 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Milteliniu būdu dengtos štampuoto plieno valdymo svirtys: esminis vadovas

TRUMPAI
Alyvuota dėžutės formos plieno valdymo svirtys dėl dažymo yra puikus būdas pasiekti labai ilgaamžį, korozijai atsparų paviršių, kuris pranoksta tradicinį dažymą. Tačiau procesas nėra paprastas. Yra būtina visiškai išmontuoti svirtis, pašalinant visus rutulinius sąnarius ir guolius prieš dengiant. Šie komponentai negali išlaikyti apie 400 °F (200 °C) kaitros temperatūros ir bus sunaikinti, dėl ko komponentai sugestų.
Kodėl dėvėti alyvuotą dėžutės formos plieno valdymo svirtis?
Atkuriant ar atnaujinant transporto priemonės pakabą, tokių detalių kaip valdymo svirtys paviršiaus apdorojimas yra daugiau nei tik estetinis. Pudelinis dažymas – tai toks apdorojimo būdas, kai sausas, laisvai tekantis miltelis elektrostatiniu būdu nenaudojamas ant metalinės detalės, o po to kaitinamas. Šis metodas sukuria kietą paviršių, kuris yra žymiai patvaresnis ir ilgaamžiškesnis nei įprasti dažai, todėl yra idealus automobilių dalių, veikiamų sunkiomis kelio sąlygomis, dengimui.
Aukštos kokybės antraeilių rinkos dalių nauda, dažnai apibūdinama tokiomis sąvokomis kaip „dviejų etapų blizgus juodas miltelinis dengimas“, apima puikesnę atsparumą nudegimams, įbrėžimams, cheminėms medžiagoms ir rūdžiavimui. Šis ilgaamžiškumas užtikrina, kad komponentai ne tik ilgiau išlaiko patrauklų išvaizdą, bet taip pat geriau apsaugoti nuo korozijos, kuri laikui bėgant gali pažeisti jų struktūrinį vientisumą. Išspaudžiama plieno yra dažnas medžiagos tipas originaliems (OEM) valdymo svirtims dėl jos stiprumo ir ekonomiško gamybos balanso. Nors tokios medžiagos kaip kuoduotas plienas siūlo geresnį nuovargio atsparumą, o aliuminis – svorio mažinimą, išspaudžiamas plienas yra patikima ir tvirta pasirinkimo parinktis daugumai taikymų, todėl tampa idealia kandidate gauti patobulintą apsaugą su milteliniu dengimu. Shaoyi (Ningbo) Metal Technology Co., Ltd. , kuri teikia pažangias automobilių spaudimo dalis nuo prototipavimo iki masinės gamybos.
Norėdami geriau suprasti privalumus, apsvarstykite palyginimą tarp pudrinio dengimo ir tradicinio dažymo švinimo komponentams:
| Ypatybė | Miltelinis dažymas | Tradiciniai dažai (purškiami / teptukiniai) |
|---|---|---|
| Ilgaamžiškumas | Puikiai atsparus įbrėžimams, įbrėžimams ir dilimui. | Linkęs trupėti ir braižytis nuo kelio šiukšlių. |
| Korozijos atsparumas | Sukuria storą, nepralaidžią barjerą, kuri labai veiksminga prieš rūdijimą. | Geras, tačiau gali sugesti, jei pažeistas dažų sluoksnis. |
| Atsparumas cheminėms medžiagoms | Labai atsparus stabdžių skysčiui, benzenui ir kitiems automobilių chemikalams. | Gali būti pažeistas ar pašalintas veikiant stipriems chemikalams. |
| Baigiamoji kokybė | Vienodas, storas ir nuoseklus paviršius be lašėjimo ar tekėjimo. | Kokybė labai priklauso nuo meistriškumo; linkęs lašėti ir turėti nelygius sluoksnius. |
| Aplinkos poveikis | Neįeina tirpiklių ir išskiria nežymų lengvai garuojančių organinių junginių (LOJ) kiekį. | Išskiria LOJ į atmosferą. |
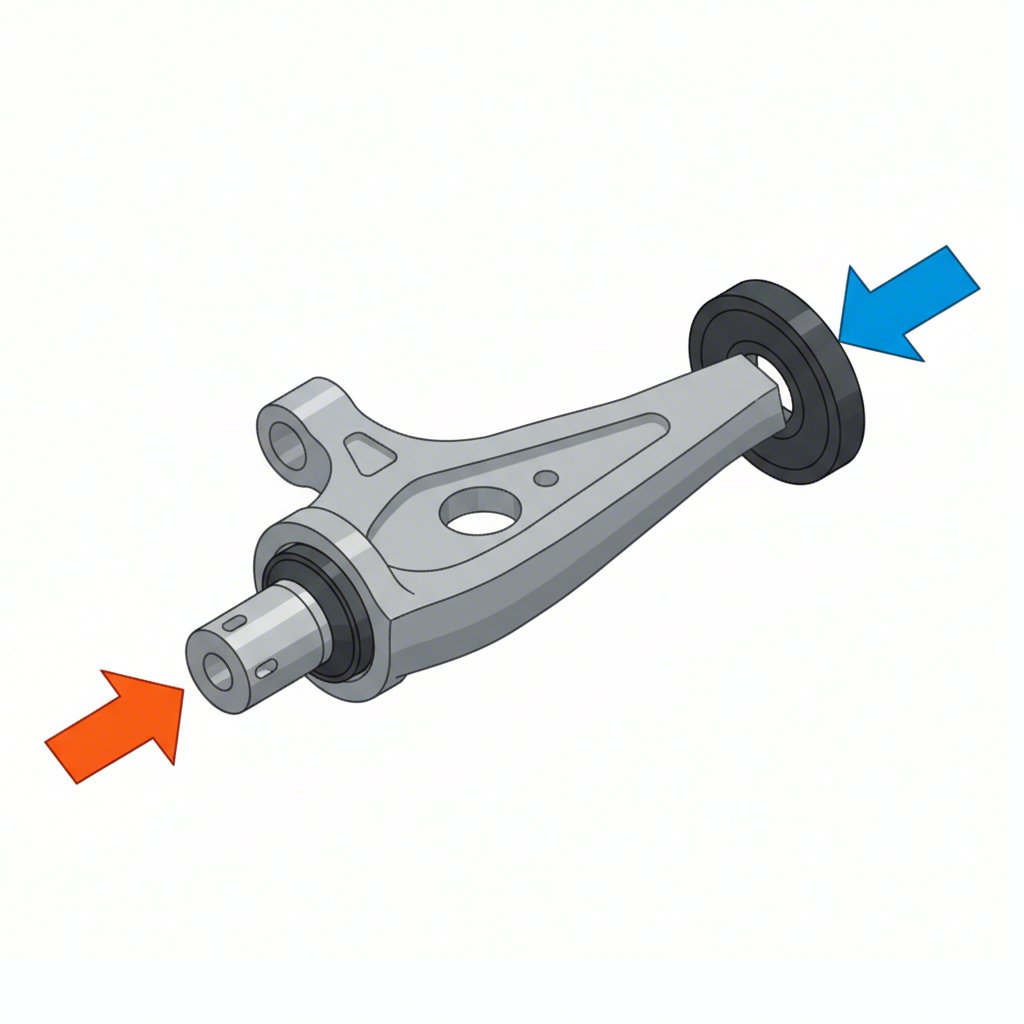
Pagrindinė problema: rutuliniai žarnyrai ir amortizatoriai
Svarbiausias ir sudėtingiausias aspektas, susijęs su šarnyriniais svirties paviršiaus dengimu pudra, yra integruotų komponentų tvarkymas. Kaip dažnai klausia forumo naudotojai, ką daryti, jei rutulinis žarnyras yra įspaustas ar net suvirintas? Atsakymas vienareikšmis: prieš įdedant svirtis į krosnį kietėti, visi rutuliniai žarnyrai, amortizatoriai ir neturintys metalo komponentai turi būti visiškai pašalinti. Aukšta temperatūra ištirpdys guminės ir poliuretano amortizatorius bei sunaikins tarpines ir tepalą bet kuriame rutuliniame žarnyre.
Pašalinimo metodas visiškai priklauso nuo to, kaip sumontuoti komponentai:
- Nuimami amortizatoriai: Dauguma guminės arba poliuretano įvorės yra presuojamos į valdymo svirtį. Jas galima pašalinti naudojant hidraulinį presą arba kai kuriais atvejais atsargiai išdegant. Po dengimo nauji komponentai, tokie kaip poliuretano įvorės ir suspaudžiamosios vamzdelės, minimos rinkiniuose iš Cognito Motorsports , turi būti vėl presuoti atgal.
- Presuojami rutuliniai žarnyrai: Kaip pastebėjo Reddit vartotojai, daugelis viršutinių valdymo svirties jungčių turi rutulinį žarnyrą, kuris yra presuojamas tiesiai į patį svirtį. Jo nuėmimui reikia stipraus hidraulinio dirbtuvių preso. Bandyti jį išmušti plaktuku gali pažeisti valdymo svirtį. Po dengimo naujas rutulinis žarnyras turi būti vėl presuotas atgal, todėl tai puikus metas atlikti „viršutinės valdymo svirties rutulinio žarnyro keitimą“.
- Suvirinti rutuliniai žarnyrai: Tai yra sudėtingiausias scenarijus, dažnai pasitaikantis senesniuose automobiliuose. Kaip jau aptarta „Facebook“, jei rutulinis šarnyras prijungtas suvirinimu, jo negalima tiesiog išspausti. Procesas reikalauja seną šarnyrą išpjauti, apdirbti sritį iki lygaus paviršiaus, tada pagaminti ir pritempti naują rutulinį šarnyrą. Tai sudėtinga procedūra, kuri reikalauja didelių metalo apdorojimo ir suvirinimo įgūdžių.
Šių tipų sudėtingumas ir reikalingi įrankiai žymiai skiriasi:
| Komponento tipas | Sudėtingumo lygis | Pagrindiniai reikalingi įrankiai |
|---|---|---|
| Keičiami guoliai | Vidmenis | Hidraulinis presas, guolių/įvorės montavimo rinkinys |
| Išspaudžiami rutuliniai šarnyrai | Kietas | Stiprus hidraulinis presas, tinkamos spaudimo įmovos |
| Suvirinti rutuliniai šarnyrai | Ekspertams | Kampinis šlifavimo įrankis, suvirinimo aparatas, metalo apdorojimo įrankiai |
Žingsnis po žingsnio vadovas dėl šarnyrų dangčių dažymo (po išardymo)
Kai jūsų šarnyrų dangčiai visiškai atskleidžia pliką metalą, pašalinus visus jungtis ir amortizatorius, galima pradėti milteliniu būdu dažymo procesą. Siekiant pasiekti profesionalaus lygio ilgalaikį rezultatą, būtina kruopščiai laikytis šių žingsnių.
- Išsamus paruošimas: Tai svarbiausias etapas, užtikrinantis sukibimą. Šarnyrų dangčiai turi būti paruošti iki pliko metalo. Paprastai tai atliekama naudojant smėlio arba rutulinių dalelių švarinimą (media blasting), kad būtų pašalintas visas rūdys, priklijavęs sluoksnis ir seni danga. Visos likusios teršalų liekanos sutrukdytų milteliams tinkamai prilipti. Po švarinimo detalę būtina nuvalyti nuo tepalų ar pirštų atspaudų naudojant tirpiklį.
- Svarbių paviršių apsauga (maskavimas): Prieš nanedamas miltelius, būtina izoliuoti visas zonas, kurios neturi būti padengtos. Tai apima vidines paviršių dalis, kuriose įspaudžiamos įvorės, koninę skylę sriegio strypui ir bet kokias sriegiuotas skyles. Aukštos temperatūros izoliavimo juosta ir silikono kištukai yra specialiai sukurti šiam tikslui.
- Miltelių nanedimas: Paraušė prikabina prie metalinės kablio, kad ji būtų įžeminta. Specialus elektrostatinis purškimo pistoletas suteikia milteliniams dalelėms neigiamą elektrinį krūvį. Kadangi paraušė yra įžeminta, įkrauti milteliai traukiami prie jos ir prilimpa prie paviršiaus, sukuriant tolygų sluoksnį.
- Kietinimas krosnyje: Padengta detalė atsargiai perkeliama į specialią kietinimo krosnį. Ji kaitinama iki tam tikros temperatūros (paprastai apie 400 °F arba 200 °C) nustatytą laiką. Šiluma sutirpdo miltelius, leisdama jiems susilieti ir sudaryti lygų, vientisą plėvelę, kuri sustangrėja į tvirtą, ilgaamžį paviršių.
Sėkmingam projektui reikės būtinų įrangos sąrašo:
- Saugumo priemonės: Respiratorius, apsauginiai akiniai, pirštinės.
- Paruošimo įrankiai: Prieiga prie smėlio srovės kabineto ar paslaugos, degrezerio tirpiklio.
- Uždengimo medžiagos: Aukštos temperatūros juostelė, silikono kištukai.
- Dengimo įranga: Elektrostatinis miltelinis dažymo pistoletas, pasirinkti milteliniai dažai (pvz., pusiau blizgus juodas), suspausto oro šaltinis su filtru/džiovintuvu.
- Kietinimo įranga: Specializuota elektrinė krosnelė, pakankamai didelė detalėms (NAUDOTI virtuvės krosnelėS NEGALIMA).
Savarankiškas darbas prieš profesionalią paslaugą: išlaidų ir pastangų palyginimas
Supratę procesą, galutinis sprendimas – ar dirbti patiems, ar samdyti profesionalą. Šis pasirinkimas priklauso nuo jūsų biudžeto, laiko grafiko, turimų įrankių ir pageidaujamo kokybės lygio. Savarankiškas požiūris suteikia pasitenkinimą, kad išmokote naujo įgūdžio, tačiau pradinės investicijos ir mokymosi kreivė gali būti didelės. Profesionali paslauga užtikrina garantuotą, aukštos kokybės rezultatą be papildomo vargo.
Žemiau pateikta šių dviejų kelių palyginimo apžvalga:
| Koeficientas | Savarankiškas požiūris | Profesionalios paslaugos |
|---|---|---|
| Pradinė kaina | Didelės pradinės investicijos į pudros dengimo pistoletą, specialų orkaitę ir saugos įrangą (500–1000+ JAV dolerių). | Įrangos kaštų nėra. Mokate tik už paslaugą. |
| Kaina vienam darbui | Žema, tik pudros ir sunaudojamų medžiagų kaina po pradinių investicijų. | Vidutinė, paprastai 150–300 JAV dolerių porai valdymo svirtų (įskaitant paruošimą). |
| Įgūdžiai ir pastangos | Reikalauja daug tyrimų, praktikos ir rūpestingos paruošiamosios veiklos. Išmontavimą / surinkimą vis tiek atliekate jūs. | Minimalus pastangų. Jūs atvežate išardytas dalis ir pasiimate galutinį produktą. |
| Rezultato kokybė | Kintama. Gali būti puiki su praktika, tačiau pradiniai rezultatai gali būti nelygūs arba trūkti ilgaamžiškumo. | Nuosekliai aukštos kokybės, profesionalaus lygio baigtis su maksimaliu ilgaamžiškumu. |
| Laiko įsipareigojimas | Reikia daug laiko paruošimui, dengimui, sukietėjimui ir tvarkymuisi. | Greitas apdorojimas, dažnai per kelias dienas. |
Jei renkatės profesionalą, būtinai patikrinkite jų kokybę. Paklauskite apie jų procesą, kad įsitikintumėte, jog svarbiausi paruošimo etapai atliekami tinkamai. Svarbūs klausimai yra tokie:
- Koks jūsų paviršiaus šlifavimo smėliu ir cheminio nuvalymo procesas?
- Kaip jūs uždengiate svarbias vietas, tokius kaip amortizatorių įvorės ir rutulinio jungties konusus?
- Kokios prekės ženklo ir tipo miltelius naudojate šassi komponentams?
Dažniausiai užduodami klausimai
1. Kuo skiriasi iš lenkiamo ir iš kalto valdymo svirtys?
Išspaudžiami valdymo svirties gaminami išlenkiant plieno lakštus į formą, dažnai suvirinant du pusrutulius. Kovanos valdymo svirtys gaminamos kaitinant metalą ir suspaudžiant jį į formą, dėl ko išsilygina metalo vidinė grūdelinė struktūra, todėl jos pasižymi didesniu stiprumu ir atsparumu nuovargiui lyginant su išspaudžiamaisiais ar liejamaisiais detalėmis.
2. Koks yra geriausias metalas svirties strypams?
"Geriausias" metalas priklauso nuo taikymo srities. Sunkvežimių ar aukšto našumo sistemų, kuriose yra didelė apkrova, atveju plieno natūralus stiprumas ir ilgaamžiškumas dažnai yra geriausias pasirinkimas. Jis gali išlaikyti didelę apkrovą ir yra ekonomiškesnis. Aliuminis yra lengvesnis, todėl sumažinamas nesvyravimo svoris, o tai pagerina valdymą, tačiau paprastai yra brangesnis.
3. Ar išspaudžiami plieniniai valdymo svirtys yra magnetiniai?
Taip, iš lenkiamojo plieno pagaminti svirties elementai yra magnetiniai. Paprastas būdas atskirti plieno ir aliuminio pakabos detales – naudoti magnetą. Jei magnetas gerai prilimpa, detalė pagaminta iš plieno (arba lenkiamojo, arba liejamojo). Jei neprilimpa – tai aliuminis.