 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Hal yang Tidak Dikatakan Orang tentang Biaya dan Jadwal Pemesinan Layanan

Memahami Permesinan Berbasis Jasa dan Mengapa Hal Ini Penting
Pernahkah Anda bertanya-tanya mengapa sebagian produsen menginvestasikan jutaan dolar untuk peralatan, sementara yang lain mampu memproduksi komponen identik tanpa memiliki satu pun mesin? Jawabannya terletak pada permesinan berbasis jasa—pendekatan strategis yang sedang mengubah cara bisnis memandang produksi.
Apa Arti Sebenarnya Permesinan Berbasis Jasa bagi Produsen
Permesinan berbasis jasa mengacu pada outsourcing pekerjaan manufaktur presisi ke fasilitas eksternal khusus yang dilengkapi teknologi CNC canggih. Alih-alih membeli peralatan mahal dan merekrut operator terampil, perusahaan menjalin kemitraan dengan penyedia jasa permesinan khusus yang menangani seluruh proses produksi, mulai dari awal hingga akhir.
Bayangkanlah dengan cara ini: Anda membutuhkan komponen presisi, tetapi Anda belum tentu harus memiliki pabriknya sendiri. Menurut riset industri dari Technavio, pasar layanan permesinan diproyeksikan tumbuh sebesar 17,4 miliar dolar AS antara tahun 2023 dan 2028, dengan tingkat pertumbuhan tahunan majemuk (CAGR) sebesar 4,5%. Pertumbuhan ini mencerminkan pergeseran mendasar dalam strategi manufaktur—perusahaan semakin menyadari bahwa mitra eksternal mampu memberikan hasil yang unggul tanpa beban investasi modal.
Ketika Anda mencari "bengkel mesin CNC terdekat" atau mengeksplorasi layanan permesinan presisi CNC, pada dasarnya Anda sedang mencari mitra khusus semacam ini. Baik Anda merupakan startup yang sedang membuat prototipe produk pertama maupun produsen mapan yang sedang meningkatkan skala produksi, penyedia layanan menawarkan hasil berkualitas tinggi yang setara dengan yang Anda harapkan dari operasi internal.
Perbedaan Inti Antara Permesinan Outsourcing dan Permesinan Internal
Perbedaan antara pendekatan-pendekatan ini terletak pada kepemilikan dan tanggung jawab. Dengan pemesinan internal, Anda menanggung seluruh beban pembelian peralatan, jadwal pemeliharaan, pelatihan operator, serta sertifikasi mutu.
Pertimbangkan apa saja yang sebenarnya dibutuhkan oleh operasi internal:
- Modal awal yang signifikan untuk mesin CNC yang harganya dapat berkisar dari puluhan ribu hingga jutaan dolar
- Biaya pemeliharaan berkelanjutan yang terus bertambah seiring waktu dan memerlukan teknisi khusus
- Operator terampil yang menerima gaji tinggi serta membutuhkan pelatihan berkelanjutan
- Sertifikasi Kualitas seperti ISO 9001 yang menuntut dokumentasi ketat dan audit rutin
Pemesinan layanan menghilangkan semua kebutuhan tersebut. Sebuah bengkel mesin Jose atau penyedia berkualifikasi lainnya telah melakukan investasi-investasi ini sebelumnya. Mereka memelihara peralatan terkini, mempekerjakan tukang mesin berpengalaman, serta memiliki sertifikasi yang dipersyaratkan industri Anda. Anda cukup memanfaatkan kapabilitas mereka sesuai kebutuhan.
Mengapa perusahaan di berbagai industri—mulai dari dirgantara hingga perangkat medis—mengandalkan mitra permesinan eksternal? Nilai tawar yang ditawarkan sangat meyakinkan. Layanan permesinan presisi tinggi memberi Anda akses ke peralatan CNC multi-sumbu, operator berpengalaman, serta sistem mutu yang telah teruji—tanpa mengikat modal Anda. Banyak bengkel mesin di California dan pusat manufaktur lainnya berspesialisasi dalam industri tertentu, menawarkan keahlian yang membutuhkan waktu bertahun-tahun untuk dikembangkan secara internal.
Fleksibilitas ini terbukti sangat berharga ketika kebutuhan proyek berubah-ubah. Alih-alih mempertahankan peralatan menganggur selama masa lesu atau berupaya keras menambah kapasitas saat permintaan melonjak, alih daya memungkinkan Anda meningkatkan produksi secara mulus. Ini merupakan keunggulan strategis yang memungkinkan Anda tetap fokus pada hal yang paling Anda kuasai—merancang produk, melayani pelanggan, dan mengembangkan bisnis Anda. 
Jenis-Jenis Proses Permesinan CNC dan Aplikasinya
Ketika Anda bermitra dengan penyedia layanan pemesinan, Anda tidak hanya mendapatkan akses ke peralatan—Anda juga memanfaatkan beragam proses manufaktur. Namun, di sini muncul tantangannya: bagaimana Anda mengetahui proses mana yang paling sesuai untuk proyek Anda? Memahami perbedaan antara frais (milling), bubut (turning), dan teknik khusus lainnya membantu Anda berkomunikasi secara efektif dengan mitra pemesinan Anda serta mengambil keputusan yang tepat mengenai komponen-komponen Anda.
Penjelasan tentang Frais CNC
Bayangkan sebuah alat potong berputar bergerak melintasi benda kerja yang diam, menghilangkan material lapis demi lapis . Itulah proses frais CNC (CNC milling) dalam praktiknya. Berbeda dengan proses-proses di mana benda kerja berputar, pada frais benda kerja Anda tetap diam sementara alat potong multi-titik melakukan pekerjaan pada berbagai sumbu.
Pendekatan ini sangat unggul dalam menciptakan bentuk tiga dimensi (3D) yang kompleks—bentuk-bentuk yang mustahil diwujudkan dengan metode yang lebih sederhana. Menurut riset manufaktur 3ERP, mesin frais mampu beroperasi dengan kemampuan 3-sumbu, 4-sumbu, atau 5-sumbu, di mana setiap penambahan sumbu membuka kemungkinan geometris baru.
Apa yang membuat frais menjadi sangat serbaguna? Pertimbangkan aplikasi umum berikut:
- Permukaan dan bidang datar —frais muka menciptakan bidang horizontal presisi di permukaan atas benda kerja
- Rongga dan kantong —frais kantong menghilangkan material dari bagian dalam, menghasilkan fitur cekung
- Alur dan takikan —frais periferal memotong saluran sepanjang tepi komponen dengan kedalaman terkendali
- Kontur 3D yang kompleks —mata bor ujung bulat (ball-nose end mills) mengikuti kurva organik untuk cetakan dan prototipe
- Fitur bersudut —mata bor chamfer dan operasi bersudut menciptakan tepi miring (beveled edges)
Ketika Anda menjelajahi layanan mesin CNC 5 sumbu, Anda sedang mempertimbangkan kemampuan frais paling mutakhir yang tersedia. Mesin-mesin ini mampu memiringkan alat potong atau meja kerja, sehingga dapat menjangkau area undercut dan permukaan kompleks dalam satu kali pemasangan (setup). Untuk pemesinan komponen berukuran besar atau komponen aerospace yang rumit, penyedia layanan CNC 5 sumbu memberikan presisi yang tidak dapat dicapai oleh setup yang lebih sederhana.
Ketika Bubut Lebih Unggul daripada Frais
Sekarang balikkan skenario tersebut. Dalam pembubutan CNC, benda kerja berputar cepat sementara alat potong tunggal yang diam membentuk permukaannya. Pembalikan gerak ini menciptakan perbedaan mendasar dalam hal apa yang paling baik dikerjakan oleh masing-masing proses.
Kedengarannya sederhana? Memang begitu—dan kesederhanaan ini berubah menjadi efisiensi. Operasi pembubutan secara inheren lebih cepat untuk komponen silindris karena gerak putar secara alami menghasilkan profil bulat. Jika bentuk komponen Anda menyerupai poros, pin, busing, atau batang berulir, pembubutan hampir pasti merupakan pilihan terbaik Anda.
Berikut adalah situasi di mana pembubutan unggul dibandingkan frais:
- Bentuk silindris dan kerucut —benda kerja yang berputar secara alami menghasilkan profil bulat dengan konsentrisitas yang sangat baik
- Produksi dalam jumlah besar —pengumpan batang memungkinkan pemesinan berkelanjutan dengan intervensi operator minimal
- Ulir eksternal dan internal —operasi pembuatan ulir terintegrasi secara mulus ke dalam siklus pembubutan
- Toleransi kebulatan yang ketat —proses ini mempertahankan diameter yang konsisten sepanjang komponen yang panjang
- Proyek dengan sensitivitas biaya —perkakas yang lebih sederhana dan waktu siklus yang lebih cepat mengurangi biaya per komponen
Pusat bubut CNC modern mengaburkan batas antara proses-proses tersebut. Banyak di antaranya kini dilengkapi dengan peralatan aktif—peralatan berputar yang mampu melakukan operasi frais saat benda kerja masih tercekam di mesin bubut. Kemampuan hibrida ini berarti satu mesin saja dapat mengebor lubang melintang, memfrais permukaan datar, atau membuat alur pasak tanpa harus memindahkan benda kerja ke penyetelan terpisah.
Untuk proyek pemesinan CNC benda kerja yang menggabungkan fitur bulat dan prismatik, tanyakan penyedia layanan Anda mengenai kemampuan mesin bubut-frais. Mesin hibrida ini mampu secara signifikan mengurangi waktu tunggu dan meningkatkan akurasi dimensi dengan menghilangkan kebutuhan beberapa kali penyetelan.
Proses Khusus untuk Geometri Kompleks
Apa yang terjadi ketika peralatan pemotong konvensional tidak mampu menjangkau geometri yang Anda butuhkan? Di sinilah proses khusus seperti pemesinan elektro-erosi (electrical discharge machining) dan penggerindaan presisi hadir.
Pemesinan dengan Pancaran Listrik (EDM) menghilangkan material melalui percikan listrik terkendali, bukan melalui pemotongan fisik. Menurut Dokumentasi teknis OpenLearn , EDM bekerja pada bahan konduktif listrik apa pun tanpa memandang kekerasannya—menjadikannya ideal untuk baja perkakas keras dan paduan eksotis yang akan merusak alat potong konvensional.
EDM unggul dalam aplikasi tertentu:
- Lubang kecil dengan rasio tinggi terhadap diameter —EDM kawat dapat membuat bukaan sekecil 0,05 mm
- Rongga cetakan kompleks —EDM sinker membentuk fitur cetakan rumit tanpa menghasilkan burr
- Bahan keras —erosi percikan sama sekali tidak dipengaruhi oleh kekerasan bahan
- Sudut dalam tajam —mampu mencapai jari-jari selembut 0,4 mm di area yang tidak dapat dijangkau alat potong
Komprominya? EDM beroperasi lebih lambat dibandingkan pemesinan konvensional, dengan laju penghilangan logam yang umumnya diukur dalam sentimeter kubik per jam. EDM juga meninggalkan lapisan ulang (recast layer) sedalam 0,0025–0,15 mm yang mungkin perlu dihilangkan untuk aplikasi kritis terhadap kelelahan material.
Penggerindaan Presisi menggunakan roda gerinda untuk mencapai hasil permukaan dan toleransi yang melampaui kemampuan alat potong. Ketika proyek Anda membutuhkan permukaan seperti cermin atau akurasi tingkat mikron, proses gerinda menjadi sangat penting.
Perusahaan seperti Odyssey Machining dan penyedia khusus lainnya sering menggabungkan beberapa proses secara berurutan—pembuatan kasar dengan frais, penyelesaian dengan gerinda, serta pekerjaan detail dengan EDM. Pendekatan terintegrasi ini memberikan karakteristik terbaik dari masing-masing metode sekaligus meminimalkan waktu produksi total.
Memahami perbedaan proses-proses ini membantu Anda berkolaborasi lebih efektif dengan mitra pemesinan Anda. Ketika Anda mampu menjelaskan apakah komponen Anda memerlukan fleksibilitas frais, efisiensi bubut, atau presisi khusus, Anda akan menerima penawaran harga yang lebih akurat dan waktu penyelesaian yang lebih cepat.
Panduan Pemilihan Bahan untuk Komponen Berbentuk
Anda telah memilih proses pemesinan Anda. Sekarang tiba keputusan yang tak kalah kritis: bahan apa yang akan digunakan untuk komponen Anda? Pilihan ini berdampak pada setiap aspek proyek Anda—mulai dari waktu pemesinan dan keausan alat hingga kinerja akhir komponen dan total biaya. Lakukan dengan tepat, dan Anda akan mendapatkan komponen yang melampaui ekspektasi. Lakukan secara keliru, dan Anda akan menghadapi keterlambatan, pembengkakan anggaran, atau komponen yang gagal di lapangan.
Berikut yang membuat pemilihan bahan menjadi rumit: hal ini selalu melibatkan kompromi. Menurut riset manufaktur dari Tops Best Precision, meskipun logam lunak seperti aluminium dan kuningan memiliki kemampuan pemesinan yang sangat baik, bahan-bahan tersebut mungkin kurang kuat dan kurang tahan lama. Sebaliknya, bahan yang lebih keras seperti titanium dan baja tahan karat lebih sulit diproses secara pemesinan, tetapi menawarkan kekuatan lebih tinggi, ketahanan terhadap korosi, serta ketahanan yang lebih baik.
Mari kita uraikan pilihan Anda agar Anda dapat mengambil keputusan yang tepat untuk layanan Pemesinan CNC Aluminium atau kebutuhan bahan lainnya.
Paduan Aluminium untuk Kinerja Ringan
Ketika produsen membutuhkan suku cadang secara cepat tanpa mengorbankan kualitas, aluminium sering kali berada di urutan teratas. Dengan tingkat kemampuan pemesinan sebesar 90–95% dibandingkan standar kuningan, layanan pemesinan aluminium memberikan waktu penyelesaian yang cepat serta hasil permukaan yang sangat baik.
Mengapa aluminium dapat diproses dengan sangat baik? Konduktivitas termalnya yang tinggi memungkinkan panas tersebar secara cepat dari zona pemotongan, sehingga memungkinkan kecepatan pemesinan yang lebih tinggi tanpa mengurangi masa pakai alat potong. Menurut panduan pemilihan bahan dari Ethereal Machines, Aluminium 6061 menyeimbangkan kekuatan dan kemampuan pemesinan, menawarkan fleksibilitas dalam berbagai aplikasi—mulai dari otomotif hingga barang konsumen.
Paduan aluminium umum yang akan Anda temui dalam kutipan layanan frais CNC aluminium meliputi:
- 6061-T6 —paduan andalan yang menawarkan kekuatan yang baik, kemampuan las yang unggul, serta ketahanan korosi untuk aplikasi umum
- 7075-T6 —kekuatan yang lebih tinggi, mendekati beberapa jenis baja, sangat ideal untuk komponen struktural pesawat terbang dan aplikasi bersupaya tinggi
- 2024-T3 —ketahanan kelelahan yang sangat baik untuk kulit pesawat dan komponen struktural
- 5052—ketahanan korosi yang unggul untuk lingkungan kelautan dan pengolahan bahan kimia
Komprominya? Kekerasan aluminium yang lebih rendah berarti material ini tidak mampu menahan keausan ekstrem atau aplikasi suhu tinggi. Untuk situasi tersebut, Anda perlu mempertimbangkan baja atau paduan eksotis.
Pilihan Baja dan Baja Tahan Karat untuk Ketahanan
Ketika kekuatan dan ketahanan lebih penting daripada berat, varian baja menjadi bahan utama pilihan Anda. Namun, keluarga baja mencakup rentang kinerja yang luas—demikian pula kemudahan pemesinannya.
Baja Karbon dan Baja Paduan (seperti 1018, 4140, dan 4340) menawarkan keseimbangan yang wajar antara kekuatan dan kemudahan pemesinan. Dengan nilai sekitar 70%, material-material ini jauh lebih sulit dipotong dibandingkan aluminium, tetapi masih dapat dikerjakan dengan peralatan standar. Material-material ini unggul dalam komponen struktural, bagian mesin, dan roda gigi di mana kekuatan membenarkan waktu pemesinan tambahan.
Stainless steels menghadirkan tantangan yang berbeda. Menurut penelitian material, kelas seperti 304 dan 316 memiliki tingkat kemampuan pemesinan hanya 30–40%. Mengapa begitu sulit? Baja tahan karat mengalami pengerasan akibat deformasi (work hardening)—artinya, material menjadi semakin keras saat dipotong. Hal ini menuntut kecepatan pemotongan yang lebih lambat, penyetelan mesin yang lebih kaku, serta pergantian alat potong yang lebih sering.
Meskipun menghadapi tantangan dalam proses pemesinan, sifat-sifat baja tahan karat membenarkan upaya tambahan tersebut untuk aplikasi tertentu:
- 304 stainless —ketahanan korosi umum untuk proses pengolahan makanan, arsitektur, dan aplikasi kimia
- 316 Tidak berkarat —ketahanan korosi unggul untuk lingkungan kelautan, medis, dan farmasi
- 17-4 PH —kelas pengerasan presipitasi (precipitation-hardening) yang memberikan kekuatan tinggi untuk komponen dirgantara dan pertahanan
- baja tahan karat 303 —kelas bebas pemesinan (free-machining) dengan penambahan belerang guna meningkatkan pemecahan geram dan masa pakai alat potong
Jika proyek Anda memerlukan baja tahan karat, harapkan waktu tunggu yang lebih lama dan biaya per komponen yang lebih tinggi dibandingkan kutipan layanan penggilingan aluminium. Bahan itu sendiri lebih mahal, proses pemesinan berlangsung lebih lambat, dan menyebabkan keausan alat lebih cepat—semua faktor ini akan dimasukkan penyedia layanan Anda ke dalam penawaran harganya.
Plastik Teknik dan Bahan Eksotis
Tidak semua komponen harus terbuat dari logam. Plastik teknik menawarkan keunggulan unik, antara lain bobot yang lebih ringan, ketahanan terhadap bahan kimia, serta isolasi listrik. Sementara itu, paduan eksotis mampu menahan kondisi ekstrem di mana bahan konvensional gagal berfungsi.
Plastik Teknik Umum untuk komponen yang dikerjakan meliputi:
- Delrin (Asetal) —sangat mudah dikerjakan dengan stabilitas dimensi yang sangat baik, ideal untuk roda gigi, bantalan, dan komponen mekanis
- PEEK —termoplastik berkinerja tinggi yang mampu menahan suhu hingga 250°C, umum digunakan di sektor dirgantara dan implan medis
- UHMW —ketahanan aus luar biasa dan gesekan rendah untuk komponen konveyor serta pelat pelindung aus
- Polikarbonat —ketahanan benturan tinggi serta kejernihan optis untuk jendela pengaman dan pelindung
Mesin plastik dapat dikerjakan dengan cepat, tetapi memerlukan pertimbangan yang berbeda. Sebagian bahan dapat meleleh atau melengkung akibat panas pemotongan, sedangkan yang lainnya retak jika dipotong terlalu agresif. Mitra pemesinan Anda harus menyesuaikan kecepatan, laju pemakanan (feed), dan strategi pendinginan secara tepat.
Paduan eksotis menempati ujung spektrum yang berlawanan—sulit dikerjakan namun esensial untuk lingkungan ekstrem. Primo Medical Group mencatat bahwa bahan seperti titanium dan paduan eksotis lainnya memerlukan teknik pemesinan khusus karena sifat uniknya, seperti kekerasan, ketahanan korosi, dan kesesuaian biologis.
Titanium memiliki tingkat kemampuan pemesinan hanya 20–25%. Konduktivitas termalnya yang rendah menyebabkan panas terperangkap di zona pemotongan, sehingga mengharuskan penggunaan kecepatan rendah dan peralatan berlapis khusus. Inconel dan paduan super-nikel lainnya memiliki nilai kemampuan pemesinan bahkan lebih rendah, yaitu 10–15%, sehingga memerlukan penanganan ekstra hati-hati guna mencegah kegagalan alat potong.
Kapan bahan-bahan ini membenarkan kesulitan pemesinannya? Titanium muncul dalam struktur dirgantara, implan medis, dan peralatan olahraga berkinerja tinggi, di mana rasio kekuatan terhadap beratnya tak tertandingi. Inconel digunakan untuk komponen mesin jet dan aplikasi nuklir, di mana panas ekstrem dan korosi akan menghancurkan bahan lain.
Perbandingan Material Sekilas
Gunakan tabel referensi ini saat membahas pilihan bahan dengan penyedia layanan pemesinan Anda:
| Bahan | Peringkat Kemudahan Pemesinan | Aplikasi Tipikal | Pertimbangan Biaya |
|---|---|---|---|
| Brass c36000 | 100% (standar) | Fitting, komponen kelistrikan, perlengkapan dekoratif | Biaya bahan sedang, biaya pemesinan terendah |
| Aluminium 6061 | 90-95% | Dirgantara, otomotif, perangkat elektronik | Biaya bahan rendah, pemesinan cepat |
| Baja Karbon 1018 | 70% | Bagian struktural, poros, komponen mesin | Biaya bahan rendah, waktu pemesinan sedang |
| Baja tahan karat 304 | 30-40% | Pengolahan makanan, bidang medis, lingkungan kelautan | Biaya bahan lebih tinggi, pemesinan lebih lambat |
| Titanium 6Al-4V | 20-25% | Struktur dirgantara, implan medis, pertahanan | Biaya bahan tinggi, memerlukan peralatan khusus |
| Inconel 718 | 10-15% | Mesin jet, reaktor nuklir, lingkungan ekstrem | Biaya bahan sangat tinggi, pemesinan paling lambat |
| Delrin (Asetal) | Tinggi | Gigi roda (gear), bantalan (bearing), komponen mekanis presisi | Biaya material sedang, pemesinan cepat |
| PEEK | Sedang | Implan medis, dirgantara, pengolahan bahan kimia | Biaya material tinggi, memerlukan pengendalian suhu |
Persyaratan Material Berdasarkan Industri
Industri Anda kemungkinan besar menentukan pilihan material di luar pertimbangan kinerja murni. Persyaratan regulasi dan standar sertifikasi secara signifikan mempersempit pilihan Anda.
Pembuatan Perangkat Medis menuntut material dengan biokompatibilitas dan ketertelusuran yang telah terbukti. Titanium, baja tahan karat 316L, serta polimer khusus seperti PEEK memenuhi persyaratan FDA untuk perangkat yang dapat ditanamkan. Mitra pemesinan Anda harus menyimpan dokumentasi yang membuktikan asal-usul material dan kepatuhan terhadap standar seperti ISO 13485.
Aplikasi Dirgantara memerlukan paduan bersertifikat dengan ketertelusuran material penuh. Anda tidak dapat sembarang menggunakan aluminium—material tersebut harus berjenis aerospace-grade dengan sertifikasi pabrik (mill certifications) yang mendokumentasikan komposisi kimia dan sifat mekanisnya. Spesifikasi umum meliputi AMS (Aerospace Material Specifications) dan standar ASTM.
Komponen Otomotif sering menyeimbangkan efisiensi biaya dengan persyaratan kinerja. Produksi dalam volume tinggi umumnya lebih memilih bahan yang mudah dikerjakan, seperti aluminium dan baja bebas pemesinan, untuk meminimalkan biaya per komponen sekaligus memenuhi spesifikasi ketahanan.
Memahami dinamika bahan ini membantu Anda berkolaborasi secara lebih efektif dengan mitra pemesinan Anda. Ketika Anda mampu membahas kompromi antara kemudahan pemesinan dan kinerja, Anda akan membuat keputusan yang lebih baik mengenai alokasi anggaran—di mana harus berinvestasi dan di mana bisa menghemat. 
Alur Kerja Pemesinan Layanan Lengkap Dijelaskan
Anda telah memilih proses dan memilih bahan yang tepat. Lalu apa selanjutnya? Bagi banyak pembeli pemula, perjalanan dari pertanyaan awal hingga menerima komponen jadi terasa seperti kotak hitam. Apa yang terjadi setelah Anda mengunggah file? Berapa lama setiap tahap berlangsung? Memahami alur kerja lengkap ini membantu Anda menetapkan ekspektasi yang realistis serta menghindari kesalahpahaman mahal.
Baik Anda bekerja dengan bengkel mesin di San Jose maupun dengan penyedia di wilayah lain di seluruh negeri, sebagian besar fasilitas permesinan CNC di California yang terpercaya mengikuti proses terstruktur yang serupa. Mari kita bahas setiap langkahnya agar Anda mengetahui secara pasti apa yang dapat Anda harapkan.
Mempersiapkan Berkas Desain Anda untuk Pengiriman
Proyek Anda dimulai pada saat Anda mengirimkan berkas desain—dan cara Anda mempersiapkan berkas tersebut secara langsung memengaruhi ketepatan kutipan harga serta waktu penyelesaian. Menurut dokumentasi alur kerja industri, paket permintaan khas harus mencakup model CAD, gambar teknis, spesifikasi material, kebutuhan jumlah unit, dan jadwal pengiriman.
Format berkas apa yang disukai oleh bengkel mesin di San Jose, CA, dan fasilitas profesional lainnya?
- STEP (.stp, .step) —standar universal untuk pertukaran model 3D, dapat dibaca oleh hampir semua perangkat lunak CAM
- IGES (.igs, .iges) —format lama namun didukung secara luas untuk geometri permukaan dan padat
- DXF/DWG —berkas gambar 2D yang esensial untuk komponen datar dan dimensi tambahan
- File CAD Asli —File SolidWorks, Inventor, atau Fusion 360 mempertahankan sepenuhnya maksud desain ketika bengkel Anda menggunakan perangkat lunak yang sesuai
- Gambar PDF —Gambar 2D yang diberi anotasi, menunjukkan toleransi, hasil permukaan, dan persyaratan khusus
Berikut hal yang sering terlewatkan banyak pembeli: model 3D saja tidak cukup. Bengkel mesin di California Anda memerlukan gambar 2D yang dilengkapi dimensi dan spesifikasi toleransi, persyaratan hasil permukaan, serta fitur-fitur kritis. Model 3D memberi tahu mereka bentuk apa yang harus dibuat; sedangkan gambar memberi tahu mereka seberapa presisi bentuk tersebut harus dibuat.
Sebelum mengirim, periksa kembali masalah umum berikut:
- Apakah semua dimensi telah ditentukan secara jelas beserta toleransi yang sesuai?
- Apakah Anda telah menandai fitur mana yang bersifat kritis dibandingkan toleransi umum?
- Apakah kelas material disebutkan secara eksplisit (bukan hanya "aluminium", tetapi "6061-T6")?
- Apakah persyaratan hasil permukaan dicantumkan menggunakan nilai Ra standar?
- Apakah jumlah kebutuhan dan tanggal pengiriman target telah dimasukkan?
Proses Penawaran Harga dan Tinjauan
Setelah file Anda tiba, proses penawaran harga dimulai—dan proses ini lebih kompleks daripada yang disadari banyak pelanggan. Menurut panduan RFQ Stecker Machine, anggota tim bengkel yang berpengalaman meninjau paket dokumen mulai dari penilaian kelayakan berdasarkan kapabilitas dan keahlian.
Apa yang terjadi selama tinjauan ini? Insinyur memeriksa gambar teknis Anda untuk menemukan inkonsistensi, toleransi ketat, masalah potensial, serta tantangan proses. Mereka berupaya mengidentifikasi potensi masalah sebelum berkembang menjadi kesalahan mahal.
Penyedia jasa pemesinan terbaik tidak hanya memberikan penawaran harga atas permintaan Anda—melainkan juga mengusulkan perbaikan. Analisis Desain untuk Kemudahan Manufaktur (Design for Manufacturability/DFM) mengidentifikasi peluang untuk:
- Mengurangi Biaya melalui penggantian material atau penyederhanaan geometri
- Meningkatkan kualitas dengan menyesuaikan toleransi pada fitur yang tidak kritis
- Persingkat Waktu Tunggu dengan memilih proses yang lebih sesuai untuk geometri Anda
- Mengeliminasi kegagalan potensial dengan mengidentifikasi dinding tipis, sudut internal tajam, atau fitur bermasalah lainnya
Tingkat kompleksitas dan volume menentukan cara pengolahan komponen. Dengan informasi ini, para estimator berkolaborasi dengan insinyur untuk melakukan studi waktu per alat dan per operasi. Perkiraan waktu siklus ini menjadi dasar bagi semua hal—kapasitas operator, kebutuhan peralatan, dan pada akhirnya harga penawaran Anda.
Penawaran resmi yang Anda terima biasanya mencakup:
- Harga satuan dan rincian total biaya
- Perkiraan waktu tunggu mulai dari konfirmasi pesanan hingga pengiriman
- Biaya bahan baku (kadang dicantumkan secara terpisah)
- Biaya persiapan awal dan kebutuhan perkakas
- Pernyataan klarifikasi apa pun mengenai toleransi atau spesifikasi
Produksi Hingga Inspeksi Akhir
Setelah Anda menyetujui penawaran dan mengonfirmasi pesanan, perencanaan produksi dimulai. Pekerjaan Anda masuk ke dalam antrian berdasarkan tingkat kompleksitas, ketersediaan bahan baku, serta penjadwalan mesin. Di sinilah komponen Anda benar-benar diwujudkan.
Fase produksi melibatkan beberapa langkah terkoordinasi:
- Pengadaan Bahan —toko Anda membeli bahan baku sesuai tingkat kualitas yang Anda tentukan, sering kali disertai sertifikat pabrik untuk memastikan jejakabilitas
- Pemrograman CNC —insinyur membuat jalur alat (toolpaths) menggunakan perangkat lunak CAM, dengan optimalisasi terhadap kecepatan, akurasi, dan masa pakai alat
- Pengaturan Mesin —operator memasang perlengkapan (fixtures), memuat alat potong, serta mengkalibrasi mesin sesuai spesifikasi komponen Anda
- Produksi Artikel Pertama —komponen pertama dibuat dan diperiksa secara menyeluruh sebelum proses dilanjutkan
- Jalannya Produksi —setelah komponen pertama lulus pemeriksaan, komponen-komponen sisanya diproduksi
- Pemeriksaan Kualitas Selama Proses Produksi —operator memverifikasi dimensi kritis secara berkala selama proses produksi
- Operasi Sekunder —jika diperlukan, komponen menjalani proses penghilangan burr (deburring), perlakuan permukaan, atau perlakuan panas (heat treatment)
- Inspeksi akhir —komponen jadi diukur berdasarkan spesifikasi Anda menggunakan peralatan yang telah dikalibrasi
- Kemasan dan pengiriman —komponen dilindungi secara memadai dan dikirimkan bersama dokumentasi yang dipersyaratkan
Pemeriksaan kualitas dilakukan secara berkesinambungan, bukan hanya di akhir proses. Pemeriksaan komponen pertama (first article inspection) sangat krusial—di sinilah kesalahan pemrograman, masalah penyetelan (setup), atau ketidaksesuaian desain terdeteksi sebelum terjadi pemborosan bahan dalam produksi massal.
Alur Kerja Lengkap Sekilas
Dari awal hingga akhir, berikut adalah perjalanan khas proyek Anda melalui fasilitas pemesinan layanan profesional:
- Pengajuan Desain —Anda menyediakan file CAD, gambar teknik, dan spesifikasi
- Pembuatan Penawaran Harga —insinyur meninjau kelayakan dan menyusun penawaran harga
- Tinjauan desain dan DFM —peningkatan potensial diidentifikasi dan didiskusikan
- Konfirmasi Pesanan —Anda menyetujui penawaran harga dan memberikan otorisasi pembelian
- Penjadwalan produksi —pekerjaan Anda masuk ke antrian berdasarkan komitmen waktu pengerjaan
- Pengadaan Material —bahan baku diperoleh sesuai spesifikasi Anda
- Operasi Pemesinan —peralatan CNC mengubah bahan baku menjadi komponen jadi
- Inspeksi dan Pengendalian Kualitas —komponen diverifikasi sesuai dengan persyaratan dimensi dan kualitas
- Pengiriman dan pengiriman —komponen yang telah selesai tiba di fasilitas Anda disertai dokumentasi
Memahami alur kerja ini membantu Anda merencanakan proyek secara lebih efektif. Anda akan mengetahui kapan harus mengharapkan pembaruan, informasi apa yang dibutuhkan bengkel Anda pada setiap tahap, serta cara menghindari keterlambatan yang dapat memundurkan tanggal pengiriman Anda.
Sekarang setelah Anda memahami prosesnya, pertanyaan logis berikutnya adalah: berapa sebenarnya biaya keseluruhan ini? Beberapa faktor memengaruhi harga dengan cara yang tidak langsung terlihat—dan mengetahuinya dapat membantu Anda merancang secara lebih cerdas serta menyusun anggaran secara lebih akurat.
Apa Saja Faktor yang Mempengaruhi Biaya Permesinan Layanan
Berikut adalah hal yang kebanyakan penyedia tidak akan beri tahu Anda secara langsung: harga yang Anda bayar untuk komponen yang dikerjakan tergantung pada keputusan yang berada di bawah kendali Anda. Pemilihan material, spesifikasi toleransi, persyaratan permukaan akhir, dan volume pesanan semuanya memengaruhi tagihan akhir Anda—kadang-kadang secara signifikan. Memahami variabel-variabel ini menempatkan Anda dalam posisi mengendalikan anggaran proyek dan negosiasi dengan pemasok.
Menurut rincian biaya menyeluruh Unionfab, biaya pemesinan CNC bervariasi secara signifikan tergantung pada faktor-faktor seperti geometri komponen, pemilihan material, strategi pemesinan, persyaratan toleransi, dan volume produksi. Mari kita bahas masing-masing faktor tersebut agar Anda dapat mengambil keputusan yang tepat sebelum mengajukan permintaan kutipan berikutnya.
Bagaimana Pemilihan Material Mempengaruhi Anggaran Anda
Pemilihan material Anda berdampak pada setiap kategori biaya—harga bahan baku, waktu pemesinan, keausan alat potong, dan bahkan berat pengiriman. Pilihlah dengan bijak, dan Anda akan mengoptimalkan nilai. Pilihlah secara keliru, dan Anda harus membayar premi yang tidak meningkatkan kualitas produk Anda.
Pertimbangkan saja biaya bahan baku. Menurut data harga industri, bahan-bahan tergolong ke dalam tingkatan biaya yang berbeda:
- Biaya rendah ($) —Aluminium dan PMMA (Akrilik) menawarkan titik awal paling ekonomis
- Biaya sedang ($$) —POM, PTFE, Nilon, dan bahan komposit seperti FR4
- Biaya lebih tinggi ($$$) —Tembaga, kuningan, perunggu, baja, baja tahan karat, serta plastik teknik seperti PC dan ABS
- Biaya premium ($$$$$) —Magnesium, titanium, PEEK, dan keramik teknis
Namun, harga bahan baku hanya menceritakan sebagian dari keseluruhan cerita. Sebuah bengkel mesin di wilayah Teluk juga akan mempertimbangkan kemudahan pemesinan—seberapa cepat dan mudah bahan tersebut dapat dipotong. Aluminium dapat dikerjakan dengan kecepatan 3–4 kali lebih cepat dibandingkan baja tahan karat. Perbedaan kecepatan ini secara langsung berdampak pada penurunan biaya tenaga kerja dan waktu mesin.
Berikut adalah kesimpulan praktisnya: jangan menentukan bahan titanium jika aluminium sudah memenuhi kebutuhan Anda. Jangan secara otomatis memilih baja tahan karat jika baja karbon memberikan ketahanan korosi yang memadai. Setiap spesifikasi berlebih menambah biaya tanpa menambah nilai bagi aplikasi Anda.
Hubungan antara Toleransi dan Biaya
Toleransi yang lebih ketat selalu lebih mahal—namun hubungannya tidak bersifat linier. Menurut penelitian desain manufaktur Fictiv, desain dalam kisaran toleransi "upaya minimum" menggunakan standar ISO 2768 medium, yang mewakili keseimbangan baik antara apa yang mudah dicapai dengan mesin CNC standar maupun apa yang diperlukan untuk komponen fungsional.
Mengapa toleransi ketat mendorong kenaikan biaya? Beberapa faktor saling memperparah:
- Kecepatan pemesinan yang lebih lambat —mencapai presisi memerlukan pemotongan yang cermat dan terukur, bukan penghilangan material secara agresif
- Operasi tambahan —fitur tertentu mungkin memerlukan proses roughing diikuti proses finishing terpisah
- Peralatan khusus —pekerjaan presisi sering kali menuntut alat potong berkualitas tinggi dengan runout yang lebih ketat
- Waktu inspeksi yang diperpanjang —setiap toleransi ketat memerlukan verifikasi dengan peralatan pengukur yang telah dikalibrasi
- Tingkat penolakan yang lebih tinggi —komponen di luar spesifikasi harus dibuang atau dikerjakan ulang
Pendekatan paling cerdas? Terapkan toleransi ketat hanya di area-area yang dituntut fungsi. Sebuah bengkel pemesinan presisi di Mass Precision San Jose atau di mana pun akan memberi tahu Anda hal yang sama: tentukan toleransi ±0,001" hanya pada permukaan pasangan kritis, dan biarkan fitur non-kritis pada toleransi standar ±0,005" atau lebih longgar.
Menurut analisis biaya Exact Machine Service, penting untuk menetapkan toleransi dan kehalusan permukaan yang diperlukan berdasarkan persyaratan fungsional komponen guna mencapai keseimbangan antara presisi dan biaya.
Pertimbangan Harga Volume dan Persiapan
Setiap proses produksi dimulai dengan persiapan—pemasangan fixture, pemasangan peralatan, kalibrasi mesin, dan pengujian pertama (first article). Biaya-biaya ini relatif tetap, baik Anda memproduksi 10 komponen maupun 1.000 komponen. Pemahaman terhadap dinamika ini menjelaskan mengapa harga per komponen turun secara signifikan seiring peningkatan jumlah pesanan.
Pertimbangkan skenario berikut: sebuah bengkel mesin di San Jose, CA memberikan kutipan harga sebesar USD 500 untuk biaya persiapan ditambah USD 20 per komponen untuk waktu pemesinan. Jika Anda memesan 10 komponen, maka beban biaya persiapan menjadi USD 50 per unit. Jika memesan 100 komponen, beban tersebut turun menjadi USD 5 per unit. Biaya pemesinan tetap konstan, namun total biaya per komponen Anda turun dari USD 70 menjadi USD 25.
Berikut adalah faktor-faktor biaya yang diurutkan berdasarkan dampaknya terhadap total biaya proyek Anda, dari yang paling tinggi hingga paling rendah:
- Kompleksitas dan Geometri Bagian —desain rumit yang memerlukan beberapa kali persiapan, peralatan khusus, atau pemesinan 5-sumbu dikenakan harga premium
- Pemilihan Bahan —paduan eksotis dan bahan-bahan yang sulit diproses meningkatkan biaya bahan baku maupun biaya pengolahan
- Persyaratan Toleransi —setiap tambahan satu tempat desimal pada tingkat presisi menambah biaya secara tidak proporsional
- Jumlah pesanan —volume yang lebih tinggi menyebar biaya persiapan dan dapat memenuhi syarat untuk harga per batch
- Spesifikasi hasil permukaan —penyelesaian permukaan di luar kondisi pasca-pemesinan (Ra 3,2 μm) memerlukan operasi tambahan
- Operasi Sekunder —perlakuan panas, anodisasi, pelapisan logam, atau pengecatan menambah biaya pasca-pemesinan
- Persyaratan waktu penyelesaian —pengiriman dipercepat sering kali dikenakan biaya tambahan karena sifatnya mendesak
Ingin mengurangi biaya tanpa mengorbankan fungsionalitas? Menurut praktik terbaik manufaktur dari Fictiv, modifikasi desain berikut memberikan penghematan terbesar:
- Sederhanakan Geometri —minimalkan sudut dalam tajam, rongga dalam, dan fitur rumit yang meningkatkan waktu pemesinan
- Gunakan Ukuran Peralatan Standar —merancang fitur yang kompatibel dengan mata bor dan end mill umum mengurangi biaya persiapan dan peralatan
- Desain untuk jumlah setup yang lebih sedikit —komponen yang dapat dikerjakan dalam dua setup atau kurang menghindari waktu reposisioning serta akumulasi toleransi
- Tentukan hanya penyelesaian permukaan yang berfungsi —minta permukaan yang dipoles hanya di area-area di mana estetika atau fungsi mengharuskannya
- Pertimbangkan jumlah batch yang sedikit lebih besar —melompat dari 25 menjadi 50 unit sering kali memberikan penghematan per komponen yang tidak proporsional
Bengkel mesin di wilayah Teluk dan bengkel pemesinan presisi di seluruh Amerika Serikat menggunakan struktur biaya yang serupa. Dengan memahami faktor-faktor yang mendorong penetapan harga mereka, Anda dapat merancang komponen yang lebih cerdas, mengajukan kutipan harga yang lebih siap, serta melakukan negosiasi dari posisi berbasis pengetahuan—bukan tebakan.
Faktor-faktor biaya ini menjadi khususnya kritis ketika proyek Anda memerlukan sertifikasi khusus industri. Aplikasi di sektor dirgantara, otomotif, dan medis menambahkan persyaratan kepatuhan yang memengaruhi baik harga maupun pemilihan mitra—topik yang akan kami bahas selanjutnya.

Aplikasi Industri dan Persyaratan Sertifikasi
Mengira semua penyedia jasa permesinan memiliki kualitas yang sama? Pikirkan kembali. Bengkel yang memproduksi perlengkapan dekoratif beroperasi di bawah aturan yang sama sekali berbeda dibandingkan bengkel yang memproduksi braket pesawat terbang atau implan bedah. Industri Anda tidak hanya memengaruhi apa yang Anda produksi—tetapi juga menentukan bagaimana mitra permesinan Anda harus beroperasi, mendokumentasikan, dan memverifikasi setiap langkah dalam proses produksi.
Memahami persyaratan sertifikasi ini membantu Anda mengevaluasi calon mitra dan menghindari kesalahan mahal. Menurut penelitian tentang sertifikasi manufaktur, sertifikasi dalam bidang permesinan bukan sekadar formalitas—melainkan persyaratan kritis yang mengatur pemilihan pemasok, kelayakan kontrak, serta kepatuhan terhadap regulasi.
Persyaratan dan Sertifikasi Komponen Otomotif
Industri otomotif menuntut konsistensi dalam skala besar. Ketika Anda memproduksi ribuan komponen identik yang ditujukan untuk jalur perakitan kendaraan, variasi bukan hanya tidak diinginkan—melainkan tidak dapat diterima. Oleh karena itu, produsen kendaraan bermotor (OEM) mengharuskan pemasok memenuhi standar sertifikasi ketat sebelum kontrak diberikan.
Sertifikasi IATF 16949 iATF 16949 berdiri sebagai standar emas untuk manajemen kualitas otomotif. Diterbitkan oleh International Automotive Task Force, standar ini dibangun berdasarkan ISO 9001 dengan menambahkan persyaratan khusus otomotif. Menurut Panduan sertifikasi AIAG , IATF 16949:2016 menetapkan persyaratan sistem manajemen kualitas bagi organisasi di seluruh industri otomotif global.
Apa yang membedakan IATF 16949 dari sertifikasi kualitas umum? Standar ini menekankan:
- Pencegahan cacat —pendekatan sistematis untuk mengidentifikasi dan mengeliminasi kegagalan potensial sebelum terjadi
- Pengurangan variasi —protokol peningkatan berkelanjutan yang memperketat pengendalian proses dari waktu ke waktu
- Penghapusan pemborosan —prinsip manufaktur ramping yang terintegrasi ke dalam manajemen kualitas
- Persyaratan Khusus Pelanggan —kelenturan untuk mengakomodasi spesifikasi OEM individual
Kontrol Proses Statistik (SPC) memainkan peran kritis dalam manufaktur otomotif. Alih-alih memeriksa komponen setelah produksi, SPC memantau proses secara real-time untuk mendeteksi variasi sebelum menghasilkan komponen cacat. Diagram kendali, indeks kemampuan proses, dan analisis tren menjadi alat standar bagi fasilitas bersertifikat.
Bagi bengkel mesin CNC di California dan fasilitas bengkel mesin CNC aerospace yang melayani klien otomotif, sertifikasi ini bukanlah tambahan opsional—melainkan prasyarat untuk menjalankan bisnis. Produsen mobil utama (OEM) seperti General Motors, Ford, dan Stellantis mewajibkan sertifikasi IATF 16949 dari pemasok jasa permesinan mereka.
Fasilitas bersertifikat seperti Shaoyi Metal Technology memenuhi tuntutan industri otomotif ini dengan sertifikasi IATF 16949 dan protokol SPC yang ketat. Operasi mereka menghasilkan rakitan sasis berketelitian tinggi dan komponen presisi, sekaligus mempertahankan dokumentasi dan keterlacakan yang dibutuhkan oleh rantai pasok otomotif.
Standar Presisi Dirgantara
Jika tuntutan industri otomotif adalah konsistensi, maka tuntutan industri dirgantara adalah kesempurnaan—dengan bukti tertulis. Setiap bahan baku, setiap proses, dan setiap pengukuran harus didokumentasikan dan dapat dilacak. Ketika kegagalan komponen dapat berakibat bencana, persyaratan sertifikasi mencerminkan tingkat risiko tersebut.
Sertifikasi AS9100 mengembangkan ISO 9001 dengan menambahkan persyaratan mutu ketat yang dirancang khusus untuk sistem dirgantara, pertahanan, dan antariksa. Menurut penelitian industri, lebih dari 80% perusahaan dirgantara global mewajibkan sertifikasi AS9100 bagi pemasok CNC.
Apa yang membedakan AS9100 dari standar mutu umum?
- Pelacakan material secara lengkap —setiap komponen dapat dilacak kembali ke bahan baku bersertifikat dengan nomor heat dan sertifikat pabrik yang terdokumentasi
- Inspeksi Artikel Pertama (FAI) —Dokumentasi yang sesuai dengan standar AS9102 membuktikan bahwa produksi awal memenuhi semua spesifikasi
- Manajemen konfigurasi —Pengendalian revisi yang ketat memastikan komponen sesuai dengan rilis teknik terkini
- Manajemen Risiko —Proses formal untuk mengidentifikasi, menilai, dan mengurangi potensi masalah kualitas
- Pencegahan komponen palsu —Prosedur verifikasi memastikan keaslian bahan
Beban dokumentasi berlangsung sepanjang proses produksi. Sebuah fasilitas bengkel mesin CNC di California yang melayani klien aerospace harus menyimpan catatan yang menunjukkan:
- Sertifikasi bahan baku dan verifikasi sumber
- Jalur alat (tool paths) dan program CNC yang digunakan untuk setiap operasi
- Kualifikasi operator dan catatan pelatihan
- Status kalibrasi seluruh peralatan pengukur
- Data inspeksi lengkap untuk setiap dimensi kritis
Bagi penyedia fabrikasi logam di San Jose, CA, dan bengkel regional lainnya, memperoleh sertifikasi AS9100 memerlukan investasi signifikan dalam sistem dokumentasi, pelatihan, dan persiapan audit. Namun, sertifikasi ini membuka akses ke kontrak aerospace yang tidak dapat dikejar oleh pesaing tanpa sertifikasi.
Pertimbangan dalam Manufaktur Alat Kesehatan
Manufaktur perangkat medis menambahkan lapisan kompleksitas regulasi lainnya. Ketika komponen yang dibubut menjadi bagian dari peralatan diagnostik atau perangkat yang dapat ditanamkan, keselamatan pasien menjadi dasar bagi setiap persyaratan.
Menurut Pedoman regulasi FDA , produsen harus membangun dan menerapkan sistem mutu guna memastikan bahwa produk mereka secara konsisten memenuhi persyaratan dan spesifikasi yang berlaku. Sistem mutu tersebut untuk perangkat yang diatur oleh FDA dikenal sebagai praktik manufaktur yang baik saat ini (current good manufacturing practices/CGMP).
Sertifikasi ISO 13485 secara khusus mengatur manajemen mutu perangkat medis. Meskipun strukturnya mirip dengan ISO 9001, standar ini menambahkan persyaratan untuk:
- Kontrol Desain —verifikasi sistematis bahwa perangkat memenuhi persyaratan penggunaan yang dimaksud
- Validasi proses —bukti tertulis bahwa proses manufaktur secara konsisten menghasilkan hasil yang dapat diterima
- Dokumentasi Biokompatibilitas —bukti bahwa bahan-bahan tidak akan menyebabkan reaksi merugikan pada pasien
- Validasi Sterilisasi —verifikasi bahwa proses sterilisasi mencapai tingkat jaminan sterilitas yang dipersyaratkan
- Penanganan keluhan —sistem formal untuk melacak dan menyelidiki masalah produk
Peraturan Sistem Kualitas FDA (21 CFR Bagian 820) menyediakan kerangka regulasi di Amerika Serikat. Menurut dokumentasi FDA, peraturan QS menerapkan pendekatan "payung" yang mewajibkan produsen mengembangkan dan menerapkan prosedur yang sesuai dengan perangkat spesifik mereka.
Apa artinya ini bagi mitra pemesinan Anda? Mereka harus memelihara:
- Rekam jejak perangkat lengkap untuk setiap lot yang diproduksi
- Proses manufaktur yang telah divalidasi dengan parameter yang didokumentasikan
- Peralatan pengukur yang dikalibrasi dan dapat dilacak ke standar nasional
- Lingkungan terkendali yang sesuai dengan persyaratan produk
- Catatan pelatihan personel yang menunjukkan kompetensi
FDA baru-baru ini mengeluarkan Peraturan Sistem Manajemen Mutu (QMSR) dalam bentuk Aturan Akhir, yang mengintegrasikan ISO 13485:2016 ke dalam kerangka regulasi. Harmonisasi ini berarti pemasok permesinan perangkat medis semakin memerlukan kepatuhan ganda terhadap persyaratan FDA maupun standar internasional.
Memilih Mitra Bersertifikat yang Tepat
Industri Anda menentukan sertifikasi mana yang paling penting. Berikut panduan cepatnya:
| Industri | Sertifikasi Utama | Persyaratan Utama |
|---|---|---|
| Otomotif | IATF 16949 | SPC, pencegahan cacat, persyaratan khusus pelanggan |
| Aerospace/Pertahanan | AS9100 | Keterlacakan penuh, FAI, manajemen konfigurasi |
| Alat Kedokteran | ISO 13485 | Pengendalian desain, validasi proses, penanganan keluhan |
| Industri Umum | ISO 9001 | Prinsip dasar manajemen mutu, peningkatan berkelanjutan |
Jangan berasumsi bahwa sebuah bengkel yang bersertifikasi untuk satu industri secara otomatis memenuhi syarat untuk industri lain. Pemasok aerospace bersertifikasi AS9100 mungkin tidak memiliki sistem produksi berkapasitas tinggi yang dibutuhkan industri otomotif. Spesialis perangkat medis mungkin tidak memiliki pengalaman dalam mengolah paduan eksotis yang diminta industri aerospace.
Saat mengevaluasi calon mitra, verifikasi sertifikasi secara langsung. Minta salinan sertifikat, periksa tanggal kedaluwarsanya, dan pastikan lingkup sertifikasi mencakup jenis produk spesifik Anda. Lembaga sertifikasi menyediakan basis data publik tempat Anda dapat memverifikasi status pemasok secara independen.
Persyaratan sertifikasi ini menambah biaya dan kompleksitas pada layanan pemesinan—namun keberadaannya memiliki alasan yang kuat. Ketika komponen Anda digunakan dalam kendaraan, pesawat terbang, atau perangkat medis, risiko yang terlibat membenarkan investasi dalam sistem mutu yang ketat. Memahami tuntutan masing-masing industri membantu Anda menemukan mitra yang benar-benar mampu memenuhi janji mereka.
Sertifikasi menetapkan sistem kualitas dasar, tetapi bagaimana sebenarnya penyedia jasa permesinan memverifikasi bahwa tiap komponen memenuhi spesifikasi Anda? Jawabannya terletak pada metode inspeksi dan protokol jaminan kualitas—topik berikutnya kami.
Jaminan Kualitas dan Verifikasi Toleransi
Mitra permesinan Anda memiliki sertifikasi yang mengesankan. Namun, inilah pertanyaan sebenarnya: bagaimana mereka benar-benar membuktikan bahwa komponen Anda memenuhi spesifikasi? Sertifikasi menetapkan sistem—inspeksi memverifikasi hasil. Memahami cara fasilitas profesional mengukur, mendokumentasikan, dan memverifikasi dimensi membantu Anda mengevaluasi klaim kualitas serta menafsirkan laporan inspeksi yang Anda terima bersama pengiriman.
Baik Anda bekerja sama dengan fasilitas bengkel permesinan di Santa Clara maupun memesan dari bengkel permesinan di Santa Clara, CA, prinsip dasar jaminan kualitas tetap konsisten di seluruh penyedia terpercaya.
Memahami Spesifikasi Toleransi
Sebelum pengukuran apa pun dilakukan, semua pihak harus menyepakati makna istilah "diterima". Spesifikasi toleransi menetapkan variasi yang diizinkan dari dimensi nominal—dan memahami bahasa ini membantu Anda berkomunikasi secara efektif dengan mitra pemesinan Anda.
Toleransi muncul dalam beberapa bentuk pada gambar teknik:
- Toleransi Bilateral — variasi yang diizinkan ke arah kedua sisi (misalnya, 25,00 ±0,05 mm)
- Toleransi unilateral — variasi yang hanya diizinkan ke arah satu sisi (misalnya, 25,00 +0,00/-0,10 mm)
- Dimensi batas — nilai maksimum dan minimum yang dinyatakan secara eksplisit (misalnya, 24,95–25,05 mm)
- Referensi GD&T — simbol-simbol geometri dimensi dan toleransi yang mengatur bentuk, orientasi, serta posisi
Mengapa hal ini penting bagi verifikasi kualitas? Menurut Penelitian metrologi CMM , sistem canggih dapat mengukur geometri kompleks dengan akurasi luar biasa, sering kali mencapai ketidakpastian pengukuran dalam kisaran mikrometer. Namun, bahkan peralatan paling canggih sekalipun tidak berarti apa-apa jika spesifikasi toleransi tidak didefinisikan secara jelas.
Proses inspeksi dimulai dari gambar Anda. Setiap dimensi yang ditandai sebagai kritis akan diukur dan didokumentasikan. Fitur dengan toleransi standar mungkin hanya diperiksa secara acak (spot-check) alih-alih diperiksa 100%—pendekatan praktis yang menyeimbangkan ketelitian dengan efisiensi biaya.
Metode dan Peralatan Inspeksi
Fasilitas permesinan layanan profesional menggunakan berbagai teknologi inspeksi, masing-masing dirancang untuk mengatasi tantangan pengukuran tertentu. Memahami alat-alat ini membantu Anda menghargai proses verifikasi komponen Anda.
Mesin ukur koordinat (CMM) mewakili standar emas untuk verifikasi dimensi. Menurut dokumentasi industri, CMM menangkap titik-titik data yang diolah perangkat lunak untuk menghitung dimensi, toleransi, dan hubungan geometris. Instrumen canggih ini beroperasi dalam sistem koordinat tiga dimensi, menggunakan sumbu X, Y, dan Z untuk menentukan posisi yang tepat.
Apa yang membuat CMM sangat bernilai?
- Mengukur geometri 3D kompleks yang tidak dapat dijangkau oleh alat manual
- Memberikan hasil yang dapat diulang dan independen terhadap operator
- Menghasilkan laporan inspeksi otomatis dengan dokumentasi data lengkap
- Memverifikasi spesifikasi GD&T, termasuk toleransi posisi sejati (true position) dan profil
Comparator optik memproyeksikan profil bagian yang diperbesar ke layar untuk perbandingan visual terhadap overlay referensi. Sistem tanpa kontak ini bekerja dengan baik untuk:
- Bagian yang rapuh atau mudah mengalami deformasi
- Profil ulir dan gigi roda gigi
- Pemotongan tepi (edge breaks) dan chamfer
- Verifikasi visual cepat selama proses produksi
Pengujicoba kekasaran permukaan mengukur tekstur mikroskopis permukaan yang dikerjakan. Ketika gambar teknis Anda menetapkan nilai Ra (kekasaran rata-rata aritmetik), instrumen ini memverifikasi kepatuhan dengan cara menelusuri permukaan menggunakan stylus dan menganalisis profil hasilnya.
Berikut perbandingan metode inspeksi umum:
| Metode inspeksi | Ketepatan tipikal | Aplikasi Terbaik | Keterbatasan |
|---|---|---|---|
| CMM (Kontak) | ±0,001–0,003 mm | Geometri 3D kompleks, verifikasi GD&T, komponen produksi | Lebih lambat untuk pengukuran sederhana, memerlukan lingkungan terkendali |
| Pembanding Optik | ±0,01–0,025 mm | Inspeksi profil, verifikasi ulir, perbandingan visual | hanya 2D, memerlukan interpretasi operator |
| Mikrometer/Jangka Sorong | ±0,01–0,025 mm | Pemeriksaan cepat, dimensi eksternal, fitur sederhana | Pengoperasian manual, terbatas pada permukaan yang dapat diakses |
| Jangka Tinggi | ±0,01MM | Ketinggian langkah, referensi datum, pekerjaan pada meja ukur datar | Memerlukan permukaan referensi yang rata |
| Pengukur Kekasaran Permukaan | Resolusi hingga 0,001 μm Ra | Verifikasi kehalusan permukaan, validasi proses | Mengukur tekstur saja, bukan akurasi dimensi |
| pemindaian 3D | ±0,025–0,1 mm | Bentuk kompleks, rekayasa balik, pemetaan penyimpangan | Akurasi lebih rendah dibanding CMM, memerlukan pemrosesan pasca-pengukuran |
Bengkel mesin di Santa Clara, CA, atau fasilitas berfokus pada kualitas lainnya umumnya menggabungkan beberapa metode. CMM menangani inspeksi akhir terhadap fitur-fitur kritis, sedangkan alat ukur manual mendukung pemeriksaan selama proses pemesinan.
Dokumentasi dan Keterlacakan
Data pengukuran tidak berarti apa-apa tanpa dokumentasi yang tepat. Jaminan kualitas profesional melampaui sekadar pengambilan pengukuran—meliputi jejakabilitas penuh mulai dari bahan baku hingga pengiriman akhir.
Inspeksi Artikel Pertama (FAI) membentuk fondasi kualitas produksi. Menurut riset manufaktur dari PMP Metals, FAI adalah proses formal tertulis yang memastikan pembuatan suatu komponen atau perakitan memenuhi spesifikasi desain, gambar, dan persyaratan yang ditetapkan pelanggan atau rekayasa.
Apa saja yang termasuk dalam FAI yang menyeluruh?
- Gambar dengan penomoran —setiap dimensi diberi nomor sebagai referensi
- Tabel Hasil Dimensi —nilai hasil pengukuran dibandingkan dengan batas toleransi yang ditentukan
- Sertifikasi Material —dokumentasi yang membuktikan penggunaan paduan dan perlakuan panas yang benar
- Catatan proses —informasi mesin dan peralatan yang digunakan dalam produksi
- Tanda tangan persetujuan —tanda tangan operator dan inspektur yang mengonfirmasi verifikasi
FAI dilakukan pada titik-titik kritis: pada produksi pertama, setelah perubahan teknis, ketika lokasi manufaktur berubah, atau setelah jeda produksi yang berkepanjangan. Sistem pemeriksaan ini mendeteksi masalah sebelum masalah tersebut menyebar ke seluruh jumlah produksi.
Pemeriksaan Proses memberikan verifikasi berkelanjutan selama proses produksi. Operator memeriksa dimensi kritis pada interval reguler—misalnya setiap suku ke-10 atau ke-25—untuk memastikan proses tetap stabil. Setiap penyimpangan memicu investigasi sebelum komponen di luar toleransi menumpuk.
Inspeksi akhir protokol memverifikasi komponen yang telah selesai sebelum pengiriman. Bergantung pada kebutuhan Anda dan standar industri, verifikasi ini dapat mencakup:
- inspeksi 100% terhadap semua fitur kritis
- Pengambilan sampel statistik berdasarkan ukuran lot dan tingkat kualitas yang dapat diterima (AQL)
- Sertifikat Kesesuaian yang mendokumentasikan kepatuhan terhadap spesifikasi
- Laporan dimensi lengkap dengan nilai-nilai hasil pengukuran aktual
Sistem Manajemen Mutu menghubungkan elemen-elemen ini secara terpadu. Menurut penelitian ISO 9001:2015, standar internasional yang diakui secara luas ini menetapkan tolok ukur bagi perusahaan untuk memenuhi dan melampaui harapan pelanggan. Sebuah bengkel mesin bersertifikat ISO telah menerapkan Sistem Manajemen Mutu (SMM) yang kokoh guna menjamin konsistensi kualitas dan keandalan.
Apa arti sebenarnya sertifikasi ISO 9001:2015 bagi komponen Anda?
- Prosedur terdokumentasi menjamin konsistensi proses, terlepas dari operator mana yang menjalankan pengerjaan komponen Anda
- Program kalibrasi memverifikasi bahwa peralatan pengukur mempertahankan akurasi
- Sistem tindakan perbaikan menangani masalah secara sistematis, bukan berulang-ulang
- Tinjauan manajemen menjamin peningkatan berkelanjutan, bukan stagnasi
Selain ISO 9001, sertifikasi khusus industri menambahkan persyaratan spesialisasi. AS9102 mengatur dokumentasi Inspeksi Awal Produksi (FAI) di sektor dirgantara. IATF 16949 mewajibkan protokol Pengendalian Statistik Proses (SPC) di sektor otomotif. ISO 13485 mengatur ketertelusuran perangkat medis. Aplikasi Anda menentukan standar mana yang berlaku—dan dokumen mana yang seharusnya Anda harapkan dari mitra pemesinan Anda.
Jaminan kualitas pada akhirnya bergantung pada kepercayaan yang dibuktikan dengan data nyata. Sertifikasi menetapkan sistem. Peralatan inspeksi menunjukkan kapabilitas. Dokumentasi membuktikan hasil. Saat mengevaluasi penyedia jasa pemesinan, jangan hanya memperhatikan kapabilitas yang diklaim, tetapi pahami juga cara mereka benar-benar memverifikasi apa yang mereka serahkan.
Membandingkan Jasa Pemesinan dengan Metode Manufaktur Alternatif
Anda telah mengeksplorasi cara kerja permesinan layanan, biayanya, dan bagaimana kualitasnya diverifikasi. Namun, inilah pertanyaan yang membuat manajer operasi gelisah di malam hari: apakah permesinan outsourcing benar-benar pilihan tepat untuk proyek Anda? Ataukah produksi dalam rumah, pencetakan 3D, atau pengecoran justru memberikan hasil yang lebih baik?
Jawabannya bergantung pada situasi spesifik Anda—kebutuhan volume, kebutuhan toleransi, kendala material, serta tekanan tenggat waktu semuanya memengaruhi jalur optimal. Mari kita bangun kerangka keputusan yang membantu Anda mengevaluasi kompromi-kompromi ini secara objektif.
Permesinan Layanan dibandingkan Operasi dalam Rumah
Keputusan antara mengalihdayakan atau berinvestasi mewakili salah satu pilihan paling penting yang dihadapi produsen. Menurut penelitian manufaktur , umumnya lebih bijak untuk mengalihdayakan terlebih dahulu kecuali jika Anda memerlukan lebih dari sekitar 4.000–5.000 buah per tahun, memiliki persyaratan IP atau sertifikasi yang ketat, atau mampu menanggung pengeluaran awal sebesar USD 200.000 hingga USD 700.000 ditambah biaya pelatihan operator.
Apa yang membuat perhitungan ini begitu kompleks? Pertimbangkan apa saja yang sebenarnya dibutuhkan oleh pemesinan internal:
- Investasi Modal —satu unit mesin CNC 5-sumbu dapat menelan biaya $200.000 hingga $700.000 sebelum instalasi, perlengkapan pemotongan (tooling), dan pelatihan
- Operator terampil —CNC tetap merupakan proses yang memerlukan keahlian tinggi serta kemampuan yang terus diperbarui
- Pemeliharaan yang Berkelanjutan —peralatan memerlukan kalibrasi rutin, perbaikan, dan penggantian pada waktunya
- Ruang lantai dan fasilitas penunjang —peralatan mesin memerlukan fondasi yang memadai, pasokan daya listrik, serta pengendalian iklim
Kapan outsourcing menjadi pilihan yang lebih masuk akal? Untuk volume tahunan di bawah 1.000 unit, perhitungan matematis sangat menguntungkan mitra eksternal. Sebuah bengkel kontrak khas mungkin mematok harga $18 per komponen untuk produksi aluminium CNC ber-volume rendah—jauh lebih rendah dibandingkan biaya penyusutan peralatan milik sendiri yang sebagian besar beroperasi di bawah kapasitas penuh.
Namun, perhitungan berubah ketika skala produksi diperbesar. Ketika volume produksi tahunan melebihi 5.000 unit dengan toleransi standar, investasi internal mulai menghasilkan biaya per-unit yang lebih rendah. Biaya persiapan tersebar di atas jumlah komponen yang cukup besar sehingga produksi internal menjadi ekonomis.
Jika Anda mencari "tukang mesin CNC terdekat" karena membutuhkan pembuatan prototipe sesekali atau produksi volume menengah, layanan pemesinan hampir pasti memberikan nilai lebih baik dibandingkan investasi modal.
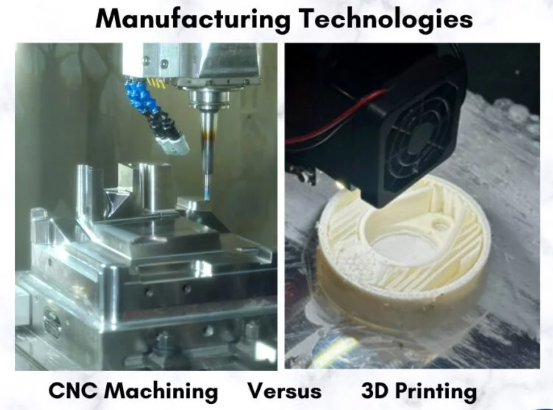
Ketika Manufaktur Aditif Lebih Masuk Akal
pencetakan 3D telah mengubah ekonomi manufaktur—namun belum menggantikan pemesinan. Memahami keunggulan masing-masing metode membantu Anda memilih solusi yang tepat.
Menurut perbandingan proses Xometry, pencetakan 3D menghasilkan komponen berbentuk akhir secara cepat, sedangkan pemesinan CNC memerlukan penyiapan individual dan umumnya pemrograman manual serta pengawasan. Umumnya, komponen CNC berharga sekitar 10 kali lipat dari komponen hasil cetak 3D untuk produksi volume rendah dengan geometri kompleks.
Di mana manufaktur aditif unggul?
- Geometri internal yang kompleks —struktur kisi, saluran pendingin konformal, dan bentuk organik yang tidak dapat dijangkau oleh alat potong
- Iterasi Cepat —modifikasi hanya memerlukan perubahan berkas, bukan peralatan cetak atau pemrograman baru
- Produksi Volume Rendah —biaya persiapan sangat minimal, sehingga produksi satu unit pun menjadi ekonomis
- Peluang konsolidasi —perakitan dapat diwujudkan sebagai satu komponen cetak tunggal
Namun, pencetakan 3D memiliki keterbatasan signifikan. Berbagai proses pencetakan menawarkan kekuatan yang bervariasi dibandingkan sifat material aslinya—mulai dari sekitar 10% kekuatan tarik maksimum material untuk FFF menggunakan ABS, hingga mencapai 100% untuk SLS pada nilon. Pemesinan CNC menghasilkan komponen dari material asli tanpa gangguan, sehingga kekuatannya umumnya tinggi.
Kondisi permukaan merupakan tantangan lain. Pencetakan 3D umumnya dipengaruhi oleh mekanisme proses—terutama resolusi sumbu Z yang menyebabkan permukaan bertingkat dan gangguan visual. Hasil akhir permukaan pada CNC dapat sangat seragam dan sangat presisi jika jalur pemotongan diprogram khusus untuk menghasilkan permukaan halus.
Titik keputusan yang praktis? Pilih manufaktur aditif untuk prototipe, geometri kompleks, dan volume di bawah 50 unit. Beralihlah ke permesinan layanan ketika Anda membutuhkan sifat material kelas produksi, toleransi ketat, atau permukaan halus.
Alternatif Pengecoran dan Cetakan
Untuk produksi bervolume tinggi, baik permesinan maupun pencetakan 3D mungkin bukan pilihan terbaik Anda. Pengecoran dan cetak injeksi menawarkan biaya per komponen yang jauh lebih rendah—setelah Anda menanggung investasi awal untuk cetakan.
Cetak injeksi mampu menghasilkan komponen plastik identik dalam hitungan detik, bukan jam. Namun, cetakan itu sendiri berharga ribuan hingga ratusan ribu dolar, tergantung pada tingkat kerumitannya. Investasi semacam ini hanya masuk akal jika Anda memproduksi puluhan ribu komponen identik.
Pengecoran cetak mati menawarkan ekonomi yang serupa untuk komponen logam. Komponen aluminium atau seng yang kompleks dapat diproduksi secara cepat setelah cetakan tersedia. Namun, pengecoran cetak mati tidak mampu mencapai ketelitian pemesinan tanpa operasi sekunder, dan perubahan desain memerlukan modifikasi cetakan yang mahal.
Kapan metode-metode ini lebih unggul dibandingkan pemesinan layanan?
- Volume melebihi 10.000 unit —biaya cetakan tersebar sehingga dampaknya per unit menjadi tidak signifikan
- Desain yang stabil —perubahan desain mahal, sehingga komponen harus siap produksi
- Ketelitian sedang —ketelitian hasil cor atau hasil cetak sudah memenuhi persyaratan
- Jalur produksi berkepanjangan —desain yang sama akan diproduksi selama berbulan-bulan atau bertahun-tahun
Perbandingan Metode Manufaktur Sekilas
Gunakan tabel referensi ini saat mengevaluasi pendekatan produksi untuk proyek berikutnya Anda:
| Kriteria | Permesinan Layanan | Permesinan Internal | pencetakan 3D | Pencetakan Injeksi | Pengecoran Die |
|---|---|---|---|---|---|
| Rentang Volume Ideal | 1-5.000 unit | lebih dari 5.000 unit per tahun | 1-50 unit | 10.000+ unit | 5.000+ unit |
| Opsi Bahan | Logam dan plastik hampir tanpa batas | Terbatas oleh peralatan yang dimiliki | Polimer khusus proses, beberapa logam | Termoplastik terutama | Aloi aluminium, seng, magnesium |
| Kemampuan Toleransi | ±0,001" dapat dicapai | ±0,001" dapat dicapai | ±0,005–0,010 inci (tipikal) | ±0,002–0,005 inci (tipikal) | ±0,005 inci (tipikal), permesinan untuk toleransi lebih ketat |
| Waktu tunggu | Hari hingga minggu | Jam hingga hari | Jam hingga hari | Minggu untuk pembuatan cetakan, kemudian cepat | Minggu untuk pembuatan cetakan, kemudian cepat |
| Biaya Pemasangan/Pengaturan Alat | Rendah-Sedang | Investasi modal tinggi | Minimal | $5.000–$100.000+ untuk cetakan | $10.000–$100.000+ untuk die |
| Biaya Per Unit (Volume Rendah) | Sedang | Tinggi | Rendah-Sedang | Sangat tinggi | Sangat tinggi |
| Biaya Per Unit (Volume Tinggi) | Sedang | Rendah | Tinggi | Sangat Rendah | Sangat Rendah |
| Fleksibilitas desain | Tinggi | Tinggi | Sangat tinggi | Rendah setelah pembuatan cetakan | Rendah setelah pembuatan cetakan |
| Kekuatan Material | Sifat asli penuh | Sifat asli penuh | 10–100%, tergantung pada proses | Sifat polimer hampir penuh | Sifat paduan hampir penuh |
Membuat Pilihan yang Tepat untuk Proyek Anda
Metode manufaktur optimal tergantung pada posisi proyek Anda di sepanjang berbagai sumbu keputusan. Pertimbangkan skenario-skenario berikut:
Pilih permesinan layanan ketika:
- Anda membutuhkan komponen logam berkualitas produksi dalam jumlah antara 10 hingga beberapa ribu unit
- Toleransi yang lebih ketat daripada ±0,005 inci diperlukan
- Desain Anda mungkin berkembang berdasarkan hasil pengujian atau umpan balik pelanggan
- Anda tidak memiliki modal untuk investasi peralatan atau operator terampil
- Anda memerlukan akses ke bengkel mesin 5 sumbu atau proses khusus tanpa harus memiliki fasilitas tersebut
Pilih pemesinan internal apabila:
- Volume tahunan secara konsisten melebihi 5.000 unit untuk komponen yang serupa
- Kontrol waktu tunggu sangat krusial—Anda membutuhkan komponen dalam hitungan jam, bukan hari
- Kekhawatiran perlindungan KI membuat outsourcing menjadi berisiko
- Anda memiliki atau mampu mengembangkan tenaga kerja terampil untuk mengoperasikan peralatan
Pilih Cetak 3D Ketika:
- Geometri mencakup saluran internal, struktur kisi-kisi, atau bentuk organik
- Anda sedang melakukan iterasi desain secara cepat dan membutuhkan umpan balik instan
- Jumlah produksi sangat rendah—terutama untuk satu unit prototipe
- Persyaratan kekuatan material bersifat moderat
Pilih cetak injeksi atau pengecoran ketika:
- Desain telah final dan stabil untuk produksi dalam jumlah besar
- Volume produksi membenarkan investasi alat cetak—biasanya 10.000 unit atau lebih
- Biaya per komponen merupakan faktor utama
- Persyaratan toleransi dapat dipenuhi tanpa pemesinan sekunder
Banyak proyek diuntungkan dari pendekatan hibrida. Buat prototipe menggunakan pencetakan 3D, lakukan validasi dengan pemesinan layanan, lalu tingkatkan ke proses cetak injeksi setelah desain stabil. Sebuah bengkel mesin di San Francisco atau fasilitas bengkel mesin di San Francisco, CA dapat membantu Anda menavigasi transisi ini—banyak di antaranya menawarkan layanan pemesinan sekaligus panduan mengenai kapan metode alternatif lebih tepat.
Bagi produsen yang mengeksplorasi opsi pemesinan CNC di dekat saya di California, kerangka keputusan tetap konsisten tanpa memandang lokasi. Evaluasi proyeksi volume produksi Anda, persyaratan toleransi, tekanan tenggat waktu, serta kendala modal. Metode manufaktur yang tepat muncul dari penilaian jujur terhadap faktor-faktor ini—bukan asumsi mengenai teknologi mana yang "terbaik."
Dengan kerangka keputusan ini di tangan, langkah terakhir adalah memilih mitra pemesinan yang tepat untuk menerapkan pendekatan yang telah Anda pilih. Kriteria evaluasi—dan pertanyaan-pertanyaan yang harus Anda ajukan—menentukan apakah proyek Anda berhasil atau mengalami kesulitan.
Memilih Mitra Pemesinan yang Tepat
Anda telah menganalisis proses-prosesnya, membandingkan metode manufaktur, serta memahami faktor-faktor yang mendorong biaya. Kini tiba saatnya mengambil keputusan yang menentukan keberhasilan atau kegagalan proyek Anda: memilih mitra pemesinan yang tepat. Pilihan ini memengaruhi segalanya—kualitas, pengiriman, biaya, serta kemampuan Anda untuk meningkatkan skala produksi seiring pertumbuhan permintaan.
Menurut panduan pemilihan mitra produksi dari Principal Manufacturing Corporation, memilih mitra permesinan CNC yang tepat menjamin keberhasilan proyek Anda. Perusahaan berpengalaman dapat memberikan dampak positif pada setiap aspek proses produksi, mulai dari kualitas hingga ketepatan waktu pengiriman.
Baik Anda sedang mengevaluasi pilihan bengkel mesin di San Jose maupun menjelajahi bengkel mesin di Oakland, CA, kriteria-kriteria ini membantu Anda membedakan mitra luar biasa dari mitra yang sekadar memadai.
Kriteria Utama untuk Mengevaluasi Mitra Permesinan
Apa yang membedakan mitra permesinan andal dari mitra yang justru menimbulkan masalah? Lihatlah lebih dari sekadar harga penawaran dan evaluasilah faktor-faktor penting berikut:
- Sertifikasi yang relevan —verifikasi sertifikasi ISO 9001 minimal, serta standar khusus industri seperti IATF 16949 untuk sektor otomotif, AS9100 untuk sektor dirgantara, atau ISO 13485 untuk perangkat medis
- Kemampuan Peralatan —konfirmasi bahwa mereka memiliki mesin yang tepat untuk komponen Anda, baik itu frais 5-sumbu, pembubutan Swiss, maupun EDM khusus
- Kinerja Waktu Tunggu —tanyakan waktu penyelesaian rata-rata untuk kisaran volume produksi Anda serta rekam jejak mereka dalam memenuhi komitmen pengiriman
- Ketanggapan komunikasi —perhatikan seberapa cepat mereka merespons pertanyaan awal, karena hal ini sering kali menjadi indikator komunikasi proyek berkelanjutan
- Rekam jejak kualitas —minta referensi dari proyek-proyek serupa dan tanyakan tentang tingkat penolakan serta riwayat tindakan perbaikan
- Keahlian Teknis —evaluasi kemampuan mereka dalam memberikan masukan DFM (Design for Manufacturability) dan menyarankan perbaikan, bukan sekadar mengeksekusi gambar desain Anda secara membabi buta
- Kapasitas dan skalabilitas —pastikan mereka mampu memenuhi kebutuhan Anda saat ini dan berkembang bersama Anda seiring peningkatan volume produksi
Menurut riset industri, perusahaan yang berorientasi pada pelanggan akan bekerja secara erat dengan klien untuk memberikan wawasan bernilai, membahas peningkatan desain, serta menyarankan langkah-langkah penghematan biaya. Mitra-mitra tersebut harus berperan sebagai penasihat terpercaya yang membagikan keahlian mereka guna membantu mencapai hasil terbaik.
Saat mencari bengkel mesin di Fremont, CA, atau di lokasi mana pun, mintalah testimoni dari pelanggan yang pernah bekerja sama dengan perusahaan tersebut dalam proyek-proyek serupa. Pengalaman mereka mengungkap lebih banyak informasi dibandingkan presentasi penjualan apa pun.
Mempersiapkan Proyek Anda Menuju Keberhasilan
Bahkan mitra pemesinan terbaik sekalipun tidak mampu mengkompensasi proyek yang disiapkan secara buruk. Siapkan diri Anda menuju keberhasilan dengan menangani elemen-elemen berikut sebelum mengajukan permintaan kutipan pertama Anda:
- File desain lengkap —sediakan baik model CAD 3D (format STEP lebih disukai) maupun gambar 2D yang telah diberi ukuran beserta toleransi yang ditentukan secara jelas
- Spesifikasi material —sebutkan kelas material spesifik, bukan hanya keluarga material (misalnya "6061-T6" alih-alih hanya "aluminium")
- Identifikasi fitur kritis —sorot dimensi dan fitur mana yang bersifat fungsional kritis dibandingkan toleransi umum
- Kebutuhan jumlah dan jadwal —jelaskan secara jelas volume pesanan, tanggal pengiriman, serta kemungkinan perubahan kebutuhan tersebut
- Kebutuhan dokumentasi kualitas —tentukan laporan inspeksi, sertifikasi, atau keterlacakan (traceability) yang Anda perlukan
Menurut panduan manufaktur Fictiv, bekerja sama dengan mitra manufaktur berpengalaman sejak awal memberikan jalur yang lebih efisien dalam pengadaan komponen selama proses pengembangan produk serta membantu memitigasi risiko di masa depan.
Semakin banyak konteks yang Anda berikan di awal, semakin akurat penawaran harga yang Anda terima. Jangan memaksa calon mitra menebak-nebak kebutuhan Anda—ketidakjelasan justru mengakibatkan harga yang dibesar-besarkan (karena mereka menutupi ketidakpastian) atau kejutan di kemudian hari ketika asumsi ternyata salah.
Bengkel lokal seperti Jose's Machine Shop atau Diaz Machine Shop mungkin menawarkan keuntungan untuk kolaborasi tatap muka selama proyek-proyek kompleks. Namun, jangan membatasi pencarian Anda secara geografis jika kemampuan khusus lebih penting daripada kedekatan lokasi.
Skala dari Prototipe ke Produksi
Berikut hal yang sering mengejutkan banyak produsen: bengkel yang unggul dalam pembuatan prototipe justru bisa kesulitan menangani volume produksi—dan sebaliknya. Menemukan mitra yang mampu menangani keduanya—prototipe maupun produksi—membantu Anda menghindari pergantian pemasok yang menyulitkan di tengah proyek.
Menurut riset manufaktur, penting untuk bekerja sama dengan perusahaan yang mampu menyesuaikan diri dengan pertumbuhan di masa depan. Saat bisnis Anda berkembang atau kebutuhan proyek meningkat, mitra yang andal dapat menangani volume produksi yang lebih besar serta tuntutan yang terus berkembang secara mulus.
Seperti apa skalabilitas dalam praktiknya?
- Kelenturan prototipe —kemampuan memproduksi jumlah kecil secara cepat, sering kali dengan waktu tunggu satu hari untuk kebutuhan mendesak
- Kemampuan produksi jembatan —menangani produksi dalam jumlah kecil (puluhan hingga ratusan unit) saat Anda memvalidasi desain
- Kapasitas produksi —peralatan dan tenaga kerja yang mampu mendukung produksi ribuan komponen per bulan ketika permintaan muncul
- Konsistensi proses —mempertahankan standar kualitas yang identik tanpa memandang ukuran batch
- Ketanggapan terhadap Permintaan —menaikkan atau menurunkan jumlah produksi sesuai kebutuhan tanpa mengorbankan jadwal pengiriman
Mitra permesinan yang skalabel juga memahami pentingnya berinvestasi dalam teknologi canggih. Mereka terus memperbarui peralatan, perangkat lunak, dan proses manufaktur guna tetap kompetitif serta memenuhi tuntutan industri yang terus berkembang.
Khusus untuk aplikasi otomotif, Shaoyi Metal Technology mewujudkan model skalabilitas ini. Fasilitas mereka menyediakan layanan permesinan CNC presisi dengan waktu pengerjaan secepat satu hari kerja untuk prototipe mendesak, sekaligus mempertahankan kapasitas produksi, sertifikasi IATF 16949, dan protokol SPC ketat yang diminta oleh rantai pasok otomotif. Kombinasi kecepatan dan skala ini berarti Anda tidak akan melebihi kapasitas mitra Anda saat proyek berkembang dari konsep hingga produksi penuh.
Pertanyaan yang Harus Ditanyakan Sebelum Berkomitmen
Sebelum menandatangani pesanan pembelian pertama tersebut, pastikan Anda memperoleh jawaban jelas atas pertanyaan-pertanyaan kritis berikut:
- Sertifikasi apa saja yang Anda miliki, dan kapan terakhir kali diaudit?
- Dapatkah Anda membagikan referensi dari pelanggan di industri saya?
- Berapa waktu pengerjaan standar Anda untuk kisaran volume pesanan saya?
- Bagaimana Anda menangani perubahan desain di tengah proses produksi?
- Kemampuan inspeksi apa saja yang tersedia di dalam fasilitas Anda?
- Bagaimana Anda akan menyampaikan status proyek serta setiap permasalahan yang muncul?
- Apa yang terjadi jika komponen tidak memenuhi spesifikasi?
Jawaban-jawaban tersebut tidak hanya mengungkapkan kapabilitas, tetapi juga karakter. Mitra yang menghindari pertanyaan atau memberikan janji berlebihan patut menimbulkan kekhawatiran. Sebaliknya, mitra yang memberikan jawaban lugas dan spesifik—termasuk pengakuan jujur atas keterbatasan mereka—menunjukkan transparansi yang diperlukan dalam hubungan kerja sama yang sukses.
Keberhasilan pemesinan layanan pada akhirnya bergantung pada kualitas kemitraan sama besarnya dengan kemampuan teknis. Mitra yang tepat membawa keahlian yang tidak Anda miliki, mengidentifikasi masalah sebelum menjadi mahal, serta tumbuh bersama bisnis Anda. Luangkan waktu untuk memilih mitra secara cermat, sehingga proyek pemesinan Anda akan memberikan hasil yang Anda butuhkan—tepat waktu, sesuai anggaran, dan sesuai spesifikasi.
Pertanyaan yang Sering Diajukan Mengenai Pemesinan Layanan
1. Berapa tarif per jam untuk mesin CNC?
Tarif per jam pemesinan CNC umumnya berkisar antara $30 hingga $100, tergantung pada lokasi, tingkat kompleksitas mesin, dan bahan yang diproses. Faktor-faktor seperti kemampuan 5-sumbu, toleransi ketat, dan bahan eksotis menetapkan tarif yang lebih tinggi. Biaya persiapan sering dikenakan secara terpisah dan dialokasikan rata-rata ke seluruh jumlah produksi, sehingga pesanan dalam jumlah besar menjadi lebih hemat biaya per komponen. Pesanan mendesak biasanya dikenakan biaya tambahan sebesar 15–50% di atas tarif standar.
2. Apa arti pemesinan?
Pemesinan adalah proses manufaktur subtraktif yang menciptakan bentuk yang diinginkan dengan menghilangkan material yang tidak diperlukan dari benda kerja berukuran lebih besar. Berbeda dengan pencetakan 3D yang menambahkan material lapis demi lapis, pemesinan menggunakan alat potong berputar atau roda abrasif untuk secara presisi mengikis bahan baku. Pemesinan CNC (Computer Numerical Control) mengotomatisasi proses ini dengan menggunakan jalur alat yang diprogram, memungkinkan produksi konsisten komponen kompleks dengan toleransi serapat ±0,001 inci pada berbagai bahan seperti logam, plastik, dan komposit.
3. Berapa lama waktu yang dibutuhkan untuk pemesinan CNC, mulai dari pemesanan hingga pengiriman?
Waktu tunggu untuk permesinan layanan bervariasi tergantung pada tingkat kompleksitas, volume pemesanan, dan kapasitas bengkel. Prototipe sederhana dapat dikirim dalam waktu 1–3 hari kerja dari fasilitas yang menawarkan penyelesaian cepat. Produksi standar umumnya memerlukan waktu 1–3 minggu, termasuk tinjauan desain, pemrograman, permesinan, dan inspeksi. Komponen kompleks yang memerlukan proses sekunder seperti perlakuan panas atau anodisasi memerlukan tambahan beberapa hari. Pemasok otomotif bersertifikat seperti Shaoyi Metal Technology menawarkan waktu tunggu secepat satu hari kerja untuk prototipe mendesak.
4. Format file apa saja yang diterima oleh bengkel mesin CNC?
Sebagian besar bengkel mesin profesional lebih memilih file STEP (.stp, .step) sebagai standar pertukaran model 3D universal yang dapat dibaca oleh hampir semua perangkat lunak CAM. File IGES tetap secara luas didukung untuk geometri permukaan dan padat. File DXF/DWG 2D sangat penting untuk komponen datar serta dimensi tambahan. File CAD asli dari SolidWorks, Inventor, atau Fusion 360 mempertahankan sepenuhnya maksud desain ketika bengkel menggunakan perangkat lunak yang sesuai. Selalu sertakan gambar PDF berdimensi yang menetapkan toleransi, hasil permukaan, dan fitur kritis.
5. Bagaimana cara memilih antara pemesinan CNC dan pencetakan 3D?
Pilih pemesinan CNC ketika Anda membutuhkan kekuatan material tingkat produksi, toleransi ketat di bawah ±0,005 inci, hasil permukaan yang halus, atau komponen logam dalam jumlah lebih dari 50 unit. Pencetakan 3D unggul untuk geometri internal yang kompleks, iterasi desain cepat, jumlah sangat kecil, serta bentuk organik yang tidak mungkin dibuat dengan proses pemesinan. Komponen CNC mempertahankan 100% sifat material asli, sedangkan beberapa proses pencetakan 3D hanya mencapai 10–50% kekuatan material. Banyak proyek mendapatkan manfaat dengan membuat prototipe menggunakan pencetakan 3D, lalu beralih ke pemesinan untuk produksi.