 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Pemesanan Crankshaft Tempa Khusus: Dari Penawaran Pertama Hingga Pengiriman Akhir

Memahami Poros Engkol Tempa Khusus dan Kapan Anda Membutuhkannya
Pernah bertanya-tanya apa yang membedakan mesin pemenang kejuaraan dengan mesin yang gagal di bawah tekanan? Sering kali, jawabannya terletak pada satu komponen kritis: poros engkol. Saat Anda merakit mesin berperforma tinggi, memulihkan mesin vintage, atau mengembangkan mesin industri khusus, suku cadang siap pakai tidak akan mencukupi. Di sinilah pemesanan poros engkol tempa khusus menjadi sangat penting.
Jadi, apa sebenarnya poros engkol itu? Secara sederhana, ini adalah tulang punggung mesin Anda yang mengubah gerakan linear piston menjadi tenaga putar yang menggerakkan roda atau mesin Anda. Poros engkol tempa khusus mengambil komponen dasar ini dan merancangnya secara khusus untuk aplikasi unik Anda, baik itu berarti panjang langkah yang diubah, ukuran journal khusus, atau material yang dirancang untuk menahan tekanan ekstrem.
Panduan ini memandu Anda melalui seluruh siklus pemesanan, mulai dari penelitian awal dan pengumpulan spesifikasi hingga pengiriman akhir. Anda akan belajar cara mengevaluasi produsen, memahami faktor harga, dan memastikan standar kualitas terpenuhi di setiap tahap proses.
Apa yang Membuat Poros Engkol Benar-Benar Khusus
Kruk as standar dirancang untuk cocok dengan berbagai macam aplikasi, yang berarti mereka dibuat untuk kondisi rata-rata daripada kebutuhan spesifik Anda. Namun, kruk as yang benar-benar khusus direkayasa dari awal agar sesuai secara tepat dengan spesifikasi mesin, rentang RPM, dan tujuan performa Anda.
Bayangkan Anda sedang membangun mesin stroker yang memerlukan panjang langkah lebih besar daripada batas spesifikasi pabrik. Komponen standar tidak akan bisa digunakan. Produksi khusus memungkinkan Anda menentukan lokasi journal, posisi counterweight, dan komposisi material secara presisi. Tingkat kustomisasi ini memastikan keseimbangan optimal, getaran yang berkurang, serta perpindahan tenaga maksimal—elemen-elemen penting saat mendorong mesin melebihi batas desain aslinya.
Mengapa Penempaan Penting untuk Komponen Mesin Kritis
Ketika membandingkan pilihan poros engkol cor versus tempa, proses manufaktur menjadi penentu utama. Pengecoran poros engkol melibatkan penuangan logam cair ke dalam cetakan, metode yang hemat biaya namun menghasilkan struktur butiran yang kurang halus. Proses penempaan, sebaliknya, menggunakan kompresi tekanan tinggi untuk membentuk baja panas, menyelaraskan struktur butiran internal logam sehingga memberikan sifat mekanis yang jauh lebih baik.
Berikut adalah keunggulan utama yang menjadikan poros engkol tempa sebagai pilihan utama untuk aplikasi yang menuntut kinerja tinggi:
- Kekuatan Unggul: Proses penempaan menyelaraskan butiran logam dengan bentuk komponen, menghasilkan kekuatan tarik antara 140.000 hingga 165.000 psi ketika menggunakan material seperti baja 4340.
- Ketahanan Lelah yang Ditingkatkan: Komponen tempa mampu menahan putaran tinggi (RPM), getaran intens, dan siklus stres berulang tanpa retak atau deformasi, sangat penting untuk mesin yang menghasilkan tenaga di atas 750 daya kuda.
- Struktur Butiran yang Lebih Baik: Penempaan tekanan tinggi menyempurnakan struktur internal baja, menghasilkan ketahanan benturan dan kapasitas daya tahan yang lebih baik.
- Ketahanan yang Lebih Tinggi: Proses perlakuan panas seperti nitridasi semakin mengeras permukaan, memperpanjang umur poros engkol secara signifikan dibandingkan alternatif coran.
Bagi siapa saja yang bekerja dengan mesin berat atau perakitan berkinerja tinggi, termasuk mereka yang melakukan peningkatan set poros engkol tempa untuk aplikasi balap, keunggulan ini langsung terwujud dalam bentuk keandalan pada saat yang paling menentukan. Meskipun poros engkol coran mungkin cukup memadai untuk kendaraan ringan, poros jenis ini sama sekali tidak memiliki integritas struktural yang diperlukan ketika kondisi menjadi menuntut.
Aplikasi yang Membutuhkan Poros Engkol Tempa Khusus
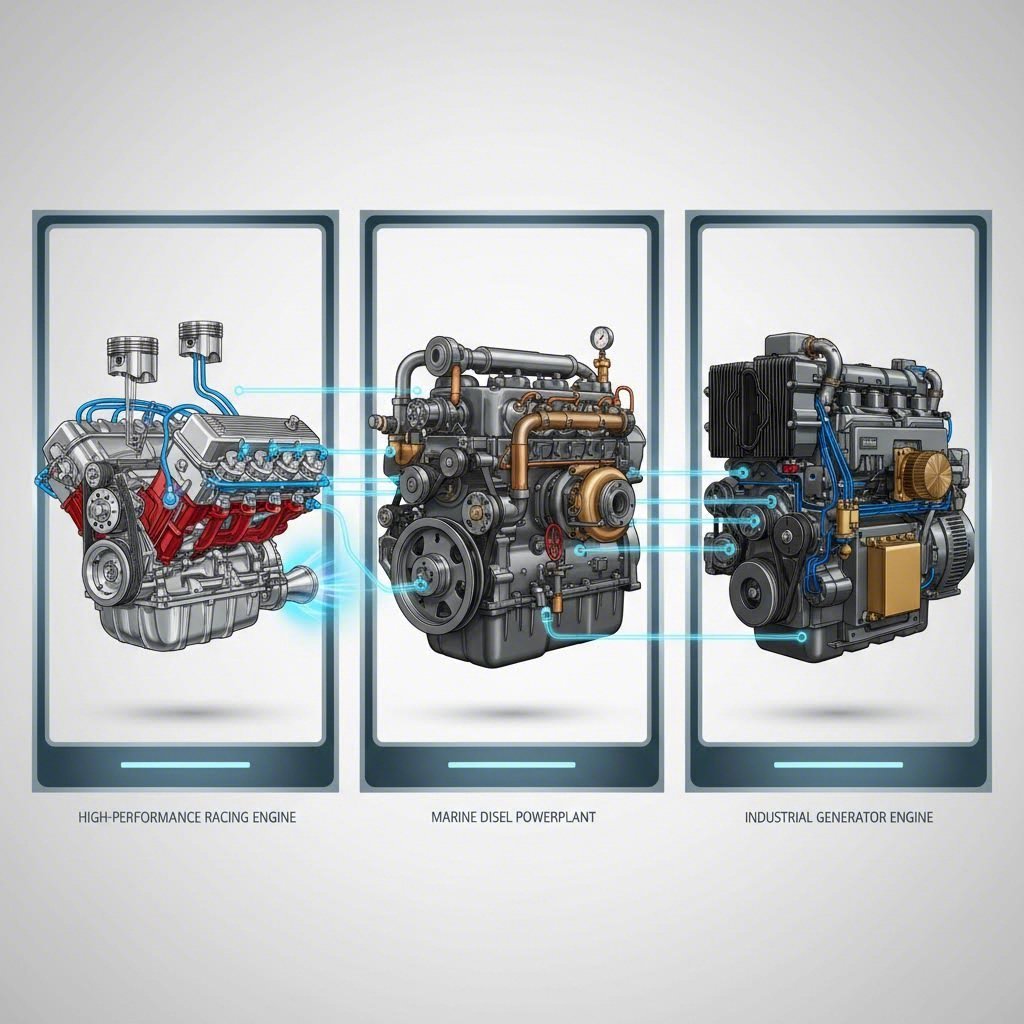
Ketika kebanyakan orang memikirkan poros engkol khusus, balap drag berkekuatan tinggi atau mesin NASCAR langsung terlintas dalam pikiran. Tapi inilah kenyataannya: permintaan akan komponen tempa khusus meluas jauh melampaui lintasan balap. Dari kapal laut yang menavigasi perairan pesisir California, restorasi sepeda motor klasik, hingga generator tenaga industri, aplikasi khusus membutuhkan poros engkol yang direkayasa sesuai kondisi operasional uniknya.
Memahami kategori mana yang sesuai dengan proyek Anda membantu Anda berkomunikasi secara efektif dengan produsen dan memastikan spesifikasi Anda sesuai dengan kebutuhan kinerja yang sebenarnya.
Aplikasi Balap dan Performa
Pasar poros engkol kinerja tetap menjadi sektor yang paling terlihat, dengan produsen melayani mulai dari tim balap profesional hingga penggemar akhir pekan yang membangun proyek di garasi. Apakah Anda sedang mengembangkan poros engkol stroker untuk meningkatkan kapasitas mesin atau unit ringan untuk aplikasi putaran tinggi, tuntutan balap mendorong komponen hingga batas maksimalnya.
Pertimbangkan segmen poros engkol sepeda motor, yang menawarkan tantangan unik. Poros engkol Harley untuk mesin kinerja V-twin membutuhkan rekayasa yang berbeda dibandingkan poros engkol sepeda trail yang dirancang untuk penggunaan ekstrem dalam motocross. Poros engkol Harley Davidson, khususnya dalam konfigurasi twin cam, harus mampu menahan torsi bawah yang besar sekaligus menjaga keseimbangan pada kecepatan jelajah. Sementara itu, unit sepeda motor kompetisi harus mampu bertahan dari putaran ekstrem dan perubahan beban mendadak selama berkendara agresif.
Aplikasi kinerja otomotif mencakup berbagai bidang yang sama luasnya. Pembalap drag Pro Mod membutuhkan poros engkol yang mampu menahan tenaga lebih dari 4.000 daya kuda dalam durasi singkat, sementara balap ketahanan membutuhkan komponen yang tahan terhadap pengoperasian selama 24 jam. Peningkatan kinerja untuk jalan raya biasanya mengutamakan daya tahan dan kenyamanan berkendara dibandingkan keluaran tenaga maksimum.
Persyaratan Poros Engkol untuk Industri dan Kelautan
Di sinilah situasinya menjadi menarik: aplikasi industri dan kelautan sering kali merupakan lingkungan operasi paling menuntut, namun mendapatkan perhatian jauh lebih sedikit dari produsen spesialis. Sebuah poros engkol kelautan yang ditentukan oleh pembuat kapal di California harus tahan terhadap getaran konstan, paparan air laut, dan operasi berkepanjangan di bawah beban. Berbeda dengan aplikasi balap di mana mesin beroperasi dalam durasi pendek, mesin kapal dapat beroperasi secara terus-menerus selama beberapa jam pada level tenaga yang signifikan.
Generator industri, kompresor, dan peralatan pompa menghadirkan tantangan yang serupa. Poros engkol ini harus memberikan kinerja andal selama ribuan jam antara interval perawatan, sering kali dalam lingkungan keras di mana kegagalan berarti terhentinya operasional yang mahal.
Proyek restorasi menambahkan dimensi lain secara keseluruhan. Saat membangun kembali mesin pesawat vintage atau mesin truk klasik, spesifikasi asli harus dipatuhi secara tepat sambil kemungkinan meningkatkan material untuk umur pakai yang lebih panjang. Ini membutuhkan produsen yang memahami desain historis dan mampu mereplikasinya menggunakan teknik penempaan modern.
| Jenis aplikasi | Rentang Langkah Tipikal | Kelas Material Umum | Rentang RPM yang Diharapkan | Persyaratan Utama |
|---|---|---|---|---|
| Balap Drag | 3,5" - 5,0" | 4340, EN30B | 7.500 - 10.000+ | Kekuatan maksimum, ringan |
| Balap Trek Lingkaran | 3,0" - 4,0" | 4340, 5140 | 6.500 - 9.000 | Ketahanan, keseimbangan yang konsisten |
| Performa Sepeda Motor | 2,5" - 4,5" | 4340, Baja Billet | 8.000 - 14.000 | Desain kompak, kemampuan RPM tinggi |
| Aplikasi laut | 3,5" - 6,0" | 4140, 4340 | 3.500 - 6.000 | Tahan korosi, umur panjang |
| Industri/Generator | 4,0" - 8,0"+ | 4140, 4340, Baja Karbon Tempa | 1.800 - 4.000 | Ketahanan lama, peredaman getaran |
| Restorasi Klasik | Bervariasi tergantung spesifikasi asli | Sesuai periode atau ditingkatkan | Khusus Aplikasi | Akurasi dimensi, keaslian |
Setelah Anda mengidentifikasi kategori aplikasi Anda dan memahami persyaratan tipikalnya, Anda perlu mengumpulkan spesifikasi teknis yang tepat yang dibutuhkan oleh produsen. Bagian berikutnya membahas secara tepat pengukuran dan rincian apa yang harus Anda siapkan sebelum mendekati pemasok poros engkol.
Spesifikasi Teknis yang Harus Anda Sediakan Saat Pemesanan
Merasa kewalahan dengan detail teknis? Anda tidak sendiri. Banyak pembeli pemula ragu untuk mendekati produsen karena mereka tidak yakin informasi apa yang perlu disediakan. Berita bagusnya: mengumpulkan spesifikasi Anda menjadi mudah ketika Anda mengikuti pendekatan yang sistematis.
Saat memesan poros engkol tempa khusus, produsen membutuhkan pengukuran yang akurat dan preferensi material sebelum mereka dapat memberikan penawaran harga proyek Anda secara tepat. Spesifikasi yang hilang atau salah dapat menyebabkan revisi yang mahal, waktu tunggu yang lebih lama, dan komponen yang berpotensi tidak dapat digunakan. Baik Anda sedang membangun setelan stroker poros engkol ls atau membuat poros engkol sbc khusus untuk restorasi kendaraan klasik, proses persiapannya pada dasarnya tetap sama.
Pengukuran Penting untuk Pesanan Khusus Anda
Anggap lembar spesifikasi Anda sebagai gambaran teknis yang mengarahkan setiap keputusan produksi. Semakin lengkap dokumentasi awal Anda, semakin lancar pengalaman pemesanan Anda. Formulir permintaan poros engkol profesional, seperti yang digunakan oleh pemasok industri, biasanya memerlukan informasi yang mencakup rincian mesin, spesifikasi dimensi, dan persyaratan aplikasi .
Berikut proses langkah demi langkah untuk mengumpulkan spesifikasi Anda:
- Dokumentasikan Konfigurasi Mesin Anda: Catat merek, tipe, dan kode mesin. Sertakan jumlah silinder, RPM maksimum yang diharapkan, tenaga kuda proyeksi, dan angka torsi. Untuk aplikasi turbocharged atau supercharged, catat tekanan boost dan spesifikasi tekanan pembakaran.
- Ukur Dimensi Langkah dan Journal: Tentukan panjang langkah asli dan langkah yang dibutuhkan untuk rancangan Anda. Sebagai referensi, Poros engkol Small Block Chevrolet berkisar dari langkah 3,00" (mesin 265/283) hingga langkah 3,75" (mesin 400). Proses identifikasi poros engkol sbc Anda harus memastikan apakah Anda menggunakan ukuran journal kecil, sedang, atau besar.
- Catat Jarak Antar Silinder: Dimensi kritis ini menentukan penempatan journal sepanjang poros engkol. Ukur dari garis tengah lubang silinder ke garis tengah berikutnya untuk mendapatkan jarak yang akurat.
- Tentukan Persyaratan Rod Journal: Catat diameter pin (diameter rod journal) dan lebar pin yang dibutuhkan batang penghubung Anda. Dimensi ini harus sesuai persis dengan bantalan batang Anda.
- Tentukan Spesifikasi Main Journal: Ukur diameter dan lebar journal utama. Perhatikan bahwa generasi mesin yang berbeda dalam satu keluarga sering kali menggunakan ukuran bantalan utama yang berbeda. Sebagai contoh, spesifikasi poros engkol ls1 dan ls3 memiliki langkah (stroke) yang sama tetapi mungkin memiliki kebutuhan penyeimbangan yang berbeda.
- Hitung Kebutuhan Counterweight: Tentukan jumlah counterweight yang diperlukan berdasarkan kebutuhan keseimbangan mesin Anda. Konfigurasi keseimbangan internal versus eksternal sangat memengaruhi ukuran counterweight.
- Sertakan Berat Perakitan Resiprokal: Berikan berat piston termasuk pin dan ring. Data ini memungkinkan produsen untuk mengoptimalkan desain counterweight agar keseimbangan tepat.
Jika Anda tidak yakin mengenai pengukuran tertentu, bekerjalah dengan teknisi mesin atau bengkel mesin berpengalaman. Mereka dapat mengukur komponen yang sudah ada, merujuk pada spesifikasi pabrik, atau membantu menentukan dimensi optimal sesuai tujuan performa Anda. Banyak produsen juga menerima sampel poros engkol untuk rekayasa balik ketika dokumentasi tidak tersedia.
Pemilihan Material dan Spesifikasi Perlakuan Panas
Di luar persyaratan dimensi, pemilihan material sangat memengaruhi karakteristik performa poros engkol Anda. Pilihan yang paling umum untuk aplikasi berperforma tinggi adalah baja chromoly 4340, yang digunakan oleh produsen seperti Keomit dalam produksi set poros engkol tempa mereka. Material ini menawarkan rasio kekuatan terhadap berat yang sangat baik serta respons bagus terhadap perlakuan panas.
Saat menentukan material, pertimbangkan faktor-faktor berikut:
- baja 4340: Standar industri untuk aplikasi performa dan balap. Memberikan kekuatan tarik dan ketahanan terhadap kelelahan yang unggul jika diberi perlakuan panas secara tepat.
- baja 4140: Alternatif yang hemat biaya, cocok untuk aplikasi dengan kinerja sedang dan aplikasi industri di mana beban ekstrem tidak diantisipasi.
- EN30B: Populer dalam aplikasi balap Eropa, menawarkan sifat serupa dengan 4340 namun dengan karakteristik pemesinan yang sedikit berbeda.
- Bahan Crankshaft Billet: Saat memesan crankshaft billet yang dimesin dari batang pejal daripada yang ditempa, harapkan waktu tunggu dan struktur harga yang berbeda. Proses pembuatan billet melibatkan pemesinan ekstensif dari bahan batang bulat, sehingga membutuhkan lebih banyak waktu dan menyebabkan keausan peralatan yang lebih tinggi.
Spesifikasi perlakuan panas harus mencakup persyaratan pengerasan permukaan. Nitriding menciptakan lapisan permukaan yang sangat keras yang tahan terhadap keausan pada journal bantalan, sementara bagian inti tetap tangguh. Tentukan target kekerasan journal jika aplikasi Anda menuntut karakteristik keausan tertentu.
Untuk konstruksi stroker seperti proyek crank stroker ls, juga cantumkan ukuran bore, rasio kompresi, jenis bahan bakar, dan apakah nitrous oxide akan digunakan. Faktor-faktor ini memengaruhi rekomendasi material dan keputusan desain. Jangan lupa sebutkan keberadaan oil squirter, karena hal ini memengaruhi penyediaan oli pada journal.
Dengan spesifikasi Anda yang telah terdokumentasi, kini Anda siap memahami bagaimana produsen mengubah baja mentah menjadi komponen presisi. Bagian selanjutnya membahas proses penempaan itu sendiri dan menjelaskan mengapa metode manufaktur sama pentingnya dengan pemilihan material.

Cara Pembuatan Crankshaft Tempa Custom
Sekarang setelah Anda mengumpulkan spesifikasi, Anda mungkin bertanya-tanya apa yang sebenarnya terjadi ketika pabrikan menerima pesanan Anda. Memahami proses penempaan komponen crankshaft membantu Anda mengajukan pertanyaan yang lebih cerdas dan mengevaluasi calon pemasok secara lebih efektif. Di sinilah ilmu pengetahuan bertemu dengan keterampilan kerajinan.
Metode manufaktur yang Anda pilih secara mendasar membentuk karakteristik kinerja poros engkol Anda. Sementara pesaing sering menyebutkan istilah "tempa" atau "billet" tanpa penjelasan, mengetahui perbedaannya memberdayakan Anda untuk membuat keputusan yang tepat sesuai dengan tujuan proyek Anda.
Penjelasan Proses Tempa Mati Terbuka
Bayangkan sebuah batang baja padat yang dipanaskan hingga mendekati suhu mencair, berpijar merah-oranye dan siap untuk ditransformasi. Dalam penempaan mati terbuka, benda kerja yang telah dipanaskan ditempatkan di antara die datar atau berbentuk sederhana, kemudian dipalu atau ditekan dengan kekuatan sangat besar. Berbeda dengan penempaan mati tertutup di mana logam mengisi rongga yang telah dibentuk sebelumnya, penempaan mati terbuka memungkkan material mengalir bebas saat dibentuk secara progresif menjadi bentuk yang diinginkan.
Proses ini menawarkan beberapa keunggulan yang jelas untuk produksi poros engkol. Menurut Great Lakes Forge , penempaan open-die unggul dalam memproduksi komponen yang dapat disesuaikan selama proses manufaktur. Teknik ini mendukung bagian-bagian satu-satuan atau produksi terbatas dengan bentuk unik, menjadikannya ideal saat memesan poros engkol tempa khusus untuk aplikasi tertentu.
Berikut yang terjadi selama urutan penempaan:
- Pemanasan: Billet baja dipanaskan hingga suhu antara 1.900°F dan 2.300°F, membuatnya lunak namun tetap mempertahankan integritas struktural.
- Pengerjaan Awal: Deformasi awal menghilangkan rongga internal yang tersisa dari pembekuan awal baja, menciptakan material yang lebih padat dan seragam.
- Pembentukan progresif: Beberapa operasi palu atau press secara bertahap membentuk profil kasar poros engkol, termasuk throw, journal, dan posisi counterweight.
- Pendinginan terkendali: Poros engkol tempa didinginkan pada laju terkendali untuk mencegah tegangan internal dan mengoptimalkan struktur butiran.
- Pemesinan Akhir: Pemesinan CNC membawa benda kerja tempa ke dimensi akhir dengan toleransi presisi.
Tempa mati tertutup, sebaliknya, menggunakan cetakan pasangan yang sepenuhnya menutupi benda kerja. Meskipun metode ini menghasilkan toleransi yang lebih ketat langsung dari tempa, metode ini memerlukan peralatan mahal yang hanya masuk akal secara ekonomi untuk produksi volume tinggi. Untuk pesanan poros engkol khusus satu buah atau batch kecil, tempa mati terbuka biasanya menawarkan nilai dan fleksibilitas yang lebih baik.
Pembuatan Poros Engkol Tempa vs Billet
Perdebatan antara pembuatan poros engkol tempa dan billet sering kali menimbulkan pendapat kuat di kalangan perakit mesin. Memahami kedua pendekatan tersebut membantu Anda memilih dengan bijak sesuai aplikasi spesifik Anda.
Poros engkol billet dimulai sebagai batang bulat pejal dari baja premium, biasanya 4340, dan seluruhnya dikerjakan dengan mesin CNC hingga bentuk akhirnya. Tidak ada pemanasan atau penempaan yang terlibat. Setiap permukaan, journal, dan massa penyeimbang dibentuk dengan presisi tinggi dari material asalnya. Proses ini menawarkan potensi kustomisasi yang tak tertandingi, karena KingTec Racing menjelaskan , pembangun dapat menentukan panjang langkah, diameter journal, desain penyeimbang, dan tata letak saluran pelumasan dengan fleksibilitas penuh.
Namun, di sinilah ilmu material masuk ke dalam pembicaraan. Ketika baja membeku dari keadaan cair, ia mengembangkan struktur butiran. Proses pengecoran crank menghasilkan butiran yang tidak seragam dengan kemungkinan adanya rongga. Pemesinan billet memotong struktur butiran yang sudah ada, berpotensi mengekspos ujung-ujung butiran yang menjadi titik konsentrasi tegangan.
Pengecoran tempa menghasilkan komponen di mana butiran sengaja disejajarkan searah dengan kekuatan maksimum, menghasilkan ketahanan lelah dan benturan yang luar biasa. Aliran butiran kontinu ini mengikuti bentuk poros engkol, menyalurkan tegangan menjauhi titik-titik lemah daripada menciptakan kerentanan baru.
Menurut Trenton Forging , deformasi terkendali selama penempaan menyelaraskan struktur butir dengan geometri komponen. Retakan lebih mudah merambat sejajar dengan arah butir, sehingga memiliki orientasi butir yang tegak lurus terhadap titik-tegangan secara signifikan meningkatkan daya tahan. Inilah alasan mengapa poros engkol tempa mendominasi balap ketahanan dan aplikasi bertekanan tinggi di mana ketahanan terhadap kelelahan paling penting.
Jadi, mana yang harus Anda pilih? Keputusan ini tergantung pada prioritas Anda:
| Faktor | Poros Engkol Tempa | Poros Engkol Billet |
|---|---|---|
| Struktur Butir | Selaras dengan geometri komponen | Seragam tetapi tidak berarah |
| Ketahanan lelah | Lebih unggul di bawah tekanan berulang | Sangat baik dengan perlakuan panas yang tepat |
| Kustomisasi | Cukup baik dalam batasan penempaan | Fleksibilitas desain tanpa batas |
| Aplikasi Terbaik | Balap ketahanan, performa jalanan, mesin dengan tekanan tinggi | Balap drag, mesin prototipe, konfigurasi stroker ekstrem |
| Waktu Tunggu Umum | Persiapan awal lebih lama, pesanan berulang lebih cepat | Waktu permesinan yang konsisten per unit |
Untuk sebagian besar aplikasi performa, poros engkol tempa memberikan keseimbangan optimal antara kekuatan, keandalan, dan nilai. Poros billet unggul ketika Anda membutuhkan kebebasan dimensi absolut atau sedang membangun prototipe satu-satunya di mana kekhawatiran alur butir dikompensasi oleh rekayasa presisi dan material premium.
Memahami dasar-dasar manufaktur ini menempatkan Anda dalam posisi yang baik untuk mengevaluasi pemasok secara efektif. Namun, kemampuan manufaktur tidak berarti apa-apa tanpa kontrol kualitas yang ketat. Bagian selanjutnya membahas sertifikasi, inspeksi, dan protokol pengujian yang membedakan produsen andal dari yang lain.

Standar Jaminan Kualitas dan Inspeksi yang Diharapkan
Anda telah memilih produsen Anda dan menyerahkan spesifikasi terperinci. Namun bagaimana Anda tahu bahwa poros engkol jadi benar-benar memenuhi persyaratan tersebut? Di sinilah jaminan kualitas membedakan pemasok tepercaya dari spekulasi berisiko. Namun secara mengejutkan, kebanyakan pembeli tidak pernah menanyakan protokol inspeksi hingga muncul masalah.
Saat memesan poros engkol tempa khusus, proses kontrol kualitas sama pentingnya dengan proses penempaannya sendiri. Poros engkol presisi yang tampak sempurna bisa menyembunyikan cacat tak kasat mata yang menyebabkan kegagalan total saat dibebani. Memahami sertifikasi apa yang harus dicari dan metode pengujian apa yang perlu diminta akan melindungi investasi Anda serta memastikan mesin beroperasi secara andal.
Sertifikasi kualitas yang penting
Tidak semua sertifikasi memiliki bobot yang sama di industri poros engkol otomotif. Sebagian mencerminkan komitmen nyata terhadap sistem kualitas, sementara lainnya hanyalah formalitas administratif belaka. Mengetahui perbedaannya membantu Anda mengevaluasi opsi perusahaan pemasok poros engkol secara efektif.
Standar emas untuk manufaktur komponen otomotif adalah Sertifikasi IATF 16949 . Menurut Sertifikasi DEKRA , standar ini dikembangkan oleh International Automotive Task Force secara khusus untuk menyederhanakan persyaratan kualitas di seluruh rantai pasok otomotif global. IATF 16949 memperluas fondasi ISO 9001 dengan persyaratan khusus industri termasuk:
- Sistem Pelacakan: Pelacakan dokumentasi lengkap dari bahan baku baja hingga produk jadi, mendukung kepatuhan terhadap regulasi dan manajemen garansi.
- Pengendalian Proses Terkait Keselamatan: Protokol khusus untuk komponen yang jika mengalami kegagalan akan menimbulkan risiko keselamatan, tepat seperti kategori yang ditempati poros engkol.
- Persyaratan Khusus Pelanggan: Fleksibilitas untuk mengintegrasikan tuntutan kualitas OEM dan pemasok tingkat pertama tanpa memerlukan beberapa sertifikasi terpisah.
- Kerangka Perbaikan Berkelanjutan: Pendekatan terstruktur untuk mengidentifikasi dan menghilangkan sumber cacat dari waktu ke waktu.
Bagi pembeli, sertifikasi IATF 16949 menunjukkan bahwa produsen telah berinvestasi dalam sistem manajemen mutu yang komprehensif dan diverifikasi oleh auditor independen. Produsen bersertifikasi IATF 16949 seperti Shaoyi (Ningbo) Teknologi Logam menunjukkan komitmen ini melalui audit pihak ketiga yang ketat, memberikan kepercayaan bahwa pengendalian kualitas tidak hanya sebatas klaim pemasaran, tetapi mencakup proses yang terdokumentasi dan dapat diverifikasi.
Selain IATF 16949, perhatikan juga kualifikasi tambahan berikut saat mengevaluasi bengkel poros engkol:
- ISO 9001: Standar manajemen mutu dasar yang menjadi landasan dari IATF 16949.
- Kepatuhan SAE: Kesesuaian dengan spesifikasi SAE J431 dan J1199 mengenai persyaratan dimensi dan material poros engkol otomotif.
- API 614: Penting untuk poros engkol yang ditujukan bagi aplikasi industri minyak bumi, kimia, atau gas.
Protokol Inspeksi dan Pengujian yang Harus Diminta
Sertifikasi menetapkan kerangka kerja; metode inspeksi menghasilkan hasil. Saat membahas pesanan Anda, tanyakan secara khusus mengenai protokol pengujian pada setiap tahap manufaktur. Berikut ini seperti apa kontrol kualitas yang menyeluruh selama proses produksi:
- Verifikasi material masuk: Analisis kimia dan pengujian kekerasan billet baja mentah sebelum proses tempa dimulai.
- Inspeksi Pasca-Tempa: Pemeriksaan visual untuk mendeteksi cacat tempa, verifikasi dimensi tempa kasar, serta pengujian ultrasonik untuk mendeteksi rongga internal.
- Verifikasi perlakuan panas: Pengujian kekerasan di beberapa lokasi untuk memastikan perlakuan panas sesuai, dilengkapi dokumentasi parameter tungku.
- Inspeksi Partikel Magnetik (MPI): Penting untuk mendeteksi retakan permukaan dan dekat permukaan yang tidak terlihat oleh mata telanjang.
- Verifikasi dimensi: Inspeksi mesin pengukur koordinat (CMM) terhadap semua dimensi kritis termasuk diameter journal, panjang langkah, dan profil counterweight.
- Pengukuran kehalusan permukaan: Pembacaan profilometer untuk memverifikasi kekasaran permukaan journal sesuai dengan persyaratan bantalan.
- Pemeriksaan Keseimbangan Akhir: Verifikasi penyeimbangan dinamis dengan pembacaan yang terdokumentasi.
Dari semua metode tersebut, inspeksi partikel magnetik memerlukan perhatian khusus. Karena ahli industri , MPI bekerja dengan cara mengalirkan medan magnet ke poros engkol dan menerapkan partikel ferrous pada permukaannya. Setiap retakan atau cacat akan menciptakan gangguan medan magnet yang menyebabkan partikel berkumpul secara nyata di sekitar kerusakan. Teknik ini mampu mendeteksi retakan mikroskopis yang jika tidak diperiksa, baru diketahui saat poros engkol patah akibat tekanan.
Proses MPI melibatkan dua metode magnetisasi utama:
- Arus Searah (DC): Menghasilkan medan magnet konstan yang efektif untuk mendeteksi cacat linier yang sejajar dengan arah magnetisasi.
- Arus Bolak-Balik (AC): Menghasilkan medan yang berubah-ubah dan lebih peka terhadap retakan halus di permukaan, sehingga mampu menangkap cacat kecil yang mungkin terlewat oleh metode DC.
Produsen terkemuka sering menggabungkan kedua teknik tersebut untuk cakupan yang komprehensif. Minta dokumentasi yang menegaskan bahwa MPI dilakukan menggunakan partikel fluoresens basah di bawah cahaya UV, konfigurasi paling sensitif yang tersedia untuk persyaratan kualitas tingkat performa unggul.
Di luar metode inspeksi, pahami dokumentasi yang seharusnya Anda terima bersama poros engkol jadi Anda. Paket kualitas yang lengkap mencakup:
- Sertifikasi material dengan pelacakan nomor heat
- Catatan perlakuan panas dengan hasil uji kekerasan
- Laporan inspeksi dimensi dengan data CMM
- Sertifikasi MPI yang menegaskan tidak ada indikasi yang ditolak
- Laporan keseimbangan dinamis
- Pengukuran kehalusan permukaan untuk journal bantalan
Dokumentasi ini memiliki beberapa fungsi. Ini memverifikasi bahwa harga poros engkol Anda mencerminkan investasi nyata dalam pengendalian kualitas. Ini menyediakan data acuan jika muncul masalah garansi. Dan ini menunjukkan kepatuhan terhadap standar industri jika perakitan mesin Anda memerlukan persetujuan regulasi.
Ketika mengevaluasi poros engkol kendaraan yang Anda terima, kualitas dokumentasi sering mencerminkan kualitas komponen itu sendiri. Produsen yang berinvestasi dalam inspeksi ketat umumnya menghasilkan produk yang unggul, sementara mereka yang mengurangi pengujian jarang memberikan hasil yang konsisten.
Setelah standar kualitas ditetapkan, Anda siap mengevaluasi para produsen itu sendiri. Bagian berikutnya memandu Anda dalam membandingkan opsi domestik dan internasional, meninjau faktor-faktor di luar harga yang menentukan kepuasan jangka panjang terhadap hubungan pemasok Anda.
Cara Mengevaluasi dan Membandingkan Produsen Poros Engkol
Jadi Anda telah mendokumentasikan spesifikasi Anda dan memahami standar kualitas yang harus dituntut. Kini tiba keputusan penting: pabrikan poros engkol khusus mana yang benar-benar layak mendapatkan bisnis Anda? Pilihan ini melampaui sekadar membandingkan penawaran harga. Pabrikan yang Anda pilih akan menjadi mitra dalam proyek Anda, dan kualitas hubungan tersebut kerap menentukan apakah poros engkol Anda tiba tepat waktu, memenuhi spesifikasi, serta berfungsi sesuai harapan.
Baik Anda mempertimbangkan pemasok domestik ternama seperti Eagle Specialty Products Inc maupun menjajaki opsi internasional, proses evaluasi memerlukan pemeriksaan terhadap faktor-faktor yang jarang dibahas oleh pesaing. Mari kita uraikan hal-hal yang benar-benar penting saat membandingkan pilihan Anda.
Mengevaluasi Pabrikan Domestik versus Internasional
Keputusan antara domestik dan luar negeri tidaklah sesederhana kelihatannya. Masing-masing opsi memiliki keunggulan dan tantangan tersendiri yang bervariasi tergantung pada kebutuhan proyek spesifik Anda.
Produsen dalam negeri, termasuk nama-nama terkenal seperti pemasok poros engkol Ohio, produsen poros engkol Molnar, dan Crower cranks, biasanya menawarkan beberapa keunggulan bawaan. Menurut Queen City Forging, penempa di Amerika Utara umumnya menyediakan bantuan teknis pra-produksi dan layanan purna jual secara rutin. Mereka dapat menawarkan layanan pengangkutan dan pengiriman yang disesuaikan dengan kebutuhan produksi, mendukung jadwal just-in-time yang banyak program balap andalkan.
Komunikasi berjalan lebih lancar tanpa hambatan bahasa atau komplikasi zona waktu. Saat Anda menelepon dengan pertanyaan teknis pukul 14.00, seseorang akan langsung menjawab, bukan email yang dibiarkan tidak dibalas selama 12 jam. Keterbiasaan budaya dengan platform mesin Amerika, baik Anda memesan peningkatan poros engkol eagle maupun suku cadang khusus untuk restorasi, berarti diperlukan penjelasan yang lebih sedikit.
Namun, produsen internasional menawarkan keunggulan menarik yang patut dipertimbangkan secara serius:
- Efisiensi Biaya: Biaya tenaga kerja dan biaya overhead yang lebih rendah sering kali menghasilkan keunggulan harga yang signifikan, terutama untuk pesanan dalam jumlah besar.
- Kapasitas Manufaktur: Banyak fasilitas luar negeri menggunakan peralatan yang lebih besar dan mampu menangani berbagai ukuran proyek.
- Akses Material: Beberapa pemasok internasional memiliki hubungan dengan pabrik baja khusus, yang menyediakan mutu material yang sulit diperoleh secara domestik.
Kunci keberhasilan pengadaan internasional terletak pada proses verifikasi yang tepat. Standar kualitas sangat bervariasi antar pemasok luar negeri, dan keuntungan harga akan hilang dengan cepat jika komponen memerlukan pekerjaan ulang atau penggantian. Minta sertifikasi IATF 16949 atau yang setara, minta contoh komponen sebelum menetapkan pesanan produksi, dan verifikasi kemampuan komunikasi selama interaksi awal Anda.
Kedekatan dengan pelabuhan pengiriman utama sangat memengaruhi waktu pengiriman untuk pesanan internasional. Produsen yang berlokasi dekat fasilitas seperti Pelabuhan Ningbo di Tiongkok atau Rotterdam di Eropa dapat mengirim produk secara global dengan waktu transit yang andal. Keuntungan geografis ini sering kali mengimbangi faktor jarak bagi pembeli yang bersedia merencanakan lebih awal.
Pertanyaan-Pertanyaan Utama yang Harus Ditanyakan Sebelum Memesan
Sebelum berkomitmen kepada produsen mana pun, baik domestik maupun internasional, verifikasi menyeluruh melindungi investasi Anda. Pertanyaan-pertanyaan ini mengungkap kemampuan yang sering disembunyikan oleh materi pemasaran:
- Berapa waktu tunggu standar Anda untuk pesanan khusus? Dapatkan jawaban spesifik, bukan perkiraan. Sebuah pernyataan produsen "4-6 minggu" dibandingkan "biasanya 5 minggu sesuai kapasitas saat ini" menunjukkan tingkat kontrol produksi yang berbeda.
- Apakah Anda dapat memberikan referensi dari proyek sejenis? Setiap produsen yang mapan seharusnya dengan mudah memberikan kontak yang telah menyelesaikan pesanan sebanding. Keraguan dalam hal ini menjadi tanda bahaya.
- Dukungan teknik apa yang Anda berikan selama fase spesifikasi? Pemasok terbaik menangkap kesalahan spesifikasi sebelum produksi dimulai, menghemat waktu dan biaya.
- Bagaimana Anda menangani perubahan spesifikasi setelah produksi dimulai? Memahami fleksibilitas dan biaya terkait mencegah kejutan.
- Dokumentasi inspeksi apa yang menyertai komponen jadi? Seperti yang dibahas pada bagian sebelumnya, dokumentasi kualitas yang komprehensif mencerminkan disiplin manufaktur.
Ketika mengevaluasi pemasok seperti Ace Crankshaft Inc atau bengkel-bengkel khusus yang lebih kecil, tanyakan juga tentang pengalaman mereka dengan aplikasi spesifik Anda. Sebuah pabrikan yang unggul dalam poros engkol untuk balap drag mungkin kurang ahli dalam aplikasi kelautan atau industri, meskipun memiliki kemampuan teknis.
| Kriteria evaluasi | Pabrikan Domestik | Pabrikan Internasional |
|---|---|---|
| Waktu Tunggu Umum | 4-8 minggu | 6-12 minggu (termasuk pengiriman) |
| Jumlah pesanan minimum | Seringkali mampu untuk satu unit | Mungkin memerlukan minimum 3-5 unit |
| Dukungan teknik | Konsultasi langsung umum terjadi | Bervariasi sangat luas tergantung pemasok |
| SERTIFIKASI | IATF 16949, ISO 9001 standar | Verifikasi secara independen |
| Komunikasi | Zona waktu yang sama, tanpa hambatan bahasa | Kemungkinan keterlambatan, kebutuhan penerjemahan |
| Keunggulan Lokasi | Pengiriman domestik lebih cepat | Penghematan biaya, kedekatan pelabuhan menjadi pertimbangan |
| Titik Harga | Harga premium khas | Seringkali 20-40% lebih rendah |
Meminta sampel sebelum melakukan pesanan produksi tetap penting, terutama dengan pemasok yang tidak dikenal. Sampel poros engkol, meskipun tidak persis sesuai spesifikasi Anda, dapat mengungkapkan kualitas permesinan, standar hasil permukaan, dan praktik dokumentasi. Investasi dalam sampel sering kali mencegah kesalahan yang jauh lebih mahal dalam produksi.
Tinjau pekerjaan sebelumnya jika memungkinkan. Minta foto proyek serupa yang telah selesai, dan jika mengunjungi fasilitas secara langsung tidak praktis, mintalah tur video. Alat komunikasi modern memudahkan penilaian fasilitas secara virtual, dan produsen yang percaya diri pada operasinya menyambut baik pemeriksaan semacam ini.
Dengan produsen yang telah dipilih dan diverifikasi, pertanyaan praktis mengenai biaya dan waktu menjadi fokus utama. Bagian berikut membahas faktor harga dan perkiraan waktu tunggu yang membentuk perencanaan proyek Anda.
Faktor Harga dan Perkiraan Waktu Tunggu
Anda telah memilih pabrikan dan memahami persyaratan kualitas. Kini pertanyaan yang tak terhindarkan muncul: berapa biaya poros engkol, dan kapan akan tiba? Masalah praktis ini membentuk perencanaan proyek, namun kebanyakan pembeli memasuki negosiasi tanpa harapan yang realistis. Memahami variabel-variabel yang mendorong biaya poros engkol membantu Anda membuat anggaran secara akurat dan menghindari keterkejutan harga saat penawaran diterima.
Inilah kenyataannya: harga poros engkol tempa pesanan tidak ditentukan secara sembarangan. Setiap dolar mencerminkan keputusan manufaktur tertentu, pilihan material, dan kompleksitas produksi. Saat Anda memahami apa yang Anda bayar, negosiasi menjadi lebih produktif dan harapan selaras dengan hasil yang dapat diserahkan.
Faktor-Faktor yang Mempengaruhi Harga Poros Engkol Pesanan
Ketika pabrikan menghitung penawaran Anda, mereka mengevaluasi beberapa faktor biaya secara bersamaan. Menurut spesialis industri , biaya produksi poros engkol mencerminkan rekayasa presisi, metalurgi canggih, dan proses manufaktur khusus yang dirancang untuk memberikan kekuatan dan kinerja tanpa tanding.
Berikut adalah faktor-faktor utama yang memengaruhi harga akhir Anda, diurutkan dari yang paling berdampak hingga yang paling rendah:
- Pemilihan bahan: Paduan baja yang Anda tentukan secara signifikan memengaruhi biaya dasar. Baja standar 4340 menawarkan kinerja sangat baik dengan harga terjangkau, sedangkan paduan eksotis seperti EN40B atau 300M yang digunakan dalam aplikasi motorsport ekstrem memiliki biaya material yang jauh lebih tinggi. Material yang lebih keras juga memerlukan waktu permesinan lebih lama dan perkakas khusus, sehingga menambah biaya.
- Kompleksitas Desain: Desain rumit dengan toleransi ketat membutuhkan teknik permesinan yang lebih canggih dan waktu produksi lebih lama. Seperti yang dicatat oleh para ahli manufaktur Xometry, jalur alat yang kompleks menghasilkan lebih banyak gerakan dan memperpanjang durasi permesinan. Panjang langkah non-standar, konfigurasi journal yang unik, serta desain penyeimbang yang dioptimalkan semuanya menambah jam rekayasa dan produksi.
- Jumlah pemesanan: Pesanan khusus satuan memiliki biaya per unit paling tinggi karena biaya persiapan tidak tersebar ke beberapa unit. Volume produksi yang lebih besar mendapat manfaat dari skala ekonomi, di mana biaya tetap persiapan tersebar ke lebih banyak komponen sehingga menurunkan harga per unit.
- Persyaratan penyelesaian: Perlakuan permukaan seperti nitridasi, pemolesan journal khusus, atau protokol perlakuan panas premium menambah langkah proses dan biaya. Setiap operasi finishing memerlukan waktu peralatan, tenaga kerja terampil, dan verifikasi kualitas.
- Durasi Pemesinan: Waktu pemesinan yang lebih lama secara langsung meningkatkan biaya melalui konsumsi listrik, keausan alat, dan pemanfaatan peralatan. Fitur ringan seperti knife-edging atau lubang utama hasil pengeboran peluru memerlukan tambahan waktu pemesinan yang signifikan.
- Persyaratan peralatan: Alat potong khusus atau perlengkapan custom yang dibutuhkan untuk desain spesifik Anda menambah biaya. Biaya pembelian, pemeliharaan, dan penggantian alat diperhitungkan dalam penawaran harga, terutama untuk konfigurasi yang tidak biasa.
- Presisi Penyeimbangan: Mencapai keseimbangan dinamis yang sempurna untuk aplikasi putaran tinggi memerlukan pekerjaan cermat. Menghilangkan sejumlah kecil material dari bobot penyeimbang atau menambahkan batangan logam berat merupakan proses yang memakan waktu dan membutuhkan teknisi terampil.
Lalu berapa harga poros engkol jika semua faktor digabungkan? Perkirakan poros engkol tempa khusus berkisar dari beberapa ribu dolar AS untuk desain sederhana menggunakan material standar hingga lebih dari sepuluh ribu dolar AS untuk komponen kompleks berbahan eksotis. Aplikasi balap yang menekan batas material secara alami memiliki harga premium.
Saat mengevaluasi penawaran harga, ingatlah bahwa pilihan termurah jarang memberikan nilai terbaik. Poros engkol adalah komponen kritis di mana kegagalan berarti kerusakan mesin yang parah. Investasi dalam manufaktur berkualitas memberikan keuntungan dalam hal keandalan dan umur panjang kinerja.
Waktu Tunggu dan Hal yang Diharapkan
Waktu sering kali sama pentingnya dengan harga. Apakah Anda sedang mempersiapkan musim balap atau memenuhi jadwal produksi, memahami waktu tunggu yang realistis dapat mencegah kegagalan dalam perencanaan.
Beberapa variabel memengaruhi waktu penyelesaian saat memesan poros engkol tempa khusus:
- Kapasitas Produksi Saat Ini: Produsen dengan daftar pesanan penuh secara alami memberikan perkiraan waktu tunggu yang lebih lama. Musim puncak persiapan balap menyebabkan penumpukan pesanan di pemasok populer.
- Ketersediaan bahan baku: Paduan baja khusus mungkin memerlukan waktu pengadaan sebelum produksi dimulai. Bahan umum seperti 4340 biasanya tetap tersedia dalam stok, sementara kelas eksotis dapat menambah waktu beberapa minggu.
- Kompleksitas Desain: Modifikasi sederhana terhadap desain yang sudah ada berjalan lebih cepat dibandingkan konfigurasi sepenuhnya khusus yang memerlukan pekerjaan teknik baru.
- Perlakuan Panas dan Penyelesaian: Proses seperti nitriding memerlukan waktu siklus tertentu yang tidak dapat dipercepat tanpa mengorbankan kualitas.
- Persyaratan Inspeksi Kualitas: Protokol pengujian komprehensif menambah waktu tetapi menjamin komponen memenuhi spesifikasi.
Sebagai ahli rantai pasok di Lasso Supply Chain menekankan, melibatkan pemasok sejak awal fase desain secara signifikan mengurangi waktu tunggu. Berkolaborasi dengan produsen selama pengembangan produk memungkinkan mereka untuk memesan kapasitas produksi dan memberikan perkiraan jadwal yang akurat.
Anda dapat memesan satu poros engkol khusus? Tentu saja. Sebagian besar produsen khusus menerima pesanan satuan, meskipun harga per unit mencerminkan biaya persiapan yang terkonsentrasi. Jika proyek Anda kelak berpotensi membutuhkan unit tambahan, membahas kemungkinan jumlah pesanan di masa depan selama negosiasi awal terkadang dapat membuka struktur harga yang lebih baik.
Untuk perencanaan anggaran, perkirakan pesanan poros engkol khusus domestik membutuhkan waktu empat hingga delapan minggu sejak konfirmasi pesanan hingga pengiriman. Pesanan internasional biasanya menambahkan waktu transit pengiriman, sehingga jangka waktu pengiriman total menjadi enam hingga dua belas minggu tergantung pada asal dan tujuan. Pesanan darurat kadang dimungkinkan tetapi dikenai harga premium karena lembur dan pengadaan material yang dipercepat, seperti yang dicatat oleh Wakil Presiden Operasi Manufaktur Jason McClure: "Waktu tunggu singkat mendorong kenaikan biaya karena lembur dan percepatan pengadaan material serta penyelesaian."
Menyisihkan waktu cadangan dalam jadwal proyek Anda melindungi dari keterlambatan tak terduga. Komplikasi dalam pengadaan material, pemeliharaan peralatan, atau masalah kualitas yang memerlukan pengerjaan ulang dapat memperpanjang jadwal melebihi perkiraan awal. Pembuat mesin profesional biasanya merencanakan pesanan komponen kritis dengan waktu tambahan beberapa minggu sebelum tenggat waktu mutlak.
Dengan ekspektasi harga dan waktu yang telah ditentukan, Anda siap untuk menjalani proses pemesanan aktual mulai dari permintaan pertama hingga koordinasi pengiriman.
Proses Pemesanan Crankshaft Khusus Lengkap
Anda telah melakukan persiapan. Spesifikasi telah didokumentasikan, produsen telah dievaluasi, dan ekspektasi anggaran telah disesuaikan. Kini tiba saat yang menentukan: memesan secara resmi dan memandu pesanan tersebut melewati tahap produksi hingga pengiriman. Proses ini telah berkembang pesat sejak masa-masa awal pengembangan crankshaft aftermarket, ketika perakitan rotasi merek Eagle dan komponen performa serupa memerlukan komunikasi intensif dengan produsen menggunakan gambar cetak dan panggilan telepon.
Proses pemesanan saat ini mendapat manfaat dari komunikasi digital, berbagi file CAD, dan alur persetujuan yang efisien. Namun, tahapan dasarnya tetap konsisten baik Anda memesan dari bengkel poros engkol lokal maupun pemasok internasional. Memahami setiap fase membantu Anda mempertahankan kendali selama proses produksi dan memastikan komponen akhir sesuai harapan.
Dari Permintaan Awal hingga Persetujuan Desain
Perjalanan dari kontak pertama hingga otorisasi produksi mengikuti urutan yang dapat diprediksi. Menurut Western of Texas Forge & Flange , proses pemesanan produk tempa khusus biasanya melibatkan beberapa tahap yang saling terkait dan saling mendukung.
Berikut garis waktu pemesanan lengkap yang disajikan dalam langkah-langkah berurutan:
- Permintaan Awal dan Konsultasi: Percakapan pertama Anda dengan tim teknik atau penjualan pabrikan menetapkan ruang lingkup proyek. Datanglah dengan dokumen spesifikasi, detail aplikasi, dan persyaratan waktu yang telah disiapkan. Bersiaplah untuk menjawab pertanyaan mengenai jumlah unit, perkiraan waktu pengiriman, serta kebutuhan prototipe sebelum produksi massal. Pabrikan berkualitas mungkin akan menyarankan penyesuaian atau merekomendasikan solusi optimal berdasarkan pengalaman mereka dalam proyek serupa.
- Pengajuan Spesifikasi Formal: Serahkan gambar teknik terperinci, model CAD, atau sketsa dengan informasi dimensi lengkap. Sertakan spesifikasi material, standar industri yang relevan (ASME, ASTM, SAE), serta persyaratan kondisi operasi seperti kisaran RPM yang diharapkan, tingkat tenaga kuda, dan tekanan boost jika berlaku. Semakin lengkap pengajuan Anda, semakin cepat tahap ini berjalan.
- Evaluasi Teknik: Tim teknik dari pabrikan meninjau spesifikasi Anda untuk menilai kelayakan. Mereka mengevaluasi apakah desain sesuai dengan proses produksi mereka, memverifikasi ketersediaan bahan, serta mengidentifikasi potensi masalah. Evaluasi ini biasanya memakan waktu tiga hingga tujuh hari kerja untuk permintaan standar, lebih lama untuk konfigurasi yang kompleks.
- Pengembangan Penawaran Harga: Setelah dievaluasi, Anda akan menerima penawaran rinci yang mencakup biaya bahan, kebutuhan perkakas, biaya produksi, perlakuan panas dan finishing, perkiraan waktu penyelesaian, ketentuan pengiriman, serta syarat pembayaran. Tinjaulah dengan cermat, bandingkan dengan ekspektasi anggaran dan kebutuhan jadwal Anda.
- Tinjauan dan Penyempurnaan Desain: Sebelum diputuskan secara final, sebagian besar pabrikan melakukan tinjauan desain formal. Sesi kolaboratif ini bertujuan mendeteksi potensi masalah sebelum produksi dimulai. Anda dapat mengharapkan diskusi mengenai akumulasi toleransi, pendekatan keseimbangan, serta klarifikasi spesifikasi yang diperlukan. Jika diperlukan, prototipe dapat dibuat untuk disetujui.
- Pesanan Pembelian dan Perjanjian Kontrak: Konfirmasi pesanan Anda dengan menerbitkan pesanan pembelian resmi yang mencakup ketentuan hasil negosiasi. Untuk proyek-proyek besar, tandatangani perjanjian kontrak yang menguraikan tanggung jawab, pembayaran berdasarkan tahapan, komitmen waktu pelaksanaan, dan ketentuan garansi.
- Pengadaan Material: Setelah persetujuan diperoleh, pabrikan memperoleh dan memverifikasi bahan baku sesuai spesifikasi Anda. Sertifikasi baja dan dokumentasi nomor heat dimulai pada tahap ini, membentuk rantai ketertelusuran yang mengikuti poros engkol Anda hingga selesai.
- Persiapan Peralatan dan Cetakan: Jika desain Anda memerlukan cetakan tempa khusus atau perlengkapan mesin yang spesifik, pembuatannya dimulai. Langkah ini menambah waktu produksi tetapi menjamin proses produksi berjalan secara efisien setelah peralatan selesai.
Praktik terbaik komunikasi selama fase-fase ini memberikan perbedaan signifikan terhadap kualitas hasil. Tanggapi dengan cepat pertanyaan dari pabrikan, karena keterlambatan dari pihak Anda akan berdampak pada jadwal produksi. Dokumentasikan semua diskusi spesifikasi secara tertulis, meskipun diskusi tersebut dilakukan melalui panggilan telepon. Minta konfirmasi tertulis untuk setiap perubahan terhadap kutipan atau jadwal awal.
Bagi pembeli yang menginginkan waktu pengerjaan lebih cepat, beberapa pabrikan menawarkan layanan prototipe cepat. Sebagai contoh, Shaoyi (Ningbo) Teknologi Logam menyediakan prototipe dalam waktu hanya 10 hari, memungkinkan Anda mengevaluasi bentuk dan kecocokan sebelum memutuskan produksi massal. Lokasi mereka yang dekat dengan Pelabuhan Ningbo juga memungkinkan pengiriman global yang cepat setelah produksi selesai, sebuah keunggulan yang perlu dipertimbangkan ketika sumber internasional sesuai untuk proyek Anda.
Pemantauan Produksi dan Koordinasi Pengiriman
Setelah produksi dimulai, peran Anda berubah dari penentuan spesifikasi menjadi pengawasan. Tetap terlibat selama proses manufaktur membantu mendeteksi masalah lebih awal dan memastikan komponen jadi sesuai dengan kebutuhan Anda.
Urutan manufaktur biasanya berlangsung sebagai berikut:
- Operasi Tempa: Billet baja mentah diubah menjadi bentuk poros engkol kasar melalui penempaan open-die atau closed-die. Minta konfirmasi saat fase ini selesai, termasuk pemeriksaan dimensi awal yang dilakukan pada hasil tempa.
- Pemesinan Kasar: Peralatan CNC membentuk hasil tempa lebih dekat ke dimensi akhir sambil tetap menyisakan material untuk proses finishing. Tahap ini menentukan posisi journal, profil counterweight, dan geometri keseluruhan.
- Pengolahan Panas: Tergantung pada spesifikasi Anda, poros engkol mengalami proses pengerasan, tempering, dan perlakuan permukaan seperti nitriding. Minta dokumentasi perlakuan panas yang menunjukkan parameter siklus dan hasil uji kekerasan.
- Pemesinan akhir: Akurasi dimensi akhir diperoleh dari operasi permesinan presisi. Diameter journal, hasil akhir permukaan, dan semua toleransi kritis mencapai spesifikasi selama tahap ini.
- Penyeimbangan: Penyeimbangan dinamis memastikan poros engkol beroperasi dengan lancar pada kecepatan kerja. Minta laporan penyeimbangan yang menunjukkan besarnya ketidakseimbangan yang diukur dan detail koreksi.
- Pemeriksaan dan Pengujian: Verifikasi kualitas menyeluruh mencakup inspeksi dimensi, pengujian partikel magnetik, dan pengukuran kekasaran permukaan. Semua dokumentasi harus dikompilasi untuk diserahkan bersama komponen jadi.
- Kemasan dan pengiriman: Poros engkol menerima kemasan pelindung untuk mencegah kerusakan selama pengiriman. Pelabelan mencakup nomor suku cadang, kelas material, dan informasi referensi pesanan.
Perangkat lunak alur kerja manufaktur modern, sebagai ahli alur kerja industri jelaskan , memungkinkan pelacakan dan pengaturan persetujuan otomatis selama proses produksi. Produsen berkualitas memberikan pembaruan status secara rutin tanpa perlu panggilan tindak lanjut terus-menerus. Jika pemasok Anda tidak secara proaktif mengomunikasikan kemajuan, tetapkan jadwal pengecekan pada tahapan penting.
Pertimbangan pengiriman perlu diperhatikan sebelum produksi selesai. Untuk pesanan domestik, angkutan standar biasanya sudah mencukupi, meskipun untuk poros engkol bernilai tinggi disarankan menggunakan asuransi pengiriman dan konfirmasi tanda tangan. Pengiriman internasional memerlukan perencanaan tambahan:
- Dokumentasi Bea Cukai: Pastikan klasifikasi tarif dan dokumen asal negara menyertai pengiriman.
- Asuransi Transit: Angkutan internasional memiliki risiko kerusakan yang lebih tinggi; asuransikan dengan nilai penggantian penuh ditambah biaya pengiriman.
- Waktu Pengiriman: Perhitungkan keterlambatan pelabuhan dan proses bea cukai ke dalam jadwal proyek Anda. Periode liburan di salah satu negara dapat memperpanjang waktu transit secara signifikan.
- Bea Masuk: Pahami bea dan pajak yang berlaku sebelum pengiriman tiba untuk menghindari penahanan oleh bea cukai.
Saat poros engkol Anda tiba, segera periksa terhadap lembar spesifikasi dan dokumentasi kualitas. Verifikasi dimensi journal dengan peralatan ukur presisi, periksa hasil akhir permukaan, dan pastikan kelengkapan dokumentasi. Laporkan segera setiap ketidaksesuaian kepada produsen; sebagian besar pemasok terkemuka akan menangani masalah yang sah dengan cepat jika diberitahukan lebih awal.
Industri poros engkol aftermarket telah berkembang pesat dari asalnya yang melayani para penggemar modifikasi mesin awal. Saat ini, baik Anda membeli poros engkol untuk dijual dari pemasok domestik mapan atau menjajaki kemitraan manufaktur internasional, proses pemesanan telah memperoleh manfaat dari puluhan tahun praktik terbaik yang telah diperhalus. Mengikuti langkah-langkah terbukti ini mengubah apa yang bisa menjadi pengalaman yang mengecewakan menjadi jalur yang mudah dari permintaan awal hingga pengiriman yang sukses.
Dengan poros engkol khusus Anda di tangan, Anda hampir siap menyelesaikan perakitan mesin Anda. Bagian terakhir ini merangkum seluruh pembahasan menjadi poin-poin tindakan yang dapat dilakukan serta daftar periksa praktis untuk proyek pemesanan khusus Anda berikutnya.
Mengambil Langkah Selanjutnya dalam Proyek Poros Engkol Khusus Anda
Anda telah menelusuri seluruh siklus hidup pemesanan poros engkol tempa khusus, mulai dari memahami pentingnya proses tempa hingga menjalin hubungan dengan produsen dan memahami jadwal produksi. Sekarang saatnya menerapkan pengetahuan tersebut secara nyata. Baik Anda pembeli pemula yang kini merasa lebih percaya diri maupun perakit mesin berpengalaman yang menyempurnakan proses Anda, langkah ke depan akan terasa lebih jelas ketika Anda memiliki pendekatan yang terstruktur.
Keberhasilan dalam pengadaan poros engkol khusus bergantung pada empat faktor kritis: persiapan spesifikasi yang menyeluruh, evaluasi produsen yang cermat, standar kualitas yang ketat, serta perencanaan waktu yang realistis. Lewatkan salah satu dari elemen ini, dan proyek Anda berisiko mengalami keterlambatan, pembengkakan biaya, atau komponen yang tidak memenuhi persyaratan kinerja.
Daftar Periksa Pemesanan Poros Engkol Khusus Anda
Sebelum menghubungi produsen, pastikan Anda telah menangani setiap item penting berikut:
- Dokumentasi Konfigurasi Mesin: Merek, model, jumlah silinder, kisaran RPM yang diharapkan, dan target tenaga kuda tercatat
- Spesifikasi Dimensi Terkumpul: Panjang langkah, diameter journal utama, diameter journal batang, dan jarak antar silinder telah diukur atau diteliti
- Kebutuhan Material Ditentukan: Kelas baja dipilih berdasarkan tuntutan aplikasi (4340 untuk sebagian besar mesin performa)
- Berat Asembling Gerak Bolak-Balik Tersedia: Berat piston, pin, dan ring didokumentasikan untuk ukuran counterweight yang tepat
- Daftar Pendek Produsen Dibuat: Beberapa pemasok diidentifikasi dengan pengalaman relevan dan sertifikasi yang telah diverifikasi
- Kisaran Anggaran Ditentukan: Ekspektasi biaya realistis ditetapkan berdasarkan kompleksitas dan kebutuhan material
- Waktu Cagar Disediakan: Jadwal proyek mencakup waktu cadangan untuk keterlambatan tak terduga
- Persyaratan Dokumentasi Kualitas Tercantum: Sertifikasi material, laporan inspeksi, dan data keseimbangan ditentukan sejak awal
Bagi mereka yang mencari poros engkol pengganti untuk proyek restorasi, tambahkan spesifikasi peralatan asli dan toleransi penyimpangan apa pun ke dalam dokumentasi Anda. Poros engkol mesin untuk aplikasi vintage sering kali memerlukan dimensi historis yang sesuai, namun tetap berpotensi meningkatkan material untuk daya tahan yang lebih baik.
Melangkah Maju dengan Percaya Diri
Pengetahuan yang telah Anda peroleh mengubah proses yang dianggap menakutkan oleh banyak orang menjadi proyek yang dapat dikelola. Anda memahami mengapa poros engkol tempa memiliki kinerja lebih baik dibandingkan alternatif cor, spesifikasi apa yang dibutuhkan produsen, bagaimana kontrol kualitas melindungi investasi Anda, serta seperti apa harga dan waktu penyelesaian yang realistis.
Proyek poros engkol khusus yang paling sukses menyeimbangkan tiga prioritas yang saling bersaing: kualitas yang menjamin keandalan, biaya yang sesuai anggaran, dan waktu penyelesaian yang memenuhi jadwal Anda. Mengorbankan terlalu berat pada salah satu faktor akan menimbulkan masalah. Investasikan pada kualitas di aspek yang paling penting, rencanakan waktu penyelesaian dengan cadangan yang realistis, dan ingatlah bahwa pilihan termurah jarang memberikan nilai terbaik dalam jangka panjang.
Pembeli pertama kali sebaiknya memulai dengan satu percakapan dengan tim teknik dari produsen terkemuka. Bawa dokumentasi spesifikasi Anda, bebas mengajukan pertanyaan, dan evaluasi seberapa responsif serta membantu mereka sebelum melakukan komitmen. Interaksi awal tersebut mengungkapkan banyak hal tentang kemitraan yang akan Anda masuki.
Pembangun berpengalaman dapat memanfaatkan kerangka ini untuk menyempurnakan proses yang sudah ada. Mungkin Anda pernah mengabaikan dokumen kualitas tertentu atau belum sepenuhnya mengeksplorasi opsi manufaktur internasional. Setiap proyek menawarkan peluang untuk meningkatkan pendekatan Anda.
Poros engkol khusus Anda merupakan jantung dari pembangunan mesin Anda. Upaya yang diinvestasikan dalam pemesanan yang tepat, mulai dari pengumpulan spesifikasi akurat hingga verifikasi sertifikasi kualitas, akan memberikan hasil berupa kinerja yang andal dan umur panjang. Baik Anda membangun mesin kompetisi bertaraf Eagle Cranks atau merestorasi poros engkol klasik untuk aplikasi sepeda motor, prinsip dasarnya tetap konsisten.
Ambil apa yang telah Anda pelajari di sini dan terapkan pada proyek berikutnya. Para produsen memang ada, prosesnya telah terbukti, dan kini Anda memiliki pengetahuan untuk menjalankannya secara sukses. Poros engkol tempa custom Anda menanti.
Pertanyaan Umum Mengenai Pemesanan Poros Engkol Tempa Custom
1. Perusahaan apa yang membuat poros engkol custom?
Beberapa produsen terkemuka berspesialisasi dalam poros engkol custom, termasuk Bryant Racing, Winberg Crankshafts, dan Eagle Specialty Products di Amerika Serikat. Opsi internasional seperti Shaoyi (Ningbo) Metal Technology menawarkan manufaktur bersertifikasi IATF 16949 dengan kemampuan prototipe cepat. Saat memilih produsen, evaluasi sertifikasi mereka, dukungan teknis, waktu penyelesaian, serta pengalaman dengan jenis aplikasi spesifik Anda.
2. Berapa tenaga kuda yang dapat ditangani poros engkol tempa?
Sebuah poros engkol tempa 4340 berkualitas biasanya mampu menangani mesin yang menghasilkan hingga 1.500 tenaga kuda secara andal. Untuk aplikasi yang melebihi ambang batas ini, poros engkol billet menjadi pilihan utama karena keseragaman materialnya yang lebih unggul. Namun, kapasitas aktual tergantung pada faktor-faktor seperti kelas material, kualitas perlakuan panas, ukuran journal, desain penyeimbang, serta apakah mesin menggunakan induksi paksa atau nitrous oxide.
3. Berapa harga poros engkol tempa custom?
Harga poros engkol tempa custom berkisar dari beberapa ribu dolar AS untuk desain sederhana yang menggunakan baja 4340 standar hingga lebih dari sepuluh ribu dolar AS untuk konfigurasi kompleks dengan material eksotis. Faktor-faktor utama yang memengaruhi biaya meliputi pemilihan material, kompleksitas desain, jumlah pesanan, kebutuhan finishing seperti nitriding, dan ketepatan penyeimbangan. Pesanan satuan memiliki biaya per unit yang lebih tinggi karena biaya persiapan tidak dapat dibagi ke banyak unit.
4. Berapa waktu tunggu khas untuk pesanan poros engkol khusus?
Pesanan poros engkol khusus domestik biasanya membutuhkan waktu empat hingga delapan minggu sejak konfirmasi pesanan hingga pengiriman. Pesanan internasional menambahkan waktu transit pengiriman, sehingga waktu pengiriman total menjadi enam hingga dua belas minggu. Faktor-faktor yang memengaruhi waktu penyelesaian meliputi kapasitas produksi saat ini, ketersediaan bahan baku, kompleksitas desain, kebutuhan perlakuan panas, serta protokol inspeksi kualitas. Beberapa produsen menawarkan prototipe cepat dalam waktu singkat seperti 10 hari untuk sampel awal.
5. Spesifikasi apa saja yang perlu saya berikan saat memesan poros engkol khusus?
Spesifikasi penting mencakup merek dan konfigurasi mesin, panjang langkah, diameter bantalan utama, diameter bantalan batang penghubung, jarak antar silinder, kebutuhan penyeimbang (counterweight), serta berat perakitan bolak-balik. Anda juga harus menentukan preferensi kelas material, persyaratan perlakuan panas, kisaran RPM yang diharapkan, target tenaga kuda, serta apakah mesin menggunakan induksi paksa. Bekerja sama dengan pembuat mesin yang berpengalaman membantu memastikan akurasi pengukuran ketika dokumentasi asli tidak tersedia.