 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Rahasia Perusahaan Spesialis Logam Lembaran Terlas: Dari Baja Mentah Hingga Komponen Jadi

Apa Itu Perusahaan Spesialis Pengelasan Lembaran Logam
Bayangkan Anda membutuhkan braket khusus, sebuah rangka penutup yang rumit, atau komponen struktural yang tidak tersedia di pasaran. Ke mana Anda harus berpaling? Di sinilah perusahaan spesialis pengelasan lembaran logam menjadi sangat berharga. Para pembuat khusus ini mengubah bahan baku logam menjadi komponen yang direkayasa secara presisi sesuai dengan spesifikasi tepat Anda—menjembatani kesenjangan antara konsep desain dan realitas fungsional.
Mendefinisikan Layanan Spesialis Pengelasan Lembaran Logam
Perusahaan spesialis pengelasan lembaran logam berfokus pada pembuatan komponen dan perakitan logam khusus melalui teknik pengelasan lembaran logam oleh ahli digabungkan dengan proses pemotongan, pembentukan, dan penyelesaian akhir. Berbeda dengan fasilitas produksi massal yang memproduksi barang-barang standar, para spesialis ini bekerja berdasarkan file CAD, gambar teknik, atau deskripsi klien untuk memproduksi komponen unik seperti rangka, fitting, pelindung (enclosures), dan perakitan struktural.
Apa yang membedakan perusahaan fabrikasi khusus? Anda akan melihat beberapa perbedaan utama:
- Kemampuan khusus: Setiap proyek mendapatkan perhatian individual, mulai dari interpretasi desain hingga pemeriksaan akhir
- Keahlian Material: Pemahaman mendalam tentang perilaku berbagai jenis paduan logam selama operasi pengelasan lembaran logam, termasuk perhitungan spring-back dan pertimbangan arah butir (grain direction)
- Toleransi presisi: Sementara fabrikasi umum bekerja dalam toleransi ±1/16" hingga ±1/8", bengkel khusus sering kali mampu mencapai toleransi seketat ±0,005" hingga ±0,010"
- Sertifikasi Kualitas: Sistem mutu terdokumentasi yang mendukung industri dirgantara, perangkat medis, otomotif, dan industri lainnya yang diatur secara ketat
Perusahaan-perusahaan ini juga menangani teknik khusus seperti pengelasan lembaran logam dengan inti fluks untuk aplikasi tertentu yang memerlukan penetrasi lebih dalam atau kondisi kerja di luar ruangan di mana gas pelindung tidak praktis.
Mengapa Fabrikasi Presisi Penting dalam Manufaktur
Lalu, mengapa presisi begitu penting? Pertimbangkan hal ini: komponen yang tidak pas secara tepat memerlukan modifikasi di lokasi kerja yang mahal, sehingga meningkatkan biaya tenaga kerja dan memperpanjang jadwal proyek. Variasi dimensi dapat menyebabkan kegagalan produk, klaim garansi, serta kerusakan reputasi. Bagi industri yang membutuhkan toleransi yang sangat tepat, kemampuan fabrikasi lembaran logam dan pengelasan yang tidak memadai berarti keterlambatan yang mahal atau bahkan penolakan langsung terhadap produk.
Layanan pengelasan lembaran logam berkualitas memberikan nilai melalui:
- Penurunan total biaya proyek: Penghapusan pekerjaan ulang dan modifikasi di lokasi kerja
- Peningkatan efisiensi perakitan: Komponen presisi pas sempurna pada pemasangan pertama kali
- Kinerja Produk yang Ditingkatkan: Akurasi dimensi secara langsung memengaruhi keandalan operasional
- Kepatuhan peraturan: Keterlacakan penuh, pengendalian proses statistik, dan dokumentasi inspeksi artikel pertama
Investasi dalam fabrikasi khusus memberikan keuntungan melalui pengurangan waktu perakitan, eliminasi pekerjaan ulang, serta peningkatan kinerja produk. Baik Anda sedang mengembangkan perangkat medis—di mana keselamatan manusia bergantung pada ketepatan dimensi yang presisi—maupun memproduksi rangka elektronik yang memerlukan pelindung EMI yang akurat, bermitra dengan layanan pengelasan logam lembaran berpengalaman memastikan komponen Anda memenuhi standar ketat yang dituntut aplikasi Anda.
Jenis-Jenis Metode Pengelasan dalam Fabrikasi Logam Lembaran
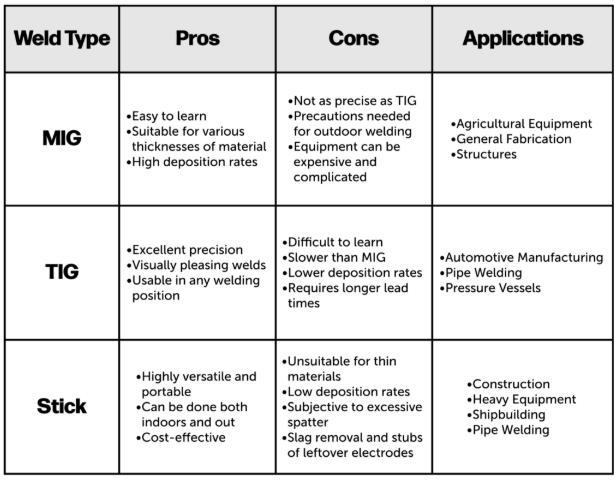
Pernahkah Anda bertanya-tanya mengapa beberapa komponen logam lembaran memiliki sambungan yang hampir tak terlihat, sementara yang lain menampilkan tonjolan las yang mencolok? Jawabannya terletak pada pemilihan metode pengelasan yang tepat untuk setiap aplikasi. Memahami jenis-jenis pengelasan dalam logam lembaran membantu Anda berkomunikasi secara efektif dengan pabrikator serta memastikan proyek Anda mendapatkan teknik penyambungan optimal dari segi kekuatan, tampilan, dan efisiensi biaya.
Pengelasan MIG untuk Efisiensi Produksi
Ketika kecepatan produksi menjadi faktor penentu, pengelasan logam lembaran dengan metode MIG menjadi pilihan utama bagi para pembuat komponen khusus . Pengelasan Gas Logam Inert (MIG)—juga dikenal sebagai Pengelasan Busur Logam dengan Gas (GMAW)—menggunakan elektroda kawat yang terus-menerus diumpankan, yang meleleh ke dalam kolam las sementara gas pelindung inert melindungi area las dari kontaminasi atmosfer.
Apa yang membuat pengelasan logam lembaran dengan mesin las MIG begitu populer? Pertimbangkan keunggulan-keunggulan berikut:
- Waktu pengelasan cepat: Pengumpanan kawat secara terus-menerus memungkinkan tukang las menyelesaikan sambungan dengan cepat tanpa perlu berhenti untuk mengganti elektroda
- Kompatibilitas Material yang Andal: Bekerja sangat baik dengan baja karbon, baja tahan karat, dan aluminium
- Teknik yang lebih mudah: Operator dapat mencapai hasil berkualitas dengan tingkat pelatihan yang lebih rendah dibandingkan metode lain
- Operasi bersih: Jumlah terak dan percikan yang minimal berarti pembersihan pasca-las menjadi lebih sedikit
Pengelasan MIG unggul dalam fabrikasi bodi otomotif, pembuatan peralatan industri, dan perakitan struktural di mana volume produksi membenarkan kecepatan pengelasan yang lebih tinggi. Untuk bahan yang lebih tebal yang memerlukan penetrasi dalam, para pembuat komponen terkadang beralih ke teknik pengelasan lembaran logam berfluks seperti Pengelasan Busur Inti Berfluks (Flux-Cored Arc Welding/FCAW), yang sering kali dapat dilakukan di luar ruangan tanpa gas pelindung eksternal, sehingga sangat serbaguna untuk berbagai lingkungan.
Pengelasan TIG untuk Aplikasi Presisi
Ketika proyek Anda menuntut kualitas las yang luar biasa serta penampilan visual yang sempurna, pengelasan TIG pada lembaran logam memberikan hasil yang tak tertandingi. Pengelasan Gas Tungsten Inert (Tungsten Inert Gas/TIG)—secara teknis dikenal sebagai Pengelasan Busur Tungsten dengan Gas Pelindung (Gas Tungsten Arc Welding/GTAW)—menggunakan elektroda tungsten non-konsumsi untuk menghasilkan busur listrik, sementara operator las secara manual memasok bahan pengisi sesuai kebutuhan.
Mengapa para pembuat komponen merekomendasikan TIG untuk komponen kritis? Proses ini menawarkan:
- Presisi dan kendali yang unggul: Pengelas dapat mengatur secara presisi jumlah panas yang dimasukkan, mencegah tembus bakar pada bahan tipis
- Kualitas lasan luar biasa: Menghasilkan jalur las yang bersih dan menarik secara visual, yang sering kali tidak memerlukan proses penyelesaian tambahan
- Fleksibilitas Material: Dapat mengelas berbagai macam logam, termasuk baja tahan karat, aluminium, titanium, dan paduan eksotis
- Tanpa percikan: Menciptakan area kerja dan komponen yang bersih sempurna
Pengelasan TIG populer untuk peralatan pengolahan makanan di mana kebersihan sangat krusial, saluran bahan bakar dan tangki, sistem knalpot, serta komponen dirgantara. Meskipun pengelasan stick pada lembaran logam tetap menjadi pilihan untuk perbaikan di lapangan dan aplikasi di luar ruangan, presisi pengelasan TIG menjadikannya pilihan utama di lingkungan bengkel terkendali di mana kualitas lebih diutamakan daripada kecepatan.
Pengelasan Titik untuk Operasi Perakitan
Pengelasan titik pada lembaran logam menawarkan pendekatan yang sama sekali berbeda—menggunakan hambatan listrik alih-alih busur listrik untuk menyatukan material. Dua elektroda memberikan tekanan dan arus listrik pada lembaran logam yang tumpang tindih, menghasilkan cukup panas di titik kontak sehingga menyatukan kedua lembaran tersebut.
Metode ini memberikan beberapa keunggulan khas:
- Kecepatan luar biasa: Setiap pengelasan selesai dalam pecahan detik
- Tidak memerlukan bahan pengisi: Mengurangi biaya bahan habis pakai dan menghilangkan kekhawatiran terkait pemilihan bahan pengisi
- Otomatisasi yang mudah: Terintegrasi secara mulus ke dalam lini produksi berbasis robot
- Minimal proses pasca-pengelasan: Hasil lasan hampir tidak memerlukan pembersihan atau penyempurnaan
- Operasi yang lebih aman: Tidak memerlukan nyala api terbuka atau gas pelindung
Las titik mendominasi dalam perakitan bodi otomotif, pembuatan peralatan rumah tangga, dan semua aplikasi yang membutuhkan penggabungan cepat lembaran tipis yang tumpang tindih. Inilah alasan bodi mobil modern dapat dirakit dengan ribuan sambungan yang konsisten dan andal.
Membandingkan Metode Pengelasan untuk Proyek Anda
Memilih teknik pengelasan yang tepat bergantung pada kebutuhan spesifik Anda. Mesin las laser untuk lembaran logam memberikan presisi luar biasa untuk komponen mikro dan bahan yang sensitif terhadap panas, sedangkan metode konvensional cocok untuk berbagai aplikasi yang lebih luas. Berikut perbandingan utama antar metode tersebut:
| Metode | Aplikasi Terbaik | Kisaran Ketebalan Material | Kecepatan |
|---|---|---|---|
| Pengelasan MIG | Bodi otomotif, peralatan industri, perakitan struktural, fabrikasi produksi | gauge 24 hingga 1/2 inci (0,6 mm hingga 12,7 mm) | Cepat—ideal untuk produksi volume tinggi |
| Pengelasan TIG | Komponen aerospace, peralatan pengolahan makanan, sistem bahan bakar, enclosure presisi | gauge 26 hingga 1/4 inci (0,5 mm hingga 6,4 mm) | Lambat—mengutamakan kualitas dibanding kecepatan |
| Pengelasan Titik | Perakitan otomotif, peralatan rumah tangga, pelindung (enclosures), sambungan lembaran tumpang tindih | gauge 28 hingga 1/8 inci (0,4 mm hingga 3,2 mm) | Sangat cepat—beberapa detik per lasan |
| Lasering pengelasan | Perangkat medis, elektronik, instrumen presisi, bahan yang sensitif terhadap panas | gauge 30 hingga 1/8 inci (0,3 mm hingga 3,2 mm) | Sangat cepat dengan distorsi minimal |
| Inti Fluks (FCAW) | Peralatan berat, konstruksi di luar ruangan, komponen struktural tebal | gauge 18 hingga 1 inci (1,2 mm hingga 25,4 mm) | Cepat dengan penetrasi dalam |
Menurut para ahli industri pengelasan , pengelasan laser beroperasi sekitar tiga hingga lima kali lebih cepat dibandingkan metode pengelasan busur konvensional pada material tipis, sambil menghasilkan sambungan yang hampir tak terlihat dengan zona terpengaruh panas yang minimal. Hal ini menjadikannya ideal untuk aplikasi yang membutuhkan kecepatan dan presisi sekaligus.
Inti utamanya? Sesuaikan metode pengelasan Anda dengan prioritas proyek. Membutuhkan produksi cepat untuk perakitan baja? MIG adalah pilihan tepat. Mengharuskan estetika sempurna pada peralatan makanan berbahan stainless steel? TIG adalah jawabannya. Merakit ribuan kotak identik? Pengelasan titik menawarkan efisiensi yang tak tertandingi. Memahami perbedaan-perbedaan ini membantu Anda memilih mitra fabrikasi yang dilengkapi kemampuan tepat untuk aplikasi spesifik Anda.
Material yang Ditangani oleh Spesialis Pengelasan Logam Lembaran
Bahan apa yang harus Anda pilih untuk proyek fabrikasi berikutnya? Jawabannya tergantung pada kebutuhan aplikasi Anda terkait kekuatan, berat, ketahanan korosi, dan anggaran. Sebuah perusahaan spesialis fabrikasi lembaran logam yang ahli dalam pengelasan bekerja dengan beragam bahan—masing-masing menawarkan sifat unik yang menjadikannya ideal untuk penggunaan tertentu. Memahami pilihan-pilihan ini membantu Anda mengambil keputusan yang tepat serta berkomunikasi secara efektif dengan mitra fabrikasi Anda.
Jenis Baja dan Penggunaan Industriannya
Baja tetap tulang punggung fabrikasi lembaran logam , menawarkan rasio kekuatan terhadap biaya yang sangat baik di berbagai aplikasi. Namun, tidak semua baja diciptakan sama. Para fabrikator khusus bekerja dengan beberapa kategori berbeda:
- Baja canai panas: Dibentuk pada suhu tinggi, bahan ini menawarkan fleksibilitas dan kemudahan pengerjaan dengan biaya lebih rendah. Bahan ini ideal untuk komponen struktural, rangka, dan aplikasi di mana hasil akhir permukaan tidak menjadi faktor kritis
- Baja canai dingin: Diproses pada suhu ruang untuk menghasilkan produk yang lebih kuat dan akurat secara dimensi—ideal untuk konstruksi bangunan komersial serta sistem penyimpanan
- Baja Galvanis: Lembaran baja biasa yang dilapisi seng untuk ketahanan terhadap karat, umum digunakan dalam konstruksi, otomotif, telekomunikasi, serta industri angin dan surya
Dalam hal pengelasan lembaran logam galvanis, para pembuat komponen menghadapi tantangan khusus. Apakah lembaran logam galvanis dapat dilas dengan sukses? Tentu saja—namun memerlukan pengetahuan khusus. Lapisan seng dapat mengurangi penetrasi las dan menyebabkan porositas pada sambungan jadi. Biasanya, tukang las yang berpengalaman menghilangkan lapisan seng dari area pengelasan langsung, kemudian melakukan proses galvanisasi ulang setelah pengelasan selesai guna memulihkan perlindungan terhadap korosi
Pengelasan MIG pada lembaran logam galvanis juga menimbulkan pertimbangan keselamatan kesehatan. Menurut para ahli keselamatan fabrikasi logam , seng menguap selama pengelasan, menghasilkan uap seng oksida yang dapat menyebabkan "demam uap logam"—gejala mirip flu seperti mual, sakit kepala, dan menggigil. Selain itu, sejumlah kecil timbal dalam lapisan galvanis dapat menguap, berpotensi menimbulkan masalah kesehatan jangka panjang. Ventilasi yang memadai, respirator, dan pelatihan keselamatan sangat penting dalam operasi pengelasan lembaran logam galvanis.
Aplikasi Aluminium dan Logam Ringan
Ketika bobot menjadi pertimbangan utama, aluminium memberikan kinerja luar biasa. Dengan berat sekitar sepertiga dari baja, aluminium telah menjadi tak tergantikan di berbagai industri. Lembaran logam untuk proyek pengelasan sering kali mencakup aluminium ketika aplikasi menuntut:
- Pengurangan bobot komponen: Sangat krusial dalam aplikasi dirgantara, otomotif, dan transportasi, di mana setiap pon memengaruhi efisiensi bahan bakar
- Ketahanan korosi alami: Aluminium membentuk lapisan oksida pelindung yang melindungi terhadap degradasi lingkungan
- Konduktivitas termal dan listrik yang sangat baik: Membuatnya ideal untuk penukar panas, pelindung elektronik, dan komponen kelistrikan
- Dapat didaur ulang: Aluminium dapat didaur ulang berulang kali tanpa kehilangan sifat-sifatnya, sehingga mendukung tujuan keberlanjutan
Menurut panduan bahan industri, kekuatan tarik aluminium berkisar antara 40 hingga 690+ MPa tergantung pada komposisi paduannya, dengan penambahan paduan secara signifikan meningkatkan karakteristik kekuatannya. Produsen makanan dan minuman mengandalkan aluminium untuk kemasan, sedangkan produsen kendaraan menggunakannya secara luas untuk panel bodi guna mengurangi berat keseluruhan.
Pengelasan aluminium memerlukan teknik yang berbeda dibandingkan baja. Sebagai catatan para tukang las profesional , aluminium memiliki titik lebur yang lebih rendah dan menghantarkan panas dengan cepat, sehingga memerlukan pengendalian yang presisi selama proses pengelasan. Pengelasan TIG umumnya menghasilkan hasil terbaik pada aluminium, meskipun pengelasan MIG bekerja dengan baik untuk bagian yang lebih tebal serta lingkungan produksi.
Baja Tahan Karat untuk Ketahanan Korosi
Ketika aplikasi Anda membutuhkan kekuatan sekaligus ketahanan korosi yang unggul, baja tahan karat menjadi bahan pilihan utama. Kandungan kromiumnya membentuk lapisan oksida yang mampu memperbaiki diri secara alami, sehingga melindungi terhadap karat dan serangan bahan kimia. Perusahaan fabrikasi khusus umumnya bekerja dengan jenis-jenis baja tahan karat berikut:
- Austenitic (seri 300): Jenis paling umum, menawarkan ketahanan korosi dan kemampuan pembentukan yang sangat baik—ideal untuk peralatan pengolahan makanan, perangkat medis, serta aplikasi arsitektural
- Ferritic (seri 400): Bersifat magnetik dengan ketahanan korosi yang baik dan biaya lebih rendah—cocok untuk ornamen otomotif dan peralatan rumah tangga
- Martensitik: Dapat dikeraskan melalui perlakuan panas untuk mencapai kekerasan tinggi—digunakan pada alat pemotong dan instrumen bedah
Baja tahan karat unggul dalam lingkungan di mana kebersihan menjadi prioritas. Dapur komersial, fasilitas farmasi, dan pabrik pengolahan makanan mengandalkan permukaannya yang tidak berpori—yang tahan terhadap pertumbuhan bakteri dan mudah dibersihkan. Material ini juga menawarkan daya tarik estetika berkat penyelesaian permukaannya yang cerah dan modern—menjadikannya populer untuk elemen arsitektur yang terlihat dan peralatan rumah tangga konsumen.
Meskipun baja tahan karat umumnya lebih mahal dibandingkan baja karbon atau aluminium, ketahanannya sering kali memberikan penghematan jangka panjang melalui pemeliharaan yang lebih rendah dan masa pakai yang lebih panjang.
Tembaga dan Logam Khusus
Selain bahan utama, perajin logam khusus juga bekerja dengan tembaga dan logam lainnya untuk aplikasi tertentu:
- Tembaga: Menawarkan konduktivitas listrik dan termal yang luar biasa, sehingga sangat penting untuk kabel, perangkat elektronik, komponen pipa ledeng, serta aplikasi dekoratif. Lembaran tembaga tidak mengandung cukup besi untuk berkarat dan menjadi lebih kuat ketika dipadukan dengan unsur-unsur lain.
- Kuningan dan Perunggu: Paduan tembaga yang memberikan kualitas estetika unik serta ketahanan terhadap korosi untuk perangkat keras kelautan, perlengkapan dekoratif, dan instrumen musik
- Titanium: Rasio kekuatan-terhadap-berat yang luar biasa dengan ketahanan korosi yang sangat baik untuk aplikasi dirgantara, implan medis, dan aplikasi berkinerja tinggi
Setiap material memerlukan parameter pengelasan, bahan pengisi, serta prosedur penanganan yang spesifik. Bekerja sama dengan mitra fabrikasi yang berpengalaman memastikan pemilihan material Anda selaras baik dengan kebutuhan kinerja maupun kelayakan manufaktur—sehingga menjadi fondasi bagi hasil proyek yang sukses di berbagai aplikasi industri

Industri yang Dilayani oleh Produsen Fabrikasi Logam Lembaran Khusus
Siapa sebenarnya yang membutuhkan kemampuan perusahaan khusus fabrikasi lembaran logam terlas? Jawabannya mungkin mengejutkan Anda. Mulai dari kendaraan yang Anda kendarai hingga gedung tempat Anda bekerja, fabrikasi dan pengelasan lembaran logam menyentuh hampir setiap aspek kehidupan modern. Memahami industri mana saja yang mengandalkan layanan ini membantu Anda mengenali keahlian serta peralatan khusus yang dibutuhkan mitra fabrikasi Anda guna memberikan hasil berkualitas untuk aplikasi spesifik Anda.
Komponen otomotif dan transportasi
Industri otomotif merupakan salah satu konsumen terbesar layanan fabrikasi lembaran logam terlas. Menurut ahli Industri , fabrikasi lembaran logam otomotif modern telah berkembang jauh melampaui penekanan (stamping) dan pengelasan sederhana menjadi suatu disiplin berbasis presisi yang melibatkan inovasi ilmu material serta penguasaan simulasi digital.
Komponen apa saja yang dibutuhkan industri ini? Daftarnya sangat luas:
- Komponen Rangka: Rel kerangka, crossmember, dan perakitan subframe yang membentuk tulang punggung struktural kendaraan
- Komponen suspensi: Lengan pengendali (control arms), braket, dan pelat pemasangan yang memerlukan toleransi presisi guna memastikan keselarasan yang tepat
- Perakitan struktural: Pilar A, pilar B, panel rocker, dan pelat lantai yang memberikan perlindungan terhadap benturan
- Panel bodi: Kap mesin, fender, pintu, panel samping, dan atap yang menentukan estetika kendaraan
- Kapsul baterai: Komponen kritis untuk kendaraan listrik yang berfungsi sebagai elemen sasis penahan beban, pusat manajemen termal, dan struktur keselamatan
Menemukan mesin las terbaik untuk lembaran logam bodi otomotif memerlukan pemahaman bahwa aplikasi otomotif menuntut baik kekuatan maupun presisi. Banyak pembuat komponen menggunakan teknik penggabungan hibrida—menggabungkan las titik, las laser, rivet penusuk diri, dan perekat struktural untuk mengakomodasi konstruksi bahan campuran. Saat mempertimbangkan mesin las terbaik untuk proyek lembaran logam otomotif, carilah kemampuan dalam kedua metode: pengelasan tahanan konvensional dan teknik canggih seperti pengelasan laser jarak jauh, yang mencapai kecepatan sekitar lima kali lebih tinggi dibandingkan pengelasan titik konvensional.
Manufaktur Peralatan Industri
Peralatan berat, mesin, dan sistem industri sangat bergantung pada keahlian pengelasan dan fabrikasi lembaran logam. Aplikasi-aplikasi ini sering kali memerlukan integritas struktural yang kokoh dikombinasikan dengan akurasi dimensi yang presisi.
Produsen peralatan industri mengandalkan kontraktor khusus untuk:
- Kapsul dan pelindung mesin: Rumah pelindung yang melindungi operator dari komponen bergerak sekaligus memungkinkan akses untuk perawatan
- Kabinet kontrol dan rumah kelistrikan: Rumah presisi yang memberikan perlindungan terhadap interferensi elektromagnetik (EMI) serta perlindungan lingkungan bagi elektronik sensitif
- Sistem Konveyor: Saluran penurun (chutes), bak penampung (hoppers), dan rangka struktural untuk operasi penanganan material
- Peralatan Pertanian: Komponen alat pertanian, bagian tubuh traktor, dan sistem penyimpanan
- Komponen HVAC: Ductwork, plenum, dan unit penangan udara untuk pengendalian iklim komersial dan industri
- Rangka peralatan medis: Rangka utama (chassis) dan rumah untuk mesin diagnostik kompleks, alat bedah, serta infrastruktur rumah sakit
Menurut sumber-sumber di industri manufaktur, banyak perangkat medis—mulai dari mesin kompleks hingga alat bedah—dibuat dari lembaran logam. Instrumen bedah berbahan logam dapat diproduksi dengan dimensi yang presisi dan dipesan dalam jumlah tertentu, sehingga rumah sakit tidak pernah kekurangan alat-alat kritis.
Aplikasi Arsitektur dan Konstruksi
Industri konstruksi telah mengadopsi lasan lembaran logam sebagai elemen penting baik dalam aplikasi struktural maupun dekoratif. Fabrikasi lembaran logam memberikan kekuatan, ketahanan, serta kemampuan adaptasi yang dibutuhkan oleh arsitektur modern.
Aplikasi konstruksi meliputi:
- Komponen Struktural: Kolom penyangga, rangka modular, saluran pembuangan lantai, kisi-kisi, saluran berflens, dan jalur pejalan kaki industri
- Sistem atap: Panel logam, pelat kedap air (flashing), talang air, serta komponen drainase
- Elemen fasad: Panel dekoratif, pelindung matahari (sunscreen), dan kanopi tahan cuaca
- Fitur Interior: Sistem pagar pengaman (railing), pekerjaan kayu pabrikan (millwork), puncak menara (spire), serta panel dekoratif khusus
- Infrastruktur: Komponen struktural jembatan, rumah peralatan telekomunikasi, dan kotak perlindungan utilitas
Seperti yang dicatat oleh para spesialis konstruksi, arsitek dan desainer menggunakan fabrikasi lembaran logam untuk menambahkan elemen-elemen yang tidak hanya memberikan perlindungan, tetapi juga meningkatkan daya tarik visual. Kemampuan bahan ini untuk dibentuk menjadi bentuk-bentuk kompleks sambil mempertahankan integritas strukturalnya menjadikannya sangat berharga baik untuk aplikasi fungsional maupun estetika.
Industri Tambahan yang Memerlukan Fabrikasi Khusus
Selain sektor-sektor utama ini, pelaku fabrikasi khusus melayani berbagai industri tambahan:
- Aerospace: Komponen pesawat terbang dan pesawat luar angkasa yang memerlukan toleransi ketat serta bahan eksotis seperti titanium dan paduan aluminium khusus
- Elektronik: Rangka (chassis), kabinet, dan panel dengan persyaratan khusus untuk disipasi panas, perisai elektromagnetik, serta estetika
- Pengolahan Makanan: Peralatan stainless steel yang memerlukan las sanitasi dan permukaan yang tahan pertumbuhan bakteri
- Perangkat Rumah Tangga: Casing dan komponen struktural internal untuk kulkas, mesin cuci, pendingin udara, serta peralatan rumah tangga lainnya
- Pembuatan Furnitur: Kaki meja logam, sandaran kursi, dan elemen dekoratif yang menggabungkan ketahanan dengan estetika modern
- Otomatisasi dan robotika: Suku cadang dan komponen tahan lama untuk mesin khusus dan perkakas
Setiap industri memiliki kebutuhan unik—mulai dari ketahanan terhadap korosi yang dibutuhkan dalam aplikasi kelautan hingga standar biokompatibilitas yang diperlukan untuk implan medis. Seorang pembuat khusus yang berkualifikasi memahami beragam tuntutan ini serta mempertahankan sertifikasi, peralatan, dan keahlian guna memenuhi kebutuhan pelanggan yang beragam. Keragaman industri ini juga menjelaskan mengapa memilih mitra fabrikasi yang tepat—yaitu mitra yang memiliki pengalaman di sektor spesifik Anda—begitu penting bagi keberhasilan proyek.
Penjelasan Proses Fabrikasi Khusus
Jadi, Anda telah mengidentifikasi perusahaan spesialis logam lembaran terlas yang memiliki kemampuan tepat untuk proyek Anda. Apa langkah berikutnya? Memahami alur kerja fabrikasi membantu Anda menetapkan ekspektasi yang realistis, menyiapkan dokumentasi yang tepat, serta berkomunikasi secara efektif dengan mitra manufaktur Anda sepanjang proses. Mulai dari permintaan awal hingga pengiriman akhir, berikut hal-hal yang dapat Anda harapkan pada setiap tahapannya.
Tinjauan Desain dan Analisis DFM
Setiap proyek yang sukses dimulai dengan tinjauan desain yang menyeluruh. Ketika Anda mengirimkan file CAD, gambar teknik, atau sketsa konsep Anda, tim teknik pabrikasi akan mengevaluasi desain Anda dari segi kemudahan pembuatan—yang sering disebut sebagai analisis DFM (Design for Manufacturability).
Apa yang diperiksa dalam ulasan ini? Menurut para spesialis logam lembaran presisi, analisis DFM yang tepat mempertimbangkan kemampuan deformasi bahan, kapabilitas mesin, waktu pengerjaan, dan optimalisasi biaya. Namun, berikut adalah rahasia industri: jika Anda menginginkan komponen berkualitas tinggi dengan waktu penyelesaian cepat, memahami DFM saja tidak cukup. Mengirimkan model CAD Anda ke bengkel logam lembaran presisi sedini mungkin memungkinkan keahlian mereka membentuk keputusan desain Anda.
Selama fase ini, Anda dapat mengharapkan mitra fabrikasi Anda untuk menangani:
- Pemilihan bahan: Merekomendasikan bahan optimal berdasarkan kebutuhan aplikasi dan anggaran Anda
- Evaluasi toleransi: Mengidentifikasi dimensi yang mungkin perlu disesuaikan agar proses manufaktur berjalan andal
- Optimalisasi jari-jari tekuk: Memastikan spesifikasi tekuk selaras dengan sifat bahan dan perkakas yang tersedia
- Pertimbangan pengelasan: Memberikan saran mengenai cara mengelas logam lembaran menggunakan las mig atau metode lain yang sesuai untuk perakitan Anda
- Peluang pengurangan biaya: Menyarankan modifikasi desain yang mengurangi kompleksitas manufaktur tanpa mengorbankan fungsi
Pendekatan kolaboratif ini mencegah perintah perubahan mahal dan pekerjaan ulang di tahap selanjutnya. Seperti dicatat oleh para pakar industri, kontraktor fabrikasi lembaran logam Anda memerlukan fleksibilitas tertentu untuk mengambil keputusan terbaik bagi pekerjaan Anda—baik dari segi bahan maupun pendekatan.
Prototipe dan Produksi Sampel
Setelah optimasi desain selesai, sebagian besar proyek memasuki tahap pembuatan prototipe. Tahap kritis ini memungkinkan Anda memvalidasi secara fisik desain Anda sebelum berkomitmen pada volume produksi.
Metode prototipe apa yang digunakan oleh kontraktor fabrikasi khusus? Menurut panduan proses fabrikasi logam, pendekatan umum meliputi:
- Pemesinan CNC: Menawarkan presisi, fleksibilitas, dan waktu penyelesaian cepat—ideal untuk membuat komponen dengan toleransi ketat dan geometri kompleks
- Prototipe logam lembaran: Digunakan untuk casing, panel, dan komponen yang memerlukan operasi pembengkokan dan pembentukan
- Pemotongan laser dengan pembentukan manual: Memberikan kemampuan iterasi cepat untuk validasi konsep awal
Prototipe memiliki berbagai fungsi selain sekadar pemeriksaan kecocokan (fit-checking). Prototipe memungkinkan pengujian fungsional, membantu mengidentifikasi metode terbaik untuk mengelas perakitan lembaran logam, serta mengungkap potensi masalah sebelum masalah tersebut berkembang menjadi kendala produksi yang mahal. Banyak pelanggan melakukan dua atau tiga kali revisi prototipe sebelum menyetujui produksi—dan investasi ini umumnya memberikan pengembalian nilai berkali-kali lipat melalui pencegahan kegagalan di lapangan.
Produksi dan Perakitan
Dengan prototipe yang telah disetujui di tangan, proses produksi dimulai. Urutan manufaktur umumnya mengikuti alur berikut:
- Pengadaan Material: Pemesanan bahan spesifik beserta sertifikasi dan laporan uji pabrik (mill test reports) yang diperlukan
- Operasi Pemotongan: Pemotongan laser, pemotongan waterjet, atau pemotongan (shearing) lembaran mentah menjadi blank komponen
- Operasi Pembentukan: Pembengkokan dengan CNC press brake, stamping, atau roll forming untuk menciptakan bentuk tiga dimensi
- Pengelasan dan penyambungan: Penerapan teknik pengelasan dan pemotongan lembaran logam yang sesuai berdasarkan kebutuhan material dan aplikasi
- Penyelesaian Permukaan: Pengamplasan, pemolesan, penembakan pasir (blasting), atau pelapisan bubuk (powder coating) guna mencapai penampilan dan perlindungan yang ditentukan
- Perakitan: Memasang perangkat keras, pengencang, dan mengintegrasikan sub-komponen ke dalam rakitan lengkap
Selama proses produksi, Anda dapat mengharapkan komunikasi rutin dari mitra fabrikasi Anda. Perusahaan fabrikasi berkualitas memberikan pembaruan status pada titik-titik penting dan segera memberi tahu Anda jika muncul masalah apa pun yang berpotensi memengaruhi jadwal pengiriman atau spesifikasi.
Kontrol Kualitas dan Sertifikasi
Sebelum pengiriman suku cadang apa pun, pengendalian kualitas menyeluruh memastikan bahwa suku cadang tersebut memenuhi spesifikasi Anda. Menurut para pakar manajemen mutu , penjaminan kualitas yang efektif mencakup pemeriksaan menyeluruh terhadap bahan baku, pemantauan proses produksi, verifikasi dimensi, serta pengujian pasca-fabrikasi.
Metode inspeksi apa yang harus Anda harapkan?
- Pemeriksaan Visual: Memeriksa lasan, permukaan, dan keseluruhan kualitas pengerjaan untuk mendeteksi cacat
- Verifikasi dimensi: Menggunakan jangka sorong, mikrometer, mesin CMM, dan pin ukur untuk memverifikasi dimensi kritis
- Inspeksi Artikel Pertama: Dokumentasi menyeluruh terhadap suku cadang produksi awal sesuai seluruh persyaratan gambar
- Pengujian Fungsional: Memverifikasi bahwa rakitan berfungsi sebagaimana mestinya dalam kondisi penggunaan aktual
- Pengujian Non-Destructive: Metode seperti penetrasi pewarna atau inspeksi ultrasonik untuk verifikasi integritas las kritis
Untuk industri yang diatur secara ketat, kontraktor fabrikasi Anda harus menyediakan paket dokumentasi lengkap, termasuk sertifikat bahan, laporan inspeksi, dan sertifikat kesesuaian. Bekerja sama dengan kontraktor fabrikasi berpengalaman yang memahami cara melakukan pengelasan MIG pada lembaran logam sesuai standar yang berlaku memastikan komponen Anda memenuhi standar industri sejak awal.
Ekspektasi Jadwal dan Komunikasi
Berapa lama proses ini diperkirakan akan berlangsung? Jadwal bervariasi secara signifikan tergantung pada tingkat kompleksitas proyek, namun berikut adalah kerangka umumnya:
| Tahap Proyek | Durasi Tipikal | Pengiriman Utama |
|---|---|---|
| Penawaran Harga | 24-72 jam | Rincian perincian biaya dan perkiraan waktu pengerjaan |
| Ulasan DFM | 2–5 hari kerja | Masukan teknis dari tim rekayasa serta saran optimalisasi desain |
| Pembuatan Prototipe | 5-15 hari kerja | Sampel fisik untuk validasi dan pengujian |
| Produksi | 2–6 minggu | Komponen jadi yang memenuhi seluruh spesifikasi |
| Inspeksi akhir | 1-3 hari kerja | Dokumentasi kualitas dan persiapan pengiriman |
Preferensi komunikasi harus ditetapkan sejak awal. Pengelasan terbaik untuk proyek lembaran logam berasal dari kemitraan di mana kedua pihak menjaga dialog terbuka sepanjang proses. Harapkan kontraktor fabrikasi Anda berkomunikasi secara proaktif mengenai ketersediaan bahan, kemajuan produksi, dan klarifikasi desain yang diperlukan.
Memahami alur kerja ini memungkinkan Anda menyediakan informasi yang tepat sejak awal, mengantisipasi titik-titik keputusan, serta merencanakan jadwal Anda sendiri secara proporsional. Namun, peralatan dan teknik apa sebenarnya yang memungkinkan pengelasan lembaran logam berkualitas tinggi? Itulah bidang keahlian utama kontraktor fabrikasi khusus—dan memahami kapabilitas mereka membantu Anda mengevaluasi calon mitra manufaktur.

Peralatan dan Teknik untuk Pengelasan Lembaran Logam Berkualitas
Anda telah memilih mitra fabrikasi Anda dan memahami prosesnya—tetapi apa sebenarnya yang membedakan antara lasan biasa-biasa saja dengan lasan yang berkinerja sempurna selama bertahun-tahun? Jawabannya terletak pada pemilihan peralatan yang tepat dan penguasaan teknik. Baik Anda sedang mengevaluasi kontraktor khusus las lembaran logam maupun mendirikan bengkel sendiri, memahami dasar-dasar ini akan membantu Anda mengenali pengerjaan berkualitas tinggi serta menyampaikan harapan Anda secara efektif.
Memilih Mesin Las yang Tepat untuk Bahan Anda
Memilih mesin las terbaik untuk lembaran logam bergantung pada beberapa faktor: jenis bahan, ketebalan, volume produksi, dan kualitas las yang dibutuhkan. Berikut adalah pertimbangan para ahli fabrikasi berpengalaman saat mencocokkan peralatan dengan aplikasi tertentu:
- Untuk baja karbon tipis (gauge 24 dan di bawahnya): Mesin las MIG untuk lembaran logam dengan pengaturan tegangan dan kecepatan kawat yang dapat disesuaikan memberikan kendali yang diperlukan guna mencegah tembus las (burn-through). Cari mesin yang menawarkan penyalaan busur yang halus dan umpan kawat yang konsisten
- Untuk baja tahan karat: Mesin las TIG memberikan presisi dan pengendalian panas yang diperlukan untuk hasil lasan bersih dan tahan korosi tanpa mengorbankan sifat-sifat bahan
- Untuk aluminium: Peralatan MIG khusus dengan spool gun atau sistem push-pull, atau mesin las TIG AC yang dirancang khusus untuk karakteristik unik aluminium
- Untuk produksi bervolume tinggi: Sistem otomatis atau semi-otomatis yang mempertahankan parameter konsisten pada ribuan titik las
Pemilihan ukuran kawat secara signifikan memengaruhi kualitas las pada lembaran logam. Menurut pedoman pengelasan Miller Electric, diameter kawat harus disesuaikan dengan rentang arus (ampere) yang digunakan:
- kawat 0,023 inci: 30–130 ampere—ideal untuk bahan tipis
- kawat 0,030 inci: 40–145 ampere—serbaguna untuk ketebalan ringan hingga sedang
- kawat 0,035 inci: 50–180 amp—cocok untuk pekerjaan ketebalan sedang
- kawat berdiameter 0,045 inci: 75–250 amp—cocok untuk bahan yang lebih tebal
Saat menggunakan batang las logam lembaran untuk aplikasi TIG, bahan pengisi biasanya harus sesuai dengan komposisi logam dasar. Untuk aplikasi kritis, konsultasikan rekomendasi pemasok bahan Anda guna memastikan kesesuaian metalurgis.
Pemilihan Gas untuk Hasil Optimal
Gas pelindung sangat memengaruhi kualitas las, penetrasi, dan penampilan hasil akhir. Menentukan gas terbaik untuk pengelasan logam lembaran dengan metode MIG memerlukan pemahaman tentang kinerja berbagai campuran gas pada berbagai jenis bahan.
Menurut panduan gas pelindung industri , berikut ini yang paling direkomendasikan:
| Bahan | Ketebalan | Gas yang Direkomendasikan | Keunggulan |
|---|---|---|---|
| Baja karbon | Hingga pelat nomor 14 | 92% Argon / 8% CO2 | Penetrasi pembakaran yang baik dan pengendalian distorsi |
| Baja karbon | gauge 14 – 1/8 inci | 75% Argon / 25% CO2 | Kecepatan pengelasan tinggi, distorsi dan percikan minimal |
| Baja tahan karat | Semua ukuran gauge | 92% Argon / 8% CO2 | Pengendalian yang baik di area di mana ketahanan terhadap korosi tidak kritis |
| Aluminium | Hingga 3/8 inci | 100% Argon | Transfer logam terbaik, stabilitas busur, percikan minimal |
Mengapa pemilihan gas terbaik untuk mengelas lembaran logam begitu penting? Campuran gas yang salah dapat menyebabkan percikan berlebihan, penetrasi buruk, atau porositas yang melemahkan sambungan. CO2 murni memberikan penetrasi dalam namun menghasilkan lebih banyak percikan—yang dapat diterima untuk pekerjaan struktural yang tersembunyi dari pandangan, tetapi bermasalah untuk komponen yang terlihat yang memerlukan hasil akhir bersih.
Mencegah kertas melengkung dan berubah bentuk
Distorsi mewakili salah satu tantangan paling menjengkelkan dalam pengelasan lembaran logam. Memahami penyebab terjadinya membantu Anda mencegahnya. Menurut spesialis fabrikasi lembaran logam, beberapa faktor berkontribusi terhadap distorsi:
- Sifat bahan: Konduktivitas termal, koefisien ekspansi termal, dan kekuatan luluh semuanya memengaruhi cara logam bereaksi terhadap panas pengelasan
- Masukan panas: Pemanasan dan pendinginan yang cepat atau tidak merata menimbulkan tegangan termal yang menarik material sehingga berubah bentuk
- Gaya mekanis: Penjepitan yang tidak tepat atau penopangan yang tidak memadai memungkinkan material bergerak selama proses pengelasan
Teknik manajemen panas yang efektif meliputi:
- Pengelasan jahit (stitch welding): Membuat lasan pendek dengan jeda pendinginan di antara tiap jalur las, bukan menggunakan lasan kontinu
- Pengelasan mundur (back-stepping): Mengelas dalam segmen-segmen yang bergerak berlawanan arah dengan arah keseluruhan jalur las
- Pengelasan seimbang: Mengalas secara bergantian pada sisi-sisi simetris untuk menyeimbangkan tegangan termal
- Heat Sinks: Menggunakan batang penyangga tembaga atau aluminium untuk menyalurkan panas dari bahan tipis
- Arus yang dikontrol: Menggunakan input panas minimum yang diperlukan untuk penetrasi yang memadai
Seperti tercantum dalam panduan parameter pengelasan, bergerak terlalu lambat mengakibatkan penambahan panas berlebih, sehingga menghasilkan kampuh las yang terlalu lebar dan penetrasi buruk—pada bahan tipis, hal ini juga menyebabkan tembus las (burn-through). Menemukan kecepatan pergerakan yang tepat menyeimbangkan antara penetrasi dan pengelolaan panas.
Klem dan Perlengkapan Penting
Klem dan perlengkapan pengelasan lembaran logam berkualitas membuat perbedaan antara berjuang melawan benda kerja dan sepenuhnya mengendalikannya. Pemasangan perlengkapan yang tepat berfungsi untuk beberapa tujuan:
- Menjaga keselarasan: Menjaga komponen tetap pada posisi yang benar sepanjang proses pengelasan
- Menahan distorsi: Mengimbangi tegangan termal yang jika tidak dikendalikan akan menarik bagian-bagian hingga keluar dari bentuk semula
- Meningkatkan konsistensi: Memastikan hasil yang dapat diulang di seluruh proses produksi
- Meningkatkan Keamanan: Mencegah pergerakan benda kerja yang berpotensi menyebabkan cedera atau cacat las
Penjepit las yang direkomendasikan untuk lembaran logam, dikelompokkan berdasarkan aplikasi:
- Untuk penentuan posisi umum: Penjepit-C pengunci dengan bantalan berputar yang menyesuaikan diri dengan permukaan tidak rata
- Untuk pengelasan tepi: Penjepit tipe Kantoor yang mencengkeram sepanjang tepi lembaran tanpa menghalangi akses pengelasan
- Untuk sambungan ujung-ke-ujung: Persegi magnetik dan penjepit sudut yang menjaga keselarasan presisi
- Untuk pekerjaan panel: Intergrip atau klem panel yang dirancang khusus untuk bodi otomotif dan aplikasi serupa
- Untuk Produksi Massal: Fixture khusus dengan klem tuas yang memungkinkan pemuatan dan pembongkaran cepat
Sesuai praktik terbaik dalam fabrikasi, pastikan komponen lembaran logam dijepit atau difixture secara aman selama proses pengerjaan—hal ini menstabilkan bahan dan mencegah pergerakan atau distorsi akibat gaya pengelasan. Gunakan klem, jig, atau fixture yang sesuai untuk memastikan distribusi tekanan yang merata.
Sistem pendukung juga memiliki tingkat kepentingan yang sama. Terapkan dukungan yang efektif untuk meminimalkan deformasi—misalnya dengan menggunakan blok penopang, backgauge, atau mandrel selama operasi pembengkokan atau pembentukan yang dilakukan sebelum pengelasan. Dukungan yang tepat mendistribusikan gaya dan mengurangi kemungkinan terjadinya distorsi bahkan sebelum pengelasan dimulai.
Memahami dasar-dasar peralatan dan teknik ini memberi Anda kosa kata untuk membahas harapan kualitas dengan para pembuat komponen. Namun, apa yang terjadi ketika segalanya tidak berjalan sempurna? Bahkan tukang las berpengalaman pun menghadapi tantangan—mengetahui cara para profesional mengatasi masalah umum membantu Anda mengenali mitra yang kompeten serta solusi yang realistis.
Mengatasi Tantangan Umum dalam Pengelasan Logam Lembaran
Bahkan tukang las paling ahli sekalipun menghadapi masalah saat bekerja dengan bahan tipis. Lubang tembus (burn-through), distorsi (warping), dan cacat yang tidak estetis dapat menggagalkan proyek serta menimbulkan frustrasi bagi pembuat komponen maupun pelanggan. Memahami cara para profesional mengatasi tantangan-tantangan ini membantu Anda mengenali pengerjaan berkualitas tinggi dan menetapkan harapan yang realistis saat bermitra dengan perusahaan spesialis pengelasan logam lembaran. Mari kita bahas masalah-masalah paling umum beserta solusi terbukti untuk masing-masingnya.
Mengelola Masukan Panas pada Bahan Tipis
Mengapa mengelas logam lembaran tipis menimbulkan begitu banyak masalah? Jawabannya terletak pada prinsip fisika. Bahan tipis—biasanya setebal 1/8 inci atau kurang—menyerap panas dengan cepat, tetapi memiliki massa yang sangat kecil untuk menghantarkan panas tersebut. Hal ini menciptakan jendela sempit antara tercapainya fusi yang memadai dan meleburnya benda kerja secara keseluruhan.
Menurut panduan profesional untuk pengelasan , cara terbaik mengelas logam lembaran tipis melibatkan beberapa strategi kunci:
- Pengaturan arus lebih rendah: Sebagian besar pengelasan TIG pada logam tipis dilakukan pada arus 50 ampere atau kurang, dengan beberapa aplikasi memerlukan arus serendah 5–10 ampere
- Kecepatan pergerakan lebih tinggi: Bergerak terlalu lambat memungkinkan akumulasi panas, sehingga meningkatkan risiko tembus bakar secara signifikan
- Komponen habis pakai berukuran lebih kecil: Menggunakan kawat berdiameter 0,023 hingga 0,030 inci untuk pengelasan MIG mengurangi input panas dibandingkan kawat berdiameter lebih besar
- Mode pengelasan berdenyut: Beralih secara bergantian antara pulsa arus tinggi dan rendah memungkinkan kolam las mendingin sedikit di antara puncak-puncaknya
Bagaimana dengan pengelasan busur khusus untuk logam lembaran tipis? Teknik ini memerlukan kendali busur yang sangat presisi. Mulailah busur pada material yang lebih tebal bila memungkinkan, lalu segera pindahkan ke bagian yang lebih tipis. Pendekatan ini membantu Anda menstabilkan busur tanpa langsung memanaskan area-area yang rentan.
Pengelasan intermiten memberikan solusi efektif lainnya. Alih-alih membuat jalur las kontinu, tukang las terampil membuat jahitan-jahitan pendek dengan periode pendinginan di antara tiap lintasan. Hal ini mencegah akumulasi panas di area terkonsentrasi sekaligus tetap mencapai penetrasi sambungan secara menyeluruh.
Mengatasi Distorsi Setelah Pengelasan
Lalu, apa yang terjadi jika distorsi tetap terjadi meskipun upaya pencegahan terbaik telah dilakukan? Jangan panik—para fabrikator profesional telah mengembangkan metode andal untuk memperbaiki logam lembaran yang mengalami distorsi akibat operasi pengelasan.
Pertama, pahami mengapa terjadi distorsi. Saat Anda melakukan pengelasan, area yang dipanaskan mengembang sementara logam dingin di sekitarnya menahan ekspansi tersebut. Ketika lasan mendingin dan menyusut, ia menarik material di sekitarnya, sehingga menimbulkan distorsi. Semakin tipis materialnya, semakin nyata efek ini.
Teknik koreksi meliputi:
- Pelurusan mekanis: Menggunakan palu, dolly, dan alat planishing untuk secara hati-hati membentuk kembali logam ke bentuk semula
- Pengecilan dengan panas: Menerapkan panas secara strategis pada area yang meregang menyebabkan kontraksi terkendali yang menetralisir distorsi
- Menghilangkan Stres: Siklus pemanasan terkendali dan pendinginan lambat dapat merelaksasi tegangan internal yang menyebabkan distorsi
- Planishing: Pekerjaan palu ringan yang meregangkan logam pada area tertentu untuk menetralisir penyusutan akibat pengelasan
Pencegahan tetap lebih mudah daripada perbaikan. Menurut para spesialis pengelasan, penerapan heat sink seperti batang aluminium atau tembaga yang dijepit di dekat area las membantu menghilangkan panas secara cepat. Untuk benda kerja berukuran besar, pelat pendingin berpendingin air memberikan manajemen termal yang bahkan lebih efektif.
Wawasan utamanya? Pantau suhu sepanjang proses pengelasan. Gunakan krayon penunjuk suhu atau termometer inframerah untuk melacak suhu antar-lapisan (interpass temperature). Mempertahankan suhu antar-lapisan yang lebih rendah pada material tipis mencegah akumulasi panas yang menyebabkan distorsi parah.
Mengisi Lubang dan Memperbaiki Kekurangan
Baik Anda menutup lubang pemasangan yang sudah usang maupun memperbaiki kebocoran akibat terbakar tembus secara tidak sengaja, mengelas lubang pada lembaran logam memerlukan teknik khusus yang berbeda dari pengelasan sambungan standar.
Untuk lubang kecil berdiameter kurang dari 1/4 inci, panduan perbaikan bodi profesional disarankan menggunakan batang penyangga tembaga. Jepit tembaga di belakang lubang—tembaga ini menyerap panas dari lasan dan menyediakan permukaan tempat Anda dapat membangun lasan. Kawat MIG tidak akan menempel pada tembaga, sehingga menghasilkan permukaan dalam yang bersih alih-alih gumpalan jelek yang menonjol ke sisi belakang.
Untuk lubang berukuran lebih besar, Anda memerlukan cakram tambalan atau pelat pengisi yang dipotong khusus:
- Ukur ukuran tambalan dengan tepat: Potong tambalan sedikit lebih kecil daripada lubang untuk memungkinkan fusi sempurna di sepanjang keliling
- Posisikan Secara Strategis: Memasang tambalan sedikit terbenam memungkinkan Anda menggerinda lasan rata tanpa menciptakan area yang menonjol
- Lakukan penjepitan awal terlebih dahulu: Letakkan titik penjepitan awal di dua titik berseberangan (berjarak 180 derajat) untuk menahan posisi tambalan
- Lakukan pengelasan jahit di sepanjang keliling: Selesaikan pengelasan dengan jahitan pendek yang diaplikasikan secara bergantian di sekeliling tambalan guna mendistribusikan panas secara merata
Untuk mengelas lubang pada lembaran logam secara sukses, teknik yang tepat lebih penting daripada peralatan mahal. Mulailah busur las Anda pada bahan tambalan yang lebih tebal, lalu tarik cepat ke logam dasar yang lebih tipis. Pendekatan ini mengontrol panas pada material yang lebih rentan. Perhatikan cincin panas berwarna biru khas pada logam dasar—semakin kecil cincin ini, semakin sedikit distorsi (warping) yang akan Anda alami.
Kebocoran las (burn-through) selama perbaikan lubang justru memberikan pelajaran berharga. Seperti yang dicatat para pembuat bodi berpengalaman, kebocoran las memaksa Anda mengembangkan keterampilan pemulihan dan mengungkap masalah tersembunyi, seperti material yang melemah akibat karat sehingga tidak dapat dilas dengan baik sejak awal.
Setelah menyelesaikan perbaikan, amplas hasil las secara hati-hati menggunakan flap disc, bukan roda gerinda yang agresif. Flap disc menghilangkan material secara lebih bertahap dan menghasilkan panas lebih sedikit—faktor krusial untuk menjaga integritas perbaikan Anda. Tujuannya? Permukaan yang halus yang hanya memerlukan sedikit dempul bodi atau pekerjaan finishing.
Keterampilan pemecahan masalah ini membedakan pekerjaan amatir dari hasil profesional. Namun, mengetahui cara menyelesaikan masalah hanyalah salah satu faktor dalam memilih mitra fabrikasi. Memahami sertifikasi, kemampuan, serta standar layanan apa yang harus dicari memastikan proyek Anda mendapatkan keahlian yang layak diperoleh.

Memilih Mitra Pembuatan Logam Lembaran yang Tepat
Anda telah mempelajari metode pengelasan, bahan, dan teknik pemecahan masalah—tetapi bagaimana cara menemukan mitra fabrikasi yang benar-benar mampu memenuhi persyaratan proyek Anda? Memilih tukang las logam lembaran yang tepat bukan sekadar mencari orang yang memiliki peralatan. Melainkan mengidentifikasi mitra yang memiliki sertifikasi, kemampuan, serta komitmen terhadap kualitas yang dituntut oleh aplikasi Anda. Mari kita bahas kriteria evaluasi kritis yang membedakan para pembuat fabrikasi luar biasa dari yang biasa saja.
Sertifikasi dan Standar Kualitas yang Harus Dicari
Apakah Anda mampu mengelas lembaran logam sesuai standar ketat tanpa sistem kualitas yang terdokumentasi? Secara teknis memang bisa—namun membuktikannya kepada pelanggan, auditor, dan regulator menjadi hampir mustahil. Sertifikasi memberikan bukti objektif bahwa seorang fabricator menerapkan proses, pelatihan, dan pengendalian kualitas yang diperlukan guna mencapai hasil yang konsisten.
Berikut adalah sertifikasi utama yang perlu dievaluasi:
- ISO 9001:2015: Standar manajemen kualitas dasar yang menetapkan proses sistematis untuk menjamin kualitas produk yang konsisten—wajib dimiliki setiap fabricator profesional
- IATF 16949:2016: Sangat penting untuk aplikasi otomotif, sertifikasi ini menyelaraskan persyaratan kualitas di seluruh rantai pasok otomotif global. Menurut para pakar industri di Master Products, IATF 16949 berfokus pada pencegahan cacat dan variasi produksi, sekaligus meminimalkan limbah dan bahan rusak
- Kode Pengelasan Lembaran Logam AWS D9.1: Kode pengelasan logam lembaran AWS menetapkan persyaratan minimum bagi tukang las yang melakukan fabrikasi logam lembaran—memastikan personel telah menunjukkan kompetensi dalam keahlian mereka
- Kode Pengelasan Struktural AWS D1.2 – Aluminium: Mencakup bahan dan desain, fabrikasi, inspeksi, serta kualifikasi untuk aplikasi pengelasan aluminium
- AS9100: Wajib diterapkan pada aplikasi kedirgantaraan di mana kegagalan sama sekali tidak dapat diterima
Mengapa sertifikasi IATF 16949 begitu penting bagi pekerjaan otomotif? Standar ini menuntut peningkatan perhatian terhadap kebutuhan, harapan, dan persyaratan produksi spesifik pelanggan. Seperti yang dicatat oleh produsen bersertifikat, sertifikasi IATF meneguhkan status sebagai "pemasok pilihan" di antara para produsen otomotif terkemuka, sehingga menciptakan rantai pasok yang lebih kuat dan andal.
Misalnya, Shaoyi (Ningbo) Teknologi Logam mempertahankan sertifikasi IATF 16949 untuk operasi stamping otomotif dan perakitan presisi mereka—menunjukkan infrastruktur kualitas yang diperlukan dalam produksi komponen sasis, suspensi, dan struktural. Tingkat sertifikasi ini menunjukkan bahwa produsen tersebut secara serius memperhatikan persyaratan kualitas otomotif.
Mengevaluasi Kemampuan Produksi
Sertifikasi memverifikasi sistem kualitas, namun Anda juga perlu menilai apakah kontraktor fabrikasi memiliki peralatan dan keahlian yang tepat untuk proyek spesifik Anda. Pemilih las logam lembaran terbaik untuk aplikasi Anda bergantung pada kesesuaian kapabilitas dengan kebutuhan.
Faktor kapabilitas utama yang perlu dievaluasi:
- Jenis Peralatan: Apakah fasilitas tersebut memiliki peralatan pemotongan, pembentukan, dan pengelasan yang dibutuhkan proyek Anda? Cari tahu apakah tersedia laser CNC, mesin press brake, serta beberapa stasiun pengelasan
- Keahlian Material: Apakah mereka telah berhasil bekerja dengan bahan yang Anda tentukan? Mintalah contoh proyek serupa
- Kapasitas dan Kemampuan Skalabilitas: Apakah mereka mampu memenuhi kebutuhan volume Anda—baik saat ini maupun pertumbuhan yang diprediksi di masa depan?
- Tingkat otomasi: Untuk produksi dalam volume tinggi, pengelasan otomatis atau berbasis robot menjamin konsistensi pada ribuan komponen
- Operasi Sekunder: Apakah fasilitas ini menyediakan layanan finishing, perakitan, dan pemasangan perlengkapan guna mengurangi kompleksitas rantai pasok Anda?
Menurut panduan industri fabrikasi, penyedia kelas atas berinvestasi pada pusat mesin CNC terkini, stasiun pengelasan, alat pemotong, serta peralatan fabrikasi mutakhir. Perhatikan kondisi perawatan fasilitas—ruang kerja yang bersih dan teratur menunjukkan kebanggaan terhadap kualitas pengerjaan serta komitmen terhadap pengendalian kualitas.
Jangan abaikan kemampuan inspeksi. Operasi logam lembaran dan pengelasan canggih memerlukan peralatan verifikasi, antara lain:
- Mesin Ukur Koordinat (CMM): Untuk verifikasi dimensi presisi pada geometri kompleks
- Pembanding optik: Untuk inspeksi profil dan kontur
- Alat pengujian permukaan: Ketika spesifikasi penampilan menjadi pertimbangan penting
- Alat inspeksi las: Termasuk peralatan inspeksi visual dan kemampuan pengujian tanpa merusak (non-destructive testing) untuk aplikasi kritis
Prototipe Cepat dan Waktu Penyelesaian
Dalam lingkungan pengembangan produk modern yang serba cepat, kecepatan menjadi faktor penentu. Seberapa cepat mitra potensial dapat berpindah dari permintaan awal Anda hingga komponen fisik berada di tangan Anda?
Evaluasi faktor-faktor jadwal berikut:
- Waktu penyelesaian penawaran: Produsen berkualitas tinggi memberikan penawaran harga terperinci dalam waktu 24–72 jam. Beberapa produsen, seperti Shaoyi Metal Technology , menawarkan waktu balas penawaran harga dalam 12 jam bagi pelanggan yang membutuhkan respons lebih cepat
- Kecepatan prototipe: Seberapa cepat mereka dapat memproduksi komponen sampel untuk validasi? Cari kemampuan prototipe cepat dalam waktu 5 hari ketika jadwal pengembangan sangat kritis
- Tanggapan dukungan DFM: Umpan balik desain yang cepat mencegah kemacetan selama pengembangan produk. Dukungan DFM yang komprehensif mengidentifikasi masalah kelayakan produksi sebelum berubah menjadi permasalahan mahal
- Waktu tunggu produksi: Pahami waktu tunggu standar dan apakah tersedia opsi percepatan untuk kebutuhan mendesak
Seperti yang direkomendasikan oleh para spesialis industri, komunikasikan batas waktu dan kendala anggaran Anda sejak awal. Pastikan perusahaan fabrikasi mampu menyesuaikan jadwal Anda serta memberikan perkiraan biaya yang akurat sebelum Anda berkomitmen menjalin kemitraan.
Standar Manajemen Proyek dan Komunikasi
Bahkan para fabrikator yang secara teknis cakap pun dapat mengecewakan jika mereka kekurangan kemampuan manajemen proyek yang kuat. Evaluasi bagaimana calon mitra menangani pengalaman pelanggan:
- Manajer proyek khusus: Satu titik kontak tunggal yang memahami proyek Anda dan mampu memberikan pembaruan secara tepat waktu
- Komunikasi proaktif: Apakah mereka menghubungi Anda secara proaktif dengan pembaruan status, atau justru Anda selalu harus mengejar informasi?
- Penanganan perubahan pesanan: Seberapa efisien mereka memproses modifikasi desain selama proses produksi?
- Kualitas dokumentasi: Apakah mereka mampu menyediakan sertifikasi bahan, laporan inspeksi, serta sertifikat kesesuaian yang dipersyaratkan oleh industri Anda?
Menurut para ahli dalam pemilihan fabrikasi , penyedia terbaik menunjukkan pendekatan yang berpusat pada pelanggan dengan komunikasi yang responsif dan kesiapan untuk melangkah lebih jauh. Perhatikan selama tahap penawaran harga—apakah mereka cepat merespons? Apakah mereka meluangkan waktu untuk benar-benar memahami kebutuhan Anda?
Melakukan Pemilihan Akhir Anda
Menggabungkan semua aspek tersebut, berikut adalah daftar periksa evaluasi komprehensif:
| Kriteria evaluasi | Apa yang Harus Diperiksa | Mengapa Hal Ini Penting |
|---|---|---|
| Sertifikasi Kualitas | Kesesuaian dengan ISO 9001, IATF 16949, dan kode pengelasan lembaran logam AWS D9.1 | Menjamin sistem mutu yang terdokumentasi dan personel yang terlatih |
| Kemampuan Teknis | Daftar peralatan, pengalaman bahan, kapasitas | Memastikan kemampuan untuk memenuhi kebutuhan spesifik Anda |
| Kecepatan Prototipe | Waktu penyelesaian untuk sampel dan artikel pertama | Mempengaruhi jadwal pengembangan dan waktu peluncuran produk ke pasar |
| DFM Support | Sumber daya teknik serta kualitas umpan balik desain | Mencegah desain ulang yang mahal dan masalah manufaktur |
| Komunikasi | Ketanggapan, pendekatan manajemen proyek | Menentukan kualitas hubungan kerja sehari-hari |
| Pengalaman Industri | Portofolio proyek serupa, referensi pelanggan | Mengurangi kurva pembelajaran dan risiko pada proyek Anda |
Ingatlah bahwa memilih mitra fabrikasi merupakan keputusan strategis yang memengaruhi kualitas produk, jadwal pengembangan, serta posisi kompetitif Anda secara keseluruhan. Luangkan waktu untuk mengevaluasi pilihan secara menyeluruh, mintalah contoh komponen bila memungkinkan, dan verifikasi sertifikasi sebelum berkomitmen pada volume produksi.
Mitra yang tepat tidak hanya menyediakan peralatan—melainkan juga memberikan keahlian, kemampuan pemecahan masalah, serta komitmen nyata terhadap keberhasilan Anda. Baik Anda membutuhkan komponen otomotif presisi yang memenuhi standar IATF 16949 maupun rangka khusus untuk peralatan industri, pencocokan kebutuhan Anda dengan kekuatan terbukti mitra fabrikasi menjadi fondasi kolaborasi yang sukses dan hasil luar biasa.
Pertanyaan Umum Mengenai Perusahaan Spesialis Logam Lembaran Las
1. Apa saja 5 operasi logam lembaran?
Lima operasi utama pada lembaran logam adalah pemotongan (shearing), blanking, punching, bending, dan drawing. Perusahaan fabrikasi khusus menggabungkan operasi-operasi ini dengan teknik pengelasan seperti MIG, TIG, dan spot welding untuk membuat perakitan lengkap. Operasi tambahan meliputi embossing, piercing, dan trimming, yang membantu memproduksi komponen kompleks untuk aplikasi otomotif, industri, dan arsitektur.
2. Berapa biaya fabrikasi lembaran logam custom?
Fabrikasi lembaran logam khusus (custom) umumnya berharga antara $418 hingga $3.018, dengan rata-rata sekitar $1.581 per proyek. Biaya berkisar antara $4 hingga $48 per kaki persegi, tergantung pada jenis bahan, ketebalan, tingkat kerumitan, dan tingkat kustomisasi. Faktor-faktor seperti persyaratan sertifikasi IATF 16949, toleransi presisi, serta jumlah volume produksi juga memengaruhi harga akhir. Mohon ajukan penawaran harga dari perusahaan fabrikasi bersertifikat seperti Shaoyi Metal Technology untuk perkiraan yang akurat.
3. Siapa pekerja logam lembaran dengan bayaran tertinggi?
Mandor logam lembaran memperoleh gaji tertinggi, berkisar antara $57.000 hingga $77.000 per tahun. Tukang logam lembaran berpengalaman (journeymen) berada di posisi berikutnya dengan gaji $51.000 hingga $64.500, sedangkan teknisi memperoleh gaji $43.500 hingga $61.000. Tukang las khusus yang bekerja dengan pengelasan TIG pada komponen dirgantara atau medis sering kali memperoleh upah premium karena keahlian presisi yang dibutuhkan untuk aplikasi tersebut.
4. Metode pengelasan mana yang paling tepat untuk logam lembaran tipis?
Pengelasan TIG dianggap sebagai metode terbaik untuk logam lembaran tipis karena kontrol panasnya yang presisi dan distorsi minimal. Untuk lingkungan produksi, pengelasan MIG dengan diameter kawat yang lebih kecil (0,023–0,030 inci) serta campuran gas pelindung yang tepat bekerja secara efektif. Kedua metode ini mencegah tembus las (burn-through) bila dikombinasikan dengan teknik seperti pengelasan jahitan (stitch welding), pengelasan mundur (back-stepping), serta penggunaan penyerap panas (heat sinks) atau batang pendukung tembaga (copper backing bars).
5. Sertifikasi apa saja yang seharusnya dimiliki oleh mitra fabrikasi logam lembaran?
Cari sertifikasi ISO 9001:2015 sebagai standar kualitas dasar, ditambah IATF 16949 untuk aplikasi otomotif. Kepatuhan terhadap kode pengelasan lembaran logam AWS D9.1 menjamin keahlian personel yang telah terlatih. Untuk pekerjaan dirgantara, sertifikasi AS9100 merupakan syarat mutlak. Sertifikasi-sertifikasi ini memverifikasi sistem kualitas yang terdokumentasi, proses yang konsisten, serta pencegahan cacat—faktor-faktor kritis dalam memilih mitra untuk komponen presisi.