, prototipavimui, CNC pagrindų mokymuisi |
| Stalo tipo staklės | 8 000–25 000 USD | Plieną apdirbti galinčios; pagerinta standumas; pasiekiamas tikslumas ±0,002 colio | Mažosios parduotuvės, gamybos prototipavimas, specialūs detalių gamybos užsakymai |
| Lengvoji pramonė | 25 000–75 000 USD | Visiškai plieninė gamyba; automatizavimo galimybės; tikslumas ±0,001 colio | Užsakomosios gamybos įmonės, gamybos aplinkos, reikalaujamos medžiagos |
| Pilnos pramoninės įrangos | 75 000–500 000+ JAV dol. | Tolygioji eksploatacija; egzotiškos medžiagos; tikslumas ±0,0005 colio arba geresnis | Aerospace, medicinos pramonė, didelės apimties gamyba |
Klausdami, kiek kainuoja CNC staklės, prisiminkite, kad premium prekių ženklai, tokie kaip Haas, Mazak ir DMG Mori, kainuoja brangiau, tačiau siūlo dešimtmečius trukusį inžinerinį tobulinimą, taip pat techninę priežiūrą, dokumentaciją ir mokymus. Pagal pramonės analizę, nors šiuose premium prekių ženkluose iš pradžių išleidžiama daugiau pinigų, mažesnės prastovos ir ilgesnė staklių tarnavimo trukmė dažnai lemia geresnę ilgalaikę vertę.
Paslėptos sąnaudos, viršijančios pačios staklių kainą
Pirkimo kaina sudaro tik matomąją viso jūsų investicijos dalį. Pagal savininkystės analizę iš XProCNC , plačiai priimtina praktinė taisyklė rekomenduoja pirmųjų metų veiklos išlaidoms skirti papildomai 15–25 % mašinos įsigijimo kainos. 20 000 JAV dolerių kainuojančiai mašinai tai reiškia, kad virš pradinės kainos reikės atskirti dar 3000–5000 JAV dolerių.
Nuolatinės veiklos išlaidos, kurios įtakoja tikrąją CNC apdirbimo kainą, apima:
- Įrankių keitimas: Galiausiai sunaikinami įrankiai – frezavimo galvutės, gręžtuvai ir įstatomieji įrankiai – yra sąnaudų elementai; mėnesiniam biudžetui reikėtų numatyti 100–400 JAV dolerių, priklausomai nuo apdirbamų medžiagų ir gamybos apimties
- Aušinimo skystis ir tepalai: Aukštos kokybės pjovimo skystis padeda pratęsti įrankių tarnavimo laiką ir pagerinti paviršiaus apdorojimą, tačiau jo reikia reguliariai keisti ir tinkamai šalinti
- Elektra: Pramoniniai velenai suvartoja daug energijos, ypač intensyviai pjaučiant plieną
- Techninės priežiūros medžiagos: Tepalai, slydimo kelio tepalai, filtrai ir valymo priemonės per vienerius eksploatacijos metus susikaupia į reikšmingą sumą
- Programinės įrangos prenumeratos: CAD/CAM programinė įranga dažnai kainuoja nuo 100 iki 500 JAV dolerių per mėnesį profesionaliems paketams
- Keičiamosios detalės: Kasdieniškai reikia skirti 1–3 % nuo pirkimo kainos kasmet dėl dėvėjimosi elementų, tokių kaip guoliai, sandarinimo žiedai ir diržai
Po pirmųjų metų kasmetinis biudžetas, skiriamas nuolatiniam techniniam aptarnavimui ir įrankių keitimui, turėtų sudaryti 5–10 % nuo mašinos vertės – tai tvarus modelis, kuris neleidžia atidėti techninio aptarnavimo ir vėliau susidurti su brangiais remontais.
Tikrųjų vieno gaminio sąnaudų apskaičiavimas
Supratimas, kiek kainuoja CNC apdorojimas vienam gaminiui, padeda tiksliai kviesti užsakymus ir realistiškai įvertinti įrangos investicijas. Jūsų sąnaudų skaičiavime turėtų būti įtraukta:
- Įrenginio darbo laikas: Padalinkite kasmetines mašinos sąnaudas (nusidėvėjimas, techninis aptarnavimas, bendrosios sąnaudos) iš naudingų darbo valandų, kad nustatytumėte valandinį tarifą
- Įrankių sunaudojimas: Stebėkite įrankių tarnavimo laiką konkrečiuose medžiagose ir paskirstykite jų keitimo sąnaudas tarp pagamintų detalių
- Paruošimo laikas: Į savo skaičiavimus įtraukite tvirtinimo priemonių paruošimą, programos patvirtinimą ir pirmosios detalės patikrinimą
- Medžiagos atliekos: Skaičiuodami medžiagų sąnaudas įtraukite apdirbimo šukas, nupjautus gabalus ir atmestas dalis
- Darbai: Operatoriaus laikas krovimui, stebėjimui ir iškrovimui – netgi automatizuotoje įrangoje
Kiekvienos CNC operacijos kaina žymiai skiriasi priklausomai nuo apdirbimo tipo. Pagal gamybos analizę, lazerio ir plazmos pjovimo procesai siūlo greičio pranašumą dvimatėms užduotims, tuo tarpu frezavimas yra brangesnis valandoje, tačiau gali apdoroti sudėtingas trimatines geometrijas, kurias paprastesni procesai pasiekti negali. Tinkamai parinkus įrangą pagal faktinį darbo našumą, išvengiamas perdidelis mokėjimas už galimybes, kurių retai reikia.
Naujos ir naudotos įrangos pasirinkimas
Naudota CNC įranga gali sutaupyti reikšmingą sumą – kartais 40–60 % mažiau nei naujos įrangos kaina – tačiau reikalauja atidžios vertinimo procedūros. Įvertindami naudotą įrangą, atsižvelkite į šiuos veiksnius:
- Darbo valandų skaitiklis ir techninės priežiūros įrašai: Mažai naudotos įrangos vienetai su dokumentuota techninės priežiūros istorija suteikia geriausią naudotos įrangos vertę
- Tikrinimas prieš pirkinimą: Paleiskite bandymo programas ir patikrinkite atgrįžtamąjį žingsnį (backlash), verpeto ašies nukrypimą (spindle runout) bei geometrinę tikslumą
- Valdymo sistemos amžius: Senesni valdymo įtaisai gali neturėti tam tikrų funkcijų, turėti ribotą programinės įrangos suderinamumą arba susidurti su dalių nustojimu gaminti
- Gamintojo parama: Kai kurios prekės ženklo gamintojų įmonės dalių tiekimą ir techninę priežiūrą palaiko dešimtmečius; kitos greitai nutraukia palaikymą
- Įrengimo kaštai: Mechaninės montavimo darbos, elektros instaliacija ir paleidimas padidina bendrus įsigijimo kaštus
Gerai prižiūrima naudota mašina iš patikimos prekės ženklo dažnai suteikia geresnę vertę nei nauja biudžetinė mašina su abejotina ilgalaikiu patikimumu. Tačiau neįvertinus tinkamos patikros ar įsigijus naudotą įrangą iš nepatikimų šaltinių gali būti įsigyta įranga, kurios remontas kainuos daugiau nei taupytas įsigijimo kainos skirtumas.
Informuotų investicijų sprendimų priėmimui reikia subalansuoti pradines sąnaudas su ilgalaikės vertės veiksniais – reikia suprasti ne tik kiek kainuoja įranga, bet ir kiek kainuos jos naudojimas produktyviai per metus trunkančią eksploataciją.
Metalo apdirbimui skirti įrankiai ir tvirtinimo priemonės
Jūs įvertinote įrangos kaštus ir suprantate, ką skirtingi investicijų lygiai užtikrina – tačiau net pati pajėgiausia CNC įranga duoda nusivylimą keliančius rezultatus be tinkamos įrankių ir detalių tvirtinimo sistemos. Galvokite taip: jūsų įranga suteikia judėjimą ir galią, bet pjovimo įrankiai ir tvirtinimo įtaisai nulemia, ar ši galia iš tikrųjų paverčiama aukštos kokybės detalėmis arba nereikalingomis atliekomis.
Daugelis gamintojų nepakankamai vertina, kiek darbo tvirtinimo ir įrankių pasirinkimas veikia jų rezultatus. Netinkamai pritvirtinta detalė perpjovimo metu pasislenka, todėl pažeidžiamos leistinos nuokrypios. Netinkami frezavimo įrankiai naudojant konkrečią medžiagą sukelia pernelyg greitą dėvėjimąsi arba prastą paviršiaus baigiamąją apdorojimą. Šių pagrindų supratimas dar prieš pradedant pjauti padeda išvengti brangių klaidų, kurios dažnai mokomos sunkiu būdu.
Gnybtuvai, spaustukai ir specialūs tvirtinimo įtaisai
Detalių tvirtinimas tarnauja vienai svarbiausiai funkcijai: jis užtikrina, kad jūsų metalinė заготовка būtų visiškai nejudama, kai pjovimo jėgos stengiasi ją pastumti. Bet koks judėjimas – net tūkstantosios colio dalys – tiesiogiai perduodamas į galutinę detalę kaip matmenų paklaida. Pasirinktas detalių tvirtinimo būdas priklauso nuo detalės geometrijos, reikalaujamo prieigos CNC frezavimo įrankiui ir gamybos apimties.
Dažniausiai naudojamos darbo stovo tvirtinimo priemonės:
- Staklių šakutės: Frezavimo operacijų pagrindinis įrankis – aukštos kokybės šakutės su užkaitintais žandikauliais, kurios užtikrina standų stačiakampės formos заготовkos pritvirtinimą; taip pat galima naudoti minkštuosius žandikaulius, apdirbtus taip, kad atitiktų konkrečios detalės profilį
- Pirštų spaustukai ir pakopiniai blokai: Lanksti tvirtinimo sistema netolygioms ar nestandartinės formos detalėms arba tada, kai šakutės žandikauliai trukdytų įrankio judėjimui
- Skirti į priekį Tobulai tinka plonoms lakštinėms medžiagoms, kur tradicinis tvirtinimas deformuotų apdorojamąją detalę – atmosferos slėgis laiko dalis plokščiomis be kraštų veikiamosios zonos
- Individualūs fiksavimo įrenginiai: Specialiai sukurtas detalių tvirtinimas konkrečioms detalėms, dažnai apimantis sujungiamuosius veržles ir įvorines įpjovas greitam įdėjimui ir tiksliai pozicionavimui
- Šepečių blokai ir pozicionavimo įrenginiai: Leidžia apdirbti kelis detalių paviršius, nešalinant detalės iš staklių
Kuriant įrenginius, įvertinkite, kaip metalinė plokštelė gali sukurti tikslų orientacinį paviršių arba kompensuoti nedidelius žaliavos storio nuokrypius. Patyrę apdirbimo specialistai visada turi įvairaus storio plokšteles, kad tiksliai sureguliuotų įrenginius be būtinybės juos perdarinėti.
Galiausiais naudojami frezavimo įrankiai ir pjovimo įrankių pasirinkimas
Jūsų frezavimo staklių įrankiai tiesiogiai nulemia pjovimo greitį, paviršiaus baigiamąją apdorojimą ir įrankio tarnavimo laiką. Supratę įrankių tipų skirtumus, galėsite priimti protingus pirkimo sprendimus, o ne pirkti bet kokius įrankius, kurie atrodo pigūs.
Pabaigos frėzos tvarko daugumą frezavimo darbų. Šie sukamieji įrankiai yra įvairiausių variantų:
- Plokštieji frezavimo įrankiai: Kampuoti įrankiai kišenėms, profiliams ir plokščių paviršių apdirbimui
- Rutuliniai frezavimo įrankiai: Apvalūs galiukai 3D kontūrams, kraštų suapvalinimams ir skulptūriškiems paviršiams
- Kampuotiems galiniams frezams: Sujungia plokščių galų stiprumą su sumažintomis įtempimų koncentracijomis kampuose
- Šlifuojantys galiniai frezai: Pjūklo dantukai skaido čiupinėlius ir leidžia agresyviai šalinti medžiagą
Plokščiosios frezos puikiai tinka dideliems kiekiams medžiagos šalinimui, kai apdirbamos plokščios paviršiaus sritys. Šios frezos naudoja keičiamus karbidinius įdėklus, o ne vientisą konstrukciją, todėl jos yra ekonomiškos sunkiajam paviršiaus apdirbimui.
Gręžtuvai ir sriegyklos užbaigia būtiną galinių frezų įrankių rinkinį. Taškiniai gręžtuvai sukuria tikslų pradžios tašką, sukamieji gręžtuvai išgręžia skyles, o sriegyklos išpjovia vidines srieges. Masiniam gamybos darbui sriegių formavimo varžtai kartais gali visiškai pakeisti sriegyklos naudojimą – sriegės suformuojamos montavimo metu, o ne pjovimo metu.
Detalių tvirtinimo strategijos skirtingoms detalių geometrijoms
Būtini pradiniai įrankiai metalų apdirbimui turėtų apimti dažniausiai atliekamas operacijas, nepažeisdami jūsų biudžeto:
- 2-ių ir 4-ių pjūklo dantų galiniai frezai, kurių skersmenys – 1/4″, 3/8″ ir 1/2″
- Darbo ilgio sukimosi gręžtukų rinkinys, apimantis įprastus skylių dydžius
- Žymėjimo gręžtuvas arba centrinis gręžtuvas skylių pradžiai
- Karbidinis krašto suapvalinimo frezas kraštų suapvalinimui
- Plokščiasis frezas su tinkamomis įstatomosiomis plokštelėmis pagrindinėms medžiagoms
- Šeimininko rinkinys su atitinkamais gręžtukų dydžiais įprastoms sriegio žingsniams
- Krašto radiklis arba zondas darbo detalės padėčiai nustatyti
Įrankių dengimo sluoksniai smarkiai paveikia našumą skirtingose metalų rūšyse. Nepokrytytas karbidinis įrankis tinkamai veikia aliuminyje, tačiau greitai susidėvi plieno apdirbimo metu. Titanio nitridas (TiN) padidina kietumą ir šilumos atsparumą universaliems plieno apdirbimo darbams. Aliuminio titanio nitridas (AlTiN) gali išlaikyti aukštesnes temperatūras, todėl tinka kietesnėms medžiagoms ir sausajam apdirbimui. Deimanto panašios anglies (DLC) dangos puikiai tinka aliuminio apdirbimui, nes neleidžia susidaryti nuolaužų užsikimšimui.
Karbidinis įrankis prieš HSS reprezentuoja pagrindinį pasirinkimą, kuris veikia tiek kainą, tiek galimybes. Aukštosios greičio plieno (HSS) frezavimo įrankiai yra pigesni ir juos galima perdirbti, todėl jie yra ekonomiški retai naudojamiems darbams ar minkštiems medžiagų tipams. Karbidiniai įrankiai pradžioje kainuoja daugiau, tačiau jie veikia greičiau, ilgiau tarnauja ir gali apdoroti kietesnes medžiagas – gamybos aplinkoje jie paprastai greitai atsipildo.
Tinkamas skilčių pašalinimas ir aušinimo sistemos padeda pratęsti įrankių tarnavimo laiką ir pagerinti detalių kokybę. Jei skiltys lieka pjovimo zonoje, jos vėl supjaustomos, todėl žalojamos tiek apdorojama detalė, tiek įrankis. Nuolatinis aušinimo skysčio srautas nuvalo skiltis ir sumažina pjovimo temperatūrą. Kai nuolatinis aušinimo skysčio srautas nėra praktiškas, alternatyvomis gali būti oro srauto arba miglos sistemos. Kai kurios medžiagos – ypač aliuminis – naudingai reaguoja į specialius pjovimo skysčius, kurie neleidžia susidaryti sukauptam kraštui.
Investuojant į kokybiškus darbo staklių tvirtinimo įtaisus ir tinkamus įrankius, nauda gaunama kiekvienam gaminamam detaliui. Šioje srityje taupymas pažeidžia net aukščiausios klasės įrangos galimybes, tuo tarpu apgalvoti pasirinkimai padeda maksimaliai panaudoti jūsų įrangos galimybes.

Tinkamos CNC staklių parinkimas metalo apdirbimui
Jūs jau išmokote pagrindų – staklių tipus, medžiagų suderinamumą, tikslumo galimybes, sąnaudas ir įrankių esminius reikalavimus. Dabar ateina sprendimo priėmimo etapas, kuris viską sujungia: tinkamos CNC staklių metalo apdirbimui konfigūracijos parinkimas konkrečiai jūsų situacijai. Šis pasirinkimas nulemia kiekvieną jūsų vykdomą projektą daugelį metų, todėl svarbu priimti teisingą sprendimą, o ne skubėti įsigyti įrangą, kuri neatitinka jūsų tikrųjų poreikių.
Ar esate pomėgių kūrėjas, svajojantis apie namų CNC stakles, ar profesionalas, vertinantis įrangą gamybos darbams – pasirinkimo procesas vyksta panašia logika. Pradėkite nuo savo reikalavimų, palyginkite juos su realistiškomis galimybėmis ir įvertinkite visą ekosistemą, kuri užtikrina sėkmingą apdirbimą. Panagrinėkime praktinę sistemą, kuri padeda išvengti pirkėjo nuoskaudos.
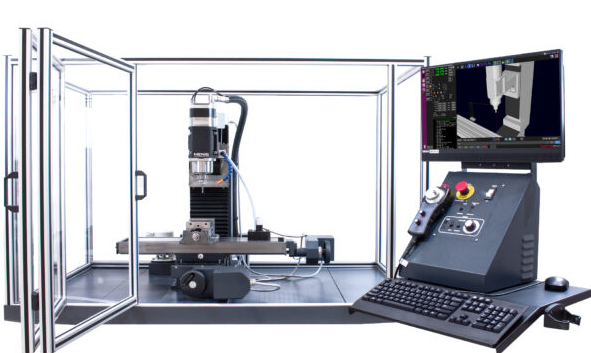
Staklių dydžio pritaikymas prie jūsų darbo vietos
Prieš įsimylėdami staklių galimybes, patikrinkite, ar jos tikrai telpa ten, kur planuojate jas naudoti. Stalo tipo CNC frezavimo staklės atrodo kompaktiškos, kol nepagalvojate apie šukų surinkimą, įrankių saugyklą ir operatoriaus prieigą. Fiziniai apribojimai pašalina pasirinkimo variantus greičiau nei bet kuris kitas veiksnys.
Naudokite šį kontrolinį sąrašą, kad įvertintumėte pagrindinius pasirinkimo kriterijus prieš lygindami konkrečias stakles:
- Darbo erdvės reikalavimai: Kokie yra didžiausi detalės, kurių tikrai reikės apdirbti? Pridėkite atsarga darbo tvirtinimui ir laisvam judėjimui.
- Medžiagų gebėjimai: Ar daugiausia apdirbsite aliuminį, ar nuo pirmos dienos reikės plieną apdirbti galinčios standumo?
- Tikslumo poreikiai: Kokie tikslumo reikalavimai iš tikrųjų reikalingi jūsų programoms – ne tik pageidaujami, bet tikrai būtini?
- Biudžeto apribojimai: Į visą biudžetą įtraukite įrankių, programinės įrangos ir pirmųjų eksploatacijos metų sąnaudas – ne tik paties įrenginio kainą
- Galima erdvė: Išmatuokite faktinę darbo erdvę, įskaitant laisvą vietą skiedrų tvarkymui, medžiagų pervežimui ir prieigos prie techninės priežiūros
- Maitinimo reikalavimai: Patikrinkite, ar jūsų elektros tiekimo sistema gali priimti šį įrenginį – pramoniniai įrenginiai dažnai reikalauja 220 V įtampos arba trijų fazių maitinimo
- Svorio talpa: Patvirtinkite, ar jūsų grindys gali išlaikyti įrenginio svorį, ypač jei tai liejamosios geležies pramoniniai įrenginiai
- Triukšmas ir vėdinimas: Atsižvelkite į kaimynus, dirbtuvės vėdinimą aušalinčiosios skysčio dulkėms ir reikalavimus skiedrų surinkimui
Mažas stalo tipo CNC įrenginys galbūt puikiai tiktų jūsų esamoms užduotims ir tilptų net garazo kampe. Tačiau jei jau planuojate naujinimą per du metus, šis tarpinis žingsnis gali sušlifuoti išteklius, kurie būtų naudingiau panaudoti nuo pat pradžių įsigyjant pajėgesnį įrenginį.
Įvertinkite standumą numatytoms medžiagoms
Jūsų pagrindinis medžiagos tipas nulemia minimalius standumo reikalavimus. Mažosios CNC frezavimo staklės, sukurtos aliuminio prototipų gamybai, kovos su plieno frezavimu – arba visiškai nepavyks – jei bus reikalaujama agresyvaus pjovimo. Staklių konstrukcijos pritaikymas jūsų medžiagų tikslams padeda išvengti nusivylimų ir nereikalingų įrankių sąnaudų.
Mėgėjams ir lengvajam darbui:
- Stalo frezavimo staklių variantai: Tinkamos aliuminiui, vario lydiniams, plastikams ir švelniems pjūviams minkštame pliene
- Tipiška konstrukcija: Aliuminio rėmai, mažesni tiesieji vedamieji, diržiniai arba sraigto varikliai
- Realistiški lūkesčiai: Išmokti CNC pagrindų, kurti prototipus, gaminti funkcinius detalių elementus minkštesnėse medžiagose
- Atnaujinimo galimybės: Įvertinkite, ar platforma palaiko spindelio atnaujinimus, rutulinio sraigto keitimą ar apsauginio korpuso pridėjimą
Profesinėms ir gamybos aplinkoms:
- Pramoninės klasės konstrukcija: Lietosios geležies arba suvirintos plieninės rėminės konstrukcijos su dideliu mase
- Tikslūs judėjimo sistemos: Rutuliniai sraigto veržliai, aukštos kokybės tiesiaeigiai vadovai, servoriniai varikliai su enkoderio atgalinio ryšio sistema
- Verpeto galimybės: Didesnė galingumo našumas su standžiomis įrankių laikymo sistemomis, pvz., CAT40 ar BT30
- Gaminių ypatybės: Automatiniai įrankių keitikliai, tyrimo sistemos, aušinimo skysčio valdymas
Mažosios CNC mašinos gali atrodyti ribotos palyginti su pilno dydžio įranga, tačiau apribojimai skatina kūrybiškumą ir gilesnį mokymąsi. Daugelis sėkmingų staklių operatorių įgijo savo įgūdžius dirbdami su nesudėtinga įranga prieš pradėdami naudoti didesnes mašinas – pagrindiniai principai išlieka nepakitę nepaisant mašinos dydžio.
Programinės įrangos ekosistema ir mokymosi kreivės ypatumai
Darbo eiga nuo idėjos iki baigto detalės kiekviename etape vyksta per programinę įrangą. Šios grandinės supratimas padeda ne tik įvertinti pačią mašiną, bet ir visą įsigyjamą ekosistemą.
CAD (kompiuteriu paremtas projektavimas) sukuria jūsų 3D modelį arba 2D piešinį. Pasirinkimai svyruoja nuo nemokamų įrankių, tokių kaip Fusion 360, pradedantiesiems, iki profesinės programinės įrangos, pvz., SolidWorks ar Inventor. Jūsų CAD programos pasirinkimas veikia failų suderinamumą ir galimų funkcijų prieinamumą vėlesniuose etapuose.
CAM (kompiuteriu paremtas gamybos valdymas) paverčia jūsų projektą į įrankių kelių trajektorijas – tikslų judėjimą, kurį įvykdys jūsų įrenginys. CAM programinė įranga apskaičiuoja padavimus, sukimosi greičius ir pjovimo strategijas remdamasi jūsų medžiaga, įrankiais ir įrenginio galimybėmis. Aukštos kokybės CAM programinė įranga labai paveikia paviršiaus baigtinę būklę, ciklo trukmę ir įrankių tarnavimo laiką.
Po apdorojimo paverčia bendruosius įrankių kelių nurodymus į G-kodą, kuris yra specifinis jūsų įrenginio valdikliui. Skirtingi valdikliai komandas interpretuoja skirtingai, todėl patikimo veikimo užtikrinimui būtini tinkami postprocesoriai.
Stalčio valdymas vykdo G-kodą, koordinuodama variklius, špindelį ir aušinimo skysčius, kad būtų pagaminta jūsų detalė. Valdikliai svyruoja nuo paprastų GRBL pagrindu veikiančių sistemų stalo CNC įrenginiuose iki sudėtingų Fanuc ar Siemens valdiklių pramonėje naudojamuose įrenginiuose.
Turėkite omenyje šiuos programinės įrangos ekosistemą veikiančius veiksnius:
- Įtraukta programinė įranga: Kai kurie įrenginiai yra tiekiami su CAM programine įranga; kiti reikalauja atskirų pirkimų
- Mokymosi kreivė: Sudėtinga profesinė programinė įranga siūlo daugiau galimybių, tačiau reikalauja didesnių mokymosi investicijų
- Bendruomenės palaikymas: Populiarios platformos siūlo išplėstines mokymo medžiagas, forumus ir bendrai naudojamus išteklius
- Prenumerata arba nuolatinė licencija: Nuolatinės programinės įrangos sąnaudos veikia ilgalaikius eksploatacijos išlaidas
- Simulacijos galimybės: Virtualus patikrinimas aptinka programavimo klaidas dar prieš tai, kol jos pažeidžia įrenginius ar detalių
Gamintojo palaikymas ir bendruomenės ištekliai
Ką daryti, kai kažkas sugenda arba susiduriate su problema, kurios negalite išspręsti vieni? Gamintojo palaikymas ir bendruomenės ištekliai dažnai nulemia, ar įrenginys taps naudinga priemone ar brangiu popieriaus svareliu.
Įvertinkite gamintojo palaikymą užduodami šiuos klausimus:
- Kiek operatyvi yra techninės pagalbos paslauga telefonu ir el. paštu?
- Ar keičiamosios dalys lengvai prieinamos ir tinkamai kainuoja?
- Ar gamintojas teikia mokymo medžiagą, vaizdo įrašus ar dokumentaciją?
- Kiek laiko ši įmonė veikia rinkoje ir kokia jos reputacija dėl produkto garantavimo?
- Ar teikiamos programinės įrangos atnaujinimų versijos ir patobulinimai, ar įrenginys liksta su pradinėmis pirkimo konfigūracijomis?
Bendruomenės ištekliai taip pat yra svarbūs, ypač mažesniems gamintojams, neturintiems išplėstinių techninės pagalbos skyrių. Aktyvūs vartotojų forumai, Facebook grupės ir YouTube kanalai sukuria žinių bazes, kurios padeda nustatyti gedimus ir bendrinti optimizavimo patarimus. Populiarios platformos, tokios kaip Tormach, Haas ir įvairūs staliniai CNC prekės ženklai, naudojasi aktyviomis vartotojų bendruomenėmis, kurios efektyviai papildo gamintojo techninę pagalbą.
Profesionaliems pirkėjams, ieškantiems gamybai paruoštų sprendimų su įrodyta technine pagalba, įsitvirtinę gamintojai suteikia ramybės mintį, kurios negali pasiūlyti biudžetinės alternatyvos. Įmonės, tokios kaip Shaoyi Metal Technology parodyti, kaip IATF 16949 sertifikavimas ir statistinis procesų valdymas (SPC) verčia gebėjimų specifikacijas į nuoseklius realaus pasaulio rezultatus – tokį operacinį brandą, kuris susiformuoja per metus trunkančios gamybos patirties.
Rekomendacijos pagal vartotojų segmentus
Jūsų situacija nulemia, kurie kompromisai yra pagrįsti. Štai praktinės rekomendacijos, paremtos dažniausiai pasitaikančiais pirkėjų profiliais:
Mėgėjai ir mokymuisi skirti asmenys:
- Pradėkite nuo stalinio CNC arba mažojo CNC staklių įrenginio, kurio kaina svyruoja nuo 2 000 iki 5 000 JAV dolerių
- Dėmesį sutelkite į aliuminį apdirbti galinčius įrenginius, kurie kartais gali apdirbti ir varį arba minkštąją plieną
- Pirmenybę teikite platformoms su aktyviomis bendruomenėmis ir išplėstinėmis mokymosi medžiagomis
- Numatykite biudžetą aukštos kokybės darbo tvirtinimo sistemoms ir paprastam įrankių rinkiniui – neleiskite visų lėšų į įrenginį
- Priimkite, kad vėlesnis įrenginio atnaujinimas yra įprasta praktika; jūsų pirmasis įrenginys išmokys jus, ko tikrai reikia
Mažosios dirbtuvės ir rimti entuziastai:
- Apsvarstykite stalo ar lengvosios pramonės įrangą, kurios kaina svyruoja nuo 10 000 iki 30 000 JAV dolerių
- Pirmenybę turėkite suteikti standumo ir tikslumo charakteristikoms, kurios leidžia apdoroti plieną ir užtikrina pelningą darbą
- Investuokite į tinkamą CAM programinę įrangą, kuri maksimaliai panaudoja įrenginio galimybes
- Atidžiai įvertinkite gamintojo palaikymą – prastovos kainuoja pinigus, kai klientai laukia
- Planuokite augimą pasirenkant įrangą, kuri gali būti papildyta automatizavimo funkcijomis, pvz., matavimo sistemos ir įrankių keitikliai
Gamybos ir profesinės aplinkos:
- Nurodykite įrangą remdamiesi dokumentais patvirtintais reikalavimais, o ne tik noromis galimybėmis
- Įvertinkite visą savininkystės sąnaudų sumą, įskaitant techninės priežiūros sutartis ir mokymus
- Patikrinkite gamintojo stabilumą ir dalių prieinamumą numatytam įrenginio tarnavimo laikui
- Kaip alternatyvą naujoms biudžetinėms įrangoms, apsvarstykite naudotos pramoninės įrangos įsigijimą iš patikimų prekių ženklų
- Įsitikinkite, kad jūsų įmonės infrastruktūra palaiko įrangą – elektros tiekimą, pakėlimo įrangą, aplinkos kontrolės sistemas
Nepriklausomai nuo to, kur pradedate, prisiminkite, kad geriausias CNC metalo apdirbimo staklių komplektas yra tas, kurį iš tikrųjų naudojate detalių gamybai. Analizės paralyžius daugelį potencialių gamintojų laiko šalies linijoje, tuo tarpu kiti įgūdžius įgyja praktinės patirties pagrindu. Pradėkite ten, kur leidžia jūsų biudžetas ir erdvė, išmokite pagrindų ir atnaujinkite įrangą tik tada, kai tikrosios, o ne įsivaizduojamos ribos trukdo atlikti reikiamus darbus.
Dažniausiai užduodami klausimai apie CNC metalo apdirbimą
1. Kam naudojamos CNC metalo apdirbimo staklės?
CNC staklės metalui naudoja kompiuterinį skaitmeninį valdymą (CNC), kad būtų automatizuoti metalo detalių pjovimas, formavimas ir gamyba su išskilusiu tikslumu. Šios staklės vykdo programuotus G-kodo nurodymus, kurie nukreipia pjovimo įrankius per apdorojamą detalę, nuimdami medžiagą, kad būtų sukurtos galutinės komponentės. Dažniausiai naudojamos CNC frezavimo staklės 3D kontūrams, sūkių staklės cilindrinėms detalėms ir plazminiai ar lazeriniai pjovikliai lakštiniams metalams. Šiuolaikinės CNC metalo staklės pasiekia pozicionavimo tikslumą iki 0,0001 colio, todėl jos yra būtinos aviacijos, automobilių ir medicinos prietaisų gamyboje, kur reikalingi labai tikslūs leistinieji nuokrypiai.
2. Kokius metalus galima apdirbti CNC staklėmis?
CNC staklės apdoroja įvairių metalų rūšis, įskaitant aliuminį, plieną, nerūdijantįjį plieną, vario lydinį (latunį), varį ir titano lydinius. Aliuminis yra labiausiai palankus apdirbimui – leidžia greitai pjauti ir sukelia minimalų įrankių nusidėvėjimą. Plienas reikalauja standesnių staklių ir atidžios šilumos kontrolės. Nerūdijantysis plienas kelia sunkumų dėl medžiagos sustiprėjimo (work-hardening) proceso, todėl reikia nuolatinio pjovimo įsitraukimo ir aštrų įrankių. Vario lydinys (latunis) ir varis puikiai apdorojami, užtikrindami puikią paviršiaus baigtinę būklę. Titanui apdoroti reikia specializuotų įrankių, intensyvaus aušinimo ir sumažintų pjovimo greičių. Medžiagos pasirinkimas tiesiogiai veikia įrankių parinkimą, pjovimo parametrus ir staklių reikalavimus.
3. Ar CNC frezavimas sunku išmokti?
CNC frezavimas turi mokymosi kreivę, tačiau lieka prieinamas nuoširdžiai besimokantiems pradedantiesiems. Pagrindiniai detalės gali būti sukurtos per kelias valandas naudojant šiuolaikišką CAD/CAM programinę įrangą, kuri automatiškai generuoja įrankių judėjimo trajektorijas iš 3D projektų. Tačiau meistriškai įvaldyti šį amatą – suprasti medžiagų elgesį, optimizuoti pjovimo parametrus ir spręsti problemas – paprastai reikia bent trejų metų praktinės patirties. Pradėjus mokytis su aliuminiu stalinėje CNC frezavimo staklėse suteikiama atlaidi aplinka, kurioje galima įsisavinti pagrindus prieš pereinant prie kietesnių medžiagų ir tiksliaušių tolerancijų.
4. Ar pigiau sukurti ar nusipirkti CNC stakles?
CNC staklių statyba kainuoja mažiau žaliavų, tačiau reikalauja reikšmingo laiko įdėjimo projektavimui, surinkimui, reguliavimui ir derinimui. Mėgėjams, kurie vertina mokymosi patirtį, savarankiškai sukurtos staklės suteikia švietimo naudos kartu su sąnaudų sumažėjimu. Tačiau komerciškai gaminamų staklių įsigijimas užtikrina patikrintą našumą, gamintojo palaikymą, dokumentaciją ir garantinę apsaugą. Gamybos aplinkoje dažniausiai naudingiau įsigyti aukštos kokybės įrangą, kuri mažina prastovas. Šį sprendimą priimdami įvertinkite savo laiko vertę, technines gebėjimus ir numatytas taikymo sritis.
5. Kiek kainuoja CNC metalo staklės?
CNC metalo apdirbimo įrenginių kainos svyruoja nuo 2 000 JAV dolerių už stalinio tipo mėgėjiškus frezavimo įrenginius iki daugiau kaip 500 000 JAV dolerių už pramoninės gamybos įrangą. Stalinio tipo CNC frezavimo įrenginiai, tinkami aliuminio ir lengvųjų plieno detalių apdirbimui, kainuoja nuo 2 000 iki 8 000 JAV dolerių. Stalo tipo įrenginiai su pagerinta plieno apdirbimo galimybe kainuoja nuo 8 000 iki 25 000 JAV dolerių. Lengvosios pramonės įranga kainuoja nuo 25 000 iki 75 000 JAV dolerių, o visiškai pramoninės gamybos įrangos modeliai nuo tokių gamintojų kaip Haas ar Mazak pradedami nuo 75 000 JAV dolerių. Be pirkimo kainos, pirmųjų metų eksploatacijos sąnaudoms (įskaitant įrankius, aušinamąją skystį, programinę įrangą ir techninę priežiūrą) reikėtų numatyti papildomai 15–25 %.