 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Komponen Penting untuk Fabrikasi Lengan Kontrol Tubular
TL;DR
Membuat lengan kontrol tubular khusus memerlukan seperangkat komponen tertentu dan proses yang presisi. Komponen utama meliputi pipa DOM atau Chromoly berkekuatan tinggi, busing las ulir untuk ujung batang, bantalan berkualitas tinggi (Delrin atau poliuretan), serta cangkir sambungan bola yang dikerjakan secara mesin. Proses fabrikasi bergantung pada desain yang akurat, pemotongan dan pembentukan takik pada pipa secara presisi, perakitan dalam jig yang kaku untuk menjaga geometri, serta pengelasan TIG yang teliti demi kekuatan dan keselamatan maksimal.
Komponen Utama untuk Fabrikasi Lengan Kontrol
Membuat set lengan kontrol berbentuk tabung dari awal adalah proyek yang memberikan kepuasan sekaligus memberi Anda kendali penuh terhadap geometri suspensi kendaraan Anda. Namun, keberhasilannya tergantung pada penggunaan bahan yang tepat sejak awal. Ini bukan komponen yang bisa ditemukan di toko perangkat keras lokal; ini adalah bagian khusus yang dirancang untuk menahan tekanan sangat besar. Mendapatkan suku cadang berkualitas tinggi adalah langkah pertama dan paling kritis dalam proses fabrikasi.
Dasar dari setiap lengan kontrol tubular adalah tabung itu sendiri. Kebanyakan pembuat memilih antara baja Drawn Over Mandrel (DOM) dan baja 4130 Chromoly. Seperti yang disebutkan dalam produk dari produsen seperti Porterbuilt , tabung DOM dinding tebal adalah pilihan populer karena kekuatan tinggi, keseragaman yang sangat baik, dan efektivitas biaya, menjadikannya ideal untuk aplikasi jalanan dan performa. Chromoly menawarkan rasio kekuatan terhadap berat yang lebih tinggi, menjadikannya material pilihan untuk aplikasi balap di mana setiap ons sangat penting, sebuah pilihan yang dijelaskan secara rinci dalam pembuatan khusus kelas atas. Pemilihan tergantung pada anggaran dan tujuan performa proyek Anda.
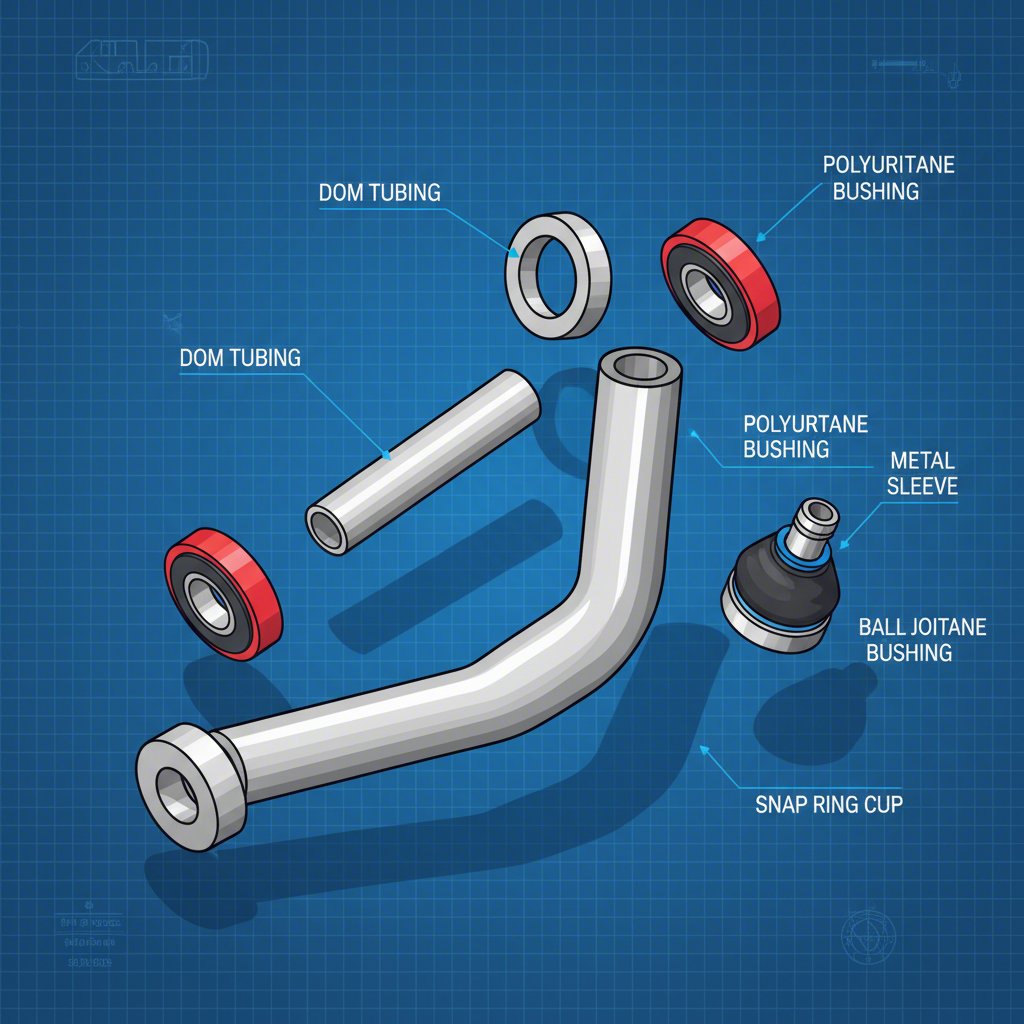
Selain tabung, Anda memerlukan beberapa komponen utama untuk membuat lengan yang fungsional dan dapat disesuaikan. Pemasok daring seperti JOES Racing Products dan CB Chassis Products menyediakan berbagai komprehensif komponen-komponen ini. Daftar belanjaan tipikal meliputi:
- Ujung Tabung Las (Bungs): Insert berulir ini dilas ke ujung tabung DOM untuk memasang heim joint (rod end) atau penyetel berulir, memungkinkan perubahan penjajaran secara presisi.
- Bushings dan Selongsong: Komponen-komponen ini ditekan ke titik putar pada sisi rangka dari lengan kendali. Opsi performa tinggi mencakup Delrin untuk lendiran minimal dan usia pakai panjang, atau poliuretan untuk keseimbangan antara performa dan peredaman getaran.
- Cangkang atau Pelat Joint Bola: Komponen ini menahan joint bola di sisi roda lengan kendali. Komponen tersebut bisa berupa pelat untuk joint bola yang dipasang dengan baut atau cangkang hasil pemesinan untuk tipe yang dipres, serta harus diposisikan secara presisi dan dilas.
- Tab dan Braket Pemasangan: Komponen ini dilas ke rangka kendaraan untuk menyediakan titik pemasangan bagi poros lengan kendali.
Untuk proyek yang membutuhkan spesifikasi unik, produksi volume tinggi, atau ketepatan superior pada komponen seperti pelat hasil pemotongan CNC dan cangkang joint bola, bermitra dengan produsen khusus dapat memberikan manfaat. Perusahaan-perusahaan seperti Shaoyi (Ningbo) Metal Technology Co., Ltd. menyediakan stamping otomotif khusus dan manufaktur komponen logam, menawarkan ketepatan yang penting untuk bagian suspensi. Ini memastikan kecocokan sempurna dan konsistensi metalurgi, yang sangat vital bagi keselamatan maupun performa.
Perbandingan Material: Baja DOM vs. 4130 Chromoly
| Fitur | Baja DOM | 4130 Chromoly |
|---|---|---|
| Kekuatan | Sangat kuat dan tahan lama untuk sebagian besar aplikasi. | Kekuatan tarik lebih tinggi, memungkinkan dinding yang lebih tipis dan bobot lebih ringan untuk kekuatan yang sama. |
| Berat | Lebih berat dibanding Chromoly untuk kekuatan setara. | Lebih ringan, menjadikannya ideal untuk balap dan pengurangan bobot tak tersuspensi. |
| Biaya | Lebih terjangkau dan tersedia secara luas. | Jauh lebih mahal. |
| Kemampuan untuk dilas | Lebih mudah dilas dengan MIG atau TIG; kurang sensitif terhadap panas. | Membutuhkan pengelasan TIG. Pemanasan awal dan pemanasan akhir umumnya hanya diperlukan untuk ketebalan dinding lebih dari 0,120 inci. |
| Aplikasi Ideal | Performa jalanan, truk modifikasi (C10, S10), dan fabrikasi umum. | Balap profesional, balap off-road, dan aplikasi di mana bobot sangat penting. |
Proses Fabrikasi: Dari Desain hingga Las Akhir
Setelah komponen Anda tersedia, proses fabrikasi dimulai. Di sinilah ketepatan, kesabaran, dan alat yang tepat menjadi sangat penting. Membuat lengan kontrol bukan sekadar mengelas tabung-tabung bersamaan; ini merupakan latihan teknik yang secara langsung memengaruhi kemampuan manuver dan keamanan kendaraan Anda. Seluruh proses harus dilakukan secara sistematis untuk memastikan produk akhir kuat dan secara geometris sempurna.
Perjalanan dari bahan mentah hingga produk jadi mengikuti urutan langkah-langkah yang jelas. Seperti dijelaskan secara rinci dalam catatan pembuatan komprehensif oleh Wilhelm Raceworks , bahkan detail yang tampaknya kecil seperti memastikan jari-jari yang cukup besar alih-alih sudut tajam dapat memberikan dampak besar terhadap ketahanan komponen terhadap tegangan dan kelelahan. Pendekatan profesional melibatkan perencanaan dan pelaksanaan yang cermat pada setiap tahap.
Berikut adalah uraian langkah demi langkah dari proses fabrikasi:
- Desain dan Pengukuran: Langkah pertama adalah menyelesaikan desain Anda, baik dengan menggunakan perangkat lunak CAD untuk analisis tegangan atau dengan mengukur secara cermat titik-titik pemasangan suspensi kendaraan Anda. Anda harus menentukan panjang yang diinginkan, sudut ball joint, dan lokasi pivot untuk mencapai nilai camber, caster, dan roll center yang diinginkan.
- Pemotongan dan Pembentukan Lekukan: Potong pipa DOM atau Chromoly sesuai panjang yang telah ditentukan dalam desain Anda. Ujung-ujung pipa yang akan disambungkan ke pipa lain harus dibentuk 'lekukan' atau 'coped' agar pas sempurna, sehingga membentuk sambungan yang kuat untuk pengelasan. Alat notcher pipa adalah alat terbaik untuk pekerjaan ini.
- Permesinan dan Persiapan: Bagian custom, seperti fitting yang menahan ball joint, mungkin perlu dibubut atau difrais menggunakan mesin bubut atau frais. Sebelum pengelasan, bersihkan semua komponen secara menyeluruh untuk menghilangkan minyak, gemuk, atau karat yang dapat mencemari lasan.
- Membuat Jig: Ini bisa dibilang merupakan langkah paling penting. Jig fabrikasi adalah perlengkapan yang menahan semua komponen individu dari lengan kontrol pada posisi akhirnya yang tepat. Membuat jig yang akurat dan kaku sangat penting untuk memastikan lengan kontrol tidak melengkung akibat panas pengelasan dan agar geometri akhirnya sesuai.
- Pengelasan Tempel dan Verifikasi: Masukkan semua komponen ke dalam jig dan lakukan pengelasan tempel kecil untuk menahannya tetap bersama. Setelah dilas tempel, lepaskan lengan dari jig dan uji pemasangannya pada kendaraan untuk memverifikasi dimensi dan jarak bebasnya sebelum dilakukan pengelasan akhir.
- Pengelasan Akhir: Untuk komponen suspensi, pengelasan Tungsten Inert Gas (TIG) adalah metode yang paling disarankan karena ketepatannya serta hasil lasan yang kuat dan bersih. Lakukan pengelasan pada sambungan secara bertahap untuk mendistribusikan panas secara merata dan meminimalkan terjadinya pelengkungan. Untuk material 4130 Chromoly, pendinginan perlahan (seperti membungkus bagian tersebut dengan selimut las) diperlukan agar material tidak menjadi rapuh; namun, pemanasan awal biasanya hanya diperlukan untuk pipa dengan ketebalan dinding lebih dari 0,120 inci.
- Finishing: Setelah proses pengelasan dan pendinginan, lengan kontrol dapat dilapisi powder coating atau dicat untuk mencegah korosi. Terakhir, pasang busing dan instal joint bola untuk menyelesaikan perakitan.
Lengan Tubular vs. Lengan Plat: Pilihan Desain yang Kritis
Saat merancang lengan kontrol khusus, salah satu pilihan mendasar yang dihadapi oleh pembuat adalah apakah menggunakan desain berbentuk tabung atau pelat. Meskipun keduanya bisa sangat kuat, konstruksi mereka memberikan karakteristik berbeda yang membuatnya cocok untuk aplikasi yang berbeda. Memahami perbedaan ini merupakan kunci dalam membangun sistem suspensi yang sesuai dengan penggunaan kendaraan Anda.
Lengan kontrol berbentuk tabung, seperti namanya, dibuat terutama dari pipa bulat atau kadang-kadang persegi. Desain ini sangat baik dalam menahan gaya dari berbagai arah, seperti beban puntir (torsi) serta gaya dorong-tarik (tegangan dan kompresi) yang umum terjadi pada berkendara performa di jalan raya. Bentuk bulat mendistribusikan tegangan secara merata, menjadikannya solusi yang efisien dan ringan untuk sebagian besar aplikasi, mulai dari mobil harian hingga balap jalan.
Lengan pelat, yang sering ditemui dalam balap off-road ekstrem, dibuat dari beberapa potongan baja pelat datar yang dipotong dan dilas bersama untuk membentuk struktur menyerupai kotak. Metode konstruksi ini menghasilkan lengan yang sangat kuat dan kaku, terutama terhadap benturan vertikal langsung, seperti saat mendarat dari lompatan besar. Meskipun biasanya lebih berat daripada lengan tubular, kekuatannya bisa menjadi keuntungan di lingkungan yang keras. Seperti yang dicatat oleh seorang pengguna forum, 'Lengan pelat akan lebih kuat. Tubing lebih baik digunakan pada struktur seperti rangka rol di mana gaya (benturan) dapat datang dari segala arah.' Ini menunjukkan perbedaan utama antara kedua desain tersebut.
Perbandingan: Lengan Kontrol Tubular vs. Pelat
| Karakteristik | Lengan kontrol tabung | Lengan Kontrol Pelat |
|---|---|---|
| Profil Kekuatan | Kekakuan torsi serta kekuatan dalam tarik/tekan sangat baik. Efisien dalam menangani beban dari berbagai sudut. | Kekuatan sangat tinggi terhadap beban vertikal langsung dan samping. Dapat lebih kuat tetapi kurang efisien untuk bobotnya. |
| Berat | Umumnya lebih ringan untuk tingkat kekuatan tertentu karena efisiensi tabung bulat. | Biasanya lebih berat dan besar, karena membutuhkan material lebih banyak untuk membuat struktur berbentuk kotak. |
| Kerumitan Fabrikasi | Membutuhkan pemotongan celah tabung yang presisi dan penjepit yang kuat. Pengelasan bisa rumit di sekitar sambungan melengkung. | Membutuhkan pemotongan CNC atau plasma untuk pelat dan pengelasan ekstensif. Sering kali diperlukan peredam internal. |
| Biaya | Biaya material untuk tabung DOM sedang. Chromoly meningkatkan biaya secara signifikan. | Biaya material untuk pelat baja bisa tinggi, dan biaya tenaga kerja/pemotongan sering kali lebih besar. |
| Aplikasi Ideal | Performa jalanan, balap jalan, drag racing, truk custom, dan sebagian besar kendaraan on-road. | Truk piala, rock crawler, dan kendaraan off-road ekstrem yang menghadapi benturan keras. |