 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Metalo štampavimo tepimo tipai: 4 pagrindinės kategorijos paaiškintos
TRUMPAI
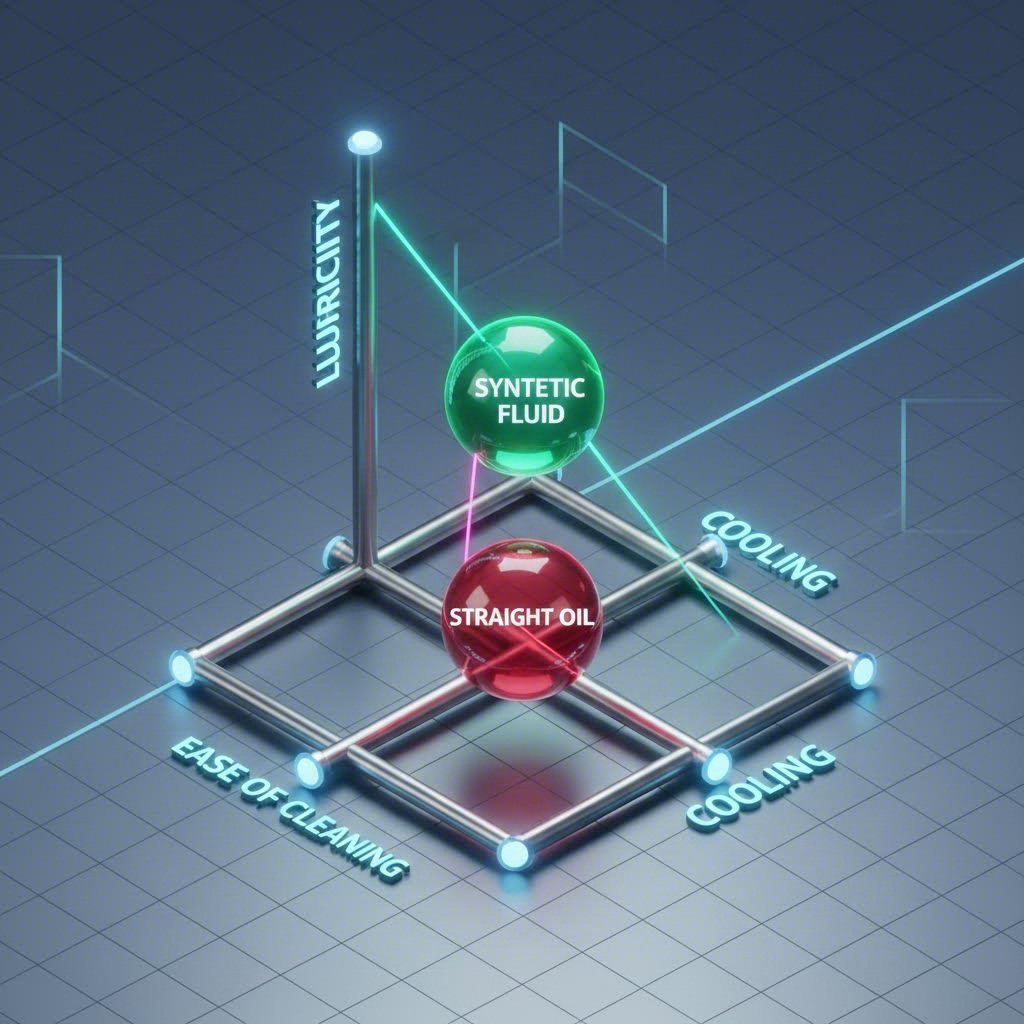
Metalo štampavimo tepimui paprastai taikomos keturios pagrindinės kategorijos: Tiesieji aliejai (didelės apkrovos, aukštos tepimo savybės reikalaujantiems darbams), Skiriamieji aliejai (universalūs emulsijų mišiniai aušinimui ir bendram naudojimui), Sintetikai (maksimaliai švarumui ir aušinimui), ir Išgaruojantys aliejai (išgaruojančios skystos medžiagos lengvosioms, be likučių paliekančioms operacijoms). Pasirinkimas labai priklauso nuo operacijos intensyvumo (pvz., gilus ištraukimas ar apkarpymas), metalo tipo bei reikalavimų po štampavimo, tokių kaip suvirinimas ar dažymas. Teisingo tipo parinkimas sudaro kompromisą tarp įrankio apsaugos (tepamumas) ir gaminio kokybės apsaugos (aušinimas ir galimybė nuplauti).
Svarbiausi atrankos veiksniai: kaip pasirinkti
Optimalios tepimo rūšies pasirinkimas – tai ne tik apie tai, kad būtų nupirktas skardos skardelės aliejus; tai inžinerinis sprendimas, kuris turi įtakos įrankių tarnavimo laikui, detalių kokybei ir tolimesnėms išlaidoms. Sprendimų matrica paprastai grindžiama trimis pagrindiniais kintamaisiais: deformacijos stiprumu, formuojamu medžiagu ir postproceso reikalavimais.
Pirmiausia išanalizuokite operacijos sudėtingumą . Paprastos operacijos, tokios kaip iškirpimas ar išgręžimas, sukelia šilumą, tačiau reikalauja mažesnio hidrodinaminio amortizavimo, todėl idealūs yra vandeniu pagrįsti sintetiniai ar tirpūs aliejai. Priešingai, gilus traširavimas ar sunkiasienis žymėjimas sukuria itin didelį slėgį, kuris gali prilieti detalę prie formos (nusidėvėjimas). Šioms sritims reikalingas aukštas klampumas ir Ekstremalaus Slėgio (EP) priedai, randami tiesioginiuose aliejuose. Gamintojams, siekiantiems perėiti nuo greito prototipavimo prie masinės gamybos, būtina bendradarbiauti su specialistais, kurie supranta šiuos tribologinius niuansus. Pavyzdžiui, Shaoyi Metal Technology siūlo išsamią spaustukų gamybą kuri naudoja tikslią tepimo strategiją, kad pristatytų svarbias automobilių dalis, tokias kaip valdymo svirtys ir pagrindiniai rėmai, užtikrinant nuoseklumą nuo pirmųjų 50 prototipų iki milijonų masinės gamybos vienetų.
Antra, apsvarstykite materialinis suderinamumas geležiniai metalai (plienai) dažnai reikalauja korozijos inhibitorių ir gali ištverti aktyvų sieros ar chloro priedus ekstremaliems našumams. Tačiau negeležiniai metalai, tokie kaip aliuminis ar varis, yra jautrūs dėmėjimuisi dėl tų pačių priedų. Šiems minkštesniems metalams dažniausiai teikiama pirmenybė polimeru sustiprintam sintetiniam arba specializuotam tirpiam aliejui, kad būtų išvengta cheminio atspalvio.
Galiausiai vertinant po proceso reikalavimus yra labai svarbi išlaidoms kontroliuoti. Jei dalis turi būti suvirinta, dažyta arba uždengta iš karto po spausdinimo, sunkiai išvalytos alyvos turi būti išvalytos daugiapakopiais, brangiai kainuojančiais būdais. Tokiais atvejais "nykstančio" aliejaus arba švarų sintetinio produkto naudojimas gali visiškai pašalinti skalbimo etapą, žymiai sumažindamas bendrą dalį kainuojančią kainą.
1 tipas: tiesūs aliejai (didieji ir giliai traukiami)
Tiesioginiai aliejus, dažnai vadinami "švariais", yra nesvystyti naftos ar mineralinių medžiagų skysčiai, kuriuose nėra vandens. Jie yra tradiciniai metalo spausdinimo pramonės darbininkai, vertinami dėl savo aukštos tepimo ir hidrodinaminio sulčiojimo gebėjimų. Kadangi jie nepriklauso vandeniui, jie puikiai apsaugo mašiną ir galutines dalis nuo rūdens.
Pagrindinis tiesioginių aliejų veikimo mechanizmas – jų didelis klampumas, kuris sukuria storią fizinę barjerą tarp įrankio ir apdirbamojo gaminio. Norėdami pagerinti našumą, gamintojai dažnai maišo šiuos aliejus su ekstremalaus slėgio (EP) priedais, tokiais kaip chloras, siera arba riebalai. Šie priedai reaguoja su metaline paviršiumi esant šilumai ir slėgiui, sudarydami aukojamąjį cheminį plėvelę, kuri neleidžia kontaktuotis metalui su metaliu net tada, kai aliejaus plėvelė yra išretėjusi dėl ekstremalaus poveikio. Dėl to tiesioginiai aliejai laikomi aukso standartu sunkioms operacijoms, tokioms kaip nerūdijančio plieno gilusis formavimas ar storasienių aukštos stiprybės lydinių formavimas.
Tačiau tiesų aliejų veikimas yra labai kompensuojamas. Jie yra prastai aušintuvai, todėl didelio greičio operacijų metu gali užtraukti šilumą. Be to, jos palieka sunkią, riebalų pavidalą, kuri veikia kaip magnetas parduotuvių dulkėms ir prieš dažymą ar suvirinimą turi būti intensyviai išdžiovinta. Dėl aplinkos apsaugos jie kelia didesnes šalinimo išlaidas ir gali sukelti nutolimo pavojus gamykloje. Dėl jų storumo, paprastai jie naudojami antvaldikliuose arba lašintuvuose, o ne purškikliuose.
2 tipas: vandenyje tirpantys produktai (šaldymas ir įvairovę)
Džiovinančios alyvos arba emulguotos alyvos yra dažniausiai naudojamos apšvitinimo medžiagos šiuolaikinėse spausdinimo dirbtuvėse. Šie skysčiai susideda iš mineralinių aliejų, dispersinių vandenyje naudojant emulgatorus ir paviršiaus aktyvus medžiagas. Rezultatas yra pieno spalvos baltas skystis, kuris bando pasiūlyti geriausią iš abiejų pasaulių: aliejaus tepumą ir aukštesnes vandens aušinimo savybes.
Didelis vandens kiekis (dažnai skiedžiamas santykiu nuo 5:1 iki 20:1) leidžia tirpiosioms alyvoms greitai atiduoti šilumą, todėl jos yra idealios aukštos spartos progresyviai formuojamai presavimui, kur terminis plėtimasis kitaip gali pažeisti tikslų tarpiklį. Alyvos fazė užtikrina ribinę tepimą, apsaugantį įrankius nuo nusidėvėjimo. Ši universalumas leidžia vienai įmonei naudoti vieną koncentratą skirtingais skiedimo santykiais įvairiems darbams – turingesni mišiniai formavimui, skurtesni – lengvam pjaustymui.
Nors tirpiosios alyvos ir universalios, jos reikalauja rūpestingos priežiūros. Kadangi jos turi vandens ir organinių medžiagų, jose gali daugintis bakterijos, dėl kurių atsiranda nemalonus kvapas (dažnai vadinamas „pirmadienio ryto kvapu“) ir odos dermatitas operatoriams. Taip pat būtina naudoti biocidus ir reguliariai stebėti pH lygį, kad būtų išlaikyta stabilumas. Valyti lengviau nei su grynomis alyvomis, tačiau antrinėms operacijoms atlikti vis tiek dažnai reikalingas prausimo etapas.
Tipas 3: Sintetiniai skysčiai (švarumas ir aušinimas)
Tiesioginiams sintetikams neįeina naftos produktai. Vietoj to, jie yra cheminis alkalinės organinės ir neorganinės valendų kompozicijos, často polimerų ir detergentų. Smešuose su vandenu jie formuoja transaparčią soluciją, kas produkcijos metu garantuoja excellentinią darbinių detalių visibilitą.
Sintetikai yra konstruoti primariškai aršiškai ir čistoškai. Jie yra čiausiai darbantys fluidų, kurie dar oferuje lubrikaciją, často odbegnią „tramp oil“ (įsikišę hidraulini fluidų) į poviršius, kas garantuoja įškumą ir išširmina fluidų gyvenimą, salyngai su emulsijami. Jų rapidinis karščio dissipationas garantuoja perfektumą aršiškai augščiau štampingu vieškai gauges metalų, pavyzdžiui elektrinių laminacijų ar beverage canų.
Dirbtinių medžiagų trūkumas iki šiol buvo tepamumas. Be aliejaus komponento, jos remiasi cheminėmis barjerinėmis medžiagomis, kurios gali nepajėgti atlaikyti didelio slėgio, atsirandančio formuojant sunkiai deformuojamus metalus. Tačiau šiuolaikiniai „pusiau sintetiniai“ hibridai arba stipriai apkrauti polimeriniai sintetikai užpildo šią spragą. Pagrindinis pranašumas – lengvas nuplautinumas; daugelis sintetikų gali būti suvirinami be valymo arba lengvai nuplauti paprastu vandeniu, todėl gamybos procesas supaprastėja.
Tipas 4: Garuojantys aliejai (garuojantys)
Garuojantys aliejai, taip pat žinomi kaip garuojantys tepimui skiriami skysčiai, yra specializuotos formulės, sukurtos visiškai pašalinti valymo procesą. Jos sudarytos iš didelės dalies greitai garuojančių tirpiklių (pvz., mineralinių dervų), kuriuose yra nedidelė kiekis tepamumo priedų. Po lyginimo smūgio nešančioji tirpiklio dalis išgaruoja į orą, palikdama beveik nepastebimą sausą plėvelę, kuri paprastai netrukdo dažymui ar pakuotei.
Šie tepalai yra pageidaujamas pasirinkimas lengvosioms detalėms, kurių estetika yra svarbi, tokioms kaip buitinės technikos plokštės, architektūrinė apdaila ar elektroniniai jungtys. Jie išsprendžia „sujungimo taško“ problemą plovimo stotyse, leisdami detalėms judėti tiesiai iš preso į surinkimą ar siuntimą.
Kompromisas – našumas ir saugumas. Išgaruojantys aliejai suteikia labai mažą tepamumą ir netinka niekam, kas būtų sudėtingesnis už lengvą formavimą ar iškirpimą. Be to, garavimo procesas išskiria atsirandančias organines medžiagas (VOC), kurios gali reikalauti specialių ventiliacijos sistemų siekiant atitikti aplinkos apsaugos reikalavimus ir apsaugoti darbuotojų sveikatą. Taip pat kyla pavojus dėl užsidegimo, todėl prie preso reikalingi griežti saugos protokolai.
Išvada
Jūsų metalo štampavimo proceso optimizavimui reikia pritaikyti tepalą ne tik prie preso, bet ir prie viso gamybos ciklo. Tiesioginiai aliejai užtikrina nepakartotiną įrankių apsaugą sunkiam formavimui, tačiau jų valymo išlaidos gali sunaikinti pelningumą lengvesnėms operacijoms. Kita vertus, išgaruojantys aliejai užtikrina didesnį proceso greitį, bet nepajėgia atlaikyti didelio slėgio. Efektyviausi gamintojai dažnai naudoja keturių tipų mišinį – Tiesioginius, Tirpius, Sintetinius ir Išgaruojančius – skirtingose linijose, kad maksimaliai padidintų tiek įrankių tarnavimo laiką, tiek proceso eigą. Visada išbandykite naujus tepalus mažame mastelyje, kad patikrintumėte jų galimybę nuplauti ir medžiagos suderinamumą prieš pilną diegimą.
Dažniausiai užduodami klausimai
1. Kokie yra keturi pagrindiniai štampavimo tepalų tipai?
Keturios pagrindinės kategorijos yra Tiesieji aliejai (naftos pagrindu, be vandens), Skiriamieji aliejai (emulsijos, kurios turi aliejaus vandenyje), Sintetikai (cheminės formulės be aliejaus) ir Išgaruojantys aliejai (skirtiniai garuojantys skysčiai). Kiekvienas tarnauja specifinei nišai – nuo sunkaus lyginimo iki lengvo, nereikalaujančio valymo, ruošinėlių kirpimo.
2. Ar galiu naudoti WD-40 metalo žymėjimui?
Nors WD-40 yra populiari visuotinio paskirties skvarbiai veikianti ir lengva tepimo priemonė, ji paprastai nerekomenduojami nenaudojama pramoniniame metalo žymėjime. Jai trūksta ekstremalaus slėgio (EP) priedų ir klampumo, reikalingo įrankiams apsaugoti aukšto apkrovimo deformacijos metu. Jos naudojimas gali sukelti ankstyvą mirksčių susidėvėjimą, įbrėžimus bei nevienodą detalių kokybę gamybos aplinkoje.
3. Kuo skiriasi ištraukimo ir žymėjimo tepimo medžiagos?
„Žymėjimas“ yra bendras terminas, apimantis pjaustymą, išpjovimą ir formavimą, o „ištraukimas“ konkrečiai reiškia metalo ištempimą į mirkslį. Ištraukimo tepimo medžiagos (dažnai tiesieji aliejai ar sunkios pastos) reikalauja daug didesnio slydimo gebėjimo ir barjerinės apsaugos, kad būtų išvengta metalo plyšimo ar suvirinimo prie mirkslio, kai jis tempiamas. Bendros žymėjimo tepimo medžiagos gali teikti pirmenybę aušinimui ir šiukšlių pašalinimui, o ne ekstremalaus slėgio našumui.