 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Pegas Gas Nitrogen dalam Cetakan Stamping: Panduan Insinyur untuk Gaya & Presisi
TL;DR
Pegas gas nitrogen dalam die stamping adalah komponen hidrolik bertekanan tinggi yang menggunakan gas nitrogen inert untuk menghasilkan gaya besar dalam silinder yang kompak, jauh melampaui kemampuan pegas koil mekanis tradisional. Dengan menjaga tekanan yang konsisten sepanjang stroke, pegas ini secara signifikan meningkatkan kualitas produk dan mengurangi jejak fisik die.
Bagi produsen otomotif dan industri, keunggulan utamanya terletak pada kerapatan Gaya dan umur panjangnya. Berbeda dengan pegas koil yang mengalami kelelahan dan kehilangan preload, pegas nitrogen memberikan gaya kontak langsung dan dapat disesuaikan untuk memenuhi kebutuhan tonase yang presisi, menjadikannya standar dalam stamping logam volume tinggi modern.
Dasar-dasar: Mekanisme & Fungsi dalam Die Stamping
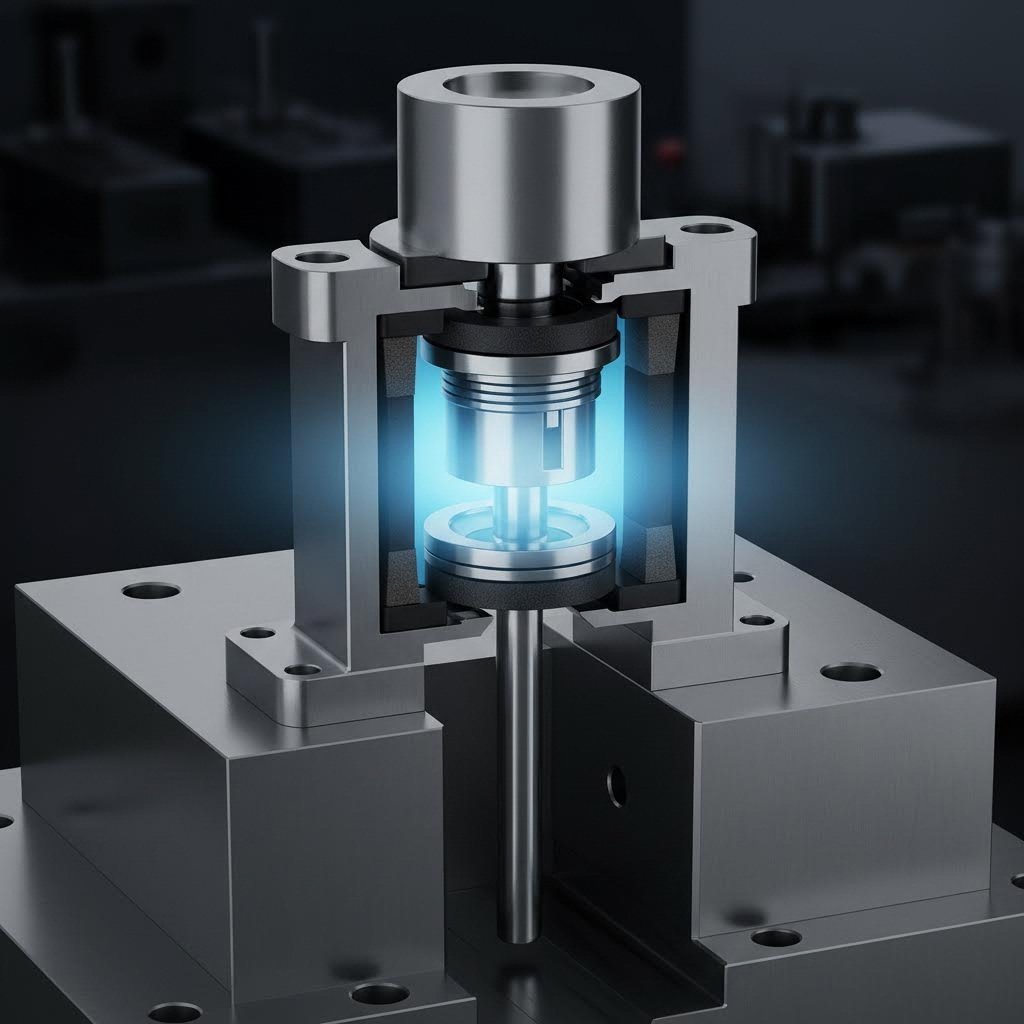
Pada dasarnya, pegas gas nitrogen beroperasi sebagai sistem tertutup yang berisi gas nitrogen bertekanan, batang piston, dan silinder khusus. Ketika press menutup, piston memampatkan gas, menyimpan energi potensial yang dilepaskan saat press membuka. Mekanisme ini memungkinkan kepadatan gaya yang jauh lebih tinggi kerapatan Gaya daripada alternatif mekanis, yang berarti pegas gas kecil dapat memberikan gaya yang sama dengan pegas koil yang jauh lebih besar.
Pemilihan nitrogen bukanlah sembarangan; nitrogen merupakan gas inert , yang sangat penting untuk umur panjang komponen tersebut. Seperti yang dicatat oleh Special Springs , sifat inert nitrogen mencegah oksidasi dan korosi di dalam silinder, memastikan segel internal dan oli pelumas tetap stabil bahkan di bawah panas ekstrem yang dihasilkan oleh siklus stamping cepat. Jika digunakan oksigen atau udara tekan, kombinasi oli dan panas dapat menyebabkan pembakaran atau degradasi segel yang cepat.
Dalam konfigurasi mati stamping yang khas, pegas ini diposisikan di antara pelat mati—sering kali pada pelat binder atau pelat stripper—untuk menahan logam lembaran dengan kuat sebelum punch pembentuk menyentuh material. Fungsi "penahan pad" ini sangat penting. Fungsi ini mencegah logam mengkerut atau robek selama proses drawing. Karena pegas nitrogen menawarkan tekanan Adjustable , insinyur dapat mengatur ulang gaya penahan secara halus hanya dengan menyesuaikan tekanan gas, suatu fleksibilitas yang tidak dapat ditawarkan oleh pegas mekanis.
Perbandingan Penting: Pegas Gas Nitrogen vs. Pegas Koil Mekanis
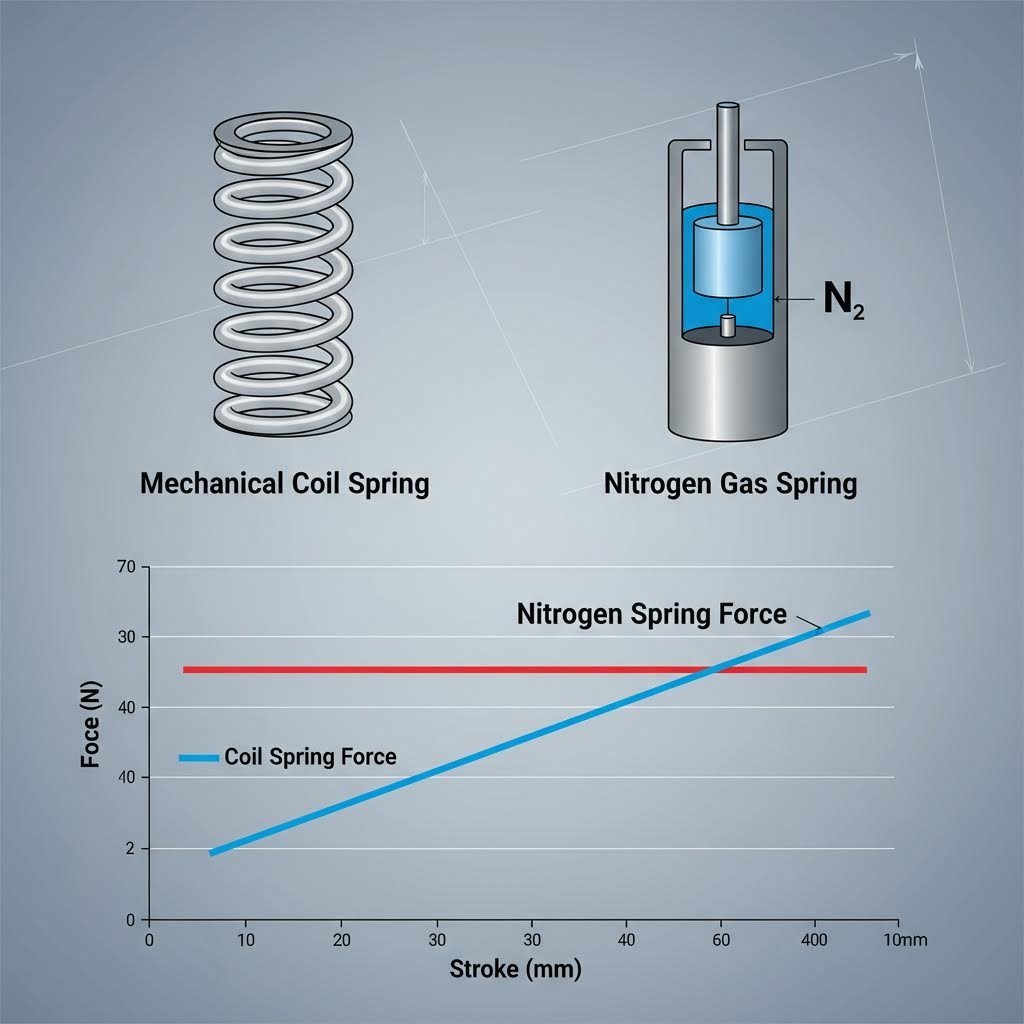
Transisi dari pegas koil mekanis ke pegas gas nitrogen umumnya didorong oleh kebutuhan akan presisi dan efisiensi ruang yang lebih tinggi. Meskipun pegas koil murah dan sederhana, mereka memiliki kurva gaya linier—mereka memberikan gaya sangat kecil pada kontak awal (preload) dan mencapai gaya puncak hanya saat kompresi penuh. Pegas nitrogen, sebaliknya, memberikan gaya hampir puncak segera setelah terjadi kontak.
| Fitur | Pegas Koil Mekanis | Pegas Gas Nitrogen |
|---|---|---|
| Kurva Gaya | Linear (Awal rendah, akhir tinggi) | Lebih Datar (Gaya awal tinggi, kenaikan konsisten) |
| Efisiensi Ruang | Rendah (Membutuhkan kantong besar/banyak pegas) | Tinggi (Ringkas, kepadatan gaya tinggi) |
| Umur Layanan | Terbatas (Rentan terhadap kelelahan/patah) | Diperpanjang (Jutaan siklus dengan perawatan) |
| Kemampuan penyesuaian | Tidak Ada (Harus mengganti pegas) | Tinggi (Sesuaikan tekanan gas) |
| Biaya awal | Rendah | Sedang sampai Tinggi |
Kendala ruang sering kali menjadi faktor penentu. Pada cetakan otomotif yang kompleks, "tinggi tutup" (ruang yang tersedia saat cetakan tertutup) sangat terbatas. Satu silinder nitrogen tunggal sering kali dapat menggantikan sekelompok 5–10 pegas koil, secara drastis mengurangi volume cetakan. Hal ini memungkinkan lebih banyak stasiun dalam cetakan progresif atau cukup dengan alat yang lebih kecil dan ringan, sehingga lebih murah dalam penanganan dan penyimpanan.
Selain itu, keandalan merupakan pembeda utama. Pegas koil dapat patah secara tak terduga, melepaskan pecahan logam ke dalam peralatan dan menyebabkan kerusakan parah. Pegas nitrogen, jika dirawat dengan benar, aus secara bertahap. Desain modern dari produsen seperti Ready Technology dilengkapi sistem "bore sealed" dan batang penuntun mengambang yang tahan terhadap kerusakan beban samping, memastikan jutaan kali gerakan sebelum perlu dibongkar untuk perbaikan ulang.
Panduan Pemilihan: Menghitung Kebutuhan Gaya & Langkah
Memilih per gas nitrogen yang tepat memerlukan perhitungan teknik yang akurat. Tujuannya adalah menyeimbangkan gaya penahan yang dibutuhkan dengan ruang yang tersedia dan kapasitas press. Pendekatan umum untuk menentukan jumlah pegas yang diperlukan adalah membagi total gaya yang dibutuhkan dengan gaya maksimum yang tersedia untuk diameter pegas yang dipilih.
Menghitung Panjang Langkah
Menurut panduan aplikasi dari Harslepress , Anda tidak boleh memilih pegas dengan panjang langkah yang persis sama dengan perjalanan die. Margin keamanan sangat penting untuk mencegah piston mencapai dasar (bottoming out), yang menyebabkan kegagalan segera.
- RUMUS: Panjang Langkah Minimum = Perjalanan Die + Margin Keamanan 10%.
- Contoh: Jika perjalanan die Anda adalah 50mm, jangan gunakan pegas 50mm. Pilih pegas dengan panjang langkah minimal 55mm (sering kali dibulatkan ke atas menjadi model standar 60mm atau 63mm).
Distribusi Gaya
Tidak cukup hanya memenuhi kebutuhan kekuatan total; kekuatan harus didistribusikan secara merata di seluruh bantalan tekanan untuk mencegah terbalik atau mengikat. Insinyur biasanya mematuhi standar ISO atau VDI (seperti VDI 3003) untuk memastikan kompatibilitas. Saat meng-retrofit, Anda mungkin perlu memilih seri "kompak" atau "super kompak" jika tinggi die dibatasi, meskipun ini sering datang dengan batas stroke maksimum yang lebih pendek dibandingkan dengan model standar ISO.
Standar Pemasangan, Pemeliharaan dan Keselamatan
Keamanan adalah hal yang paling penting ketika bekerja dengan silinder bertekanan tinggi. Mata air nitrogen sebenarnya adalah wadah bertekanan, dan penanganan yang tidak tepat bisa berbahaya. Aturan instalasi yang paling penting adalah memastikan kedalaman kantong cukup untuk mendukung tubuh silinder. Secara umum, kedalaman kantong harus setidaknya 50% dari panjang kaleng untuk memastikan stabilitas dan perpendikularitas.
Praktik Terbaik Instalasi
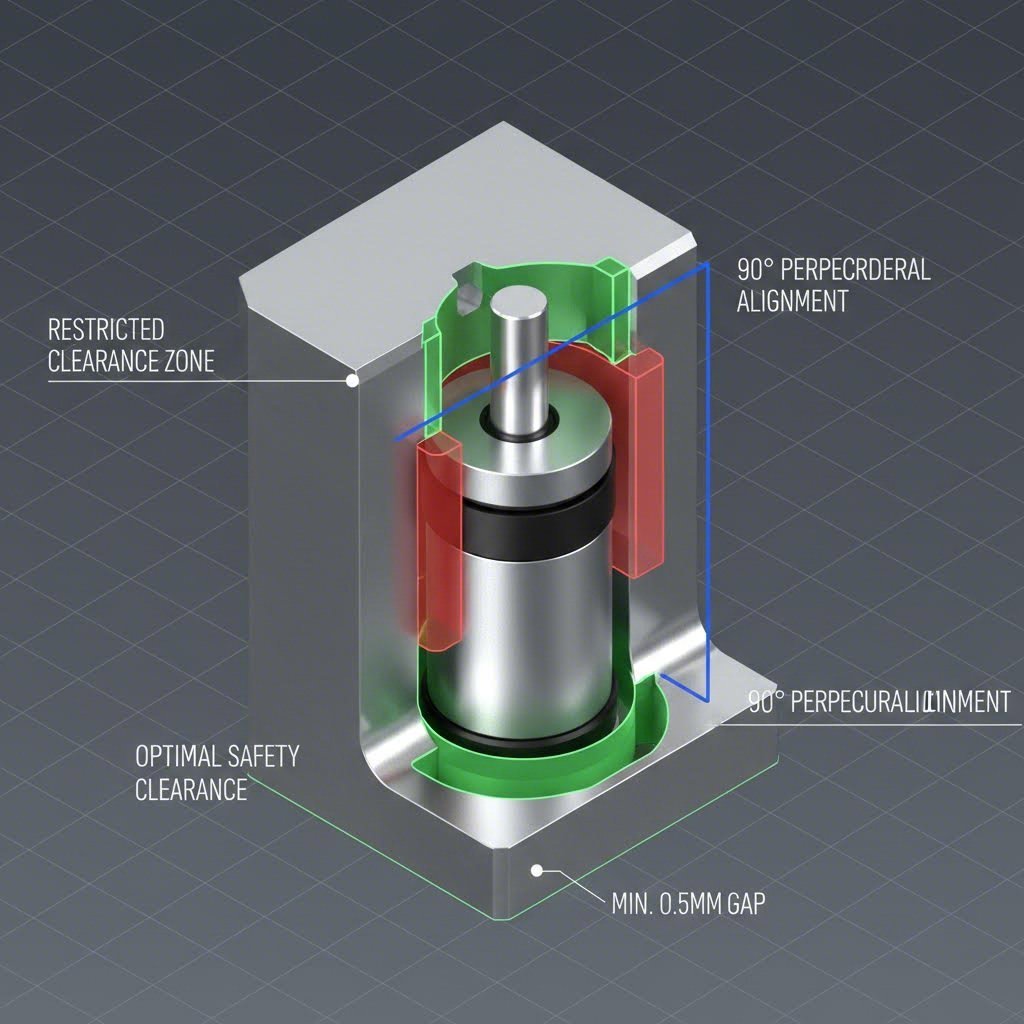
- Perpendikularitas: Pegas harus dipasang 90 derajat terhadap permukaan kontak. Sudut yang sedikit saja dapat menyebabkan beban samping, sehingga membuat segel aus lebih cepat.
- Jarak bebas: Pertahankan jarak bebas pada kantong sebesar 0,5 mm hingga 1,0 mm. Pasangan yang terlalu rapat dapat menyebabkan silinder macet jika terjadi ekspansi termal selama operasi.
- Penyiraman: Jika die menggunakan pelumas berat, pastikan kantong memiliki saluran drainase. Tekanan hidrostatik dari cairan yang terperangkap dapat meremukkan silinder.
Pembongkaran memiliki risiko tertinggi. Tidak pernah jangan mencoba membuka pegas gas tanpa terlebih dahulu mengosongkan seluruh gas nitrogen. Kebanyakan produsen menyertakan katup deflasi khusus atau sekrup. Seperti yang disarankan Harslepress, gunakan kunci pas uk (hex key) untuk perlahan menekan inti katup (arahkan menjauh dari Anda) hingga suara desisan berhenti sepenuhnya sebelum melepas cincin penahan apa pun.
Produsen Terkemuka & Pertukaran Antar-Merek
Pasar dilayani oleh beberapa produsen ternama, antara lain DADCO , Hyson , Kaller , dan Special Springs . Banyak merek tersebut mematuhi standar ISO 11901, yang memungkinkan tingkat pertukaran antar produk. Sebagai contoh, pegas seri DADCO ISO sering kali dapat diganti dengan model setara dari Kaller atau Hyson tanpa perlu mengubah kantong mati, sehingga mempermudah pemeliharaan dalam program stamping global.
Namun, meskipun dimensi luar mungkin identik, teknologi internal seperti sistem penyegelan dan panduan batang berbeda-beda. Kartrid UltraPak milik DADCO dan sistem Design-Tite dari Ready Technology merupakan fitur eksklusif yang dirancang untuk memperpanjang masa pakai dalam lingkungan stamping yang kotor. Tim pengadaan harus menyeimbangkan biaya awal terhadap "biaya per gerakan"—pegas murah yang gagal setiap 500.000 siklus jauh lebih mahal dibandingkan pegas premium yang tahan hingga 2 juta siklus jika mempertimbangkan waktu henti produksi.
Setelah peralatan dan komponen ditetapkan, fokus beralih ke produksi. Bagi produsen yang meningkatkan skala dari prototipe ke produksi massal, bermitra dengan penyedia stamping yang berpengalaman sangat penting untuk memanfaatkan teknologi ini secara efektif. Percepat produksi otomotif Anda dengan solusi stamping lengkap dari Shaoyi Metal Technology , yang memanfaatkan standar peralatan canggih untuk menghasilkan komponen presisi seperti lengan kontrol dan subframe. Keahlian mereka menjembatani kesenjangan antara pemilihan komponen dan produksi berskala besar yang tersertifikasi IATF 16949.
Kesimpulan
Pegas gas nitrogen telah merevolusi industri stamping logam dengan memisahkan kekuatan dari volume. Pegas ini memungkinkan insinyur merancang die yang kompak namun berkinerja tinggi, menghasilkan bagian-bagian berkualitas unggul dengan limbah yang lebih sedikit. Dengan memahami dasar-dasar kepadatan gaya, mematuhi protokol keselamatan pemasangan yang ketat, serta memilih merek-merek terkemuka yang memenuhi standar ISO, produsen dapat secara signifikan mengurangi waktu henti dan memperpanjang siklus hidup perkakas mereka.
Investasi awal dalam teknologi nitrogen memberikan keuntungan jangka panjang melalui konsistensi kualitas produk dan perawatan yang lebih rendah. Baik saat memperbarui die mekanis lama maupun merancang perkakas progresif baru, pegas gas nitrogen merupakan aset yang tak tergantikan dalam manufaktur modern.
Pertanyaan yang Sering Diajukan
1. Apakah saya dapat mengganti pegas koil secara langsung dengan pegas gas nitrogen?
Ya, tetapi perlu dilakukan perhitungan. Anda tidak dapat langsung menggantinya satu-berbanding-satu hanya berdasarkan ukuran. Anda harus menghitung total gaya yang dihasilkan oleh pegas koil dan memilih pegas nitrogen yang sesuai dengan gaya tersebut. Seringkali, jumlah pegas nitrogen yang dibutuhkan lebih sedikit dibandingkan banyaknya pegas koil, yang mungkin memerlukan modifikasi pada bantalan tekanan die agar gaya tersebar secara merata.
2. Seberapa sering pegas gas nitrogen perlu diisi ulang?
Pada die yang terawat baik, pegas nitrogen dapat bertahan hingga jutaan siklus tanpa perlu pengisian ulang. Namun, kehilangan tekanan dalam jumlah kecil (sekitar 10% per tahun) adalah hal yang normal. Dianjurkan untuk memeriksa tekanan selama interval perawatan die secara rutin, biasanya setiap 6 hingga 12 bulan, tergantung pada volume penggunaan.
3. Apa perbedaan antara sistem mandiri dan sistem terhubung?
Pegas mandiri berfungsi secara independen dengan muatan gas internal sendiri. Sistem terhubung menghubungkan beberapa pegas melalui selang ke panel kontrol dan tangki eksternal. Sistem terhubung memungkinkan Anda memantau dan menyesuaikan tekanan semua pegas secara bersamaan dari luar mesin press, yang ideal untuk cetakan otomotif besar yang memerlukan penyesuaian tekanan secara berkala.