 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Besi Cor untuk Cetakan Otomotif: Ilmu di Balik Kekuatan

TL;DR
Besi cor, khususnya jenis kelabu dan ulet (nodular), merupakan material pilihan untuk dies stamping otomotif berukuran besar. Hal ini disebabkan oleh kombinasi luar biasa dari kekuatan tekan tinggi, peredaman getaran yang sangat baik, ketahanan aus unggul, serta efisiensi biaya secara keseluruhan. Untuk mencapai ketahanan lama dan permukaan halus yang diperlukan dalam proses stamping panel bodi kendaraan modern, proses manufaktur khusus serta perlakuan permukaan canggih seperti nitridasi ion sangat penting.
Mengapa Besi Cor Menjadi Material Pilihan untuk Dies Otomotif
Di dunia manufaktur otomotif yang penuh tekanan tinggi, alat-alat yang digunakan untuk membentuk bodi kendaraan harus mampu menahan gaya yang sangat besar dan berulang. Cetakan stamping besar, yang menekan lembaran logam menjadi bentuk kompleks seperti pintu dan kap mesin, membutuhkan material yang sangat kuat sekaligus sangat stabil. Besi cor telah lama menjadi standar industri untuk aplikasi yang menuntut ini, menawarkan kombinasi unik sifat-sifat yang sulit ditandingi oleh logam lain, termasuk banyak jenis baja. Kesesuaiannya berasal dari karakteristik dasar yang secara langsung menghasilkan komponen berkualitas lebih tinggi dan lini produksi yang lebih efisien.
Keunggulan utama besi cor adalah kekuatan tekannya yang luar biasa, yang memungkinkannya menahan beban berat tanpa mengalami deformasi. Seperti dijelaskan dalam analisis industri dari sumber-sumber seperti Sinoway Industry , sifat ini sangat penting dalam operasi stamping di mana jutaan siklus diharapkan selama masa pakai die. Selain itu, besi cor memiliki kemampuan peredaman getaran yang unggul. Selama benturan keras dari mesin stamping, material ini menyerap energi dan mengurangi getaran, yang sangat penting untuk menjaga ketepatan dimensi serta menghasilkan permukaan akhir yang halus pada komponen otomotif. Stabilitas alami ini meminimalkan keausan alat dan membantu mencegah cacat pada panel yang distamping.
Di luar kinerja mekanisnya, besi cor memberikan keunggulan ekonomi dan manufaktur yang signifikan. Bahan ini umumnya lebih hemat biaya untuk diproduksi dibanding billet baja tempa dengan ukuran sebanding, suatu pertimbangan penting untuk die besar yang digunakan dalam manufaktur otomotif. Material ini juga menunjukkan sifat pengecoran yang sangat baik, artinya dapat dituang ke dalam bentuk cetakan kompleks untuk menciptakan die hampir berbentuk akhir, sehingga mengurangi jumlah pemesinan lanjutan yang diperlukan. Kombinasi kinerja dan nilai ini menjadikannya material yang sangat penting di sektor otomotif.
- Kekuatan Tekan Tinggi: Mampu menahan gaya stamping ekstrem tanpa kehilangan bentuknya, memastikan kualitas komponen yang konsisten.
- Peredaman Getaran Unggul: Menyerap getaran operasional, menghasilkan stabilitas yang lebih tinggi, mengurangi keausan alat, serta menghasilkan permukaan yang lebih halus.
- Tahan aus yang sangat baik: Kekerasan material memberikan masa pakai yang panjang, bahkan dalam kondisi abrasif dengan gesekan logam terhadap logam yang tinggi.
- Efisiensi biaya: Menawarkan keseimbangan yang sangat kompetitif antara kinerja dan keterjangkauan dibandingkan material seperti baja tempa.
- Kemampuan mesin yang baik: Dapat dikerjakan secara efisien untuk mencapai dimensi akhir yang presisi dan fitur rumit yang dibutuhkan dalam desain kendaraan modern.
Jenis-Jenis Utama Besi Cor yang Digunakan dalam Pembuatan Cetakan
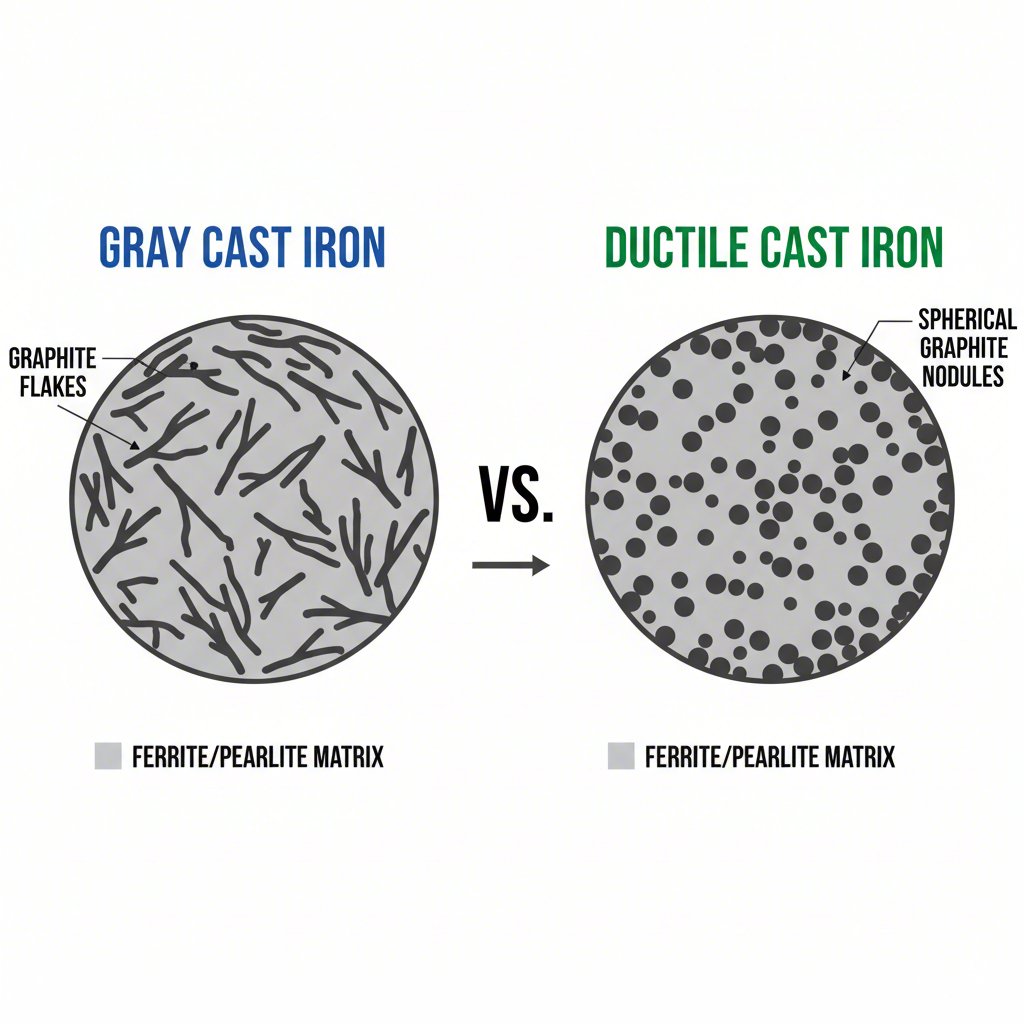
Tidak semua besi cor diciptakan sama. Sifat spesifik dari paduan besi cor ditentukan oleh struktur mikronya, khususnya bentuk karbon bebas (grafit) yang terdapat dalam matriks besi. Untuk cetakan otomotif besar, dua jenis utama yang dominan adalah besi cor kelabu dan besi cor ulet (dikenal juga sebagai besi cor grafit nodular atau spheroidal). Pemilihan di antara keduanya tergantung pada aplikasi tertentu, tegangan yang terlibat, serta keseimbangan yang diinginkan antara kinerja dan biaya.
Besi cor kelabu merupakan jenis yang paling tradisional dan paling luas penggunaannya. Nama ini berasal dari penampakan permukaan patahan yang berwarna kelabu, yang disebabkan oleh adanya serpihan grafit. Menurut perbandingan mendalam oleh MAT Foundry Group , serpihan-serpihan ini memberikan kemampuan mesin yang sangat baik pada besi cor abu-abu serta kapasitas peredaman getaran yang tak tertandingi. Namun, serpihan tajam yang sama berfungsi sebagai titik konsentrasi tegangan internal, membuat besi cor abu-abu menjadi rapuh dan memiliki kekuatan tarik serta ketahanan benturan yang relatif rendah. Bahan ini paling cocok untuk komponen mati yang mengalami beban tekan tinggi namun tidak mengalami tegangan tarik signifikan atau benturan tajam, seperti badan utama atau alas set mati.
Besi tuang ulet, inovasi yang lebih modern, mengubah grafit menjadi nodul kecil berbentuk bulat melalui penambahan bahan pereduksi seperti magnesium. Perubahan kecil yang tampaknya sepele ini memiliki dampak besar terhadap sifat mekanisnya. Bentuk bulat nodul tersebut menghilangkan titik-titik tegangan internal yang ditemukan pada besi cor abu-abu, sehingga membuat material ini jauh lebih kuat, lebih tangguh, dan, seperti namanya, lebih ulet. Material ini dapat melengkung dan mengalami deformasi secara signifikan sebelum patah, memberikan kekuatan tarik dan ketahanan benturan yang lebih unggul. Hal ini menjadikan besi ulet sebagai pilihan ideal untuk komponen die kritis yang mengalami tegangan tinggi, seperti punch, binder, dan insert yang melakukan operasi pembentukan dan pemotongan utama.
Besi Cor Abu-abu vs. Besi Ulet: Perbandingan Teknis
| Properti | Besi Tuang Abu-abu | Besi Tuang Ulet (Nodular) |
|---|---|---|
| Struktur Grafit | Sisik | Bola (Nodul) |
| Kekuatan Tarik | Rendah (misalnya, hingga 276 N/mm²) | Tinggi (misalnya, hingga 827 N/mm²) |
| Duktilitas & Perpanjangan | Sangat Rendah (Getas) | Tinggi (Dapat mengalami deformasi tanpa patah) |
| Ketahanan terhadap benturan | Buruk | Sangat baik |
| Pengurangan Getaran | Sangat baik | Bagus sekali |
| Aplikasi Umum | Alas kaki, dudukan mesin, blok mesin | Pena die, roda gigi, pipa tekanan tinggi |
Proses Manufaktur dan Perlakuan Permukaan
Membuat die otomotif besar dari besi cor adalah proses berperingkat yang membutuhkan keahlian mendalam dalam metalurgi, pengecoran, permesinan, dan rekayasa permukaan. Perjalanan dari bahan mentah hingga menjadi alat jadi yang siap digunakan dalam penekan melibatkan beberapa langkah penting, di mana masing-masing berkontribusi terhadap kinerja akhir dan umur pakai die tersebut. Tahap awal adalah pengecoran, di mana besi cair dituangkan ke dalam cetakan pasir yang dibuat dari pola die. Proses ini, yang biasanya menggunakan cetak pasir untuk komponen besar seperti dijelaskan oleh spesialis pengecoran di Metco , membentuk bentuk kasar die yang ukurannya lebih besar dari ukuran akhir.
Setelah coran dingin dan mengeras, die kemudian masuk ke tahap permesinan. Seperti yang dicatat oleh para ahli perkakas di Sandvik Coromant , ini memerlukan keterampilan pengerjaan logam tingkat lanjut untuk memotong coran kasar hingga mencapai dimensi akhir yang presisi. Mesin frais CNC multi-sumbu digunakan untuk membuat permukaan kompleks dan melengkung yang akan membentuk panel bodi kendaraan. Proses ini memakan waktu dan sangat teliti, karena permukaan akhir harus benar-benar halus dan akurat hingga pecahan milimeter. Menemukan mitra manufaktur dengan keahlian terbukti sangatlah penting. Sebagai contoh, penyedia seperti Shaoyi (Ningbo) Metal Technology Co., Ltd. mengkhususkan diri dalam cetakan stamping otomotif custom, memanfaatkan simulasi canggih dan manajemen proyek untuk menghadirkan peralatan berkualitas tinggi bagi OEM dan pemasok Tier 1.
Langkah terakhir dan mungkin paling kritis untuk menjamin kinerja adalah perlakuan permukaan. Permukaan besi cor yang tidak diperlakukan, meskipun keras, rentan terhadap adhesi (galling) dan keausan saat melakukan stamping pada baja berlapis atau baja berkekuatan tinggi. Untuk mengatasinya, permukaan kerja dari cetakan tersebut mengalami proses pengerasan. Menurut Advanced Heat Treat Corp. , metode utama yang digunakan adalah nitridasi ion, suatu perlakuan termokimia yang mendifusikan nitrogen ke dalam permukaan. Hal ini menciptakan lapisan kulit yang sangat keras, tahan aus, dan licin yang mencegah gesekan logam terhadap logam, mengurangi goresan, serta memungkinkan cetakan untuk mempertahankan hasil akhir kelas A unggulan sepanjang produksi volume tinggi.
- Pengecoran: Besi cor cair abu-abu atau nodular dituangkan ke dalam cetakan pasir untuk membuat bentuk awal yang hampir mendekati bentuk akhir dari cetakan tersebut.
- Relaksasi Tegangan: Pengecoran mentah diperlakukan panas untuk melepaskan tegangan internal yang timbul selama pendinginan, guna menjamin kestabilan dimensi.
- Mesin presisi: Pengecoran dikerjakan dengan mesin frais, pengeboran, dan penggerindaan menggunakan permesinan CNC untuk mencapai geometri akhir dan kontur permukaan yang tepat.
- Pengerasan Permukaan: Permukaan jadi menjalani proses nitridasi ion atau perlakuan serupa untuk menciptakan lapisan tahan lama dengan gesekan rendah yang tahan aus dan galling.
- Pemolesan Akhir & Perakitan: Permukaan yang telah diperlakukan dipoles hingga mengkilap seperti cermin, dan berbagai komponen set cetakan dirakit serta diuji.
Memilih Bahan yang Tepat untuk Umur Panjang
Kesimpulannya, pemilihan besi cor untuk cetakan stamping otomotif berukuran besar merupakan keputusan teknik yang disengaja, berdasarkan pemahaman mendalam mengenai ilmu bahan dan ekonomi manufaktur. Kekuatan tekan bawaan material ini, kemampuan meredam getaran, serta ketahanan aus yang sangat baik memberikan fondasi kuat bagi peralatan yang harus bekerja secara andal dalam kondisi ekstrem. Dengan memilih antara besi kelabu karena stabilitas dan efisiensi biayanya, atau besi ulet karena kekuatan dan ketahanan benturannya yang lebih unggul, para insinyur dapat mengoptimalkan kinerja dan umur pakai setiap komponen dalam satu set cetakan.
Namun, bahan baku hanyalah sebagian dari persamaan. Proses canggih seperti permesinan presisi dan perlakuan permukaan lanjutan seperti nitridasi ionlah yang membuka potensi penuh besi cor. Langkah-langkah ini mengubah coran kasar menjadi alat berkinerja tinggi yang mampu menghasilkan jutaan komponen otomotif tanpa cacat. Pada akhirnya, dominasi berkelanjutan besi cor dalam aplikasi ini merupakan bukti kombinasi tak tertandingi antara kinerja, kemudahan produksi, dan nilai ekonomisnya.
Pertanyaan yang Sering Diajukan
1. Apa material yang paling cocok untuk mati stamping besar?
Untuk mati stamping otomotif besar, besi cor, khususnya besi cor kelabu untuk bagian dasar dan besi cor ulet (nodular) untuk komponen dengan tegangan tinggi, merupakan material yang paling cocok dan paling banyak digunakan. Hal ini disebabkan oleh kekuatan tekan yang sangat baik, peredaman getaran, ketahanan aus, serta efisiensi biaya dalam memproduksi alat besar semacam ini.
2. Mengapa perlakuan permukaan diperlukan untuk mati besi cor?
Perlakuan permukaan, seperti nitridasi ion, diperlukan untuk meningkatkan secara signifikan kekerasan permukaan dan mengurangi gesekan. Hal ini mencegah masalah umum seperti galling (adhesi) dan scoring saat meninju baja modern yang dilapisi atau baja berkekuatan tinggi. Ini memastikan cetakan tetap memiliki hasil akhir permukaan yang unggul serta memperpanjang masa operasionalnya.
3. Apakah besi cor masih relevan dalam manufaktur otomotif modern?
Sangat relevan. Meskipun baja canggih dan paduan lain tersedia, besi cor tetap sangat relevan untuk aplikasi seperti cetakan stamping besar dan blok mesin. Kombinasi unik sifat mekanisnya, kemampuan pengecoran yang sangat baik ke dalam bentuk kompleks, serta keunggulan ekonomis secara keseluruhan menjadikannya pilihan ideal untuk banyak komponen otomotif produksi massal.