 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Būtinas lakštinio metalo formuojamumo analizė defektams užkirsti kelią
TRUMPAI
Plieno lakšto formuojamumo analizė yra svarbus inžinerijos procesas, naudojamas vertinti metalo gebėjimą būti suformuotam į detalę be defektų, tokių kaip apturėjimas ar įtrūkimai. Ji apima fizinius bandymus ir pažangius kompiuterinius modeliavimus, kad nuspėtų, kaip medžiaga elgsis štampavimo metu. Šios prognozės yra esminės įrankių dizainui optimizuoti, gamybos išlaidoms mažinti ir užtikrinti, kad galutinė detalė atitiktų griežtus kokybės standartus.
Suprantant plieno lakšto formuojamumą: pagrindiniai principai ir svarba
Gamyboje formuojamumas apibūdina metalo lakšto gebėjimą kaupti plastinę deformaciją ir būti suformuotam į norimą detalę, nesugedant. Šios savybės vertinimo procesas vadinamas metalo lakšto formuojamumo analize. Tai yra viena iš šiuolaikinio metalo kalnijimo pagrindinių priemonių, suteikiančių inžinieriams duomenis, reikalingus užmegzti ryšį tarp skaitmeninio projekto ir sėkmingai pagamintos fizikinės detalės. Pagrindinis tikslas – numatyti ir išvengti dažnų formavimo defektų dar prieš jų atsiradimą, taupo daug laiko ir išteklių.
Šios analizės svarba negali būti pervertinta. Be jos gamintojai rizikuoja bandymų ir klaidų metodu, kuris lemia didelį broko kiekį, brangius įrankių pakeitimus ir gamybos delsimus. Pagrindiniai defektai, kuriuos formuojamumo analizė padeda išvengti, yra nutraukimas – lokalus medžiagos storio sumažėjimas, kuris vyksta prieš medžiagos suirimą, ir įtrūkimai, kai medžiaga visiškai suskyla. Suprasdami medžiagos ribas, inžinieriai gali sukurti efektyvesnius procesus ir pasirinkti tinkamą lydinį konkrečiam darbui, derindami stiprumo reikalavimus su gamybos įgyvendinamumu.
Išsami analizė suteikia daugybę pranašumų, kurie tiesiogiai veikia įmonės pelningumą ir produkto kokybę. Prognozuojant medžiagos tekėjimą ir apkrovos koncentracijas, užtikrinamas patikimas ir pakartojamas gamybos procesas. Tai ypač svarbu dėl vis didesnio aukštos stiprybės plienų (AHSS) ir aliuminio lydinių naudojimo, kurie leidžia žymiai sumažinti svorį, tačiau turi sudėtingesnį formavimosi elgesį.
Pagrindiniai pranašumai apima:
- Išlaidų mažinimas: Mažina brangaus ir laiko reikalaujančio spaustuvų perdarymo poreikį bei sumažina medžiagų švaistymą dėl sugadintų detalių.
- Gerokai pagerinta kokybė: Užtikrina, kad komponentai būtų gaminami nuosekliai ir atitiktų visas geometrines bei konstrukcines specifikacijas.
- Greitesnis išvedimas į rinką: Sutrumpina įrankių bandymo fazę, nes potencialios problemos išsprendžiamos virtualiojo projektavimo etape.
- Medžiagų optimizavimas: Leidžia drąsiai rinktis ir naudoti lengvas, aukštos našumo medžiagas, neprarandant gamybos patogumo.
- Padidinta dizaino laisvė: Leidžia kurti sudėtingesnes ir ambicingesnes komponentų formas, nes suteikia aiškų supratimą apie medžiagų apribojimus.
Pagrindiniai metodai ir bandomieji formuojamumui vertinti
Lakštinio metalo formuojamumo vertinimas apima įvairius bandymus – nuo tradicinių mechaninių metodų iki sofistikotų bekontaktinių optinių sistemų. Kiekvienas metodas suteikia skirtingą suvokimą apie tai, kaip medžiaga elgsis formavimo operacijos sukeltomis apkrovomis. Bandymo pasirinkimas dažnai priklauso nuo medžiagos, detalės sudėtingumo bei reikiamo tikslumo lygio.
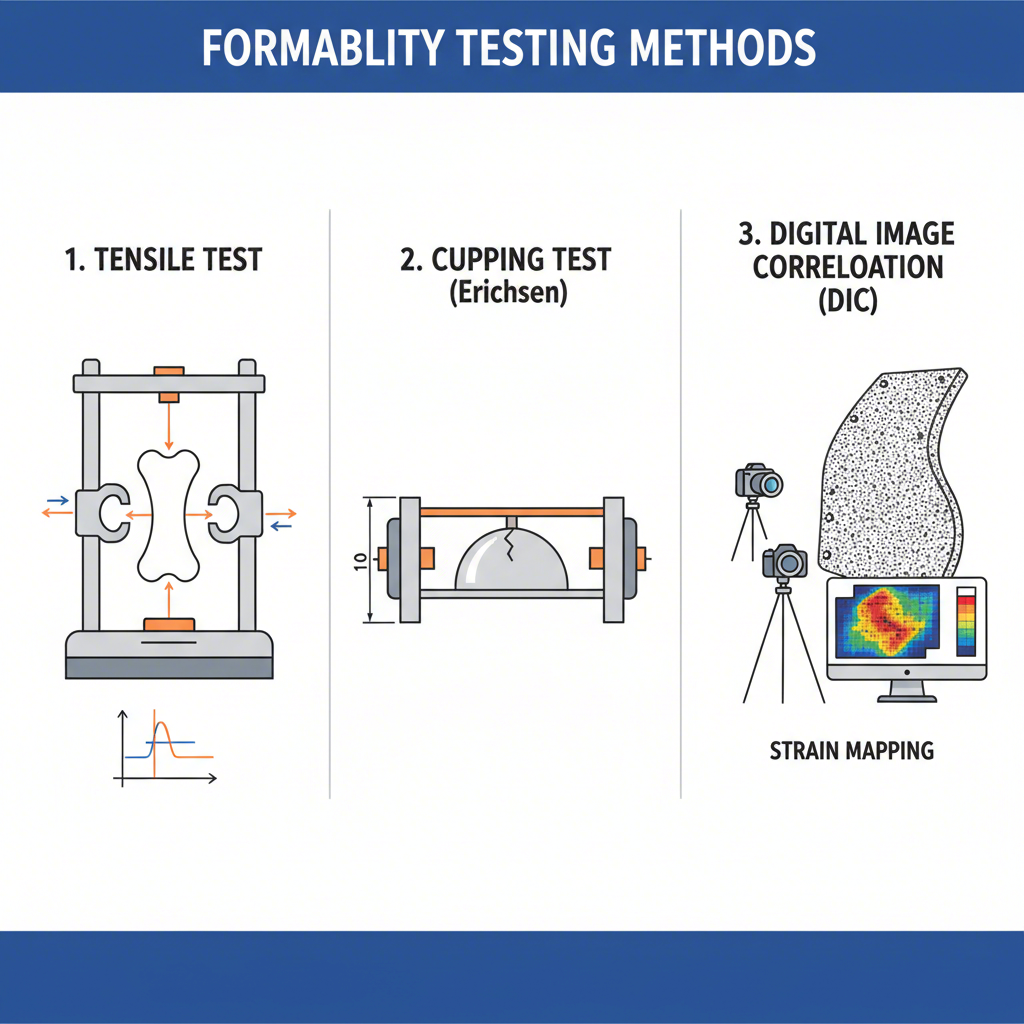
Tradiciniai metodai dažnai prasideda viakryptės tempties bandymu. Šis bazinis bandymas tempia medžiagos pavyzdį, kol jis sulūžta, matuodamas tokias savybes kaip bendrasis pailgėjimas ir įtempio sustiprinimo koeficientas (n-reikšmė). Nors šis metodas paprastas ir nebrangus, jo pagrindinis apribojimas yra tas, kad jis matuoja įtampą tik viena kryptimi, tuo tarpu dauguma realių lenkimo operacijų susiduria su sudėtingomis dvikrypčiomis (dviem kryptimis veikiančiomis) įtampomis. Siekiant geriau imituoti šias sąlygas, inžinieriai naudoja tokio tipo bandymus kaip Erichsen gniuždymo bandymą ar Nakajima bandymą. Šiose procedūrose įspaudas deformuoja suklijuotą lakštą į kupolo formą, suteikdamas realistiškesnę formavimo galimybės vertinimą dvikrypčio tempimo sąlygomis.
Neseniai pažangios optinės 3D matavimo sistemos radikaliai pakeitė formuojamumo analizę. Skaitmeninės vaizdo koreliacijos (DIC) metodas suteikia išsamią deformacijos vaizdą visoje paviršiaus srityje. Šio metodo metu prieš formuojant metalo заготовkai yra naniojamas tinklelio ar taškelių raštas. Kalibravimo metu aukštos raiškos kameros užfiksuoja vaizdus iš kelių kampų. Specializuota programinė įranga toliau analizuoja, kaip išsidėstęs raštas išsidėstė, apskaičiuodama tikslų pagrindinį ir šalutinį tempį per visą detalės paviršių. Šis bekontaktis metodas suteikia žymiai daugiau duomenų nei tradiciniai bandymai, leidžiant tiksliai nustatyti kritines tempimo zonas.
Toliau pateikta lentelė palygina šiuos įprastus metodus:
| Testavimo metodas | Ką matuoja | Privalumai | Ribotumai |
|---|---|---|---|
| Tempimo bandymas | Ilgėjimas, stiprumas, n-reikšmė | Paprasta, nebrangi, standartizuota | Vienakryptis įtempimo būvis neatitinka daugumos formavimo operacijų |
| Indelio / išpūtimo bandymas | Kupolo aukštis ties lūžiu, dvikrypčiai tempimo ribiniai dydžiai | Modeliuoja dvikrypčio tempties sąlygas | Laikas trunka, duoda ribotus duomenų taškus, gali būti veikiamas trinties |
| Optinė 3D analizė (DIC) | Visos srities 3D ištvermė ir deformacija | Labai tiksli, išsami informacija, be kontakto | Reikia specializuotos įrangos ir programinės įrangos |
Išplėstinė analizė: modeliavimas, modeliavimas ir nesėkmės prognozavimas
Be fizinio bandymo, galingiausios šiuolaikinės formavimo analizės priemonės yra skaičiavimo modeliavimas ir modeliavimas. Naudodami "Finite Element Analysis" (FEA) programinę įrangą inžinieriai gali sukurti virtualią viso spausdinimo proceso vaizdą. Tai apima įrankių geometriją, lakštinio metalo savybes ir procesinių parametrų, tokių kaip trinties ir tuščio laikiklio jėga, pobūdį. Po to imituojama, kaip lakštinis metalas plėsis, ištemps ir supjaustys, kai jis formuojasi iki galutinės dalies formos.
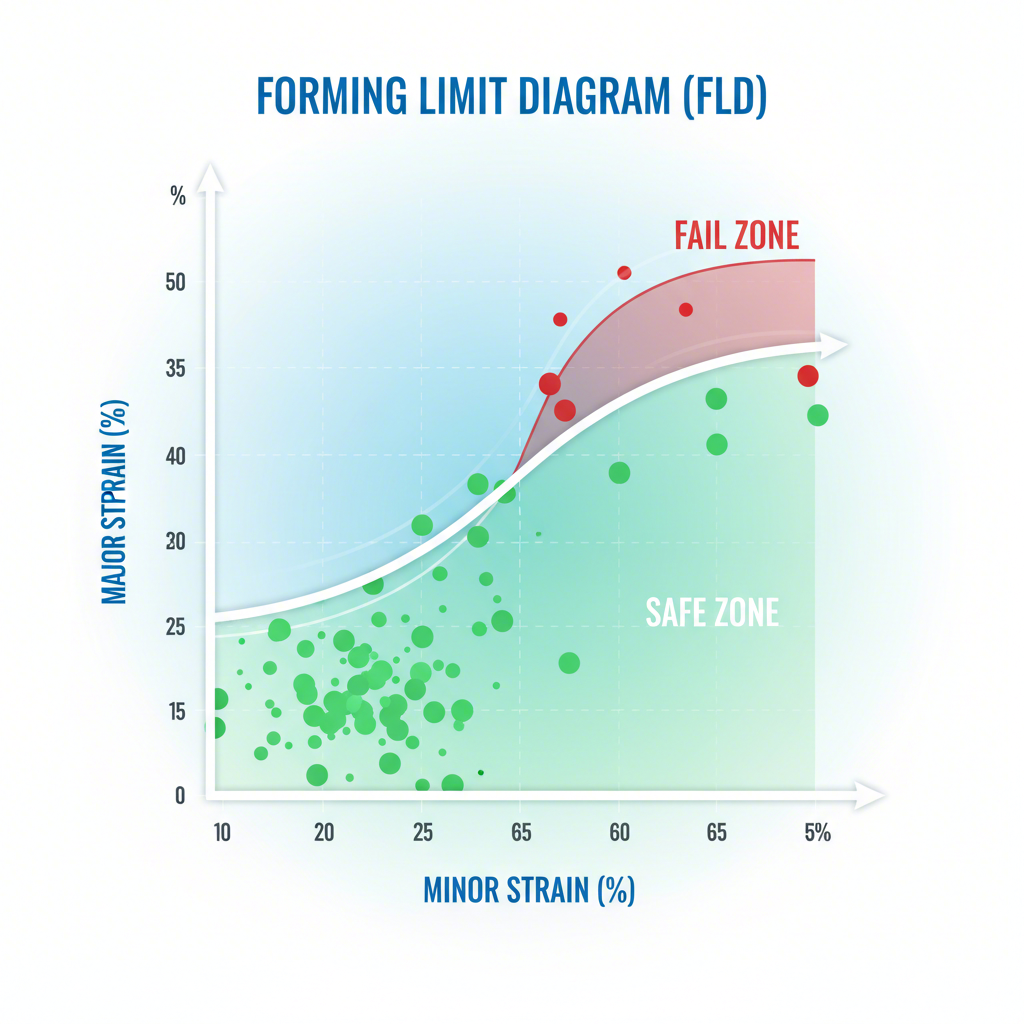
Pagrindinis šio modeliavimo elementas yra formavimo ribinės diagramos (FLD). FLD yra lentelė, kurioje nustatomas saugias gamybos ribas tam tikrai medžiagai. Jis išryškina didelį įtampą prieš mažesnį įtampą, o ribinė linija, žinoma kaip formuojamoji ribinė kreivė (FLC), atskiria priimtiną deformaciją nuo griaunimo ir gedimo pradžios. Simuliuojančio komponento atveju programinė įranga apskaičiuoja įtampos būklę tūkstančiams taškų ir jas užrašinėja ant FLD. Jei taškai nukrenta virš FLC, tai rodo didelę gedimo riziką toje srityje, todėl reikia pakeisti projektą.
Tačiau tradicinis FLD turi apribojimų, ypač daugiastampyje formuojant arba dirbdami su pažangiomis medžiagomis. Kaip paaiškino pramonės ekspertai, tokie veiksniai kaip neproporcingas apkrova (kur įtempimo kelias keičiasi proceso metu) ir stabilizuojantis poveikis lenktynės per mažus spindulius gali pakeisti medžiagos tikrąją formavimo ribą. Dabar pažangios formavimo analizės sistemos atsižvelgia į šiuos poveikius, kad būtų galima tiksliau prognozuoti sudėtingų dalių gedimą. Pagrindiniai sudėtingų komponentų gamintojai, pavyzdžiui, Shaoyi (Ningbo) Metal Technology Co., Ltd. , pasinaudoti pažangiomis CAE modeliavimų technologijomis, kad būtų užtikrinta automobilių spausdinimo matmenų tikslumas, žymiai sumažinant terminus ir gerinant OEM ir 1 lygio tiekėjų rezultatus.
Į projektavimo procesą įtraukus modeliavimą, gaunama nemažai naudos:
- Virtuali prototypų kūrimas: Mažina brangų ir lėto fizinio įrankio bandymų poreikį, pirmiausia sprendžiant problemas kompiuteriuje.
- Dizaino optimizavimas: Inžinieriai gali greitai išbandyti skirtingas detalės geometrijus, įrankių dizainą ar medžiagų pasirinkimą, kad rastų patikimiausią sprendimą.
- Skiriamasis iškrova: Tiksliai prognozuoja ne tik plyšimus ir kaklas, bet ir raukšles, atšokimą ir paviršiaus iškraipymus.
- Procesų efektyvumas: Padeda optimizuoti tokius parametrus kaip tuščio formos ir spausdinimo talpyklos, kad būtų kuo mažesnis medžiagų ir energijos suvartojimas.
Pavadinimo ir vertinimo metodika
Tikroji lakštinio metalo formavimo analizės vertė yra jo gebėjimas generuoti įžvalgas, kuriomis vadovaujamasi inžinerijos sprendimuose. Simulacijų rezultatas paprastai yra dalelės spalvų kodas, kuriame skirtingos spalvos atspindi skirtingus stūmoklio ar ištvermėjimo lygius. Žalioji zona paprastai yra saugi, geltona - ribinė būklė, arti formojimo ribos, o raudona - kritinės zonos, kuriose yra didelė galima gedimo tikimybė. Šie vaizdiniai įrankiai inžinieriams leidžia iš karto nustatyti problemines vietas.
Kai modeliavimas nustato galimą problemą, analizė pateikia reikiamus duomenis, kaip ją išspręsti. Pavyzdžiui, jei aukštas įtempių koncentracijos lygis prognozuojamas šalia aštraus kampo, projektavimo rekomendacija būtų padidinti to elemento spindulį. Tai paskirstytų įtempius didesniame plote ir grąžintų juos į saugią zoną. Panašiai, jei yra numatoma raukšlėjimosi problema plokščioje detalėje, sprendimas gali apimti blank holder jėgos reguliavimą arba traukos juostelių (drawbeads) pridėjimą, kad geriau būtų valdomas medžiagos srautas.
Šis duomenimis paremtas požiūris yra gamybai tinkamo projektavimo (Design for Manufacturability – DFM) pagrindinis principas. Atsižvelgdami į formuojamumo principus jau ankstyvoje projektavimo stadijoje, inžinieriai gali kurti detalias, kurios ne tik funkcionuoja gerai, bet ir yra efektyviai gaminamos. Toks proaktyvus požiūris padeda išvengti vėlyvų projektinių pakeitimų, kurie gali sutrukdyti projekto grafikui ir biudžetui.
Žemiau pateikiami kai kurie svarbiausi projektavimo geriausios praktikos patarimai, grindžiami formuojamumo analize:
- Naudokite pakankamai apvalius kampus: Visais atvejais vengti aštrių vidinių ir išorinių kampų. Didesni spinduliai yra vienas veiksmingiausių būdų lokalizuotam plonėjimui ir įtrūkimams užkirsti kelią.
- Detalus laikykite nuo lenkimų: Kaip bendrą taisyklę, skylutes laikykite ne mažiau kaip 2,5 kartus didesnį nei medžiagos storis plius lenkimo spindulys nuo lenkimo linijos. Tai padeda išvengti detalių iškraipymo lenkimo metu.
- Įtraukite ištraukimo kampus: Giliems formuotiems detalėms šiek tiek pasvirę vertikalios sienelės sumažina trintį ir reikalingą formavimo jėgą, taip mažinant plyšimo riziką.
- Nurodykite tinkamus tikslumus: Naudokite geometrinį matmenų ir tikslumo nustatymą (GD&T), kad apibrėžtumėte priimtinas plokštumos, tiesumo ir kitų savybių ribas, suprasdami, kad formavimo procesas sukels tam tikrą kintamumą.
- Konsultuokitės su medžiagos duomenimis: Visada projektuokite ir imituokite remdamiesi tiksliais medžiagos savybių duomenimis, nes formuojamumas gali žymiai skirtis net tarp to paties metalo skirtingų rūšių.
Dažniausiai užduodami klausimai
1. Kas yra metalo formuojamumas?
Formuojamumas – tai lakštinio metalo gebėjimas plastikai deformuotis ir būti formuojamam į detalę, nesukuriant defektų, tokių kaip įtrūkimai ar susiaurėjimai. Jį lemia metalo plastiškumas (geležies gebėjimas temptis) ir jo deformacijos sukietėjimo savybės, kurios veikia, kaip tolygiai jis plonėja formuojant.
2. Kokie yra dažniausi lakštinio metalo formuojamumo bandymai?
Dažni bandymai apima vienašalį tempiamąjį bandymą, kuriuo matuojamas pagrindinis pailgėjimas ir stiprumas; puodelio formavimo bandymus (pvz., Erichsen, Olsen) ir išpūtimo bandymus, imituojančius dvikryptį tempimą; taip pat šiuolaikines bekontaktines optines 3D analizės sistemas (DIC), kurios pateikia viso paviršiaus deformacijos žemėlapį.
3. Kas yra 4T taisyklė lakštinio metalo konstravime?
Bendras konstrukcinis nurodymas nustato, kad norint išvengti iškraipymų, tokia detalė kaip skylė turi būti nutolusi nuo lenkimo linijos ne mažiau kaip 2,5 kartus medžiagos storio plius lenkimo spindulys. Slotams kartais taikoma „4T“ reikšmė, tačiau pilnas nurodymas paprastai yra 4 kartus storiui plius lenkimo spindulys.
4. Kas yra GD&T plonasieniam metalui?
Geometrinis matmenų ir tikslumo nustatymas (GD&T) – tai simbolinė kalba, naudojama inžineriniuose brėžiniuose, kad apibrėžtų leistiną detalės geometrijos kaitą. Plonasieniam metalui GD&T nurodo svarbias formos charakteristikų, tokių kaip plokštumas, tiesumas ir profilis, tikslumo ribas, siekiant užtikrinti, kad galutinė suformuota detalė tinkamai veiktų ir tiksliai tilptų į savo surinkimo mazgą.