 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

CNC detalės iššifruotos: nuo staklių komponentų iki specialiai apdirbtų gaminių
Ką iš tikrųjų reiškia „CNC detalės“ ir kodėl tai svarbu
Kai ieškote „CNC detalių“, gali susidurti su pernelyg daug rezultatų, kurie atrodo taip, tarsi rodytų visiškai skirtingomis kryptimis. Ar jums reikia keisti frezavimo staklių verčiamąją ašį, ar jums reikia tiksliai apdirbtų aliuminio laikiklių savo kitam projektui? Ši sumaištis egzistuoja todėl, kad šis terminas apima du visiškai skirtingus kategorijų tipus, su kuriais kasdien susiduria pirkėjai, technikai ir inžinieriai.
Staklių komponentai prieš apdirbtus gaminius
Šio pagrindinio skirtumo supratimas gali išsaugoti valandas nereikalingos nuovargio ir galbūt brangiai kainuojančių klaidų. Frazė „CNC detalės“ reiškia tiek vidinius komponentus, kurie sudaro pačias CNC stakles, tiek baigtus gaminius, kuriuos šios staklės sukuria. Įsivaizduokite, kad ieškote automobilių dalių, nežinodami, ar jums reikia kažko po variklio dangčiu, ar individualiai pagamintos kuzovo detalės —tai iššūkis, su kuriuo susiduria daugelis, bandydami suprasti šią terminologiją.
Pirkėjams, kurie ieško keitimo detalių, ši aiškumo laipsnis nulemia, ar kreipiatės į įrankių mašinų tiekėją, pvz., CNC Router Parts LLC, ar į individualios apdirbimo paslaugos teikėją. Technikai, atliekantys techninę priežiūrą, turi suprasti CNC mašinos dalis, kad tiksliai nustatytų gedimus, o inžinieriai, kurie projektuoja gaminius, reikalauja apdirbtų detalių su konkrečiais nuokrypio ribojimais ir medžiagų savybėmis.
Supraskite CNC detalių terminologijos padalijimą
Kad galėtumėte greitai nustatyti, kuri kategorija taikoma jūsų situacijai, žiūrėkite šį suskirstymą:
| Kategorija | Apibrėžimas | Pavyzdžiai | Kam tai reikalinga |
|---|---|---|---|
| CNC komponentai | Vidinės dalys, kurios sudaro pačią CNC mašiną | Verpetai, rutuliniai sraigtais, tiesiaeigiai vadovai, žingsniniai varikliai, valdikliai | CNC mašinų savininkai, techninės priežiūros technikai, mašinų statytojai |
| CNC obrabotų produktai | Pagal užsakymą pagamintos detalės, gautos naudojant CNC įrangą | Aliumininiai laikikliai, plieniniai velenai, plastikiniai korpusai, vario armatūra | Produktų dizaineriai, gamintojai, pirkimų specialistai |
Šiame vadove rasite išsamią informaciją apie abu CNC komponentų tipus. Arba jūs remontuojate susidėvėjusią CNC detalę savo gamykloje, arba nurodote specialiai apdirbtas dalis lėktuvų pramonei – toliau pateikti skyriai suteiks praktinės žinios, kurių reikia priimant informuotus sprendimus.
Būtini komponentai kiekvienoje CNC mašinoje
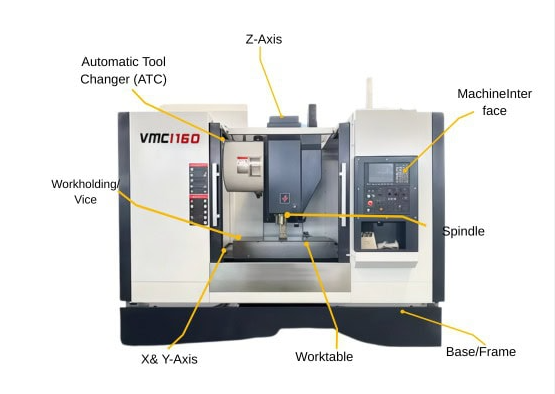
Kada nors domėjotės, kas iš tikrųjų vyksta po CNC mašinos dangčiu? Nors dauguma vadovų tiesiog išvardija komponentų pavadinimus, supratimas, kaip veikia šios CNC mašinos dalys ir kaip jos veikia kartu, paverčia jus ne aktyviu vartotoju, o asmeniu, gebančiu diagnozuoti problemas, optimizuoti našumą ir priimti protingesnius pirkimo sprendimus. Pažvelkime į keturias pagrindines komponentų kategorijas, kurios sudaro kiekvienos CNC sistemos širdį.
Mechaniniai komponentai, leidžiantys tikslų judėjimą
CNC mašinos mechaninės sistemos skaitmeninius įsakymus verčia į fizinį judėjimą su išskilusiu tikslumu. Šie CNC staklių komponentai atlieka įrankių ir apdorojamų detalių pozicionavimo funkciją su mikronų tikslumu.
- Ašys: Bet kurios CNC staklių sukamasis širdis – špindeliai – laiko ir suka pjovimo įrankius nuo kelių šimtų iki dešimčių tūkstančių apsukų per minutę (RPM). Didelės našumo špindeliai sukuria reikiamą pjovimo galią, kad efektyviai būtų pašalinamas medžiagos sluoksnis, išlaikant aukštą paviršiaus apdorojimo kokybę.
- Rutuliniai sraigtais: Šie tiksliai šlifuoti sriegiuoti velenai sukamąjį judėjimą, kurį sukuria varikliai, keičia į tiesinį judėjimą. Pagal pramonės specifikacijas rutuliniai sraigto velenai gali užtikrinti didelės našumo padavimą su puikiu judėjimo naudingumo koeficientu ir minimaliu šilumos išsiskyrimu. Jų cirkuliuojančios rutulio guolio elementai beveik visiškai pašalina žingsniavimą (backlash), leisdami pasiekti pozicionavimo tikslumą, kurio negali pasiekti slydimo tipo mechanizmai.
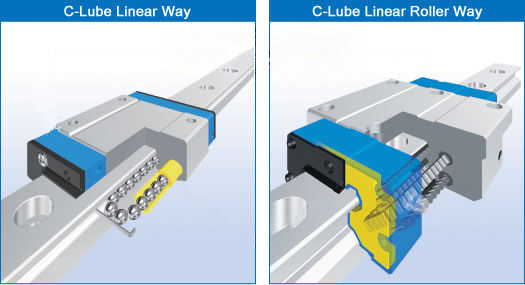
- Tiesiniai vedikliai (bėgeliai): Taip pat vadinami slydimo bėgeliais arba tiesiaeigiais bėgeliais, šie komponentai palaiko ir nukreipia judančius ašis jų judėjimo keliuose. Šiuolaikiniai tiesiaeiginiai vedliai naudoja riedėjimo trintį vietoj slydimo trinties, todėl trinties koeficientas sumažinamas iki maždaug 1/50 dalies nuo tradicinių slydimo vedlių. Šis žymus sumažėjimas leidžia pasiekti sklandesnį judėjimą, mažesnę energijos sąnaudą ir ilgesnį komponentų tarnavimo laiką.
- Guoliai ir įvorės: Palaikydami visus sukamuosius ir slydžiuosius komponentus, tikslūs guoliai mažina trintį, tuo pačiu išlaikydami tikslų matmenų laikymąsi esant didelėms apkrovoms ir aukštoms sukimosi greičiui.
Mėgėjams ir savarankiškai konstruojantiems asmenims, kurie ieško šių mechaninių komponentų, tiekėjai, tokie kaip OpenBuilds Part Store, siūlo modulines sprendimų sistemas, kurios supaprastina nestandartinių įrenginių statybą, išlaikydami profesionalaus lygio kokybės standartus.
Elektrinės sistemos, valdančios CNC operacijas
Skamba sudėtingai? Įsivaizduokite elektrinius komponentus kaip savo CNC staklių raumenis ir nervų sistemą – jie tiekia energiją ir grįžtamąją ryšio informaciją, būtinas tiksliajam, suderintam judėjimui.
- Servorajutiniai varikliai: Skirtingai nuo paprastų variklių, kurie tiesiog suka, servovarikliai veikia uždarosios kilpos sistemose, kurios nuolat stebi ir koreguoja jų padėtį. Servovariklis sujungiamas su valdikliu ir atgalinio ryšio įrenginiu į uždarosios kilpos sistemą, leidžiančią realiuoju laiku koreguoti padėtį ir išlaikyti tikslumą net keičiantis apkrovoms.
- Žingsniniai varikliai: Šie varikliai juda diskretaus kampo žingsniais, todėl jie puikiai tinka tiksliai pozicionavimo aplikacijoms be sudėtingos enkoderio atgalinio ryšio sistemos. Jie dažnai naudojami mažesniuose CNC frezuokliuose ir 3D spausdintuvuose.
- CNC varomieji vienetai: CNC varomasis vienetas stiprina valdymo signalus, kad tinkamai maitintų variklius. Šiuolaikiniai varomieji vienetai naudoja impulsų pločio moduliaciją (PWM), kad labai efektyviai reguliuotų variklių sukimosi dažnį ir sukimo momentą. PWM bangos perduoda moduliavimo signalus varikliams, kur ilgesni „ĮJUNGTA“ impulsai suteikia didesnę įtampą ir pagreitina sukimosi greitį.
- Jutikliai ir enkoderiai: Padėties koduokliai, ribos jungikliai ir artumo jutikliai užtikrina grįžtamąjį ryšį, būtiną tiksliai apdirbimui. Šie įrenginiai nuolat praneša valdymo sistemai apie ašių pozicijas, įrankio buvimą ir saugos sąlygas.
- Jėgainės šaltiniai: Stabilus ir švarus maitinimas neleidžia elektros triukšmui paveikti pozicionavimo tikslumo. Aukštos kokybės maitinimo šaltiniai taip pat apsaugo jautrią elektroniką nuo įtampų smūgių ir svyravimų.
Valdymo architektūra ir programinės įrangos integracija
Valdymo sistema veikia kaip smegenys, koordinuojančios visas mašinos funkcijas. Kai įkeliate G-kodo programą, šie komponentai interpretuoja komandas ir koordinuoja judesių simfoniją, kuri sukuria jūsų galutinį detalės gaminį.
- CNC valdikliai: Šie specializuoti kompiuteriai apdoroja apdirbimo programas ir generuoja koordinuotus judėjimo įsakymus kiekvienai ašiai. Valdikliai naudoja PID (proporcinis, integralinis, diferencialinis) algoritmus nuolat mažinti komandų pozicijų ir faktinių pozicijų skirtumą – užtikrinti, kad pjūviai būtų tiksliai ten, kur numatyta.
- Žmogaus ir mašinos sąsaja (HMI): Liečiamieji ekranai, klavišų pultai ir rodymo skydeliai leidžia operatoriams įkelti programas, koreguoti parametrus ir realiuoju laiku stebėti įrenginio būseną.
- Programinės sąsajos: CAM programinė įranga sukuria įrankių judėjimo trajektorijas, o postprocesoriai šias trajektorijas verčia į konkrečios mašinos kodą. Šiuolaikiniai CNC priedai dažnai turi tinklo jungiamumą nuotoliniam stebėjimui ir programų perdavimui.
- Judėjimo valdymo plokštės: PC pagrindu veikiančiose sistemose specializuota judėjimo valdymo įranga atlieka realiuoju laiku reikalingus skaičiavimus sklandžiam ir koordinuotam daugiapakopiam judėjimui užtikrinti.
Tikroji CNC mašinos tikslumas išryškėja ne dėl vieno atskiro komponento, o dėl to, kaip beveik nepastebimai mechaninės, elektrinės ir valdymo sistemos bendradarbiauja ir kompensuoja viena kitos nuokrypius.
Šie trys sistemos veikia ne izoliuotai. Kai servorajtukas judina ašį, tiesinės bėglių sistema užtikrina sklandų judėjimą, rutuliukų sraigto pavara sukimosi judėjimą paverčia tiesiniu judėjimu, enkoderis patvirtina padėtį, o valdiklis koreguoja variklio signalą – viskas vyksta tūkstančius kartų per sekundę. Šis integruotas požiūris paaiškina, kodėl kokybė yra svarbi kiekvieno komponento kategorijoje: bet kuri silpna grandis grandinėje pablogina visos sistemos našumą.
Turėdami šią pagrindą, galite susimastyti, iš kokių medžiagų gaminami šie kritiniai komponentai – ir kodėl šių medžiagų pasirinkimas tiesiogiai veikia tai, kaip ilgai jūsų įrenginys išlaikys tikslumą.
Medžiagos, kurios užtikrina CNC komponentų patikimumą
Ar kada nors domėjotės, kodėl špindelis gali sukasi 20 000 apsukų per minutę metus be gedimų arba kodėl tiesiaeigiai vedliai išlaiko mikroninio tikslumo tikslumą nepaisant nuolatinės trinties? Atsakymas slypi atidžiai parinktuose medžiagose – kiekviena iš jų parenkama dėl specifinių savybių, kurios atitinka jos taikymo srities reikalavimus. Šių medžiagų pasirinkimo supratimas padeda jums įvertinti komponentų kokybę , prognozuoti tarnavimo trukmę ir priimti protingesnius sprendimus keičiant savo CNC įrangos dalis.
Kodėl medžiagų pasirinkimas nulemia komponentų tarnavimo trukmę
Kiekvienas CNC komponentas patiria unikalią įvairių apkrovų kombinaciją: mechanines apkrovas, trintį, šilumos susidarymą ir aplinkos poveikį. Gamyboje naudojamos medžiagos turi vienu metu įveikti visus šiuos iššūkius, išlaikydamos matmeninę stabilumą tūkstančius eksploatacijos valandų.
Panagrinėkime, kas vyksta špindelio guolyje aukšto greičio apdirbimo metu. Guolio bėgiai patiria:
- Ciklinę apkrovą: Kartotinis apkrovimas ir iškrovimas, kai rutuliai rieda paviršiais milijonus kartų
- Trinties šiluma: Temperatūros, kurios gali viršyti 150 °C agresyvių pjovimo operacijų metu
- Užterštumo poveikis: Aušinimo skysčio migla, metalo drožlės ir ore plaukiojantys dalelių kiekiai, kurie siekia patekti į vidų
- Tikslumo reikalavimai: Tolerancijos, matuojamos mikronais, kurios turi likti stabilios nepaisant šiluminio išsiplėtimo
Todėl verpeto guoliai naudoja specialiuosius chromo plieno lydinius, pvz., AISI 52100. Pagal medžiagų mokslą šis plienas pasiekia išskiltingą kietumą (60–64 HRC po termoapdoro), tačiau išlaiko pakankamai stiprumo, kad atsispirtų nuovargio skilimui. Chromo kiekis – apytiksliai 1,5 % – užtikrina vidutinį korozijos atsparumą ir padeda geriau įkaitinti visą guolio skerspjūvį.
Bumbuliniai sraigto veržliai susiduria su panašiomis problemomis, tačiau su papildoma niuansu: jie turi sukimosi judėjimą paversti tiesiaeigiu judėjimu beveik nulinio žaidimo. Gamintojai dažniausiai naudoja kietintas lydinių plieno riešutų ir sraigto velenų dalis, dažnai taikydami paviršiaus apdorojimus, tokius kaip indukcinis kietinimas ar azotinimas. Šie procesai sukuria kietą išorinį sluoksnį (atsparų dilimui) virš tvirto šerdies sluoksnio (atsparaus smūginėms apkrovoms) – tai geriausias abiejų pasaulių derinys tiksliajam judėjimui skirtiems komponentams.
Kietintas plienas prieš aliuminį CNC konstrukcijoje
Apžvelgę bet kurį mašinų gamyklos patalpų plotą pastebėsite, kad CNC mašinos plačiai naudoja tiek plieną, tiek aliuminį – tačiau labai skirtingose vietose. Tai nėra atsitiktinumas; čia atsispindi esminiai kompromisiniai sprendimai tarp stiprumo, svorio, šilumos savybių ir kainos.
Kur dominuoja kietintas plienas:
- Tiesiaeigiai vedamieji bėgeliai: Šie specialūs komponentai pagaminti iš paviršiaus kietintos plieno (paprastai 58–62 HRC paviršiaus kietumo) dėl to, kad jie turi atlaikyti susidėvėjimą nuo ritinėlių, vienu metu išlaikydami plokštumą ir tiesumą mikronų tikslumu. Minkštesniems medžiagoms greitai susiformuotų įbrėžimai, todėl būtų prarasta tikslaus pozicionavimo tikslumas.
- Verpeto velenai: Aukšto anglies kiekio įrankių plienai atlaiko lenkimo jėgas, kurias sukelia pjovimo apkrovos, vienu metu išlaikydami koncentriškumą esant labai didelėms sukimosi naudai.
- Rutuliukų sraigčių mechanizmai: Dideli kontaktiniai įtempimai kartu su nuolatine judėjimo būsena reikalauja medžiagų, turinčių išskilusią nuovargio atsparumą – tokios savybės gali pasiūlyti tik aukštos kokybės plieno lydiniai.
Kur aliuminis yra ypatingai tinkamas:
- Staklių konstrukcijos ir rėmai: Aliuminio puikus jėgainis prie svorio santykis sumažina judančią masę, leisdama greičiau pagreitinti ir sulėtinti be kietumo praradimo.
- Gantri sistemos: Mažesnis svoris reiškia, kad varikliai gali pasiekti didesnius greičius su mažesniu energijos suvartojimu ir sumažintu varomųjų komponentų nusidėvėjimu.
- Šilumos šalinimo elementai ir variklių tvirtinimai: Aliuminio šiluminis laidumas (apytiksliai penkis kartus didesnis nei plieno) efektyviai šalina šilumą iš variklių ir pavarų.
Kai kurie CNC komponentų gamintojai taip pat naudoja vario ir bronzos lydinius tam tikroms aplikacijoms. Senesnėse ar specializuotose mašinose galite rasti vario įvorės, kur jų savilubrikacinės savybės ir korozijos atsparumas yra svarbesni už ekstremalią kietumą. Bronzos lydiniai, ypač fosforinė bronza, naudojami sukimosi sraigto veržlėse rankinėms reguliacijoms, kur mažesnis trinties koeficientas sumažina operatoriaus pastangas.
Polimerai ir inžineriniai plastikai užėmė savo nišas šiuolaikiniame CNC projektavime. Asetalas (POM/Delrin) naudojamas priešsukimosi veržlėse švelniajam naudojimui, užtikrindamas puikią matmenų stabilumą ir mažą trintį už dalį plieno kainos. PTFE pagrindu pagaminti medžiagų naudojami kaip guolių paviršiai ir sandarinimo elementai, kur chemine atsparumas ir itin maža trintis svarbesni nei apkrovos našumas.
Netinkama medžiaga netinkamoje aplikacijoje greitai pasibaigia – tačiau tinkama medžiaga tinkamoje aplikacijoje gali tarnauti ilgiau nei pati mašina.
Įvertindami keičiamuosius dalis arba modernizuodami savo įrangą, įvertinkite, kaip medžiagų pasirinkimas veikia ilgalaikę našumą. Pigesnė tiesinės judėjimo bėglių sistema, pagaminta iš nepakankamai kietintos plieno, gali pradžioje sutaupyti pinigų, tačiau greitesnis nusidėvėjimas kainuos daug daugiau dėl prarastos tikslumo ir dažnų pakeitimų. Šių medžiagų pagrindų supratimas pakeičia jūsų požiūrį nuo paprasto detalių pirkimo į investiciją į ilgalaikį našumą – kas natūraliai veda prie to, kad pripažintumėte, kaip komponentų kokybė tiesiogiai veikia apdirbtas dalis.
Kaip mašinos komponentų kokybė veikia jūsų gamybos rezultatus
Įsivaizduokite, kad apdirbate tikslų ašių partiją, bet vėliau sužinote, kad kiekviena ašis vienoje ašyje yra 0,05 mm per didelė. Patikrinate savo G-kodą – jis teisingas. Įrankiai atrodo geri. Darbo tvirtinimo priemonės patikimos. Taigi kur atsirado klaida? Atsakymas dažnai slepiasi akivaizdioje vietoje: jūsų mašinoje esančios CNC apdirbimo dalys šiek tiek susidėvėjo, todėl jūsų gamybos rezultatai išeina už leistinų nuokrypių ribų.
Santykis tarp vidinių komponentų būklės ir galutinio gaminio kokybės nėra tik teorinis – jis yra matuojamas, prognozuojamas ir visiškai esminis bet kam, gaminančiam CNC apdirbimo gaminius, kurie reikalauja nuolatinės tikslumo laikymosi.
Kaip komponentų ausis lemia detalių defektus
Kiekvienas mechaninis komponentas jūsų CNC staklėse patiria palaipsniui besivystančią ausį. Tai sudėtinga dėl to, kad ausis nepasireiškia staigiai – ji vystosi lėtai, dažnai paslėpta automatinės kompensacijos ar operatoriaus korrekcijų, kol staiga jūsų detalės neatitinka kontrolės reikalavimų.
Rutuliukų sraigto degradacija ir pozicionavimo klaidos
Kai rutuliukų sraigto paviršius ausi, rutuliukai nebeprisiliečia prie sraigto įpjovų vienodai. Tai sukelia žingsnio praradimą – mažą „mirtingąją zoną“, kurioje variklis sukasi, bet ašis nejuda. Toks žingsnio praradimas tokiose CNC staklėse, kaip tokarkės, pasireiškia šiais požymiais:
- Matmenų svyravimais tarp elementų, apdirbtų priešingomis kryptimis
- Apskritiminėje interpoliacijoje, kuri sukuria šiek tiek ovalias figūras vietoj tikrųjų apskritimų
- Sriegio žingsniai, kurie šiek tiek keičiasi viso darbo detalės ilgyje
- Pečių padėtys, kurios pasislenka priklausomai nuo artėjimo krypties
Gembės sraigto atgrąža, net tik 0,02 mm, gali atrodyti nepastebima, tačiau, kai apdirbate detalių su ±0,01 mm tikslumo nuokrypiu, ši atgrąža suvartoja visą leistiną klaidų ribą dar prieš įvertinant kitus veiksnius.
Verpeto ašies bėgimo ir paviršiaus baigimo problemos
Verpeto ašies bėgimas – tai sukamosios verpeto ašies nuokrypis nuo idealios koncentriškumo – tiesiogiai perduodamas jūsų darbo detalei. Kai laikote pjovimo įrankį, bėgimas priverčia įrankį braukti šiek tiek didesnį ratą nei jo nominalus skersmuo. Tačiau tikrasis žalos pobūdis pasireiškia paviršiaus baigime.
Ašmenų velenas su 0,01 mm bėgimo nuokrypiu iš esmės kiekvieną pjovimo kraštą paverčia šiek tiek kitokiu įrankiu. Vienas kraštas pjauta giliau, kitas – sekliau, todėl apdirbto paviršiaus susidaro charakteringa bangavimo struktūra. Ši bangavimo struktūra matoma plika akimi atspindinčiose medžiagose, pvz., aliuminyje. Tikslaus sandarinimo paviršiuose ji gali sukelti funkcinius gedimus.
Varomosios sistemos kokybė ir pakartojamumas
Jūsų varomoji sistema – kartu veikiantys varikliai, enkoderiai ir stiprintuvai – nulemia tai, kaip nuolat jūsų įrenginys grįžta į tą pačią poziciją. Žemos kokybės varomosios sistemos arba susidėvėję komponentai sukelia:
- Greičio svyravimus, kurie kontūruojant sukelia paviršiaus baigiamosios apdorojimo netolygumus
- Sekimo klaidas, kurios didėja staigiai keičiant judėjimo kryptį
- Šiluminį poslinkį, kai varikliai įkaista ilgai trunkančiose operacijose
- Netolygų pagreitį, kuris veikia įrankio įsiterpimo kampus
Tikslumo grandinė nuo įrenginio iki detalės
Štai ką daugelis operatorių nepastebi: klaidos iš kelių komponentų paprasčiausiai nesumažėja – jos susidėja. Šis reiškinys, vadinamas tolerancijų susidėjimu, paaiškina, kodėl mašina su keliais „priimtinais“ komponentų būklės parametrais vis tiek gali gaminti nepriimtinus detalių gamybos rezultatus.
Kai susidėja rutulinių sraigto žingsnio nuokrypis, tiesiaeigio vedimo bėgikų nusidėvėjimas, verpeto ašies nuokrypis ir skaitiklio (enkoderio) skiriamoji geba, bendroji padėties nustatymo neapibrėžtis gali viršyti atskirų techninių charakteristikų sumą – taip tik šiek tiek priimtini komponentai kartu sukelia nepriimtiną sistemos veikimą.
Paimkime tipišką frezavimo operaciją, kurioje reikia išdėstyti skylę 0,025 mm ribose nuo jos nominalios vietos:
| Klaidos šaltinis | Tipiškas indėlis | Kaupiamasis poveikis |
|---|---|---|
| X ašies rutulinio sraigto žingsnio nuokrypis | ±0,008 mm | 0.008mm |
| Y ašies rutulinio sraigto žingsnio nuokrypis | ±0,006 mm | 0,014 mm |
| Tiesiaeigio vedimo bėgikų tiesumas | ±0,005mm | 0,019 mm |
| Verpalo bėgimo nuokrypis įrankio galiuko vietoje | ±0,008 mm | 0,027 mm |
Šioje situacijoje, nors kiekvienas komponentas yra ribose, leidžiamose dėl normalaus ausimo, bendras poveikis viršija jūsų 0,025 mm tikslumo reikalavimą. Todėl kritinių CNC apdirbimo gaminių gamintojai taiko griežtus komponentų būklės ribos reikalavimus – ne tik minimalius priimtinus standartus.
Kodėl aukštos kokybės komponentai apsimoka patys
Investicijos į aukštos kokybės komponentus nėra tik siekis pasiekti dokumentuose nurodytus techninius parametrus. Tai – tikslaus matavimo išlaikymas ilgesnį eksploatacijos laikotarpį, kas tiesiogiai reiškia:
- Mažiau atmestų detalių ir sumažėjusį šukių kiekį
- Ilgesnius tarpus tarp kalibravimo ir reguliavimo
- Stabiliau pirmųjų pavyzdžių patvirtinimą naujuose užsakymuose
- Sumažėjusį kontrolės laiką, nes detalės nuolat atitinka nustatytus tikslumo reikalavimus
- Išplėstas mašinos veikimo laikas tarp techninės priežiūros sustabdymų
Tikslumo grandinė, jungianti jūsų mašinos vidinius komponentus su galutinio gaminio kokybe, yra tokia pat stipri, kokia yra jos silpniausia grandis. Šios sąsajos supratimas leidžia jums nustatyti techninės priežiūros investicijų prioritetus, nustatyti kokybės problemas jų šaltinyje ir priimti informuotus sprendimus apie tai, kada komponentų keitimas tampa ekonomiškesnis nei tolesnis reguliavimas ir kompensavimas.
Šių kokybės sąsajų atpažinimas natūraliai kelia kitą klausimą: kaip sužinoti, kada konkrečūs komponentai išsisklaidė tiek, kad reikia juos keisti?
Kaip atpažinti, kada CNC dalys reikalauja keitimo
Pastebėjote, kad jūsų detalių matavimai pastaruoju metu nėra visiškai tikslūs. Arba galbūt iš verpstės pasigirdo naujas garsas, kurio nebuvo praėjusį mėnesį. Kaip suprasti, kada reikia užsisakyti CNC keitimo dalis, o kada pakanka tiesiog pakeisti programą arba priveržti varžtą? Žinodami skirtumą tarp normalios veiklos ir artėjančios gedimo būsenos galėsite išvengti brangios neatidėliotinos sustabdymo situacijos – taip pat neleisite, kad išmestos detalės sumažintų jūsų pelningumą.
Problemą sukelia tai, kad CNC atsarginės dalys retai sugenda staiga ir be įspėjamų požymių. Dažniausiai jos degraduojasi palaipsniui, o šis procesas dažnai būna paslėptas kompensacinėse algoritmų sistemose arba operatorių atliktais pataisymais. Kai gedimas tampa akivaizdus, jau kelias savaites, tikėtina, gaminate ribotų parametrų (marginal) detales.
Komponentų gedimo vizualūs įspėjamieji požymiai
Jūsų akys yra galingi diagnostikos įrankiai, kai žinote, į ką reikia atkreipti dėmesį. Daugelis CNC mašinų detalių per matomus pokyčius praneša apie savo būklę dar prieš prasidedant funkcinei gedimui.
Rutuliniai sraigtažnypiai ir tiesiaeigiai vedliai:
- Pabrunimas ar patamsėjimas: Šilumos sukelti spalvos pokyčiai ant rutulinių sraigtažnypių velenų rodo tepalo suskylimą ar per didelį trinties jėgą – abu šie požymiai yra ankstyvieji intensyvaus nusidėvėjimo požymiai
- Matomi nusidėvėjimo pėdsakai: Švelnūs, blizgūs takeliai tiesiaeigiuose vedliuose, kur juda karuselės, rodo užterštumo pažeidimus ar nepakankamą tepimą
- Duobutės ar atskilimai: Mažos duobutės ar atskilimai ant rutulinių sraigtažnypių sriegių signalizuoja, kad prasidėjo nuovargio gedimas – detalės keitimas tampa skubus
- Rūdys arba korozija: Net nedidelis tikslaus paviršiaus oksidacijos sluoksnis rodo, kad apsauginis tepalo plėvelė jau nebeveikia
Verpetai ir guoliai:
- Slydimo skysčio nutekėjimas: Riebalų ar alyvos lašėjimas iš veleno sandarinimo žiedų rodo sandarinimo žiedų susidėvėjimą ir galimą užterštumo patekimą
- Įrankių laikiklių nudegimo žymės: Spalvos pasikeitimas įrankių pasodinimo vietose rodo per didelį sukimosi nuokrypį, kuris sukelia trinties šilumą
- Metalo dalelės aušinimo skysčiame: Švytintys šukutės aušinimo skysčio talpykloje dažnai kyla dėl susidėvėjusių veleno guolių
Elektriniai komponentai:
- Nudegusio kvapo ar spalvos pasikeitimo požymiai: Patamsėję plotai variklio korpusuose ar varomuosiuose blokuose rodo perkaitimo įvykius
- Išsiskleidęs ar įtrūkęs laidų izoliacijos sluoksnis: Ypač laidų nešėjuose, kur kartotinis lenkimas sukelia nuovargį
- Su korozija pažeisti sujungimai: Žali ar balti nuosėdų sluoksniai ant elektros terminalų padidina varžą ir sukelia laikinus gedimus
Našumo požymiai, kurie signalizuoja, kad atėjo laikas keisti detales
Kai jūsų CNC atsarginės dalys pradeda nesiklusti, įrenginys tai praneša per savo veikimą – jei tik klausotės. Šie našumo požymiai dažnai pasireiškia dar prieš tai, kol vizualiniai požymiai tampa akivaizdūs.
Matmenų nukrypimo rodikliai:
- Detalių matavimai vienoje ašyje nuolat viršija arba nepasiekia nustatytų ribų
- Apskritų elementų tikrinant gaunamos ovalios formos
- Padėties klaidos, kurios keičiasi priklausomai nuo artėjimo krypties (klasikinis žingsnio klaidos požymis)
- Matmenys, kurie keičiasi visą gamybos ciklą, kai įrenginys įšyla
- Pirmosios detalės tikslumas, kuris pabaigiant pamatą pablogėja
Viršmas finēša pasliktība:
- Bangavimo raštai, atsirandantys anksčiau lygiuose paviršiuose
- Drebėjimo žymės, net naudojant patikrintus apsukimus ir padavimus
- Nevienodas baigiamojo apdorojimo kokybės lygis tarp identiškų operacijų
- Matomi įrankio pėdsakai, kurie turėtų būti nežymūs baigiamuosiuose apdorojimo etapuose
Garsiniai įspėjamieji ženklai:
Patyrę operatoriai išmoksta atpažinti savo įrenginių garsus. Kai garsai keičiasi, tai reiškia, kad mechaninėje sistemoje įvyko kažkoks pokytis:
- Tryškėjimas ar šliekavimas: Metalo kontaktas su metalu ten, kur turėtų vykti sklandus judėjimas – dažnai rodo užterštus arba sausus tiesiaeigius vediklius
- Spragėjimas arba trapšėjimas: Ypač kai keičiama judėjimo kryptis – tai gali rodyti rutulinio veržliarankio veržlės nusidėvėjimą arba susilpnėjusius mechaninius sujungimus
- Aukšto dažnio zvimbėjimas: Guolių triukšmas, kuris stiprėja didėjant verpeto sukimosi dažniui, rodo guolių ausčiavimą ar netinkamą išankstinį įtempimą
- Dūzgimas ar riaumojimas: Žemo dažnio vibraciniai garsai iš variklių ar pavarų dėžių rodo guolių prastėjimą
- Periodinis švilpimas: Dažniausiai susijęs su diržo įtempimo problemomis arba diržinio verpeto pulio guolių ausčiavimu
Profilaktinės ir reaktyvios keitimo strategijos
Šių simptomų supratimas lemia svarbų sprendimą: ar CNC mašinų detalių keitimą atlikti numatytais terminais, ar palaukti, kol pasireiškia simptomai ir priverstins veiksmus?
Reaktyvus keitimas laukia aiškių gedimo požymių, kol bus užsakomos detalės. Šis požiūris sumažina atsarginių dalių atsargų sąnaudas, tačiau kelia pavojų neplanuotai sustabdymui. Jis pakankamai gerai veikia nekritinėms komponentams arba mašinoms, turinčioms rezervinį pajėgumą.
Profilaktinis keitimas planuoja komponentų keitimą pagal veikimo valandas, ciklus arba kalendorinį laiką – nepaisant matomos būklės. Ši strategija tinka gamybos aplinkai, kur prastovos sąnaudos žymiai viršija komponentų sąnaudas. Pavyzdžiui, kritiniai verčiamieji guoliai gali būti keičiami kas 8000 veikimo valandų, net jei jie vis dar tinkamai veikia.
Dažnai praktiškiausias yra hibridinis požiūris: stebėti pagrindinius rodiklius, nustatyti pradines matavimo reikšmes naujų komponentų būsenoje ir keisti komponentus, kai išsekimas pasiekia iš anksto nustatytas ribas – bet prieš tai, kai gedimas tampa neišvengiamas.
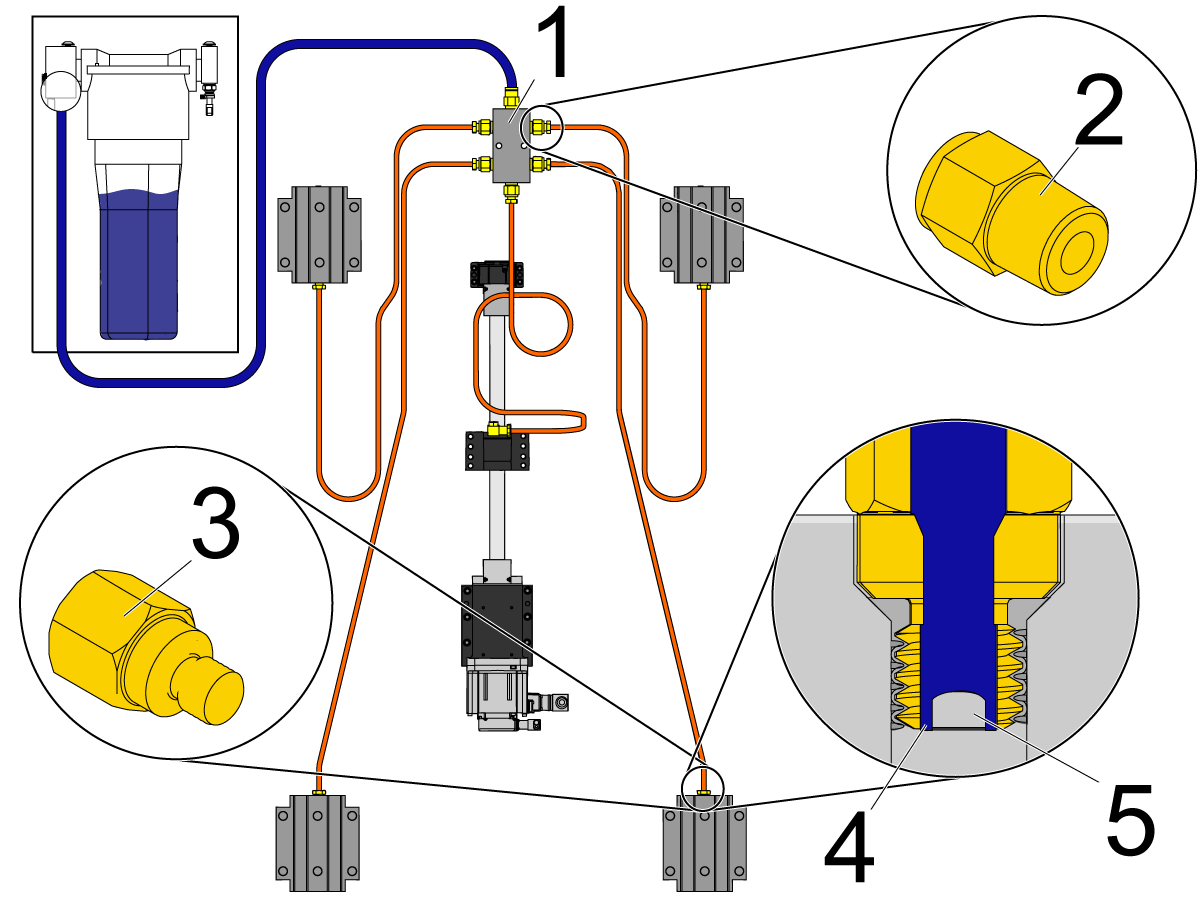
Tinkama tepimo priemonė žymiai padidina tarpusavio keitimo intervalus. Naudodami aukštos kokybės tepalus, pvz., Mobil SHC 220 riebalus tiesioginėms slydimo bazei ir rutuliniams sraigčiams, išlaikome apsauginę plėvelę, kuri neleidžia metalo kontaktuoti su metalu. Daugelis įmonių standartizuojasi naudodamos SHC 220 arba jai lygiaverčius sintetinius riebalus, nes jų šiluminė stabilumas ir ilgas tarnavimo laikas pateisina didesnę kainą prieš paprastus tepalus.
Geriausias laikas užsakyti keičiamuosius detales – kai pirmą kartą pastebite simptomus, o ne tada, kai jų daugiau nebegalite ignoruoti.
Sukuriant nedidelę kritinių CNC keičiamųjų detalių atsargą – verčialų guolių, rutulinių sraigto verčių ir varomųjų diržų – užtikrinama, kad kai pasireiškia simptomai, keitimą galėsite suplanuoti savo patogumu, o ne skubėti dėl avarinės situacijos.
Kai nustatote, kurios detalės reikalauja keitimo, kitoji iššūkis – rasti suderinamas dalis, ypač tada, kai jūsų įrenginys naudoja tiek standartines, tiek proprietarinės konstrukcijos komponentus.
Suprantant CNC detalių suderinamumą tarp įvairių mašinų
Taigi, jūs nustatėte susidėvėjusį rutulinį sraigto mechanizmą arba gedantį variklį – dabar prasideda sudėtingiausia dalis. Ar galite tiesiog užsakyti keitinį iš bet kurio tiekėjo, ar esate priversti pirkti tik iš savo įrangos originalaus gamintojo? Atsakymas priklauso nuo to, ar jūsų CNC mašinų dalys atitinka pramonės standartus ar naudoja patentuotus dizainus. Šios skirtumo supratimas gali padėti žymiai sumažinti sąnaudas ir laukimo laiką, kai ieškote keitinių.
Standartinės komponentės, kurios veikia su įvairiomis prekių ženklo įranga
Gera naujiena: daugelis svarbių CNC komponentų atitinka tarptautinius standartus, kurie užtikrina suderinamumą tarp skirtingų prekių ženklų. Šios standartinės CNC mašinų programinės įrangos komponentės suteikia lankstumo pirkant ir dažnai leidžia pasirinkti aukštesnės kokybės nepirminius komponentus.
Dažniausiai naudojamos standartinės komponentės yra:
- Linijiniai vadovai ir bėgiai: Dauguma gamintojų laikosi ISO matmenų standartų bėgių pločiui, judančiųjų dalies tvirtinimo schemoms ir aukščio specifikacijoms. 20 mm pločio tiesiaeigis vedlys vieno gamintojo paprastai keičiamas su kitos markės atitinkamu modeliu.
- Rutuliniai sraigtais: Skersmuo, žingsnis ir tvirtinimo matmenys dažnai atitinka DIN arba JIS standartus. Tačiau išankstinio įtempimo specifikacijos ir rutuliukų grąžinimo sistemos gali skirtis tarp gamintojų.
- Žingsniniai ir servomotorai: NEMA korpusų dydžiai (NEMA 17, NEMA 23, NEMA 34) standartizuoja tvirtinimo skylių schemas ir veleno matmenis. Metriniai analogai atitinka IEC standartus.
- Verpetinės įrankių sąsajos: BT, CAT, HSK ir kiti koniškumo sistemos laikosi griežtų tarptautinių specifikacijų, leisdamos įrankių laikikliams veikti skirtingų mašinų gamintojų įrenginiuose, naudojant tą patį koniškumo tipą.
- Elektriniai jungikliai: Daugelis variklių valdymo blokų ir valdiklių naudoja standartines jungties rūšis bei ryšio protokolus, tokius kaip RS-485, EtherCAT arba Modbus.
Pirkdami standartinius CNC detalių komponentus, dėmesį skirtikite kritinėms techninėms charakteristikoms: apkrovos rodikliams, tikslumo klasėms ir išankstinio įtempimo klasėms. C3 tikslumo rutulinis sraigto velenas nuo gamintojo A turėtų veikti lygiavertiškai kaip C3 tikslumo rutulinis sraigto velenas nuo gamintojo B – ši klasifikavimo sistema sukurtą būtent tam, kad užtikrintų šią tarpusavyje keičiamumą.
Sudėtingų patentuotų detalių įsigijimo ypatumai
Čia prasideda sudėtingumas. Daugelis mašinų gamintojų sąmoningai naudoja patentuotas komponentų dalis, kad išlaikytų kontrolę virš savo aptarnavimo pajamų srauto – arba tiesiog todėl, kad jų konstrukcijos reikalauja nestandartinių techninių charakteristikų.
Dažniausiai patentuotos komponentų dalys apima:
- CNC valdymo sistemos ir žmogaus–mašinos sąsajos (HMI) skydelius: Programinės ir aparatinės įrangos integracija dažnai priverčia likti originalaus gamintojo ekosistemoje
- Verpetų patronus: Netradicinės guolių išdėstymo schemos, aušinimo kanalai ir jutiklių integracija dažnai reikalauja tik originalaus gamintojo (OEM) specifinių keitiklių
- Specializuoti servomotorai: Mašinos, sukurtos tam tikram našumo diapazonui, gali naudoti variklius su nestandartinėmis apvijomis, enkoderiais arba montavimo konfigūracijomis
- Specializuoti valdymo stiprintuvai: Ypač senesnėse mašinose, kuriose valdymo architektūra yra ankstesnė už dabartines ryšio standartus
Prieš užsakant bet kokį keitinį, dokumentuokite šiuos kritinius techninius duomenis:
- Elektriniai reikalavimai: Įtampa, srovės reitingai, fazės konfigūracija ir jungiklių išvedimai
- Fizinės matmenys: Montavimo skylės raštas, ašies dydžiai ir gabaritų apribojimai
- Sąsajos protokolai: Ryšio standartai, enkoderių tipai ir atgalinio ryšio signalų formatai
- Našumo techniniai duomenys: Greičio reitingai, sukimo momentų kreivės, tikslumo klasės ir šiluminiai ribojimai
Palyginant keitimo variantus, šiuos veiksnius reikia atidžiai įvertinti:
| Priežiūros produktuose | Oem dalys | Rinkos dalys |
|---|---|---|
| Kokybės užtikrinimas | Užtikrinta suderinamumas; išbandyta jūsų konkrečiai mašinos modeliui | Labai skiriasi; aukštos kokybės neoriginalūs gamintojai gali atitikti ar net pranokti OEM kokybę |
| Garantinės sąlygos | Įprastai 12–24 mėnesiai; gali apimti diegimo palaikymą | Dažniausiai 6–12 mėnesių; ribojama tik komponento gedimu |
| Kaina | Aukštesnė kaina (dažnai 30–100 % brangesnė nei neoriginalių gamintojų) | Galima žymiai sutaupyti standartizuotų komponentų atveju |
| Gam ybos laikas | Mažiau paplitusiems modeliams gali prireikti savaičių ar net mėnesių | Dažnai greitesnė prieinamumas iš kelių platinimo kanalų |
| Techninė pagalba | Visas gamintojo programinės įrangos palaikymas | Apribojama specifikacijomis; integracija yra jūsų atsakomybė |
| Poveikis mašinos garantijai | Išlaiko pradinę garantijos būseną | Gali panaikinti garantiją naujesnėse mašinose; patikrinkite prieš diegdami |
Praktiškas požiūris? Naudokite originalius gamintojo (OEM) komponentus proprietarinėms, saugos kritinėms ar garantijai svarbioms dalims. Pasirinkite aukštos kokybės neoriginalias (aftermarket) dalis standartinėms CNC detalėms, pvz., tiesiaeigėms vedrams, rutuliniams sraigčiams ir standartinio korpuso varikliams, kur specifikacijos aiškiai atitinka reikalavimus ir taupymas pateisina papildomą integravimo pastangą.
Supratę suderinamumo aspektus, esate pasiruošę ištirti kitą CNC detalių lygties pusę – tikslųs, pagal užsakymą gaminamos CNC detalių, kurios naudojamos reikalaujančiose aplikacijose įvairiose pramonės šakose.

Pagal užsakymą gaminamos CNC detalių tiksliajam naudojimui
Dabar, kai išnagrinėjome vidinius komponentus, kurie priverčia CNC stakles veikti, visiškai pakeiskime požiūrį. O kas gi su kuo šios staklės iš tikrųjų gamina? Individualūs CNC detalių gamybos produktai atstovauja CNC technologijos išvesties pusę – tai tikslūs komponentai, gaminami tiksliai pagal nustatytus reikalavimus taikymams, kai „beveik pakankamai“ tiesiog nebeatitinka reikalavimų.
Ar jūs kuriate naujo produkto prototipą, ar didinate gamybą iki pilnos gamybos apimties, supratimas, kaip CNC apdirbimas transformuoja žaliavas į baigtas komponentų dalis, padeda jums veiksmingai bendrauti su tiekėjais ir priimti informuotus pirkimo sprendimus.
Pramonės šakos, kurios remiasi individualiais CNC komponentais
CNC apdirbimas tapo tikslaus gamybos pagrindu beveik kiekviename pramonės sektoriuje. Pagal gamybos ekspertų nuomones, CNC apdirbimas plačiai naudojamas aviacijos ir kosmonautikos, automobilių, medicinos, robotikos bei pramoninės įrangos gamybos srityse dėl jo galimybės gaminti sudėtingas geometrines formas su labai tiksliais leistinųjų nuokrypių reikalavimais. Tačiau kokių būtent komponentų kiekvienas sektorius reikalauja?
Oro ir kosmoso ir gynybos:
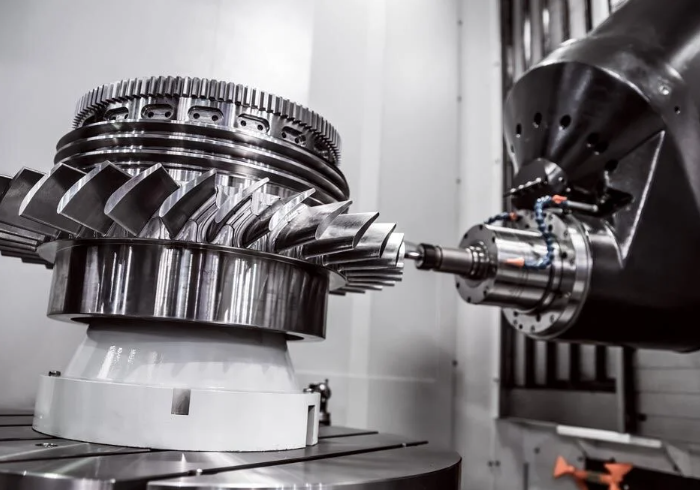
- Turbininiai mentys ir variklio komponentai, kuriems reikalingas egzotiškų lydinių apdirbimas
- Konstrukciniai laikikliai ir jungtys su griežtais svorio ir stiprumo santykio reikalavimais
- Hidrauliniai kolektoriai su sudėtingomis vidinėmis kanalais
- Tikslūs korpusai avionikos ir navigacinėms sistemoms
Automobilių pramonė:
- Variklio blokai, cilindrų galvutės ir pavarų dėžių korpusai
- Pakabos komponentai, kurie reikalauja nuolatinės matmeninės tikslumo
- Stabdymo sistemos dalys, kurių saugos leistinieji nuokrypiai yra neabejotini
- Specialūs našumo komponentai lenktynių ir po pardavimo rinkos taikymams
Medicinos prietaisai:
- Chirurginiai įrankiai, kuriems reikalingos biologinės suderinamumo medžiagos ir veidrodinė paviršiaus apdaila
- Ortopediniai implantai, apdirbti iš titano ir medicininio lyginio lydinių
- Diagnostinės įrangos korpusai su tiksliais jutiklių montavimo elementais
- Protezų komponentai, pritaikyti konkrečiam paciento kūno geometrijai
Robotika ir automatizavimas:
- Variklių korpusai ir sąnarių komponentai
- Individualizuotos montavimo plokštės ir konstrukciniai rėmai
- Tikslūs pavarų dėžės komponentai ir velenų sujungimai
- Galutinės veikimo įrangos įrenginiai ir griebtuvų mechanizmai
Mėgėjams ir kūrėjams DIY CNC komponentai atvėrė duris į individualų gamybos procesą, kuris anksčiau buvo pasiekiamas tik pramonės gamintojams. Nuo specialių skrydžių aparato rėmų iki mechaninių klaviatūrų plokščių – CNC apdirbti detalės leidžia asmenims savo projektus realizuoti fizinėje erdvėje su profesionalaus lygio tikslumu.
Nuo prototipo iki gamybai paruoštų detalių
Kodėl CNC apdirbimas yra idealus tiksliesiems komponentams? Kelias nuo idėjos iki baigtos detalės atskleidžia, kodėl ši technologija dominuoja tada, kai svarbus tikslumas.
Individualių CNC detalių gamybos procesas:
1. Projektavimas ir inžinerija
Kiekviena individuali CNC detalė prasideda kaip CAD modelis – skaitmeninis vaizdas, apibrėžiantis kiekvieną matmenį, nuokrypį ir paviršiaus apdorojimo reikalavimą. Inžinieriai nurodo kritines savybes, medžiagos specifikacijas bei geometrinius nuokrypius, kuriuos turi atitikti galutinė detalė.
2. CAM programavimas
CAM programinė įranga paverčia jūsų projektą į įrankių judėjimo trajektorijas – tikslų pjovimo įrankio judėjimą. Programuotojai parenka pjovimo strategijas, padėties ir sukimosi greičius bei įrankių seką, optimizuotą konkrečiai jūsų medžiagai ir geometrijai.
3. Medžiagos pasirinkimas
Tinkamos medžiagos pasirinkimas reiškia kompromisą tarp našumo reikalavimų, apdirbamosios galimybės ir kainos. Dažnai naudojamos medžiagos yra:
- Aliuminio lydiniai (6061, 7075): Puiki apdirbamumas, geras stiprio-ir-masės santykis, korozijos atsparumas
- Nerūdijančiosios plieno rūšys (303, 304, 316): Korozijos atsparumas agresyvioms aplinkoms, įvairus apdirbamumas
- Anglies plienai (1018, 4140): Pigus stiprumas, šilumai apdorojamas, kad būtų pasiektas reikiamas kietumas
- Titano lydiniai: Išsklitančias stiprio-ir-masės santykis, biologinė suderinamumas, sunkiai apdirbama
- Inžineriniai plastikai (Delrin, PEEK, Nylon): Lengvi, chemiškai atsparūs, elektriškai izoliuojantys
4. Apdirbimo operacijos
Tikrasis pjovimo procesas pašalina medžiagą nepaprastai tiksliai. CNC apdirbimas automatizuoja pjovimą, gręžimą, frezavimą ir sukimosi apdirbimą, užtikrindamas tikslumą ir vientisumą kiekvienam gaminamam detalių vienetui. Daugiapakopės ašių mašinos gali priartėti prie apdirbamojo daikto beveik iš bet kurios krypties, sukuriant ypatybes, kurios būtų neįmanomos rankiniu būdu.
5. Kokybės patikrinimas
Baigti CNC apdirbti komponentai patikrinami naudojant koordinačių matavimo mašinas (CMM), optinius palyginimo įrenginius arba tikslumą užtikrinančius matmenų matavimo įrankius. Svarbiausi matmenys dokumentuojami ir lyginami su techninėmis specifikacijomis prieš siunčiant komponentus.
CNC apdirbimo tikroji vertė pasireiškia tada, kai reikia identiškų detalių – ar tai būtų du prototipai ar du tūkstančiai gamybos vienetų, kiekvienas iš jų atitinka skaitmeninę modelio versiją nustatytose nuokrypių ribose.
Šis pakartotumas paaiškina, kodėl pramonės šakos, kuriose nėra jokių skirtumų, kaip antai medicinos prietaisai, aviacija, automobilių pramonė, taip stipriai priklauso nuo CNC technologijų. Chirurginis prietaisas turi veikti identiškai, ar tai būtų pirmasis dirbtas gabalėlis, ar dešimt tūkstančių.
Atliekant sudėtingas funkcijas, ypač automobilių komponentų, kuriose saugumas ir patikimumas yra svarbiausi, tinkamo gamintojo pasirinkimas tampa toks pat svarbus kaip ir pats projektas. Sertifikuoti tiekėjai, turintys tvirtas kokybės sistemas, užtikrina, kad jūsų užsakomos CNC dalys nuosekliai atitiktų specifikacijasargumenta, kurią verta ištirti, kai pereinate nuo technologijų supratimo prie faktinio savo projektų komponentų tiekimo.
Pasitikimų CNC dalių tiekėjų pasirinkimas
Jūs suprojektavote savo komponentą, pasirinkote medžiagą ir nustatėte leistinąsias nuokrypių ribas. Dabar atėjo sprendimo momentas, kuris gali padaryti arba sugadinti jūsų projektą: kuriam CNC apdirbimo detalių tiekėjui patikėsite gamybą? Tiekiama kokybės skirtumai tarp tiekėjų ne visada akivaizdūs iš pasiūlymo dokumento. Kokybės sertifikatai, procesų kontrolė ir pristatymo galimybės skiria gamintojus, kurie nuolat pateikia kokybiškus gaminius, nuo tų, kurie palieka jus neramu dėl terminų laikymosi ir atmestų detalių.
Ar jūs perkate pavyzdžių kiekius, ar įsteigiate ilgalaikį gamybos bendradarbiavimą – suprasdami, kas skiria puikiuosius CNC mašinų detalių tiekėjus nuo tik pakankamų, galėsite išvengti brangiai kainuojančių klaidų ir sukurti patikimą tiekimo grandinę.
Sertifikatai, rodantys gamybos pranašumą
Įsivaizduokite sertifikatus kaip tiekėjo gyvenimo aprašymą – jie patvirtina patikrintą kompetenciją konkrečiose gamybos srityse. Nors yra daug įvairių sertifikatų, tam tikri iš jų ypač svarbūs tiksliajam CNC apdirbimui.
IATF 16949: Automobilių pramonės aukso standartas
Jei pirkiate komponentus automobilių pramonei, IATF 16949 sertifikavimas nėra pasirinktinis – jis būtinas. Šis standartas žymiai viršija paprastą kokybės valdymą. Pagal pramonės sertifikavimo reikalavimai , IATF 16949 nustato penkis pagrindinius įrankius, kuriuos tiekėjai privalo įdiegti, kad gamintų serijinius gaminius su minimaliu defektų skaičiumi:
- APQP (Išplėstinis produkto kokybės planavimas): Struktūruotas požiūris į stabilios gamybos procesų kūrimą, kuris pašalina rizikas dar prieš pradedant gamybą
- FMEA (klaidų režimų ir pasekmių analizė): Sisteminga galimų konstrukcijos ir gamybos procesų klaidų nustatymo bei šių klaidų mažinimo priemonė
- SPC (statistinis gamybos proceso valdymas): Realiojo laiko stebėjimas kritinių gamybos proceso parametrų, kad būtų aptikti nuokrypiai dar prieš atsirandant defektams
- MSA (Matavimo sistemos analizė): Patvirtinimas, kad tikrinimo įranga ir metodai užtikrina patikimus ir pakartotinus matavimus
- PPAP (Gaminio patvirtinimo procesas): Dokumentacija, patvirtinanti, kad tiekėjas nuolat gali gaminti gaminius, atitinkančius kliento technines specifikacijas
Šie integruoti įrankiai sukuria kokybės ekosistemą, kuri ne tik aptinka, bet ir užkerta kelią defektams. Kai CNC detalių tiekėjas turi IATF 16949 sertifikatą, jūs dirbate su organizacija, kuri įrodė savo išmanymą automobilių pramonės kokybės sistemose.
ISO 9001: Visuotinė kokybės valdymo pagrindas
Neautomobilių taikymo srityse ISO 9001:2015 sertifikatas patvirtina, kad tiekėjas palaiko dokumentuotus kokybės valdymo procesus. Nors šis sertifikatas yra mažiau griežtas nei IATF 16949, jis vis tiek rodo įsipareigojimą užtikrinti nuolatinę kokybę, sekamumą ir nuolatinį tobulėjimą.
Aplinkos ir energijos sertifikatai
Vis dažniau pirkimų komandos vertina tiekėjus pagal jų darnumo kvalifikacijas. ISO 14001:2015 aplinkos sertifikatas parodo aplinkos valdymo sistemas, kurios apima emisijas, medžiagų tvarkymą ir atliekų sumažinimą – veiksnius, kurie yra svarbūs korporacinėje darnumo ataskaitoje ir atsakingojo tiekimo iniciatyvose.
Tiekėjų galimybių įvertinimas pagal jūsų poreikius
Sertifikatai atveria duris, tačiau tiekimo galimybių pritaikymas jūsų konkrečioms reikalavimams nulemia projekto sėkmę. Štai ką patyrę pirkimų specialistai įvertina renkdami CNC mašinų detalių tiekėjus.
Statistinio proceso valdymo įgyvendinimas
Paklauskite potencialių tiekėjų, kaip jie stebi kritinius matmenis gamybos ciklų metu. Kokybės užtikrinimui skirti gamintojai naudoja statistinį procesų valdymą (SPC), kad realiuoju laiku stebėtų proceso gebėjimą. Pag according to tiekėjų vertinimo geriausios praktikos, patikimi kokybės kontrolės sistemos turėtų apimti SPC diagramas kritiniams parametrams, nustatydamos tiek proceso kontrolės ribas, tiek veiksmų planus, kai pasireiškia nuokrypiai.
Tiekėjas, kuris taiko SPC, aptinka proceso nuokrypį dar prieš tai gamindamas netinkamų matmenų detales. Be SPC jūs remiatės galutine inspekcija, kad aptiktumėte problemas – tačiau tai vyksta jau po to, kai atliekos jau sukurtos.
Pristatymo terminas ir reagavimo greitis
Gamintojo galimybės reiškia nieko, jei detalės pristatomos per vėlu. Įvertinkite tiekėjus tiek pagal standartines pristatymo trukmes, tiek pagal jų gebėjimą greitinti pristatymą, kai tai būtina. Kai kurie sertifikuoti gamintojai specialiai išlaiko gamybos pajėgumus skubiosioms užsakymų realizavimo situacijoms – vienos darbo dienos pristatymo trukmė nėra rinkodaros fantazija, kai tiekėjai savo veiklą sukonstravo lankstumo principu.
Pavyzdžiui, Shaoyi Metal Technology parodo, kaip IATF 16949 sertifikuoti tiekėjai gali derinti kokybės sistemas su greitu pristatymu, siūlydami automobilių tikslumo komponentus, kurių pristatymo trukmės atitinka „tiksliai laiku“ gamybos reikalavimus.
Įrangos ir pajėgumų įvertinimas
Supratimas apie tiekėjo įrangos sąrašą atskleidžia jo tikrąsias galimybes. Įvertindami CNC paslaugų teikėjus, įvertinkite įrenginių amžių, techninės priežiūros grafikus ir technologinį atnaujinimą. CNC detalių skyrius, naudojantis pasenusia įranga, gali susidurti su sunkumais tiksliai išlaikyti mažas nuokrypių ribas ar sudėtingas geometrijas, kurias šiuolaikiniai įrenginiai apdoroja kasdieniškai.
Naudokite šią sistemą lygindami potencialius CNC detalių tiekėjus:
| Vertinimo kriterijai | Ko ieškoti | Raudoni signalai |
|---|---|---|
| Kokybės sertifikatai | IATF 16949 automobilių pramonei; bendram apdirbimui – mažiausiai ISO 9001; galiojančios sertifikavimo datos | Pasibaigę sertifikatai; negalėjimas pateikti auditų dokumentų |
| Proceso kontrolė | Dokumentuota statistinė proceso kontrolė (SPC); kontrolės planai kritiniams matmenims; reagavimo procedūros | Tik galutinės patikros naudojimas; statistinio stebėjimo nebuvimas |
| Tikrinimo galimybės | Koordinatinis matavimo aparatas (CMM); kalibruoti matavimo įrankiai; dokumentuotos patikros procedūros | Tik vizualinė patikra; pasenę ar nekalibruoti įrenginiai |
| Pristatymo laiko našumas | Dokumentuotos laiku pristatymo normos virš 95 %; greitintos pristatymo galimybės; aiškus ryšys | Neaiškūs pristatymo įsipareigojimai; vėluojančių terminų istorija |
| Medžiagos atsekamumas | Dokumentuoti medžiagų sertifikatai; partijų sekimas; įeinamosios medžiagos patikra | Negalima pateikti medžiagų sertifikatų; nėra sekamumo sistemos |
| Techninės kompetencijos | Inžinerinė parama DFM atsiliepimui; patyrę programuotojai; žinios apie medžiagas | Tik pasiūlymo pateikimo sąveika; techninės konsultacijos nepasiekiamos |
| Bendravimas | Reaktyvus projektų valdymas; iniciatyvus problemų pranešimas; aiški dokumentacija | Sunku susisiekti; netikėtumai pristatymo dieną |
Pavyzdinės detalės vertinimas
Prieš įsipareigojant gaminti dideliais tūriais, reikalauti pavyzdinių detalių su visais matavimų ataskaitomis. Pavyzdinių detalių su matavimų dokumentacija peržiūra patvirtina teigiamuosius teiginius apie tikslumo galimybes ir parodo tiekėjo tikrinimo rigoriškumą. Atkreipkite dėmesį ne tik į tai, ar matmenys patenka į leistiną nuokrypį, bet ir į jų centravimą – tiekėjas, kuris nuolat pasiekia nominaliąją vertę, rodo geresnį procesų valdymą nei tiekėjas, kurio matmenys svyruoja tarp leistinų nuokrypių ribų.
Žemiausia kaina už pasiūlymą retai užtikrina žemiausią bendrąją kainą – įvertinkite broko normą, pristatymo patikimumą bei paslėptas išlaidas, susijusias su nepatenkinamai veikiančių tiekėjų valdymu.
Ryšių su kvalifikuotais CNC apdirbimo detalių tiekėjais užmezgimas reikalauja pradinės pastangos, tačiau duoda naudos per nuolatinę kokybę, patikimą pristatymą ir sumažintas pirkimo sąnaudas. Kai šie partnerystės ryšiai jau įsteigti, jūsų pačių gamintų detalių gamybai naudojamų CNC įrenginių priežiūra arba supratimas, kaip jūsų tiekėjai prižiūri savo įrangą, tampa galutiniu tikslaus gamybos galvosūkio elementu.
CNC detalių priežiūra ilgalaikiam veikimui
Jūs investavote į aukštos kokybės komponentus, pasirinkote patikimus tiekėjus ir suprantate, kaip veikia jūsų CNC staklės. Tačiau realybė yra tokia: net geriausi CNC tiekiamieji komponentai ir tikslūs komponentai be tinkamos priežiūros susidėvi. Skirtumas tarp įrenginių, kurie dešimtmečius užtikrina nuolatinį tikslumą, ir tų, kuriems dažnai reikia remonto, priklauso nuo vieno veiksnio – priežiūros disciplinos.
Laikykite priežiūrą kaip savo investicijos apsaugą. Pagal Deloitte tyrimus gamintojai, įdiegę profilaktinės priežiūros programas, dažnai sumažina priežiūros išlaidas 25–30 %, gedimų skaičių – 70–75 % ir padidina įrenginių veikimo laiką – 35–45 %. Tai nešmeniški pasiekimai – tai transformaciniai rezultatai, kurie tiesiogiai veikia jūsų pelną.
Profilaktinės priežiūros grafiko sudarymas
Veiksminga priežiūra – ne atsitiktiniai patikrinimai, o struktūruoti režimai, kurie leidžia aptikti problemas dar prieš joms paaštrėjant. Jūsų CNC mašinos priedai ir pagrindiniai komponentai kiekvienas reikalauja dėmesio skirtingais laiko intervalais.
Kasdieniniai veiksmai (po 10–15 minučių vienam įrenginiui):
- Vizualinis patikrinimas: šukos, šiukšlės ir aušinimo skysčio likučiai ant mašinos paviršiaus
- Patikrinkite aušinimo skysčio lygį ir koncentraciją – tinkamos proporcijos neleidžia bakterijoms daugintis ir užtikrina veiksmingą aušinimą
- Patikrinkite tepalo tiekimo sistemos veikimą ir alyvos lygį rezervuaruose
- Išbandykite avarinio sustabdymo funkciją ir saugos blokuojančius įtaisus
- Patikrinkite kelio dangčius ir varpelius dėl pažeidimų, kurie galėtų leisti patekti teršalams
Kasdieniniai uždaviniai:
- Išvalykite ir patikrinkite tiesiaeigius vediklius dėl nusidėvėjimo žymių ar sausų dėmių
- Patikrinkite diržo įtempimą ir išdėstymą ant velenų variklių
- Ištirkite elektros jungtis dėl jų atlaisvinimo ar korozijos
- Išvalykite aušinimo skysčio purkštukus, kad užtikrintumėte tinkamą srautą
- Patikrinkite hidraulinius ir pneumatinius slėgio rodmenis
Mėnesiniai veiksmai:
- Išmatuokite aušalo skysčio koncentraciją refraktometru – optimaliam veikimui palaikykite 5–10 %
- Pakeiskite orų filtrus pneumatinėse sistemose ir korpusuose
- Kiekvienoje ašyje patikrinkite žingsniavimą (backlash) naudodami diagnostinę programinę įrangą
- Išmatuokite veleno bėgimą (runout) su rodykliniu indikatoriumi
- Apžvelkite ir papildykite tepalą visuose tepimo taškuose
Tinkamas tepimas reikalauja ypatingos dėmesio. Aukštos kokybės sintetiniai tepalai, pvz., Mobil Mobilith SHC 220, užtikrina geresnę apsaugą tiesiaeigėms slydimo bazei ir rutuliniams sraigto veržliams lyginant su įprastais tepalais. Mobilith SHC 220 šiluminė stabilumas ir ilgesnis tarnavimo laikas pateisina jo didesnę kainą – komponentai lieka apsaugoti net ir esant intensyviems darbams, kurie sukuria reikšmingą šilumą. Daugelis CNC specializuotų dirbtuvių standartizuojasi naudodami SHC 220 tepalą, nes jis išlaiko apsauginį plėvelę sąlygomis, kurios suardo prastesnių tepalų struktūrą.
Kalibravimo praktika, užtikrinanti tikslumą
Kalibravimas nėra vienkartinis įvykis – tai nuolatinis įsipareigojimas užtikrinti tikslumą. Kaip pastebi priežiūros ekspertai , kalibravimas užtikrina tikslumą darbo metu, o reguliarūs patikrinimai padeda išlaikyti tikslumą ir išvengti brangios klaidų.
Metinis kalibravimas turėtų apimti:
- Geometrinio tikslumo patikrinimą – ašių statmenumas, lygiagretumas ir tiesumas
- Padėties tikslumo patikrinimus naudojant lazerinę interferometriją arba kamuoliukų strypų (ballbar) bandymus
- Verpeto guolių apžiūrą dėl ausčių, žaidimo ar pradinio apkrovos pokyčių
- Kamuoliukų sraigto žaidimo matavimą, palyginant su pradinėmis specifikacijomis
- Visišką mašinos parametrų ir valdymo nustatymų atsarginę kopiją
Dokumentuokite kiekvieną kalibravimo rezultatą. Laikui bėgant šie duomenys atskleidžia tendencijas – pavyzdžiui, palaipsniui didėjantis žingsnio nuokrypis signalizuoja rutulinių veržlių ausčių dėvėjimąsi dar prieš tai sukeliant netinkamų detalių gamybą. Šių modelių laiku aptikimas leidžia planuoti keitimus numatyto techninės priežiūros laikotarpiu, o ne kentėti neišvengiamus avarinius gedimus.
Ar norėtumėte kasdien skirti 15 minučių priežiūros užduotims arba susidurti su kelių dienų sustojimu ir avariniais remontais?
Jūsų CNC priežiūros veiksmų sąrašas:
- Nustatykite kasdienes, kas savaitės ir kas mėnesio priežiūros procedūras kiekvienai mašinai
- Turėkite atsargas kritinių CNC komponentų, įskaitant tepalus, filtrus ir dažnai dėvimos dalis
- Išmokykite operatorius atpažinti ankstyvus komponentų dėvėjimosi požymius
- Įdiekite dokumentavimo sistemą – popierines žurnalų formas arba CMMS programinę įrangą – visoms priežiūros veikloms stebėti
- Kasdieniškai planuokite profesionalų kalibravimą su tinkama matavimo įranga
- Užmegzkite ryšius su sertifikuotais tiekėjais, kurie galėtų greitai reaguoti, kai prireiktų keisti komponentus
Tikslumo grandinė, kuri jungia jūsų mašinos būklę su gaminamų detalių kokybe, lieka tokia pat stipri, kokia yra silpniausia jūsų techninės priežiūros praktika. Įdiegę šiuos veiksmus, jūs ne tik prevencijos būdu išvengiate gedimų – jūs užtikrinate, kad kiekviena pagaminta detalė atitiktų nustatytus reikalavimus, kad kiekvienas terminas būtų laiku įvykdytas ir kad jūsų CNC įranga duotų naudos metus ir metus.
Dažniausiai užduodami klausimai apie CNC dalis
1. Kas yra CNC dalys?
CNC dalys turi du reikšmės: komponentai, kurie sudaro CNC mašinas (verpetai, rutuliniai sraigtais, tiesiaeigiai vadovai, varikliai), ir produktai, pagaminti CNC mašinomis (tikslios atramos, velenai, korpusai). Mašinų komponentai leidžia automatizuoti pjovimo operacijas, o apdirbti produktai – tai specialios, kompiuteriu valdoma įranga iš aliuminio, plieno, titano ir plastiko pagamintos detalės.
2. Kokie yra 7 pagrindiniai CNC stendo komponentai?
Septyni pagrindiniai CNC staklių komponentai apima: mašinos valdymo bloką (MCU), kuris apdoroja programas, įvesties įrenginius kodui įkelti, variklių sistemas su servomechanizmais ar žingsniniais varikliais, mašinos įrankius, tokius kaip verpetai ir pjovimo įrankiai, atgalinio ryšio sistemas su enkoderiais ir jutikliais, staklių lovą ir stalą detalių tvirtinimui bei aušinimo sistemas šilumos valdymui. Šie komponentai veikia kartu, kad skaitmenines instrukcijas paverstų tiksliais fiziniais judėjimais.
3. Kaip suprasti, kada reikia keisti CNC detales?
Stebėkite vizualius požymius, pvz., disko spindulių dischromiją, tiesiųjų vedamųjų nusidėvėjimo pėdsakus ir tepalo nutekėjimą iš verpetų. Našumo požymiai apima matmenų nukrypimą, apskritų elementų išsitempimą į ovalo formą, paviršiaus kokybės prastėjimą ir netipiškus garsus, pvz., trinties ar spragtelėjimo garsus veikiant. Profilaktinė priežiūra su aukštos kokybės tepalais, tokiais kaip Mobil SHC 220 tepalas, žymiai padidina komponentų tarnavimo laiką.
4. Kokius sertifikatus turėtų turėti CNC detalių tiekėjai?
Automobilių pramonei skirtoms programoms IATF 16949 sertifikavimas yra būtinas, nes jis reikalauja taikyti kokybės įrankius: APQP, FMEA, SPC, MSA ir PPAP. ISO 9001:2015 tarnauja kaip bendrojo apdirbimo tiekėjų bazinis standartas. Sertifikuoti tiekėjai, tokie kaip Shaoyi Metal Technology, šiuos kokybės sistemas derina su trumpais pristatymo laikais, siūlydami automobilių tikslų komponentų pristatymą jau po vienos darbo dienos.
5. Ar CNC detalės yra keičiamos tarp skirtingų mašinų gamintojų?
Daugelis komponentų atitinka tarptautinius standartus ir yra keičiami. Linijiniai vedliai dažniausiai atitinka ISO matmenų standartus, varikliai – NEMA arba IEC korpusų dydžius, o įrankių sąsajos, pvz., BT, CAT ir HSK konusai, yra standartizuotos. Tačiau valdikliai, specialūs verpetų patronai ir specialios pavaros stiprintuvai dažnai yra patentuoti. Visada patikrinkite technines charakteristikas, įskaitant matmenis, įtampų reikšmes ir sąsajos protokolus, prieš užsisakydami keitiklius.