 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Pemilihan Produsen Suku Cadang CNC: 9 Faktor Kritis yang Sering Diabaikan oleh Sebagian Besar Pembeli

Memahami Manufaktur Komponen CNC dan Dampaknya terhadap Industri
Pernah bertanya-tanya apa yang membuat komponen presisi modern begitu akurat secara luar biasa? Jawabannya terletak pada sebuah teknologi yang telah mengubah dunia manufaktur selamanya. Ketika Anda mencari komponen untuk proyek Anda, memahami dasar-dasar cara kerja produsen komponen CNC memberi Anda keunggulan signifikan dalam mengambil keputusan yang tepat.
Pemesinan CNC adalah proses manufaktur subtraktif di mana perangkat lunak komputer yang telah diprogram sebelumnya mengendalikan pergerakan alat pabrik dan mesin untuk menghasilkan komponen presisi dari bahan baku dengan akurasi yang dapat diulang.
Dari Gambar Teknis hingga Komponen Presisi
Jadi, sebenarnya apa itu CNC? Pada intinya, makna CNC mengacu pada Computer Numerical Control (Kontrol Numerik Komputer)—suatu metode di mana instruksi digital mengarahkan alat pemotong dengan presisi luar biasa. Bayangkan sebuah desain 3D kompleks dari layar komputer Anda berubah menjadi komponen fisik yang akurat hingga seperseribu inci. Itulah yang terjadi setiap hari di fasilitas permesinan modern.
Proses ini dimulai dengan berkas CAD (Computer-Aided Design/Rancang Bantu Komputer) yang memuat seluruh dimensi dan spesifikasi komponen Anda. Gambar teknis digital ini kemudian diterjemahkan ke dalam kode G, yaitu bahasa yang dipahami mesin CNC. Setelah diprogram, mesin menjalankan setiap lintasan pemotongan dengan ketepatan mekanis yang tidak dapat diulang secara konsisten oleh tangan manusia.
Revolusi Digital dalam Manufaktur Komponen
Memahami apa itu CNC membantu Anda menghargai mengapa teknologi ini menjadi tak tergantikan. Sebelum adanya pengendalian komputer, para perakit mesin terampil mengoperasikan peralatan secara manual, sehingga setiap komponen sedikit berbeda dari komponen sebelumnya. Makna CNC melampaui sekadar otomatisasi—teknologi ini mewakili pergeseran mendasar menuju presisi yang dapat diprogram dan diulang.
Sistem CNC modern terintegrasi secara mulus dengan perangkat lunak desain, memungkinkan pembuatan prototipe cepat dan produksi massal dari file digital yang sama. Hubungan antara desain dan manufaktur ini menghilangkan kesalahan interpretasi serta secara signifikan memperpendek waktu pengerjaan. Ketika Anda mengirimkan spesifikasi ke produsen, mesin mereka sering kali dapat segera memulai produksi komponen dalam hitungan jam.
Mengapa CNC Mendominasi Manufaktur Modern
Definisi CNC mencakup lebih dari sekadar peralatan—teknologi ini menggambarkan seluruh pendekatan terhadap proses produksi. Berikut alasan mengapa teknologi ini mendominasi:
- Konsistensi: Setiap komponen identik dengan komponen sebelumnya, baik Anda memesan 10 unit maupun 10.000 unit
- Kompleksitas: Geometri rumit yang dulu dianggap mustahil kini menjadi hal yang biasa
- Kecepatan: Pergantian alat otomatis dan operasi berkelanjutan memaksimalkan laju produksi
- Fleksibilitas: Beralih antar komponen yang berbeda hanya memerlukan perubahan program
Saat Anda menjelajahi lanskap manufaktur komponen CNC, Anda akan menemukan bahwa memilih mitra yang tepat melibatkan penilaian jauh lebih dari sekadar peralatan. Bagian-bagian berikut ini menguraikan faktor-faktor kritis yang sering diabaikan kebanyakan pembeli—mulai dari proses pemesinan dan pemilihan material hingga spesifikasi toleransi dan sertifikasi industri yang secara langsung memengaruhi keberhasilan proyek Anda.
Proses Inti Pemesinan CNC yang Harus Diketahui Setiap Pembeli
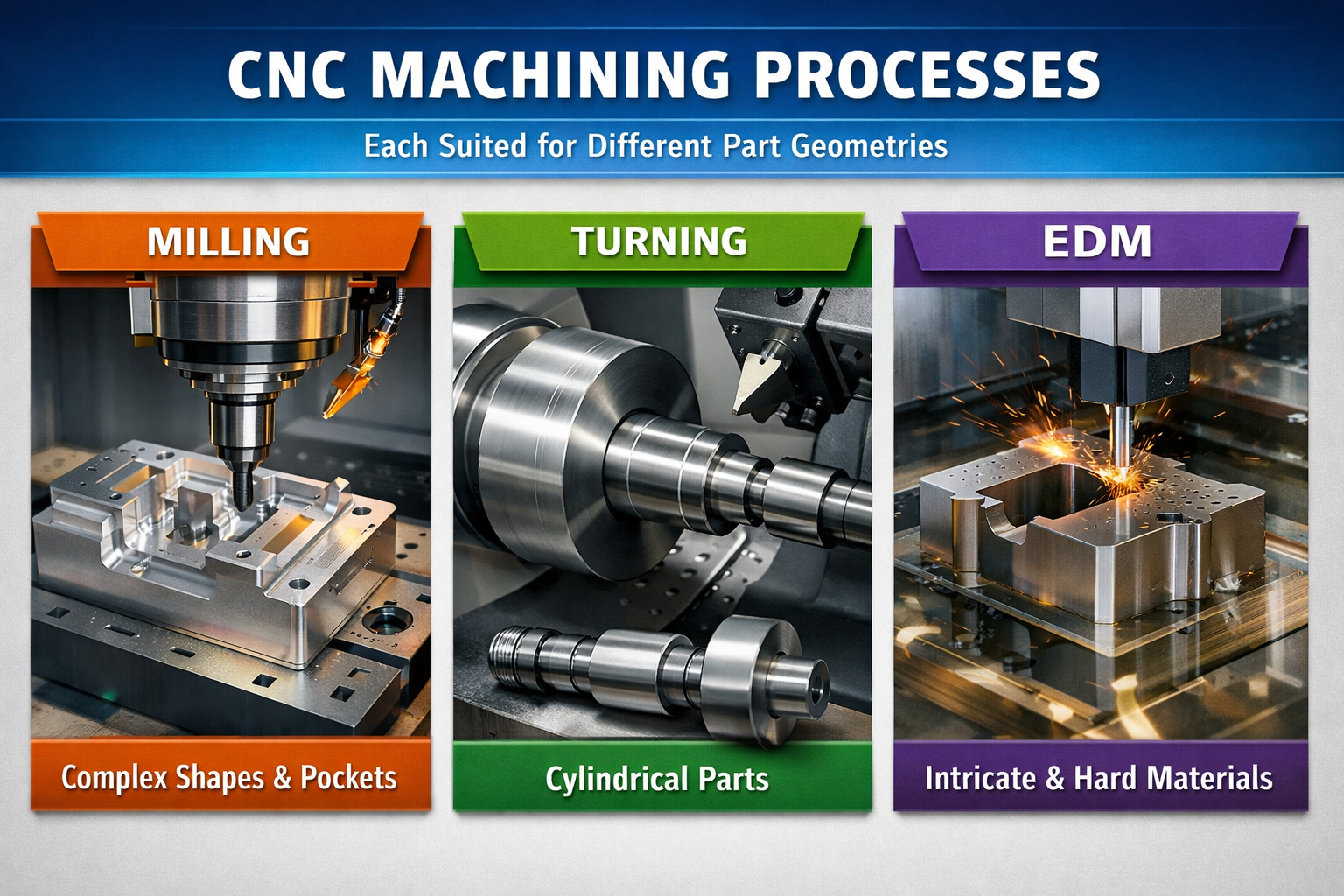
Terkesan rumit? Faktanya—tidak semua proses CNC cocok untuk setiap komponen. Saat Anda mengevaluasi produsen komponen CNC, memahami perbedaan mendasar antara operasi frais (milling), bubut (turning), dan EDM (Electrical Discharge Machining) membantu Anda menyampaikan kebutuhan secara jelas serta menilai apakah pemasok memiliki kemampuan yang tepat untuk proyek Anda.
Penjelasan tentang Frais CNC
Bayangkan sebuah alat pemotong berputar yang bergerak melintasi benda kerja yang diam, mengikis material lapis demi lapis. Itulah inti dari proses frais. Mesin frais CNC menggunakan pahat berputar untuk menghilangkan material dari benda kerja, sehingga menghasilkan permukaan datar, alur, rongga, dan kontur tiga dimensi yang kompleks dengan ketelitian luar biasa.
Dua konfigurasi utama yang akan Anda temui adalah mesin frais vertikal dan mesin frais horisontal. Pada mesin frais vertikal, poros utama (spindle) diarahkan secara vertikal—ideal untuk proyek yang berfokus pada pekerjaan detail di satu sisi komponen tertentu, seperti pelat logam besar atau cetakan penurun (sinking dies) . Mesin frais horisontal menempatkan poros utama secara horisontal, sehingga lebih cocok untuk komponen yang lebih berat, pemotongan alur, serta pembuatan slot.
Berikut adalah keunggulan khas mesin frais horisontal:
- Evakuasi serpihan (chip) yang unggul karena gravitasi menarik kotoran menjauh dari area pemotongan
- Kemampuan menggunakan beberapa pahat secara bersamaan melalui pemasangan pada arbor
- Penanganan yang lebih baik terhadap benda kerja yang berat dan kompleks
- Penurunan lendutan alat selama pemotongan agresif
Ketika Anda meminta penawaran harga, mengetahui apakah geometri komponen Anda cocok untuk frais vertikal atau frais horisontal membantu Anda mengidentifikasi produsen yang memiliki peralatan yang sesuai.
Operasi Pembubutan dan Kemampuan Mesin Bubut
Sementara pada frais alat berputar, pada pembubutan justru sebaliknya—benda kerja berputar sedangkan alat potong tetap diam untuk membentuknya. Mesin bubut CNC unggul dalam memproduksi komponen silindris atau bulat seperti poros, busing, dan komponen berulir. Jika desain Anda memiliki simetri putar, pembubutan umumnya lebih cepat dan lebih ekonomis dibandingkan frais.
Mirip dengan peralatan frais, mesin bubut tersedia dalam konfigurasi horizontal dan vertikal. Pusat bubut horizontal mendominasi sebagian besar lantai produksi karena fleksibilitasnya serta kesesuaiannya untuk komponen berukuran panjang seperti poros. Mesin ini mampu menampung pemberi batang (bar feeder) dan penyangga ujung (tailstock), sehingga meningkatkan versatilitasnya. Pusat bubut vertikal—yang kadang disebut juga mesin bubut menara vertikal (vertical turret lathes)—lebih cocok untuk komponen berdiameter besar, berat, dan berukuran pendek. Gaya gravitasi membantu penempatan benda kerja dan pengeluaran tatal (chip), sehingga mesin jenis ini sangat populer dalam produksi komponen otomotif.
Saat mengevaluasi kemampuan pembubutan suatu produsen, pertimbangkan apakah mereka mampu memenuhi rasio panjang-terhadap-diameter serta kebutuhan berat komponen Anda.
Ketika EDM Menjadi Penting
Beberapa geometri tidak dapat diwujudkan melalui pemotongan konvensional. Di sinilah EDM (Electrical Discharge Machining / Pemesinan Pelepasan Listrik) berperan. Mesin EDM menggunakan percikan listrik untuk mengikis material, sehingga membentuk bentuk-bentuk rumit pada logam keras tanpa kontak fisik antara alat dan benda kerja.
Mesin wire EDM memasukkan elektroda kawat tipis melalui material untuk memotong profil-profil kompleks dengan presisi luar biasa—mencapai toleransi selekat ±0,0001 inci. Hal ini menjadikan EDM tak tergantikan dalam hal-hal berikut:
- Baja perkakas keras yang akan merusak pahat konvensional
- Sudut internal tajam yang tidak mungkin dibuat dengan alat putar
- Komponen-komponen halus yang tidak mampu menahan gaya pemotongan
- Permukaan akhir yang sangat halus tanpa operasi sekunder
Membandingkan Opsi Proses Anda
Tabel di bawah ini merangkum kapan masing-masing proses memberikan hasil optimal:
| Jenis proses | Aplikasi Terbaik | Toleransi Tipikal | Kesesuaian Material |
|---|---|---|---|
| Cnc milling | Permukaan datar, rongga, alur, kontur 3D, dan komponen prismatik | ±0,0002 inci hingga ±0,001 inci | Sebagian besar logam dan plastik; aluminium, baja, kuningan sangat unggul |
| Pembubutan CNC | Komponen silindris, poros, komponen berulir, bushing | ±0,0002 inci hingga ±0,001 inci | Bahan batang bulat; sangat cocok untuk baja dan aluminium |
| EDM | Bahan yang telah dikeraskan, profil kompleks, sudut tajam, detail halus | ± 0,0001 inci | Hanya bahan konduktif; ideal untuk baja perkakas dan karbida |
Banyak proyek memerlukan beberapa proses yang bekerja secara bersamaan. Seorang produsen dengan kemampuan komprehensif—penggilingan, pembubutan, dan EDM di bawah satu atap—dapat menyederhanakan rantai pasokan Anda serta menjaga pengendalian kualitas yang lebih ketat. Saat Anda melanjutkan proses pemilihan, faktor kritis berikutnya adalah memahami bagaimana pilihan bahan memengaruhi baik proses pemesinan maupun kinerja komponen akhir Anda.
Panduan Pemilihan Bahan untuk Komponen yang Diproses CNC
Anda telah mengidentifikasi proses pemesinan yang tepat—kini tiba saatnya membuat keputusan yang sama pentingnya. Material yang Anda pilih secara langsung memengaruhi waktu pemesinan, keausan alat, kinerja komponen, dan laba bersih Anda. Saat mengevaluasi produsen komponen CNC, memahami keahlian mereka dalam material membantu Anda menilai apakah mereka mampu menghasilkan komponen termesin yang memenuhi spesifikasi teknis Anda secara tepat.
Logam yang Paling Baik Diproses dengan Mesin CNC
Tidak semua logam berperilaku sama di bawah alat potong. Kemudahan pemesinan—seberapa mudah suatu material dapat dipotong sambil tetap menghasilkan permukaan akhir yang baik dan masa pakai alat yang panjang—berbeda secara signifikan antar-paduan. Berikut ini hal-hal penting yang perlu Anda ketahui mengenai pilihan material yang paling umum:
Aluminium (6061 dan 7075)
Aluminium merupakan material andalan dalam pemesinan CNC. Menurut analisis JLCCNC, Aluminium 6061 merupakan performer terbaik secara keseluruhan untuk komponen penggunaan umum, di mana kekuatan sedang dan biaya rendah menjadi faktor utama. Nilai kemudahan pemesinannya yang tinggi berarti waktu siklus lebih cepat, keausan alat lebih rendah, serta biaya per komponen lebih murah.
- Nilai kemudahan pemesinan: Sangat Baik (sekitar 270% relatif terhadap baja)
- Kekuatan: Sedang; cocok untuk komponen struktural tanpa beban ekstrem
- Pertimbangan biaya: Pilihan paling ekonomis untuk prototipe dan produksi
- Aplikasi Terbaik: Braket aerospace, pelindung elektronik, perlengkapan otomotif
Baja dan stainless steel
Ketika daya tahan, kekerasan, atau ketahanan korosi menjadi prioritas utama, Bagian baja CNC maka baja menjadi pilihan logis. Baja berkarbon rendah relatif mudah dikerjakan, sedangkan baja tahan karat menuntut lebih tinggi terhadap alat potong namun memberikan kinerja unggul di lingkungan yang menuntut.
- Nilai kemudahan pemesinan: Sedang (baja tahan karat lebih menantang dibandingkan baja karbon)
- Kekuatan: Tinggi; sangat baik untuk aplikasi penahan beban dan tahan aus
- Pertimbangan biaya: Biaya pemesinan lebih tinggi akibat peningkatan keausan alat potong dan laju pemakanan yang lebih lambat
- Aplikasi Terbaik: Instrumen medis, peralatan pengolahan makanan, komponen sistem penggerak otomotif
Tembaga dan kuningan
Kuningan memberikan keseimbangan ideal untuk komponen bermesin yang fungsional dan estetis, terutama dalam jumlah kecil. Sifatnya yang mudah dimesin memungkinkan toleransi ketat dan hasil permukaan yang sangat baik langsung dari mesin. Tembaga, meskipun memiliki beberapa karakteristik serupa, sebaiknya dikhususkan untuk aplikasi yang memerlukan konduktivitas listrik atau termal tinggi.
- Nilai kemudahan pemesinan: Sangat baik untuk kuningan; baik untuk tembaga
- Kekuatan: Sedang; tidak cocok untuk komponen struktural berbeban tinggi
- Pertimbangan biaya: Biaya bahan lebih tinggi daripada aluminium; biaya pemesinan lebih rendah karena pembentukan tatal yang sangat baik
- Aplikasi Terbaik: Konektor listrik, fitting perpipaan, perangkat keras dekoratif
Titanium
Titanium menawarkan rasio kekuatan-terhadap-berat yang tak tertandingi serta ketahanan korosi luar biasa—namun dengan premi biaya yang signifikan. Logam ini hanya hemat biaya di industri di mana tuntutan kinerja mengungguli segalanya, seperti dirgantara dan implan medis.
- Nilai kemudahan pemesinan: Buruk; memerlukan peralatan khusus dan kecepatan pemotongan lebih lambat
- Kekuatan: Luar biasa; rasio kekuatan-terhadap-berat tertinggi di antara logam umum
- Pertimbangan biaya: Biaya bahan dan pemesinan premium; dapat dibenarkan hanya untuk aplikasi kritis
- Aplikasi Terbaik: Komponen struktural aerospace, implan medis, komponen balap berkinerja tinggi
Plastik Teknik untuk Komponen Presisi
Komponen logam yang dibuat dengan mesin CNC tidak selalu menjadi solusi. Plastik rekayasa menawarkan keunggulan khas, antara lain bobot lebih ringan, ketahanan kimia, serta isolasi listrik. Produsen komponen bermesin CNC semakin banyak bekerja dengan polimer canggih untuk memenuhi berbagai kebutuhan aplikasi.
Plastik umum yang dapat dibubut CNC meliputi:
- Asetal (Delrin): Stabilitas dimensi sangat baik, gesekan rendah, ideal untuk roda gigi dan bantalan
- Nylon: Ketahanan aus dan ketangguhan yang baik; cocok untuk bushing dan roller
- PEEK: Pilihan berkinerja tinggi dengan ketahanan kimia dan panas yang luar biasa
- PTFE: Kesunyian kimia yang luar biasa dan koefisien gesekan rendah
- ABS: Ekonomis untuk prototipe dan komponen mesin CNC yang tidak kritis
- HDPE dan PP: Pilihan tahan bahan kimia untuk tangki dan aplikasi penanganan cairan
Menyesuaikan Material dengan Persyaratan Aplikasi
Memilih antara logam dan plastik—atau memilih paduan yang tepat—memerlukan keseimbangan berbagai faktor. Pertimbangkan prinsip-prinsip panduan berikut:
Kapan komponen logam hasil pemesinan CNC cocok digunakan:
- Beban mekanis tinggi atau konsentrasi tegangan hadir
- Suhu operasional melebihi batas plastik (biasanya di atas 121°C)
- Diperlukan konduktivitas listrik atau termal
- Kekerasan permukaan dan ketahanan aus sangat penting
- Komponen memerlukan ulir atau akan menerima sisipan yang dipres masuk
Kapan plastik menawarkan keunggulan:
- Pengurangan berat merupakan tujuan utama dalam desain
- Isolasi listrik diperlukan
- Paparan bahan kimia akan mengkorosi logam
- Sifat pelumasan mandiri mengurangi kebutuhan perawatan
- Aplikasi yang sensitif terhadap biaya, di mana sifat material sudah memadai
Pemilihan material juga secara langsung memengaruhi jadwal proyek Anda. Untuk produksi dalam jumlah kecil atau pembuatan prototipe, material seperti aluminium dan kuningan mengurangi risiko dan biaya berkat waktu pemesinan yang lebih singkat serta penyetelan yang lebih mudah. Saat mempertimbangkan pilihan material ini, faktor kritis berikutnya adalah memahami bagaimana spesifikasi toleransi diterjemahkan ke dalam kinerja nyata—serta implikasi biaya yang sering diabaikan banyak pembeli.
Spesifikasi Toleransi dan Persyaratan Presisi dijelaskan
Berikut adalah pertanyaan yang membedakan pembeli berpengalaman dari pemula: seberapa ketat sebenarnya toleransi yang Anda butuhkan? Memahami spesifikasi toleransi merupakan titik krusial di mana banyak keputusan pengadaan gagal—baik karena menetapkan toleransi terlalu ketat sehingga menaikkan biaya secara tidak perlu, maupun karena menetapkan toleransi terlalu longgar sehingga menghasilkan komponen yang tidak berfungsi sebagaimana mestinya. Saat mengevaluasi produsen komponen CNC, kemampuan toleransinya mengungkap banyak hal mengenai kualitas peralatan dan pengendalian proses mereka.
Pemesinan Toleransi Standar vs Toleransi Ketat
Bayangkan toleransi sebagai rentang variasi dimensi yang dapat diterima dari desain yang Anda maksudkan. Menurut standar industri, toleransi pemesinan CNC standar umumnya berada di kisaran ±0,005 inci (0,13 mm), dikendalikan sesuai kelas sedang ISO 2768-1. Acuan dasar ini memperhitungkan variasi normal dalam akurasi mesin, efek termal, serta keausan alat, sekaligus mempertahankan laju produksi yang ekonomis.
Namun, apa yang terjadi ketika toleransi standar tidak lagi memadai? Komponen hasil permesinan CNC presisi tinggi memerlukan pendekatan khusus. Permesinan presisi tinggi mampu mencapai toleransi seketat ±0,001 inci (0,025 mm), sedangkan aplikasi yang sangat menuntut—seperti instrumen bedah—mungkin memerlukan toleransi antara ±0,0002 inci hingga ±0,0005 inci (0,005–0,013 mm). Namun, hanya sekitar 1% komponen yang benar-benar memerlukan toleransi dalam kisaran ekstrem ini.
Komponen CNC presisi berbeda dari komponen hasil permesinan CNC standar dalam beberapa aspek kunci:
- Persyaratan peralatan: Spindel presisi tinggi dengan bantalan keramik atau bantalan udara yang menjaga runout di bawah 0,0001 inci
- Kontrol lingkungan: Area terkendali suhu yang mempertahankan stabilitas ±0,5°C
- Verifikasi kualitas: Protokol inspeksi yang ditingkatkan dengan instrumen pengukur yang telah dikalibrasi
- Waktu Pemesinan: Kecepatan pemakanan dan putaran yang lebih lambat untuk meminimalkan distorsi termal
Ketika ketepatan menjadi hal terpenting
Tidak setiap fitur pada komponen Anda memerlukan tingkat toleransi yang sama. Spesifikasi cerdas berarti menerapkan toleransi ketat hanya di area di mana fungsi mengharuskannya—misalnya permukaan yang saling berpasangan, pasangan poros dan bantalan, atau fitur penyelarasan kritis—sementara dimensi non-kritis dibiarkan pada toleransi standar.
Pertimbangkan skenario-skenario berikut di mana komponen hasil pemesinan CNC presisi membenarkan investasi:
- Antarmuka perakitan: Komponen yang harus saling berpasangan secara presisi dengan komponen lain
- Perakitan berputar: Poros dan bantalan yang memerlukan pasangan tertentu
- Permukaan Perapat: Di mana akurasi dimensi mencegah kebocoran
- Rumah optik atau elektronik: Aplikasi yang kritis terhadap penyelarasan
Pemesinan CNC komponen berukuran besar menimbulkan tantangan unik dalam pengendalian toleransi. Ekspansi termal menjadi lebih signifikan seiring peningkatan dimensi komponen, sehingga lingkungan bersuhu terkendali menjadi semakin krusial untuk mempertahankan presisi pada benda kerja berukuran besar.
Hubungan Biaya-Toleransi
Berikut adalah kenyataan yang kerap terlewatkan kebanyakan pembeli: pengetatan toleransi melebihi batas yang secara fungsional diperlukan tidak meningkatkan kualitas komponen Anda—melainkan hanya menaikkan biaya Anda. data permesinan presisi , beralih dari permesinan standar ke permesinan dengan kendali suhu meningkatkan biaya sebesar 25–50%, sedangkan mencapai toleransi paling ketat dengan kendali lingkungan penuh dapat menaikkan biaya hingga 100–200%.
Tabel di bawah ini menjelaskan arti berbagai tingkat toleransi bagi proyek Anda:
| Rentang Toleransi | Aplikasi Tipikal | Dampak Biaya | Peralatan yang Dibutuhkan |
|---|---|---|---|
| ±0,010" (±0,25 mm) | Komponen industri umum, braket, rumah (housing) | Garis Dasar | Peralatan CNC standar, lingkungan bengkel normal |
| ±0,005 inci (±0,13 mm) | Perakitan fungsional, komponen otomotif | peningkatan 10–25% | Mesin yang terawat baik, pemantauan iklim |
| ±0,002" (±0,05 mm) | Otomotif berkinerja tinggi, peralatan industri | peningkatan 50–100% | Spindle presisi, pengendalian suhu ±3°C |
| ±0,001" (±0,025 mm) | Komponen aerospace, perangkat medis | peningkatan 100–150% | Mesin presisi tinggi, pemasangan (fixturing) yang ditingkatkan |
| ±0,0005 inci (±0,013 mm) | Instrumen bedah, peralatan optik | peningkatan 150–200% | Kontrol lingkungan penuh, isolasi getaran |
Pemilihan material juga memengaruhi batas toleransi yang dapat dicapai. Komponen presisi hasil permesinan CNC dari aluminium mampu mencapai toleransi yang lebih ketat dibandingkan titanium, karena perbedaan kemudahan pemesinannya. Plastik menimbulkan tantangan tambahan—kelenturan dan sensitivitas termalnya sering kali membatasi toleransi praktis hingga kelas Menengah menurut standar ISO 2768-1.
Saat berkomunikasi dengan produsen, sertakan tabel toleransi secara langsung pada gambar 2D Anda yang menetapkan dimensi mana saja yang bersifat kritis. Hal ini mencegah penerapan toleransi berlebihan dan membantu produsen memberikan penawaran harga secara akurat. Memahami dinamika toleransi ini mempersiapkan Anda untuk pertimbangan penting berikutnya: bagaimana persyaratan spesifik tiap industri menentukan kebutuhan khusus yang membentuk pemilihan produsen, melampaui sekadar kapabilitas umum dalam proses pemesinan.
Persyaratan Spesifik Industri untuk Manufaktur Komponen CNC
Pernahkah Anda memperhatikan bagaimana bengkel mesin otomotif lokal menangani proyek secara berbeda dibandingkan fasilitas yang memproduksi instrumen bedah? Hal ini bukan kebetulan. Berbagai industri memberikan tuntutan yang sangat berbeda terhadap mitra produsen komponen CNC-nya—dan memahami perbedaan tersebut membantu Anda mengidentifikasi pemasok yang benar-benar memenuhi syarat untuk aplikasi spesifik Anda, alih-alih hanya mengklaim memiliki kemampuan yang luas.
Standar Permesinan Industri Otomotif
Ketika Anda mencari komponen untuk aplikasi otomotif, konsistensi dalam skala besar menjadi hal yang sangat penting. Baik Anda sedang mencari bengkel mesin otomotif terdekat di sekitar Anda maupun mengevaluasi pemasok global, manufaktur permesinan otomotif menuntut kemampuan khusus yang mungkin tidak dimiliki oleh bengkel fabrikasi umum.
Sektor otomotif beroperasi di bawah standar IATF 16949—standar global untuk manajemen mutu otomotif yang menggabungkan prinsip-prinsip ISO 9001 dengan persyaratan khusus sektor. Sertifikasi ini bukan sekadar dokumen administratif; melainkan mencerminkan komitmen mendasar terhadap:
- Pencegahan Cacat: Sistem yang dirancang untuk mendeteksi masalah sebelum mencapai lini perakitan Anda
- Peningkatan Berkelanjutan: Proses terdokumentasi untuk peningkatan efisiensi dan kualitas secara berkelanjutan
- Pengawasan pemasok: Kualifikasi dan pemantauan ketat terhadap sumber bahan baku
- Keterlacakan produk: Dokumentasi lengkap dari bahan baku hingga komponen jadi
Bengkel mesin engine yang mengerjakan komponen drivetrain menghadapi tantangan yang berbeda dibandingkan bengkel fabrikasi yang memproduksi panel bodi. Komponen mesin CNC otomotif harus mampu menahan getaran, siklus termal, dan tegangan mekanis selama ratusan ribu mil. Artinya, produsen memerlukan pengendalian proses yang andal guna memastikan setiap komponen—baik yang pertama maupun yang kesepuluh ribu—memenuhi spesifikasi yang identik.
Persyaratan Pembuatan Perangkat Medis
Manufaktur alat kesehatan beroperasi dalam lingkungan regulasi di mana kesalahan dapat berakibat fatal. Tingginya risiko ini menuntut kerangka sertifikasi yang jauh lebih ketat dibandingkan aplikasi industri umum.
ISO 13485 berfungsi sebagai standar manajemen mutu definitif untuk produksi alat kesehatan. Sertifikasi ini mensyaratkan:
- Manajemen risiko: Identifikasi dan mitigasi sistematis terhadap mode kegagalan potensial
- Kontrol desain: Validasi terdokumentasi yang menjamin komponen berfungsi sebagaimana mestinya
- Ketertelusuran penuh: Setiap komponen dapat dilacak hingga lot bahan spesifik, mesin, dan operator yang terkait
- Penanganan keluhan: Proses formal untuk menyelidiki dan menangani permasalahan kualitas
- Pertimbangan sterilitas: Pemilihan material dan penyelesaian permukaan yang mendukung persyaratan sterilisasi
Selain memenuhi ISO 13485, fasilitas harus mematuhi FDA 21 CFR Bagian 820—Peraturan Sistem Mutu yang mengatur pembuatan alat kesehatan di Amerika Serikat. Persyaratan gabungan ini menjamin bahwa instrumen bedah, implan, dan peralatan diagnostik memenuhi standar keselamatan dan kinerja yang ketat.
Tuntutan Presisi Kelas Dirgantara
Manufaktur dirgantara mewakili lingkungan sertifikasi paling ketat dalam pemesinan presisi. Ketika komponen beroperasi pada ketinggian 30.000 kaki, kualitas bukanlah hal yang bisa dinegosiasikan—melainkan faktor kritis bagi kelangsungan hidup.
AS9100 dibangun di atas fondasi ISO 9001 dengan menambahkan persyaratan khusus aerospace yang membedakan produsen bersertifikasi dari bengkel mesin umum:
- Manajemen konfigurasi: Pengendalian ketat untuk memastikan perubahan desain didokumentasikan dan diimplementasikan secara tepat
- Inspeksi Artikel Pertama (FAI): Verifikasi menyeluruh bahwa komponen produksi sesuai dengan desain yang telah disetujui
- Pencegahan Debu dan Benda Asing (Foreign Object Debris/FOD): Protokol pencegahan kontaminasi pada perakitan kritis
- Pencegahan suku cadang palsu: Pengendalian rantai pasok untuk menjamin keaslian material
- Pengendalian proses khusus: Pengawasan lebih ketat terhadap proses perlakuan panas, pelapisan, dan operasi kritis lainnya
Banyak program aerospace juga mensyaratkan akreditasi NADCAP untuk proses khusus. Berbeda dengan sertifikasi umum, NADCAP mengevaluasi pengendalian proses spesifik pada tingkat detail—memverifikasi bahwa perlakuan panas, pemrosesan kimia, dan pengujian tak merusak memenuhi standar tertinggi industri.
Untuk pekerjaan yang terkait dengan pertahanan, kepatuhan terhadap ITAR (International Traffic in Arms Regulations) menambahkan lapisan persyaratan lain. ITAR mengatur penanganan data teknis dan komponen sensitif, yang mensyaratkan pendaftaran resmi di Departemen Luar Negeri Amerika Serikat serta protokol keamanan informasi yang ketat.
Perbandingan Sertifikasi: Menyesuaikan Persyaratan dengan Aplikasi
Memahami sertifikasi mana yang relevan untuk aplikasi Anda mencegah baik biaya over-kualifikasi maupun risiko memilih pemasok yang kurang berkualifikasi:
| Sertifikasi | Industri Utama | Area Fokus Utama | Mengapa Hal Ini Penting |
|---|---|---|---|
| ISO 9001 | Manufaktur Umum | Sistem manajemen mutu, peningkatan berkelanjutan | Sertifikasi dasar yang menunjukkan komitmen terhadap mutu |
| IATF 16949 | Otomotif | Pencegahan cacat, pengawasan pemasok, keterlacakan | Dipersyaratkan oleh produsen mobil utama (OEM); 67% OEM otomotif mewajibkan ISO 9001 sebagai standar minimum |
| AS9100 | Penerbangan | Manajemen risiko, pengendalian konfigurasi, FAI (First Article Inspection) | Wajib bagi partisipasi dalam rantai pasok aerospace |
| ISO 13485 | Alat Kedokteran | Manajemen risiko, keterlacakan, kepatuhan terhadap peraturan | Diperlukan untuk komponen perangkat medis yang diatur oleh FDA |
| NADCAP | Aerospace/Pertahanan | Akreditasi proses khusus | Memverifikasi kemampuan perlakuan panas, pengujian tak merusak (NDT), dan pemrosesan kimia |
| ITAR | Pertahanan | Keamanan informasi, pengendalian ekspor | Wajib untuk data teknis dan komponen terkait pertahanan |
Berikut ini yang sering dilewatkan banyak pembeli: sertifikasi tidak dapat saling dipertukarkan. Sebuah bengkel mesin otomotif dengan sertifikasi IATF 16949 menunjukkan kompetensi khusus di bidang otomotif, tetapi sertifikasi tersebut tidak memenuhi syarat untuk pekerjaan dirgantara yang memerlukan sertifikasi AS9100. Demikian pula, sebuah bengkel fabrikasi yang hanya memiliki sertifikasi ISO 9001 mungkin tidak memiliki sistem mutu khusus yang dituntut dalam aplikasi medis atau dirgantara.
Menurut penelitian industri , bengkel-bengkel dengan sertifikasi khusus industri memenangkan 15% lebih banyak kontrak rata-rata dibandingkan bengkel yang hanya memiliki sertifikasi mutu umum. Investasi dalam sertifikasi khusus menunjukkan kapabilitas dan komitmen yang diakui oleh tim pengadaan.
Saat Anda mengevaluasi calon mitra manufaktur, verifikasi sertifikasi mereka secara langsung—minta salinan sertifikat dan konfirmasikan status terkini dengan lembaga penerbitnya. Langkah kehati-hatian ini menjadi semakin krusial ketika mempertimbangkan pilihan penyelesaian permukaan (surface finishing), yang secara signifikan memengaruhi kinerja komponen maupun kepatuhan terhadap regulasi dalam aplikasi yang menuntut.
Pilihan Penyelesaian Permukaan untuk Komponen Mesin CNC
Anda telah memilih proses, bahan, dan toleransi yang tepat—namun masih ada satu faktor lagi yang dapat menentukan keberhasilan atau kegagalan proyek Anda. Penyelesaian permukaan mengubah komponen hasil frais CNC mentah menjadi produk jadi yang siap dirakit atau digunakan secara langsung. Memahami pilihan-pilihan tersebut membantu Anda menyampaikan spesifikasi secara jelas kepada produsen komponen mesin CNC mana pun, serta memastikan komponen Anda berkinerja persis sebagaimana dimaksud.
Penyelesaian Fungsional versus Penyelesaian Estetika
Berikut adalah perbedaan yang sering diabaikan banyak pembeli: tidak semua hasil akhir (finish) berfungsi sama. Sebagian finish terutama meningkatkan penampilan, sedangkan yang lain memberikan manfaat fungsional kritis seperti perlindungan terhadap korosi atau peningkatan ketahanan aus. Spesifikasi yang cerdas berarti memilih berdasarkan kebutuhan aktual Anda, bukan secara otomatis memilih opsi mahal yang sebenarnya tidak Anda perlukan.
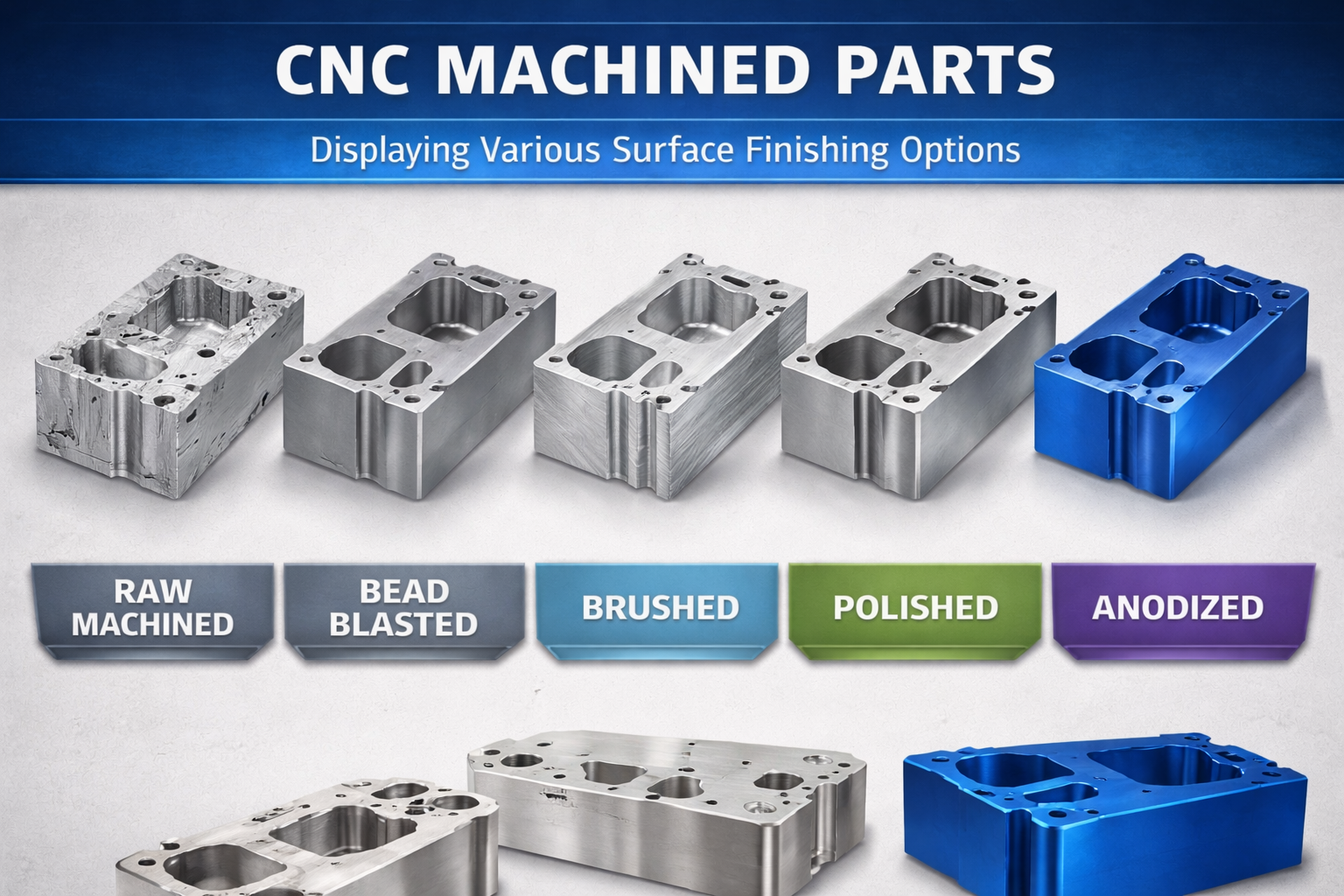
Permukaan Hasil Pemesinan
Opsi paling ekonomis membiarkan komponen frais CNC dengan tekstur permukaan yang terbentuk selama proses pemesinan. Menurut standar finishing industri, rentang nilai kekasaran permukaan (Ra) khas untuk finish 'as-machined' berkisar antara 1,6 μm Ra (standar industri untuk aplikasi umum) hingga 3,2 μm Ra untuk komponen di mana kualitas permukaan tidak kritis. Finish ini cocok digunakan ketika:
- Komponen akan tertutup dari pandangan dalam perakitan akhir
- Tekstur permukaan tidak memengaruhi fungsi
- Kendala anggaran mengutamakan pengurangan biaya
- Komponen akan menerima proses finishing tambahan di tahap selanjutnya dalam rantai pasok
Pemolesan dan Penggosokan
Ketika daya tarik visual menjadi penting, proses pemolesan menghilangkan bekas-bekas pemesinan dan menghasilkan permukaan yang halus serta berkilau. Mencapai kekasaran permukaan (Ra) sebesar 0,4 μm menghasilkan penyelesaian hampir seperti cermin—yang sangat diperlukan untuk komponen yang membutuhkan gesekan minimal atau tampilan premium. Namun, kehalusan ini memiliki konsekuensi: proses pemolesan umumnya menambah waktu pemrosesan dan biaya secara signifikan dalam produksi komponen hasil frais.
Bead blasting
Proses mekanis ini melontarkan butiran kaca ke permukaan komponen, menghasilkan tekstur buram yang seragam. Peledakan butiran (bead blasting) secara efektif menghilangkan cacat permukaan ringan sekaligus mempersiapkan komponen untuk proses pelapisan lanjutan. Metode ini terutama populer pada produk hasil permesinan CNC, di mana tampilan yang konsisten dan tidak memantul diinginkan tanpa biaya tambahan dari proses pemolesan.
Lapisan Pelindung untuk Lingkungan Ekstrem
Ketika komponen Anda terpapar bahan kimia korosif, kondisi luar ruangan, atau lingkungan operasional yang menuntut, lapisan pelindung menjadi kebutuhan mutlak—bukan sekadar pilihan.
Anodizing
Anodisasi menciptakan lapisan oksida yang tahan lama pada komponen aluminium, secara signifikan meningkatkan ketahanan terhadap korosi dan kekerasan permukaan. Terdapat tiga jenis yang masing-masing memenuhi kebutuhan berbeda:
- Tipe I (Asam Kromat): Lapisan paling tipis yang mempertahankan toleransi ketat; lebih disukai untuk aplikasi dirgantara yang memerlukan ketahanan terhadap kelelahan material
- Tipe II (asam sulfat): Pilihan paling umum yang menyeimbangkan biaya dan kinerja; dapat menerima pewarna berwarna untuk penyesuaian estetika
- Jenis III (Hardcoat): Lapisan paling tebal dan paling tahan lama untuk aplikasi industri dan militer yang menuntut ketahanan ekstrem terhadap keausan
Pelapisan bubuk
Finishing serbaguna ini mengaplikasikan bubuk kering secara elektrostatik sebelum dipanaskan hingga membentuk lapisan pelindung yang kuat. Pelapisan bubuk menawarkan ketahanan luar biasa terhadap benturan, bahan kimia, dan paparan sinar UV. Dengan beragam pilihan warna yang tersedia, metode ini memberikan perlindungan fungsional sekaligus daya tarik visual—menjadikannya ideal untuk produk konsumen dan peralatan luar ruangan.
Pilihan Pelapisan
Pelapisan logam mengendapkan lapisan tipis logam pelindung atau fungsional ke permukaan komponen:
- Nikel Elektroles: Pelapisan seragam tanpa arus listrik; memberikan ketahanan korosi dan kekerasan yang sangat baik di seluruh geometri kompleks
- Pelapisan krom: Menghasilkan permukaan mengilap dan reflektif dengan ketahanan aus yang baik
- Zinc Plating: Perlindungan terhadap korosi yang hemat biaya dan umum digunakan dalam aplikasi otomotif
- Plating Emas: Konduktivitas listrik unggul untuk konektor elektronik
Passifikasi
Untuk produk stainless steel hasil pemesinan CNC, pasivasi meningkatkan ketahanan korosi alami dengan menghilangkan besi bebas dari permukaan serta mendorong pembentukan lapisan oksida pelindung. Perlakuan kimia ini sangat penting untuk komponen medis dan pengolahan makanan, di mana pencegahan kontaminasi merupakan faktor kritis.
Pemilihan Finishing Berdasarkan Aplikasi
Memilih finishing yang tepat memerlukan keseimbangan antara kebutuhan perlindungan, persyaratan penampilan, dan batasan anggaran. Tabel di bawah ini memberikan panduan untuk mencocokkan jenis finishing dengan aplikasi umum:
| Jenis Finishing | Tingkat Perlindungan | Penampilan | Aplikasi Terbaik | Biaya Relatif |
|---|---|---|---|---|
| Sesuai Mesin | Rendah | Tanda alat yang terlihat; tampilan fungsional | Komponen internal, prototipe, bagian tersembunyi | $ |
| Bead blasting | Rendah-Sedang | Tekstur matte yang seragam | Elektronik konsumen, persiapan untuk pelapisan | $$ |
| Penghalusan | Rendah | Hasil akhir mengilap tinggi, seperti cermin | Perangkat medis, komponen dekoratif, rumah optik | $$$ |
| Anodizing (Tipe II) | Sedang-Tinggi | Doff atau satin; tersedia dalam berbagai warna | Braket aerospace, produk konsumen, pelindung elektronik | $$ |
| Anodisasi (Tipe III) | Sangat tinggi | Umumnya abu-abu gelap atau hitam | Peralatan militer, mesin industri, permukaan tahan aus | $$$ |
| Pelapisan bubuk | Tinggi | Rentang warna luas; halus atau bertekstur | Peralatan luar ruangan, komponen otomotif, barang konsumen | $$ |
| Nikel Tanpa Elektrolisis | Tinggi | Hasil akhir metalik mengilap | Geometri kompleks, komponen hidrolik, katup | $$$ |
| Plating Krom | Sedang-Tinggi | Sangat reflektif, seperti cermin | Trim otomotif, perlengkapan dekoratif | $$$$ |
| Pelapisan Zink | Sedang | Kromat perak-biru atau kuning | Pengencang, braket, komponen bagian bawah kendaraan otomotif | $$ |
Berdasarkan perkiraan biaya penyelesaian akhir (finishing), proses penyelesaian sederhana seperti bead blasting umumnya berkisar antara $30 hingga $50 per komponen, sedangkan anodizing atau pelapisan nikel elektroles (electroless nickel plating) dapat meningkat menjadi $100 hingga $200 per komponen, tergantung pada ukuran dan tingkat kerumitannya. Perencanaan biaya-biaya ini sejak tahap desain akan mencegah kejutan anggaran.
Pemilihan jenis penyelesaian akhir juga memengaruhi waktu pengerjaan (lead time). Proses penyelesaian sederhana menambah durasi produksi hanya dalam hitungan jam, sedangkan perlakuan kompleks seperti anodizing atau elektroplating memperpanjang jadwal pengerjaan selama 24 hingga 48 jam—tidak termasuk waktu persiapan dan pengeringan (curing). Saat mengevaluasi produsen, pastikan kemampuan penyelesaian akhir yang dimiliki secara internal (in-house finishing capabilities) dibandingkan dengan proses yang dialihdayakan (outsourced processes), karena proses alih daya dapat menambah waktu transit serta kompleksitas koordinasi.
Memahami pilihan penyelesaian (finishing) mempersiapkan Anda untuk faktor kritis berikutnya dalam pemilihan produsen: bagaimana berbagai faktor biaya saling berinteraksi guna menentukan harga per komponen akhir Anda—dan di mana terdapat peluang untuk mengoptimalkan investasi tanpa mengorbankan kualitas.
Faktor-Faktor Biaya yang Mempengaruhi Harga Komponen CNC
Berikut adalah pertanyaan yang sering mengejutkan banyak pembeli: mengapa dua komponen yang tampaknya serupa justru menghasilkan kutipan harga yang sangat berbeda? Jawabannya terletak pada pemahaman terhadap faktor-faktor biaya tersembunyi yang menentukan harga komponen pemesinan CNC. Baik Anda bekerja sama dengan produsen komponen berpemesinan lokal maupun pabrik komponen CNC berskala global, faktor-faktor mendasar yang sama akan membentuk tagihan akhir Anda.
Faktor-Faktor Biaya Sebenarnya dalam Manufaktur CNC
Ketika Anda meminta kutipan harga untuk komponen CNC khusus, para produsen mengevaluasi berbagai variabel yang saling bertumpuk dan berkontribusi terhadap harga per komponen Anda. Menurut analisis harga industri , faktor-faktor ini diurutkan berdasarkan dampaknya, dari yang paling tinggi hingga paling rendah:
- Kompleksitas Desain: Desain rumit dengan fitur terperinci atau geometri kompleks memerlukan pemrograman yang lebih luas, penyiapan mesin tambahan, dan kadang-kadang alat khusus. Desain sederhana memiliki biaya pemesinan sekitar $20 per jam, sedangkan komponen kompleks mendorong tarif menjadi $35–70 per jam.
- Pemilihan bahan: Biaya bahan baku bervariasi secara signifikan—aluminium berkisar $5–10 per pon, sedangkan baja tahan karat berharga $8–16 per pon. Selain harga bahan, kemampuan mesin (machinability) memengaruhi waktu siklus dan keausan alat, sehingga memperbesar biaya keseluruhan.
- Persyaratan toleransi: Toleransi yang lebih ketat menuntut kecepatan pemesinan yang lebih lambat, pergantian alat yang lebih sering, serta pemeriksaan kualitas yang lebih cermat. Menetapkan toleransi ±0,001 inci alih-alih ±0,005 inci dapat meningkatkan waktu pemesinan hingga 50% atau lebih.
- Volume Produksi: Biaya tetap seperti pemrograman dan penyiapan tersebar ke seluruh unit produksi. Produksi dalam jumlah kecil menghasilkan biaya per unit yang lebih tinggi, sedangkan pesanan dalam jumlah besar memperoleh manfaat dari ekonomi skala.
- Tipe Mesin: Mesin tiga sumbu umumnya beroperasi dengan tarif $10–20 per jam, sedangkan mesin lima sumbu dikenakan tarif $20–40 per jam karena kemampuan canggih dan kompleksitas operasionalnya.
- Persyaratan penyelesaian: Setiap tambahan proses akhir—seperti anodisasi, pelapisan, dan pemolesan—menambah biaya tenaga kerja, waktu mesin, dan bahan pada proyek Anda.
Memahami hierarki ini membantu Anda menentukan prioritas di mana melakukan optimasi. Perubahan kecil dalam kompleksitas desain sering kali memberikan penghematan biaya lebih besar dibandingkan mengganti bahan.
Harga Berdasarkan Volume dan Ekonomi Skala
Bayangkan memesan satu unit prototipe dibandingkan memesan 1.000 komponen produksi. Pemrograman, persiapan CAD, dan penyetelan mesin hanya dilakukan sekali—tanpa memandang jumlah pesanan. Hal ini menciptakan hubungan terbalik antara volume pesanan dan biaya per unit, yang oleh para ahli manufaktur komponen mesin dikenal sebagai pengungkit biaya paling kuat yang tersedia.
Berikut adalah gambaran angkanya dalam praktik:
- Tunggal unit: Seluruh biaya penyetelan dan pemrograman ditanggung oleh satu unit—harga per unit tertinggi
- 5 unit: Harga per unit turun sekitar 50% dibandingkan harga per unit tunggal
- 100 unit: Biaya penyetelan menjadi tidak signifikan per unit; harga didominasi oleh biaya bahan dan waktu siklus
- 1.000+ unit: Harga per unit dapat turun hingga 10–20% dari biaya satu unit
Untuk komponen mesin yang ditujukan untuk produksi, menggabungkan pesanan ke dalam batch yang lebih besar—bahkan jika berarti harus menyimpan sebagian persediaan—sering kali mengurangi total biaya proyek secara signifikan. Banyak produsen komponen mesin CNC menawarkan struktur harga bertingkat yang memberikan insentif bagi komitmen volume.
Jumlah pesanan kecil juga menimbulkan tantangan praktis. Menurut data industri, banyak pemasok menerapkan persyaratan jumlah pesanan minimum yang mungkin melebihi kebutuhan Anda untuk produksi volume rendah. Saat membuat prototipe, pertimbangkan kenyataan ini dalam proses pemilihan pemasok Anda.
Menyeimbangkan Kualitas dengan Anggaran
Setiap keputusan desain yang Anda buat sebelum mengirimkan file ke pabrik komponen mesin CNC memengaruhi kemudahan pembuatan—dan biaya. Pembeli cerdas mengoptimalkan desain mereka untuk proses produksi, bukan menjadikan proses pemesinan sebagai pertimbangan tambahan belaka.
Pertimbangkan strategi desain berikut ini yang mengurangi biaya tanpa mengorbankan fungsionalitas:
- Hindari rongga dalam: Ruang berongga dengan kedalaman yang jauh lebih besar daripada lebarnya memerlukan peralatan khusus dan kecepatan pemesinan yang lebih lambat
- Gunakan ukuran lubang standar: Mengikuti peningkatan ukuran mata bor standar (langkah 1/64") menghilangkan kebutuhan akan peralatan khusus
- Tepi dalam berbentuk bulat: Tepi dalam tajam memerlukan peralatan khusus dan meningkatkan kompleksitas—bulatkan tepi-tepi tersebut
- Tingkatkan ketebalan dinding: Komponen berdinding tipis menuntut pengendalian yang lebih presisi serta perlengkapan penahan khusus, sehingga mendorong kenaikan biaya
- Batasi penggunaan ulir: Setiap fitur berulir menambah waktu pemesinan; pertimbangkan metode pengikatan alternatif bila memungkinkan
- Hilangkan teks yang tidak perlu: Pembubutan timbul (embossing) atau ukiran (engraving) menambah waktu mesin tanpa manfaat fungsional, kecuali diperlukan untuk identifikasi
Hubungan antara waktu tunggu dan penetapan harga juga layak mendapat perhatian. Waktu tunggu standar memungkinkan produsen menjadwalkan pekerjaan Anda secara efisien bersama proyek-proyek lainnya. Pesanan mendesak—terutama yang memerlukan pengadaan bahan dalam waktu singkat atau tenaga kerja lembur—dapat meningkatkan biaya sebesar 25–50% atau lebih. Perencanaan jauh-jauh hari tetap menjadi strategi pengurangan biaya yang paling sering diabaikan.
Saat membandingkan penawaran harga untuk komponen presisi CNC khusus dibandingkan komponen katalog standar, ingatlah bahwa pekerjaan khusus secara inheren menimbulkan biaya overhead pemrograman dan persiapan. Namun, komponen khusus memberikan tepat apa yang dibutuhkan aplikasi Anda, sehingga berpotensi menghilangkan operasi sekunder atau langkah perakitan yang mungkin diperlukan oleh komponen standar.
Pendekatan praktis melibatkan penggunaan rumus ini untuk memperkirakan kelayakan finansial suatu proyek:
Perkiraan Biaya = (Biaya Bahan + Biaya Persiapan) + (Waktu Pemesinan × Tarif per Jam) + Biaya Finishing
Rincian ini membantu Anda mengidentifikasi komponen biaya mana yang menawarkan potensi optimalisasi terbesar untuk proyek spesifik Anda. Dengan pemahaman ini mengenai faktor-faktor penentu biaya, Anda siap mengevaluasi calon mitra manufaktur berdasarkan aspek-aspek yang benar-benar penting—yakni kemampuan mereka, sistem mutu, serta kemampuan menyampaikan hasil yang konsisten dengan harga yang kompetitif.

Cara Memilih Produsen Komponen CNC yang Tepat
Anda telah menguasai dasar-dasar teknis—proses, bahan, toleransi, dan permukaan akhir. Kini tiba saatnya pengambilan keputusan yang menentukan apakah seluruh pengetahuan tersebut akan mewujud menjadi komponen yang sukses: memilih mitra manufaktur yang tepat. Memilih pemasok komponen mesin CNC bukan sekadar mencari penawaran harga terendah. Melainkan mengidentifikasi mitra yang kemampuan, sistem mutu, serta praktik komunikasinya selaras dengan kebutuhan proyek Anda.
Menilai Kemampuan Produsen
Saat menilai calon produsen komponen berbentuk (machined parts), Anda memerlukan pendekatan sistematis yang melampaui klaim permukaan saja. Menurut praktik terbaik industri, mengevaluasi pemasok CNC memerlukan pemeriksaan terhadap berbagai aspek operasional mereka.
Penilaian Peralatan dan Teknologi
Pemasok komponen berbentuk yang dilengkapi pusat permesinan multi-sumbu canggih menunjukkan kemampuan dalam menangani geometri kompleks. Namun, jangan berhenti hanya pada jumlah mesin—telitilah faktor-faktor spesifik berikut:
- Usia dan kondisi mesin: Peralatan yang lebih baru umumnya mampu mempertahankan toleransi yang lebih ketat dengan waktu henti yang lebih sedikit
- Integrasi Perangkat Lunak CAD/CAM: Perangkat lunak modern memungkinkan pemrograman yang lebih cepat serta kesalahan terjemahan yang lebih sedikit dari berkas desain Anda
- Kemampuan Otomasi: Pemuatan robotik, sistem palet, dan pemesinan tanpa pengawasan (lights-out machining) menunjukkan efisiensi produksi
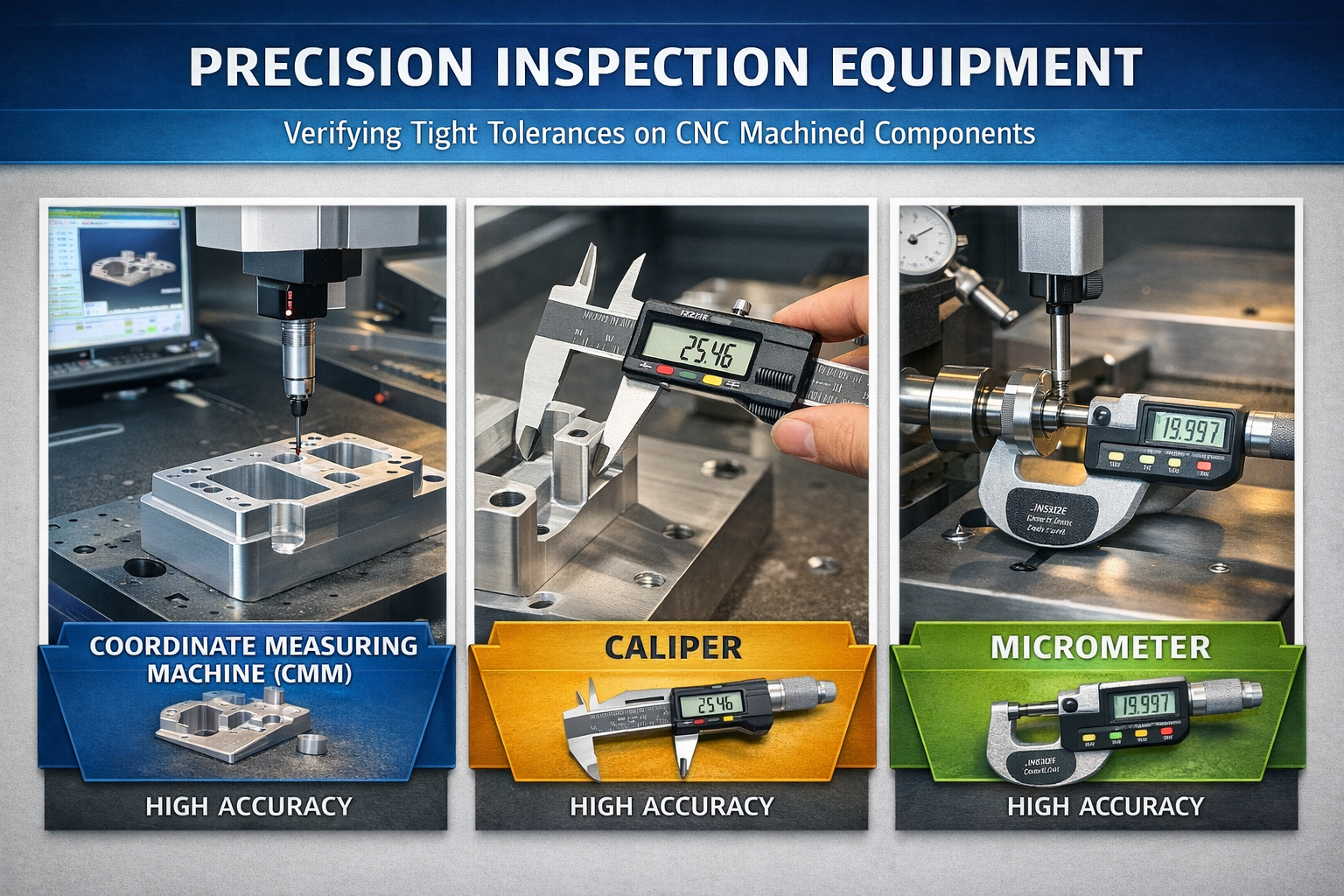
- Peralatan inspeksi: Mesin pengukur koordinat (CMM), komparator optik, dan alat uji kekasaran permukaan memverifikasi klaim presisi
Keahlian bahan merupakan indikator kemampuan kritis lainnya. Produsen komponen bermesin yang berpengalaman dalam bahan spesifik Anda—baik aluminium, titanium, maupun plastik teknik—dapat memprediksi tantangan pemesinan dan mengoptimalkan proses secara tepat. Portofolio bahan yang luas menunjukkan kompetensi teknis serta fleksibilitas dalam berbagai aplikasi.
Evaluasi Kapasitas Produksi
Apakah produsen tersebut mampu menangani pesanan Anda saat ini sekaligus pertumbuhan di masa depan? Evaluasi indikator kapasitas berikut:
- Jumlah mesin yang dikhususkan untuk jenis komponen Anda (frais, bubut, atau EDM)
- Jadwal shift—operasi satu shift, dua shift, atau 24/7
- Tingkat pemanfaatan kapasitas saat ini dan waktu tunggu (lead time) rata-rata
- Kemampuan penskalaan dari jumlah prototipe hingga volume produksi massal
Pemasok dengan kapasitas yang dapat diskalakan mengurangi risiko kemacetan (bottleneck) ketika proyek Anda beralih dari tahap prototipe ke produksi penuh. Untuk aplikasi otomotif, produsen seperti Shaoyi Metal Technology mewujudkan kemampuan ini, menawarkan pembuatan prototipe cepat dengan waktu pengerjaan secepat satu hari kerja, sekaligus mampu ditingkatkan secara mulus hingga volume produksi massal—kombinasi yang mendukung siklus pengembangan produk secara gesit.
Sistem Mutu yang Penting
Di luar sertifikasi yang dipajang di situs web, pemahaman tentang cara sebenarnya produsen menerapkan pengendalian mutu membedakan mitra yang andal dari pihak yang sekadar memenuhi persyaratan kepatuhan.
Kontrol Proses Statistik (SPC)
SPC mewakili standar emas untuk pemantauan proses dalam manufaktur presisi. Alih-alih memeriksa komponen setelah proses selesai—ketika cacat sudah terjadi—SPC melacak variabel proses secara real-time, memungkinkan operator mendeteksi penyimpangan sebelum menghasilkan komponen yang cacat.
Menurut penelitian manajemen mutu , penerapan SPC yang efektif memberikan manfaat terukur:
- Deteksi dini keausan alat sebelum memengaruhi akurasi dimensi
- Metrik kemampuan proses (nilai Cpk) yang menunjukkan kinerja yang konsisten
- Analisis tren untuk mencegah pergeseran mendekati batas toleransi
- Dokumentasi yang mendukung persyaratan ketertelusuran
Saat mengevaluasi pemasok komponen permesinan CNC potensial, tanyakan tentang penerapan SPC mereka. Produsen dengan sistem kualitas berbasis SPC—seperti fasilitas yang bersertifikat IATF 16949—menunjukkan komitmen terhadap pencegahan cacat, bukan sekadar deteksi cacat.
Protokol inspeksi
Pemeriksaan yang andal tidak hanya bergantung pada kepemilikan peralatan mahal. Telusuri alur kerja pemeriksaan produsen tersebut:
- Inspeksi Artikel Pertama (FAI): Verifikasi dimensi menyeluruh sebelum produksi massal dimulai
- Pemeriksaan Selama Proses: Pemeriksaan berkala selama proses produksi untuk mendeteksi masalah sejak dini
- Pemeriksaan akhir: Verifikasi lengkap terhadap spesifikasi Anda sebelum pengiriman
- Dokumen: Laporan pemeriksaan, sertifikat bahan, dan catatan ketertelusuran
Pemasok kelas atas mempertahankan tingkat keluhan jauh di bawah rata-rata industri melalui pendekatan kualitas yang sistematis. Prosedur pengujian ganda—pemeriksaan di titik manufaktur diikuti verifikasi independen—mengurangi cacat yang mencapai pelanggan hingga kurang dari satu persen.
Tanda-Tanda Bahaya yang Perlu Diwaspadai
Pengalaman mengajarkan pembeli untuk mengenali tanda peringatan yang memprediksi masalah di masa depan. Perhatikan indikator berikut selama evaluasi Anda:
- Pernyataan kemampuan yang samar: Produsen yang tidak mampu menentukan kemampuan toleransi atau keahlian bahan kemungkinan besar kurang memiliki kompetensi sejati
- Harga yang jauh di bawah pesaing: Penawaran harga yang tidak realistis rendahnya sering kali menandakan penggunaan jalan pintas dalam bahan baku, pengendalian kualitas, atau biaya tersembunyi yang muncul di kemudian hari
- Enggan memberikan referensi: Pemasok mapan dengan mudah membagikan kontak pelanggan guna verifikasi kemampuan
- Respons komunikasi yang buruk: Respons lambat atau tidak lengkap selama proses penawaran harga mengindikasikan masalah serupa selama produksi
- Sertifikasi yang tidak tersedia atau telah kedaluwarsa: Selalu verifikasi masa berlaku sertifikat secara langsung dengan lembaga penerbitnya
- Tidak adanya manajemen proyek khusus: Komponen CNC yang kompleks memerlukan panduan teknis sepanjang proses produksi—pemasok tanpa dukungan rekayasa teknik membiarkan Anda menghadapi masalah sendirian
Menurut penelitian evaluasi pemasok, struktur harga yang transparan sama pentingnya dengan angka akhirnya. Kutipan harga terperinci yang memecah biaya bahan, waktu pemesinan, dan layanan finishing menunjukkan bahwa pemasok tersebut memahami struktur biayanya sendiri—dan karenanya mampu mempertahankan harga serta kualitas yang konsisten.
Membangun Hubungan dengan Pemasok yang Produktif
Menemukan produsen yang tepat hanyalah permulaan. Memaksimalkan nilai memerlukan pembangunan hubungan kolaboratif yang menguntungkan kedua belah pihak.
Praktik Komunikasi
Komunikasi yang jelas mencegah kesalahpahaman yang menyebabkan keterlambatan, pekerjaan ulang, dan frustrasi. Evaluasi calon mitra berdasarkan kriteria berikut:
- Waktu respons terhadap pertanyaan teknis
- Ketersediaan dukungan teknik untuk optimalisasi desain
- Komunikasi proaktif mengenai status produksi atau potensi permasalahan
- Kemampuan berbahasa yang sesuai dengan kebutuhan tim Anda
Pemasok yang menawarkan manajer proyek khusus memberikan panduan yang lebih baik selama fase desain dan produksi. Titik kontak tunggal ini menyederhanakan koordinasi dan memastikan kebutuhan Anda tidak hilang dalam proses penerjemahan antardepartemen.
Manfaat Kemitraan Jangka Panjang
Menganggap pengadaan komponen mesin CNC sebagai aktivitas transaksional membatasi nilai yang dapat Anda peroleh dari hubungan manufaktur. Kemitraan jangka panjang memberikan keunggulan yang tidak dapat diperoleh dari pesanan satu kali:
- Optimalisasi proses: Pemasok yang telah akrab dengan komponen Anda terus-menerus meningkatkan efisiensi
- Penjadwalan prioritas: Hubungan yang telah terjalin sering kali berarti perlakuan istimewa saat terjadi kendala kapasitas
- Masukan desain: Mitra berpengalaman mampu mengidentifikasi masalah kelayakan manufaktur sebelum berkembang menjadi permasalahan mahal
- Program manajemen persediaan: Pesanan kerangka (blanket orders) dan pengaturan kanban mengurangi biaya penyimpanan persediaan Anda
Daftar Periksa Evaluasi Produsen
Gunakan daftar periksa komprehensif ini saat membandingkan calon pemasok komponen mesin CNC:
| Kategori Evaluasi | Pertanyaan Utama | Apa yang harus dicari |
|---|---|---|
| Kemampuan Teknis | Jenis mesin dan konfigurasi sumbu apa saja yang tersedia? Sistem CAD/CAM apa yang digunakan? | Mesin multi-sumbu, perangkat lunak modern, kemampuan otomatisasi |
| Keahlian Material | Bahan apa saja yang biasa Anda proses? Dapatkah Anda memberikan contohnya? | Pengalaman dalam memproses bahan khusus Anda; portofolio luas menunjukkan fleksibilitas |
| Sertifikasi Kualitas | Sertifikasi industri apa saja yang Anda miliki? Kapan audit terakhir dilakukan? | ISO 9001 saat ini sebagai standar minimum; IATF 16949 untuk sektor otomotif; AS9100 untuk sektor dirgantara |
| Sistem Mutu | Bagaimana Anda menerapkan SPC? Peralatan inspeksi apa yang Anda gunakan? | Kemampuan CMM, prosedur SPC yang terdokumentasi, protokol inspeksi selama proses produksi |
| Kapasitas produksi | Berapa kisaran waktu pengerjaan khas Anda? Apakah Anda mampu meningkatkan kapasitas dari tahap prototipe hingga produksi massal? | Perkiraan jadwal yang realistis, kemampuan penskalaan yang terbukti, serta perencanaan antisipasi risiko |
| Komunikasi | Siapa kontak utama saya? Bagaimana Anda menangani pertanyaan teknis? | Manajemen proyek khusus, ketersediaan dukungan teknis, dan ketanggapan |
| Keterbukaan harga | Apakah Anda dapat memberikan rincian perincian biaya? | Pemisahan yang jelas antara biaya bahan, pemesinan, penyelesaian akhir (finishing), dan biaya persiapan (setup) |
| Riwayat Kerja | Apakah Anda dapat memberikan referensi pelanggan? Berapa tingkat pengiriman tepat waktu Anda? | Referensi yang dapat diverifikasi, metrik pengiriman di atas 95%, serta tingkat keluhan yang rendah |
Bagi pembeli yang mencari komponen CNC otomotif, sertifikasi IATF 16949 memberikan jaminan penting terhadap kesiapan pemasok dalam memenuhi tuntutan industri yang ketat. Produsen seperti Shaoyi Metal Technology menggabungkan sertifikasi ini dengan sistem mutu berbasis SPC (Statistical Process Control) serta kemampuan prototipe cepat—kombinasi yang harus dicari pembeli saat membangun rantai pasok otomotif yang menyeimbangkan kecepatan, kualitas, dan efisiensi biaya.
Dengan pendekatan sistematis terhadap penilaian produsen di tangan, Anda siap beralih dari penilaian ke tindakan nyata. Langkah terakhir melibatkan penerjemahan kebutuhan Anda ke dalam spesifikasi yang jelas serta pembentukan hubungan kerja yang produktif guna menghasilkan kinerja konsisten dari waktu ke waktu.
Mengambil Tindakan atas Kebutuhan Suku Cadang CNC Anda
Anda telah memahami faktor-faktor kritis yang sering terlewatkan oleh kebanyakan pembeli—kini saatnya menerapkan pengetahuan tersebut secara nyata. Beralih dari riset ke hasil memerlukan pendekatan terstruktur yang mengubah pemahaman Anda tentang suku cadang hasil pemesinan CNC menjadi hasil proyek yang sukses. Mari kita gambarkan langkah-langkah konkret yang harus diambil.
Peta Jalan Pengadaan Suku Cadang CNC Anda
Siap mengadakan suku cadang CNC berikutnya Anda? Ikuti urutan teruji ini untuk meminimalkan risiko dan memaksimalkan hasil:
- Finalisasi file desain Anda: Siapkan model CAD lengkap dalam format universal (STEP, IGES) disertai gambar 2D yang menetapkan toleransi kritis, permukaan akhir (surface finishes), serta persyaratan material
- Tetapkan spesifikasi Anda secara jelas: Kelas bahan dokumen, persyaratan toleransi untuk setiap dimensi kritis, spesifikasi permukaan akhir, dan sertifikasi industri yang diperlukan
- Identifikasi produsen potensial: Saring pemasok berdasarkan kapabilitas peralatan, sertifikasi terkait, serta pengalaman dalam aplikasi spesifik Anda
- Minta penawaran terperinci: Kirimkan RFQ dengan dokumentasi lengkap dan minta rincian perincian biaya secara terpisah untuk bahan, pemesinan, dan penyelesaian permukaan
- Evaluasi dan bandingkan tanggapan: Evaluasi kapabilitas teknis, sistem mutu, ketanggapan komunikasi, serta nilai total—bukan hanya harga
- Lakukan uji tuntas: Verifikasi sertifikasi, minta referensi, dan konfirmasi komitmen waktu pengerjaan sebelum menempatkan pesanan
- Mulai dengan validasi prototipe: Pesan jumlah sampel untuk memverifikasi akurasi dimensi dan kualitas permukaan sebelum memulai produksi dalam volume besar
Dari Spesifikasi hingga Produksi
Komunikasi yang jelas mencegah kesalahpahaman mahal. Saat mengirimkan persyaratan komponen pemesinan CNC Anda, sertakan elemen-elemen penting berikut:
- Tabel toleransi: Tentukan dimensi mana yang bersifat kritis dibandingkan yang standar—hindari penerapan toleransi terlalu ketat pada fitur non-fungsional
- Sertifikasi Material: Nyatakan apakah Anda memerlukan laporan uji pabrik (mill test reports) atau ketelusuran material tertentu
- Persyaratan inspeksi: Tetapkan kebutuhan inspeksi artikel pertama (first article inspection) serta harapan dokumentasi kualitas berkelanjutan
- Pertimbangan perakitan komponen yang diproses dengan mesin: Jika komponen Anda berinteraksi dengan komponen lain, sertakan gambar komponen pasangannya atau konteks perakitan
Menurut para pakar persiapan desain, berkonsultasi dengan teknolog produsen Anda selama fase desain dapat mengurangi biaya sebesar 20–30% sekaligus meningkatkan kemudahan manufaktur. Pendekatan kolaboratif ini mampu mengidentifikasi potensi masalah sejak dini, sebelum berubah menjadi permasalahan produksi yang mahal.
Mengambil Langkah Berikutnya
Dilengkapi dengan sembilan faktor kritis yang dibahas dalam panduan ini, Anda berada dalam posisi yang tepat untuk mengambil keputusan pengadaan yang terinformasi—keputusan yang menyeimbangkan kualitas, biaya, dan keandalan. Baik Anda membutuhkan satu komponen mesin CNC untuk prototipe maupun ribuan komponen produksi, prinsip-prinsipnya tetap konsisten: tentukan spesifikasi secara jelas, evaluasi secara sistematis, dan bangun hubungan kerja sama dengan mitra yang kompeten.
Untuk aplikasi otomotif yang menuntut perakitan sasis presisi, busing logam khusus, atau komponen kritis lainnya, produsen yang bersertifikat IATF 16949 dan memiliki sistem mutu yang didukung oleh Statistical Process Control (SPC) mampu memberikan konsistensi yang dibutuhkan rantai pasok Anda. Shaoyi Metal Technology mewujudkan kemampuan komprehensif semacam ini—menyediakan layanan pemesinan CNC presisi yang dapat diskalakan, mulai dari prototipe cepat dengan waktu pengerjaan secepat satu hari kerja hingga volume produksi massal penuh.
Proyek komponen berikutnya yang Anda buat dengan mesin CNC dimulai dari satu langkah sederhana: menyiapkan spesifikasi Anda dan menghubungi produsen berkualifikasi yang mampu mengubah desain Anda menjadi komponen presisi.
Pertanyaan yang Sering Diajukan tentang Manufaktur Komponen CNC
1. Apa itu pemesinan CNC dan bagaimana cara kerjanya?
Pemesinan CNC adalah proses manufaktur subtraktif di mana perangkat lunak komputer yang telah diprogram sebelumnya mengendalikan alat potong untuk memproduksi komponen presisi dari bahan baku. Proses ini dimulai dari file CAD yang memuat spesifikasi komponen, kemudian diterjemahkan ke dalam kode G yang dapat dipahami oleh mesin CNC. Selanjutnya, mesin menjalankan setiap jalur pemotongan dengan presisi mekanis, mencapai toleransi serapat ±0,0002 inci untuk pemesinan standar dan ±0,0001 inci untuk operasi EDM. Teknologi ini memungkinkan akurasi yang dapat diulang, baik saat memproduksi 10 unit maupun 10.000 unit identik.
2. Sertifikasi apa saja yang harus saya cari pada produsen komponen CNC?
Sertifikasi yang Anda butuhkan bergantung pada industri Anda. ISO 9001 berfungsi sebagai sertifikasi manajemen mutu dasar untuk manufaktur umum. IATF 16949 merupakan persyaratan wajib untuk aplikasi otomotif, dengan fokus pada pencegahan cacat dan keterlacakan. AS9100 diperlukan untuk komponen dirgantara, mencakup manajemen konfigurasi dan inspeksi artikel pertama. ISO 13485 mengatur manufaktur perangkat medis dengan persyaratan manajemen risiko yang ketat. Akreditasi NADCAP memvalidasi proses khusus seperti perlakuan panas untuk aplikasi dirgantara. Selalu verifikasi keberlakuan sertifikat secara langsung dengan lembaga penerbit sebelum menjalin kemitraan dengan produsen.
3. Berapa biaya pemesinan CNC?
Biaya pemesinan CNC bergantung pada beberapa faktor yang diurutkan berdasarkan dampaknya: kompleksitas desain (desain sederhana berharga $20/jam dibandingkan $35–70/jam untuk komponen kompleks), pemilihan bahan (aluminium seharga $5–10/pound dibandingkan baja tahan karat seharga $8–16/pound), persyaratan toleransi (toleransi yang lebih ketat dapat meningkatkan waktu pemesinan hingga 50%), volume produksi (biaya persiapan didistribusikan ke seluruh unit), jenis mesin (mesin 3-sumbu seharga $10–20/jam dibandingkan mesin 5-sumbu seharga $20–40/jam), serta persyaratan finishing. Biaya per unit dapat turun menjadi 10–20% dari harga satuan saat memesan 1.000 unit atau lebih karena adanya efisiensi skala ekonomi.
4. Material apa saja yang dapat dibuat dengan mesin CNC?
Mesin CNC bekerja dengan berbagai macam logam dan plastik. Aluminium 6061 menawarkan kinerja keseluruhan terbaik untuk komponen penggunaan umum dengan kemampuan pemesinan yang sangat baik. Baja dan baja tahan karat memberikan ketahanan serta ketahanan korosi yang unggul untuk aplikasi yang menuntut. Kuningan menawarkan kemampuan pemesinan yang sangat baik untuk konektor listrik dan perlengkapan dekoratif. Titanium memiliki rasio kekuatan-terhadap-berat tertinggi untuk komponen dirgantara dan implan medis. Plastik teknik seperti Delrin, Nylon, PEEK, dan PTFE memberikan keunggulan termasuk bobot lebih ringan, ketahanan kimia, serta isolasi listrik untuk aplikasi tertentu.
5. Bagaimana cara memilih antara frais CNC, bubut CNC, dan EDM?
Pilih berdasarkan geometri dan bahan komponen Anda. Pemesinan CNC dengan fraisir menggunakan pahat berputar pada benda kerja yang diam, cocok untuk permukaan datar, rongga, alur, dan kontur 3D pada komponen prismatik. Pemesinan CNC dengan bubut memutar benda kerja terhadap alat potong yang diam, paling ideal untuk komponen silindris seperti poros, busing, dan komponen berulir. EDM (Electrical Discharge Machining) menggunakan percikan listrik untuk mengikis material tanpa kontak fisik, sangat penting untuk baja perkakas keras, sudut internal tajam, serta komponen halus yang tidak mampu menahan gaya pemotongan. Banyak proyek memerlukan beberapa proses sekaligus, sehingga produsen yang memiliki seluruh kemampuan tersebut di bawah satu atap memberikan keuntungan dalam pengendalian kualitas.