 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Apa Itu Mesin Las Inti Fluks? Mulai Mengelas Tanpa Menebak-nebak

Apa Itu Mesin Las Inti Fluks?
Mesin las inti fluks adalah mesin las berpakan kawat yang menggunakan kawat berongga berisi fluks. Pada banyak konfigurasi, fluks tersebut menghasilkan pelindung selama proses pengelasan, sehingga mesin sering kali dapat dioperasikan tanpa tabung gas terpisah. Jika Anda mencari apa itu mesin las inti fluks , itulah jawaban dalam bahasa Inggris sehari-hari.
Mesin las inti fluks adalah mesin las berpakan kawat yang menggunakan kawat berinti fluks berongga alih-alih kawat padat, sehingga sering memungkinkan pengelasan tanpa gas dengan kawat berpelindung mandiri.
- Tipe Mesin: Mesin las berpakan kawat
- Jenis kawat: Kawat berongga berbentuk tabung berisi fluks
- Keuntungan paling dikenal: Sering bekerja baik tanpa tabung gas pelindung eksternal
Apa Itu Mesin Las Inti Fluks dalam Bahasa Inggris yang Sederhana
Bayangkan mesin ini sebagai alat yang secara otomatis memasok kawat las melalui pistol las saat Anda melakukan pengelasan. Perbedaan utamanya terletak pada kawat itu sendiri. Alih-alih kawat padat seperti pada proses MIG standar, inti fluks menggunakan kawat berongga yang diisi dengan fluks. Dalam percakapan sehari-hari, apa itu mesin las inti fluks biasanya mengacu pada jenis sistem pemasok kawat semacam ini. Jika Anda juga bertanya-tanya apa itu inti fluks , istilah ini merujuk pada kawat tubular berongga yang diisi fluks serta metode pengelasan yang dikembangkan berdasarkan kawat tersebut.
Cara Mesin Menciptakan Pelindung Tanpa Tabung Gas
Ketika busur listrik memanaskan kawat, fluks di dalamnya bereaksi dan membantu melindungi kolam las cair dari kontaminasi udara. Oleh karena itu, pengelasan inti fluks tanpa pelindung gas (self-shielded) populer untuk pekerjaan di luar ruangan dan tugas-tugas portabel. Referensi pengelasan dari UTI dan AWS keduanya menggambarkan FCAW sebagai metode pengelasan busur berbasis kawat yang menggunakan kawat berisi fluks untuk perlindungan. Jadi ketika orang bertanya apa itu pengelasan inti fluks , mereka biasanya menanyakan tentang tindakan pelindung tersebut dan proses di baliknya.
Mengapa Orang Salah Mengartikan Pengelasan dengan Welder dan FCAW
Di sinilah pemula sering keliru. pengelas adalah mesinnya. FCAW , atau pengelasan busur berinti fluks (flux-cored arc welding), adalah proses yang dilakukan mesin tersebut. Tumpang tindih istilah ini menyebabkan pencarian seperti apa itu pengelasan inti fluks dan apa itu welder inti fluks sering mengarah pada pembahasan yang sama. Nama-nama tersebut memang terdengar saling dapat dipertukarkan, tetapi sebenarnya tidak sepenuhnya identik. Perbedaan ini menjadi semakin penting ketika Anda mulai membandingkan unit khusus inti fluks dengan mesin MIG yang juga mampu menggunakan kawat berinti fluks.

Perbandingan Welder Inti Fluks versus FCAW — Penjelasan Lengkap
Kebingungan dimulai karena kedua istilah ini terdengar seolah-olah memiliki makna yang sama, padahal sebenarnya tidak. Salah satu nama merujuk pada peralatan, sedangkan nama lainnya merujuk pada metode pengelasan. Perbedaan ini sangat penting ketika Anda berusaha menentukan apakah Anda memerlukan mesin baru, jenis kawat yang berbeda, atau hanya penyesuaian konfigurasi saja.
Pengelasan Inti Fluks vs Proses FCAW
Jika Anda bertanya apa itu pengelasan FCAW , jawaban singkatnya sederhana. Arti FCAW is las Busur Inti Flux , yang merupakan nama prosesnya. Sebuah welder inti fluks adalah mesin yang digunakan untuk menjalankan proses tersebut. Dalam istilah teknis, AWS mendefinisikan FCAW sebagai proses pengelasan busur semi-otomatis atau otomatis yang menggunakan elektroda habis pakai berumpan terus-menerus yang diisi dengan fluks.
Itulah mengapa buku petunjuk, kelas pelatihan, dan tabel pengelasan sering menyebut FCAW, sedangkan daftar produk daring mungkin hanya menyebut 'flux core welder'. Dalam percakapan sehari-hari, orang sering mengaburkan keduanya. Dalam praktiknya, lebih baik membedakannya: pengelas (welder) adalah alatnya, sedangkan pengelasan inti fluks adalah pekerjaan yang dilakukan oleh alat tersebut.
Pengelas MIG dengan Kawat Inti Fluks vs Unit Pengelas Inti Fluks Saja
Berikut adalah pertanyaan pembeli yang mendasari sebagian besar kebingungan tersebut. Beberapa mesin dirancang terutama untuk kawat berinti fluks, sering kali kawat berpelindung-diri. Yang lainnya adalah mesin pengumpan kawat tipe MIG yang juga dapat menjalankan kawat berinti fluks jika mendukung polaritas dan komponen pengumpan yang tepat. Panduan dari WeldGuru menyatakan bahwa banyak mesin las MIG dapat menggunakan kawat berinti fluks dengan penyesuaian seperti perubahan polaritas dan pengaturan rol pengumpan. Oleh karena itu, orang mencari istilah mig flux core atau menggunakan frasa las mig inti flux .
Unit khusus berinti fluks saja biasanya lebih sederhana. Mesin MIG yang kompatibel lebih fleksibel karena dapat beralih antara kawat padat dengan gas pelindung dan kawat berinti fluks tanpa memerlukan mesin las kedua. Kawat tetap diumpankan melalui pistol las dalam kedua kasus tersebut. Yang berubah adalah jenis kawat, metode pelindungan, serta pengaturan mesin.
| Tipe Mesin | Pendekatan pelindung | Jenis kawat | Kelenturan | Kasus Penggunaan Umum |
|---|---|---|---|---|
| Unit khusus berinti fluks saja | Biasanya berpelindung-diri dari fluks pada kawat | Kawat tubular berinti fluks | Lebih rendah | Perbaikan di luar ruangan dan pekerjaan portabel |
| Mesin las MIG dalam mode MIG | Gas pelindung eksternal | Kawat padat | Sedang | Fabrikasi dalam ruangan dan las yang lebih bersih |
| Mesin las MIG yang kompatibel dalam mode inti-fluks | Tergantung pada kawat, sering kali bersifat self-shielded | Kawat tubular berinti fluks | Lebih tinggi | Pengguna yang menginginkan satu mesin pengumpan kawat untuk berbagai konfigurasi |
| Mesin multiproses | Tergantung pada proses yang dipilih | Tergantung pada modusnya | Tertinggi | Bengkel atau pengguna hobi yang membutuhkan beberapa pilihan pengelasan |
Posisi Mesin Multiproses
Mesin multiproses menambahkan satu lapisan lagi. Mesin ini tidak menciptakan proses baru. Mesin ini hanya memberikan satu sumber daya kemampuan beralih di antara pengelasan pengumpan kawat dan metode lainnya, sering kali las busur (stick) dan kadang-kadang las TIG. Jadi, jika Anda sudah memiliki mesin tersebut, pertanyaan sebenarnya bukanlah apa yang tertulis di panel depannya. Melainkan apakah mesin tersebut mendukung pengelasan inti fluks dengan polaritas, jalur kabel, dan bahan habis pakai yang tepat.
Detail-detail tersebut lebih penting daripada label pemasaran. Secara teori, sebuah mesin dapat kompatibel, namun dalam penggunaan nyata justru menimbulkan frustrasi jika sistem penggerak atau terminalnya tidak diatur dengan benar. Di sinilah komponen fisik mesin mulai menjadi penting—terutama komponen yang mengarahkan, mencengkeram, dan memberi energi pada kabel.
Suku Cadang Mesin Las Inti Fluks dan Dasar-Dasar Kabel
Komponen-komponen yang mengarahkan, mencengkeram, dan memberi energi pada kabel layak mendapatkan perhatian utama Anda. Pada mesin las inti flux , pengaturan yang bersih biasanya bergantung pada beberapa komponen kunci yang bekerja secara sinergis, bukan saling bertentangan.
Komponen Utama Mesin Las Inti Fluks
Tata letak keseluruhan sangat mirip dengan mesin las berpemberi kabel lainnya. Panduan suku cadang dasar dari Arccaptain menyoroti sistem inti yang sama yang ditemukan pada banyak mesin berpemberi kabel: sumber daya listrik, pemberi kabel, pistol las, dan klem tanah.
- Sumber daya: Menghasilkan arus las.
- Pistol las dan pelatuk: Pistol mengarahkan kawat, dan pelatuk memulai umpan kawat serta output pengelasan.
- Kabel dan liner: Kabel menghantarkan daya, sedangkan liner membimbing kawat dari feeder ke pistol.
- Klem tanah: Menghubungkan benda kerja dan melengkapi rangkaian listrik.
- Gulungan kawat dan feeder: Gulungan menampung elektroda, dan rol penggerak mendorongnya ke depan.
- Contact Tip: Membimbing kawat di ujung pistol dan mengalirkan arus ke kawat tersebut.
- Terminal polaritas: Memungkinkan Anda menghubungkan mesin sesuai dengan jenis kawat yang digunakan.
- Nozel atau difuser: Mungkin ada pada beberapa konfigurasi, terutama bila melibatkan gas pelindung.
Memilih Kawat Inti Fluks dan Ujung Kontak yang Tepat
Jika Anda bertanya apa itu kawat inti fluks , yaitu elektroda berbentuk tabung berongga yang diisi dengan fluks. Sebagian kawat las inti fluks stainless bersifat mandiri dalam pelindungan gas, sehingga menghasilkan gas pelindungnya sendiri. Jenis lain memerlukan gas pelindung eksternal. Pembeli juga sering menemui istilah pencarian yang tidak terstruktur seperti kawat inti fluks , kawat mig inti fluks , atau kawat las inti fluks , tetapi keputusan pembelian sebenarnya bergantung pada jenis pelindung gas, diameter kawat, dan kompatibilitas dengan mesin.
Ujung kontak lebih penting daripada yang disadari banyak pemula. The Fabricator menjelaskan bahwa ujung tersebut memiliki dua fungsi: mengarahkan kawat dan menghantarkan arus pengelasan. Sumber yang sama mencatat bahwa kawat berongga umumnya paling optimal diumpankan menggunakan ujung standar atau sedikit lebih besar, karena ujung yang terlalu ketat dapat meningkatkan gaya umpan, kelengkungan kawat (buckling), dan pembakaran balik (burnback). Sementara itu, ujung yang terlalu longgar dapat membiarkan kawat bergeser (wander) dan membuat busur listrik menjadi kurang stabil.
Kompatibilitas gulungan kawat juga penting. Gunakan jenis gulungan yang dirancang agar dapat dibawa dan diumpankan secara lancar oleh mesin Anda. Gulungan kecil cenderung memberikan bentuk lengkung (cast) pada kawat lebih besar dibandingkan kemasan curah (bulk packages), yang dapat memengaruhi kemudahan kawat melewati ujung kontak dan liner.
Dasar-Dasar Polaritas Rol Pengumpan dan Sistem Pengumpan
Miller mencatat bahwa kawat pengelasan tanpa pelindung gas (self-shielded) kawat inti fluks lebih lembut daripada kawat padat, itulah mengapa rol penggerak bertekstur (knurled) umumnya direkomendasikan. Rol tersebut mencengkeram kawat tanpa meremas dan mendistorsinya sebagaimana mudahnya rol standar melakukannya. Panduan yang sama menegaskan bahwa pengelasan inti fluks tanpa pelindung gas (self-shielded) umumnya menggunakan arus searah dengan elektroda negatif (DC electrode negative), dengan sambungan polaritas yang sering terletak di dekat rol penggerak di dalam mesin. Namun, selalu konfirmasikan polaritas pada label kawat atau diagram mesin, terutama ketika beralih antara pengelasan inti fluks tanpa pelindung gas dan pengelasan inti fluks dengan pelindung gas kawat las inti fluks stainless .
Ketika gulungan kawat (spool), rol, liner, ujung elektroda (tip), dan polaritas semuanya sesuai, mesin mulai beroperasi secara konsisten. Saat itulah busur listrik (arc) itu sendiri menjadi lebih mudah dipahami, karena setiap kali pelatuk ditarik, rangkaian peristiwa yang sama akan terjadi.
Cara Kerja Pengelasan Inti Fluks
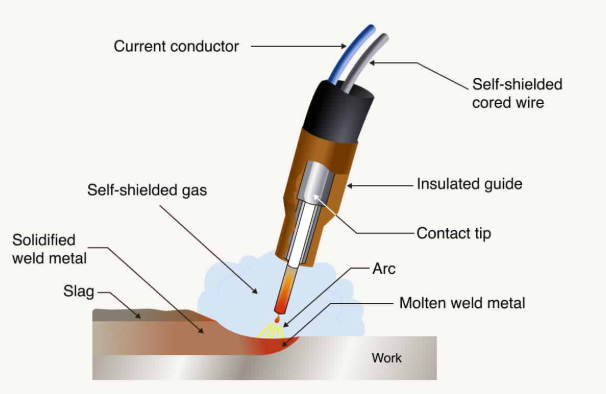
Tarik pelatuk pada mesin pengumpan kawat yang telah dimuat dengan benar dan urutan proses berlangsung sangat cepat. Kawat bergerak melalui pistol las, arus listrik mengalirkannya, dan busur terbentuk antara kawat dan benda kerja. Busur tersebut melelehkan kawat berongga sekaligus logam dasar, sehingga membentuk kolam las. pengelasan busur inti fluks , fluks yang terkandung di dalam kawat bereaksi terhadap panas dan membantu melindungi kolam cair tersebut dari udara sekitar. Itulah alasan mendasar mengapa pengelasan inti fluks sering kali dapat dilakukan tanpa tabung gas terpisah.
Apa yang Terjadi Ketika Busur Dimulai
Sebuah tips sederhana definisi pengelasan FCAW adalah pengelasan busur berumpan kawat yang menggunakan elektroda tubular berisi fluks. Istilah busur inti fluks mengacu pada busur yang terbentuk saat kawat tersebut terus-menerus dikonsumsi. Panduan dari Earlbeck membagi proses menjadi dua versi utama, tetapi tindakan intinya tetap sama pada keduanya: memasukkan kawat, menciptakan busur listrik, melelehkan logam, melindungi kolam lebur, lalu membiarkan lasan mendingin di bawah terak.
Fluks Inti Terlindung Sendiri vs Fluks Inti Terlindung Gas
Perbedaan terbesar terletak pada sumber pelindungnya. FCAW-S (Flux-Cored Arc Welding dengan Pelindung Sendiri) menggunakan fluks di dalam kawat untuk menghasilkan pelindung yang diperlukan di area pengelasan, itulah sebabnya fluks inti tanpa gas populer digunakan di luar ruangan dan dalam kondisi berangin. FCAW-G (Flux-Cored Arc Welding dengan Pelindung Gas), yang sering disebut juga sebagai sistem pelindung ganda, tetap menggunakan kawat berinti fluks namun menambahkan gas pelindung eksternal untuk menghasilkan busur yang lebih halus, percikan yang lebih sedikit, serta hasil lasan yang lebih bersih di lingkungan terkendali. Keduanya tetap termasuk dalam keluarga yang sama, yaitu fluks inti fcaw karena keduanya mengandalkan kawat berinti fluks dan proses dasar yang sama, yaitu proses busur listrik dengan umpan kawat.
| Jenis | Metode Pelindung | Kesesuaian untuk penggunaan di luar ruangan | Kebutuhan pembersihan | Penetrasi khas |
|---|---|---|---|---|
| FCAW-S Pelindung Diri | Fluks dalam kawat menciptakan pelindung | Pilihan kuat untuk pekerjaan di luar ruangan | Lebih banyak percikan dan penghilangan terak | Penetrasi yang baik |
| FCAW-G Berpelindung Gas | Fluks dalam kawat ditambah gas eksternal | Kurang ideal di tempat berangin | Lebih sedikit percikan, tetapi terak tetap perlu dibersihkan | Penetrasi yang baik dengan kendali genangan yang lebih halus |
Mengapa Terak Terbentuk dan Apa Artinya
Terak bukan sekadar sisa puing. Unimig mendefinisikannya sebagai produk sampingan non-logam yang terbentuk ketika fluks cair naik dan mengeras di atas lasan. Lapisan ini membantu melindungi kawat las saat pendinginan, serta dapat membantu lasan mempertahankan bentuknya saat mengalami proses pengerasan. Kompetisi yang muncul adalah kebutuhan pembersihan. Jika terak tidak dihilangkan—terutama di antara lapisan-lapisan las—maka terak tersebut dapat terperangkap di dalam lasan dan menyebabkan cacat.
Pengelas adalah mesinnya. FCAW adalah proses yang dijalankannya.
Rantai peristiwa tersebut menjelaskan mengapa detail penyetelan sangat penting. Jenis kawat, polaritas, dan ukuran ujung kontak tidak hanya memengaruhi proses pengumpanan kawat, tetapi juga mengubah perilaku busur listrik, tampilan kolam las cair, serta tingkat kemudahan dalam menilai kawat las pertama yang Anda hasilkan.
Cara Melakukan Pengelasan Inti Fluks untuk Kawat Las Pertama Anda
Komponen-komponen tersebut hanya penting jika dipasang dalam urutan yang tepat. Bagi siapa pun yang baru pertama kali menggunakan mesin las inti fluks, rutinitas penggunaan awal yang dapat diulang akan menghemat waktu, kawat las, dan mengurangi frustrasi. Jika Anda mengunjungi halaman ini untuk mencari pengelasan inti fluks untuk pemula , atau bahkan melakukan pencarian pengelasan inti fluks untuk pemula , tetap sederhana: pastikan mesin dapat menjalankan kawat inti fluks, pasang kawat dengan benar, gunakan grafik atau buku petunjuk sebagai titik awal, dan uji coba pada bahan sisa sebelum mulai mengerjakan pekerjaan utama. Itulah cara paling aman untuk memulai mengelas dengan mesin las berpemberi kawat .
- Bekerja di area yang kering dan berventilasi baik, serta jauhkan bahan mudah terbakar.
- Kenakan helm pengelasan, kacamata pengaman, sarung tangan, lengan panjang, celana panjang tanpa karet di ujungnya, dan sepatu bot kulit.
- Siapkan alat pemadam kebakaran di dekat lokasi kerja.
- Jangan mengelas logam yang telah dicat atau digalvanis.
- Bersihkan area sambungan dan titik tempat klem tanah akan dipasangkan.
Memasang Kawat Inti Fluks dengan Cara yang Benar
Pengaturan mesin dimulai dari jalur kawat. Panduan dari Miller dan Lowe's menunjukkan mengapa hal ini penting: kawat berinti fluks lebih lunak daripada kawat padat, sehingga rol penggerak yang tepat dan pengaturan tegangan yang cermat membuat proses pemberian kawat menjadi lebih lancar.
- Dengan mesin dalam keadaan mati, pastikan kompatibilitasnya dengan kawat berinti fluks dan periksa buku petunjuk untuk ukuran kawat, ujung kontak, serta komponen nosel yang sesuai.
- Periksa kabel, liner, ujung kontak, dan kawat. Ganti suku cadang yang aus, dan jangan gunakan kawat yang berkarat.
- Pasang rol penggerak yang direkomendasikan. Untuk kawat berinti fluks tanpa pelindung gas (self-shielded), biasanya digunakan rol penggerak bertekstur (knurled).
- Pasang gulungan kawat dan masukkan kawat melalui feeder dan liner, kemudian dorong kawat tersebut melalui torch (pistol las).
- Pasang ujung kontak yang sesuai dan potong kawat hingga mencapai panjang stickout yang direkomendasikan. Lowe's mencantumkan panjang stickout khas untuk kawat berinti fluks sebesar 3/4 inci hingga 1 inci.
- Atur mesin berdasarkan petunjuk dalam buku manual atau tabel pengaturan pengelasan kawat berinti fluks yang tertera pada panel pintu. Gunakan pengaturan tersebut sebagai titik awal, bukan sebagai jawaban akhir.
Memeriksa Polaritas, Grounding, dan Tegangan Pemberian Kawat
Ini adalah tempat banyak pengelasan awal kasar dimulai. Polaritas pengelasan inti fluks harus sesuai dengan kawat yang Anda gunakan. Untuk banyak kawat baja lunak berpelindung-diri, Miller mencatat bahwa polaritasnya adalah DC elektroda negatif, namun selalu verifikasi label kawat dan buku petunjuk mesin Anda sebelum melakukan pengelasan.
Tegangan umpan memerlukan pendekatan yang sama tanpa tebakan. Terlalu tinggi tegangan dapat meratakan kawat. Terlalu rendah dapat menyebabkannya selip dan umpan tidak stabil. Metode praktis dari Hobart Brothers adalah mulai dengan tegangan rol pengumpan yang ringan, masukkan kawat ke telapak tangan sarung tangan las, lalu tingkatkan tegangan hingga selip berhenti dan tambahkan sekitar setengah putaran lagi. Akhiri dengan memasang klem tanah ke logam telanjang yang bersih sedekat mungkin dengan area pengelasan.
Membuat Pengelasan Uji dan Membaca Hasil Las
Jika Anda ingin mengetahui cara mengelas inti fluks tanpa membuang material, buatlah uji lasan pendek pada bahan sisa yang mirip seakurat mungkin dengan pekerjaan yang akan dilakukan. Baik Miller maupun Lowe's merekomendasikan penggunaan pengaturan pada tabel sebagai pedoman awal dan melakukan penyesuaian halus setelah uji lasan. Perhatikan suara busur listrik yang stabil, amati kelancaran umpan kawat, serta periksa bentuk lasan yang mengikuti jalur secara merata tanpa tanda-tanda tembus las (burn-through), macetnya kawat (stubbing), atau percikan berlebihan (excessive spatter).
Lakukan hanya satu penyesuaian dalam satu waktu. Perubahan kecil pada kecepatan umpan kawat, rentang panas, atau jarak ujung torch memberi informasi jauh lebih banyak dibandingkan memutar-mutar tombol secara acak. Tahap awal tersebut tips pengelasan inti fluks sangat penting karena suatu mesin dapat diatur secara benar secara teoretis namun tetap menghasilkan lasan buruk jika kontak klem, tegangan, atau polaritas tidak tepat. Dan begitu busur mulai berperilaku stabil, tantangan bergeser dari tahap penyiapan ke pengendalian dengan tangan—di sinilah teknik memberikan perbedaan nyata yang terlihat.

Teknik Pengelasan Inti Fluks untuk Menghasilkan Lasan yang Lebih Baik
Sebuah mesin dapat dimuat dengan benar namun tetap menghasilkan lasan yang kasar. Dalam pengelasan inti fluks, kendali tangan berperan besar dalam hasil yang terlihat. Perubahan kecil pada panjang elektroda yang menjulur (stickout), sudut perjalanan (travel angle), dan kecepatan pergerakan dapat mengubah latihan yang berantakan menjadi hasil yang kokoh. Paling efektif teknik pengelasan inti fluks tidak bersifat dramatis. Teknik-teknik tersebut merupakan kebiasaan sederhana yang diulang secara konsisten pada setiap jalur las.
Teknik Inti Fluks untuk Pengelasan yang Paling Penting
Miller merekomendasikan teknik menyeret (drag) untuk pengelasan inti fluks, dengan sudut perjalanan normal sekitar 5 hingga 15 derajat dalam kondisi standar. Panduan yang sama mencatat panjang elektroda yang menjulur (stickout) khas sekitar 3/4 inci untuk kawat inti fluks. Bernard menambahkan bahwa jarak terlalu besar antara ujung torch dan benda kerja serta laju umpan kawat yang terlalu lambat dapat menyebabkan burnback, sedangkan masalah umpan kawat juga dapat memadamkan busur lebih awal.
- Jaga konsistensi panjang elektroda yang menjulur (stickout), alih-alih berubah-ubah mendekati atau menjauhi sambungan.
- Seret kolam las (puddle) daripada mendorongnya. Aturan bengkel ini mudah diingat: jika ada terak (slag), maka Anda menyeret.
- Gunakan sudut pistol las yang moderat. Miller mencatat bahwa sudut berlebihan dapat meningkatkan percikan, mengurangi penetrasi, dan menyebabkan ketidakstabilan busur.
- Pertahankan kecepatan pergerakan yang stabil sehingga genangan logam cair tidak mendahului busur dan menjebak terak.
- Bersihkan secara menyeluruh di antara lapisan-lapisan dengan palu pengupas, sikat kawat, atau gerinda.
Dasar-dasar ini berlaku, baik Anda menyebutnya tips pengelasan MIG inti fluks atau sekadar mengelas dengan kawat inti fluks . Gerakan yang halus dan dapat diulang lebih penting daripada berusaha mengelas dengan cepat.
Cara Meningkatkan Pengendalian Percikan, Penetrasi, dan Bentuk Kepingan Las
Bentuk kepingan las umumnya menunjukkan perubahan apa yang terjadi. Bernard mencatat bahwa tegangan berlebihan relatif terhadap pengaturan laju umpan kawat dapat menyebabkan jejak cacing (worm tracking), sedangkan input panas rendah dapat berkontribusi terhadap inklusi terak. Miller juga menekankan bahwa gerakan ringan dari sisi ke sisi serta jeda singkat di kedua sisi dapat membantu mengisi sambungan yang lebih lebar dan menghindari undercut saat diperlukan teknik weaving.
- Terlalu banyak percikan: Periksa sudut pistol yang berlebihan dan pastikan pengaturan Anda sesuai dengan kawat dan bahan.
- Penetrasi dangkal: Verifikasi input panas, hindari menggerakkan pistol lebih cepat daripada genangan las, serta pertahankan busur di tepi belakang genangan.
- Undercut di ujung-ujung las: Jika Anda melakukan gerakan ayun (weave), berhenti sejenak di setiap sisi agar logam las dapat mengisi tepi-tepi tersebut.
- Busur terus terputus: Periksa kemungkinan burnback, birdnesting, masalah liner, atau ketegangan roll penggerak yang tidak memadai sebelum menyalahkan mesin.
Jenis pembacaan berbasis gejala seperti itu yang mengubah latihan acak menjadi teknik pengelasan kawat fluks yang dapat digunakan .
Penyesuaian Sederhana yang Menghasilkan Hasil Las Inti Fluks yang Baik
- Lakukan satu perubahan pada satu waktu. Gunakan diagram mesin sebagai titik awal, lalu lakukan penyesuaian secara bertahap alih-alih memutar tombol secara acak.
- Jika kawat terbakar kembali ke ujung elektroda, periksa terlebih dahulu kecepatan umpan kawat dan jarak torch.
- Jika proses umpan terasa tidak stabil, periksa liner, ujung kontak, dan tekanan roll penggerak.
- Saat melakukan pengelasan multi-pass, sisakan ruang untuk pass berikutnya dan bersihkan seluruh terak sebelum melanjutkan.
Bagus sekali pengelasan inti fluks biasanya berasal dari kebiasaan yang konsisten: panjang stickout yang sama, sudut drag yang sama, kecepatan gerak yang sama, serta pembersihan yang sama. Mengendalikan kawat las inti fluks secara halus membantu menghasilkan bentuk bead yang lebih dapat diprediksi, mengurangi tebakan, serta meningkatkan jumlah pengelasan inti fluks yang baik . Konsistensi tersebut juga memudahkan penilaian proses dalam pekerjaan dunia nyata, karena tidak semua material, lokasi, atau persyaratan hasil akhir sesuai dengan keunggulan metode ini.
Untuk Apa Pengelasan Fluks Digunakan?
Kesesuaian pekerjaan sama pentingnya dengan penyiapan peralatan. Jika Anda bertanya untuk apa pengelasan fluks digunakan atau untuk apa pengelasan inti fluks digunakan , jawaban singkatnya adalah sebagai berikut: pengelasan inti fluks unggul ketika Anda membutuhkan kecepatan pengelasan berbasis kawat, penetrasi yang kuat, serta proses yang tetap berfungsi di luar ruangan. AWS menyoroti FCAW untuk baja struktural, jembatan, pembuatan kapal, pipa, dan perbaikan peralatan berat, sementara Miller menunjukkan bahwa pengelasan inti fluks tanpa pelindung gas (self-shielded) merupakan proses ideal untuk penggunaan di luar ruangan yang lebih toleran terhadap bahan yang agak berkarat atau kotor. Jadi, apakah hasil las inti fluks berkualitas baik ? Ya, asalkan jenis pekerjaan sesuai dengan proses tersebut.
Penggunaan Terbaik untuk Mesin Las Inti Fluks
Bagi banyak pengguna, keuntungan terbesar adalah pengelasan inti fluks tanpa gas kawat pelindung mandiri menghilangkan kebutuhan untuk membawa tabung gas, sehingga pekerjaan perbaikan portabel menjadi lebih sederhana. Proses ini juga dihargai karena laju pengendapan logam yang tinggi dan penetrasi dalam pada bagian-bagian tebal, bukan hanya untuk pekerjaan tack cepat.
- Pengelasan di luar ruangan: Fluks di dalam kawat memberikan perlindungan, sehingga angin menjadi kurang bermasalah dibandingkan proses kawat berbasis gas semata.
- Perbaikan dan fabrikasi tugas berat: AWS mencantumkan baja struktural, jembatan, pembuatan kapal, pipa, serta perbaikan peralatan berat sebagai aplikasi umum FCAW.
- Baja lunak tebal: Proses ini sangat cocok untuk aplikasi yang membutuhkan penetrasi lebih dalam dan laju pengendapan logam yang lebih cepat.
- Permukaan yang tidak sempurna: Miller mencatat bahwa proses ini lebih toleran terhadap bahan yang agak berkarat, kotor, atau terkontaminasi dibandingkan MIG konvensional.
Ketika Inti Fluks Bukan Pilihan Terbaik
Ini bukan jawaban otomatis terbaik untuk setiap proyek. Miller mencatat bahwa pengelasan inti fluks meninggalkan terak yang harus dipahat dan sering kali tampak kurang halus dibandingkan pengelasan MIG, sehingga banyak operator memilih MIG di dalam ruangan ketika pembersihan dan penampilan menjadi pertimbangan utama. Logam tipis juga dapat menjadi lebih sulit dikerjakan lebih cepat, karena risiko burn-through (tembus las) meningkat dan teknik pengelasan harus lebih presisi.
Pola yang sama muncul pada baja tahan karat. Weldguru mencatat bahwa pengelasan baja tahan karat inti fluks tanpa pelindung gas baja tahan karat inti fluks memang memungkinkan untuk pengelasan struktural kecil, tetapi bukan pilihan yang paling bersih secara visual dan kurang cocok untuk pekerjaan yang sensitif terhadap hasil akhir. Pencarian seperti pengelasan inti fluks pada aluminium atau apakah aluminium bisa dilas dengan inti fluks sering kali muncul dari asumsi yang sama bahwa satu jenis kawat las dapat digunakan untuk semua jenis logam. Sumber-sumber di sini justru menunjukkan secara lebih jelas bahwa baja lunak dan beberapa aplikasi baja tahan karat merupakan zona nyaman proses ini.
Cara Memutuskan Berdasarkan Jenis Material, Lokasi Pengelasan, dan Kebutuhan Hasil Akhir
- Ketebalan Bahan: Baja yang lebih berat umumnya lebih cocok untuk FCAW dibandingkan pelat tipis yang sensitif, di mana pengendalian panas kurang toleran.
- Lingkungan kerja: Di luar ruangan atau di lapangan, inti fluks tanpa pelindung gas memiliki keunggulan jelas.
- Toleransi pembersihan: Jika membuang terak dan mengelola percikan terdengar seperti gangguan, proses dalam ruangan yang lebih bersih mungkin lebih sesuai.
- Harapan permukaan akhir: Jika hasil akhir las harus tampak bersih dengan pekerjaan pasca-las seminimal mungkin, inti fluks sering kali bukan pilihan utama.
- Jenis Logam: Sesuaikan kawat dengan bahan yang dilas. Baja tahan karat memerlukan kawat berinti fluks khusus baja tahan karat, bukan asumsi kawat baja lunak.
Kerangka kerja tersebut membuat jawaban menjadi praktis, bukan abstrak. Mesin las inti fluks merupakan pilihan kuat untuk pekerjaan baja di luar ruangan, perbaikan, dan fabrikasi berat. Namun, mesin ini kurang cocok untuk proyek-proyek berbahan tipis yang menekankan penampilan. Dengan sudut pandang tersebut, pertanyaan sebenarnya bukan apakah inti fluks baik atau buruk, melainkan proses mana yang memberikan kompromi paling sedikit untuk bahan yang sedang Anda hadapi.
Inti Fluks vs MIG, Stick, dan TIG
Memilih proses pengelasan menjadi lebih mudah ketika Anda berhenti bertanya proses mana yang paling baik secara umum dan mulai bertanya kebutuhan sebenarnya dari pekerjaan tersebut. Sebagian besar inti fluks dibandingkan MIG keputusan bergantung pada empat hal: lokasi pengelasan, tingkat kehalusan penampilan hasil las (bead), ketebalan baja yang akan dilas, serta seberapa banyak peralatan persiapan yang ingin Anda bawa ke lokasi. Perbandingan umum dari ESAB dan panduan praktis di lapangan dari lini Arccaptain selaras dalam gambaran besar: MIG dan inti fluks keduanya merupakan metode berbasis kawat yang cepat, elektroda berselaput (stick) sangat tangguh untuk penggunaan di luar ruangan, sedangkan TIG menawarkan kontrol paling presisi dan hasil las paling rapi namun memerlukan keterampilan serta waktu paling banyak.
Inti Fluks Dibandingkan MIG untuk Keputusan Pembelian Harian
Bagi banyak pemula, mengelas dengan MIG atau inti fluks terasa seperti memilih antara dua versi dari mesin yang sama. Kesannya ini sebagian benar dan sebagian menyesatkan. Keduanya merupakan metode berbasis kawat, dan banyak mesin bergaya MIG dapat menggunakan kawat berinti fluks. Namun pengelasan MIG dibandingkan FCAW bukan hanya sekadar pertukaran kawat. MIG menggunakan gas pelindung eksternal, yang membantu menghasilkan lasan yang lebih bersih dengan terak lebih sedikit dan pembersihan pasca-las lebih sedikit. Pengelasan busur berinti fluks (FCAW) menggunakan kawat berbentuk tabung yang berisi fluks di dalamnya. Dalam mode mandiri-terlindungi (self-shielded), proses ini sering kali tidak memerlukan tabung gas dan jauh lebih tahan terhadap angin.
Itulah mengapa frasa flux core mig sering muncul dalam hasil pencarian. Orang-orang umumnya merujuk pada pengaturan alat pemberi kawat tipe MIG yang dikonfigurasi untuk FCAW. Demikian pula, pengelasan mig dengan kawat berinti fluks merupakan istilah umum di bengkel, tetapi secara teknis proses tersebut tetap merupakan pengelasan berinti fluks (FCAW), bukan pengelasan MIG standar yang dilindungi gas. Pencarian untuk pengelasan mig tanpa gas biasanya mengarah pada pengaturan mandiri-terlindungi (self-shielded) yang sama.
| Proses | Metode Pelindung | Kinerja Luar Ruangan | Pembersihan | Portabilitas | Kurva Pembelajaran | Kontrol logam tipis | Kecepatan | Penggunaan Tipikal |
|---|---|---|---|---|---|---|---|---|
| Berinti fluks, FCAW mandiri-terlindungi | Fluks pada kawat, tidak memerlukan tabung gas terpisah | Sangat baik dalam kondisi berangin | Menghasilkan lebih banyak asap, percikan, dan terak | Tinggi | Pemula hingga Menengah | Cukup baik untuk logam tipis, lebih kuat pada baja sedang hingga tebal | Cepat | Perbaikan di luar ruangan, baja lebih berat, pekerjaan lapangan |
| MIG, GMAW | Memerlukan gas pelindung eksternal | Buruk dalam kondisi berangin | Hasil lasan lebih bersih, lebih sedikit terak | Sedang | Ramah Pemula | Kontrol yang lebih baik pada material tipis | Cepat | Fabrikasi dalam ruangan, pekerjaan di garasi, lasan yang selesai lebih bersih |
| Stick, SMAW | Batang berlapis fluks menghasilkan pelindung | Sangat baik untuk penggunaan di luar ruangan | Menghasilkan lebih banyak terak dan memerlukan pembersihan lebih lanjut | Tinggi | Ramah pemula hingga tingkat menengah | Kurang ideal untuk pelat tipis | Sedang | Pekerjaan perbaikan, baja kotor atau berkarat, pekerjaan pertanian dan di lokasi |
| TIG, GTAW | Memerlukan gas inert eksternal | Sensitif terhadap angin | Sangat Bersih | Sedang sampai Tinggi | Paling sulit dipelajari | Kontrol terbaik pada logam tipis | Lambat | Pekerjaan presisi, stainless steel, aluminium, serta pengelasan yang kritis dari segi penampilan |
Perbandingan Flux Core dengan Stick dan TIG
The sMAS dibandingkan FCAW perbandingan ini terutama berguna untuk pekerjaan baja di luar ruangan. Keduanya lebih mampu menangani lingkungan kasar dibandingkan MIG atau TIG. Perbedaannya terletak pada cara pemberian bahan las. Metode Stick menggunakan batang konsumsi pendek dan berhenti setiap kali batang habis, sedangkan FCAW memberikan bahan las secara terus-menerus sehingga umumnya lebih cepat dan menjaga kolam las tetap mengalir dengan gangguan yang lebih sedikit. Metode Stick tetap menjadi pilihan kuat ketika permukaan kotor atau kesederhanaan menjadi prioritas utama.
TIG berada di ujung spektrum yang berlawanan. ESAB menggambarkan TIG sebagai proses yang lebih lambat dan lebih sulit dikuasai, namun menghasilkan hasil las yang paling rapi serta memberikan kontrol paling presisi. Jika faktor penampilan, kebersihan, atau ketepatan pada logam tipis lebih penting daripada kecepatan, maka TIG biasanya merupakan pilihan yang lebih baik. Namun, jika pekerjaannya berupa perbaikan baja di luar ruangan atau pengelasan material tebal, maka metode flux core jauh lebih praktis.
Pilih inti fluks untuk pekerjaan baja di luar ruangan yang portabel, MIG untuk fabrikasi dalam ruangan yang lebih bersih, elektroda berselaput (stick) untuk perbaikan kasar, dan TIG untuk presisi dan hasil akhir.
FCAW Berpelindung Diri vs FCAW Berpelindung Gas pada Pandangan Sekilas
Di dalam keluarga FCAW, pilihan berikutnya adalah gaya pelindung. Earlbeck mencatat bahwa FCAW berpelindung diri dirancang khusus untuk pekerjaan lapangan dan kondisi berangin, sedangkan FCAW berpelindung ganda menggabungkan kawat berinti fluks dengan gas eksternal guna menghasilkan lasan yang lebih bersih, pengendalian genangan las yang lebih baik, serta percikan yang lebih sedikit dalam pengaturan fabrikasi dalam ruangan.
| Jenis FCAW | Pendekatan pelindung | Lokasi terbaik | Pembersihan dan penampilan | Paling Tepat |
|---|---|---|---|---|
| FCAW-S Pelindung Diri | Pelindung hanya dihasilkan oleh fluks | Di luar ruangan, pekerjaan lapangan, area berangin | Lebih banyak terak dan percikan, penampilan lebih kasar | Perbaikan portabel dan pekerjaan baja struktural |
| FCAW-G Berpelindung Gas | Kawat berinti fluks plus gas eksternal | Di dalam ruangan atau kondisi bengkel terkendali | Hasil lasan lebih bersih, percikan lebih sedikit, pengendalian genangan las lebih baik | Bengkel fabrikasi dan pekerjaan produksi skala besar |
Perbandingan tersebut mempersempit pilihan dengan cepat, tetapi tidak secara otomatis mencegah masalah. Dua orang tukang las dapat memilih proses yang tepat namun tetap menghasilkan hasil yang sangat berbeda jika polaritas, kecepatan umpan kawat, kecepatan pergerakan, atau bahan habis pakai tidak sesuai. Gejala-gejala tersebut memberikan cerita tersendiri begitu busur mulai berperilaku tidak normal.

Pemecahan Masalah Pengelasan Inti Fluks dan Skala-Up
Sebagian besar peralatan pengelasan busur inti fluks memberi Anda tanda peringatan sebelum lasan benar-benar rusak. Hasil lasan menjadi kasar, kawat tersendat-sendat, terak mulai tersembunyi di dalam sambungan, atau baja tipis terbakar lebih cepat dari yang diperkirakan. Hal ini berguna, karena sebuah unit pengelas inti fluks atau kecil mesin las FCAW biasanya tidak mengalami kegagalan secara acak. Panduan praktis dari Bernard dan Hobart Brothers mengarah kembali pada segelintir penyebab yang sama: parameter di luar kisaran yang direkomendasikan, pengumpanan kawat yang buruk, pembersihan yang kurang memadai antar lapisan, atau teknik yang berubah selama proses pengelasan.
Masalah Umum dan Solusi pada Pengelasan Inti Fluks
| Gejala | Penyebab yang Mungkin | Solusi pertama |
|---|---|---|
| Spatter berlebihan | Pengaturan atau teknik berada di luar kisaran yang direkomendasikan oleh produsen kawat | Kembalikan ke parameter yang direkomendasikan dan stabilkan teknik drag Anda |
| Jejak cacing (worm tracking) | Tegangan terlalu tinggi untuk pengaturan laju umpan kawat dan arus listrik | Turunkan tegangan dalam penyesuaian 0,5 volt hingga masalah teratasi |
| Penetrasi buruk | Masukan panas tidak cukup, kecepatan pergerakan terlalu cepat, atau akses sambungan buruk | Tingkatkan masukan panas dalam kisaran yang direkomendasikan produsen kawat dan perbaiki persiapan sambungan |
| Inklusi slag | Penempatan bead tidak tepat, sudut pergerakan tidak tepat, masukan panas rendah, atau pembersihan antar-lapisan tidak memadai | Bersihkan antar-lapisan, sesuaikan sudut drag, dan sisakan ruang untuk lapisan tambahan |
| Tembus pada material tipis | Masukan panas berlebih | Turunkan rentang tegangan, kurangi kecepatan umpan kawat, dan tingkatkan kecepatan pergerakan |
| Umpan kawat tidak stabil | Birdnesting, rol penggerak yang salah, tegangan terlalu tinggi, atau liner tersumbat atau tidak sesuai | Bersihkan kawat, atur ulang tegangan, gunakan rol alur-V beralur kasar, dan periksa kondisi liner |
| Kesalahan polaritas setelah penggantian kawat | Pengaturan mesin tidak lagi sesuai dengan kawat yang digunakan | Hentikan operasi dan konfirmasi label kawat serta manual mesin sebelum mengubah pengaturan lainnya |
Tanda bahwa masalahnya terkait teknik pengaturan atau komponen habis pakai
Pola penting dalam pengelasan fluks . Jika gangguan muncul tepat setelah Anda memasang gulungan kawat baru, mengganti ujung kontak, atau memasukkan ulang kawat ke torch, periksa terlebih dahulu komponen habis pakai dan bagian sistem pengumpan. Bernard dan Hobart sama-sama mengaitkan birdnesting dengan penggunaan rol penggerak yang tidak sesuai, tegangan rol penggerak berlebihan, sumbatan liner, pemotongan liner yang buruk, atau ukuran liner yang tidak tepat. Burnback biasanya disebabkan oleh kecepatan umpan kawat yang terlalu lambat atau jarak torch terlalu dekat dengan benda kerja. Kedua sumber tersebut juga merekomendasikan jarak antara ujung kontak ke benda kerja sekitar 1¼ inci atau kurang.
- Jika kawat kusut di bagian feeder, curigai sistem penggerak terlebih dahulu sebelum menyalahkan mesin.
- Jika cacat muncul di antara jalur las, curigai pembersihan terak dan penempatan jalur las.
- Jika bentuk jalur las berubah sepanjang satu jalur las, kemungkinan sudut atau kecepatan pergerakan Anda berubah bersamanya.
- Jika Anda melihat jalur las kasar disertai pori-pori yang terlihat, bersihkan kembali logam dasar dan hilangkan karat, minyak, cat, kelembapan, serta kotoran.
Kapan Beralih dari Pengelasan di Bengkel ke Dukungan Produksi
Mesin portabel masih sangat masuk akal untuk pekerjaan perbaikan, pekerjaan baja di luar ruangan, pembuatan prototipe, dan fabrikasi volume rendah. Mesin pengelasan berbasis bengkel berukuran lebih besar pengelasan inti fluks juga sangat cocok untuk pekerjaan pemeliharaan dan struktural. Persamaan berubah ketika setiap komponen harus identik dengan komponen sebelumnya, setiap las harus dapat dilacak, dan laju produksi menjadi sama pentingnya dengan kualitas jalur las. JR Automation menggambarkan penggabungan otomotif sebagai lingkungan yang didorong oleh pengulangan, di mana sistem otomatis mendukung kualitas berbasis data dalam skala besar.
Itulah tempatnya proses pengelasan FCAW berhenti menjadi sekadar keterampilan bengkel dan berubah menjadi keputusan sistem produksi. Untuk komponen sasis yang diproduksi secara berulang atau perakitan volume tinggi lainnya, produsen sering kali beralih dari pengelasan manual atau semi-otomatis pengelasan inti fluks , yang mendukung pengelasan khusus untuk baja, aluminium, dan logam lainnya melalui jalur pengelasan robotik serta sistem mutu bersertifikat IATF 16949. Untuk perbaikan dasar, setup inti fluks biasanya sudah memadai. Untuk produksi berulang, langkah yang lebih cerdas umumnya adalah langkah yang mengurangi variasi sejak awal. Shaoyi Metal Technology salah satu contohnya adalah
Gunakan mesin las inti fluks untuk perbaikan dan fabrikasi. Gunakan otomatisasi atau mitra spesialis ketika pengulangan menjadi tugas utama.
Pertanyaan yang Sering Diajukan Mengenai Mesin Las Inti Fluks
1. Apakah mesin las inti fluks sama dengan FCAW?
Tidak. Mesin las inti fluks adalah mesin atau sistem pengumpan kawat, sedangkan FCAW (flux-cored arc welding) atau pengelasan busur berinti fluks merupakan proses pengelasan itu sendiri. Perbedaan ini penting karena satu mesin mungkin dirancang khusus untuk pengelasan inti fluks, sementara mesin lainnya bisa berupa unit MIG atau multi-proses yang hanya dapat melakukan FCAW setelah kawat, polaritas, dan komponen pengumpan yang sesuai dipasang.
2. Apakah mesin las inti fluks selalu beroperasi tanpa gas?
Tidak selalu. Banyak unit kecil dan portabel yang menggunakan kawat pelindung-diri (self-shielded wire), yang menghasilkan pelindungnya sendiri dan tidak memerlukan tabung gas. Namun, beberapa jenis kawat berinti fluks memerlukan pelindung gas, sehingga kebutuhan akan gas bergantung pada jenis kawat yang dimuat, bukan hanya dari nama mesin las tersebut.
3. Apakah mesin las MIG dapat menggunakan kawat inti fluks?
Sering kali ya, jika mesin kompatibel dengan kawat berinti fluks dan dapat dikonfigurasi dengan benar. Hal ini biasanya berarti memeriksa polaritas, rol penggerak, ukuran ujung kontak, serta jalur kawat sebelum pengelasan. Ketika mesin tipe MIG menggunakan kawat berinti fluks, proses yang dilakukan adalah FCAW, bukan pengelasan MIG standar yang dilindungi gas.
4. Untuk keperluan apa pengelasan berinti fluks paling cocok digunakan, dan apakah pengelasan ini ramah bagi pemula?
Pengelasan berinti fluks sangat berguna untuk perbaikan dan perawatan di luar ruangan serta pekerjaan pada baja berketebalan tinggi, di mana tiupan angin menyulitkan pengelasan yang dilindungi gas. Banyak pemula menyukainya karena kawatnya terus-menerus terumpan dan pengaturannya bisa sederhana bila menggunakan kawat berinti fluks mandiri (self-shielded). Namun, kekurangannya adalah pengguna baru tetap harus mengelola terak, percikan las, serta kontrol tangan yang stabil agar hasilnya bersih.
5. Kapan pengelasan berinti fluks sudah cukup memadai, dan kapan produsen sebaiknya menggunakan dukungan pengelasan otomatis?
Pengelasan inti fluks yang dipegang tangan atau yang berbasis bengkel biasanya sudah cukup untuk pekerjaan perbaikan, pembuatan prototipe, dan fabrikasi dalam volume rendah. Begitu sebuah perusahaan membutuhkan komponen yang dapat diulang, konsistensi yang lebih ketat, serta kualitas yang dapat dilacak dalam produksi skala besar, pengelasan otomatis menjadi pilihan yang lebih tepat. Untuk komponen sasis otomotif, produsen dapat beralih ke mitra khusus seperti Shaoyi Metal Technology, yang menawarkan lini pengelasan robotik dan sistem mutu bersertifikat IATF 16949 guna produksi presisi.