 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Biaya Cetakan Stamping Otomotif: Anggaran untuk Peralatan Progresif
TL;DR
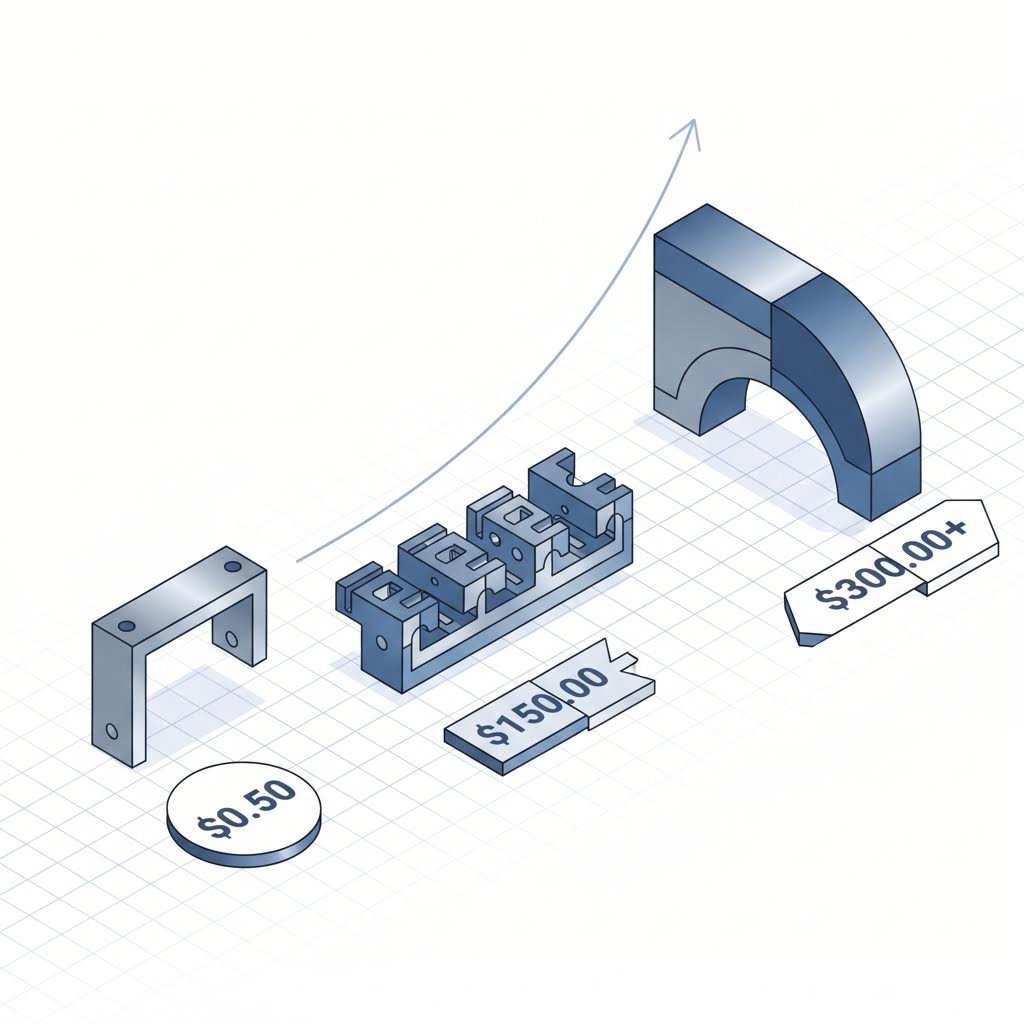
Biaya cetakan stamping otomotif bervariasi sangat besar tergantung ukuran dan kompleksitasnya, mulai dari sekitar $3.000 untuk peralatan lunak sederhana (braket, klip) hingga lebih dari $1.000.000 untuk lini panel bodi Class-A penuh (fender, kap mesin). Untuk komponen presisi berukuran sedang, cetakan progresif biasanya berkisar sekitar $15.000 hingga $30.000 . Keputusan ini sangat bergantung pada volume produksi: meskipun peralatan stamping memerlukan investasi awal yang tinggi, namun menawarkan harga per unit terendah untuk kuantitas melebihi 10.000–20.000 suku cadang per tahun.
Rincian Berdasarkan Jenis Cetakan: Progresif vs. Line vs. Peralatan Lunak
Faktor terbesar tunggal yang memengaruhi biaya cetakan stamping otomotif adalah teknologi yang dipilih untuk memproduksi komponen tersebut. Insinyur harus menyeimbangkan anggaran peralatan awal dengan kecepatan produksi yang diharapkan dan volume komponen.
Cetakan Progresif ($15.000 – $60.000+)
Cetakan progresif merupakan tulang punggung industri otomotif untuk komponen struktural kecil hingga sedang seperti braket, klip, dan konektor. Dalam sistem ini, selembar logam digulung melalui satu cetakan dengan beberapa stasiun—memotong, membengkokkan, dan membentuk komponen secara bertahap pada setiap langkah press.
Menurut data industri dari produsen seperti Bazz Houston, rata-rata biaya cetakan progresif sekitar $30,000. Biaya ini dapat turun hingga $15.000 untuk geometri sederhana atau melebihi $60.000 untuk komponen kompleks yang membutuhkan toleransi ketat. Meskipun harga awalnya cukup besar, cetakan progresif sangat efisien, sering kali beroperasi pada 60–100+ langkah per menit, sehingga menekan biaya per unit menjadi hanya beberapa sen.
Cetakan Transfer dan Cetakan Lini ($100,000 – $1,000,000+)
Untuk panel bodi otomotif besar (permukaan kelas A) seperti pintu, kap mesin, dan fender, cetakan progresif biasanya tidak cocok karena ukuran komponen dan kompleksitas pembentukan yang diperlukan. Sebagai gantinya, produsen menggunakan Cetakan Lini atau Cetakan Transfer.
Data pengadaan dari dunia nyata menunjukkan bahwa satu cetakan drawing (langkah pertama dalam pembentukan fender) sering kali berada di kisaran $250,000 hingga $500,000 . Namun, panel jadi memerlukan satu lini lengkap cetakan—Drawing, Trimming, Flange, dan Pierce—yang mendorong total biaya paket menjadi antara $500,000 hingga $1,000,000 . Cetakan-cetakan ini membutuhkan tempat cor yang sangat besar, permesinan CNC yang ekstensif, serta penyelesaian manual (spotting) untuk memastikan kualitas permukaan yang sempurna.
Peralatan Lunak dan Prototipe ($3,000 – $15,000)
Untuk produksi volume rendah (di bawah 5.000 komponen) atau prototipe, "soft tooling" menyediakan alternatif yang hemat anggaran. Cetakan ini sering menggunakan peralatan single-hit atau baja pra-keras yang lebih murah daripada karbida tahan lama. Biayanya bisa serendah $3,000untuk alat blanking sederhana. Meskipun soft tooling lebih cepat aus dan membutuhkan tenaga kerja manual lebih banyak per komponen, hal ini memungkinkan produsen untuk memvalidasi desain tanpa harus berkomitmen pada aset bernilai enam digit.
Pendorong Biaya Utama: Material, Kompleksitas, dan Volume
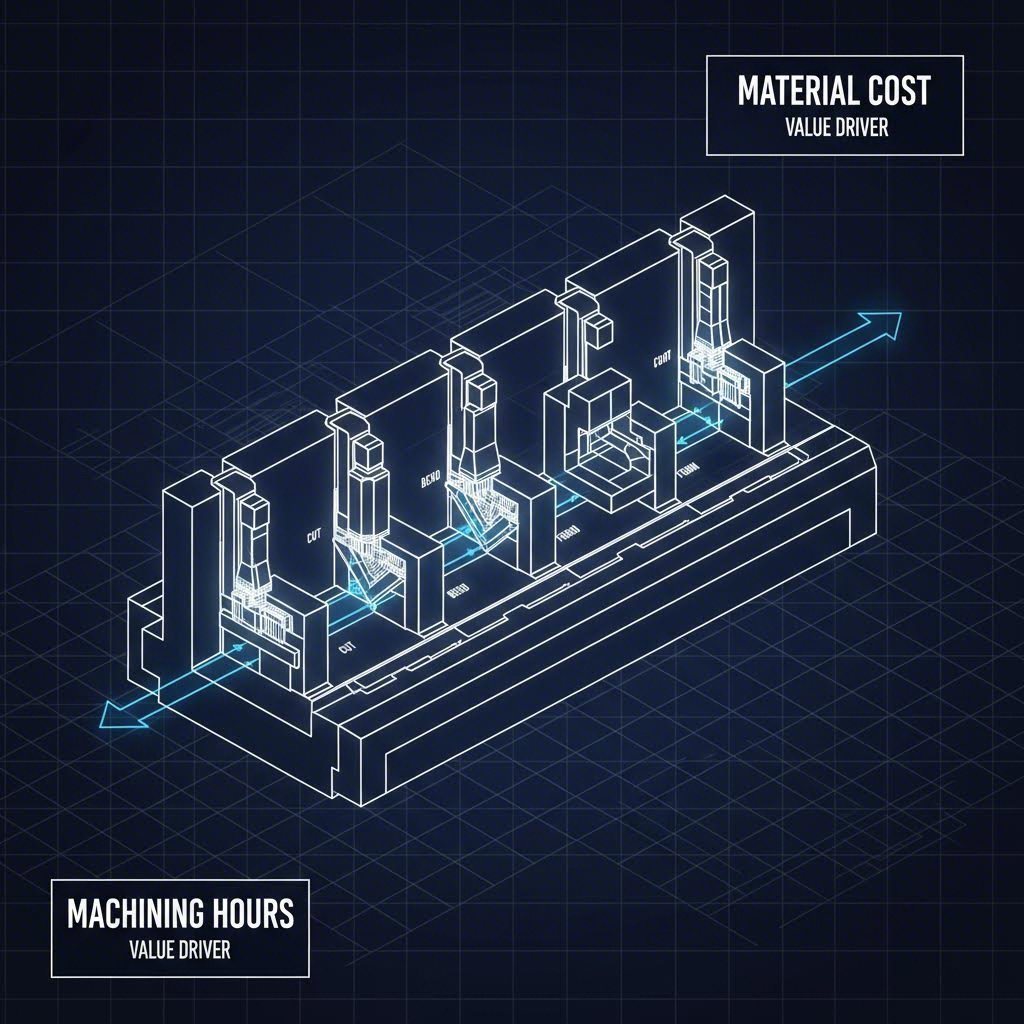
Memahami faktor-faktor yang menentukan harga penawaran memungkinkan manajer pengadaan untuk merekayasa nilai permintaan mereka. Total biaya cetakan stamping otomotif umumnya terdiri dari tiga komponen utama: material, pemesinan, dan validasi.
- Material Cetakan (20–40% dari Total Biaya): Baja yang digunakan untuk membuat cetakan itu sendiri merupakan pengeluaran besar. Untuk produksi otomotif volume tinggi (500.000+ kali pemakaian), pembuat perkakas menggunakan kualitas unggulan seperti SKD11 atau karbida padat, yang mahal tetapi tahan aus. Untuk produksi dalam jumlah lebih kecil, paduan yang lebih murah seperti Cr12MoV dapat digunakan untuk mengurangi biaya, meskipun memerlukan pengasahan lebih sering.
- Pemesinan dan Kompleksitas (30–50% dari Total Biaya): Setiap fitur pada suatu komponen—setiap lubang, kait, dan jari-jari—memerlukan stasiun yang sesuai pada cetakan. Menambahkan kompleksitas meningkatkan jam kerja yang dibutuhkan untuk pemesinan CNC dan Wire EDM (Electrical Discharge Machining). Sebuah cetakan dengan 15 stasiun akan jauh lebih mahal dibandingkan yang hanya memiliki 5 stasiun, semata-mata karena jam pemesinan yang terlibat.
- Uji Coba dan Validasi (10–15% dari Total Biaya): Fase "Tryout" adalah saat cetakan diuji dalam mesin press untuk memastikan bahwa cetakan tersebut menghasilkan komponen sesuai spesifikasi. Ini sangat penting untuk komponen otomotif yang membutuhkan ketelitian tinggi. Jika cetakan gagal mempertahankan toleransi selama tryout, diperlukan perbaikan manual yang mahal.
Sourcing Strategis dan Volume Produksi
Ekonomi stamping logam ditentukan oleh titik "break-even". Stamping jarang hemat biaya untuk jumlah di bawah 2.000 unit karena amortisasi peralatan menambah terlalu besar pada biaya per unit. Untuk volume yang lebih rendah ini, proses seperti pemotongan laser atau pembentukan press brake sering kali lebih unggul.
Namun, begitu volume melebihi 10.000 hingga 20.000 unit per tahun, investasi pada die keras akan cepat terbayar. Sebagai contoh, die progresif seharga $30.000 dapat mengurangi biaya komponen dari $5,00 (dipotong dengan laser) menjadi $0,50 (stamped). Dari 20.000 komponen, penghematan ($90.000) dengan mudah menutupi biaya peralatan awal.
Bagi produsen yang mencari mitra yang mampu mengelola transisi ini, Shaoyi Metal Technology menawarkan keunggulan strategis. Dengan sertifikasi IATF 16949 dan kemampuan press hingga 600 ton, mereka menjembatani kesenjangan antara prototipe cepat dan produksi massal skala besar. Kemampuan mereka dalam merancang solusi peralatan yang hemat biaya membantu para OEM otomotif beralih dari validasi desain ke manufaktur penuh, sambil tetap mematuhi standar global secara ketat.
Biaya Tersembunyi: Pemeliharaan dan Logistik
Harga pembelian die bukanlah biaya akhir. Die stamping otomotif memerlukan pemeliharaan berkelanjutan untuk menjaga kualitas komponen. Pengasahan dan penyetelan adalah pengeluaran rutin, biasanya diperkirakan sekitar 5–10% dari nilai die setiap tahunnya tergantung pada intensitas penggunaan. Mengabaikan pemeliharaan ini dapat menyebabkan terbentuknya duri (burrs) pada komponen dan potensi kegagalan die yang parah.
Logistik juga memainkan peran penting, terutama untuk peralatan lepas pantai. Meskipun pasar Asia sering menyediakan perkakas cetakan dengan biaya 30% lebih rendah dibandingkan rekan Barat, pengiriman baja perkakas yang berat (yang sering kali memiliki berat beberapa ton) menambah biaya dan waktu tunggu yang signifikan. Selain itu, jika sebuah cetakan memerlukan modifikasi setelah dikirim, kurangnya dukungan lokal dapat menyebabkan waktu henti yang mahal.

Kesimpulan: Menyeimbangkan Anggaran dan Kinerja
Menganggarkan biaya untuk cetakan stamping otomotif memerlukan pemahaman yang jelas mengenai pertukaran antara pengeluaran modal awal (CapEx) dan pengeluaran operasional jangka panjang (OpEx). Meskipun sebuah cetakan progresif seharga $30.000 atau lini spatbor seharga $500.000 terlihat mahal pada awalnya, perkakas ini merupakan satu-satunya jalur yang layak untuk mencapai biaya per unit yang rendah yang diperlukan dalam produksi massal otomotif.
Keberhasilan terletak pada perkiraan volume tahunan yang akurat dan pemilihan kelas peralatan yang tepat—Soft, Progressive, atau Transfer—sesuai dengan siklus hidup produk. Dengan mempertimbangkan kelas material, kompleksitas, dan perawatan sejak awal fase desain, insinyur dan pembeli dapat mencegah pembengkakan anggaran dan memastikan peluncuran yang lancar.
Pertanyaan yang Sering Diajukan
1. Berapa biaya rata-rata cetakan stamping logam?
Cetakan progresif tipikal untuk komponen otomotif ukuran sedang berkisar antara $15.000 hingga $30.000 . Namun, biaya tersebut sangat bervariasi: peralatan prototipe sederhana bisa serendah $3.000, sementara cetakan panel bodi kelas-A yang kompleks sering melebihi $500.000.
2. Apa perbedaan antara die cutting dan stamping logam?
Die cutting biasanya merujuk pada proses pemotongan material lunak (seperti gasket, kain, atau foil tipis) menggunakan die berbentuk pisau baja, mirip dengan alat pemotong kue. Stamping logam adalah proses industri bertekanan tinggi yang menggunakan cetakan baja keras untuk tidak hanya memotong, tetapi juga membentuk, menarik, dan membengkokkan lembaran logam menjadi bentuk 3D yang kompleks.
3. Mengapa perkakas otomotif begitu mahal?
Biaya tersebut mencerminkan rekayasa presisi, baja perkakas berkualitas tinggi, dan jam mesin yang ekstensif yang diperlukan untuk membangun cetakan. Cetakan otomotif harus tahan terhadap jutaan siklus berdampak tinggi sambil mempertahankan toleransi tingkat mikron, sehingga memerlukan konstruksi yang kuat serta material mahal seperti karbida atau baja SKD11.