 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

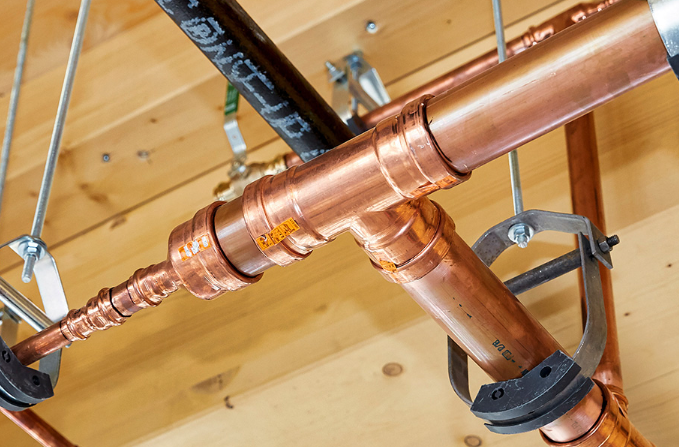
Cara Mengelas Tabung Tembaga: Lakukan Solder dengan Tepat, Hindari Kebocoran
Langkah 1: Pilih Sambungan Tabung Tembaga yang Tepat
Jika Anda mencari cara mengelas tabung tembaga, kemungkinan besar Anda berupaya menyambungkan tabung pipa ledeng, bukan melakukan pengelasan fusi sejati. Di sebagian besar rumah tangga, solusi yang tepat umumnya adalah cara mematri pipa tembaga. Untuk layanan dengan suhu lebih tinggi, perak-baja (brazing) mungkin merupakan pilihan yang lebih baik. Dalam beberapa perbaikan, sambungan mekanis tanpa panas justru lebih cerdas dibandingkan menggunakan nyala api sama sekali.
- Pilih pematrian untuk sistem pipa ledeng umum, saluran air, dan fitting tembaga.
- Pilih perak-baja (brazing) ketika sambungan memerlukan ketahanan terhadap panas dan kekuatan yang lebih tinggi.
- Pilih pengelasan hanya untuk fabrikasi khusus di mana tembaga itu sendiri dilebur.
- Pilih fitting mekanis ketika kecepatan pengerjaan, kondisi basah, atau risiko kebakaran membuat penggunaan obor tidak memungkinkan.
Apakah Anda Benar-Benar Dapat Mengelas Tabung Tembaga?
Apakah Anda dapat mengelas tembaga? Ya, tetapi pengelasan tembaga sejati jarang dilakukan untuk tabung standar dan sambungan pipa ledeng seperti dijelaskan Ferguson, proses soldering menggabungkan logam dengan bahan pengisi di bawah suhu 840 °F, brazing menggunakan bahan pengisi di atas suhu 840 °F tetapi di bawah titik lebur logam dasar, sedangkan welding melebur logam dasar itu sendiri. Perbedaan ini sangat signifikan. Karena tembaga menghantarkan panas sangat cepat, pengelasan tembaga lebih sulit dikendalikan dan biasanya hanya digunakan untuk fabrikasi atau perbaikan khusus, bukan untuk sambungan rumah tangga rutin. Orang-orang yang mencari cara mengelas tembaga sering kali memilih proses yang keliru.
Sebagian besar pekerjaan pada pipa tembaga dilakukan dengan soldering, bukan welding.
Kapan Soldering Merupakan Pilihan yang Tepat
Jika Anda bertanya-tanya, apakah tembaga bisa disolder? Jawabannya biasanya ya, terutama untuk pekerjaan instalasi pipa air sehari-hari. Soldering merupakan pilihan praktis untuk saluran air dan fitting tembaga standar, di mana penggunaan panas rendah lebih disukai. Metode ini juga bekerja sangat baik pada sambungan tipe kapiler, di mana solder ditarik masuk ke celah sempit antara pipa dan fitting. Bagi banyak pembaca, metode inilah yang sebenarnya dimaksud ketika mereka mencari cara menyolder pipa tembaga.
Ketika Pengelasan Perak atau Fitting Lain Lebih Masuk Akal
Jika pertanyaan utama Anda adalah bagaimana cara mengelas perak tembaga, pikirkan sistem HVAC, pendingin, atau layanan pipa tembaga bersuhu lebih tinggi. Pengelasan perak memerlukan suhu lebih tinggi daripada penyolderan dan umumnya menghasilkan sambungan yang lebih kuat. Pilihan tanpa panas juga penting. Panduan dari PlumbHQ menjelaskan alasannya: fitting kompresi bekerja tanpa panas dan dapat dipasang dalam kondisi basah; fitting dorong-untuk-sambung (push-to-connect) dipasang dengan cepat tetapi harus dipilih secara cermat sesuai aplikasinya; dan fitting press menghasilkan sambungan kuat, namun biasanya lebih masuk akal jika Anda sudah memiliki akses ke alat press.
| Metode | Kasus Penggunaan Terbaik | Tingkat panas | Kekuatan Relatif | Biaya Relatif | Pertimbangan kode | Keterampilan yang Diperlukan |
|---|---|---|---|---|---|---|
| Penyolderan | Sistem pipa, saluran air, fitting tembaga | Rendah, di bawah 840 °F | Sedang | Rendah | Umum digunakan dalam instalasi pipa, tetapi pastikan aturan setempat serta bahan-bahan yang disetujui | Sedang |
| Brazing | HVAC, pendingin, pipa tembaga bersuhu tinggi | Lebih tinggi, di atas 840 F | Tinggi | Sedang | Sering digunakan di area dengan kondisi layanan yang lebih berat; verifikasi persyaratan | Sedang sampai Tinggi |
| Pengelasan | Fabrikasi, fabrikasi pipa, perbaikan tembaga khusus | Sangat tinggi, melelehkan logam dasar | Sangat tinggi | Tinggi | Biasanya spesifik untuk aplikasi tertentu, bukan pilihan umum untuk pipa saluran air biasa | Tinggi |
| Fitting kompresi | Perbaikan, bahan campuran, area basah atau tanpa nyala api | Tidak ada | Sedang | Rendah hingga Sedang | Berguna di area dengan pembatasan panas; periksa persetujuan fitting | Rendah |
| Push-to-Connect | Perbaikan cepat yang mudah diakses dan pemasangan sederhana | Tidak ada | Sedang | Sedang | Aplikasi dan daftar produk sangat penting | Rendah |
| Fitting press | Pemasangan profesional cepat, lokasi kerja bebas panas | Tidak ada | Tinggi | Biaya awal alat yang tinggi | Persetujuan sistem dan kompatibilitas alat sangat penting | Rendah sampai Sedang |
Metode yang dipilih menentukan kelanjutan pekerjaan. Bahkan sambungan terbaik sekalipun akan mengecewakan jika saluran tersebut masih basah, bertekanan, atau dikelilingi bahan-bahan yang tidak boleh bersentuhan dengan nyala api.

Langkah 2: Siapkan Area Penyolderan yang Aman
Sebelum nyala api menyentuh tembaga, area kerja memerlukan perhatian yang sama besarnya seperti sambungan itu sendiri. Perbaikan kecil pun dapat menjadi berisiko tinggi jika Anda menyolder pipa tembaga dengan obor propana berada di dekat rangka kayu, insulasi, cat, atau kabel listrik. Persiapan yang baik juga berpengaruh terhadap hasil akhir. Kedua sumber This Old House dan Home Depot menekankan prinsip dasar yang sama: ventilasi yang memadai, pelindung mata, sarung tangan, pelindung panas, serta alat pemadam kebakaran yang mudah dijangkau.
Bangun Area Penyolderan yang Aman
- Buka area untuk aliran udara, terutama saat terjadi pengembunan pada pipa di dalam ruangan.
- Kenakan kacamata pengaman dan sarung tangan tahan panas.
- Siapkan alat pemadam kebakaran dalam jangkauan. Botol semprot atau sumber air dapat membantu mendinginkan permukaan di sekitarnya bila diperlukan.
- Gunakan pelindung panas atau kain tahan api di belakang sambungan.
- Pastikan obor yang Anda gunakan untuk menyolder pipa tembaga memiliki tempat istirahat yang stabil dan tidak mudah terbakar saat dalam kondisi panas.
- Lakukan kehati-hatian ekstra jika Anda menyolder pipa air di dalam lemari, rongga dinding, atau ruang plafon.
Banyak sambungan yang gagal berawal dari persiapan yang tidak aman atau terburu-buru, bukan hanya karena kualitas solder yang buruk.
Lindungi Permukaan di Sekitar dari Kerusakan Akibat Panas
Panas menyebar melampaui fitting. Geser pelindung panas di antara pipa dan semua benda yang mudah terbakar atau mudah meleleh, termasuk balok kayu struktural, insulasi, selubung kabel, lantai, serta permukaan yang dicat. Jika sambungan berada sangat dekat dengan dinding selesai, kabel listrik tersembunyi, saluran gas, atau rangka kayu kering lama, perbaikan tersebut mungkin berada di luar cakupan risiko DIY sederhana. Hal yang sama berlaku juga untuk penggantian pipa skala besar dan pekerjaan pemanas air, perubahan ventilasi pipa , atau apa pun yang diwajibkan oleh peraturan setempat agar ditangani oleh tukang ledeng berlisensi.
Kuras dan Stabilkan Saluran Tembaga Terlebih Dahulu
- Matikan pasokan air yang mengalir ke bagian tersebut.
- Buka keran atau katup di posisi lebih rendah dan kuras salurannya ke dalam ember.
- Buka perlengkapan lain untuk melepaskan tekanan sisa.
- Pastikan tidak ada air yang meresap kembali ke dalam pipa. Bahkan jumlah yang sangat kecil pun dapat mengganggu aliran solder saat menyolder pipa air.
- Pastikan tabung dalam keadaan dingin, kering, dan terdukung sehingga tidak bergeser selama proses pemanasan.
- Bersihkan lantai dan siapkan obor, pelindung, kain lap, serta alat pemadam api sebelum menyalakan obor.
Jika Anda sedang belajar cara menyolder pipa air, tahap inilah yang biasanya menentukan keberhasilan pekerjaan. Persiapan yang tenang dan kering membuat proses penyambungan jauh lebih mudah, dan penggunaan alat serta bahan yang tepat sama pentingnya dengan kondisi kerja yang aman.
Langkah 3: Kumpulkan Perlengkapan Penyolderan Tembaga yang Tepat
Area kerja yang aman mempersiapkan area tersebut. Sambungan tetap bergantung pada logam yang bersih, panas yang merata, dan waktu yang tepat; itulah sebabnya daftar alat lebih penting daripada yang diperkirakan kebanyakan pemula. Set solder tembaga dasar tidak perlu mewah, tetapi harus mampu menjalankan tiga tugas dengan baik: pemotongan dan persiapan, aliran solder, serta pengendalian panas.
Alat-Alat Esensial untuk Menyambung Tabung Tembaga
Pilih alat berdasarkan fungsinya, bukan berdasarkan labelnya. Pemotong tembaga membantu Anda membuat potongan yang rata. alat penghilang gerinda dalam atau alat pengembor menghilangkan gerinda dalam yang dapat membatasi aliran. Sikat sambungan membersihkan bagian dalam soket, sedangkan kain amplas atau bantalan abrasif membersihkan permukaan luar pipa hingga tampak mengilap seperti logam. Sikat fluks mengoleskan lapisan fluks secara merata tanpa terlalu banyak mengoleskan pada sambungan. Selanjutnya adalah peralatan pemanas: solder tembaga, obor, pemantik api jika obor tidak memiliki sistem penyalaan otomatis, pelindung panas, dan kain bersih.
| Harus dimiliki | Opsional namun bermanfaat |
|---|---|
| Pemotong tembaga, alat penghilang gerinda dalam, sikat sambungan, kain amplas atau bantalan abrasif | Bantalan abrasif cadangan, ukuran sikat tambahan untuk berbagai jenis sambungan |
| Kuas fluks, fluks untuk pipa tembaga, solder tembaga, obor, dan pemantik jika diperlukan | Fluks perengkah (tinning flux) untuk pemula atau sambungan berdiameter lebih besar, fluks yang larut dalam air untuk pembersihan yang lebih mudah |
| Pelindung panas, kain bersih | Kain tahan api atau pelindung nyala api untuk ruang sempit |
Cara Memilih Fluks Solder dan Sumber Panas
Panduan Oatey mencatat bahwa fluks membersihkan permukaan logam, membantu mencegah oksidasi, serta membantu aliran solder, sehingga fluks untuk tembaga bukanlah pilihan—melainkan keharusan. Solder dan fluks pipa ledeng Anda juga harus sesuai dengan jenis pekerjaan. Untuk saluran air minum, gunakan solder bebas timbal untuk pipa tembaga dan fluks bebas timbal. Aturan EPA menetapkan batas kandungan timbal maksimal 0,2% pada solder dan fluks yang digunakan untuk air minum. Untuk sumber panas, baik gas propana maupun gas MAP dapat digunakan untuk menyolder tembaga; sementara Pro Tool Reviews menunjukkan bahwa gas MAP membakar lebih panas dan memanaskan fitting lebih cepat. Pastikan kepala obor yang Anda gunakan dirancang khusus untuk bahan bakar yang dipakai.
Persiapan yang Harus Dilakukan Sebelum Mulai Memanaskan
- Letakkan solder dan fluks pipa ledeng di samping komponen yang telah dibersihkan agar Anda tidak perlu meraih ke seberang area kerja dengan obor yang sedang menyala.
- Jika Anda pemula atau sedang mengerjakan sambungan berukuran besar, meng-tinning (melapisi awal) tembaga dengan fluks dapat memudahkan proses pelapisan.
- Siapkan obor, alat penghasil percikan api (striker), pelindung panas, solder, dan kain secara berurutan sesuai urutan penggunaannya.
- Untuk saluran air minum, pastikan kembali bahwa baik solder maupun fluks yang digunakan untuk pipa tembaga bebas timbal.
Meja kerja yang diatur dengan baik tidak hanya menghemat waktu, tetapi juga melindungi permukaan yang baru saja Anda bersihkan. Hal ini penting karena potongan yang presisi (tegak lurus), tepi yang halus, dan permukaan logam yang mengilap menentukan apakah solder akan mengalir rapi ke dalam sambungan atau justru meninggalkan kebocoran yang sulit dideteksi.

Langkah 4: Memotong, Menghilangkan Burrs, Membersihkan, dan Mencoba Pasang Kering Tabung Tembaga
Potongan yang presisi dan permukaan yang mengilap bukanlah pekerjaan tambahan yang rumit. Justru keduanya memungkinkan solder bergerak melalui aksi kapiler, bukan melawan burrs, kotoran, dan celah. Banyak kebocoran yang disalahkan pada pemanasan atau pemilihan solder sebenarnya berawal dari tahap ini. Saat Anda menyambung pipa tembaga, kualitas persiapan menentukan apakah bahan pengisi akan tertarik secara rapi ke dalam sambungan atau justru meninggalkan jalur kebocoran tersembunyi.
Potong Tabung Tembaga Secara Presisi (Tegak Lurus) dan Bersih
Gunakan pemotong pipa dan lakukan pemotongan secara rata serta tegak lurus terhadap pipa. Panduan dari Flowflex menyatakan bahwa pemotongan yang tidak rata dapat menghalangi ujung pipa mencapai batas pipa (pipe stop) di dalam fitting, sehingga melemahkan kekuatan sambungan. Pipa yang terlalu pendek juga dapat mengurangi kualitas segel, sedangkan memaksakan pipa masuk ke posisinya dapat menimbulkan tegangan. Jika Anda sedang belajar cara menyambung pipa tembaga saat melakukan perbaikan, saat inilah Anda harus melambat dan memastikan ketepatan pasangan—bukan hanya mengandalkan sekilas pandang.
Buang Gerinda dan Gosok untuk Meningkatkan Aksi Kapiler
Setelah memotong, buang gerinda dalam menggunakan alat pembuang gerinda atau alat pengerek (reaming tool), lalu bersihkan serpihan-serpihannya. Selanjutnya, bersihkan bagian luar pipa dan bagian dalam soket fitting hingga tampak logam mengilap. Home Depot menggambarkan proses penggosokan tembaga hingga bersinar seperti koin baru, dan Flowflex menambahkan peringatan penting: oksida, kotoran kasar (grit), serta residu di area tumpang tindih dapat mengganggu aksi kapiler, sedangkan pembersihan berlebihan justru dapat menghilangkan terlalu banyak material dan menghasilkan pasangan yang longgar.
Jika Anda bertanya-tanya nomor grit kertas amplas yang cocok untuk pipa tembaga, referensi-referensi ini tidak memberikan satu angka grit tetap. Aturan yang lebih baik adalah menggunakan kain emeri, pita emeri, atau bantalan abrasif khusus tembaga hingga permukaan logam menjadi bersih, bercahaya, dan bebas oksida. Dengan kata lain, membersihkan pipa tembaga bergantung pada kondisi permukaan, bukan pengikisan kasar.
- Ukur dan potong pipa secara tegak lurus.
- Buang gerinda (deburr) pada tepi bagian dalam dan hilangkan gerinda luar jika diperlukan.
- Keluarkan atau bersihkan serbuk tembaga dengan cara diketuk atau dilap.
- Bersihkan bagian luar pipa di area yang akan tumpang tindih dengan fitting.
- Gosok bagian socket fitting hingga bersih dan tampak mengilap seperti logam baru.
- Jaga agar area yang telah dibersihkan tetap bebas dari kotoran dan bekas jari.
- Pasang sementara (dry fit) komponen-komponen tersebut dan pastikan pipa terpasang sepenuhnya hingga batas (stop).
Lakukan Pemasangan Sementara (Dry Fit) pada Seluruh Perakitan Sebelum Pasta Fluks Menyentuh Logam
Pemasangan kering menjawab dua pertanyaan yang paling penting: apakah ujung pipa menyentuh dasar soket, dan apakah sambungan tetap rapat tanpa perlu ditekan paksa. Itulah jawaban praktis untuk cara menyambung pipa tembaga secara bersih. Pemasangan kering juga membantu Anda menyetel keselarasan sebelum fluks membuat permukaan menjadi licin, yang terutama berguna saat bekerja di ruang sempit atau di atas kepala.
- Ujung pipa tampak mengilap merata, tidak gelap atau belang.
- Soket fitting bersih secara menyeluruh di seluruh kelilingnya.
- Pipa meluncur masuk dengan lancar dan mencapai batas kedalaman (stop).
- Sambungan terasa rapat, tidak longgar atau miring.
- Tidak ada tatal, kotoran, serpihan logam, maupun bekas sidik jari yang tersisa di area tumpang tindih.
Ketika komponen-komponen bertemu secara bersih dan rata, fluks dapat membantu solder mengalir sebagaimana mestinya—bukan berusaha menutupi persiapan yang buruk. Di sinilah sambungan andal benar-benar dimulai.
Langkah 5: Oleskan Fluks dan Panaskan Pipa Tembaga dengan Cara yang Tepat
Logam yang bersih dan mengilap memberikan jalur bagi solder. Pengendalian panaslah yang membuatnya bergerak. Ini adalah tahap di mana persiapan yang cermat akan membuahkan hasil—atau justru gagal dalam hitungan detik. Sebagian besar sambungan buruk berasal dari dua kesalahan sederhana: terlalu banyak fluks, atau nyala api torch diarahkan ke solder alih-alih ke fitting. cara menyolder tembaga ke tembaga , bayangkan nyala api sebagai cara untuk memanaskan sambungan secara merata sehingga logam—bukan api—yang melakukan pekerjaan utama.
Oleskan Fluks Tanpa Melebihi Kebutuhan pada Sambungan
Oleskan lapisan tipis dan merata fluks untuk menyolder tembaga ke ujung pipa yang telah dibersihkan dan ke bagian dalam soket fitting. Panduan Home Depot merekomendasikan hanya melapisi area yang telah dibersihkan—kira-kira sedalam cup fitting—kemudian dorong pipa sepenuhnya ke posisinya. Ketebalan lapisan sangat penting. Fluks melindungi logam selama pemanasan dan membantu aliran solder, tetapi olesan berlebih tidak lebih baik. Fluks berlebih dapat menghitam, menetes, dan meninggalkan residu lebih banyak.
Pastikan sambungan tetap terpasang rapat setelah fluks dioleskan. Untuk menyolder pipa tembaga dengan fluks , kontak penuh di sepanjang sambungan sama pentingnya dengan permukaan logam yang bersih. Pipa yang tidak sepenuhnya terpasang dengan benar, atau fitting yang bergeser saat Anda bekerja, dapat memutus jalur kapiler sebelum panas bahkan mulai diterapkan.
Panaskan Fitting Daripada Melelehkan Solder dengan Nyala Api
Orang yang bertanya cara menyolder pipa tembaga biasanya membutuhkan pola nyala api yang andal lebih daripada tambahan panas. Panduan dari Copper.org menyajikan urutan praktis yang berfungsi baik, baik Anda menyolder pipa tembaga dengan obor propana atau obor udara-bahan bakar lainnya:
- Mulailah dengan posisi nyala api tegak lurus terhadap pipa untuk memulai pemanasan awal pada sambungan.
- Bergeraklah mengelilingi seluruh keliling sehingga perakitan memanas secara merata.
- Pada sambungan horizontal, jangan arahkan nyala api terlebih dahulu ke bagian atas. Panas yang naik sudah memanaskan area tersebut, dan paparan langsung nyala api di sana dapat membakar fluks.
- Alihkan nyala api ke bagian cup fitting, bukan ke permukaan terbuka fitting.
- Gerakkan nyala api bolak-balik antara cup fitting dan pipa dalam jarak sekitar sama dengan kedalaman cup.
- Jaga fokus panas tertinggi di dekat dasar cup fitting agar sambungan memanas secara seragam.
Soldernya harus meleleh saat bersentuhan dengan sambungan yang telah dipanaskan, bukan langsung di dalam nyala api.
Itulah aturan inti di balik pemanasan pipa tembaga . Jika Anda melelehkan solder dengan nyala api, solder dapat menggumpal di luar alih-alih tersedot masuk ke celah sambungan. Jika tembaga terlalu panas, fluks dapat terbakar habis. Copper.org secara khusus memberikan peringatan agar tidak memanaskan berlebihan pada sambungan atau mengarahkan nyala api ke permukaan terbuka cup fitting karena hal ini dapat mengganggu aliran solder.
Ketahui Kapan Sambungan Siap untuk Disolder
Jangan menghitung detik dan menebak. Baca sambungan berdasarkan fungsinya. Panduan Home Depot mencatat bahwa fluks mungkin mulai mendesis saat fitting dipanaskan. Itu hanyalah tanda bahwa logam sedang memanas. Sentuhkan solder ke sisi yang berseberangan dengan nyala api. Jika tidak meleleh, tarik kembali dan terus panaskan. Jika meleleh saat bersentuhan dan mulai menghilang ke dalam sambungan, maka suhu sudah tepat.
Jaga nyala api di dasar cup sambil memberi umpan secara ringan. Copper.org mencatat bahwa solder cair ditarik menuju sumber panas melalui aksi kapiler, sehingga pemanasan merata merupakan tujuan utamanya. Sambungan yang baik tampak terkendali, bukan dramatis. Solder mengalir lancar, fluks tetap aktif, dan fitting menarik bahan pengisi ke dalam celah alih-alih membiarkannya menetes ke bawah pipa. Perubahan kecil dalam perilaku ini menunjukkan bahwa sambungan siap untuk umpan akhir, proses pendinginan, serta pemeriksaan menyeluruh.

Langkah 6: Solder, Dinginkan, dan Periksa Pipa Tembaga
Ketika fitting mencapai suhu yang tepat, gerakan menjadi sederhana namun presisi. Bagian inilah yang paling banyak dibayangkan orang ketika memikirkan cara menyolder pipa tembaga, meskipun beberapa kebiasaan kecil menentukan apakah sambungan tersegel dengan bersih atau hanya tampak selesai. Untuk fitting pipa solder (sweat pipe fittings), masukkan solder secara terkendali, hentikan segera setelah sambungan mulai menariknya secara konsisten, dan jangan sentuh perakitan hingga mengeras.
Masukkan Solder dari Sisi Kanan Sambungan
Arahkan nyala api ke fitting dan sentuhkan solder ke sisi yang berseberangan dengan nyala api. Hal ini memungkinkan logam panas menarik bahan pengisi melalui celah melalui aksi kapiler, bukan membiarkannya menetes di bagian luar. Aturan praktis dari Oatey adalah memasukkan solder sepanjang kira-kira sama dengan diameter pipa. Jumlah ini biasanya cukup untuk mencapai segel sempurna tanpa pemborosan. Jangan mencoba memasukkan solder ke dalam fitting tembaga melebihi jumlah yang secara alami akan ditarik oleh sambungan.
- Arahkan nyala api ke dasar cup fitting.
- Sentuhkan solder ke sisi yang berseberangan dengan nyala api.
- Berikan solder secara ringan saat sambungan menarik solder masuk.
- Putar posisi Anda sesuai kebutuhan untuk mengisi secara merata di sekeliling lingkar sambungan.
- Angkat nyala api begitu aliran solder menjadi stabil dan konsisten.
- Biarkan pipa dan fitting tetap sepenuhnya diam selama bahan pengisi masih lunak.
Biarkan Sambungan Mendingin Tanpa Gangguan
Sambungan yang baru disolder memerlukan ketenangan lebih daripada penanganan tambahan. Memutar atau menabrak pipa terlalu dini dapat melemahkan segel sebelum benar-benar mengeras. Mengelap terlalu keras saat solder masih cair dapat menggores atau menarik bahan pengisi menjauh dari sambungan. Pedoman Tabung Tembaga merekomendasikan agar sambungan didinginkan secara alami, karena pendinginan mendadak dengan air dapat menimbulkan tegangan pada sambungan. Untuk penyolderan pipa tembaga, kesabaran di tahap ini merupakan bagian dari keahlian teknis.
Bersihkan dan Periksa Sebelum Mengembalikan Layanan
Setelah solder tidak lagi cair dan sambungan telah cukup dingin untuk dibersihkan, bersihkan sisa fluks dengan kain lembap. Oatey mencatat bahwa sisa fluks dapat menyebabkan korosi serta lapisan hijau (patina) yang kerap terlihat pada tembaga tua. Pengelapan sekali lagi dengan kain kering dapat menghasilkan permukaan yang lebih bersih, namun lakukan secara lembut.
- Tanda-tanda baik: cincin solder yang halus dan merata di tepi cup, penyelarasan yang stabil, serta solder yang tampak tersedot masuk ke dalam sambungan.
- Tanda-tanda peringatan: tetesan berlebihan, penumpukan menggumpal, area yang terbakar, celah pada cincin, atau fitting yang bergeser selama proses pendinginan.
- Penting: sambungan yang tampak rapi memang menggembirakan, namun penampilan semata tidak menjamin segel bebas kebocoran.
Itulah mengapa pemeriksaan cermat sangat penting sebelum air dialirkan kembali. Banyak sambungan bermasalah tampak dapat diterima pada pandangan pertama, namun kemudian terungkap bahwa kelembapan, fluks yang terlalu panas, atau pembersihan yang tidak tuntas diam-diam mengganggu proses penyambungan.
Langkah 7: Memecahkan Masalah Kebocoran pada Sambungan Pipa yang Disolder
Cincin solder yang halus dapat terlihat meyakinkan namun tetap gagal. Sebagian besar masalah berasal dari sejumlah kecil kesalahan yang sama: logam kotor, pengendalian panas yang buruk, jumlah fluks terlalu banyak atau terlalu sedikit, sisa air, atau tajam (burr) yang tidak dihilangkan. Panduan Oatey terus menekankan persiapan, pemanasan, dan pembersihan—dan ada alasan kuat di balik itu. Ketika suatu sambungan mengalami kegagalan, ketiga aspek inilah yang pertama kali harus diperiksa.
Mengapa Solder Menolak Mengalir ke dalam Sambungan
Jika solder membentuk butiran, tetap berada di permukaan luar, atau menolak meresap ke dalam celah sambungan, maka sambungan tersebut umumnya belum benar-benar siap. Oatey mencatat bahwa kotoran, minyak, oksidasi, dan tajam (burr) dapat menghambat kerja fluks dan solder sebagaimana mestinya. Terlalu banyak panas pun dapat menyebabkan kerusakan serupa, namun dari arah yang berbeda. Pipa yang menghitam atau fluks yang tampak cepat terbakar merupakan indikasi kuat bahwa sambungan mengalami kelebihan panas. Dalam kedua kasus tersebut, menambahkan lebih banyak solder jarang membantu. Perbaikan yang lebih baik adalah membersihkan kembali hingga terlihat logam mengilap, mengoleskan lapisan fluks tipis dan merata untuk penyolderan pipa tembaga, lalu memanaskan fitting secara merata.
| Gejala | Penyebab yang Mungkin | Tindakan Perbaikan |
|---|---|---|
| Solder menggumpal atau tidak meresap dengan baik | Logam kotor atau teroksidasi, beriuk, fluks terbakar, pemanasan tidak merata | Bongkar jika diperlukan, bersihkan dan hilangkan beriuk kembali, oleskan kembali fluks tipis-tipis, panaskan fitting secara lebih merata |
| Sambungan tampak penuh tetapi bocor | Solder menumpuk hanya di luar, ikatan tidak sempurna, pipa tidak sepenuhnya terpasang | Kerjakan ulang sambungan, pastikan pemasangan pipa benar-benar sempurna, bersihkan kedua permukaan, lalu solder kembali |
| Residu kehijauan atau korosi muncul kemudian | Terlalu banyak fluks yang tertinggal di atau dalam sambungan | Gunakan fluks lebih sedikit, usap kelebihannya sebelum perakitan, bersihkan residunya setelah pendinginan |
| Solder memercik atau sambungan tidak pernah cukup panas | Kelembapan masih tersisa di dalam pipa | Kuras dan keringkan saluran secara menyeluruh sebelum mencoba lagi |
| Pembatasan aliran atau masalah yang berulang | Melewati proses pembuangan burr (deburring) | Potong dan buat ulang bagian tersebut setelah melakukan deburring dan pembersihan secara memadai |
Apa Penyebab Kebocoran Setelah Sambungan Terlihat Penuh
Sebuah sambungan dapat tampak tertutup rapat karena solder menumpuk di tepi, meskipun solder tersebut tidak pernah mengalir sepenuhnya ke dalam cup. Hal ini sering terjadi ketika pipa tidak dibersihkan dengan cukup baik, ketika lapisan fluks tidak merata, atau ketika nyala api melelehkan solder secara langsung alih-alih memanaskan logam. Melewati proses deburring menambah satu masalah lagi. Oatey menekankan bahwa deburring membantu memperlancar aliran air serta mencegah turbulensi atau korosi di masa depan, namun juga mendukung pasangan yang lebih bersih dan andal. Bagi siapa pun yang menyolder sambungan pipa, penampilan hanyalah petunjuk, bukan bukti.
- Memanasakan solder alih-alih sambungan
- Menggunakan terlalu banyak fluks
- Menggunakan terlalu sedikit fluks atau melewatkan beberapa area
- Mencoba menyolder pipa tembaga dengan air masih mengalir di dalamnya
- Melewati proses pembersihan atau penghilangan burr
- Mengandalkan benang solder luar yang tidak rata sebagai segel sempurna
Cara Memulihkan Dampak Kontaminasi Air atau Kelebihan Panas
Sambungan yang buruk biasanya lebih cepat dibuat ulang daripada diselamatkan. Untuk sambungan pipa yang disolder, jangan terus-menerus menambahkan solder ke fitting yang terkontaminasi atau terbakar dan berharap sambungan tersebut menjadi kedap. Jika air masih ada, keringkan saluran secara lebih menyeluruh sebelum memanaskan kembali. Jika permukaan logam kotor atau teroksidasi, bongkar sambungan dan bersihkan kembali. Jika fitting telah menghitam parah akibat terlalu banyak panas, sering kali lebih aman untuk mengerjakan ulang bagian tersebut.
Jika Anda mencari cara menyolder pipa tembaga yang berisi air, atau bertanya-tanya apakah memungkinkan menyolder pipa tembaga dengan air yang terperangkap lebih dalam di sepanjang jalur pipa, jawaban praktisnya sederhana: jalur kering memberi Anda peluang keberhasilan terbaik. Pola pikir ini juga merupakan pendekatan paling cerdas dalam memperbaiki tabung tembaga. Perbaiki akar masalahnya, bukan hanya gejalanya. Perbaikan yang tampak rapi pun tetap harus membuktikan keandalannya begitu tekanan kembali diterapkan.
Langkah 8: Uji Sambungan dan Kenali Batasannya
Sebuah kawat las (bead) yang tampak bersih pun tetap harus membuktikan keandalannya di bawah tekanan. Setelah semua pemotongan, pembersihan, pemanasan, dan pemecahan masalah, bukti sebenarnya muncul ketika jalur pipa kembali beroperasi. Pemeriksaan akhir ini sangat penting, baik Anda sedang belajar cara menyolder instalasi pipa tembaga untuk pertama kalinya maupun memperbaiki satu sambungan yang sulit.
Uji Sambungan Sebelum Anda Menyatakan Pekerjaan Selesai
Pulihkan layanan secara perlahan dan amati sambungan saat saluran kembali mendapatkan tekanan. Jaga area tersebut tetap kering sehingga kebocoran sekecil apa pun mudah terdeteksi. Kemudian lakukan pemeriksaan ulang setelah air mengalir secara normal selama periode singkat, karena beberapa sambungan yang lemah tidak langsung terlihat pada pandangan pertama. Cincin solder yang rapi memang menggembirakan, namun penilaian akhirnya sederhana: apakah sambungan tersebut tetap kering dalam penggunaan normal?
- Buka pasokan secara bertahap dan biarkan saluran kembali mencapai tekanan penuh.
- Periksa segera area yang telah disolder untuk melihat adanya butiran solder, embun (sweating), atau kebocoran lambat.
- Bersihkan sambungan hingga kering dan periksa kembali guna memastikan kelembapan tidak muncul kembali.
- Periksa juga fitting dan penopang pipa di sekitarnya, bukan hanya sambungan yang telah Anda panaskan.
- Lakukan pemeriksaan ulang setelah perlengkapan atau saluran beroperasi secara normal.
- Jika terjadi kebocoran apa pun, matikan aliran air kembali dan buat ulang sambungan—jangan mengandalkannya.
Ketahui Kapan Tidak Boleh Menyolder Pipa Tembaga
Jika Anda tiba di sini saat mencari cara mengelas pipa tembaga, inilah titik di mana pemilihan metode lebih penting daripada ketekunan. Panduan dari SolderWeld berguna: penyolderan dan pengelasan perak meningkatkan kekuatan dan ketahanan, sedangkan pemasangan dengan sistem press menawarkan kecepatan, pemasangan tanpa panas, serta ketahanan getaran yang kuat—meskipun biaya alat dan fitting-nya lebih tinggi. Jadi, jika sambungan berada di area tanpa nyala api, sistem beroperasi pada suhu lebih tinggi daripada instalasi pipa biasa, atau Anda membutuhkan banyak sambungan cepat, penyolderan mungkin bukan lagi jawaban terbaik.
Jika Anda mencari cara menghubungkan pipa tembaga tanpa penyolderan, fitting mekanis yang disetujui dan sistem press sering kali merupakan pilihan yang lebih cerdas. Jika pencarian Anda beralih ke cara mengelas tembaga ke tembaga atau bagaimana cara mengelas tembaga, kemungkinan besar Anda telah keluar dari lingkup perbaikan pipa biasa dan memasuki bidang fabrikasi khusus. Untuk sebagian besar pekerjaan rumah tangga, keterampilan cara menyolder pipa tembaga (sweating) adalah yang paling menguntungkan, bukan pengelasan fusi sejati.
Ketika Dukungan Pengelasan Produksi Masuk Akal
Pematrian tabung tembaga kecil dan pengelasan produksi beroperasi dalam dunia yang berbeda. Sambungan siku bocor di bawah wastafel merupakan pekerjaan tukang ledeng. Pengelasan robotik untuk struktur kendaraan adalah proses manufaktur yang dibangun di sekitar pengulangan, ketertelusuran, dan pengendalian kualitas volume tinggi.
| Kondisi | Paling Tepat | Alasan Kesesuaian |
|---|---|---|
| Produsen otomotif yang membutuhkan perakitan sasis terlas | Shaoyi Metal Technology | Menawarkan pengelasan khusus untuk komponen sasis berkinerja tinggi melalui jalur pengelasan robotik canggih dan sistem mutu bersertifikat IATF 16949, dengan kemampuan khusus untuk baja, aluminium, dan logam lainnya. |
| Layanan tembaga, HVAC, atau pendinginan yang memerlukan panas lebih tinggi | Brazing | Perakitan menggunakan panas lebih tinggi dibandingkan pematrian dan lebih cocok ketika kondisi layanan lebih berat. |
| Perbaikan tanpa panas, ruang terbatas api, atau pemasangan berfokus pada kecepatan | Sambungan mekanis bertekanan atau jenis lain yang disetujui | Paling tepat digunakan ketika risiko kebakaran, kondisi basah, atau pemasangan cepat lebih diutamakan dibanding keunggulan sambungan hasil las api. |
Intinya sederhana. Jika sambungan lulus inspeksi dan tetap kering selama pemakaian, berarti Anda telah melakukan pekerjaan dengan benar. Jika kondisi tidak lagi memungkinkan untuk penyolderan, beralih ke proses perak-baja (brazing), sambungan mekanis, atau fabrikasi profesional bukanlah menyerah, melainkan pertanda penilaian yang baik.
Pertanyaan Umum Mengenai Pengelasan dan Penyolderan Pipa Tembaga
1. Apakah pipa tembaga benar-benar dapat dilas?
Ya, tetapi pipa tembaga standar yang digunakan dalam instalasi pipa air jarang dilas secara fusi. Sebagian besar sambungan di rumah tangga dibuat melalui penyolderan, sedangkan sistem yang memerlukan suhu lebih tinggi sering menggunakan perak-baja (brazing) sebagai gantinya. Pengelasan sejati melebur tembaga itu sendiri, yang membutuhkan keterampilan lebih tinggi serta pengendalian panas yang lebih presisi; oleh karena itu, proses ini biasanya hanya digunakan untuk fabrikasi atau perbaikan khusus, bukan untuk pekerjaan saluran air biasa.
2. Haruskah saya menyolder atau melakukan perak-baja (brazing) pada pipa tembaga?
Pematrian biasanya merupakan pilihan yang lebih baik untuk saluran pipa sehari-hari karena menggunakan panas yang lebih rendah dan bekerja dengan baik pada sambungan tembaga biasa. Perakitan dengan perak (brazing) lebih cocok ketika pipa akan menghadapi suhu yang lebih tinggi atau kondisi layanan yang lebih menuntut, seperti pekerjaan terkait pendingin. Jika area tersebut basah, sempit, atau tidak aman untuk nyala api terbuka, sambungan mekanis mungkin merupakan solusi yang lebih cerdas dibandingkan kedua pilihan tersebut.
3. Mengapa patri tidak mengalir ke sambungan tembaga saya?
Aliran patri yang buruk biasanya menunjukkan masalah pada persiapan atau pemanasan. Penyebab umumnya meliputi oksidasi pada permukaan tembaga, tajam (burrs) yang tersisa setelah pemotongan, kelembapan berlebih di dalam pipa, fluks yang terbakar, atau nyala api yang diarahkan ke patri alih-alih ke sambungan. Solusinya biasanya adalah membongkar sambungan, membersihkan kedua permukaan hingga kembali tampak mengilap seperti logam baru, mengoleskan kembali lapisan tipis fluks, serta memanaskan sambungan secara merata.
4. Apakah boleh mematri pipa tembaga yang masih berisi air?
Tidak andal. Bahkan sejumlah kecil air pun dapat mendinginkan sambungan terlalu cepat, menghentikan fitting mencapai suhu yang diperlukan, serta menyebabkan percikan atau penyegelan yang lemah. Matikan pasokan, lepaskan tekanan, kuras seluruh saluran, dan pastikan bagian tersebut benar-benar kering serta stabil sebelum Anda menyalakan kembali obor. Jika air terus muncul kembali, gunakan isolasi yang lebih baik atau beralih ke fitting tanpa pemanasan yang disetujui untuk aplikasi tersebut.
5. Bagaimana cara menghubungkan pipa tembaga tanpa menggunakan solder, dan kapan Anda harus memanggil tenaga profesional?
Fitting kompresi, fitting dorong-untuk-menghubungkan, dan sistem tekan adalah cara umum untuk menyambung tembaga tanpa menggunakan patri. Metode-metode ini sangat berguna di ruang yang membatasi penggunaan api, perbaikan cepat, atau situasi di mana saluran tidak dapat dikeringkan sepenuhnya. Hubungi tukang ledeng berlisensi apabila perbaikan dilakukan di dekat kabel listrik tersembunyi, insulasi, dinding selesai, atau peralatan yang sensitif terhadap peraturan teknis. Jika pekerjaan beralih ke fabrikasi logam produksi alih-alih pekerjaan pipa, mitra pengelasan khusus seperti Shaoyi Metal Technology lebih cocok dibandingkan patri di lokasi.