 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Biaya Pemesinan Khusus Terungkap: Hal yang Tidak Akan Diberitahukan Bengkel kepada Anda Secara Langsung
Apa Arti Sebenarnya dari Permesinan Khusus bagi Manufaktur Modern
Pernahkah Anda bertanya-tanya bagaimana insinyur menciptakan komponen presisi yang sama sekali tidak tersedia di rak pemasok mana pun? Di sinilah permesinan khusus berperan. Pada intinya, pendekatan manufaktur ini memanfaatkan teknologi CNC untuk memproduksi komponen yang disesuaikan secara tepat dengan spesifikasi—geometri unik, toleransi ketat, serta kebutuhan khusus klien yang tidak dapat dipenuhi oleh metode produksi standar.
Tidak seperti produksi massal, yang mengutamakan output volume tinggi dari komponen identik , layanan permesinan khusus berfokus pada fleksibilitas dan presisi. Anda tidak dibatasi oleh apa yang sudah tersedia di pasaran. Sebagai gantinya, tim desain Anda membuat model CAD terperinci yang menguraikan dimensi, bentuk, serta persyaratan material secara tepat. Selanjutnya, mesin CNC dan pemrogramannya menerjemahkan rancangan digital tersebut menjadi komponen fisik dengan akurasi luar biasa.
Dari Blueprint ke Realitas Presisi
Perjalanan dari konsep hingga komponen jadi mengikuti jalur terstruktur. Pertama-tama, tim teknik Anda mengembangkan desain komprehensif yang menetapkan setiap dimensi kritis. Selanjutnya adalah tahap pembuatan prototipe, di mana komponen yang dibubut menjalani pengujian ketat untuk memverifikasi fungsionalitasnya. Produksi skala penuh baru dimulai setelah validasi ini selesai.
Bayangkanlah demikian: produksi massal bertanya, "Berapa banyak unit identik yang dapat kami hasilkan per jam?" Sedangkan pemesinan khusus (custom machining) bertanya, "Spesifikasi tepat apa yang dibutuhkan komponen unik ini?" Perbedaan mendasar ini secara fundamental membentuk pendekatan produsen terhadap proyek Anda.
Pemesinan khusus berfungsi sebagai jembatan penting antara maksud desain dan realitas fisik—mengubah konsep rekayasa kompleks menjadi komponen presisi yang beroperasi persis sebagaimana dibayangkan.
Mengapa Komponen Standar Tidak Memadai
Komponen standar yang tersedia di pasaran bekerja dengan baik untuk aplikasi umum. Namun, apa yang terjadi ketika proyek Anda menuntut toleransi seleketat 0,003–0,005 inci? Atau ketika desain Anda memerlukan geometri yang tidak dapat dipenuhi oleh produk apa pun dalam katalog? Di sinilah layanan pemesinan presisi menjadi sangat berharga.
Industri seperti dirgantara, perangkat medis, dan pertahanan sangat mengandalkan pendekatan ini. Komponen-komponennya harus memenuhi standar yang sangat ketat, di mana penyimpangan sekecil apa pun—bahkan dalam skala mikroskopis—dapat membahayakan keselamatan atau kinerja. Sebagai contoh, instrumen bedah tidak boleh mentolerir variasi dimensi yang masih diperbolehkan pada produk konsumen.
Keunggulan-keunggulan tersebut meluas jauh melampaui sekadar presisi:
- Spesifikasi yang Disesuaikan yang meningkatkan kompatibilitas dengan sistem yang sudah ada
- Pemilihan Material yang Unggul termasuk paduan eksotis dan plastik teknik
- Desain Inovatif yang memberikan keunggulan kompetitif bagi perusahaan
- Pengurangan Kesalahan melalui proses pengendalian kualitas yang lebih ketat
Sepanjang artikel ini, Anda akan menemukan proses CNC inti yang mendorong manufaktur khusus, mempelajari cara memilih bahan yang tepat, memahami persyaratan toleransi, membandingkan metode alternatif, serta pada akhirnya mengidentifikasi mitra manufaktur yang tepat untuk kebutuhan spesifik Anda. Baik Anda sedang mengembangkan prototipe maupun merencanakan produksi terbatas, pemahaman terhadap prinsip-prinsip dasar ini akan membantu Anda mengambil keputusan yang tepat—keputusan yang selaras dengan tujuan proyek dan anggaran Anda.

Proses CNC Inti yang Mendorong Manufaktur Khusus
Sekarang setelah Anda memahami apa yang ditawarkan oleh pemesinan khusus, mari kita bahas mesin-mesin di balik kecanggihan tersebut. Empat proses CNC utama membentuk fondasi manufaktur presisi, masing-masing menawarkan kemampuan khas untuk aplikasi tertentu. Mengetahui kapan harus menggunakan proses mana—dan bagaimana proses-proses tersebut saling bekerja sama—dapat berdampak signifikan terhadap keberhasilan proyek serta anggaran Anda.
Dasar-Dasar Pemesinan CNC (Frais dan Bubut)
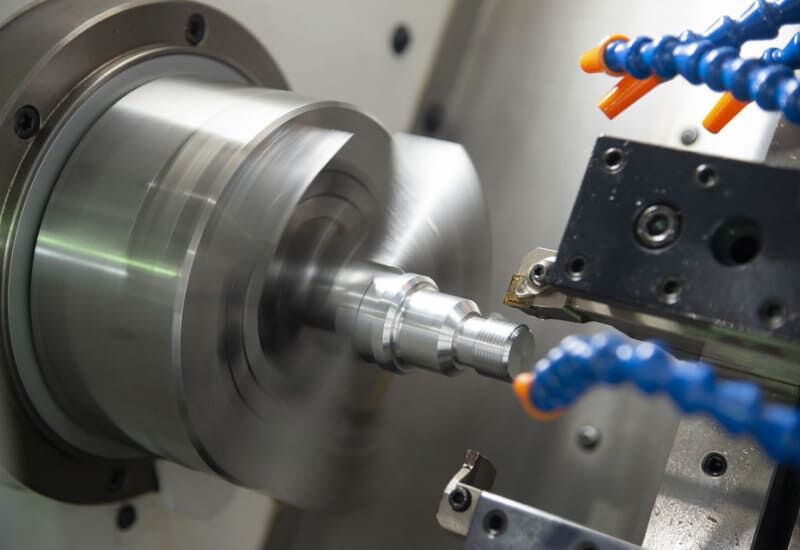
Bayangkan membentuk bentuk 3D kompleks dari balok padat aluminium. Itulah inti dari proses frais CNC. Alat potong berputar bergerak melintasi benda kerja Anda dalam berbagai arah, menghilangkan material untuk menciptakan geometri yang rumit , rongga, alur, dan fitur permukaan. Mesin frais 5-sumbu modern mampu mendekati benda kerja dari hampir semua sudut tanpa perlu mengubah posisi—meminimalkan akumulasi toleransi dan mencapai akurasi dimensi hingga ±0,0005 inci.
Apa yang membuat proses frais begitu serba guna? Mesin potong CNC mampu mengeksekusi kontur kompleks, menghasilkan tekstur permukaan detail, serta menciptakan fitur yang mustahil diwujudkan dengan metode manual. Baik Anda membutuhkan rumah prototipe dengan rongga internal maupun komponen produksi dengan permukaan pemasangan presisi tinggi, proses frais mampu menangani kompleksitas geometris tersebut.
Pembubutan CNC menggunakan pendekatan yang secara mendasar berbeda. Di sini, benda kerja Anda berputar sementara alat potong yang diam membentuknya menjadi bentuk silindris. Contohnya adalah poros, busing, pin, dan komponen apa pun yang memiliki simetri putar. Layanan pembubutan CNC berkualitas dapat mencapai toleransi sebesar ±0,0005 inci pada dimensi diameter, menjadikan proses ini sangat penting untuk komponen yang memerlukan kecocokan presisi.
Bubut CNC modern yang dilengkapi dengan peralatan aktif (live tooling) mengaburkan batas antara pembubutan dan penggilingan. Mesin-mesin ini mampu melakukan pengeboran, pengetapan, bahkan operasi penggilingan—sembari benda kerja tetap terjepit di tempatnya; sehingga mengurangi waktu penyetelan dan menghilangkan kesalahan akibat penanganan berulang. Mesin tipe Swiss unggul dalam memproduksi komponen panjang dan ramping, di mana bubut konvensional mungkin kesulitan mengatasi masalah lendutan.
Kapan Anda harus memilih salah satu di antara keduanya? Pertimbangkan geometri dominan komponen Anda:
- Terutama silindris dengan fitur berputar → Pembubutan CNC
- Bentuk 3D Kompleks dengan rongga dan kontur → Penggilingan CNC
- Kombinasi keduanya → Pusat frais-balik multi-sumbu
Operasi Pengeboran Presisi
Kedengarannya sederhana, bukan? Hanya membuat lubang? Tidak juga. Pengeboran presisi dalam manufaktur khusus melibatkan jauh lebih dari sekadar menekan mata bor ke dalam logam. Proses ini mencakup reaming untuk mencapai diameter yang tepat, counterboring untuk kepala pengencang, serta pengeboran lubang dalam untuk komponen yang memerlukan rasio panjang-terhadap-diameter lebih dari 10:1.
Toleransi lubang sangat penting dalam aplikasi perakitan. Bantalan poros memerlukan lubang berukuran tepat agar dapat berfungsi dengan baik—jika terlalu longgar, akan timbul getaran; jika terlalu ketat, gesekan menyebabkan keausan dini. Operasi pengeboran CNC modern secara rutin mencapai akurasi posisional dalam kisaran 0,001 inci dan toleransi diameter ±0,0005 inci pada fitur-fitur kritis.
Ketika EDM Menjadi Penting
Apa yang terjadi ketika alat potong CNC konvensional tidak mampu menjangkau geometri yang Anda butuhkan? Atau ketika material Anda begitu keras sehingga metode tradisional akan langsung merusak peralatan pemotong? Di sinilah Mesin Elektro-Erosi (Electrical Discharge Machining) menjadi solusi Anda.
EDM bekerja melalui percikan listrik terkendali yang mengikis material tanpa kontak fisik. Wire EDM menghasilkan profil 2D rumit dengan toleransi hingga ±0,0001 inci—sepuluh kali lebih ketat dibandingkan pemesinan standar. Sinker EDM menciptakan rongga 3D kompleks dengan menggunakan elektroda berbentuk untuk membentuk fitur internal. Menurut spesialis pemesinan presisi, EDM mampu mencapai hasil permukaan hingga 0,1 μm Ra , sering kali menghilangkan seluruh operasi pemolesan sekunder.
EDM khususnya unggul dalam memproses material keras di atas 60 HRC—seperti baja perkakas, karbida tungsten, dan paduan eksotis yang akan cepat aus bila dikerjakan dengan alat potong konvensional. Produsen perangkat medis kerap menetapkan EDM untuk instrumen bedah yang memerlukan kekerasan ekstrem sekaligus geometri rumit.
Perbandingan Proses Secara Sekilas
Pemilihan proses yang tepat bergantung pada kebutuhan spesifik Anda. Perbandingan ini membantu Anda memahami hasil yang diberikan masing-masing metode:
| Jenis proses | Aplikasi Terbaik | Toleransi Tipikal | Kompatibilitas Materi |
|---|---|---|---|
| Cnc milling | Geometri 3D kompleks, fitur permukaan, rongga, alur | ±0,0005" hingga ±0,002" | Aluminium, baja, titanium, plastik, komposit |
| Pembubutan CNC | Komponen silindris, poros, busing, komponen berulir | ±0,0005" hingga ±0,001" | Semua logam yang dapat dibubut dan plastik teknik |
| Pengeboran/Reaming | Lubang presisi, counterbore, aplikasi lubang dalam | ±0,0005 inci untuk diameter, ±0,001 inci untuk posisi | Sebagian besar logam dan plastik |
| EDM kawat/sinker | Bahan keras, profil rumit, rongga internal | ±0,0001" hingga ±0,0005" | Semua bahan konduktif, terutama baja keras |
Menggabungkan Proses untuk Komponen Kompleks
Berikut ini adalah hal yang sering kali tidak dijelaskan secara gamblang oleh banyak pemasok: sebagian besar komponen presisi memerlukan beberapa operasi. Sebuah rumah (housing) yang dibubut CNC mungkin memerlukan tonjolan (bosses) yang dibubut, lubang pemasangan yang dibor, dan alur yang dipotong dengan EDM—semuanya pada satu bagian yang sama. Memahami hal ini membantu Anda memperkirakan waktu pengerjaan (lead time) dan biaya yang realistis.
Layanan bubut CNC yang andal sering kali bermitra dengan spesialis EDM atau memiliki kemampuan internal lintas berbagai proses. Saat mengevaluasi penawaran harga, tanyakan bagaimana komponen Anda akan melewati tahapan produksi. Semakin sedikit jumlah setup, umumnya semakin baik pengendalian toleransi dan semakin rendah biayanya. Sebuah bengkel yang menawarkan kemampuan terintegrasi mampu mempertahankan spesifikasi yang lebih ketat dibandingkan bengkel yang menyerahkan berbagai operasi ke sejumlah subkontraktor.
Pertanyaan sebenarnya menjadi: bahan apa yang sebaiknya digunakan untuk komponen presisi Anda? Pilihan tersebut tidak hanya memengaruhi proses mana yang paling sesuai, tetapi juga karakteristik kinerja komponen akhir Anda.
Panduan Pemilihan Bahan untuk Komponen Presisi yang Dibuat Khusus
Memilih bahan yang tepat mungkin merupakan keputusan paling berdampak yang akan Anda ambil untuk proyek pemesinan khusus Anda . Mengapa? Karena pemilihan bahan secara langsung memengaruhi parameter pemesinan, kualitas hasil permukaan, serta kinerja komponen akhir Anda dalam kondisi dunia nyata. Namun, banyak bengkel sama sekali melewatkan pembahasan ini, sehingga Anda harus memutuskannya sendiri.
Mari kita bahas pilihan Anda dalam tiga kategori: logam dan paduan, plastik teknik, serta bahan khusus. Masing-masing kategori menawarkan keunggulan tersendiri, tergantung pada kebutuhan aplikasi Anda.
Logam dan Paduan untuk Aplikasi yang Menuntut
Ketika kekuatan, ketahanan, dan kinerja termal menjadi prioritas utama, logam tetap menjadi pilihan utama. Namun, logam mana yang sebaiknya dipilih? Jawabannya sepenuhnya bergantung pada aplikasi spesifik Anda.
Paduan Aluminium mendominasi aplikasi dirgantara dan otomotif dengan alasan yang kuat. Menurut panduan bahan Xometry, bahan ringan ini menawarkan konduktivitas termal yang sangat baik dan dapat diperlakukan panas untuk meningkatkan kekuatan. Misalnya, aluminium 7075 memberikan kekuatan tarik sebesar 540 MPa sambil tetap sangat mudah dimesin—ideal untuk komponen rangka pesawat di mana penghematan berat secara langsung berdampak pada efisiensi bahan bakar.
- Aluminium 6061 – Kemampuan pengelasan yang sangat baik, umum diekstrusi, ideal untuk aplikasi serba guna
- Aluminium 7075 – Kekuatan tinggi (540 MPa), ketahanan lelah unggul, lebih disukai untuk aplikasi dirgantara
- Aluminium 5083 – Ketahanan korosi terbaik di antara paduan yang tidak dapat diperlakukan panas, cocok untuk lingkungan laut
Baja tahan karat menjadi penting ketika ketahanan terhadap korosi menjadi prioritas utama. Kelas austenitik seperti 304 dan 316 menawarkan kemampuan pemesinan yang sangat baik untuk operasi pembubutan, pengeboran ulir, pengeboran, dan pengfrais-an. Kelas 316 mengandung molibdenum, yang meningkatkan stabilitas terhadap asam klorat—menjadikannya ideal untuk perangkat medis dan peralatan pemrosesan bahan kimia.
Bagaimana dengan aplikasi tahan aus? Di sinilah pemesinan perunggu menjadi sangat berharga. Komponen perunggu CNC unggul dalam bantalan, bushing, dan permukaan geser di mana sifat pelumasan mandiri mengurangi kebutuhan perawatan. Paduan kuningan—kombinasi tembaga-seng—menawarkan kebebasan pemotongan yang luar biasa serta kemampuan deformasi panas yang sangat baik untuk aplikasi kelautan dan otomotif.
Logam paduan seng memerlukan perhatian khusus untuk aplikasi otomotif dan elektronik. Paduan ini menggabungkan kemampuan pengecoran yang sangat baik dengan kemampuan pemesinan yang memadai untuk operasi sekunder, sehingga menjadi hemat biaya untuk rumah-rumah kompleks, braket, dan komponen struktural yang memerlukan kekuatan sedang.
Plastik Teknik dan Bahan Khusus
Ketika Anda membutuhkan ketahanan terhadap bahan kimia, isolasi listrik, atau sekadar alternatif yang lebih ringan dibandingkan logam, plastik teknik memberikan kinerja luar biasa. Kuncinya adalah mencocokkan sifat material dengan kebutuhan fungsional Anda.
Bahan Delrin (Nama dagang DuPont untuk asetal homopolimer) menonjol dalam pembuatan komponen mekanis presisi tinggi. Menurut spesifikasi pemesinan asetal Xometry, poliasetal Delrin menawarkan stabilitas dimensi luar biasa dengan toleransi standar ±0,010" dan toleransi yang dapat dicapai sebesar ±0,001". Plastik Delrin ini mempertahankan sifat-sifatnya pada kisaran suhu antara -40°C hingga 120°C—jauh melampaui kebanyakan plastik lainnya.
- Delrin 150 – Ketahanan benturan tinggi, gesekan rendah, ideal untuk roda gigi dan busing
- Delrin 100 AF – Terinfus PTFE untuk ketahanan aus yang ditingkatkan dalam aplikasi bantalan
Ketika ketahanan terhadap benturan menjadi prioritas utama, pertimbangkan nilon untuk aplikasi pemesinan. Termoplastik ini menawarkan kekuatan tarik luar biasa yang dikombinasikan dengan ketahanan gores, sehingga cocok untuk komponen struktural yang mengalami siklus beban berulang.
PEEK (polyether ether ketone) mewakili kelas premium plastik teknik. Bahan ini mempertahankan ketahanan kimia pada suhu tinggi sekaligus menawarkan ketahanan lelah luar biasa dan koefisien gesekan rendah. Implan medis dan komponen aerospace sering menspesifikasikan PEEK di mana biokompatibilitas atau kondisi ekstrem menuntut kinerja kelas atas.
- Polikarbonat – Tahan pecah, kekakuan tinggi, sangat cocok untuk komponen struktural transparan
- PTFE (Teflon) – Ketahanan kimia ekstrem, tetapi sulit mencapai toleransi ketat karena ekspansi termal
- Uhmw polyethylene – Ketahanan aus unggul, pelumas sendiri, sangat baik pada suhu di bawah nol derajat Celsius
Bagaimana Pemilihan Bahan Mempengaruhi Proyek Anda
Berikut adalah hal yang sering kali tidak diungkapkan secara langsung oleh banyak pemasok: pemilihan bahan memengaruhi setiap aspek proyek Anda. Bahan yang lebih keras memerlukan laju umpan yang lebih lambat dan penggantian alat yang lebih sering—secara langsung berdampak pada biaya. Sementara itu, plastik yang lebih lunak mungkin menghasilkan hasil permukaan yang lebih baik dengan peralatan standar, tetapi bisa mengalami deformasi kriep (creep) di bawah beban konstan.
Pertimbangkan kompromi praktis berikut:
- Kemudahan Pemesinan vs. Kinerja – Paduan bebas pemesinan (free-machining alloys) dapat dipotong lebih cepat, tetapi mungkin mengorbankan kekuatan
- Kemampuan Kualitas Permukaan Akhir – Sebagian bahan dapat dipoles dengan sangat baik; sebagian lainnya memerlukan proses sekunder
- Perilaku Termal – Plastik dengan koefisien muai tinggi menyulitkan pencapaian toleransi ketat
- Implikasi Biaya – Paduan eksotis dan plastik khusus dibanderol dengan harga premium
Pendekatan terbaik? Tentukan terlebih dahulu persyaratan kinerja Anda, kemudian lakukan analisis mundur untuk mengidentifikasi bahan-bahan yang memenuhi spesifikasi tersebut sekaligus tetap dapat dibubut dan hemat biaya. Berbicara mengenai spesifikasi, pemahaman terhadap persyaratan toleransi menjadi langkah kritis berikutnya guna memastikan komponen khusus Anda berfungsi sebagaimana dirancang.
Penjelasan Toleransi Presisi dan Standar Pengendalian Kualitas
Anda telah memilih bahan dan memilih proses CNC yang tepat. Kini muncul pertanyaan yang secara signifikan memengaruhi baik anggaran maupun fungsionalitas komponen Anda: seberapa ketat sebenarnya toleransi yang dibutuhkan? Di sinilah banyak proyek pemesinan khusus berhasil dengan cemerlang atau justru berubah menjadi pelajaran mahal akibat spesifikasi berlebihan.
Menurut standar ASME, toleransi mengacu pada total penyimpangan yang diizinkan dari nilai dasar suatu dimensi—menjamin bahwa suatu komponen dapat terpasang dan berfungsi dengan benar. Namun, berikut ini hal yang sering tidak dijelaskan oleh bengkel: tidak semua dimensi memerlukan tingkat presisi yang sama. Memahami klasifikasi toleransi membantu Anda menentukan aspek-aspek yang penting, sekaligus menghindari biaya tambahan yang tidak perlu untuk fitur-fitur yang tidak kritis.
Memahami Kelas Toleransi dan Dampaknya
Persyaratan toleransi terbagi ke dalam kelas-kelas yang berbeda, masing-masing cocok untuk aplikasi tertentu. Toleransi komersial standar sangat ideal untuk sebagian besar komponen pemesinan CNC tujuan umum, di mana kecocokan perakitan tidak bersifat kritis. Namun, saat Anda memproduksi layanan pemesinan CNC presisi untuk aplikasi dirgantara atau medis, Anda memerlukan spesifikasi yang lebih ketat—dan kompleksitas manufaktur pun meningkat secara proporsional.
Pertimbangkan perbandingan berikut mengenai kelas toleransi beserta implikasi praktisnya:
| Kelas Toleransi | Kisaran Khas | Aplikasi Umum | Dampak Biaya |
|---|---|---|---|
| Komersial standar | ±0,005" hingga ±0,010" | Braket, rumah (housing), komponen struktural non-kritis | Harga dasar |
| Presisi | ±0.001" hingga ±0.005" | Antarmuka perakitan, pasangan bantalan, komponen gigi | premi 15–30% |
| Presisi Tinggi | ±0,0005" hingga ±0,001" | Komponen hidrolik, perangkat medis, dudukan optik | premi 40–75% |
| Ultra-Presisi (Pemesinan Swiss) | ±0,0001" hingga ±0,0005" | Instrumen kedirgantaraan, implan bedah, mikroelektronika | premi 100% atau lebih |
Perhatikan bagaimana biaya meningkat seiring ketatnya toleransi? Hal ini terjadi karena mencapai ultra-presisi memerlukan kecepatan pemesinan yang lebih lambat, inspeksi yang lebih sering, lingkungan bersuhu terkendali, serta sering kali peralatan khusus seperti pusat pemesinan Swiss yang dirancang khusus untuk akurasi tingkat mikron.
Menurut spesialis manufaktur presisi, akurasi alat mesin secara langsung memengaruhi toleransi yang dapat dicapai. Getaran poros utama (spindle runout), keausan rel panduan (way wear), dan ekspansi termal (thermal growth) menimbulkan kesalahan sistematis yang terakumulasi selama proses produksi. Inilah alasan mengapa tidak semua bengkel mampu memberikan presisi yang sama—kemampuan peralatan mereka berbeda secara signifikan.
Ketika Toleransi yang Lebih Ketat Penting
Jadi, kapan Anda harus menetapkan batas toleransi yang lebih ketat pada komponen pemesinan Anda? Fokuslah pada dimensi fungsional—yaitu fitur-fitur yang secara langsung memengaruhi cara komponen Anda menjalankan fungsi utamanya:
- Antarmuka perakitan di mana komponen harus pas satu sama lain dengan jarak bebas atau interferensi tertentu
- Diameter lubang bantalan dan poros yang memerlukan kepasan berputar (running fits) yang presisi
- Permukaan penyegel di mana kebocoran akan mengganggu fungsi
- Fitur pemasangan yang menentukan keselarasan dengan komponen lain
Berikut tip praktisnya: terapkan toleransi paling ketat hanya di area-area yang benar-benar dituntut oleh fungsi. Sebagai contoh, sebuah rumah (housing) mungkin memerlukan toleransi ±0,0005 inci pada lubang bantalan, sementara toleransi standar ±0,005 inci sudah cukup memadai untuk lubang pemasangan. Pendekatan selektif semacam ini—yang dalam dunia rekayasa dikenal sebagai analisis toleransi fungsional—memaksimalkan anggaran Anda tanpa mengorbankan kinerja.
Toleransi pemesinan CNC logam juga berinteraksi dengan sifat-sifat material. Aluminium, yang memiliki koefisien ekspansi termal tinggi, memerlukan pengukuran dalam kondisi suhu terkendali. Baja keras mempertahankan dimensi lebih baik, tetapi membutuhkan proses pemesinan yang lebih hati-hati. Bahkan hasil akhir permukaan logam CNC pun memengaruhi akurasi pengukuran—permukaan kasar menimbulkan ketidakpastian mengenai letak sebenarnya dari dimensi tersebut.
Metode Pengendalian Kualitas yang Menjamin Konsistensi
Menetapkan toleransi tidak berarti apa-apa tanpa metode verifikasi yang andal. Di sinilah Pengendalian Proses Statistik (Statistical Process Control/SPC) menjadi sangat penting. Menurut Pedoman IATF 16949 , SPC memantau proses manufaktur untuk memastikan peningkatan berkelanjutan dalam kualitas produk sekaligus mendeteksi penyimpangan sebelum menghasilkan komponen cacat.
Grafik pengendali melacak variasi dimensi selama proses produksi. Ketika titik data yang diplot berada di antara batas kendali yang telah ditetapkan, proses tetap stabil. Tren yang mendekati batas tersebut memicu tindakan korektif sebelum komponen melebihi spesifikasi—dengan demikian mengalihkan fokus dari deteksi setelah produksi menjadi pencegahan selama produksi.
Sertifikasi seperti IATF 16949 (otomotif) dan AS9100D (dirgantara) mewajibkan pendekatan kualitas yang sistematis. Sertifikasi ini bukan sekadar formalitas administratif. Sertifikasi tersebut mensyaratkan:
- Prosedur pengukuran yang terdokumentasi menjamin konsistensi metode inspeksi
- Peralatan yang dikalibrasi dengan standar akurasi yang dapat dilacak
- Studi kemampuan proses mengkuantifikasi apakah peralatan mampu secara konsisten memenuhi spesifikasi
- Sistem tindakan perbaikan yang menangani akar masalah, bukan hanya gejalanya
Kemampuan sistem pengukuran itu sendiri memengaruhi verifikasi toleransi. Menurut standar industri, ketidakpastian pengukuran harus kurang dari 10% dari toleransi yang diverifikasi—artinya toleransi ±0,001" memerlukan akurasi pengukuran sebesar ±0,0001" atau lebih baik. Mesin pengukur koordinat (Coordinate Measuring Machines/CMM) menyediakan kemampuan ini untuk komponen kompleks dengan banyak fitur kritis.
Memahami bagaimana toleransi memengaruhi biaya dan kualitas membantu Anda menetapkan spesifikasi secara tepat. Namun, bagaimana perbandingan antara pemesinan khusus (custom machining) dengan metode manufaktur lain yang mungkin menghasilkan hasil serupa namun dengan tingkat harga berbeda?

Permesinan Khusus dibandingkan Metode Manufaktur Alternatif
Sekarang setelah Anda memahami toleransi dan pengendalian kualitas, muncul pertanyaan yang lebih besar: apakah pemesinan khusus (custom machining) benar-benar merupakan pendekatan yang tepat untuk proyek Anda? Banyak bengkel tidak akan mengadakan diskusi ini karena mereka menginginkan bisnis Anda tanpa memedulikan kesesuaian kebutuhan. Namun, memilih metode manufaktur yang salah dapat menelan biaya ribuan dolar akibat pemborosan alat bantu (tooling), penundaan jadwal, atau komponen yang tidak berfungsi sebagaimana mestinya.
Mari secara objektif membandingkan fabrikasi CNC dengan alternatifnya—cetak 3D, cetak injeksi, dan pengecoran—sehingga Anda dapat mengambil keputusan yang tepat berdasarkan kebutuhan spesifik Anda, bukan berdasarkan presentasi penjualan dari pemasok.
Pemesinan Khusus vs Manufaktur Aditif
cetak 3D telah merevolusi pembuatan prototipe, tetapi bukanlah solusi universal. Menurut perbandingan manufaktur Xometry, komponen hasil pemesinan CNC mempertahankan sifat asli bahan baku (billet), yang sebagian besar tidak terganggu oleh karakteristik proses pengolahan. Ini merupakan keunggulan signifikan ketika kinerja mekanis menjadi faktor penentu.
Fakta sebenarnya adalah: manufaktur aditif membangun komponen lapis demi lapis, sehingga menimbulkan batasan inheren. Komponen ABS hasil cetak FDM mungkin hanya mencapai 10% dari kekuatan tarik asli material, sedangkan nilon hasil cetak SLS dapat mendekati 100%. Variabilitas ini membuat pencetakan 3D berisiko tinggi untuk aplikasi penyangga beban, di mana kekuatan yang konsisten mutlak diperlukan.
Komponen hasil pemesinan khusus unggul ketika Anda membutuhkan:
- Kekuatan penuh material tanpa kelemahan anisotropik akibat ikatan lapisan
- Permukaan yang lebih baik yang sulit dicapai oleh metode aditif
- Toleransi dimensi yang ketat melampaui kemampuan sebagian besar printer untuk mempertahankannya secara andal
- Opsi Bahan termasuk baja keras dan paduan eksotis yang tidak dapat diproses dengan pencetakan 3D
Meski demikian, pencetakan 3D unggul dalam kecepatan persiapan. Layanan CNC memerlukan pemrograman dan penyiapan perlengkapan (fixturing) yang dapat memakan waktu signifikan sebelum pemotongan pertama. Sedangkan pencetakan? Unggah berkas Anda dan mulai membangun. Untuk validasi geometri dan pemeriksaan kecocokan (fit checks), di mana sifat mekanis tidak menjadi pertimbangan, manufaktur aditif memberikan waktu penyelesaian lebih cepat dengan biaya lebih rendah—sering kali 5 hingga 10 kali lebih murah dibandingkan komponen CNC setara.
Keputusan akhirnya bergantung pada fungsi. Tanyakan pada diri sendiri: apakah komponen ini harus beroperasi di bawah beban, atau saya hanya ingin memeriksa apakah desainnya cocok?
Kapan Pengecoran atau Cetakan Lebih Masuk Akal
Volume mengubah segalanya. Ketika jumlah produksi meningkat hingga ribuan unit, pencetakan injeksi dan pengecoran cetak (die casting) menjadi semakin menarik, meskipun biaya awal pembuatan cetakannya tinggi.
Menurut panduan produksi Hubs, pencetakan injeksi merupakan salah satu bentuk manufaktur yang paling umum digunakan untuk produksi dalam volume tinggi. Setelah Anda merancang dan membuat cetakan, prosesnya sendiri berlangsung sangat cepat—ideal bagi industri dengan permintaan tinggi dan jadwal produksi yang ketat. Namun, ada catatan penting: pembuatan cetakan dapat menelan biaya mulai dari $3.000 untuk geometri sederhana hingga lebih dari $100.000 untuk alat cetak multi-rongga yang kompleks.
Pengecoran cetak (die casting) menawarkan ekonomi yang serupa untuk aplikasi pemesinan logam. Menurut perbandingan proses manufaktur, pada volume 10.000 unit, pengecoran cetak dapat menghasilkan penghematan tahunan lebih dari $300.000 dibandingkan dengan pemesinan CNC. Biaya per komponen turun secara signifikan karena investasi awal yang mahal untuk peralatan cetak tersebut tersebar pada ribuan unit.
Namun, berikut ini yang sering terlewat dalam perbandingan tersebut: pembuatan prototipe CNC unggul selama fase pengembangan. Ketika desain Anda belum final, menghabiskan $50.000 untuk cetakan injeksi yang mungkin perlu dimodifikasi setelah pengujian tidak masuk akal secara finansial. Pemesinan logam memungkinkan Anda melakukan iterasi dengan cepat, menyempurnakan desain sebelum berkomitmen pada peralatan produksi.
Pertimbangkan pengecoran ketika:
- Volume produksi melebihi 1.000–5.000 unit per tahun
- Geometri komponen mencakup rongga internal sulit diproses dengan mesin
- Desain Anda telah final dan kemungkinan besar tidak akan berubah
- Waktu pengerjaan memungkinkan 8–16 minggu yang umum diperlukan untuk pembuatan cetakan
Perbandingan Metode Produksi
Perbandingan komprehensif ini membantu Anda mengevaluasi pendekatan mana yang paling sesuai dengan kebutuhan proyek Anda:
| Metode | Rentang Volume Ideal | Kemampuan Geometris | Opsi Bahan | Waktu tunggu | Tren biaya per bagian |
|---|---|---|---|---|---|
| Mesin CNC | 1-5.000 unit | Fitur eksternal kompleks, toleransi ketat | Semua logam dan plastik rekayasa | 1–15 hari (khas) | Stabil terlepas dari volume |
| pencetakan 3D (FDM/SLS) | 1–500 unit | Struktur kisi internal, bentuk organik | Termoplastik, beberapa logam melalui DMLS | 1–5 hari (khas) | Tetap konstan per komponen |
| Pencetakan Injeksi | 5.000+ unit | Bentuk kompleks, undercut dengan aksi samping | Termoplastik, termoset | 8–16 minggu (pembuatan cetakan) + beberapa hari (produksi) | Menurun signifikan seiring peningkatan volume |
| Pengecoran Die | 2.000 unit | Komponen logam kompleks, dinding tipis | Aloi aluminium, seng, magnesium | 10–20 minggu (pembuatan cetakan) + hari (produksi) | Menurun signifikan seiring peningkatan volume |
| Pengecoran pasir | 1–2.000 unit | Komponen besar, rongga internal | Logam ferrous dan non-ferrous | 2–6 minggu | Sedang, menurun seiring peningkatan volume |
Membuat Pilihan yang Tepat untuk Proyek Anda
Rangkaian pengambilan keputusan yang sering diabaikan kebanyakan pemasok adalah sebagai berikut:
Langkah 1: Tentukan kebutuhan volume Anda. Apakah Anda memproduksi 5 unit prototipe, 500 unit produksi, atau 50.000 unit? Faktor tunggal ini sering kali menentukan proses mana yang secara ekonomis masuk akal.
Langkah 2: Evaluasi kompleksitas geometris. Saluran internal dan struktur kisi lebih cocok untuk metode aditif. Fitur eksternal dengan toleransi ketat lebih cocok untuk pemesinan. Rongga internal kompleks pada volume tinggi lebih cocok untuk pengecoran.
Langkah 3: Evaluasi persyaratan material. Membutuhkan baja perkakas yang dikeraskan atau titanium kelas kedirgantaraan? Pemesinan CNC mampu menangani hampir semua bahan rekayasa. Pengecoran dan pencetakan membatasi pilihan Anda secara signifikan.
Langkah 4: Pertimbangkan jadwal Anda. Prototipe mendesak dibutuhkan minggu depan? CNC atau pencetakan 3D dapat memenuhi kebutuhan tersebut. Merencanakan peluncuran produk dalam waktu 6 bulan dengan produksi berkelanjutan setelahnya? Investasikanlah pada peralatan cetak atau pengecoran.
Langkah 5: Hitung total biaya proyek. Penawaran harga CNC sebesar $50 per komponen mungkin terkesan mahal dibandingkan komponen hasil cetak injeksi seharga $2—namun hal ini berubah ketika Anda memperhitungkan biaya cetakan sebesar $40.000 yang hanya masuk akal jika diproduksi dalam jumlah 10.000 unit atau lebih.
Pemesinan khusus menempati posisi ideal yang tidak dimiliki metode lain: waktu penyelesaian cepat, fleksibilitas bahan, presisi dimensi, serta kelayakan ekonomi—mulai dari satu unit prototipe hingga produksi dalam jumlah menengah.
Berbicara soal biaya, faktor-faktor apa saja yang benar-benar menentukan harga pemesinan khusus? Pertanyaan inilah justru yang kebanyakan bengkel berharap Anda tidak ajukan sejak awal.
Faktor Biaya dan Strategi Penetapan Harga untuk Proyek Khusus
Anda telah membandingkan metode manufaktur dan menentukan bahwa pemesinan khusus cocok untuk proyek Anda. Kini muncul pertanyaan yang ditakuti setiap manajer pengadaan: mengapa kutipan harga tersebut terkesan begitu tinggi? Inilah kenyataan yang jarang diungkapkan oleh kebanyakan bengkel—biaya logam untuk permesinan hanya merupakan sebagian kecil dari harga akhir Anda. Memahami struktur biaya secara menyeluruh memungkinkan Anda mengoptimalkan anggaran tanpa mengorbankan kualitas.
Apa yang Mendorong Biaya Pemesinan Khusus
Ketika Anda meminta kutipan harga CNC secara daring, beberapa faktor saling terkait yang menentukan harga Anda. Menurut analisis biaya industri, waktu pemesinan sering kali menjadi pendorong biaya utama—terutama dalam produksi volume tinggi, di mana ketidakefisienan desain kecil akan berlipat ganda pada ribuan komponen.
Berikut adalah faktor-faktor yang benar-benar memengaruhi kutipan harga Anda:
- Biaya bahan baku dan kemampuan dimesin – Bahan yang lebih keras seperti baja tahan karat dan titanium memerlukan kecepatan pemotongan yang lebih lambat serta peralatan khusus, sehingga meningkatkan waktu dan biaya. Bahan yang lebih lunak seperti aluminium dapat dikerjakan lebih cepat, tetapi harganya per kilogram bisa lebih tinggi tergantung pada jenis paduannya.
- Kompleksitas dan waktu persiapan – Komponen yang memerlukan beberapa kali pemasangan (setup), perlengkapan khusus (custom fixtures), atau pemesinan 5-sumbu secara signifikan meningkatkan biaya tenaga kerja. Menurut penelitian optimasi desain, biaya persiapan sangat signifikan pada volume produksi rendah, namun besaran biayanya tetap tetap (fixed) tanpa memandang jumlah produksi.
- Persyaratan Toleransi – Toleransi yang lebih ketat menuntut laju umpan (feed rate) yang lebih lambat, inspeksi yang lebih sering, dan kadang-kadang lingkungan terkendali secara suhu (climate-controlled environments). Setiap peningkatan tingkat ketelitian dari toleransi komersial standar hingga toleransi ultra-presisi menambah biaya dasar Anda sebesar 15–100%.
- Spesifikasi hasil permukaan – Melampaui hasil akhir 'sesuai hasil pemesinan' (as-machined) menuju permukaan yang dipoles, dianodisasi, atau dilapis logam memerlukan operasi sekunder yang menambah baik waktu maupun biaya.
- Jumlah pesanan – Di sinilah ekonomi menjadi menarik. Biaya Rekayasa Non-Berkala (NRE)—pemrograman, desain alat bantu (fixture), dan penyiapan awal—didistribusikan ke seluruh kuantitas pesanan Anda.
Menurut analisis ekonomi prototipe , kutipan harga $800 untuk satu komponen tersebut bukanlah praktik pembebanan berlebihan. Biaya NRE tersebut sepenuhnya dibebankan pada komponen pertama Anda. Tingkatkan pesanan menjadi lima unit, dan harga per komponen dapat turun sekitar separuhnya.
Strategi untuk Mengoptimalkan Anggaran Anda
Mencari "cnc di dekat saya" atau "tukang mesin di dekat saya" mungkin akan mengarahkan Anda ke bengkel lokal, tetapi kedekatan lokasi saja tidak menjamin nilai terbaik. Optimalisasi biaya yang cerdas dimulai sejak tahap desain—bukan saat proses penawaran harga.
Pertimbangkan strategi pengurangan biaya berikut yang telah terbukti efektif:
- Desain untuk Dapat Diproduksi (DFM) – Tentukan jari-jari sudut minimal sepertiga dari kedalaman rongga agar memungkinkan penggunaan alat potong yang lebih besar dan lebih cepat. Hindari fitur-fitur yang memerlukan peralatan khusus atau beberapa kali pemasangan (setup) bila memungkinkan.
- Substitusi Material – Paduan bebas pemesinan seperti baja tahan karat 303 memotong jauh lebih cepat dibandingkan 304, sehingga mengimbangi biaya material yang lebih tinggi pada volume produksi.
- Optimasi Toleransi – Terapkan toleransi ketat hanya di area di mana fungsi komponen mengharuskannya. Toleransi standar ±0,005" tidak menambah biaya; toleransi ±0,0005" dapat menggandakan waktu pemesinan Anda.
- Konsolidasikan persyaratan kehalusan permukaan – Menetapkan beberapa jenis kehalusan permukaan pada satu komponen yang sama memerlukan proses masking dan penanganan tambahan. Pilih satu jenis kehalusan permukaan bila memungkinkan.
- Pemesanan kuantitas secara strategis – Penawaran harga pemesinan daring sering kali mengungkapkan diskon harga yang signifikan. Minta harga bertingkat untuk jumlah 1, 10, 50, dan 100 unit guna memahami kurva biaya Anda.
Ekonomi Waktu Tunggu
Perlu komponen dalam waktu singkat? Layanan percepatan (expedited) umumnya dikenakan premi 25–100%, tergantung seberapa agresif Anda mempersingkat jadwal. Namun, kapan premi tersebut masuk akal?
Pertimbangkan layanan percepatan ketika:
- Biaya downtime jalur produksi melebihi biaya percepatan
- Kegagalan memenuhi tenggat peluncuran produk berdampak pada pendapatan
- Keterlambatan validasi desain menghambat berbagai aktivitas hilir
Sebaliknya, waktu pengerjaan standar—biasanya 10–15 hari kerja—sering memungkinkan bengkel mengelompokkan komponen Anda bersama pekerjaan serupa, sehingga meningkatkan efisiensi mereka dan harga yang Anda terima.
Ekonomi Prototipe versus Produksi
Transisi dari prototipe ke produksi merupakan titik pengambilan keputusan strategis. Menurut penelitian ekonomi manufaktur, suatu metode yang sangat cocok untuk 10 unit dapat menjadi sangat merugikan secara finansial pada volume 10.000 unit.
Untuk pembuatan prototipe, permesinan khusus sangat ideal karena investasi awal untuk peralatan minimal. Anda hanya membayar sekali untuk pemrograman dan persiapan, memvalidasi desain Anda, lalu memutuskan apakah akan melanjutkan produksi dengan pemotongan CNC atau beralih ke pengecoran atau pencetakan untuk volume yang lebih tinggi.
Sistem penawaran harga online modern telah mengubah transparansi penetapan harga. Unggah file CAD Anda, tentukan bahan dan toleransi yang dibutuhkan, lalu terima penawaran harga instan atau dalam satu hari kerja dari berbagai pemasok. Hal ini membuka akses yang setara terhadap harga kompetitif—namun perlu diingat bahwa penawaran harga terendah belum tentu merupakan nilai terbaik. Sistem kualitas, kecepatan respons komunikasi, serta rekam jejak pengiriman tepat waktu sama pentingnya dengan harga per komponen.
Memahami faktor-faktor penentu biaya memungkinkan Anda menjalani diskusi yang produktif dengan calon pemasok. Namun, berbagai industri memiliki persyaratan yang sangat berbeda—apa yang memenuhi standar aplikasi otomotif belum tentu memenuhi spesifikasi aerospace atau medis.
Aplikasi Industri dari Otomotif hingga Aerospace
Memahami faktor biaya membantu Anda menyusun anggaran secara efektif, namun berikut ini adalah hal yang sering kali tidak ditekankan oleh banyak pemasok: industri yang Anda layani secara mendasar membentuk setiap aspek proyek pemesinan khusus Anda. Kepatuhan terhadap regulasi, sertifikasi bahan, dan persyaratan dokumentasi berbeda secara signifikan antar-sektor—dan kesalahan dalam hal ini dapat berakibat pada penolakan komponen, pembuatan ulang yang mahal, atau bahkan lebih buruk lagi.
Mari kita telaah bagaimana aplikasi otomotif, dirgantara, dan medis masing-masing menuntut pendekatan berbeda terhadap manufaktur presisi.
Komponen Presisi Otomotif
Industri otomotif beroperasi dengan margin yang sangat tipis serta toleransi nol terhadap keterlambatan produksi. Ketika satu masalah dari pemasok saja dapat menghentikan seluruh lini perakitan senilai lebih dari $50.000 per menit, konsistensi kualitas menjadi syarat mutlak. Hal inilah yang menjelaskan mengapa sertifikasi IATF 16949 telah menjadi standar dasar yang diharapkan dari pemasok di sektor otomotif.
Menurut panduan sertifikasi American Micro Industries, IATF 16949 merupakan standar global untuk manajemen mutu otomotif, yang menggabungkan prinsip-prinsip ISO 9001 dengan persyaratan khusus sektor ini guna meningkatkan kinerja secara berkelanjutan, mencegah cacat produk, serta melakukan pengawasan ketat terhadap pemasok. Produsen wajib menunjukkan kemampuan pelacakan produk yang andal dan pengendalian proses guna memenuhi persyaratan kualifikasi.
Komponen otomotif khas yang memerlukan pemesinan khusus meliputi:
- Rangkaian sasis – Komponen struktural yang menuntut pengendalian dimensi presisi guna memastikan keselarasan kendaraan dan kinerja keselamatan yang optimal
- Komponen Transmisi – Roda gigi, poros, dan rumah komponen yang memerlukan toleransi ketat agar transfer daya berjalan lancar dan tahan lama
- Bushing khusus – Komponen perunggu tahan aus hasil pemesinan CNC untuk sistem suspensi dan rakitan kemudi
- Komponen sistem rem – Komponen kritis keselamatan di mana akurasi dimensi secara langsung memengaruhi kinerja pengereman
- Braket pemasangan mesin – Antarmuka presisi yang mengelola getaran dan memastikan keselarasan powertrain yang tepat
Apa yang membedakan manufaktur otomotif? Harapan volume yang tinggi dikombinasikan dengan tuntutan kualitas. Anda mungkin membutuhkan 50.000 buah bushing identik setiap tahunnya, masing-masing memenuhi spesifikasi yang sama persis. Operasi pons metal lembaran dan proses peninjuan logam sering kali melengkapi proses pemesinan untuk fabrikasi braket, sedangkan pembentukan aluminium (aluminium spinning) menghasilkan rumah (housing) ringan untuk sistem kelistrikan.
Persyaratan Kelas Dirgantara dan Medis
Ketika komponen terbang pada ketinggian 35.000 kaki atau ditanamkan di dalam tubuh manusia, risiko meningkat secara dramatis. Baik pemesinan CNC dirgantara maupun pemesinan medis memiliki satu karakteristik kritis yang sama: kegagalan bukanlah suatu pilihan.
Manufaktur Dirgantara
Sertifikasi AS9100D berfungsi sebagai standar kualitas industri dirgantara, yang dikembangkan berdasarkan ISO 9001 dengan persyaratan khusus penerbangan. Menurut analisis AS9100D Snowline Engineering, sertifikasi ini menekankan manajemen risiko, dokumentasi yang ketat, serta pengendalian integritas produk di seluruh rantai pasokan yang kompleks.
Kerangka kerja AS9100D mencakup sepuluh bagian berbeda, mulai dari persyaratan kepemimpinan hingga protokol peningkatan berkelanjutan. Memperoleh dan mempertahankan sertifikasi ini menunjukkan bahwa suatu fasilitas memiliki disiplin dan kemampuan untuk memenuhi harapan yang ketat—tidak hanya selama audit, tetapi juga di setiap proses produksi.
Komponen dirgantara tipikal meliputi:
- Komponen Struktur Rangka Pesawat – Komponen aluminium dan titanium yang memerlukan pelacakan bahan secara lengkap
- Assemblasi Landasan Pendaratan – Komponen baja berkekuatan tinggi dengan sertifikasi perlakuan panas yang terdokumentasi
- Komponen mesin turbin – Komponen paduan eksotis yang dikerjakan dengan toleransi sangat ketat
- Mekanisme kendali penerbangan – Sambungan presisi di mana akurasi dimensi memengaruhi pengendalian pesawat terbang
Akreditasi NADCAP menambahkan lapisan tambahan untuk proses khusus. Menurut para pakar sertifikasi, program ini berfokus pada akreditasi proses kritis, termasuk perlakuan panas, pemrosesan kimia, dan pengujian tak merusak—yang memvalidasi bahwa produsen mampu secara konsisten menjalankan operasi khusus dengan standar tertinggi.
Pembuatan Perangkat Medis
Pemesinan medis memperkenalkan persyaratan biokompatibilitas yang tidak ada di industri lain. Ketika suatu komponen akan bersentuhan dengan jaringan manusia—atau tetap terpasang secara permanen di dalam tubuh—pemilihan material dan kehalusan permukaan menjadi pertimbangan yang menentukan nyawa atau kematian.
ISO 13485 menetapkan kerangka kualitas untuk manufaktur perangkat medis. Menurut para spesialis sertifikasi industri, fasilitas yang mengajukan sertifikasi ini harus menerapkan praktik dokumentasi terperinci, pemeriksaan kualitas menyeluruh, serta penanganan keluhan dan penarikan produk yang efektif. Setiap komponen perangkat medis harus aman, andal, dan sepenuhnya dapat dilacak.
Peraturan Sistem Kualitas FDA 21 CFR Bagian 820 menambahkan persyaratan khusus Amerika Serikat. Menurut penelitian pengembangan perangkat medis , proses pengendalian desain mengharuskan identifikasi kekurangan desain potensial, pembuatan berbagai konsep desain, serta verifikasi dan validasi efikasi desain melalui tinjauan desain berulang.
Aplikasi umum pemesinan medis meliputi:
- Instrumen Bedah – Alat dari baja tahan karat dan titanium yang memerlukan hasil permukaan luar biasa dan ketahanan tepi
- Perangkat implan – Komponen yang dibuat dari bahan biokompatibel seperti titanium, PEEK, dan paduan kobalt-kromium
- Rangka peralatan diagnostik – Enclosure presisi untuk sistem elektronik sensitif
- Implan Ortopedi – Komponen khusus pasien yang memerlukan geometri khusus dan sertifikasi material yang terdokumentasi
Komponen perunggu mesin juga ditemukan dalam peralatan medis, di mana ketahanan aus dan sifat antimikroba memberikan keunggulan fungsional.
Mengapa Sertifikasi Penting Lebih dari Sekadar Dokumen
Bayangkan Anda menerima penawaran harga dari dua bengkel—satu bersertifikat dan satu tidak—dengan bengkel tanpa sertifikasi 20% lebih murah. Menggoda? Pertimbangkan apa sebenarnya yang diwakili oleh sertifikasi: pendekatan sistematis untuk mencegah cacat, bukan sekadar mendeteksinya setelah proses produksi.
Proses bersertifikat berarti prosedur yang terdokumentasi, peralatan yang dikalibrasi, personel yang terlatih, serta sistem tindakan korektif yang menangani akar permasalahan. Ketika komponen struktural aerospace Anda memerlukan pelacakan bahan penuh—mulai dari sertifikasi pabrik baja hingga inspeksi akhir—atau ketika perangkat medis Anda membutuhkan riwayat produksi lengkap untuk pengajuan ke FDA, maka penghematan 20% tersebut menguap akibat biaya komponen yang tidak sesuai standar.
Memahami persyaratan khusus industri ini membantu Anda mengevaluasi apakah pemasok potensial benar-benar mampu memenuhi kebutuhan Anda—bukan sekadar berjanji akan melakukannya. Namun, bagaimana alur proses produksi aktual berjalan, mulai dari desain awal Anda hingga komponen jadi?

Alur Proses Pemesinan Khusus Lengkap
Anda telah mempelajari bahan, toleransi, dan persyaratan industri. Namun, apa sebenarnya yang terjadi setelah Anda mengirimkan berkas desain Anda? Di sinilah banyak bengkel cenderung memberikan informasi yang tidak jelas—dan di sinilah pemahaman menyeluruh tentang perjalanan dari berkas CAD hingga komponen jadi membantu Anda menetapkan ekspektasi yang realistis serta menghindari kejutan mahal.
Proses produksi untuk komponen yang dibuat dengan mesin CNC mengikuti urutan terstruktur yang terdiri atas tahapan-tahapan saling terkait. Setiap langkah dibangun berdasarkan langkah sebelumnya, dan melewatkan atau mempercepat tahapan mana pun berisiko menimbulkan masalah kualitas di tahap selanjutnya. Mari kita bahas secara detail apa yang sebenarnya terjadi di balik layar.
Dari Berkas CAD ke Komponen Jadi
Menurut para ahli proses pemesinan , menciptakan komponen yang sempurna dengan pengukuran yang akurat memerlukan perencanaan matang, rekayasa yang kompeten, serta pengerjaan yang penuh dedikasi. Berikut adalah alur kerja lengkap yang diikuti oleh proyek Anda:
- Pengiriman Desain dan Tinjauan Awal – Perjalanan Anda dimulai ketika Anda mengunggah file CAD (biasanya dalam format STEP, IGES, atau format asli) bersama dengan gambar teknis yang mencantumkan dimensi kritis, toleransi, dan persyaratan kehalusan permukaan. Insinyur akan meninjau file Anda untuk memastikan kelengkapan, serta memeriksa apakah semua spesifikasi yang diperlukan telah didokumentasikan.
- Analisis Desain untuk Kemudahan Produksi (DFM) – Di sinilah bengkel-bengkel berpengalaman memberikan nilai tambah nyata. Insinyur mengevaluasi desain Anda berdasarkan kendala manufaktur, mengidentifikasi fitur-fitur yang mungkin tidak dapat dibuat dengan mesin, terlalu mahal secara tidak perlu, atau rentan terhadap masalah kualitas. Anda akan menerima masukan mengenai kemungkinan peningkatan—misalnya, menyarankan jari-jari sudut yang lebih besar guna mengurangi waktu pemesinan atau merekomendasikan penggantian material yang dapat diproses lebih cepat tanpa mengorbankan kinerja.
- Penawaran Harga dan Konfirmasi Pesanan – Berdasarkan tinjauan DFM, Anda akan menerima rincian harga yang mencakup biaya material, operasi pemesinan utama, proses sekunder, serta semua persyaratan khusus. Setelah disetujui, pesanan Anda akan masuk ke antrian produksi.
- Pengadaan dan Persiapan Material – Bahan baku diperoleh dengan sertifikasi yang sesuai untuk aplikasi Anda. Menurut para spesialis manufaktur, lembaran besar, batang, atau billet dikurangi menjadi dimensi yang dapat dikelola dan cocok untuk proses pemesinan. Tahap persiapan ini memastikan komponen Anda dimulai dari benda kerja berukuran tepat—hal ini sangat krusial karena bahan yang tidak dipersiapkan secara tepat akan menyebabkan kesalahan di seluruh proses produksi.
- Pemrograman CAM – Perangkat lunak CAM menerjemahkan model CAD Anda menjadi instruksi mesin yang presisi. Para pemrogram menentukan pergerakan tepat yang akan dilakukan alat potong, serta mengoptimalkan jalur alat (toolpath) guna mencapai efisiensi tanpa mengorbankan akurasi. Bayangkan hal ini seperti menyusun tarian kompleks di mana setiap gerakan harus direncanakan secara cermat.
- Operasi Pemesinan Utama – Di sinilah komponen Anda mulai berwujud fisik. Bergantung pada geometri bagian Anda, operasi yang dilakukan dapat mencakup frais CNC untuk fitur 3D yang kompleks, bubut untuk elemen silindris, atau pengeboran untuk lubang presisi. Mesin modern dengan banyak sumbu mampu menyelesaikan bagian-bagian kompleks dalam satu kali pemasangan (single setup), sehingga meminimalkan penanganan ulang dan mempertahankan toleransi yang lebih ketat.
- Operasi Sekunder dan Penyelesaian – Setelah proses permesinan utama, bagian-bagian tersebut sering kali memerlukan pemrosesan tambahan. Penghilangan burr (deburring) menghilangkan tepi tajam yang dihasilkan oleh alat potong. Perlakuan permukaan seperti anodisasi, pelapisan logam (plating), atau pengecatan memberikan ketahanan terhadap korosi serta peningkatan estetika. Perlakuan panas (heat treatment) dapat diterapkan untuk mencapai persyaratan kekerasan tertentu.
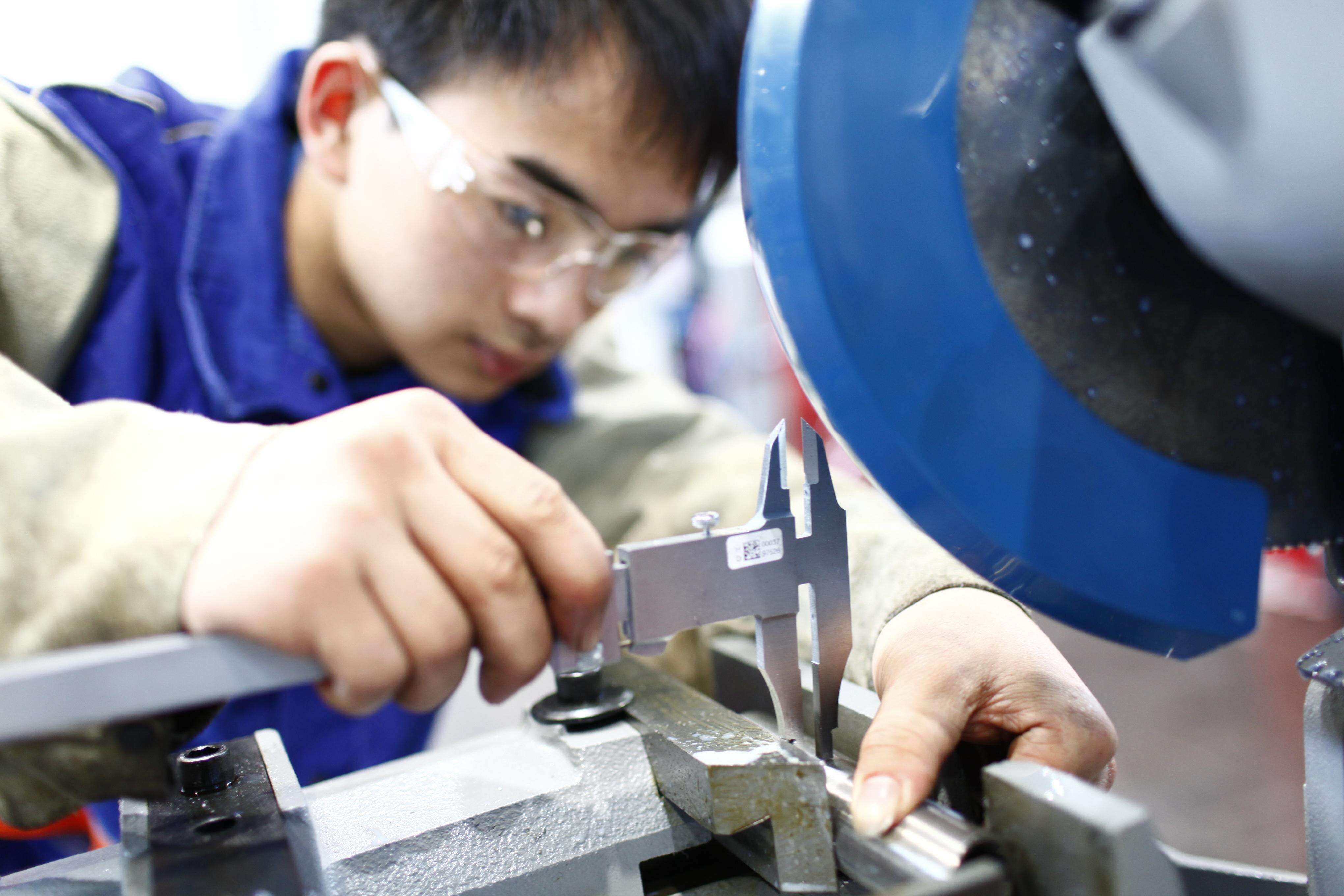
- Inspeksi Akhir dan Dokumentasi – Sebelum pengiriman, verifikasi dimensi memastikan semua spesifikasi telah terpenuhi. Jangka sorong, mikrometer, atau mesin pengukur koordinat (Coordinate Measuring Machines/CMMs) digunakan untuk memverifikasi bahwa bagian-bagian tersebut berada dalam batas toleransi yang ditentukan. Pengendalian kualitas menjamin setiap komponen memenuhi janji ketepatan.
- Packing dan pengiriman – Suku cadang yang disetujui dikemas secara cermat untuk mencegah kerusakan selama pengiriman dan dikirim sesuai dengan jadwal yang Anda tentukan.
Titik Pemeriksaan Kualitas Sepanjang Proses Produksi
Berikut ini yang membedakan operasi profesional dari bengkel-bengkel yang sekadar memproduksi suku cadang: kualitas bukan hanya diperiksa pada tahap akhir—melainkan telah terintegrasi di setiap tahapan proses. Pengendalian Proses Statistik (Statistical Process Control/SPC) memainkan peran sentral dalam memantau konsistensi produksi serta mendeteksi penyimpangan sebelum menghasilkan suku cadang cacat.
Selama proses pemesinan, operator terus-menerus memantau keausan alat potong, aliran pendingin, dan akurasi dimensi. Menurut penelitian proses manufaktur, otomatisasi memang penting, namun keahlian manusia tetap esensial untuk beradaptasi terhadap tantangan tak terduga. Seorang tukang mesin yang terampil mampu mengenali kapan alat potong mulai mendekati batas keausannya—sebelum hal tersebut memengaruhi kualitas suku cadang.
Grafik pengendali memantau dimensi kritis secara waktu nyata. Ketika hasil pengukuran cenderung mendekati batas pengendali—meskipun masih berada dalam spesifikasi—operator mengambil tindakan korektif. Pendekatan proaktif ini mencegah terjadinya cacat, bukan sekadar mendeteksinya setelah proses produksi selesai.
Untuk pemesinan CNC akrilik dan bahan khusus lainnya, pertimbangan tambahan berlaku. Termoplastik memerlukan perhatian khusus terhadap kecepatan pemotongan dan penerapan pendingin guna mencegah pelelehan atau kerusakan permukaan. Layanan CNC akrilik yang andal menerapkan protokol khusus untuk bahan-bahan sensitif terhadap suhu ini.
Keterlacakan material berlaku di seluruh proses. Mulai dari sertifikasi pabrik baja hingga laporan inspeksi akhir, dokumentasi membentuk rantai tak terputus yang menghubungkan komponen jadi Anda dengan asal-usul bahan baku—hal ini sangat penting dalam aplikasi dirgantara, medis, dan otomotif, di mana keterlacakan penuh bersifat wajib.
Prototipe Cepat dan Penskalaan Produksi
Bagaimana fasilitas modern menghasilkan prototipe dengan waktu tunggu secepat satu hari kerja tanpa mengorbankan standar kualitas? Jawabannya terletak pada alur kerja yang disederhanakan dan kemampuan respons cepat yang dikhususkan.
Menurut para spesialis prototipe cepat, metode prototipe konvensional sering kali memerlukan waktu tunggu berminggu-minggu atau bahkan berbulan-bulan. Dengan teknik prototipe cepat, komponen dapat diproduksi dalam hitungan jam atau hari—peningkatan signifikan yang mempercepat siklus pengembangan produk.
Untuk pemesinan nilon, delrin, dan plastik teknik lainnya, waktu penyelesaian cepat sangat mudah dicapai karena material-material ini dapat dikerjakan dengan cepat menggunakan peralatan standar. Prototipe logam mungkin memerlukan waktu yang sedikit lebih lama tergantung pada tingkat kerumitannya, namun fasilitas berpengalaman tetap mampu memberikan hasil yang luar biasa cepat ketika jadwal Anda menuntut demikian.
Keajaiban sesungguhnya terjadi saat skala produksi ditingkatkan dari prototipe ke produksi massal. Fasilitas seperti Shaoyi Metal Technology menunjukkan bagaimana transisi ini berjalan secara mulus. Dengan sertifikasi IATF 16949 dan protokol Pengendalian Proses Statistik yang ketat, mereka menjaga konsistensi kualitas—baik saat memproduksi lima unit prototipe maupun lima ribu komponen produksi. Kemampuan mereka dalam mempersingkat waktu pengerjaan—hingga hanya satu hari kerja untuk prototipe mendesak—tidak mengorbankan presisi yang diperlukan untuk perakitan rangka kendaraan yang kompleks maupun busing logam khusus.
Apa yang memungkinkan skalabilitas ini? Beberapa faktor yang saling bersinergi:
- Proses Standar yang berfungsi identik pada volume berapa pun
- Kapasitas peralatan yang fleksibel memungkinkan respons cepat terhadap perubahan permintaan
- Prosedur yang Didokumentasikan menjamin konsistensi, terlepas dari operator atau mesin mana yang memproduksi komponen Anda
- Sistem Mutu yang meningkat secara proporsional seiring dengan volume produksi
Memahami alur proses lengkap ini—mulai dari pengiriman file awal Anda hingga pengiriman dalam kemasan—membantu Anda mengajukan pertanyaan yang tepat saat mengevaluasi calon mitra manufaktur. Hal ini membawa kita pada keputusan krusial: bagaimana memilih bengkel yang tepat untuk kebutuhan spesifik Anda?
Cara Memilih Mitra Permesinan Khusus yang Tepat
Anda telah menjalani seluruh perjalanan—mulai dari memahami proses dan bahan CNC, hingga menguasai persyaratan toleransi dan standar khusus industri. Kini tiba saatnya mengambil keputusan yang menentukan apakah proyek Anda akan sukses atau justru berubah menjadi pelajaran mahal: memilih mitra manufaktur yang tepat. Pencarian istilah seperti "permesinan CNC di dekat saya" atau "bengkel CNC di dekat saya" memang menghasilkan puluhan pilihan, tetapi bagaimana cara membedakan fasilitas yang benar-benar kompeten dari yang hanya menjanjikan hal-hal yang ingin Anda dengar?
Menurut panduan pemilihan pemasok 3ERP, memilih layanan permesinan CNC melibatkan lebih dari sekadar membandingkan harga. Hal ini memerlukan penilaian menyeluruh terhadap pengalaman, peralatan, ketersediaan bahan, sertifikasi, waktu pengerjaan (lead time), serta efektivitas komunikasi. Mari kita bahas secara spesifik apa saja yang perlu Anda cari—dan apa saja yang seharusnya membuat Anda segera menghindar.
Kemampuan Esensial yang Perlu Dinilai
Saat menyeleksi calon mitra—baik Anda sedang mencari "layanan CNC di dekat saya" maupun mengevaluasi pemasok di luar negeri—gunakan daftar periksa komprehensif ini untuk menilai kemampuan nyata mereka:
- Sertifikasi industri yang relevan – ISO 9001 berfungsi sebagai dasar bagi sistem manajemen mutu. Untuk aplikasi otomotif, sertifikasi IATF 16949 bersifat wajib—sertifikasi ini menunjukkan pendekatan sistematis dalam pencegahan cacat dan peningkatan berkelanjutan. Proyek dirgantara memerlukan sertifikasi AS9100D. Menurut para spesialis sertifikasi, sertifikasi-sertifikasi ini bukan sekadar lencana bergengsi—melainkan jaminan bahwa perusahaan telah menjalani audit ketat guna membuktikan kompetensinya.
- Kemampuan dan Jenis Peralatan – Layanan yang dilengkapi beragam mesin berteknologi tinggi mampu menangani berbagai proyek. Tanyakan secara khusus mengenai pusat permesinan CNC 3-sumbu, 4-sumbu, dan 5-sumbu. Apakah mereka mampu melakukan operasi frais maupun bubut? Apakah mereka memiliki kemampuan EDM untuk bahan-bahan yang telah dikeraskan? Variasi dan kualitas permesinan dapat menentukan keberhasilan atau kegagalan proyek Anda.
- Sistem Pengendalian Kualitas – Jangan hanya mengandalkan sertifikasi, tetapi pahami juga proses inspeksi aktual mereka. Apakah mereka menerapkan Statistical Process Control (SPC) untuk memantau konsistensi produksi? Peralatan pengukuran apa yang mereka gunakan—jangka sorong, mesin koordinat pengukur (CMM), atau pembanding optik? Pengendalian kualitas yang andal berarti pemeriksaan rutin selama proses produksi, bukan hanya inspeksi akhir sebelum pengiriman.
- Sumber Bahan Baku dan Keahlian – Tidak semua bengkel permesinan di sekitar saya memiliki tepat bahan yang Anda butuhkan. Tanyakan apakah mereka mampu menyediakan paduan atau plastik teknik yang Anda tentukan secara cepat. Keterlambatan dalam pengadaan bahan baku dapat memperpanjang waktu tunggu dan meningkatkan biaya secara signifikan.
- Keandalan Waktu Tunggu Pengiriman – Memahami waktu penyelesaian rata-rata sangat penting. Menurut riset industri, waktu tunggu yang diperpanjang dapat menghambat proyek dan menimbulkan kerugian finansial. Tanyakan opsi percepatan untuk kebutuhan mendesak—dan mintalah referensi untuk memverifikasi rekam jejak pengiriman tepat waktu mereka.
- Ketanggapan komunikasi – Proses komunikasi yang efektif berarti penyedia dapat segera menanggapi pertanyaan Anda, memberi tahu Anda tentang perkembangan pekerjaan, serta memperbaiki masalah apa pun secara cepat. Cari layanan yang menawarkan saluran komunikasi transparan dan pembaruan progres secara berkala.
- Skalabilitas – Apakah mereka mampu memenuhi kebutuhan prototipe Anda saat ini dan kemudian meningkat kapasitasnya hingga volume produksi massal di masa depan? Mitra yang mampu beradaptasi terhadap peningkatan permintaan akan memastikan pertumbuhan bisnis Anda di masa depan tidak terhambat oleh keterbatasan kapasitas.
- Keahlian Teknis – Menurut spesialis verifikasi pemasok , kemampuan teknis melampaui sekadar mengoperasikan mesin. Evaluasi kemampuan mereka dalam memahami desain kompleks, menggunakan perangkat lunak CAD/CAM, serta memberikan masukan DFM (Design for Manufacturability) yang bermakna.
Misalnya, fasilitas seperti Shaoyi Metal Technology menunjukkan seperti apa kemampuan komprehensif dalam praktiknya. Sertifikasi IATF 16949 mereka, pengendalian kualitas SPC yang ketat, serta kemampuan menyampaikan waktu pengerjaan secepat satu hari kerja menjadikan mereka kandidat kuat untuk proyek permesinan otomotif—mulai dari perakitan sasis kompleks hingga busing logam presisi. Kombinasi sertifikasi, sistem kualitas, dan ketepatan waktu pengiriman ini mewakili standar yang seharusnya Anda harapkan dari mitra manufaktur yang serius.
Tanda Bahaya Saat Menilai Pemasok
Mengetahui apa yang harus dicari hanyalah separuh dari pertarungan. Mengenali tanda peringatan selama proses evaluasi dapat menyelamatkan Anda dari kesalahan mahal di masa depan. Perhatikan tanda bahaya berikut saat mencari bengkel permesinan lokal atau bengkel tukang bubut terdekat:
- Sertifikasi yang Samar atau Tidak Ada – Jika sebuah bengkel mengklaim "berfokus pada kualitas" tetapi tidak mampu menyediakan dokumen sertifikasi terkini, lakukan tindakan dengan sangat hati-hati. Sertifikasi yang sah memerlukan audit tahunan dan kepatuhan berkelanjutan—meminta untuk melihat sertifikat tersebut merupakan hal yang sepenuhnya wajar.
- Kesulitan Memberikan Referensi – Bengkel mesin CNC yang sudah mapan di dekat saya seharusnya dengan mudah dapat memberikan referensi pelanggan atau studi kasus. Keraguan dalam memberikannya menunjukkan pengalaman yang terbatas atau adanya klien masa lalu yang tidak puas.
- Kutipan harga yang sangat rendah – Menurut para pakar industri, pilihan termurah tidak selalu merupakan pilihan terbaik—kualitas tidak boleh dikorbankan demi penghematan biaya. Penawaran harga yang jauh di bawah pesaing sering kali menandakan adanya pengurangan kualitas bahan, proses inspeksi, atau dokumentasi.
- Komunikasi buruk selama proses penawaran – Jika pemasok kesulitan merespons secara cepat selama proses penjualan—saat mereka sedang termotivasi untuk memberi kesan terbaik kepada Anda—bayangkan bagaimana komunikasi akan memburuk setelah pesanan Anda diterima.
- Tidak Ada Umpan Balik DFM – Sebuah bengkel yang hanya memberikan kutipan harga untuk desain Anda tanpa menawarkan saran apa pun mengenai kelayakan manufaktur, baik karena kurangnya kedalaman teknis maupun karena tidak peduli terhadap keberhasilan proyek Anda.
- Ketidakmauan untuk Membahas Prosedur Jaminan Kualitas – Fasilitas profesional bangga terhadap sistem jaminan kualitas mereka. Jawaban yang menghindar mengenai metode inspeksi, jadwal kalibrasi, atau prosedur tindakan perbaikan menunjukkan adanya pengendalian yang tidak memadai.
- Struktur Harga yang Tidak Jelas – Biaya tersembunyi untuk persiapan awal (setup), pemrograman, atau percepatan proses (expediting) harus diungkapkan secara transparan sejak awal. Pemasok yang menyelipkan biaya-biaya tersebut dalam cetak kecil akan menimbulkan kejutan anggaran yang merusak hubungan jangka panjang.
- Tidak Adanya Bukti Peningkatan Berkelanjutan – Menurut para pakar manufaktur, layanan yang menerapkan praktik peningkatan berkelanjutan secara rutin menganalisis dan mengoptimalkan proses-prosesnya. Tanyakan peningkatan apa saja yang baru-baru ini mereka terapkan—investasi berkelanjutan merupakan indikator mitra yang benar-benar berkomitmen.
Membuat Keputusan Akhir
Setelah mengevaluasi berbagai pilihan—baik layanan permesinan khusus inc maupun bengkel khusus berukuran lebih kecil—sintesis temuan Anda dengan pendekatan terstruktur:
| Kriteria evaluasi | Berat | Apa yang Harus Diperiksa |
|---|---|---|
| Sertifikasi yang relevan | Tinggi | Minta salinan sertifikat terkini; verifikasi tanggal audit |
| Kemampuan Peralatan | Tinggi | Sesuaikan peralatan mereka dengan kebutuhan komponen Anda |
| Sistem Pengendalian Kualitas | Tinggi | Minta data kemampuan proses untuk komponen serupa |
| Rekam Jejak Waktu Penyelesaian | Sedang-Tinggi | Minta statistik ketepatan waktu pengiriman; periksa referensi |
| Ketanggapan komunikasi | Sedang | Evaluasi waktu respons selama proses penawaran harga |
| Keterbukaan harga | Sedang | Bandingkan penawaran harga terperinci; tanyakan mengenai kemungkinan biaya tambahan |
| Potensi Skalabilitas | Sedang | Diskusikan skenario volume masa depan; evaluasi fleksibilitas kapasitas |
Ingatlah bahwa kemitraan yang baik tidak hanya terbatas pada pemenuhan kebutuhan saat ini. Menurut para pakar dalam pemilihan pemasok, mitra yang Anda pilih juga harus mampu menunjukkan kemampuan memenuhi tuntutan masa depan perusahaan Anda, berkembang seiring pertumbuhan bisnis Anda, serta terus meningkatkan kualitas layanannya. Mitra pemesinan khusus yang tepat akan menjadi aset strategis—bukan sekadar vendor yang memenuhi pesanan pembelian.
Mulailah dengan pesanan uji coba dalam jumlah kecil, jika memungkinkan. Hal ini memvalidasi kemampuan, komunikasi, dan kinerja pengiriman mereka sebelum Anda berkomitmen membeli dalam volume lebih besar. Bahkan tur fasilitas atau presentasi kapabilitas yang paling mengesankan pun tidak dapat menggantikan pengalaman produksi nyata dengan persyaratan spesifik Anda.
Investasi Anda dalam pemeriksaan pemasok secara menyeluruh memberikan keuntungan sepanjang siklus hidup produk Anda. Mitra yang tepat menyediakan kualitas yang konsisten, memenuhi tenggat waktu secara andal, serta berkomunikasi secara proaktif ketika muncul tantangan. Itulah perbedaan antara pemasok transaksional dan mitra manufaktur yang benar-benar berkontribusi terhadap kesuksesan Anda.
Pertanyaan yang Sering Diajukan Mengenai Pemesinan Khusus
1. Berapa tarif per jam untuk mesin CNC?
Tarif per jam pemesinan CNC umumnya berkisar antara $25 hingga $120, tergantung pada jenis mesin dan tingkat kerumitannya. Mesin 3-sumbu biasanya berharga $25–$50 per jam, sedangkan mesin 5-sumbu dan peralatan khusus seperti EDM dikenakan tarif premium sebesar $75–$120 per jam. Faktor-faktor yang memengaruhi tarif meliputi kekerasan bahan, persyaratan toleransi, serta lokasi geografis. Untuk fasilitas bersertifikat yang memenuhi standar IATF 16949 atau AS9100D, tarifnya mungkin lebih tinggi, namun mencakup pengendalian kualitas dan dokumentasi yang andal.
2. Apa perbedaan antara pemesinan CNC dan pemesinan konvensional?
Pemesinan konvensional memerlukan pengendalian manual oleh teknisi terhadap alat potong, sedangkan pemesinan CNC mengandalkan otomatisasi komputer untuk menggerakkan proses tersebut. CNC menawarkan ketepatan pengulangan yang unggul dengan toleransi serapat ±0,0001 inci, kecepatan produksi yang lebih cepat, serta kemampuan memproduksi geometri 3D kompleks yang tidak mungkin diwujudkan dengan metode manual. CNC juga memungkinkan operasi tanpa pengawasan dan pemantauan Statistical Process Control (SPC), sehingga sangat ideal untuk komponen presisi dalam aplikasi otomotif, dirgantara, dan medis.
3. Kapan saya harus memilih pemesinan khusus dibandingkan pencetakan 3D atau cetak injeksi?
Pilih pemesinan khusus ketika Anda membutuhkan kekuatan penuh bahan tanpa kelemahan sambungan lapisan, toleransi ketat yang melampaui kemampuan printer 3D, atau pilihan bahan seperti baja keras dan paduan eksotis. CNC sangat unggul untuk pembuatan prototipe hingga produksi volume menengah (1–5.000 unit), di mana biaya cetakan cetak injeksi tidak dapat dibenarkan. Untuk volume lebih dari 5.000 unit dengan desain yang telah final, cetak injeksi atau pengecoran cetak biasanya menawarkan biaya per komponen yang lebih rendah, meskipun investasi awal untuk cetakan lebih tinggi.
4. Sertifikasi apa saja yang harus dimiliki pemasok pemesinan khusus?
Sertifikasi penting bergantung pada industri Anda. ISO 9001 berfungsi sebagai standar manajemen mutu dasar. Aplikasi otomotif memerlukan sertifikasi IATF 16949, yang mewajibkan pencegahan cacat dan pengawasan terhadap pemasok. Proyek dirgantara membutuhkan sertifikasi AS9100D dengan protokol manajemen risiko. Manufaktur perangkat medis mensyaratkan kepatuhan terhadap ISO 13485 dan FDA 21 CFR Bagian 820. Fasilitas seperti Shaoyi Metal Technology yang memiliki sertifikasi IATF 16949 serta pengendalian kualitas SPC menunjukkan pendekatan sistematis yang diperlukan untuk aplikasi yang menuntut.
5. Bagaimana cara mengurangi biaya pemesinan khusus tanpa mengorbankan kualitas?
Optimalkan biaya melalui Desain untuk Kemudahan Manufaktur dengan menentukan jari-jari sudut minimal sepertiga dari kedalaman rongga guna mempercepat proses pemotongan. Terapkan toleransi ketat hanya di area di mana fungsi mengharuskannya—toleransi standar ±0,005 inci tidak menambah biaya tambahan, sedangkan toleransi ±0,0005 inci menambah premi sebesar 40–75%. Pertimbangkan penggunaan paduan yang mudah dimesin, seperti baja tahan karat 303 atau aluminium 6061. Gabungkan persyaratan permukaan akhir guna meminimalkan kebutuhan masking. Minta penawaran harga bertingkat untuk berbagai jumlah pesanan agar memahami kurva biaya dan mengidentifikasi ukuran pesanan yang paling optimal.