 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Tinkamo įrankinio plieno pasirinkimas automobilių formoms

Įrankių plienas – tai aukšto anglies kiekio lydinių plienų kategorija, sukurti ypatingai dideliam kietumui, nusidėvėjimui atsparumui ir atsparumui smūgiams. Automobilių pramonėje specifinės įrankių plieno rūšys automobilių formoms yra būtinos ilgaamžiams įrankiams gaminti didelės apimties gamybos procesuose. Rūšis D2 naudojama šaltajam išspaudimui, o H13 yra standartas aukštos temperatūros aplikacijoms, tokioms kaip presavimas ir liejimas formose, užtikrinant tikslumą ir ilgą tarnavimo laiką.
Įrankių plieno supratimas: savybės ir vaidmuo automobilių gamyboje
Įrankių plienas yra aukšto anglies kiekio lydinio plieno rūšis, specialiai sukuriama ir termiškai apdorojama įrankiams, formoms ir kalmams gaminti. Skirtingai nuo standartinio anglies plieno, kuris sudarytas daugiausia iš geležies ir anglies, įrankių plienas turi didelį legiruojančių elementų kiekį, tokių kaip chromas, molibdenas, vanadis ir volframas. Šie elementai sudaro kietus karbido dalelių darinius plieno mikrostruktūroje, suteikdami jam pranašesnes savybes, reikalingas kitiems medžiagoms formuoti esant dideliam slėgiui ir temperatūrai. Terminas „formos plienas“ dažnai vartojamas sinonimiškai su įrankių plienu, nors jis paprastai reiškia įrankių plieno rūšis, specialiai parinktas formavimo įrankiams dėl jų didelės kietumo ir atsparumo dilimui.
Įrankių plieno našumas automobilių gamyboje priklauso nuo tiksliai subalansuotų mechaninių savybių, kurios pasiekiamos atsargiai leguojant ir taikant kruopštų terminio apdorojimo procesą, įtraukiantį austenitinimą, gręžinėjimą ir atlepinimą. Šis procesas pritaiko galutinę plieno mikrostruktūrą, kad būtų optimizuotos jo charakteristikos konkrečiai užduočiai. Pavyzdžiui, kūno skydelių štampavimo formai reikia atsparumo abrazyviniam nusidėvėjimui per milijonus ciklų, o krumštinio veleno liejimo forma turi išlaikyti ekstremalią smūginę apkrovą ir karštį, nesutrūkinėdama ir nedeformuodamasi.
Pagrindinės savybės, dėl kurių įrankių plienas yra nepakeičiamas automobilių formoms, apima:
- Išskirtinis kietumas: Daugelis sukietintų įrankių plienų gali pasiekti kietumą virš 60 HRC (Rockwell C skalė), leidžiant jiems pjaustyti ir formuoti kitus metalus, nesikeičiant jų formai.
- Aukštas smegenų varžymo lygis: Kietųjų karbidų buvimas, ypač aukšto chromo rūšyse, tokiuose kaip D2, leidžia plienui atlaikyti dilimą, kuris atsiranda dėl kontaktavimo su lakštinio metalo ir kitomis medžiagomis, kas yra svarbu ilginant įrankių tarnavimo laiką. Gaminių ekspertų iš Protolabs teigimu , ši savybė užtikrina pastovią detalių kokybę ilgoms gamybos serijoms.
- Atsparumas trūkinėjimui: Tai medžiagos gebėjimas sugerti smūgius ir energiją nesulūžtant. Smūgiams atsparios rūšys, tokios kaip S7, sukurtos atlaikyti didelius smūgio apkrovimus, būdingus tam tikromis formavimo ir išspaudimo operacijoms.
- Termine stabiliyba: Karščiui atsparūs plienai, tokie kaip H13, sukurti išlaikyti savo kietumą ir stiprumą padidėjusiose temperatūrose, kurios pasitaiko lydinių liejime ir kalavime, kad būtų išvengta suminkštėjimo ir ankstyvo gedimo.
Didelio pajėgumo automobilių gamyboje tinkamo įrankinio plieno naudojimas yra svarbus veiklos efektyvumo veiksnys. Gerai parinktas formos medžiagas sumažina prastovas dėl remonto ir keitimo, mažina defektų kiekį detalių gamyboje ir galiausiai sumažina vienos detalės savikainą. Pradinė investicija į aukštos kokybės įrankinį plieną atsipirks padidėjusia produktyvumu ir patikimumu gamybos eilėje.
Pagrindiniai įrankinio plieno markių tipai automobilių formoms: išsami palyginimo apžvalga
Konkretaus įrankinio plieno markės pasirinkimą lemia gamybos proceso reikalavimai. Amerikos geležies ir plieno institutas (AISI) klasifikavimo sistema grupuoja šiuos plienus pagal jų savybes ir aušinimo būdą. Automobilių formoms svarbiausios kategorijos yra šaltai apdirbamas (A ir D serijos), karščiui atsparus (H serija) ir smūgiams atsparus (S serija) plienas. Suprantant dažniausiai naudojamų markių savybes, galima sukurti patikimas ir efektyvias įrangą.
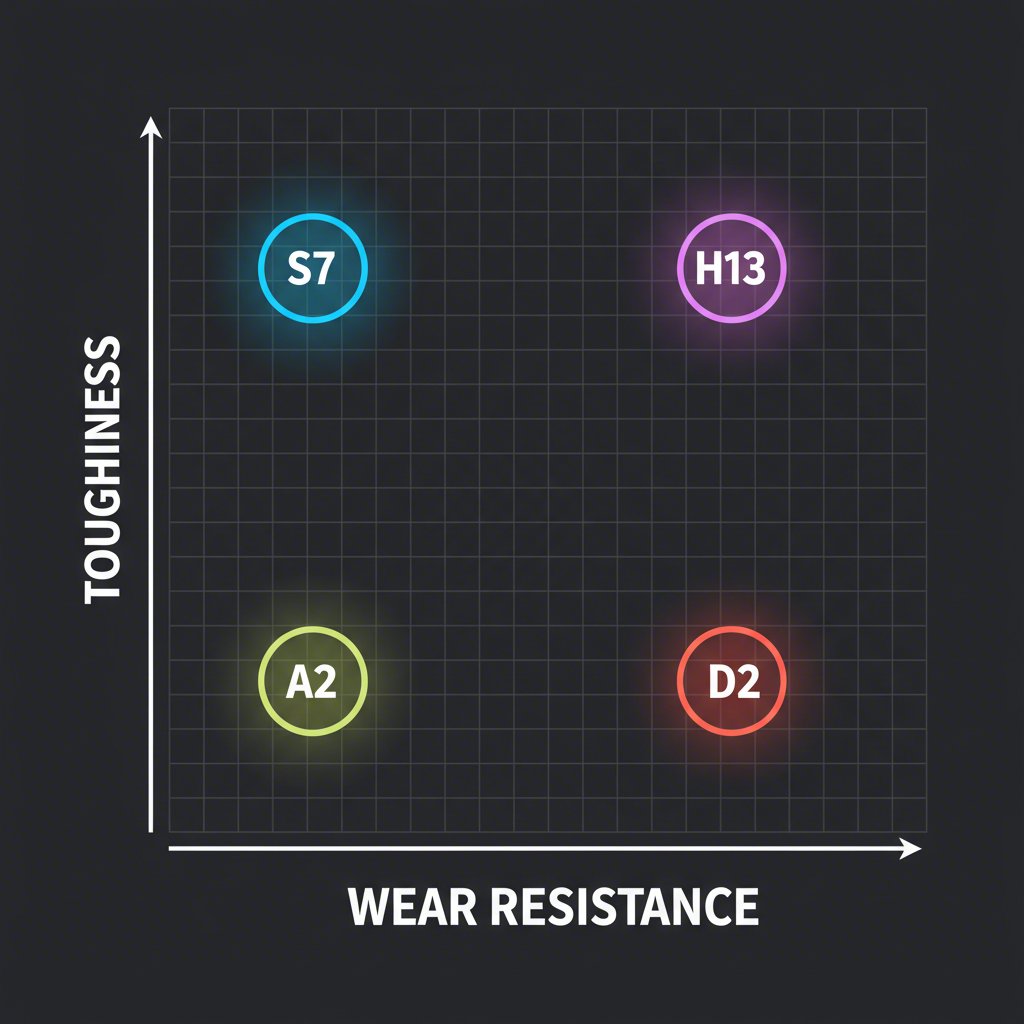
Tarp dažniausiai nurodomų markių automobilių pramonei yra D2, A2, H13 ir S7. Kiekviena siūlo unikalią savybių profilį. D2, aukšto anglies kiekio, aukšto chromo plienas, žinomas dėl puikios atsparumo dilimui, todėl tai populiariausias pasirinkimas pjovimo ir išspaudimo mirkams. A2 – oru kietėjantis plienas, kuris užtikrina gerą atsparumo dilimui ir atsparumo trūkinėjimui pusiausvyrą bei puikią matmenų stabilumą šiluminės apdorojimo metu, todėl tai universalus variantas formavimo mirkoms. H13 yra pramonės standartas karšto darbo sritims, pasižymintis puikiu atsparumu terminiam nuovargiui. S7 pasižymi išskirtiniu smūginio stiprumo atsparumu, todėl yra idealus mirkoms, kurios turi atlaikyti pakartotinus, stiprius smūgius.
Pasirinkimui palengvinti, toliau pateikta lentelė palygina šias pagrindines įrankių plieno rūšis, naudojamas automobilių mirkų gamyboje.
| Plieno rūšis | AISI tipas | Pagrindinės savybės | Pagrindinė automobilių mirkų taikymo sritis |
|---|---|---|---|
| H13 | Karšto darbo (H-serija) | Didelė temperatūros stipris, geras atsparumas trūkinėjimui, atsparumas terminiam nuovargiui | Liejimas į formas, ekstruzija ir kalimas |
| D2 | Šalto darbo (D-serija) | Puikus atsparumas dilimui ir trinčiai, didelis gniuždymo stipris | Didelės apimties išspaudimo, iškirpimo ir formavimo įvorės |
| A2 | Šaltai apdirbamas (A-serija) | Geras atsparumo dilimui ir kietumo balansas, puikus matmenų stabilumas | Formavimo įvorės, išspaudimo įvorės, skyvo skylės, apkarpymo įrankiai |
| S7 | Smūgiams atsparus (S-serija) | Puikus smūginis kietumas, geras atsparumas dilimui, didelis stipris | Stipriai apkrautos išspaudimo, išpjovimo ir formavimo įvorės, reikalaujančios smūgio sugerties |
Pasirinkimas tarp šių rūšių dažnai reikalauja kompromiso. Pavyzdžiui, nors D2 siūlo geresnį atsparumą abrazyviniam dilimui, ji yra trapesnė už S7. Inžinierius gali pasirinkti D2 paprastai iškirpimo įvorėje, tačiau pasirinkti tvirtesnę S7 monetos kalybos įvorėje, kuri patiria didelę smūginę jėgą. Panašiai, nors A2 siūlo geresnį kietumą nei D2, ji neprilygsta D2 ilgaamžiškumui aukšto dilimo sąlygomis. Galutinis pasirinkimas priklauso nuo išsamios analizės konkrečių apkrovų, kurias įvorė patirs per savo veiklos trukmę.
Plieno parinkimas pagal procesą: taikymas automobilių formavimo įrankių gamyboje
Tinkamo įrankinio plieno rūšies pasirinkimas tiesiogiai susijęs su konkrečiu gamybos procesu, kuriame jis bus naudojamas. Kiekvienas metalo formavimo būdas automobilių pramonėje – nuo lakštų štampavimo durems iki variklio detalių kalavimo – die formoms sukelia unikalias apkrovas. Svarbu tinkamai suderinti plieno savybes su šiomis reikalavimais, kad būtų pasiekta sėkmė.
Štampavimo ir formavimo įrankiai
Štampavimas, iškirpimas ir formavimas yra šaltos deformacijos procesai, kurie apima lakštinio metalo formavimą kambario temperatūroje. Šioms aplikacijoms esamų formų pagrindinė problema yra abrazyvinis dilimas dėl nuolatinio kontaktavimo su ruošiniu, taip pat reikalavimas turėti aštrius, ilgaamžius kirpimo kraštus. Dėl šių priežasčių aukšto anglies kiekio ir chromo turinčios šalto darbo plieno rūšys yra pramonės standartas. Vedantys tiekėjai, tokie kaip Southern Tool Steel rekomenduojame D2 įrankių plienas didelių tiražų štampavimui, kai nusidėvėjimo atsparumas yra svarbiausias prioritetas. Jo apsčios chromo karbido dalelės užtikrina išskirtinį ilgaamžiškumą. Taikymams, kuriems reikalingas geresnis atsparumo ir ilgaamžiškumo balansas arba kai sudėtingesnės formos padidina lūžimo riziką, A2 Įrankių plienas yra puikus pasirinkimas dėl savo išskirtinės matmenų stabilumo ir patikimumo. Kai projektas reikalauja sudėtingų ir labai patikimų štampavimo formų, svarbu bendradarbiauti su specializuotu gamintoju. Pavyzdžiui, Shaoyi (Ningbo) Metal Technology Co., Ltd. teikia ekspertinį pritaikytų automobilių štampavimo formų projektavimą ir gamybą, pasitelkiant išsamias medžiagų žinias, kad optimizuotų įrankių našumą ir ilgaamžiškumą OEM gamintojams ir Tier 1 tiekėjams.
Liejimo ir kovimo formos
Liejimas ir kalimas yra karštojo darbo procesai, kuriuose metalas formuojamas labai aukštoje temperatūroje. Šiose aplinkose naudojami įnagiai turi atlaikyti stiprų terminį smūgį – greitus įkaismą ir aušimą – taip pat eroziją nuo lydalų ir didelius suspaudimo jėgus. Pagrindinis šioms sritims naudojamas medžiaga yra H13 įrankių plienas . Kaip paaiškina meviy ekspertai , H13 sukurtas išlaikyti savo kietumą ir stiprumą net dirbant raudonai įkaitusiose temperatūrose, kas būtina, kad būtų išvengta ankstyvo įrenginio sugedimo. Dėl puikaus atsparumo ir atsparumo terminiam nuovargiui jis gali išlaikyti tūkstančius ciklų nesutrūkinėdamas, todėl tai yra pagrindinis pasirinkimas sudėtingų automobilių dalių, tokių kaip variklio blokai, pavarų dėžių korpusai ir pakabos komponentai, gamybai.
Smūgio ir smūginės apkrovos įrenginiai
Tam tikros automobilių gamybos operacijos, tokios kaip sunkieji skyščiai, žymėjimas ar kirpimas, įtempia formą staigiais ir intensyviais smūginiais jėgomis. Tokiomis aplinkybėmis reikalingas kuo atsparesnis plienas, kad būtų išvengta katastrofiško gedimo dėl įtrūkimų ar nuolaužų. S7 įrankių plienas yra specialiai sukurtas šiam tikslui. Jo sudėtis optimizuota, kad užtikrintų puikų atsparumą smūgiams, dėl ko jis yra ženkliai atsparesnis nei labai nusidėvėjimui atsparūs plieno markių tipai, tokie kaip D2. Nors grynuose abrazyviniuose taikymuose jis gali tarnauti trumpiau, S7 yra saugiausias ir patikimiausias pasirinkimas įrankiams, kurie turi išlaikyti didelius smūginius krūvius eksploatacijos metu.
Atrankos kriterijai: Kaip pasirinkti geriausią įrankių plieną savo formoms
Pasirinkti optimalią įrankių plieną automobilių formoms yra svarbus inžinerijos sprendimas, kuris turi atsižvelgti į našumą, gamybos patogumą ir kainą. Sisteminis požiūris, įvertinantis visas eksploatacines kintamąsias, leidžia sukurti patikimesnį ir ekonomiškesnį įrankį. Pasirinkimas retai grindžiamas vienintele savybe, o dažniausiai reikia rasti geriausią kompromisą tarp varžančiųsi charakteristikų konkrečiai taikymo sričiai.
Inžinieriai turi įvertinti keletą svarbių veiksnių, kad priimtų pagrįstą sprendimą. Šie veiksniai lemia, kaip forma veiks ir kiek ilgai tarnaus gamyboje. Bet kurio iš jų nepaisymas gali sukelti ankstyvą įrankio sugedimą, brangų prastovą ir nestabilų detalių kokybę. Pagrindiniai apsvarstymo klausimai apima:
- Darbo temperatūra: Tai pirmasis ir svarbiausias skirtumas. Ar procesas yra šaltosios apdirbimo srities, pvz., lyginimas, ar karštosios apdirbimo srities, pvz., kovavimas? Karštai dirbantiems plienams, tokiems kaip H13, būtinas aukštas temperatūros atsparumas, o šaltai dirbantys plienai siūlo didesnį kietumą darbui kambario temperatūroje.
- Nusidėvėjimo atsparumas prieš atsparumą traškumui: Tai yra klasikinis kompromisas renkantis įrankio plieną. Aukštas nusidėvėjimo atsparumas (idealus pjovimui ir žymėjimui) paprastai pasiekiamas turint didelį kietumą ir karbido kiekį, kas gali padaryti plieną trapesnį. Aukštas atsparumas traškumui (idealus smūgio apkrovų atveju) reikalauja tokio plieno, kuris gali šiek tiek deformuotis nesulūždamas, dažnai aukojant tam tikrą nusidėvėjimo atsparumą.
- Reikiamas kietumas (HRC): Pageidautinas kietumas, matuojamas Rockwell pagal C skalę, turi būti nurodytas pagal taikymo sritį. Pjovimo forma gali reikalauti 60–62 HRC kietumo, kad išlaikytų aštrų kraštą, o formavimo forma gali būti grūdinama šiek tiek žemesniu kietumu, siekiant padidinti jos atsparumą traškumui.
- Matmenų stabilumas: Sudėtingiems ir aukštos tikslumo formos įrankiams labai svarbu, kad plienas išlaikytų savo formą ir matmenis šilumos apdorojimo metu. Oro kietinamas plienas, toks kaip A2, žinomas dėl puikios matmenų stabilumo, mažina iškraipymus ir sumažina brangaus po šilumos apdorojimo apdirbimo poreikį.
- Kaina ir apdirbamumas: Nors našumas yra svarbiausias, biudžetas visada turi reikšmės. Didelio lyginio, aukšto našumo plienai yra brangesni ir gali būti sunkiau apdirbami nei paprastesnių rūšių plienai. Bendra kaina, įskaitant žaliavas, apdirbimą ir šilumos apdorojimą, turi būti vertinama atsižvelgiant į formos įrankio numatomą tarnavimo laiką ir našumą.
Norėdami tai praktiškai panaudoti, apsvarstykite šią situaciją: didelio tiražo išspaudimo formai, gaminančiai paprastus automobilių laikiklius (šaltosios apdirbimo proceso), pagrindinė problema yra abrazyvinis nusidėvėjimas. D2 būtų stiprus kandidatas dėl savo išskirtinės atsparumo dilimui savybės. Tačiau jei ta pati forma turėtų aštrius vidinius kampus arba būtų naudojama formuoti aukštos stiprybės plienui, padidėtų trūkinėjimo rizika. Tokiu atveju patvaresnis A2 ar net S7 gali būti geresnis pasirinkimas, kad būtų išvengta ankstyvo sugedimo, net jei reikėtų dažniau peraštrinti. Prieš galutinai parinkdami medžiagą, projektuotojas visada turėtų užduoti šiuos pagrindinius klausimus:
- Koks yra pagrindinis sugedimo tipas, kurio turiu išvengti (dilimas, trūkinėjimas, įtrūkimai ar šiluminis deformavimas)?
- Kokie yra maksimalūs temperatūriniai ir smūginiai apkrovos dydžiai, kuriuos išbandys forma?
- Kokio tikslumo matmenys yra reikalingi po terminio apdorojimo?
- Koks yra numatomas gamybos tūris ir planuojamas formos tarnavimo laikas?
- Koks yra bendras biudžetas medžiagai, apdirbimui ir apdorojimui?
Dažniausiai užduodami klausimai
1. Kokio tipo įrankių plienas naudojamas liejimui formomis?
Dažniausiai naudojama formavimo įrankių plienas liejimui forma yra H13. Jis priklauso karščiui atspariųjų (H-serijos) kategorijai ir specialiai sukurtas išlaikyti aukštą temperatūrą bei šiluminį ciklą, būdingą liejimo forma procesui. Jo puikus raudonosios kietumo, atsparumo ir ilgaamžiškumo derinys šiluminiam nuovargiui daro jį idealų medžiagą lydymosi metalams, tokiems kaip aliuminis ir cinkas, apdoroti be įtrūkimų ar pernelyg ankstyvo suminkštėjimo.
2. Kokio plieno naudojama formoms?
Formoms naudojama daugybė įrankių plienų, priklausomai nuo taikymo srities. Šaltajam darbui, pvz., plokštelėms ir formavimui, dažniausiai pasirenkami D2 ir A2. Karštojo darbo procesams, pvz., kalimui ir liejimui forma, pramonės standartas yra H13. Taikymams, reikalaujantiems didelio smūgio atsparumo, dažnai naudojamas S7 smūgiui atsparus plienas. Konkrečias parinktis lemia tokie veiksniai kaip eksploatacijos temperatūra, dilimo reikalavimai ir smūginė apkrova.
3. Kuo skiriasi formavimo plienas ir įrankių plienas?
Įrankių plienas yra plieno rūšis, skirta gaminti įrankius. Formos plienas – tai terminas, dažnai vartojamas konkrečioms įrankių plieno rūšims apibūdinti, kurios ypač tinka formoms gaminti. Iš esmės visi formų plienai yra įrankių plienai, tačiau ne visi įrankių plienai yra optimizuoti formų gamybai. Formų plienai parenkami dėl jų specifinės kombinacijos: didelis kietumas, nusidėvėjimo atsparumas, atsparumas trūkinėjimui ir, štampavimo formoms – terminis stabilumas.