 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Cetakan Satu Tahap vs. Cetakan Progresif: Perbandingan Teknis

TL;DR
Dies satu tahap melakukan satu operasi stamping logam yang berbeda per langkah press, menjadikannya pilihan yang hemat biaya untuk bagian sederhana, prototipe, dan produksi volume rendah. Sebaliknya, dies progresif menggunakan sistem otomatis penuh yang mengumpankan kumparan logam terus-menerus melalui beberapa stasiun, melakukan rangkaian operasi dalam satu langkah press. Metode ini sangat efisien dan ideal untuk memproduksi bagian kompleks dalam volume tinggi dengan repetitivitas tinggi.
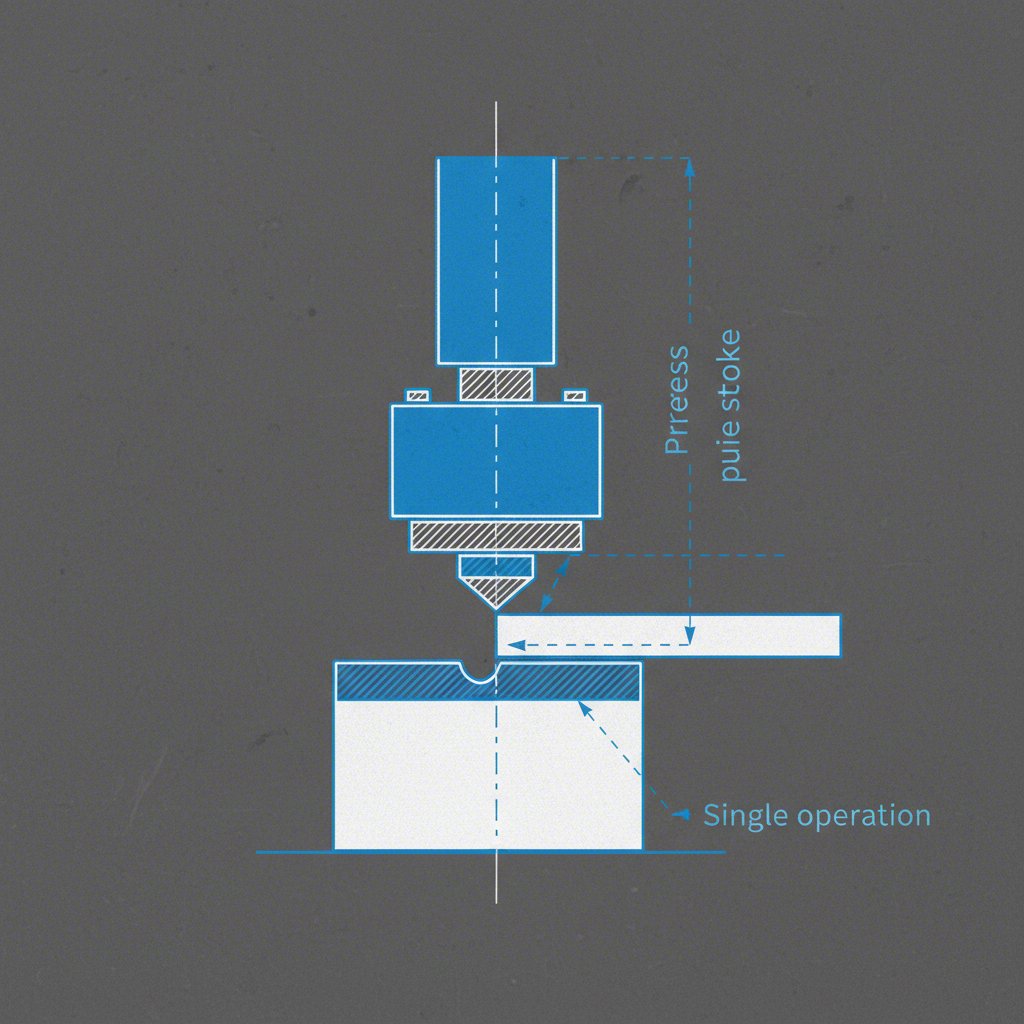
Memahami Dasar-Dasar: Apa Itu Dies Satu Tahap?
Matras satu tahap, yang sering disebut matras manual atau matras satu operasi, merupakan pendekatan dasar dalam proses stamping logam. Prinsip utamanya adalah kesederhanaan: matras dirancang untuk melakukan satu operasi tertentu setiap kali landasan penekan bergerak. Operasi ini bisa berupa tugas sederhana seperti meninju lubang, membuat satu lekukan, atau memotong bagian dari lembaran logam yang lebih besar. Proses ini biasanya melibatkan operator yang memasukkan material atau bagian secara manual ke dalam mesin press untuk setiap operasi, meskipun pengisian semi-otomatis juga dimungkinkan.
Desain peralatan satu tahap tidak rumit, yang memberikan keunggulan signifikan dalam beberapa skenario manufaktur. Karena peralatan hanya perlu menyelesaikan satu tugas, desain, pembuatan, dan pemasangannya relatif cepat dan murah. Hal ini menjadikannya pilihan yang sangat baik untuk proyek-proyek yang membutuhkan waktu peluncuran cepat, seperti pembuatan prototipe atau pelaksanaan uji coba awal untuk menguji desain baru. Fleksibilitas untuk mengganti peralatan dengan cepat guna menjalankan operasi berbeda juga memungkinkan iterasi desain dengan waktu henti dan biaya minimal.
Namun, kesederhanaan die satu tahap juga memiliki keterbatasan, terutama terkait kecepatan produksi dan intensitas tenaga kerja. Karena setiap operasi membutuhkan siklus press yang terpisah dan sering kali penanganan manual, laju produksi secara keseluruhan jauh lebih rendah dibandingkan alternatif otomatis. Untuk bagian-bagian kompleks yang memerlukan banyak langkah—seperti serangkaian lipatan, lubang, dan potongan—proses ini menjadi urutan operasi terpisah, yang meningkatkan waktu serta potensi kesalahan. Hal ini membuatnya kurang cocok untuk produksi volume tinggi di mana efisiensi dan biaya per unit merupakan faktor utama.
Karakteristik utama die satu tahap meliputi:
- Pro: Biaya perkakas awal yang rendah, waktu persiapan perkakas yang cepat, struktur sederhana dan mudah dipasang, serta fleksibilitas tinggi untuk perubahan desain.
- Kontra: Laju produksi yang lebih lambat, biaya tenaga kerja yang lebih tinggi karena penanganan bagian secara manual, dan tidak efisien untuk bagian kompleks yang memerlukan banyak operasi.
Mesin Andalan Produksi Volume Tinggi: Apa Itu Die Progresif?
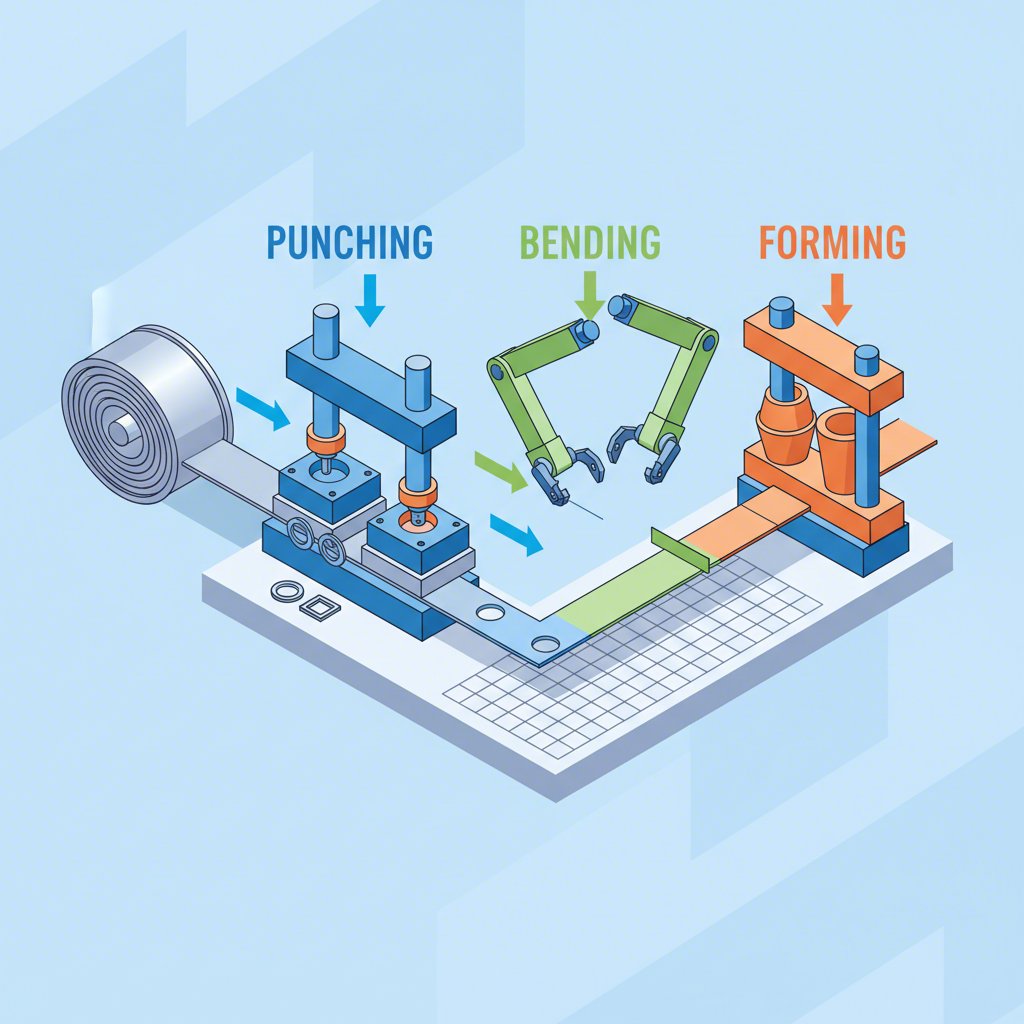
Pengepresan die progresif adalah proses manufaktur otomatis yang sangat efisien dan dirancang untuk produksi massal. Berbeda dengan versi satu tahapnya, sebuah die progresif melakukan beberapa operasi secara bersamaan di sejumlah stasiun yang terintegrasi ke dalam satu alat. Proses ini dimulai dengan gulungan pelat logam yang terus-menerus secara otomatis dimasukkan ke dalam mesin press. Saat strip logam ini 'bergerak maju' melalui die, setiap stasiun melakukan operasi yang berbeda—seperti pemotongan, peninjuan, pembengkokan, atau pencetakan—dalam urutan yang tepat.
Keunggulan dari proses ini terletak pada otomasi dan ketepatannya. Lembaran logam tetap terhubung sepanjang urutan proses, dipegang oleh lubang pilot yang memastikan keselarasan sempurna saat bergerak dari satu stasiun ke stasiun berikutnya. Pada saat lembaran mencapai stasiun terakhir, bagian yang telah selesai dipotong dari lembaran tersebut. Operasi yang terus-menerus dan tidak terputus ini memungkinkan laju produksi yang sangat tinggi, sehingga memungkinkan pembuatan ribuan atau bahkan jutaan komponen identik dengan konsistensi luar biasa dan toleransi yang ketat. Tingkat pengulangan seperti ini sangat penting dalam industri seperti otomotif, elektronik, dan dirgantara.
Kompromi utama dari efisiensi luar biasa ini adalah kompleksitas dan biaya peralatan. Die progresif bersifat rumit, memerlukan desain ahli dan rekayasa presisi, yang mengakibatkan investasi awal yang lebih tinggi serta waktu tunggu lebih lama untuk pembuatan die. Kerusakan pada satu stasiun saja dapat mengharuskan pelepasan seluruh set die untuk diperbaiki, yang berpotensi menyebabkan downtime signifikan. Karena faktor-faktor ini, stamping die progresif paling cocok untuk pesanan volume tinggi di mana biaya peralatan awal dapat diamortisasi selama sejumlah besar komponen, sehingga menghasilkan biaya per unit yang sangat rendah dalam jangka panjang.
Karakteristik utama dari die progresif meliputi:
- Pro: Tingkat produksi yang sangat tinggi, biaya tenaga kerja yang lebih rendah karena otomatisasi, repetitivitas dan konsistensi tinggi, serta limbah material minimal.
- Kontra: Investasi peralatan awal yang tinggi, waktu tunggu lebih lama untuk pembuatan die, serta kompleksitas yang lebih besar dalam desain dan pemeliharaan.
Perbandingan Langsung: Single-Stage vs. Progressive Die
Pemilihan antara die satu tahap dan die progresif sepenuhnya tergantung pada kebutuhan spesifik suatu proyek. Meskipun keduanya membentuk logam, mereka melayani ujung yang berbeda dalam spektrum manufaktur. Perbandingan langsung berdasarkan faktor-faktor utama menunjukkan keunggulan khas dan kasus penggunaan ideal masing-masing. Perbedaan mendasar, seperti yang dicatat oleh para ahli di Chia Chang , adalah bahwa die satu tahap melakukan satu operasi per satu kali tekanan, sedangkan die progresif menggunakan beberapa stasiun untuk produksi yang berkelanjutan dan terotomatisasi. Perbedaan inti ini menjadi pendorong semua perbedaan lainnya dalam hal biaya, kecepatan, dan aplikasi.
Tabel berikut merinci perbedaan penting antara kedua proses tersebut:
| Faktor | Die Satu Tahap | Mati progresif |
|---|---|---|
| Proses | Melakukan satu operasi per satu kali tekanan mesin. Biasanya memerlukan pemasukan benda secara manual atau semi-otomatis. | Melakukan beberapa operasi berurutan dalam satu kali tekanan mesin menggunakan sistem pemasukan kumparan yang terotomatisasi. |
| Volume produksi | Ideal untuk produksi volume rendah, prototipe, dan proyek percontohan. | Paling cocok untuk produksi volume tinggi secara massal (ribuan hingga jutaan komponen). |
| Kecepatan | Laju produksi keseluruhan lebih lambat karena operasi terpisah dan penanganan komponen. | Tingkat produksi sangat tinggi berkat operasi yang berkelanjutan dan terotomatisasi. |
| Kompleksitas Bagian | Paling baik untuk komponen sederhana dengan satu atau dua fitur. Komponen kompleks memerlukan beberapa penyiapan. | Sangat baik untuk komponen kompleks yang membutuhkan beberapa tekukan, potongan, dan bentuk dalam satu siklus. |
| Biaya Peralatan & Waktu Tunggu | Biaya awal rendah dan waktu tunggu singkat (biasanya 3-4 minggu). | Investasi awal tinggi dan waktu tunggu lebih lama (biasanya 4-6 minggu atau lebih). |
| Biaya Tenaga Kerja | Biaya tenaga kerja per komponen lebih tinggi karena penanganan manual dan banyak penyiapan. | Biaya tenaga kerja sangat rendah karena operasi mesin yang otomatis tanpa pengawasan. |
| Sampah Material | Dapat lebih tinggi jika diperlukan beberapa pengaturan untuk bagian yang kompleks. | Umumnya lebih rendah karena tata letak strip yang dioptimalkan, meskipun diperlukan strip pembawa. |
| Aplikasi Ideal | Prototipe, pesanan dalam jumlah kecil, braket sederhana, dan komponen dengan satu lipatan. | Komponen otomotif, konektor listrik, suku cadang peralatan rumah tangga, dan komponen kompleks lainnya dalam volume tinggi. |
Intinya, keputusan ini merupakan pertukaran klasik antara investasi awal dan biaya operasional jangka panjang. Cetakan satu tahap menawarkan hambatan masuk yang rendah untuk produksi, sehingga sangat cocok untuk menguji desain atau memenuhi pesanan kecil. Sebaliknya, cetakan progresif merupakan investasi jangka panjang dalam efisiensi, dirancang untuk memproduksi komponen dalam skala dan kecepatan yang tidak dapat dicapai oleh peralatan satu tahap, pada akhirnya menekan biaya per unit secara signifikan dalam produksi besar.
Cara Memilih Proses Stamping yang Tepat untuk Proyek Anda
Memilih mati stamping yang tepat adalah keputusan kritis yang secara langsung memengaruhi efisiensi produksi, kualitas komponen, dan biaya keseluruhan proyek. Pilihan ini bukan sekadar menentukan proses mana yang 'lebih baik', melainkan proses mana yang paling sesuai dengan kebutuhan spesifik Anda. Pertimbangan utama, sebagaimana diuraikan oleh para ahli manufaktur di JV Manufacturing Co. , mencakup volume produksi, kompleksitas komponen, dan anggaran. Dengan mengevaluasi faktor-faktor ini secara cermat, Anda dapat membuat keputusan yang tepat guna mengoptimalkan hasil manufaktur Anda.
Volume Produksi dan Masa Pakai Proyek
Pertanyaan pertama dan paling penting yang harus diajukan adalah: berapa banyak suku cadang yang Anda butuhkan? Untuk prototipe, uji coba produksi, atau produksi volume rendah (biasanya dalam ratusan atau ribuan kecil), cetakan satu tahap hampir selalu merupakan solusi paling hemat biaya. Biaya peralatan yang rendah memberikan pengembalian investasi yang cepat. Sebaliknya, untuk produksi volume tinggi yang mencapai puluhan ribu hingga jutaan unit, sifat cetakan progresif yang cepat dan terotomatisasi akan menghasilkan biaya per unit yang jauh lebih rendah, sehingga dengan mudah membenarkan investasi awal peralatan yang besar.
Kompleksitas dan Geometri Bagian
Seberapa rumit desain komponen Anda? Die satu tahap sangat cocok untuk geometri sederhana—komponen datar, bagian dengan satu lipatan tunggal, atau bagian yang membutuhkan penusukan dasar. Jika desain Anda melibatkan beberapa lipatan, potongan rumit, dan bentuk kompleks, die progresif lebih unggul. Die ini dapat melakukan semua operasi tersebut dalam satu urutan yang sangat terkendali, memastikan toleransi ketat dan konsistensi yang sulit dan memakan waktu untuk dicapai dengan beberapa setelan die satu tahap.
Anggaran dan Pengembalian Investasi (ROI)
Anggaran Anda akan sangat memengaruhi pilihan Anda. Jika dana awal terbatas, biaya awal yang rendah dari peralatan satu tahap sangat menarik. Namun, Anda juga harus mempertimbangkan total biaya kepemilikan. Untuk proyek jangka panjang dengan volume tinggi, biaya tenaga kerja per bagian pada stamping satu tahap pada akhirnya dapat melebihi penghematan awal. Mati progresif, meskipun mahal di awal, menawarkan ROI jangka panjang yang jauh lebih baik untuk produksi massal berkelanjutan melalui otomasi dan kecepatan. Untuk industri dengan persyaratan ketat seperti otomotif, bermitra dengan spesialis dalam mati stamping khusus sangat penting. Sebagai contoh, Shaoyi (Ningbo) Metal Technology Co., Ltd. menyediakan solusi komprehensif dari prototyping hingga produksi massal untuk OEM, memanfaatkan simulasi canggih untuk mengoptimalkan desain mati demi efisiensi dan kualitas.
Jenis dan Ketebalan Bahan
Akhirnya, pertimbangkan material yang Anda gunakan. Meskipun kedua proses dapat menangani berbagai jenis logam, sifat material dapat memengaruhi desain die. Material yang lebih keras seperti baja tahan karat mungkin memerlukan die yang lebih kuat dan tahan aus, yang dapat meningkatkan biaya dan kompleksitas dari kedua jenis perkakas tersebut. Material yang lebih tebal juga membutuhkan tenaga lebih besar, yang bisa jadi lebih menguntungkan pengaturan satu tahap yang lebih sederhana dan kokoh untuk aplikasi tertentu atau memerlukan sistem die progresif yang lebih kuat dan mahal.
Pertanyaan yang Sering Diajukan
1. Apa perbedaan antara die tunggal dan die progresif?
Die tunggal, atau die satu tahap, hanya melakukan satu proses stamping (seperti pemotongan atau pembengkokan) per langkah press. Sebaliknya, die progresif menyelesaikan beberapa proses stamping di sejumlah stasiun berbeda dalam satu perkakas saat strip logam terus menerus digerakkan melewatinya.
2. Apa saja jenis-jenis die stamping yang berbeda?
Selain mati satu tahap dan mati progresif, jenis lain yang umum termasuk mati kompon, yang melakukan beberapa operasi pemotongan dalam satu stasiun tunggal, dan mati transfer, yang memindahkan bagian individual dari satu stasiun ke stasiun lainnya untuk operasi bertahap. Setiap jenis cocok untuk tingkat kompleksitas bagian dan volume produksi yang berbeda.
3. Apa perbedaan antara peralatan bertahap dan peralatan progresif?
Peralatan bertahap adalah istilah lain untuk peralatan satu tahap. Perbedaan utamanya terletak pada kecepatan dan volume. Peralatan bertahap lebih lambat dan lebih cocok untuk produksi kecil dengan volume rendah, sedangkan peralatan progresif (atau stamping mati progresif) sangat cepat dan dirancang untuk produksi skala besar.
4. Berapa biaya mati progresif?
Biaya cetakan progresif bervariasi secara signifikan tergantung pada ukuran dan kompleksitas bagian. Biaya peralatan dapat berkisar dari kurang dari $10.000 untuk bagian kecil dan sederhana hingga lebih dari $100.000 untuk desain besar dan rumit. Biaya tinggi tersebut mencerminkan ketepatan teknik yang kompleks yang diperlukan agar semua stasiun bekerja secara sinkron sempurna.