 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Fontos alkatrészek csöves lengéscsillapító karok gyártásához
TL;DR
Az egyedi csöves lengéscsillapító karok gyártása speciális alkatrészeket és pontos eljárást igényel. A legfontosabb komponensek a nagy szilárdságú DOM vagy Chromoly csövek, menetes hegesztett bungsok a rudas véghez, nagy minőségű csapágyak (Delrin vagy poliuretán), valamint megmunkált golyós csuklópoharak. A gyártási folyamat az alapos tervezésen, a csövek pontos vágásán és horonykészítésén, egy merev sablonba történő összeszerelésen alapszik a geometria megtartása érdekében, valamint pedáns TIG-hegesztésen a maximális szilárdság és biztonság érdekében.
Lengéscsillapító karok gyártásához szükséges alkatrészek
Egy csöves irányítókar-készlet készítése nulláról egy jutalmazó projekt, amely teljes kontrollt biztosít járműve felfüggesztési geometriája felett. Azonban a siker attól függ, hogy a megfelelő anyagokkal kezdjük. Ezek olyan alkatrészek, amelyeket nem talál meg egy helyi barkácsboltban; speciális komponensek, amelyek hatalmas igénybevételt bírnak el. Magas minőségű alkatrészek beszerzése az első és legfontosabb lépés a gyártási folyamatban.
Bármely csöves irányítókar alapja maga a cső. A legtöbb gyártó a Drawn Over Mandrel (DOM) acél és a 4130 Chromoly acél között választ. Ahogy a Porterbuilt , a vastagfalú DOM cső népszerű választás magas szilárdsága, kiváló egyenletessége és költséghatékonysága miatt, így ideális választás az utcai és teljesítményorientált alkalmazásokhoz. A króm-molibdén acél (chromoly) nagyobb szilárdság-tömeg arányt kínál, ezért versenyalkalmazásoknál, ahol minden uncia számít, ez az anyag az elsődleges választás, amelyet részletesen ismertetnek a prémium kategóriás egyedi építésű járműveknél. A választás a projekt költségvetésétől és teljesítménycéljaitól függ.
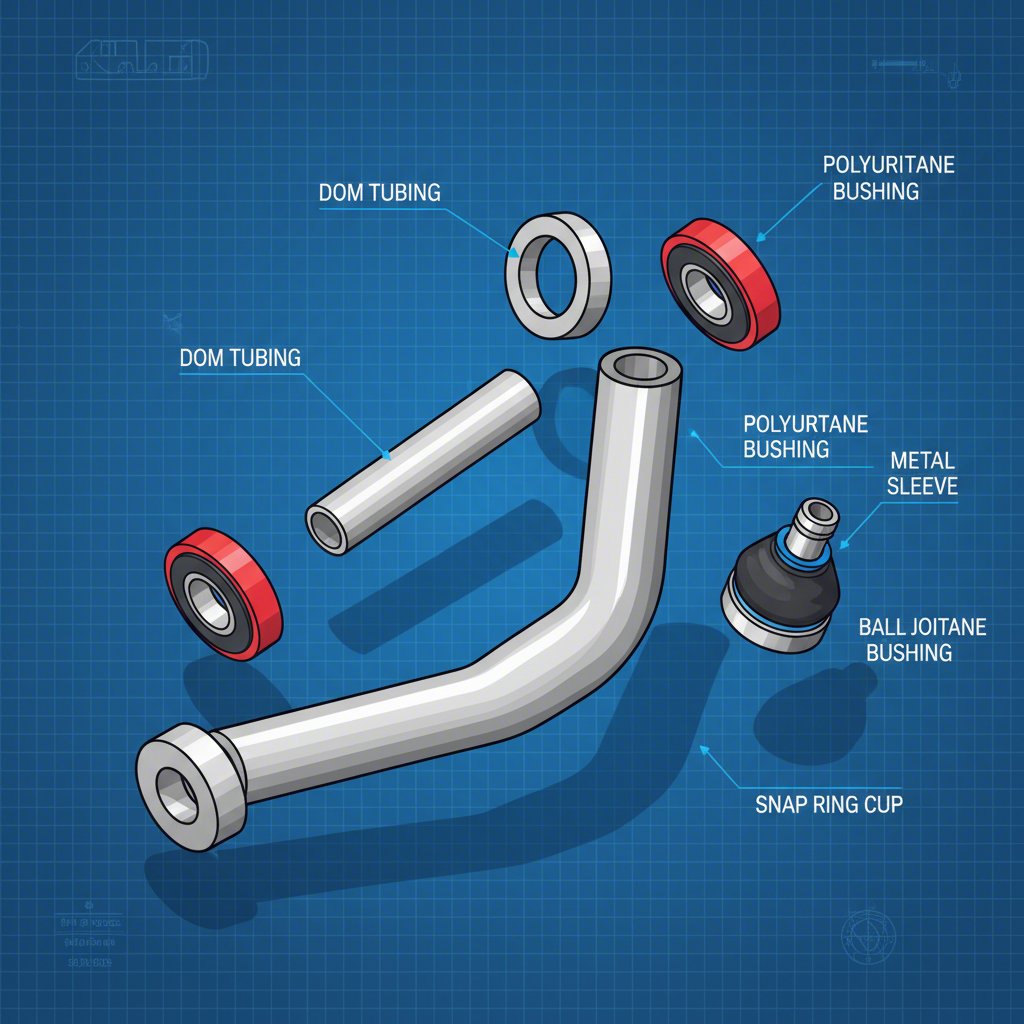
A csöveken túl számos kulcsfontosságú alkatrészre szüksége lesz ahhoz, hogy működőképes és állítható karokat hozzon létre. Olyan online beszállítók, mint a JOES Racing Products és CB Chassis Products széles választékot kínálnak ezekből az alkatrészekből. Egy tipikus vásárlási lista a következőket tartalmazza:
- Hegesztendő csővég-dugók (Bungs): Ezek menetes betétek, amelyeket a DOM csövek végére hegesztenek, hogy heim csuklókat (rudas végcsatlakozókat) vagy menetes állítóelemeket lehessen felszerelni, így lehetővé téve a pontos igazítási beállításokat.
- Tömítőgyűrűk és hüvelyek: Ezek az alkatrészek a karok vázszerkezetre szerelt forgópontjaiba vannak préselve. A nagy teljesítményű változatok Delrinből készülnek minimális deformáció és hosszú élettartam érdekében, vagy poliuretánból, amely a teljesítmény és rezgéscsillapítás közötti egyensúlyt kínál.
- Gömbcsukló-tartó lemezek vagy tálcák: Ezek rögzítik a gömbcsuklót a vezérműkar kerékoldali oldalán. Lemezek lehetnek csavarral felszerelhető gömbcsuklókhoz, vagy megmunkált tálca alakúak préselt típusokhoz, és pontosan elhelyezve kell hegeszteni őket.
- Rögzítő nyelvek és konzolok: Ezeket a jármű vázára hegesztik, hogy rögzítési pontokat biztosítsanak a vezérműkarok tengelyeihez.
Olyan projektek esetén, amelyek egyedi specifikációkat, nagy mennyiségű gyártást vagy kiváló pontosságot igényelnek CNC-vágott lemezek és gömbcsukló-tartók tálcák esetében, célszerű lehet egy szakosodott gyártóval együttműködni. Ilyen vállalatok például Shaoyi (Ningbo) Metal Technology Co., Ltd. egyedi gépjármű alkatrészek és fémdarabok készítését kínáljuk, olyan pontossággal, amely elengedhetetlen a felfüggesztési alkatrészek számára. Ez biztosítja a tökéletes illeszkedést és a fémösszetétel konzisztenciáját, amely mind a biztonság, mind a teljesítmény szempontjából lényeges.
Anyagösszehasonlítás: DOM acél vs. 4130 Chromoly
| Funkció | DOM acél | 4130 Chromoly |
|---|---|---|
| Szilárdságot | Nagyon erős és tartós a legtöbb alkalmazás esetén. | Magasabb szakítószilárdság, lehetővé téve a vékonyabb falakat és könnyebb súlyt azonos szilárdság mellett. |
| Súly | Nehezebb, mint a Chromoly azonos szilárdság esetén. | Könnyebb, így ideális a versenyzéshez és a nem felfüggesztett tömeg csökkentéséhez. |
| Költség | Olcsóbb és széles körben elérhető. | Jelentősen drágább. |
| Vashozamosság | Könnyebb hegeszteni MIG vagy TIG eljárással; kevésbé érzékeny a hőre. | TIG-hegesztést igényel. Előmelegítésre és utómelegítésre általában csak 0,120 inchnél vastagabb falú anyagok esetén van szükség. |
| Tökéletes alkalmazás | Utcai teljesítmény, egyedi teherautók (C10, S10) és általános gyártás. | Professzionális motorsportok, off-road versenyzés és olyan alkalmazások, ahol a súly kritikus fontosságú. |
A gyártási folyamat: a tervezéstől a végső hegesztésig
Miután beszereztük az alkatrészeket, megkezdődik a gyártási folyamat. Itt elsődleges fontosságú a pontosság, a türelem és a megfelelő eszközök használata. A lengéscsillapító karok készítése nem csupán csövek összehegesztéséről szól; ez egy mérnöki feladat, amely közvetlenül befolyásolja járműve menetteljesítményét és biztonságát. Az egész folyamatnak módszeresnek kell lennie ahhoz, hogy a végső termék erős és geometriailag tökéletes legyen.
Az út a nyersanyagtól a késztermékig egyértelmű lépések sorozatán keresztül vezet. Ahogyan azt részletesen bemutatja egy átfogó építési napló Wilhelm Raceworks , még látszólag apró részletek, mint a generózus lekerekítések biztosítása éles sarkok helyett, is jelentős hatással lehetnek az alkatrész feszültség- és fáradásállóságára. Egy szakmai megközelítés során gondos tervezést és végrehajtást igényel minden egyes szakasz.
Itt következik a gyártási folyamat lépésenkénti áttekintése:
- Tervezés és mérés: Az első lépés a tervek véglegesítése, amit vagy CAD-szoftverrel végezhetünk feszültségelemzés céljából, vagy gondosan lemérve járművünk felfüggesztési rögzítési pontjait. Meg kell határozni a kívánt hosszúságot, a gömbcsukló szögét és a forgáspontok helyét, hogy elérje a kívánt nyomtávolságot, csapszegdőlést és gördülési középpontot.
- Vágás és horonykészítés: Vágja le a DOM vagy Chromoly csöveket a tervezés során meghatározott pontos hosszra. A csövek végét, amelyek más csövekhez kapcsolódnak, 'horonyba' vagy 'coped' formára kell alakítani, hogy tökéletesen illeszkedjenek, erős hegesztési varratot biztosítva. A csőhoronykészítő gép a legjobb eszköz erre a feladatra.
- Mechanikai megmunkálás és előkészítés: Az egyedi alkatrészek, például a csapszeg csatlakozóelemeit, esetleg esztergán vagy marón kell megmunkálni. A hegesztés előtt alaposan tisztítsa meg az összes alkatrészt az esetleges olajról, zsírról vagy oxidrétegről, amely szennyezheti a hegesztési varratot.
- Szerelő sablon készítése: Ez vitathatatlanul a legfontosabb lépés. A gyártási sablon egy olyan rögzítőszerkezet, amely a lengéscsillapító kar minden egyes alkatrészét pontosan a végső helyzetükben tartja. Egy pontos és merev sablon elkészítése elengedhetetlen ahhoz, hogy a kar ne torzuljon el a hegesztési hőtől, és a végső geometriája helyes legyen.
- Rögzítő hegesztés és ellenőrzés: Helyezze be az összes alkatrészt a sablonba, és kis „rögzítő” hegesztésekkel rögzítse őket egymáshoz. A rögzítés után vegye ki a kart a sablonból, és próbálja fel a járműre, hogy ellenőrizze a méreteket és a hézagokat a végső hegesztés előtt.
- Végső hegesztés: A felfüggesztés alkatrészekhez a volfrámelektródás nemesgázas hegesztés (TIG) az ajánlott módszer, mivel nagy pontosságú és erős, tiszta varratokat eredményez. A varratokat egymást követő sorrendben hegesztse, hogy egyenletesen oszlassa el a hőt, és minimalizálja a torzulást. A 4130 Cr-Mo acélnál lassú hűtés (például a darab hegesztőpokróccal történő becsomagolása) szükséges, hogy megakadályozzuk az anyag rideggé válását; azonban az előmelegítés általában csak 0,120 hüvelyk (kb. 3 mm) falvastagságot meghaladó csöveknél szükséges.
- Véglegesítés: A hegesztés és hűtés után a kontrollkart porfestékkel vagy hagyományos festékkel lehet bevonni a korrózióállóság érdekében. Végül préselje be a csapágytömítéseket, és szerelje fel a gömbcsuklót a szerelés befejezéséhez.
Csöves és lemezes karok: Egy kritikus tervezési döntés
Egyedi szabályzókarok tervezésekor az egyik alapvető döntés, amellyel a gyártónak szembe kell néznie, az, hogy csöves vagy lemezes kialakítást válasszon. Bár mindkettő rendkívül erős lehet, a felépítésük miatt eltérő jellemzőkkel rendelkeznek, így különböző alkalmazásokhoz alkalmasak. Ezeknek a különbségeknek a megértése kulcsfontosságú ahhoz, hogy olyan felfüggesztést építsen, amely megfelel járműve tervezett felhasználásának.
A csöves szabályzókar, ahogy a neve is mutatja, elsősorban kerek, néha négyszögletes csövekből készül. Ez a kialakítás kitűnően ellenáll a több irányból ható erőknek, például a torziós (csavaró) terheléseknek és az előre-hátra irányuló (húzó és nyomó) erőknek, amelyek jellemzőek az utcai teljesítményvezetésre. A kerek forma egyenletesen osztja el a feszültséget, így hatékony és könnyű megoldást nyújt a legtöbb alkalmazáshoz, utcán használt járművektől az országúti versenyzésig.
Egy lemezkar, amely gyakran előfordul extrém terepjáró versenyeken, több darab lapos acéllemezből készül, amelyeket kivágnak és összehegesztenek, hogy dobozszerű szerkezetet alkossanak. Ez a gyártási módszer kivételesen erős és merev kart hoz létre, különösen közvetlen függőleges ütközésekkel szemben, például nagy ugrás landolásakor. Bár gyakran nehezebb egy csöves karnál, az ereje előnyt jelenthet durva környezetekben. Ahogy egy fórumfelhasználó megjegyezte: „A lemezkarmok erősebbek. A csövek jobbak olyan dolgoknál, mint a gurulókeret, ahol az erők (ütközések) bármilyen irányból jöhetnek.” Ez kiemeli a két tervezés közötti alapvető kompromisszumot.
Összehasonlítás: Csöves és lemez szabályzókarok
| A tulajdonságok | Csöves szabályzókarok | Lemez szabályzókarok |
|---|---|---|
| Szilárdsági profil | Kiváló torziós merevség és szilárdság húzás/szorítás esetén. Hatékony több irányból érkező terhelések kezelésében. | Rendkívül magas szilárdság közvetlen függőleges és oldalirányú terhelésekkel szemben. Erősebb lehet, de súlyához képest kevésbé hatékony. |
| Súly | Általában könnyebb adott szilárdsági szint mellett a kerek csövek hatékonysága miatt. | Általában nehezebb és kömöljesebb, mivel több anyag szükséges a dobozszerkezet kialakításához. |
| Gyártási összetettség | Pontos csővágásra és erős állványzatra van szükség. A hegesztés bonyolult lehet a görbült csatlakozásoknál. | CNC vagy plazmavágás szükséges a lemezekhez, valamint kiterjedt hegesztés. Gyakran szükséges belső rekeszelés. |
| Költség | A DOM csövek anyagköltsége mérsékelt. A krómmolibdén jelentősen növeli a költséget. | Az acéllemez anyagköltsége magas lehet, és a munkaerő/vágási költségek gyakran nagyobbak. |
| Tökéletes alkalmazás | Utcai teljesítmény, országúti versenyzés, drag versenyzés, egyedi teherautók és legtöbb közúti jármű. | Trophy teherautók, sziklamászók és extrém terepjáró járművek, amelyek durva ütközéseket viselnek el. |