 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Produsen Suku Cadang Mesin CNC: 9 Rahasia Internal yang Ingin Diketahui Pembeli Lebih Awal

Memahami Produsen Komponen Mesin CNC dan Peran Industri Mereka
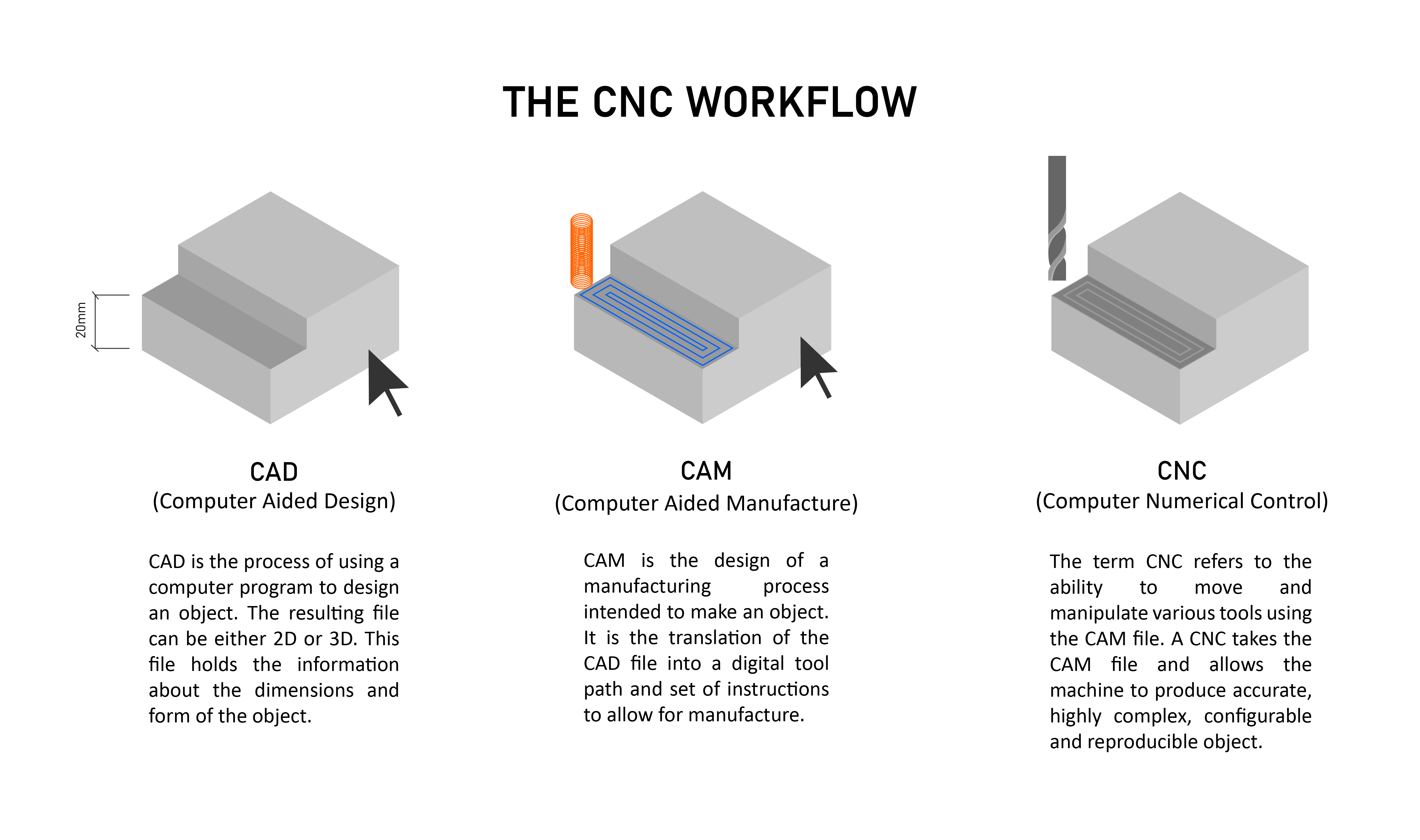
Pernah bertanya-tanya bagaimana logam mentah berubah menjadi komponen rumit yang menggerakkan mesin mobil atau perangkat medis Anda? Di sinilah tepatnya produsen komponen mesin CNC berperan. Fasilitas khusus ini menjadi tulang punggung manufaktur modern, mengubah gambar teknik menjadi realitas fisik dengan ketelitian luar biasa.
Berbeda dengan bengkel fabrikasi umum yang terutama berfokus pada pemotongan dan pengelasan, produsen ini mengkhususkan diri dalam produksi presisi tinggi. Mereka menggunakan peralatan yang dikendalikan komputer untuk mencapai dimensi yang tepat dan toleransi ketat—sering kali diukur dalam mikron. Bayangkan mereka sebagai spesialis presisi di dunia industri, di mana setiap pecahan milimeter sangat penting.
Apa yang Sebenarnya Dilakukan Produsen Komponen Mesin CNC
Pada intinya, produsen-produsen ini mengubah bahan baku—biasanya logam seperti aluminium, baja, dan titanium—menjadi komponen mesin jadi melalui proses pemesinan yang dikendalikan komputer. Namun, berikut ini yang membedakan mereka dari bengkel mesin biasa: mereka memberikan presisi, pengulangan yang konsisten, serta kemampuan penskalaan yang tidak dapat dicapai oleh bengkel umum.
Ketika Anda bermitra dengan layanan pemesinan CNC khusus, Anda mendapatkan akses ke kemampuan-kemampuan berikut:
- Penyetelan CNC: Membuat komponen silindris seperti poros, busing, dan batang katup dengan memutar benda kerja terhadap alat potong
- Penggilingan CNC: Menghasilkan permukaan datar, kontur, alur, serta geometri tiga dimensi kompleks menggunakan alat potong berputar
- Pemesinan multi-sumbu: Memproduksi komponen rumit dengan geometri kompleks melalui gerakan simultan di sepanjang beberapa sumbu
- Operasi Sekunder: Layanan finishing permukaan, perlakuan panas, dan perakitan yang menyelesaikan siklus manufaktur
Perbedaan ini sangat signifikan. Meskipun bengkel mesin umum mungkin menangani berbagai tugas pengerjaan logam, produsen suku cadang mesin CNC berinvestasi besar-besaran dalam peralatan canggih, sistem manajemen kualitas, dan keahlian khusus. Menurut ahli Industri , fasilitas modern mengintegrasikan mesin CNC multi-sumbu yang memungkinkan produksi lebih cepat, pengurangan kesalahan, serta konsistensi kualitas di seluruh lot produksi.
Ekosistem Manufaktur Presisi
Bayangkan sebuah ekosistem di mana setiap pelaku memainkan peran kritis. Produsen suku cadang mesin CNC berada di pusat jaringan industri ini, menghubungkan pemasok bahan baku dengan perakit produk akhir. Mereka mengubah spesifikasi teknik menjadi komponen hasil pemesinan presisi yang memenuhi persyaratan dimensi yang tepat.
Permintaan terhadap produsen khusus ini terus meningkat di berbagai sektor:
Otomotif: Komponen mesin, suku cadang transmisi, dan elemen sasis yang memerlukan konsistensi volume tinggi serta sertifikasi IATF 16949.
Aerospace: Komponen kritis penerbangan yang menuntut pelacakan bahan, sertifikasi AS9100D, dan toleransi yang diukur dalam perseribu inci.
Medis: Instrumen bedah dan implan yang diproduksi di lingkungan terkendali berdasarkan standar ISO 13485.
Apa yang membuat ekosistem ini berfungsi? Jawabannya adalah kombinasi teknologi CNC canggih, operator terampil, serta proses pengendalian kualitas yang ketat. Seiring kemajuan teknologi manufaktur, produsen-produsen ini semakin mengintegrasikan sistem berbasis kecerdasan buatan (AI), konektivitas Internet of Things (IoT), dan otomatisasi untuk mencapai presisi dan efisiensi yang lebih tinggi.
Sepanjang panduan ini, Anda akan memperoleh pengetahuan mendalam yang membedakan pembeli sukses dari mereka yang harus belajar dengan harga mahal melalui pengalaman pahit. Mulai dari memahami proses pemesinan dan pemilihan bahan hingga mengevaluasi pemasok serta menyusun permintaan kutipan harga (RFQ) yang kokoh—Anda akan memperoleh panduan komprehensif yang diperlukan untuk mengambil keputusan berdasarkan informasi saat memesan komponen mesin CNC dari produsen yang memenuhi syarat.
Proses Pemesinan CNC yang Harus Diketahui Setiap Pembeli
Berikut adalah skenario yang sering dihadapi banyak pembeli: Anda telah merancang suatu komponen, menemukan produsen, dan mengirimkan gambar teknis Anda. Lalu muncul pertanyaan—"Apakah Anda memerlukan pemesinan 3-sumbu, 4-sumbu, atau 5-sumbu?" Terdengar rumit? Sebenarnya tidak harus demikian. Memahami proses-proses ini sebelum berdiskusi dengan pemasok memberi Anda keunggulan signifikan dalam percakapan, negosiasi biaya, serta perencanaan jadwal.
Istilah "sumbu" mengacu pada arah pergerakan alat potong relatif terhadap benda kerja selama proses pemesinan. Semakin banyak jumlah sumbu, semakin tinggi fleksibilitasnya—namun juga meningkatkan kompleksitas dan biaya. Mari kita bahas masing-masing opsi agar Anda dapat mencocokkan kebutuhan komponen pemesinan CNC Anda dengan proses yang tepat.
Penjelasan Pemesinan dari 3-Sumbu hingga 5-Sumbu
pemesinan CNC 3-sumbu mewakili landasan manufaktur presisi modern . Alat potong bergerak sepanjang tiga sumbu linear: X (kiri-kanan), Y (depan-belakang), dan Z (atas-bawah). Benda kerja tetap diam di atas meja mesin sementara alat potong mendekat dari arah atas.
Konfigurasi ini menangani permukaan datar, kontur sederhana, dan bentuk geometris dasar secara luar biasa baik. Bayangkan bracket, pelat, dan rangka (enclosure) dengan fitur-fitur yang langsung dan tidak rumit. Keuntungannya sangat menarik—biaya peralatan lebih rendah, pemrograman lebih mudah, serta pengoperasian yang lebih mudah diakses menjadikan mesin 3-sumbu ideal untuk pembuatan prototipe dan fabrikasi umum.
Namun, keterbatasan muncul ketika menangani geometri kompleks. Pemesinan fitur pada beberapa sisi memerlukan reposisioning benda kerja, yang berpotensi menimbulkan kesalahan penyelarasan dan memperpanjang waktu produksi.
pemesinan CNC 4-Sumbu dibangun berdasarkan fondasi 3-sumbu dengan menambahkan satu sumbu rotasi—biasanya sumbu A, yang berputar mengelilingi sumbu X. Hal ini memungkinkan pemesinan kontinu di sekeliling lingkar bagian tanpa perlu reposisioning manual.
Bagian-bagian frais CNC berbentuk silindris dan simetris paling diuntungkan dari konfigurasi ini. Poros, roda gigi, poros cam, dan komponen katup menjadi jauh lebih mudah diproduksi. Kemampuan rotasi mengurangi waktu penyetelan dan memberikan akurasi yang lebih baik untuk fitur berbentuk bulat dibandingkan dengan beberapa penyetelan 3-sumbu.
mesin CNC 5 sumbu menambahkan sumbu rotasi kedua, memungkinkan alat atau benda kerja dimiringkan dan diputar guna mengakses hampir semua permukaan dalam satu kali penyetelan. Menurut penelitian industri , hal ini menghilangkan toleransi kumulatif yang terkait dengan beberapa kali penyetelan—semua fitur dikerjakan relatif terhadap satu datum tunggal, sehingga menjamin akurasi dimensi yang unggul.
Kemampuan yang dimilikinya luar biasa: kontur 5-sumbu secara simultan, pemesinan multi-sisi, serta pembuatan undercut yang mustahil dilakukan dengan konfigurasi yang lebih sederhana. Komponen hasil frais dengan bentuk organik kompleks, sudut majemuk, atau rongga dalam menjadi dapat diwujudkan. Sebagai konsekuensinya, investasi mesin menjadi lebih tinggi, pemrograman CAM menjadi lebih canggih, dan keahlian operator pun harus lebih mendalam.
| Jenis Sumbu | Aplikasi Terbaik | Tingkat Kompleksitas | Contoh Komponen Khas |
|---|---|---|---|
| 3 sumbu | Permukaan datar, kontur sederhana, geometri prisma, fitur satu sisi | Rendah hingga Sedang | Braket, pelat, rangka pelindung, rumah papan sirkuit, komponen otomotif dasar |
| 4 sumbu | Bagian silindris, komponen simetris, fitur yang melingkari suatu sumbu | Sedang | Poros cam, roda gigi, poros, katup, impeler, fitting pipa |
| 5-axe | Geometri kompleks, sudut majemuk, undercut, bentuk organik, pemesinan multi-sisi | Tinggi | Bilah turbin, komponen struktural aerospace, implan medis, cetakan canggih, komponen otomotif berkinerja tinggi |
Menyesuaikan Geometri Komponen Anda dengan Proses yang Tepat
Ketika Anda mengirimkan gambar ke produsen komponen pemesinan CNC, mereka mengevaluasi beberapa faktor untuk merekomendasikan proses yang sesuai. Memahami logika pengambilan keputusan mereka membantu Anda memperkirakan rekomendasi dan mengalokasikan anggaran secara tepat.
Aksesibilitas permukaan mendorong banyak keputusan. Apakah semua fitur kritis dapat diakses dari satu arah? Jika komponen pemesinan CNC Anda memerlukan akses peralatan dari berbagai sudut—misalnya, komponen dengan fitur pada lima sisi—maka pemesinan 5-sumbu menghilangkan perubahan set-up yang selain menambah biaya juga meningkatkan risiko.
Kompleksitas Geometris juga sangat penting. Komponen mesin CNC dengan tepi lurus dan bidang datar umumnya cocok untuk operasi 3-sumbu. Tambahkan permukaan melengkung yang membungkus sekitar sumbu tengah, maka operasi 4-sumbu menjadi lebih tepat. Jika terdapat kontur majemuk, permukaan berbentuk patung (sculptured), atau fitur pada sudut-sudut tidak biasa, maka pemesinan 5-sumbu memberikan hasil terbaik.
Persyaratan Toleransi juga memengaruhi pemilihan proses. Setiap kali benda kerja dipindahkan kembali ke posisi baru, variasi kecil dalam penyelarasan akan terakumulasi. Untuk komponen hasil frais CNC yang menuntut toleransi ketat pada berbagai fitur, pemesinan 5-sumbu dalam satu kali set-up mempertahankan hubungan dimensi yang akan menurun akibat penanganan berulang.
Volume produksi mempengaruhi persamaan tersebut. Produksi dalam jumlah besar mungkin membenarkan penggunaan perangkat khusus 3-sumbu atau 4-sumbu yang dioptimalkan untuk kecepatan. Sebaliknya, jumlah komponen kompleks dalam jumlah kecil sering kali lebih diuntungkan oleh efisiensi mesin 5-sumbu, meskipun tarif per jamnya lebih tinggi.
Berikut pandangan dari dalam industri: jangan langsung meminta proses paling canggih yang tersedia. Produsen yang kompeten akan menyarankan pendekatan paling hemat biaya untuk geometri spesifik Anda. Jika mereka merekomendasikan mesin 3-sumbu ketika Anda mengharapkan mesin 5-sumbu, hal ini justru merupakan kabar baik bagi anggaran Anda—bukan batasan terhadap kemampuan mereka.
Setelah proses pemesinan dipahami dengan jelas, keputusan kritis berikutnya melibatkan pemilihan bahan—pilihan yang secara langsung memengaruhi toleransi, hasil permukaan, dan biaya manufaktur.
Panduan Pemilihan Bahan untuk Komponen Hasil Pemesinan Khusus
Anda telah mengidentifikasi proses pemesinan yang tepat untuk proyek Anda. Sekarang tiba saatnya membuat keputusan yang berdampak pada segalanya—mulai dari kinerja akhir komponen hingga laba bersih Anda: pemilihan bahan. Memilih bahan yang salah dapat mengakibatkan komponen gagal di bawah beban, mengalami korosi lebih dini, atau memerlukan biaya produksi jauh lebih tinggi daripada yang diperlukan.
Berikut fakta yang sering tidak disadari banyak pembeli: bahan yang Anda tentukan tidak hanya menentukan sifat fisiknya. Bahan tersebut secara langsung memengaruhi waktu pemesinan, keausan alat potong, ketelitian (toleransi) yang dapat dicapai, serta kualitas hasil permukaan. Produsen komponen mesin CNC berpengalaman mengevaluasi pemilihan bahan dengan ketelitian yang sama seperti evaluasi geometri saat memberikan penawaran harga untuk proyek Anda.
Mari kita bahas cara mencocokkan bahan dengan persyaratan aplikasi Anda—dan menghindari kesalahan mahal yang dapat menggagalkan proyek manufaktur.
Aluminium vs Baja untuk Komponen Mesin CNC
Saat mencari suku cadang presisi yang dibuat khusus, pertimbangan antara aluminium dan baja muncul secara terus-menerus. Kedua bahan ini mendominasi pasar suku cadang logam berpresisi, namun masing-masing memenuhi kebutuhan yang sangat berbeda.
Paduan Aluminium aluminium menawarkan kemampuan pemesinan yang luar biasa—mudah dipotong, menghasilkan panas lebih sedikit, serta menghasilkan permukaan akhir yang sangat baik. Menurut panduan pemesinan industri, sifat aluminium yang ringan, tahan korosi, dan dapat dianodisasi menjadikannya pilihan populer di berbagai industri. Jenis-jenis umum seperti 6061 dan 7075 mampu menangani sebagian besar aplikasi, dengan varian 7075-T6 menawarkan kekuatan yang mendekati beberapa jenis baja, namun tetap mempertahankan keunggulan signifikan dalam hal bobot.
Pertimbangkan aluminium ketika Anda membutuhkan:
- Suku cadang logam berpresisi yang ringan untuk aplikasi dirgantara atau transportasi
- Kemampuan Konduktivitas Termal dan Listrik yang Unggul
- Ketahanan alami terhadap korosi tanpa perlakuan tambahan
- Siklus pemesinan yang cepat guna menekan biaya per unit
Baja dan stainless steel memberikan kekuatan, kekerasan, dan ketahanan aus yang unggul. Baja karbon seperti 1018 dan 4140 memberikan daya tahan untuk aplikasi struktural. Kelas baja tahan karat—khususnya 303, 304, dan 316—menggabungkan kekuatan dengan ketahanan korosi yang sangat baik untuk lingkungan yang keras.
Baja menjadi pilihan yang tepat ketika:
- Kekuatan mekanis tinggi dan kapasitas menahan beban merupakan faktor paling penting
- Ketahanan aus sangat krusial untuk komponen bergerak
- Suhu operasional melebihi batas aluminium
- Efisiensi biaya lebih diutamakan dibanding pertimbangan berat
Komprominya? Baja memerlukan kecepatan pemotongan yang lebih lambat, menyebabkan keausan alat yang lebih besar, dan umumnya membutuhkan waktu pemesinan yang lebih lama. Faktor-faktor ini meningkatkan biaya produksi dibandingkan suku cadang logam khusus berbahan aluminium yang setara.
Sifat Material yang Mendorong Keputusan Manufaktur
Di luar perbandingan antara aluminium dan baja, beberapa bahan lain juga memainkan peran penting dalam pemesinan komponen logam. Memahami karakteristiknya membantu Anda berkomunikasi secara efektif dengan produsen serta menyusun spesifikasi yang tepat.
Paduan titanium (khususnya Ti-6Al-4V) menawarkan rasio kekuatan terhadap berat yang luar biasa, ketahanan terhadap korosi, serta biokompatibilitas. Spesifikasi material untuk industri dirgantara sering kali mensyaratkan penggunaan titanium pada komponen mesin, perlengkapan pendaratan, dan komponen struktural. Namun, titanium menimbulkan tantangan dalam proses pemesinan—keausan alat potong yang tinggi, konduktivitas termal yang rendah, serta kebutuhan parameter pemotongan khusus secara signifikan meningkatkan biaya produksi.
Kuningan diproses dengan sangat baik, menghasilkan potongan bersih dan hasil permukaan yang unggul dengan keausan alat potong minimal. Komponen kuningan khusus umum digunakan pada fitting pipa, konektor listrik, dan perlengkapan dekoratif. Sifat pelumas alami serta kemampuan memecah tatal (chip-breaking) material ini menjadikannya sangat ekonomis untuk produksi massal.
Plastik teknik seperti PEEK, Delrin (asetal), dan PTFE digunakan dalam aplikasi yang memerlukan pengurangan berat, ketahanan kimia, atau isolasi listrik. Bahan-bahan ini dikerjakan secara berbeda dibandingkan logam—memerlukan peralatan pemotong yang tajam, kecepatan pemotongan yang tepat, serta perhatian khusus terhadap penumpukan panas yang dapat memengaruhi stabilitas dimensi.
| Jenis Bahan | Sifat Utama | Aplikasi Terbaik | Pertimbangan Machining | Biaya Relatif |
|---|---|---|---|---|
| Aluminium (6061, 7075) | Ringan, tahan korosi, kemampuan pemesinan sangat baik, konduktivitas termal yang baik | Struktur dirgantara, komponen otomotif, rumah elektronik, produk konsumen | Kecepatan pemotongan tinggi, keausan alat rendah, hasil permukaan sangat baik dapat dicapai | Rendah hingga Sedang |
| Baja Karbon (1018, 4140) | Kekuatan tinggi, ketahanan aus yang baik, dapat dilas, dapat diperlakukan panas | Komponen struktural, poros, roda gigi, perlengkapan (fixtures), mesin umum | Kecepatan sedang, keausan alat reguler, mungkin memerlukan pendingin | Rendah |
| Baja Tahan Karat (303, 304, 316) | Tahan korosi, kekuatan tinggi, tahan panas, higienis | Perangkat medis, pengolahan makanan, aplikasi kelautan, peralatan kimia | Kecepatan lebih lambat, keausan alat lebih tinggi, cenderung mengalami pengerasan akibat deformasi (work hardening) | Sedang hingga tinggi |
| Titanium (Ti-6Al-4V) | Kekuatan-terhadap-berat yang luar biasa, biokompatibel, tahan korosi, stabilitas suhu tinggi | Mesin pesawat terbang, implan medis, otomotif berkinerja tinggi, kelautan | Memerlukan peralatan khusus, kecepatan pemrosesan lambat, keausan alat signifikan, pengelolaan panas sangat kritis | Tinggi |
| Kuningan (C360, C260) | Mudah dikerjakan, tahan korosi, tampilan dekoratif, bersifat antimikroba | Fitting pipa, konektor listrik, katup, perlengkapan dekoratif | Pemesinan sangat cepat, keausan alat minimal, pembentukan geram sangat baik | Sedang |
| Plastik Teknik (PEEK, Delrin) | Ringan, tahan bahan kimia, isolasi listrik, gesekan rendah | Komponen medis, isolator listrik, bantalan, segel, pengolahan makanan | Peralatan pemotong yang tajam sangat penting, sensitif terhadap panas, kekhawatiran terhadap stabilitas dimensi | Sedang hingga tinggi |
Bagaimana pilihan material memengaruhi hasil proyek Anda:
Toleransi: Material yang lebih keras, seperti baja keras atau titanium, mampu mempertahankan toleransi yang lebih ketat di bawah beban tekanan, tetapi memerlukan proses pemesinan yang lebih hati-hati untuk mencapainya. Material yang lebih lunak mungkin mengalami deformasi ringan selama proses pemotongan, sehingga memerlukan strategi kompensasi. Menurut spesialis pemesinan, kekerasan logam memengaruhi keausan alat potong, kecepatan pemotongan, dan kualitas permukaan—dengan logam yang lebih lunak memerlukan pertimbangan tambahan untuk menjaga akurasi dimensi.
Hasil Permukaan: Struktur butir material memengaruhi kualitas permukaan yang dapat dicapai. Logam berbutir halus umumnya menghasilkan kualitas permukaan yang lebih baik, sedangkan material berbutir kasar mungkin masih menunjukkan bekas pemesinan yang terlihat meskipun parameter pemesinan sudah optimal. Aluminium dan kuningan secara alami menghasilkan kualitas permukaan yang sangat baik; sementara titanium dan beberapa jenis baja tahan karat memerlukan operasi finishing tambahan.
Waktu tunggu: Bahan-bahan umum seperti aluminium 6061 atau stainless steel 304 tersedia secara luas. Bahan khusus—titanium untuk aerospace, paduan nikel tertentu, atau bahan bermutu medis bersertifikat—mungkin memerlukan waktu pengadaan yang lebih lama, sehingga memengaruhi jadwal proyek Anda.
Produsen yang melayani sektor otomotif dan aerospace bekerja dengan tingkat bahan tertentu guna memenuhi kebutuhan sertifikasi. Fasilitas bersertifikat IATF 16949 yang melayani rantai pasok otomotif menyediakan bahan-bahan yang memenuhi spesifikasi OEM. Produsen aerospace menyimpan dokumentasi pelacakan (traceability) untuk bahan-bahan yang memenuhi standar AMS dan ASTM. Ketika aplikasi Anda memerlukan bahan bersertifikat, pastikan pemasok Anda memiliki kemampuan untuk mengadakan serta mendokumentasikan tingkat bahan yang sesuai.
Setelah prinsip-prinsip pemilihan bahan dipahami, pertimbangan kritis berikutnya melibatkan spesifikasi toleransi dan sertifikasi mutu—standar yang menentukan manufaktur presisi.

Penjelasan Mengenai Toleransi Presisi dan Sertifikasi Mutu
Anda telah memilih bahan dan mengidentifikasi proses pemesinan yang tepat. Kini tiba saatnya berdiskusi—yang membedakan pembeli yang terinformasi dari mereka yang membayar presisi yang tidak diperlukan, atau bahkan lebih buruk lagi, menerima komponen yang tidak berfungsi sebagaimana mestinya. Memahami spesifikasi toleransi dan sertifikasi kualitas bukan sekadar pengetahuan teknis; melainkan fondasi untuk pengadaan yang efisien secara biaya.
Ketika Anda melihat dimensi seperti "1,500 ± 0,005 inci" pada gambar teknik, rentang toleransi tersebut menentukan batas penerimaan. Namun inilah yang sering luput dari perhatian banyak pembeli: memperketat toleransi tersebut dari ±0,005 inci menjadi ±0,001 inci tidak hanya meningkatkan presisi—melainkan juga dapat melipatgandakan biaya manufaktur Anda tiga hingga lima kali lipat . Mengambil keputusan toleransi yang cerdas memerlukan pemahaman tentang arti sebenarnya angka-angka tersebut bagi aplikasi Anda.
Spesifikasi Toleransi Dijelaskan untuk Pembeli
Bayangkan toleransi sebagai "rentang yang diizinkan" di mana dimensi komponen Anda dapat bervariasi namun tetap diterima. Sebuah poros yang dispesifikasikan pada 10,00 mm ± 0,05 mm lulus pemeriksaan jika ukurannya berada di antara 9,95 mm dan 10,05 mm. Cukup sederhana—namun implikasinya lebih dalam.
Toleransi Standar mewakili titik optimal di mana presisi bertemu kelayakan praktis. Untuk sebagian besar operasi permesinan CNC, ±0,010 inci (±0,25 mm) memberikan akurasi luar biasa untuk mayoritas komponen mekanis. Tingkat toleransi ini memperhitungkan variasi alami dalam kinerja mesin, sifat material, serta kondisi lingkungan, sekaligus menjamin kecocokan dan fungsi yang andal.
Toleransi Ketat melampaui kemampuan standar—biasanya ±0,001 inci (±0,025 mm) atau lebih ketat lagi. Mencapai toleransi semacam ini memerlukan peralatan khusus, kecepatan permesinan yang lebih lambat, lingkungan terkendali, serta pemeriksaan tambahan. Menurut para spesialis permesinan, toleransi ±0,01 mm dan di bawahnya dianggap sebagai presisi ultra-tinggi, yang mengakibatkan peningkatan biaya secara signifikan.
Untuk komponen mesin presisi, toleransi yang Anda tentukan secara langsung memengaruhi pendekatan manufaktur, persyaratan inspeksi, dan pada akhirnya anggaran proyek Anda.
| Rentang Toleransi | Klasifikasi | Aplikasi Tipikal | Dampak Biaya |
|---|---|---|---|
| ±0,010" (±0,25 mm) | Standar/Komersial | Komponen struktural, rumah (housing), braket, pelindung (enclosure), perangkat keras umum | Dasar (1x) |
| ±0,005 inci (±0,127 mm) | Industri Presisi | Rakitan pasangan (mating assemblies), rumah bantalan (bearing housings), perlengkapan presisi (precision fixtures), otomatisasi industri | 1,5-2x baseline |
| ±0,002 inci (±0,051 mm) | Presisi Tinggi | Perangkat medis, komponen dirgantara, sistem optik, instrumen presisi | 2-3 kali lipat dari dasar |
| ±0,001" (±0,025 mm) | Presisi ultra-tinggi | Komponen dirgantara kritis untuk penerbangan, perangkat medis yang dapat ditanamkan (implantable medical devices), perkakas presisi | 3-5x lipat dasar |
| ±0,0005 inci (±0,013 mm) | Keakuratan yang Ekstrim | Aplikasi luar angkasa, instrumen ultra-presisi, alat ukur induk (master gauges) | 5x+ baseline |
Kapan Toleransi Ketat Benar-Benar Penting
Berikut adalah pengetahuan internal yang dapat menghemat biaya Anda secara signifikan: toleransi ketat hanya boleh diterapkan pada fitur-fitur di mana fungsi benar-benar menuntutnya. Pendekatan cerdas menerapkan toleransi ketat hanya pada permukaan pasangan kritis, sementara menggunakan toleransi standar pada area non-fungsional.
Toleransi ketat menjadi diperlukan ketika:
- Fungsi komponen bergantung pada hubungan dimensi yang presisi—misalnya poros dalam bantalan presisi atau piston dalam silinder hidrolik
- Beberapa bagian yang saling berinteraksi menimbulkan kekhawatiran akumulasi toleransi yang berpotensi memengaruhi kinerja keseluruhan perakitan
- Persyaratan regulasi mewajibkan standar presisi tertentu untuk aplikasi kritis terhadap keselamatan
- Permukaan penyegel harus mencegah kebocoran pada komponen yang menahan tekanan
Toleransi standar bekerja sangat baik untuk:
- Komponen struktural di mana kecocokan presisi lebih penting daripada akurasi dimensi absolut
- Perakitan rumah (housing), braket pemasangan, dan struktur penopang
- Aplikasi di mana desain Anda memasukkan jarak bebas (clearance) yang sesuai
- Fitur non-kritis seperti penutup, pelindung, dan elemen dekoratif
Kuncinya terletak pada pemahaman kebutuhan fungsional Anda. Jika komponen presisi hasil pemesinan CNC Anda berfungsi andal sesuai tujuan desainnya dalam rentang toleransi standar, persyaratan khusus justru menambah biaya dan kompleksitas tanpa meningkatkan kinerja.
Pertimbangkan perbandingan praktis berikut dari para spesialis toleransi: mencapai toleransi ±0,05 mm setara dengan mengenai sebuah apel dari jarak 10 meter menggunakan proses standar, sedangkan ±0,01 mm setara dengan mengenai sebuah ceri dari jarak 50 meter. Pencapaian toleransi yang lebih ketat ini memerlukan mesin yang lebih stabil, alat potong yang lebih halus, pengendalian lingkungan yang lebih ketat, serta peralatan pengukuran canggih—semua faktor tersebut berkontribusi terhadap peningkatan biaya secara eksponensial.
Sertifikasi Kualitas yang Menentukan Standar Manufaktur
Melampaui batas toleransi, sertifikasi kualitas memberi tahu Anda kontrol sistematis apa saja yang diterapkan oleh produsen. Sertifikasi ini bukan sekadar hiasan dinding—melainkan mencerminkan audit ketat terhadap proses, dokumentasi, dan sistem peningkatan berkelanjutan.
ISO 9001:2015 berfungsi sebagai standar kualitas dasar yang diakui secara internasional. Menurut ahli sertifikasi , standar ini didasarkan pada prinsip-prinsip manajemen kualitas, termasuk fokus kuat pada kebutuhan pelanggan, komitmen manajemen puncak, pendekatan berbasis proses, serta peningkatan berkelanjutan. Kepatuhan terhadap ISO 9001 membantu memastikan pelanggan menerima produk berkualitas baik secara konsisten. Sertifikasi ini cocok untuk manufaktur komersial umum di berbagai industri.
AS9100D berdasarkan ISO 9001, dengan menambahkan persyaratan ketat khusus yang berkaitan dengan kebutuhan kualitas di sektor dirgantara. Didukung oleh International Aerospace Quality Group yang mewakili perusahaan dirgantara besar di seluruh dunia, AS9100 mencakup manajemen risiko, manajemen konfigurasi, pencegahan komponen palsu, serta persyaratan keselamatan tambahan. Jika Anda memproduksi komponen presisi hasil pemesinan yang kritis bagi penerbangan, para pemasok wajib memiliki sertifikasi ini.
ISO 13485 menetapkan persyaratan manajemen kualitas untuk produksi alat kesehatan. Standar ini menjamin proses-proses yang mendukung kepatuhan terhadap regulasi untuk perangkat yang secara langsung berdampak pada keselamatan pasien. Komponen medis umumnya menuntut toleransi sebesar ±0,005" hingga ±0,002", dikombinasikan dengan kemampuan ruang bersih (cleanroom) serta dokumentasi pelacakan yang komprehensif.
IATF 16949 berlaku khusus untuk rantai pasok otomotif, dengan penekanan pada pencegahan cacat, pengurangan variasi, dan penghapusan pemborosan. Produsen otomotif mewajibkan sertifikasi ini bagi pemasok yang memproduksi komponen presisi CNC untuk kendaraan, guna menjamin konsistensi dalam produksi bervolume tinggi.
Saat mengevaluasi produsen komponen mesin CNC, sesuaikan sertifikasi mereka dengan kebutuhan industri Anda. Sebuah produsen yang hanya memiliki sertifikasi ISO 9001 tidak dapat memasok komponen aerospace yang mensyaratkan kepatuhan terhadap AS9100D—terlepas dari kemampuan permesinannya.
Memahami toleransi dan sertifikasi memungkinkan Anda mengadakan diskusi yang informatif dengan calon pemasok. Langkah berikutnya adalah menyusun kerangka kerja sistematis untuk mengevaluasi dan membandingkan produsen—sehingga Anda dapat bermitra dengan fasilitas yang mampu memenuhi persyaratan spesifik Anda.
Cara Mengevaluasi dan Membandingkan Produsen Komponen CNC
Anda telah menetapkan toleransi Anda, memilih bahan-bahan, dan memahami proses pemesinan yang dibutuhkan proyek Anda. Kini tiba tahap yang mungkin paling berdampak dalam perjalanan pengadaan Anda—memilih mitra manufaktur yang tepat. Di sinilah banyak pembeli gagal, sering kali memilih pemasok berdasarkan kutipan harga semata, bukan penilaian komprehensif terhadap kapabilitasnya.
Faktanya begini: kutipan harga terendah jarang menghasilkan total biaya terendah. Biaya tersembunyi akibat masalah kualitas, kegagalan komunikasi, dan keterlambatan penyelesaian sering kali jauh melampaui penghematan awal. Mengembangkan metodologi evaluasi sistematis melindungi proyek Anda sekaligus membangun hubungan kerja sama dengan produsen komponen berpresisi yang mampu mendukung kesuksesan jangka panjang Anda.
Kerangka Evaluasi Produsen dalam Lima Langkah
Saat membandingkan produsen komponen mesin, pendekatan terstruktur mencegah kelalaian yang berakibat mahal. Kerangka kerja ini telah disempurnakan melalui hubungan pemasok—baik yang berhasil maupun yang gagal—dalam jumlah sangat besar. Ikuti langkah-langkah ini secara sistematis, dan Anda akan mengidentifikasi mitra yang memberikan kualitas konsisten, bukan alasan-alasan.
-
Verifikasi Sertifikasi dan Standar Kepatuhan
Mulailah dari hal-hal yang tidak bisa dinegosiasikan. Menurut ahli pengadaan industri , sertifikasi seperti ISO 9001, IATF 16949, atau AS9100D menunjukkan adanya proses terstruktur dan kualitas yang dapat diulang. Mohon salinan sertifikat terkini—bukan yang sudah kedaluwarsa—dan pastikan lingkup cakupannya mencakup layanan spesifik yang Anda butuhkan. Sebuah produsen yang bersertifikat untuk operasi pembubutan belum tentu bersertifikat untuk penggilingan multi-sumbu yang kompleks. Sesuaikan sertifikasi dengan persyaratan industri Anda sebelum melanjutkan ke tahap berikutnya. -
Evaluasi Kemampuan Peralatan dan Keahlian Teknis
Evaluasi apakah pemasok menggunakan mesin bubut CNC canggih, mesin frais, mesin gerinda, dan mesin pengukur koordinat (CMM). Tim teknis mereka harus menunjukkan kemahiran dalam penggunaan perangkat lunak CAD/CAM serta pemesinan multi-sumbu. Ajukan pertanyaan spesifik: Merek mesin apa yang mereka operasikan? Berapa ukuran maksimum ruang kerja benda kerja mereka? Apakah mereka mampu memenuhi spesifikasi material Anda? Pemasok komponen presisi tinggi berinvestasi pada peralatan yang selaras dengan klaim kualitas mereka—mesin yang usang bertentangan dengan janji toleransi ketat. -
Tinjau Proses Pengendalian Kualitas
Langkah ini membedakan produsen komponen mesin berkualitas tinggi dari bengkel-bengkel yang sekadar memiliki peralatan CNC. Tanyakan tentang alat inspeksi mereka—jangka ukur pin, mikrometer, dan mesin pengukur koordinat (CMM)—serta mintalah contoh laporan inspeksi. Pahami penerapan Statistical Process Control (SPC) mereka. Apakah mereka memantau dimensi kritis sepanjang proses produksi, atau hanya memeriksa komponen jadi? Menurut spesialis kualitas manufaktur, dokumentasi pengendalian kualitas (QC) yang tepat sangat penting bagi industri terregulasi seperti dirgantara atau otomotif. -
Evaluasi ketanggapan komunikasi
Kirimkan pertanyaan teknis dan amati kualitas serta ketepatan waktu respons mereka. Pemasok berpengalaman menunjukkan kemampuan mereka dalam memahami gambar teknis, memberikan masukan Desain untuk Kemudahan Manufaktur (DFM), serta mengusulkan alternatif proses pemesinan. Komunikasi yang responsif dan jelas memastikan Anda tidak dibiarkan tanpa informasi ketika muncul permasalahan. Pemasok yang lambat merespons pada tahap penawaran harga kemungkinan besar akan membuat frustrasi selama proses produksi. -
Minta Contoh Komponen
Sebelum berkomitmen pada volume produksi, pesanlah jumlah prototipe atau sampel. Hal ini membuktikan kemampuan aktual, bukan sekadar kemampuan yang diklaim. Evaluasi ketepatan dimensi, hasil permukaan, dan kualitas dokumentasi. Menurut panduan sumber daya CNC, memulai dengan proyek prototipe merupakan cara tercepat untuk memverifikasi kemampuan sebenarnya suatu pemasok, disiplin proses, serta pola pikir kualitas sebelum beralih ke produksi penuh.
Memahami SPC dan Inspeksi CMM
Dua konsep pengendalian kualitas layak dijelaskan lebih mendalam karena keduanya secara mendasar membedakan produsen komponen mesin CNC yang kompeten dari bengkel mesin biasa.
Kontrol Proses Statistik (SPC) memantau produksi secara real-time, melacak tren dimensi sebelum komponen menyimpang dari spesifikasi. Alih-alih menemukan masalah setelah selesai memproduksi suatu batch, SPC mengidentifikasi kapan proses mulai bergeser—sehingga memungkinkan koreksi dilakukan sebelum menghasilkan limbah produksi. Bagi pemasok komponen presisi berbasis mesin dengan volume tinggi, SPC merupakan hal esensial untuk menjaga konsistensi di antara ribuan komponen identik.
Inspeksi Mesin Pengukur Koordinat (CMM) memberikan verifikasi tiga dimensi terhadap geometri kompleks. Instrumen canggih ini mengukur titik-titik di seluruh permukaan komponen, membandingkan dimensi aktual terhadap model CAD dengan akurasi tingkat mikron. Ketika pemasok komponen berbasis mesin Anda mengutip toleransi ketat, tanyakan bagaimana mereka memverifikasi kepatuhan terhadap spesifikasi tersebut. Laporan inspeksi CMM memberikan bukti terdokumentasi bahwa komponen memenuhi spesifikasi—yang sangat krusial untuk aplikasi dirgantara, medis, dan otomotif yang mensyaratkan pelacakan penuh (full traceability).
Tanda Peringatan Saat Menyeleksi Pemasok CNC
Melampaui sekadar apa yang harus diperhatikan, pengenalan tanda peringatan mampu mencegah kemitraan yang kelak akan Anda sesali. Perhatikan secara cermat indikator-indikator mengkhawatirkan berikut:
- Kesulitan untuk berbagi sertifikasi atau kemampuan inspeksi: Produsen komponen mesin yang sah dengan bangga menampilkan kredensial mereka dan terbuka terhadap diskusi mengenai fasilitas produksi.
- Penawaran harga jauh di bawah tarif pasar: Harga yang tidak realistis sering kali menandakan penghematan dalam bahan baku, pengendalian kualitas, atau proses produksi—yang kemudian muncul sebagai cacat di kemudian hari.
- Jawaban yang tidak jelas mengenai peralatan atau proses: Pemasok terpercaya menjelaskan kemampuan mereka secara spesifik—model mesin, kemampuan toleransi, serta peralatan inspeksi.
- Tidak ada umpan balik DFM (Design for Manufacturability) untuk desain yang kompleks: Produsen berpengalaman mampu mengidentifikasi potensi masalah dan memberikan saran perbaikan. Ketidakmampuan memberikan masukan terkait kelayakan manufaktur menunjukkan kurangnya pengalaman atau sikap acuh tak acuh.
- Praktik dokumentasi yang buruk: Minta laporan inspeksi sampel dan sertifikasi bahan. Pemasok yang tidak mampu menyediakan dokumentasi terorganisir kemungkinan besar tidak memiliki proses pengendalian kualitas yang sistematis.
- Keengganan memberikan referensi: Pemasok komponen mesin presisi yang telah mapan mempertahankan pelanggan yang puas dan bersedia berbagi pengalaman mereka.
Pertimbangan antara Manufaktur Domestik versus Manufaktur Luar Negeri
Lokasi geografis pemasok suku cadang berpresisi Anda secara signifikan memengaruhi hasil proyek. Memahami kompromi-kompromi ini membantu Anda mengambil keputusan strategis dalam pemilihan pemasok yang selaras dengan prioritas Anda.
Pemesinan CNC dalam negeri menawarkan sejumlah keuntungan menarik untuk banyak aplikasi. Menurut riset sumber pasokan manufaktur, produksi dalam negeri memberikan keselarasan geografis yang dekat antara tim desain dan fasilitas manufaktur. Keuntungannya meliputi waktu tunggu yang lebih cepat, komunikasi yang lebih baik, kolaborasi yang lebih mudah selama perubahan desain, serta kendali yang lebih besar terhadap kualitas produksi. Kedekatan lokasi memungkinkan pemecahan masalah secara real-time dan penerapan modifikasi rekayasa yang lebih cepat.
Waktu Tunggu mendukung mitra domestik secara signifikan. Pemesinan di luar negeri memerlukan pertimbangan pengiriman internasional, proses bea cukai, dan kemungkinan keterlambatan di pelabuhan. Sebuah laporan Deloitte menunjukkan bahwa lebih dari 40% produsen global mengidentifikasi ketidakstabilan pengadaan dari luar negeri sebagai risiko operasional utama. Pemasok domestik beroperasi dalam jaringan logistik yang aman, sehingga mengurangi variabilitas waktu tunggu dan mendukung kelangsungan bisnis.
Komunikasi tantangan semakin bertambah dengan pemasok di luar negeri. Perbedaan zona waktu, hambatan bahasa, serta variasi budaya dalam praktik bisnis dapat menunda penyelesaian masalah teknis. Ketika perubahan desain muncul—dan hal ini selalu terjadi—mitra domestik mampu menerapkan modifikasi dalam hitungan hari, bukan minggu.
Perlindungan Kekayaan Intelektual berbeda secara signifikan tergantung yurisdiksi. Pemesinan di luar negeri memerlukan pengiriman berkas desain melalui jaringan internasional, yang menimbulkan titik kerentanan. Menurut para spesialis perlindungan kekayaan intelektual, data tersebut dapat disadap, diduplikasi, atau digunakan tanpa izin—terutama di wilayah-wilayah dengan penegakan hak kekayaan intelektual yang lemah. Manufaktur dalam negeri memberikan jaminan lebih tinggi terhadap duplikasi tanpa otorisasi, sehingga menjaga keunggulan kompetitif.
Pertimbangan Biaya memerlukan analisis mendalam. Opsi di luar negeri mungkin menawarkan harga per unit yang lebih rendah, namun biaya total kedatangan (total landed cost) memberikan gambaran lengkapnya. Perhitungkan biaya pengiriman, bea cukai, inspeksi kualitas, persediaan cadangan untuk waktu tunggu yang lebih panjang, serta potensi biaya perbaikan ulang. Menurut analis biaya manufaktur, biaya tersembunyi ini dapat mengikis sebagian besar—bahkan seluruhnya—dari penghematan yang tampak dari pengadaan di luar negeri.
Pilihan antara manufaktur domestik dan manufaktur di luar negeri pada akhirnya bergantung pada kebutuhan spesifik produk Anda, tingkat sensitivitas aplikasi, serta tingkat pengawasan yang diperlukan. Persyaratan presisi, batas waktu pengerjaan, perlindungan kekayaan intelektual (IP), dan standar kepatuhan semuanya memainkan peran krusial dalam memilih pendekatan yang tepat.
Dengan kerangka kerja yang jelas untuk mengevaluasi produsen, langkah berikutnya Anda melibatkan persiapan dokumentasi yang memungkinkan penawaran harga yang akurat dan pelaksanaan proyek yang efisien—seni menyusun paket Permintaan Penawaran Harga (RFQ) secara profesional, yang sering kali diabaikan.
Menyusun Permintaan Penawaran Harga (RFQ) Seperti Profesional
Anda telah mengidentifikasi produsen yang menjanjikan serta memahami faktor-faktor yang membedakan pemasok yang kompeten dari pemasok yang hanya berpura-pura. Kini tiba saatnya melangkah ke tahap yang sering kali terburu-buru dilalui banyak pembeli—dan kemudian membayar konsekuensinya berupa keterlambatan, permintaan penawaran ulang, serta komunikasi bolak-balik yang menjengkelkan. Paket Permintaan Penawaran Harga (RFQ) Anda pada dasarnya merupakan kesan pertama Anda, dan secara langsung menentukan seberapa cepat serta akurat produsen dapat memberikan respons.
Berikut rahasia dari dalam: pengiriman RFQ yang lengkap dapat menghasilkan umpan balik DFM dalam satu hari dan harga yang andal. Informasi yang hilang? Siapkan diri untuk keterlambatan jadwal, kutipan harga yang dibesar-besarkan guna menutupi ketidakpastian, serta risiko dalam perencanaan proses. Menurut spesialis manufaktur presisi , RFQ yang tidak lengkap memicu komunikasi bolak-balik yang mahal dan menunda proyek bahkan sebelum proyek tersebut dimulai.
Menyiapkan RFQ Anda untuk Mendapatkan Kutipan Harga yang Lebih Cepat dan Akurat
Bayangkan paket RFQ Anda sebagai dokumen pengarahan yang lengkap. Semakin komprehensif pengiriman Anda, semakin tepat pula respons yang diberikan. Ketika manufaktur suku cadang khusus memerlukan spesifikasi yang presisi, menebak-nebak akan memunculkan kesalahan yang semakin bertambah sepanjang proses produksi.
Sebelum menghubungi produsen mana pun, kumpulkan elemen-elemen penting berikut:
- File CAD dan Gambar Teknis: Sertakan baik model 3D (format STEP atau IGES) maupun gambar 2D dalam format PDF. Menurut Ahli permesinan CNC , banyak pembeli melakukan kesalahan dengan hanya menyertakan file STEP. File PDF memuat catatan penting mengenai batas toleransi, bahan, perlakuan panas, hasil permukaan, dan persyaratan akhir yang diperlukan agar penawaran harga dapat dilakukan secara akurat.
- Spesifikasi material: Tentukan kelas material secara tepat—misalnya "6061-T6" alih-alih hanya menyebut "aluminium." Menurut spesialis manufaktur, menyebut "stainless" tanpa menyertakan kelas material tertentu menghasilkan data pemotongan dan biaya yang sangat berbeda, sehingga memaksa pemasok menaikkan harga guna mengakomodasi ketidakpastian.
- Persyaratan toleransi: Tandai dimensi kritis beserta variasi yang diizinkan. Sertakan spesifikasi GD&T (Geometric Dimensioning and Tolerancing) bila berlaku. Soroti fitur berisiko seperti dinding tipis, rongga dalam, ulir panjang, atau jari-jari kecil yang memerlukan perhatian khusus.
- Kebutuhan jumlah: Tentukan apakah pesanan bersifat prototipe, produksi dalam jumlah kecil, atau produksi massal. Sertakan juga jumlah per pesanan serta proyeksi penggunaan tahunan. Informasi ini menjadi dasar keputusan terkait peralatan produksi, penetapan harga per batch, dan penjadwalan.
- Persyaratan kehalusan permukaan: Tentukan target kekasaran permukaan (Ra 1,6, Ra 3,2, dll.) dan proses penyelesaian sekunder—jenis dan warna anodisasi, lapisan kimia, pasivasi, bead blasting, atau elektropolishing. Identifikasi zona permukaan fungsional versus estetika.
- Operasi Sekunder: Daftarkan perlakuan panas, pelapisan logam (plating), pelapisan (coating), perakitan, atau proses pasca-pemesinan lainnya yang diperlukan. Sertakan spesifikasi ulir dengan sistem, kelas, dan kedalaman (misalnya M6x1,0-6H, kedalaman 12 mm).
- Jadwal pengiriman: Berikan tanggal pengiriman target atau rentang waktu yang dapat diterima. Hindari istilah samar seperti "sesegera mungkin (ASAP)"—gunakan tanggal spesifik atau rentang waktu yang memungkinkan penjadwalan yang realistis.
- Parameter anggaran: Meskipun tidak selalu dibagikan di awal, menyebutkan kisaran anggaran membantu produsen mengusulkan alternatif yang hemat biaya ketika spesifikasi Anda memungkinkan fleksibilitas.
Informasi yang Dibutuhkan Produsen dari Anda
Selain daftar periksa, memahami bagaimana produsen benar-benar memanfaatkan informasi Anda akan membantu Anda menyediakannya secara lebih efektif. Ketika komponen hasil pemesinan yang diperlukan untuk proyek Anda tiba di meja penawaran harga, para insinyur mengevaluasi beberapa faktor secara bersamaan.
Kontrol revisi sangat penting. Menurut para spesialis penyusunan RFQ, salah satu hasil yang paling memprihatinkan terjadi ketika produk tiba dalam kondisi diproduksi berdasarkan versi gambar lama—sehingga produk tersebut menjadi benar-benar tidak dapat digunakan. Setiap perubahan harus diberi nomor revisi baru, dan Anda wajib merujuk serta memverifikasi nomor revisi tersebut dengan pabrikan pada setiap pesanan.
Konteks mempercepat pemahaman. Bagikan sketsa perakitan, jelaskan fungsi komponen, identifikasi komponen yang saling berpasangan (mating components), serta sampaikan prioritas Anda dalam mengimbangi antara biaya dan waktu pengerjaan (lead time). Insinyur berpengalaman puluhan tahun mampu mengenali kekurangan desain atau risiko manufaktur yang mungkin terlewat oleh Anda—namun hal ini hanya mungkin terjadi jika mereka memahami aplikasi Anda.
Persyaratan inspeksi memengaruhi jadwal dan biaya. Tentukan apakah Anda memerlukan Inspeksi Artikel Pertama (FAI), inspeksi 100%, atau pengambilan sampel berdasarkan AQL. Sebutkan dokumen yang diperlukan: laporan dimensi, data CMM, sertifikat bahan, kepatuhan terhadap RoHS/REACH, atau paket PPAP. Menurut spesialis kualitas, FAI dan inspeksi CMM umumnya menambah durasi 0,5 hingga 2 hari, tergantung pada jumlah dan kompleksitas komponen.
Kesalahan umum yang menunda proyek komponen CNC khusus:
- Mengirimkan gambar 2D saja tanpa file STEP—verifikasi akses dan perencanaan toolpath menjadi jauh lebih lambat
- Menghilangkan satuan atau toleransi—memaksa asumsi bawaan yang mungkin tidak sesuai dengan maksud Anda
- Menyebutkan "anodisasi" tanpa menyertakan jenis atau warna—menyulitkan penentuan siklus outsourcing dan persyaratan pemulihan dimensi
- Tidak mencantumkan sistem ulir, kelas ulir, atau kedalaman ulir—meningkatkan risiko pekerjaan ulang
- Tidak menyebutkan jumlah pesanan—menghalangi perencanaan fixture atau perhitungan diskon berdasarkan jumlah batch
- Menetapkan toleransi yang tidak realistis pada fitur non-kritis—menaikkan biaya tanpa manfaat fungsional
Menurut para pakar komunikasi manufaktur, paket Permintaan Penawaran Harga (RFQ) Anda harus mencakup cukup detail sehingga setiap produsen yang mengikuti spesifikasi tersebut dapat memproduksi produk secara identik. Bagaimana cara Anda menyampaikan maksud desain secara jelas? Melalui dokumentasi yang lengkap dan tidak ambigu, yang tidak meninggalkan ruang untuk penafsiran.
Dengan paket RFQ Anda yang telah disusun secara tepat, memahami faktor-faktor yang mendorong penetapan harga akan membantu Anda menafsirkan penawaran harga secara cerdas serta mengidentifikasi peluang untuk optimalisasi biaya—topik yang akan kami bahas selanjutnya.
Faktor Harga dan Perkiraan Waktu Tunggu
Anda telah mengirimkan paket RFQ yang komprehensif ke sejumlah produsen. Kini, penawaran harga mulai masuk—namun variasi harganya tampak membingungkan. Salah satu pemasok menawarkan harga $45 per komponen, sementara pemasok lain menawarkan $120 untuk spesifikasi yang tampaknya identik. Apa yang sebenarnya terjadi di sini? Memahami faktor-faktor yang memengaruhi biaya pemesinan CNC akan mengubah Anda dari pembeli yang bingung menjadi negosiator yang berpengetahuan.
Berikut adalah hal yang kebanyakan pembeli tidak pernah ketahui: penetapan harga bukanlah sembarang. Setiap dolar dalam kutipan CNC dapat dilacak kembali ke faktor-faktor biaya spesifik yang sering kali dapat Anda pengaruhi melalui keputusan desain yang cerdas dan spesifikasi strategis. Mari kita uraikan faktor-faktor apa saja yang benar-benar menentukan biaya proyek Anda.
Apa Saja Faktor Penentu Biaya Pemesinan CNC
Ketika produsen menetapkan harga komponen pemesinan Anda, mereka mengevaluasi berbagai faktor yang saling terkait. Menurut analisis biaya industri , jenis bahan, kompleksitas desain, waktu pemesinan, serta persyaratan penyelesaian (finishing) semuanya memainkan peran penting dalam kutipan akhir. Memahami masing-masing elemen membantu Anda mengidentifikasi di mana fleksibilitas tersedia—dan di mana biaya bersifat mutlak (tidak dapat dinegosiasikan).
| Faktor Biaya | Tingkat Dampak | Apa yang Mempengaruhinya | Kendali Pembeli |
|---|---|---|---|
| Biaya Material | Sedang hingga tinggi | Jenis bahan, spesifikasi mutu, ketersediaan stok, persentase limbah selama proses pemesinan | Tinggi—pemilihan bahan secara langsung memengaruhi biaya dasar |
| Kompleksitas Bagian | Tinggi | Jumlah fitur, geometri rumit, pemesinan multi-permukaan, kebutuhan perkakas khusus | Sedang—penyederhanaan desain mengurangi waktu pemrograman dan pemesinan |
| Persyaratan Toleransi | Tinggi | Spesifikasi presisi, intensitas inspeksi, kecepatan pemesinan yang lebih lambat untuk toleransi ketat | Tinggi—menerapkan toleransi ketat hanya di area yang secara fungsional diperlukan |
| Permukaan Akhir | Sedang | Nilai kekasaran yang dibutuhkan, operasi finishing sekunder, perlakuan khusus | Sedang—membedakan permukaan estetika dari permukaan fungsional |
| Volume Pemesanan | Sangat tinggi | Amortisasi penyiapan, pembenaran investasi peralatan, diskon volume bahan baku | Tinggi—keputusan mengenai jumlah produksi secara signifikan memengaruhi harga per unit |
| Operasi Sekunder | Sedang hingga tinggi | Perlakuan panas, pelapisan, pengecatan, perakitan, penanganan tambahan serta koordinasi outsourcing | Sedang—mengkonsolidasikan operasi atau menyesuaikan spesifikasi |
| Urgensi waktu pengerjaan | Sedang | Biaya percepatan, pengadaan material mendadak, lembur, gangguan jadwal produksi | Tinggi—perencanaan sejak awal menghilangkan biaya tambahan premium |
Biaya Bahan menetapkan fondasi penetapan harga Anda. Menurut para spesialis biaya pemesinan, bahan seperti aluminium dan baja lunak umumnya lebih murah, sedangkan baja tahan karat, titanium, dan paduan eksotis dapat meningkatkan biaya secara signifikan. Selain itu, kemampuan mesin (machinability) memengaruhi kecepatan pemotongan alat terhadap bahan—logam yang lebih keras memerlukan laju pemakanan (feed rate) yang lebih lambat dan menyebabkan keausan alat yang lebih besar, sehingga menambah biaya tidak langsung.
Kompleksitas Bagian mendorong durasi pemesinan, yang merupakan salah satu komponen biaya terbesar. Geometri yang rumit, toleransi ketat, serta pemesinan multi-permukaan memerlukan waktu pemrograman dan pemesinan yang lebih lama. Menurut penelitian biaya prototipe CNC, kompleksitas desain dapat meningkatkan durasi pemesinan hingga 30–50%, yang secara langsung berdampak pada tagihan akhir Anda. Komponen yang memerlukan penghilangan material baku sebanyak 80% atau lebih juga menimbulkan biaya lebih tinggi akibat durasi pemesinan yang diperpanjang dan peningkatan keausan alat.
Persyaratan Toleransi menciptakan dampak biaya eksponensial. Menurut analis manufaktur presisi, toleransi ketat sebesar ±0,001" dapat mengalikan biaya hingga empat kali lipat dibandingkan toleransi standar sebesar ±0,005". Setiap komponen permesinan yang memerlukan dimensi ultra-presisi menuntut kecepatan pemrosesan yang lebih lambat, peralatan khusus, serta pemeriksaan tambahan—semua faktor ini menambah tagihan Anda.
Penetapan Harga Berdasarkan Volume dan Ekonomi Prototipe
Mungkin tidak ada satu faktor pun yang memengaruhi harga per unit secara lebih dramatis daripada jumlah pesanan. Memahami hubungan ini membantu Anda mengambil keputusan strategis mengenai produksi prototipe dibandingkan kuantitas produksi massal.
Pertimbangkan skenario berikut dari riset ekonomi manufaktur: satu unit prototipe mungkin berharga USD 500, sedangkan pemesanan 10 unit menurunkan harga per unit menjadi sekitar USD 300 masing-masing. Untuk produksi massal dalam jumlah besar (50 unit atau lebih), biaya dapat turun hingga 60%, sehingga harga per unit mencapai sekitar USD 120—dengan tetap mempertahankan kualitas dan spesifikasi yang identik.
Mengapa terjadi perbedaan yang begitu dramatis? Secara ekonomi, hal ini terbagi menjadi biaya tetap dan biaya variabel:
- Biaya tetap tetap konstan terlepas dari jumlah—pemrograman, persiapan CAD/CAM, pembuatan alat bantu (fixture), dan penyetelan. Biaya satu kali ini, yang umumnya berkisar antara $200–$500, dibagi rata di seluruh jumlah pesanan Anda. Satu buah menanggung seluruh jumlah tersebut; lima puluh buah masing-masing menanggung sebagian kecil saja.
- Biaya variabel berubah sebanding dengan jumlah—bahan baku, waktu pemesinan per komponen, dan inspeksi. Komponen-komponen ini memperoleh manfaat dari peningkatan efisiensi seiring pengoptimalan proses oleh operator selama produksi dalam jumlah besar.
- Diskon bahan baku berlaku mulai volume tinggi. Menurut para spesialis pengadaan bahan, pembelian dalam jumlah besar umumnya memenuhi syarat untuk diskon sebesar 10–25%, sehingga semakin menekan biaya per unit.
Aplikasi Praktis: Jika Anda sedang mengembangkan komponen baru hasil pemesinan CNC dan memerlukan prototipe untuk pengujian, pertimbangkan memesan 3–5 unit alih-alih hanya satu sampel. Anda akan memperoleh cadangan (redundansi) guna pengujian destruktif, sekaligus menekan secara signifikan investasi per unit. Biaya marjinal tambahan untuk prototipe lebih rendah jauh dibandingkan memesan secara terpisah di kemudian hari.
Pengurangan Biaya melalui Desain yang Memperhatikan Kemudahan Manufaktur
Di sinilah pembeli yang berpengetahuan luas memperoleh keuntungan signifikan. Memproduksi komponen mesin secara efisien memerlukan desain yang dioptimalkan untuk proses CNC—dan perubahan kecil pun dapat menghasilkan penghematan besar tanpa mengorbankan fungsionalitas.
Menurut para spesialis Desain untuk Manufaktur (DFM), beberapa prinsip desain secara langsung mengurangi biaya manufaktur:
Hindari lubang dan kantong dalam. Fitur-fitur ini menimbulkan masalah terhadap hasil akhir dan presisi, serta berpotensi menyebabkan patahnya alat potong. Fitur tersebut sering kali memerlukan beberapa kali pemotongan agar dapat dikerjakan dengan benar, sehingga meningkatkan waktu pemesinan dan akibatnya juga meningkatkan biaya komponen Anda.
Minimalkan sudut dalam tajam. Mata bor CNC berbentuk bulat, sehingga meninggalkan jari-jari pada sudut dalam. Sudut dalam tajam memerlukan alat khusus atau operasi sekunder seperti EDM—yang secara signifikan meningkatkan biaya. Sebagai gantinya, pilihlah fillet dalam yang sesuai dengan diameter alat standar.
Jaga ketebalan dinding yang memadai. Dinding tipis rentan terhadap getaran selama proses pemesinan, sehingga menurunkan akurasi yang dapat dicapai dan berpotensi menyebabkan cacat produksi.
Pilih chamfer daripada fillet pada tepi luar. Fillet luar umumnya memerlukan waktu mesin yang lebih lama dan alat khusus. Chamfer mampu memenuhi tujuan fungsional serupa—seperti penghilangan burr, keamanan, dan estetika—dengan biaya lebih rendah.
Tentukan hanya toleransi yang benar-benar diperlukan. Menurut para ahli optimasi pemesinan , jika presisi tidak mutlak diperlukan untuk komponen Anda, tetap gunakan toleransi umum seperti ISO 2768 sebanyak mungkin untuk menghindari kenaikan biaya yang tidak perlu.
Faktor Waktu Tunggu dan Ekspektasi yang Realistis
Selain harga, ekspektasi waktu tunggu kerap mengejutkan pembeli yang belum terbiasa dengan realitas manufaktur. Beberapa faktor menentukan seberapa cepat komponen hasil pemesinan Anda berpindah dari pemesanan hingga pengiriman.
Ketersediaan Mesin mempengaruhi penjadwalan secara langsung. Peralatan populer—mesin 5-sumbu, frais dengan ruang kerja besar—mungkin memiliki waktu antrean yang mencapai berminggu-minggu. Komponen sederhana yang diproses pada peralatan 3-sumbu umumnya dapat dijadwalkan lebih cepat.
Pengadaan Bahan dapat memperpanjang jadwal secara signifikan. Bahan baku kelas umum seperti aluminium 6061 atau stainless steel 304 tersedia secara lokal. Namun, paduan eksotis, kondisi perlakuan panas tertentu, atau kelas bahan bersertifikat untuk aerospace mungkin memerlukan pemesanan langsung ke pabrik dengan masa tunggu 4–8 minggu.
Persyaratan Finishing menambah durasi proses dalam hitungan hari. Menurut para spesialis finishing permukaan, hasil akhir 'as-machined' tidak menambah waktu tambahan, sedangkan perlakuan dasar seperti bead blasting menambah 1–2 hari. Hasil akhir premium seperti anodizing memperpanjang masa produksi sebesar 3–5 hari, dan lapisan khusus mungkin memerlukan koordinasi outsourcing yang menambah waktu minimal satu minggu.
Pesanan darurat memungkinkan, tetapi mahal. Percepatan proses memerlukan produsen untuk mengatur ulang jadwal, mempercepat pengadaan bahan baku, dan berpotensi bekerja lembur—semuanya dengan tarif premium. Menurut para spesialis biaya industri, urgensi waktu tunggu menambah biaya melalui pemesinan lembur, pemesanan bahan baku secara mendesak, serta penempatan prioritas—sering kali dengan premi 25–50% di atas jadwal standar.
Pendekatan yang paling hemat biaya? Perencanaan sejak dini. Jadwal produksi komponen menjadi dapat diprediksi ketika Anda menyampaikan jadwal yang akurat, menghindari perubahan mendadak, serta menyisakan waktu cadangan untuk kejadian tak terduga. Produsen memberikan apresiasi kepada pelanggan yang dapat diprediksi dengan harga yang lebih kompetitif serta prioritas layanan saat terjadi keadaan darurat yang benar-benar mendesak.
Setelah faktor penetapan harga dipahami, pertimbangan berikutnya mencakup persyaratan khusus industri—standar dan sertifikasi khusus yang menentukan proses manufaktur untuk aplikasi otomotif, dirgantara, dan medis.

Persyaratan Khusus Industri untuk Otomotif, Dirgantara, dan Medis
Anda telah menguasai faktor-faktor penetapan harga dan ekspektasi waktu pengerjaan. Namun, berikut ini yang membedakan pembeli yang sukses dari mereka yang menghadapi kejutan mahal: pemahaman bahwa industri yang berbeda menuntut pendekatan manufaktur yang secara mendasar berbeda. Sebuah produsen komponen mesin yang melayani rantai pasok otomotif beroperasi di bawah kendala yang sama sekali berbeda dibandingkan produsen komponen dirgantara atau perangkat medis.
Ini bukan variasi halus—melainkan ekosistem yang berbeda dengan sertifikasi unik, persyaratan dokumentasi, serta protokol pengendalian kualitas tersendiri. Perusahaan yang memproduksi komponen logam khusus untuk industri terregulasi berinvestasi besar-besaran dalam kemampuan khusus yang tidak dimiliki oleh bengkel mesin umum.
Persyaratan Manufaktur Sektor Otomotif
Industri otomotif merupakan salah satu lingkungan paling menuntut dalam produksi komponen yang dibuat dengan mesin CNC. Volume yang diharapkan mencapai ribuan atau jutaan komponen identik, semuanya harus memiliki konsistensi sempurna. Satu komponen cacat saja dapat memicu penarikan kembali (recall) yang memengaruhi ratusan ribu kendaraan—dengan konsekuensi finansial dan reputasi yang sangat besar.
Menurut para spesialis sertifikasi industri, IATF 16949 adalah standar global untuk manajemen mutu otomotif, yang menggabungkan prinsip-prinsip ISO 9001 dengan persyaratan khusus sektor ini terkait peningkatan berkelanjutan, pencegahan cacat, serta pengawasan ketat terhadap pemasok. Sertifikasi ini bukanlah pilihan bagi pemasok otomotif serius—melainkan tiket masuk wajib untuk bekerja sama dengan produsen mobil utama (OEM).
Persyaratan utama untuk komponen otomotif yang dibuat menggunakan mesin CNC meliputi:
- Sertifikasi IATF 16949: Menunjukkan penerapan sistem manajemen mutu yang terstruktur sesuai harapan industri otomotif, termasuk proses persetujuan komponen produksi (PPAP)
- Pengendalian Proses Statistik (SPC): Pemantauan secara waktu nyata terhadap dimensi kritis sepanjang proses produksi untuk mendeteksi variasi sebelum berkembang menjadi cacat
- Konsistensi volume tinggi: Kemampuan memproduksi ribuan produk hasil pemesinan presisi yang identik dengan variasi minimal antara komponen pertama dan terakhir
- Fokus Pencegahan Cacat: Sistem mutu proaktif, bukan inspeksi reaktif—mendeteksi permasalahan sebelum terjadi
- Ketertelusuran penuh: Sertifikasi bahan, catatan proses, dan dokumentasi inspeksi yang menghubungkan setiap komponen dengan riwayat produksinya
- Skalabilitas Cepat: Kemampuan beralih dari jumlah prototipe ke volume produksi penuh tanpa penurunan kualitas
Bagi pembeli yang mengimpor komponen otomotif, bermitra dengan produsen bersertifikat menentukan keberhasilan produksi yang lancar atau gangguan mahal. Shaoyi Metal Technology , misalnya, memiliki sertifikasi IATF 16949 dan menerapkan proses SPC yang ketat—memungkinkan mereka menghasilkan komponen berketelitian tinggi untuk perakitan sasis kompleks serta busing logam khusus, sekaligus mampu meningkatkan kapasitas produksi secara mulus dari prototipe cepat hingga produksi massal. Waktu pengerjaan tercepat mereka—hanya satu hari kerja untuk kebutuhan mendesak—menunjukkan responsivitas yang dituntut oleh rantai pasok otomotif.
Persyaratan Manufaktur Sektor Dirgantara
Ketika komponen terbang pada ketinggian 35.000 kaki sambil mengangkut ratusan penumpang, kegagalan sama sekali tidak diperbolehkan. Manufaktur dirgantara menuntut standar kualitas paling ketat di antara semua industri. Menurut para pakar sertifikasi dirgantara, AS9100 dibangun di atas fondasi ISO 9001 dan menambahkan persyaratan tambahan khusus untuk sektor dirgantara, dengan penekanan kuat pada manajemen risiko, dokumentasi yang ketat, serta pengendalian integritas produk di seluruh rantai pasok yang kompleks.
Apa yang membedakan manufaktur dirgantara dari produksi komponen presisi lainnya?
- Sertifikasi AS9100D: Standar manajemen mutu khusus aerospace yang memperluas ISO 9001 dengan pengendalian tambahan untuk manajemen konfigurasi, pencegahan komponen palsu, serta persyaratan keselamatan
- Akreditasi Nadcap: Menurut para spesialis proses khusus, NADCAP berfokus pada akreditasi proses khusus yang kritis bagi manufaktur aerospace dan pertahanan, termasuk perlakuan panas, pemrosesan kimia, serta pengujian tanpa merusak
- Pelacakan material secara lengkap: Menurut Para ahli penerapan AS9100 , persyaratan ketertelusuran mencakup identifikasi sepanjang masa pakai produk, mengetahui semua produk yang dibuat dari satu batch bahan, serta kemampuan mengambil catatan berurutan suatu produk mulai dari manufaktur, perakitan, pengujian, hingga inspeksi
- Manajemen konfigurasi: Mengetahui secara pasti komponen, proses, bahan, dan revisi apa saja yang digunakan dalam setiap produk untuk dibandingkan terhadap konfigurasi desain
- Pengendalian Media Penerimaan: Stempel, kata sandi, atau tanda tangan elektronik yang menunjukkan pihak yang melakukan tugas atau menerima hasil pengukuran harus dikendalikan guna memastikan otorisasi yang tepat
- Perencanaan Kualitas Berbasis Risiko: Identifikasi dan mitigasi sistematis terhadap potensi modus kegagalan sebelum produksi dimulai
Konsekuensi dari ketidakmemadaiannya pelacakan (traceability) di sektor dirgantara sangat berat. Menurut para spesialis pelacakan, jika suatu komponen tertentu ditemukan cacat dan menyebabkan insiden pesawat terbang, produsen harus mengidentifikasi komponen-komponen mana pada pesawat terbang lain yang berpotensi terpengaruh—hingga menelusuri kembali hingga bahan baku yang digunakan untuk masing-masing komponen tersebut. Tanpa pelacakan yang memadai, perusahaan mungkin terpaksa mengganti seluruh produk yang dipertanyakan hanya karena mereka tidak yakin secara pasti unit-unit mana yang mencurigakan.
Setiap produsen komponen berbentuk putar CNC yang melayani sektor dirgantara wajib membuktikan kemampuan-kemampuan ini melalui proses yang terdokumentasi dan audit pihak ketiga. Jika aplikasi Anda melibatkan komponen kritis penerbangan (flight-critical components), pastikan sertifikasi AS9100D telah dimiliki sebelum melanjutkan hubungan dengan pemasok mana pun.
Persyaratan Pembuatan Perangkat Medis
Perangkat medis secara langsung memengaruhi keselamatan pasien—sehingga persyaratan di sektor ini menjadi unik dan sangat ketat. Menurut para pakar sertifikasi medis, ISO 13485 merupakan standar manajemen mutu definitif untuk bidang ini, yang mengatur kontrol ketat terhadap desain, produksi, keterlacakan (traceability), dan mitigasi risiko.
Persyaratan kritis untuk produk hasil pemesinan presisi medis meliputi:
- Sertifikasi ISO 13485: Sistem manajemen mutu khusus untuk produksi perangkat medis, guna menjamin kepatuhan terhadap regulasi dan keselamatan pasien
- Kepatuhan terhadap FDA 21 CFR Bagian 820: Regulasi Sistem Mutu yang mengatur desain produk, produksi, dan pelacakan perangkat yang dipasarkan di Amerika Serikat
- Manajemen Risiko Komprehensif: Identifikasi dan mitigasi risiko secara sistematis yang berpotensi memengaruhi keselamatan atau kemanjuran perangkat
- Keterlacakan Produk Penuh: Kemampuan melacak setiap komponen melalui seluruh riwayat produksinya guna pengelolaan penarikan kembali (recall)
- Penanganan Keluhan yang Efektif: Proses terdokumentasi untuk menyelidiki dan menangani kekhawatiran terkait mutu
- Kemampuan Ruang Bersih: Lingkungan manufaktur bebas kontaminasi untuk komponen sensitif
Persyaratan ruang bersih memerlukan perhatian khusus. Menurut para spesialis manufaktur ruang bersih, komponen di industri yang sangat diatur memerlukan perakitan presisi dalam lingkungan bebas kontaminan guna memenuhi standar yang berlaku. Perakitan perangkat medis dan layanan penyusunan kit oleh teknisi terampil menjamin bahwa komponen hasil pemesinan khusus memenuhi standar kualitas yang ketat.
Lingkungan Khusus untuk Industri Kritis
Di luar sertifikasi, beberapa aplikasi memerlukan lingkungan manufaktur yang tidak dapat disediakan oleh sebagian besar bengkel mesin. Fasilitas ruang bersih merupakan kemampuan khusus paling signifikan untuk aplikasi semikonduktor dan medis.
Menurut para spesialis komponen presisi, ruang bersih Kelas ISO 7 memenuhi peraturan sistem mutu FDA serta persyaratan sertifikasi ISO 13485:2016. Lingkungan terkendali ini mendukung berbagai metode perakitan dan penyelesaian akhir, antara lain:
- Pembersihan ultrasonik yang telah didepirigenasi untuk penghilangan kontaminasi
- Perekatan pelarut dan perekat dalam kondisi bebas partikel
- Pengelasan ultrasonik dan laser dengan kontrol presisi
- Pengeboran, pemotongan, dan penandaan dengan laser untuk keterlacakan medis
- Pengujian dan validasi, termasuk uji ledak, uji dekay tekanan, dan uji tarik
Perangkat dan peralatan medis menuntut presisi mulai dari desain, produksi, hingga perakitan yang dikendalikan mutu. Menurut para pakar manufaktur medis, proses-proses tersebut harus mengutamakan pengendalian mutu yang ketat, mengingat kesalahan dalam pemesinan, perakitan, atau pengiriman dapat berakibat kritis bagi pengguna akhir.
Komponen aerospace juga memperoleh manfaat dari lingkungan terkendali. Komponen ini sering digunakan dalam aplikasi yang mengalami kecepatan tinggi dan tekanan besar, sehingga sangat bergantung pada proses manufaktur dan perakitan presisi, di mana cacat sekecil apa pun dapat berakibat bencana. Kemampuan dalam pembuatan termokopel, komponen satelit, serta peralatan pembangkit oksigen semuanya memerlukan penanganan khusus yang melampaui lingkungan bengkel mesin standar.
Pertimbangan Sektor Pertahanan
Pemesinan CNC terkait pertahanan memperkenalkan lapisan regulasi tambahan. Menurut para spesialis kepatuhan di bidang pertahanan, manufaktur pertahanan berada di bawah yurisdiksi Peraturan Perdagangan Senjata Internasional (International Traffic in Arms Regulations/ITAR), yang secara ketat mengatur penanganan data teknis sensitif dan komponen. Kepatuhan terhadap peraturan ini mensyaratkan pendaftaran resmi dengan Departemen Luar Negeri Amerika Serikat serta penerapan protokol keamanan informasi.
Kontraktor pertahanan biasanya memerlukan sertifikasi ISO 9001 atau AS9100 yang dikombinasikan dengan pendaftaran ITAR untuk menunjukkan baik kemampuan mutu maupun kepatuhan terhadap keamanan nasional. Persyaratan terkombinasi ini membantu meyakinkan klien pemerintah mengenai kemampuan teknis suatu fasilitas serta kapasitasnya dalam melindungi informasi sensitif.
Saat mencari komponen mesin CNC untuk industri yang diatur, verifikasi sertifikasi bukanlah pilihan—melainkan keharusan. Mohon sertifikat terkini, pastikan lingkupnya mencakup persyaratan spesifik Anda, dan verifikasi pengalaman pemasok dalam memenuhi tuntutan dokumentasi serta ketelusuran unik di industri Anda.
Memahami persyaratan khusus industri ini memungkinkan Anda mengajukan pertanyaan yang tepat serta mengidentifikasi produsen yang benar-benar mampu memenuhi kebutuhan Anda. Bagian terakhir dari teka-teki ini melibatkan pembangunan hubungan pemasok jangka panjang yang memberikan hasil konsisten dari waktu ke waktu—serta menghindari kesalahan umum yang menggagalkan kemitraan manufaktur.
Menghindari Jebakan dan Membangun Hubungan yang Kuat dengan Produsen
Anda telah menavigasi pemilihan bahan, memahami faktor-faktor penentu harga, serta mengidentifikasi persyaratan khusus industri. Kini tiba saatnya memperoleh wawasan yang membedakan pembeli yang sukses dari mereka yang terus-menerus mencari pemasok baru: membangun kemitraan jangka panjang dengan produsen komponen mesin CNC memerlukan lebih dari sekadar menemukan fasilitas yang mampu memenuhi kebutuhan. Hal ini menuntut penghindaran kesalahan umum yang dapat merusak hubungan bahkan sebelum hubungan tersebut matang—dan penerapan praktik kolaborasi yang mampu mengubah pembelian transaksional menjadi kemitraan strategis.
Berikut adalah hal yang dipahami oleh para profesional pengadaan berpengalaman: biaya sebenarnya dari pergantian pemasok jauh melampaui penghematan nyata yang diperoleh dengan mengejar penawaran harga lebih rendah. Menurut para spesialis kemitraan manufaktur, hubungan jangka panjang memungkinkan kedua belah pihak menyelaraskan tujuan bersama, membangun pemahaman timbal balik yang mendalam, mengurangi kesalahpahaman mahal, serta berkolaborasi secara proaktif untuk menyelesaikan tantangan rekayasa yang kompleks. Mari kita bahas cara membangun hubungan bernilai tinggi ini—dimulai dari kesalahan-kesalahan yang harus Anda hindari.
Kesalahan Umum yang Menggagalkan Proyek Manufaktur
Bahkan pembeli berpengalaman pun kerap terjebak dalam perangkap yang merusak hubungan dengan pemasok dan meningkatkan biaya proyek. Mengenali jebakan-jebakan ini sejak dini akan menyelamatkan Anda dari pelajaran mahal yang harus dipelajari secara sulit.
- Spesifikasi yang Tidak Jelas: Mengirimkan gambar teknis yang tidak lengkap, tidak mencantumkan batas toleransi, atau menyertakan persyaratan bahan yang samar memaksa produsen untuk membuat asumsi. Menurut Spesialis pemesinan CNC dengan menjaga desain Anda sederhana dan spesifikasi jelas, Anda menghindari waktu operasi tambahan serta proses pemesinan yang tidak perlu—yang menambah biaya tanpa memberikan nilai tambah. Ketidakjelasan memicu kesalahan—dan perselisihan mengenai pihak yang bertanggung jawab.
- Jadwal waktu yang tidak realistis: Menuntut pengiriman mendadak tanpa memahami realitas manufaktur akan membebani hubungan kerja sekaligus meningkatkan biaya. Komponen mesin khusus memerlukan pemrograman, penyiapan (setup), pemesinan, dan inspeksi—proses-proses yang tidak dapat dipersingkat secara sembarangan tanpa berdampak negatif terhadap kualitas.
- Komunikasi yang buruk: Menghilang setelah pemesanan, lalu muncul kembali dengan permintaan perubahan mendesak menciptakan kekacauan. Kemitraan yang kuat membutuhkan keterlibatan yang konsisten, respons cepat terhadap pertanyaan, serta pemberitahuan proaktif mengenai perubahan kebutuhan.
- Mengabaikan Masukan DFM: Ketika produsen berpengalaman menyarankan modifikasi desain guna meningkatkan kemudahan manufaktur, mengabaikan masukan mereka berarti menyia-nyiakan keahlian berharga. Menurut para pakar optimasi desain, fitur seperti sudut internal kecil, dinding tinggi dan tipis, atau teks timbul menambah biaya dan waktu pemesinan secara signifikan. Produsen yang memberikan saran DFM berupaya menghemat anggaran Anda—dengarkanlah mereka.
- Sering Mengganti Pemasok: Terus-menerus mengejar penawaran harga terendah mencegah setiap pemasok memahami preferensi Anda, standar kualitas, serta pola komunikasi. Setiap hubungan baru mengharuskan pembangunan kembali pengetahuan institusional yang sudah dimiliki oleh mitra berpengalaman.
Kesalahan-kesalahan ini memiliki benang merah yang sama: mereka memperlakukan manufaktur sebagai transaksi komoditas, bukan sebagai hubungan kolaboratif. Komponen mesin CNC memerlukan presisi, keahlian, dan ketelitian—kualitas-kualitas yang berkembang pesat dalam kemitraan yang stabil dan memudar di bawah praktik pengadaan yang bersifat konfrontatif.
Membangun Kemitraan Pemasok yang Andal
Mengubah hubungan pemasok dari bersifat transaksional menjadi strategis memerlukan upaya yang disengaja dari kedua belah pihak. Berikut adalah cara pembeli yang sukses membangun kemitraan yang memberikan hasil konsisten tahun demi tahun.
Tetapkan ritme komunikasi secara rutin. Menurut para pakar pengembangan kemitraan, menunjuk kontak khusus di masing-masing pihak mempermudah koordinasi. Jadwalkan waktu tetap untuk pembaruan proyek, tinjauan desain, dan demonstrasi pekerjaan dalam proses. Gunakan platform kolaborasi berbasis cloud untuk berbagi file dan data secara instan.
Bangun siklus umpan balik yang bermakna. Jangan menunggu masalah muncul—secara proaktif bagikan observasi kinerja. Ketika komponen buatan khusus melebihi ekspektasi, sampaikan apresiasi tersebut. Ketika muncul permasalahan, tangani secara konstruktif alih-alih menyalahkan. Menurut para spesialis hubungan pemasok, menciptakan lingkungan di mana tantangan dilaporkan secara cepat dan ditangani secara konstruktif membangun kepercayaan yang semakin menguat seiring waktu.
Memberikan perkiraan volume yang akurat. Produsen merencanakan kapasitas, menjadwalkan peralatan, dan menyiapkan bahan baku berdasarkan proyeksi pelanggan. Berbagi perkiraan penggunaan tahunan yang realistis—bahkan kisaran kasar sekalipun—membantu pemasok komponen CNC Anda mempersiapkan diri menghadapi kebutuhan Anda. Lonjakan permintaan mendadak menjadi lebih terkendali ketika mitra bersama-sama memperkirakannya.
Libatkan pemasok sejak tahap awal pengembangan. Menurut para pakar manufaktur kolaboratif, melibatkan mitra pemesinan CNC Anda selama tahap desain dan prototipe memanfaatkan wawasan manufaktur mereka. Keterlibatan pemasok sejak dini membantu mengidentifikasi potensi masalah kelayakan produksi serta mengurangi desain ulang yang mahal—sehingga mengubah pemasok Anda menjadi sumber daya desain, bukan sekadar fasilitas produksi.
Terapkan peningkatan berkelanjutan secara bersama-sama. Jadwalkan tinjauan bisnis berkala untuk mengevaluasi metrik kualitas, kinerja pengiriman, dan target biaya. Menurut para spesialis keberlanjutan kemitraan, sesi-sesi ini mengidentifikasi peluang peningkatan, menyesuaikan diri dengan kondisi pasar baru, serta menyelaraskan rencana produksi masa depan secara lebih ketat.
Memilih Mitra untuk Pertumbuhan Jangka Panjang
Bagi perusahaan yang sedang berkembang, kriteria pemilihan pemasok harus melampaui kebutuhan saat ini menuju kapabilitas masa depan. Mitra manufaktur ideal tumbuh seiring pertumbuhan bisnis Anda—mampu menangani jumlah prototipe hari ini dan volume produksi besok tanpa penurunan kualitas maupun tekanan terhadap hubungan kerja sama.
Perhatikan produsen yang menunjukkan:
- Waktu tunggu cepat untuk kebutuhan mendesak: Mitra yang mampu mengirimkan produk berbahan logam yang telah dikerjakan dalam waktu hanya satu hari kerja untuk keadaan darurat memberikan fleksibilitas tak ternilai ketika muncul peluang atau tantangan tak terduga.
- Kapasitas Produksi yang Dapat Diskalakan: Fasilitas yang beralih secara mulus dari tahap prototipe ke produksi massal menghilangkan gangguan akibat pencarian pemasok baru seiring peningkatan volume produksi Anda
- Solusi permesinan khusus yang komprehensif: Mitra yang menawarkan layanan lengkap—mulai dari perakitan kompleks hingga komponen khusus—menyederhanakan rantai pasok Anda dan mengurangi beban koordinasi
- Sistem kualitas bersertifikat: Sertifikasi IATF 16949 dan penerapan SPC menjamin konsistensi di seluruh volume produksi yang terus meningkat
Kemampuan-kemampuan ini sangat penting khususnya untuk aplikasi otomotif, di mana keandalan rantai pasok secara langsung memengaruhi jadwal produksi. Shaoyi Metal Technology mewujudkan pendekatan kemitraan siap-pakai ini—fasilitas mereka yang bersertifikasi IATF 16949 menangani segala hal, mulai dari perakitan sasis kompleks hingga busing logam khusus, dengan waktu tunggu seringkas satu hari kerja untuk kebutuhan mendesak. Kombinasi kemampuan komprehensif dan layanan responsif ini menciptakan fondasi bagi hubungan pemasok yang semakin menguat seiring pertumbuhan bisnis Anda.
Hubungan pemasok terbaik terasa seperti perpanjangan dari tim Anda sendiri—mitra yang memahami prioritas Anda, mengantisipasi kebutuhan Anda, dan berinvestasi dalam kesuksesan Anda karena kesuksesan mereka bergantung pada kesuksesan Anda.
Membangun hubungan semacam ini memerlukan kesabaran, konsistensi, dan rasa saling menghormati. Penghematan jangka pendek dari pergantian pemasok secara terus-menerus jauh kalah dibandingkan nilai jangka panjang dari mitra yang memahami spesifikasi Anda secara mendalam, mengidentifikasi potensi masalah sebelum berkembang menjadi persoalan, serta memprioritaskan pesanan Anda karena mereka menghargai kemitraan dengan Anda. Berinvestasilah dalam hubungan dengan produsen suku cadang mesin CNC yang kompeten, dan Anda akan menemukan bahwa rahasia utama sebenarnya bukanlah taktik negosiasi yang cerdik—melainkan nilai kumulatif dari kepercayaan yang terbangun seiring berjalannya waktu.
Pertanyaan yang Sering Diajukan tentang Produsen Suku Cadang Mesin CNC
1. Apa saja 7 komponen utama mesin CNC?
Tujuh komponen utama tersebut meliputi Unit Kendali Mesin (MCU) yang berfungsi sebagai otak sistem, perangkat input untuk memuat program, sistem penggerak untuk mengendalikan pergerakan, perkakas mesin untuk operasi pemotongan, sistem umpan balik untuk pemantauan presisi, alas dan meja mesin untuk menopang benda kerja, serta sistem pendingin untuk mengelola panas selama proses pemesinan. Memahami komponen-komponen ini membantu pembeli berkomunikasi secara efektif dengan produsen mengenai kebutuhan kapabilitas serta memecahkan potensi masalah selama produksi.
2. Berapa biaya suku cadang CNC khusus?
Biaya komponen CNC khusus bervariasi secara signifikan tergantung pada tingkat kerumitan, bahan, toleransi, dan volume pemesanan. Komponen sederhana dalam jumlah kecil umumnya berkisar antara $10 hingga $50 per unit, sedangkan komponen yang direkayasa secara presisi dapat melebihi $160 per unit untuk pesanan berjumlah kecil. Faktor-faktor utama yang memengaruhi biaya meliputi pemilihan bahan, kerumitan komponen, persyaratan toleransi, spesifikasi permukaan akhir, serta jumlah pesanan. Volume pemesanan yang lebih besar secara signifikan menurunkan biaya per unit karena biaya persiapan didistribusikan ke lebih banyak komponen.
3. Perusahaan mana yang terbaik untuk mesin CNC?
Pabrikan suku cadang mesin CNC terbaik bergantung pada kebutuhan industri dan aplikasi spesifik Anda. Untuk aplikasi otomotif yang memerlukan sertifikasi IATF 16949 serta konsistensi volume tinggi, produsen seperti Shaoyi Metal Technology menawarkan sistem mutu bersertifikat dengan proses SPC dan waktu pengerjaan secepat satu hari kerja. Aplikasi dirgantara memerlukan pemasok bersertifikat AS9100D, sedangkan produksi perangkat medis menuntut sertifikasi ISO 13485 disertai fasilitas ruang bersih (cleanroom).
4. Sertifikasi apa saja yang harus dimiliki oleh pabrikan suku cadang mesin CNC?
Sertifikasi penting bergantung pada industri Anda. ISO 9001:2015 berfungsi sebagai standar kualitas dasar untuk manufaktur umum. Rantai pasok otomotif mengharuskan sertifikasi IATF 16949 yang menekankan pencegahan cacat dan pengurangan variasi. Komponen dirgantara memerlukan sertifikasi AS9100D dengan kontrol tambahan untuk manajemen konfigurasi dan ketertelusuran material. Manufaktur alat kesehatan memerlukan sertifikasi ISO 13485 guna menjamin kepatuhan terhadap regulasi serta keselamatan pasien.
5. Bagaimana cara menyusun RFQ yang efektif untuk pemesinan CNC?
Paket RFQ lengkap mencakup file CAD dalam format STEP atau IGES serta gambar 2D berformat PDF yang dilengkapi spesifikasi toleransi, spesifikasi tingkat bahan secara tepat, toleransi dimensi kritis dengan GD&T (Geometric Dimensioning and Tolerancing) bila berlaku, kebutuhan kuantitas termasuk proyeksi penggunaan tahunan, persyaratan permukaan akhir yang membedakan area fungsional dari area kosmetik, spesifikasi operasi sekunder, jadwal pengiriman yang realistis, serta parameter anggaran bila diperlukan. Pengajuan lengkap menghasilkan penawaran harga yang lebih cepat dan akurat serta mencegah keterlambatan yang berbiaya tinggi.