 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Pagrindiniai įveržų komponentų tipai šiuolaikinėje gamyboje

TRUMPAI
Gamyboje terminas „forma“ reiškia du susijusius dalykus. Pirma, formos komponentai – tai atskiri įrankio elementai, tokie kaip formos plokštės, vedančiosios kaiščiai ir stūmokliai, kurie kartu veikia presu. Antra, formos klasifikuojamos į skirtingus tipus pagal jų funkciją ir sudėtingumą, pavyzdžiui, paprastas, sudėtinis ir progresyvinis formos tipai, kurie nustato, kaip jos apdirba lakštų metalą į galutinį gaminį.
Išspaudimo formos pagrindiniai komponentai
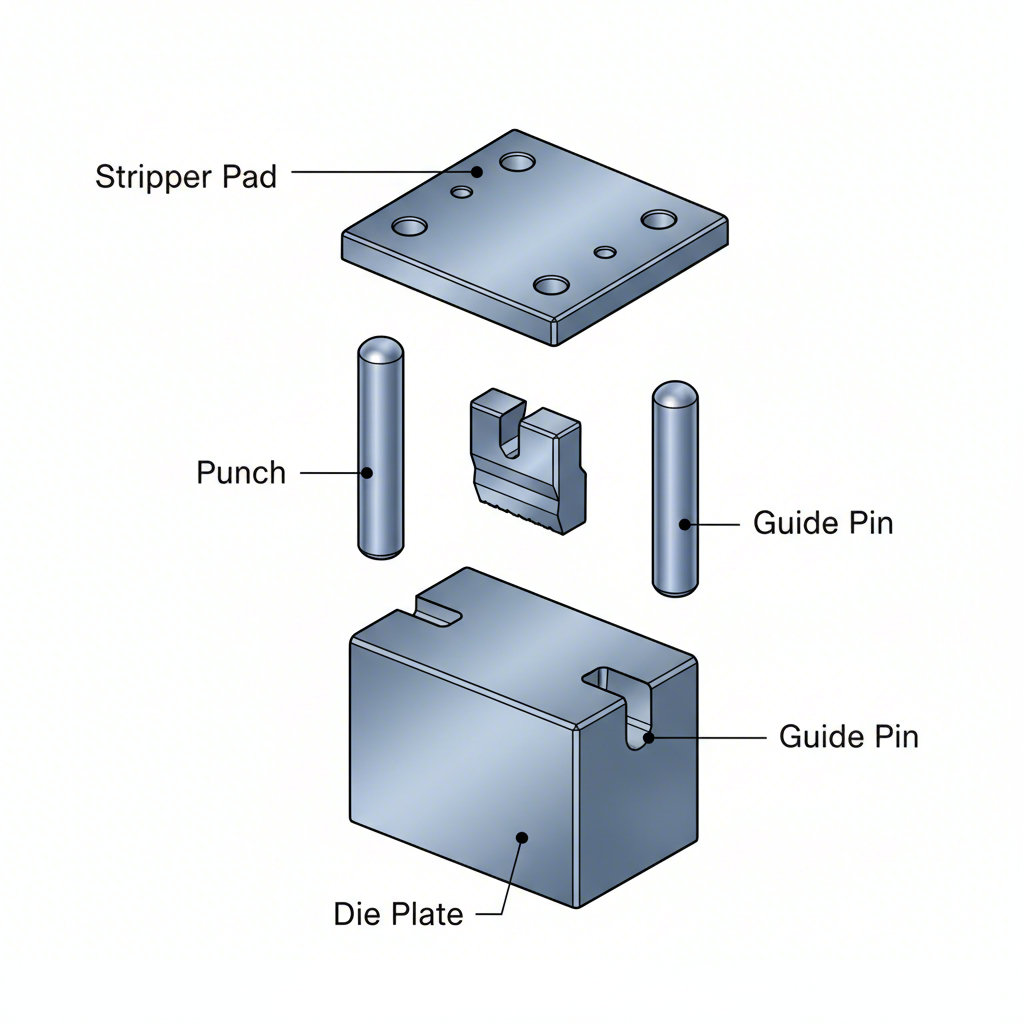
Išspaudimo įranga yra tikslus įrankis, naudojamas plokščiui metalui pjaustyti ir formuoti, ir ji sudaryta iš keleto būtinų komponentų, veikiančių sinchroniškai. Jos pagrindą sudaro įrangos plokštės , taip pat žinomos kaip įrangos bateliai arba įrangos rinkiniai. Šios storos, plokščios plokštės tarnauja kaip pagrindas visiems kitiems darbiniams įrangos komponentams tvirtinti. Jų plokštumas ir lygiagretumas yra kritiškai svarbūs viso įrankio tikslumui. Viršutinis ir apatinis įrangos bateliai tiksliai sureguliuoti su vedančiaisiais kaiščiais ir įvaromis , kurie užtikrina, kad abi įrangos pusės kiekvieno presavimo ėjimo metu susitiktų idealiai, neleisdami poslinkio, kuris galėtų pažeisti įrangą ar gaminamą detalę.
Aktyvieji įrangos elementai yra kaladėlės ir mygtukai (arba įrangos matrica). Kaladėlės – tai komponentai, kurie atlieka pjaustymą ar formavimą; pavyzdžiui, grąžinimo kaladėlė sukuria skylę, o iškirpimo kaladėlė išpjauna detalės išorinį kontūrą. Šios kaladėlės patikimai fiksuojamos vietoje naudojant laikiklius . Kai įrankis prasiskverbia per medžiagą, jis patenka į atitinkamą ertmę apatiniame įforminimo bloke, nupjaudamas metalą. Siekiant užkirsti kelią medžiagai prilipus prie traukiamo įrankio, spyruokliuotas ištraukimo padėklas laiko lakštą žemyn, leisdamas įrankiui ištrūkti švariai.
Galiausiai, visa sistema yra varoma ir valdoma įvairių kitų komponentų. Šoninius —kurie gali būti ritinio, uretano ar azoto dujų spyruoklės—suteikia būtiną jėgą ištraukimo padėklams ir slėgio padėklams, kurie laiko metalą formavimo metu. Įforminimo įrankiams, kuriuos veikia didelės šoninės jėgos, kulno blokai ir kulno plokštės pridedami, kad sugertų šį stūmį ir apsaugotų vedančiuosius kaištus nuo linkimo. Pagal ekspertus iš Gaminantis įmonė , šie pagrindiniai komponentai sudaro beveik kiekvieno presavimo įforminimo įrankio, nuo paprasčiausio iki sudėtingiausio, pagrindą.
Visapusiškas pagrindinių įforminimo įrankių tipų vadovas
Be jų atskirų komponentų, įrankiai klasifikuojami į kelias rūšis pagal atliekamas operacijas ir jų sudėtingumą. Įrankio tipo pasirinkimas priklauso nuo tokių veiksnių kaip detalės sudėtingumas, gamybos apimtis ir sąnaudų efektyvumas. Pagrindinis yra Linijinė forma (arba paprastas įrankis), kuris atlieka vieną operaciją, pvz., lenkimą ar vertimą, kiekvienu preso ėlimu. Šis metodas dažnai naudojamas mažos apimties gamybai ar paprastų detalių gamybai, nes reikia mažiau sudėtingų ir brangių įrankių.
Efektyvesnei gamybai gamintojai pasitelkia pažangiau suprojektuotus įrankius. Štampas, kuris vienu preso ėlimu vienoje stotijoje atlieka kelias pjaunamąsias operacijas. Pavyzdžiui, jis gali išveržti skylę detalės centre tuo pačiu metu išverždamas ir jos išorinį kontūrą, todėl puikiai tinka aukštos tikslumo plokščioms detalėms, tokioms kaip veržlės, gaminti. Kita vertus, štampas, kuris Sudėtingas šablonas atlieka kelias sekantiškas operacijas, vykdomas per kelias stotijas viename ėlyje, kai kiekvienas ėlimas palaipsniui formuoja detalę, kol ji baigiama galutinėje stotijoje. Tai leidžia gaminti sudėtingas formas su dideliu tikslumu, tačiau reikia sudėtingesnio derinimo ir brangesnių įrankių. Progresyvinis šablonas turi keletą stotelių, kurių kiekviena atlieka skirtingą operaciją nuosekliai. Lakštinis metalas, pateikiamas ritės pavidalu, paduodamas per įrankį, ir kiekvienu presavimo judesiu detalė perkeliama į kitą stotelę, kol ji bus baigta. Kaip nurodo Standartinė forma , šis metodas yra išskirtinai greitas ir ekonomiškai naudingas sudėtingų detalių masinei gamybai.
Kitas svarbus tipas yra Perdavimo įrenginys , kuris panašus į progresyvinį įrankį, tačiau apdoroja atskiras, atskirtas заготовки, o ne nuolatinę juostą. Mechaniniai pirštai ar rankos perkelia detalę iš vienos stotelės į kitą. Tai naudinga didelėms detalėms, tokioms kaip automobilių skydai, kurių negalima lengvai valdyti juostos pavidalu. Sudėtingiems projektams, ypač automobilių sektoriuje, būtina bendradarbiauti su specializuotu gamintoju. Pavyzdžiui, Shaoyi (Ningbo) Metal Technology Co., Ltd. puikiai susitvarko su individualiais automobilių štampavimo įrankiais, siūlydamas tikslumo sprendimus OEM ir Tier 1 tiekėjams, kuriems reikia pažangios įrangos masinei gamybai.
| Dienos tipas | Pagrindinė charakteristika | Dažna taikymo sritis | Santykinė sudėtingumas/kaina |
|---|---|---|---|
| Linijinė forma (paprasta forma) | Atlieka vieną operaciją kiekvieno presavimo ėmimo metu. | Mažo apimties gamyba, paprasti detalių tipai, antrinės operacijos. | Žemi |
| Sudėtingas šablonas | Atlieka kelias pjaustymo operacijas vienoje stotyje. | Veržlės, tarpinės ir kitos plokščios detalės, reikalaujančios didelio tikslumo. | Vidmenis |
| Progresyvinis šablonas | Kelios stotys atlieka nuoseklias operacijas metalo juostoje. | Didelės apimties gamyba sudėtingoms detalėms (pvz., elektroniniai jungtys). | Aukšto |
| Perdavimo įrenginys | Perkelia vieną detalę tarp kelių stočių atlikimui operacijų. | Didelės detalės, tokios kaip automobilių karoserijos plokštės ir giliai ištempti korpusai. | Labai Aukštas |
| Kombinuota matrica | Vienoje eigoje atlieka tiek pjaustymo, tiek nepjaustančią (formavimo/ištraukimo) operaciją. | Detalės, reikalaujančios pjaustymo ir lenkimo/formavimo, pvz., maži laikikliai. | Vidutinė iki aukšta |
Specialių įrankių tyrinėjimas specifinėms gamybos operacijoms
Be bendrų klasifikacijų, pagrįstų darbo eigą, daugelis įrankių yra vadinami pagal konkretų atliekamą veiksmą. Šie specialūs, dažnai vienos operacijos įrankiai yra būtini tiksliai pasiekti tam tikras detalės savybes. A Tuščiojo šablono , pavyzdžiui, sukurtas tik išpjauti išorinę detalės formą ar kontūrą iš didesnio metalo lakšto. Išpjauta dalis, vadinama заготовка (blank), tampa darbiniu kūnu tolimesnėms operacijoms. Dažnai tai yra pirmasis žingsnis gamybos procese, pavyzdžiui, plokščios automobilio durelių detalės išpjovimas prieš ją formuojant.
Priešingai, a Gręžimo matrica naudojamas kurti skyles, plyšius ar kitas vidines savybes detales viduje, nesikeičiant išoriniam kontūrui. Skirtingai nei iškirpimo, kur išpjauta detalė yra pageidaujama dalis, vertinant pradūrimą, išpjautas medžiagos gabalas (griovys) išmetamas kaip šiukšlės. Pradūrimo operacijos gali būti atliekamos naudojant specialią formą arba integruotas stotį didesnėje progresyvioje formoje. Tieš ir pradūrimas yra pagrindinės pjaustymo operacijos metalo štampavime, kaip detaliai aprašoma įvairiuose gamybos šaltiniuose, įskaitant Wikipedia apžvalgą apie formų gamybą .
Kitos specializuotos formos orientuojasi į formavimą, o ne į pjaustymą. Vienas Reljefinė įranga naudojamas sukurti iškilias ar įdubusias formas lakštinėje metalo plokštėje, nepakeičiant jos storio. Tai pasiekta spaudžiant medžiagą tarp sutampančio plunžerio ir formos, kurios sudėtyje yra pageidaujamas modelis, dažnai naudojamas logotipams, raidžiavimui ar dekoratyviniams elementams. Panašiai, viena Kalimo forma taikoma didelė apkrova apdorojamajam darbui, verčiant metalą tekėti į išsamią formos kamerą. Šis procesas gali sukurti skirtingus elementus kiekvienoje detalės pusėje ir naudojamas gaminti aukštos detalizacijos reikalaujantiems gaminams, tokiems kaip monetos ir medaliai.
Dažniausiai užduodami klausimai
1. Kas yra formos komponentas?
Formos komponentas yra atskiras didesnės formos rinkinio, naudojamo spaustuvėje, elementas. Šie komponentai kartu dirba pjaustydamai ar formuodami lakštų metalą. Pagrindiniai pavyzdžiai apima formos plokštes (pagrindą), vedančiuosius kaištus ir įvorę (atsarginimui), kalibrus (kurie atlieka pjaustymą ar formavimą) ir išstūmimo padus (kurie nuima medžiagą nuo kalibro).
2. Kokios yra skirtingos formų medžiagų rūšys?
Formos paprastai pagamintos iš labai ilgaamžių, nesusidėvintiems medžiagų. Dažniausiai naudojamos įrankių plienų rūšys, kurios yra specialūs geležies ir anglies lydiniai, kuriuos galima sukietinti, kad būtų pasiektas atsparumas ir pjūklų išlaikymas. Ypač didelės apimties ar didelio dėvėjimosi sąlygomis naudojamas volframo karbidas pjovimo ir formavimo sekcijoms dėl jo išskirtinio kietumo. Kitos medžiagos gali apimti aliuminį formų padėklams, kad būtų sumažinta masė, ir aliuminio-bronzą dėvimosi plokštėms bei įvorėms, kad būtų sumažintas trintis.