 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Titanium sajtolás automobilipari teljesítmény: Mérnöki útmutató
TL;DR
Titán alakítás autóipari teljesítményhez kritikus előnyt kínál a modern járműmérnöki tervezésben: 40–50% súlycsökkentést eredményez acélhoz képest, miközben kiváló hő- és korrózióállóságot biztosít. Mérnökök és beszerzési felelősök számára az eljárás alkalmazhatósága a megfelelő ötvözet kiválasztásán múlik – általában 2-es típus (CP) mélyhúzáshoz vagy 9-es típus (Ti-3Al-2.5V) csőgyártáshoz –, valamint a 5-ös típus (Ti-6Al-4V) gyártási kihívásainak elsajátításán.
Bár a titán könnyebb kipufogórendszerek, szelep-tartók és felfüggesztési alkatrészek készítését teszi lehetővé, speciális alakítási technikákat igényel a nagy rugózás és a felületi ragadás kezelésére. A sikeres bevezetés szerszámtervezési szakértelmet, megfelelő kenést és gyakran meleg alakítási képességeket is igényel, hogy pontos alkatrészeket hozzon létre, amelyek ellenállnak a magas teljesítményű környezetek igényeinek.
A teljesítmény fizikája: Miért éppen titánt alakítani?
Az autó teljesítményének javítása érdekében a tömeg az ellenség. A titán körülbelül 4,51 g/cm³ sűrűségű, ami kb. az acél (7,8 g/cm³) 56%-a, anélkül, hogy csökkene a szerkezeti szfestősége. Ez a specifikus szfestőség (szfestőség-tömeg arány) elengedhetetlenné teszi a jármű tömegének csökkentése számára, amely közvetlenül javuló gyorsuláshoz, rövidebb féktávhoz és jobb üzemanyag-hatékonysághoz vezet.
A statikus tömegcsökkentésen túl, a titán kulcsszerepet játszik a mozgó és az alvázhoz nem tartozó tömegek csökkentésében. Motoroknál a könnyebb szelepmű alkatrészek (például kihúzott szeleptávtartók) lehetővé teszik a magasabb fordulatszám elérését és gyorsabb gázpedál-választ. A felfüggesztési rendszereknél az acélból készült konzolok vagy rugók titánra cserélése csökkenti az alvázhoz nem tartozó tömeget, lehetővé téve, hogy a felfüggesztés gyorsabban reagáljon az útfelület változásaira, így javítva a tapadást és a kezelhetőséget.
A hőállóság egy másik döntő tényező. Az alumíniummal ellentétben, amely jelentős szilárdságot veszít 150 °C felett, a titánötvözetek mechanikai tulajdonságaikat megtartják 400 °C feletti hőmérsékleteken is. Ez a sajtolt titánt ideálissá teszi olyan hőpajzsok és kipufogóalkatrészek gyártásához, amelyek extrém hőingadozást kell hogy elviseljenek deformálódás vagy meghibásodás nélkül.
Anyagkiválasztás: az ötvözet típusának illesztése a geometriához
Nem minden titán alkalmas minden sajtolási művelethez. Egy projekt sikeressége gyakran attól függ, hogy milyen típusú anyagot választunk, amely megfelelően összhangba hozza az alkatrész teljesítményigényeit annak alakíthatóságával.
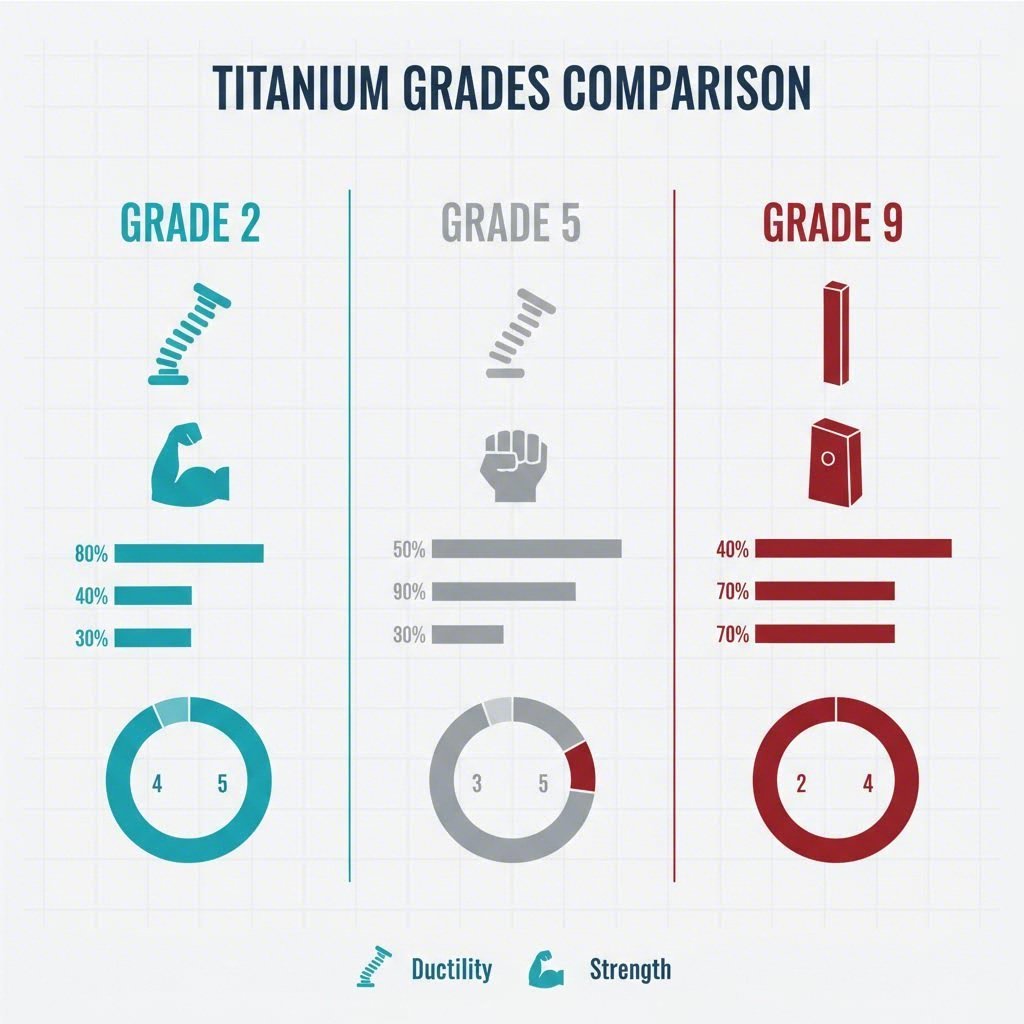
- 1. és 2. típus (kereskedelmi tisztaságú): Ezek a titánsajtolás "munkalovai". A 2. típusú anyag kiegyensúlyozott kombinációt kínál szilárdság és alakíthatóság között, így ez az első választás olyan alkatrészekhez, amelyek mélyhúzást igényelnek, mint például hangtompító házak, hőpajzsok és bonyolultabb konzolok. Gyakran hidegen sajtható szabványos szerszámkorrekciókkal.
- 5. típus (Ti-6Al-4V) A leggyakoribb ötvözet a nagy szilárdságú alkalmazásokhoz, az 5. osztály kiváló húzószilárdságot kínál, de jelentős nyomtatási kihívásokat jelent. A gyenge szobahőmérsékletű rugalmassága gyakran szükségessé teszi a hőszelesés (magas hőmérsékleten alakulnak ki) a repedés megakadályozására. Ez általában nagy feszültségű szerkezeti alkatrészekre, mint például rögzítőelemekre és csatlakozó rúdcsapokra vonatkozik.
- A 9 (Ti-3Al-2.5V) osztály: A 9. osztályt gyakran "középvonalnak" nevezik, és ez a 9. osztály a 2. osztály formálhatóságának és az 5. osztály erejének közötti szakadékot áthidalja. A hidraulikus csővezetékekben, kipufogógépekben és könnyű szerkezeti nyomásnyomásokban széles körben használják, ahol nagyobb nyomásállóságra van szükség, mint amit a CP-minőségek nyújthatnak.
- A "szén-dioxid-tartalom" (CAS RN 6109-84-6) Ezek a ötvözetek hidegben formálhatók és hőkezelhetőek, így kiváló jelöltek a nyomtatott rugókhoz és a bonyolult szorítókhoz, ahol magas rugalmasságra van szükség.
Mérnöki kihívások: a tavaszi és a galling
Az óntitanium kovácsolása alapvetően eltér az acél vagy az alumínium kovácsolásától két fő fizikai tulajdonság miatt: az alacsony rugalmassági modulus és a magas kémiai reaktivitás.
Rugóhatás kezelése
Az óntitanium Young-modulusa körülbelül fele az acélénak. Ez a „rugalmasság” azt jelenti, hogy az anyagnak erős hajlama van visszatérni eredeti alakjába alakítás után. A kovácsoló műveletek során ez súlyos rugózódásként (springback) jelentkezik. Az ezt ellensúlyozó mérnököknek jelentős túlhajlítási engedményekkel kell tervezniük az eszközöket. Összetett geometriák esetén gyakran szükség van forró méretezésre (a darab hőmérsékleten tartása az eszközben), hogy rögzítsék a végső alakot és csökkentsék a belső feszültségeket.
A felragadás megelőzése
A titán hírhedt a fogás vagy „ragadás” hajlama miatt az acél szerszámokkal szemben. Nagy nyomás alatt a védő oxidréteg lehámozódik, ami miatt a reaktív fém hidegen hegeszthetővé válik az anyával. Ennek csökkentése érdekében a gyártók korszerű kenési stratratógiákat alkalmaznak, például Molibdén-diszulfid (Moly) vagy grafitalapú kenőanyagokat. Továbbá, a szerszámokat gyakran Titán-karbo-nitrid (TiCN) vagy Gyémántszerű szén (DLC) réteggel vonják be, és bizonyos esetekben bronzból készült anya-beépítéseket használnak a természetes kenőképesség és az tapadó kopás megelőzése érdekében.
Főbb Automotív Alkalmazások
A titánból készült, sajtolással gyártott alkatrészek olyan területeken találhatók meg, ahol a költség és teljesítmény közötti kompromisszum indokolt. Magas teljesítményű és luxus járművekben ezek az alkatrészek kritikusak a súlycélkitűzések teljesítéséhez.
| Rendszer | CompoNent | Általános minőség | Teljesítmény előny |
|---|---|---|---|
| Kifúvó | Hangtalanító burkolatok, hőpajzsok | 2. osztály (CP) | Korrózióállóság, 40%-kal kisebb súly acélhoz képest |
| Motor | Szelep rugófogók, szegecsek | 5. osztály / Beta | Magasabb fordulatszámhatár, csökkentett súrlódás |
| Alváz | Fékszegecsek, konzolok | 2. osztály / 9 | Csökkentett nem felfüggesztett tömeg, hőszigetelés |
| Felszerelők | Alátétek, kapcsok | 5. osztály | Magas rögzítőerő megtartása, nincs korrózió |
Költségelemzés és beszerzési stratégia
A titánlemez hidegen alakításának gazdasági valósága magasabb kezdeti költségekkel jár. Az alapanyag ára 10–20-szorosa lehet az acélénak, a szerszámélettartam pedig rövidebb a fém abrazív jellege miatt. Ugyanakkor teljesítményorientált alkalmazásoknál az élettartam során megvalósuló haszon – amelyet üzemanyag-megtakarításban, tartósságban és versenyelőnyben mérhetünk – gyakran felülírja a kezdeti kiadást.
Beszállítók kiválasztásakor olyan partnereket keressen, akik tisztában vannak a meleg alakítás és a kontrollált atmoszférájú edzés árnyalataival. Shaoyi Metal Technology , például, speciális autóipari sajtolási kapacitásokat kínál, amelyek gyors prototípusgyártástól kezdve nagyüzemi termelésig terjednek. IATF 16949 tanúsítvánnyal rendelkező létesítményeik legfeljebb 600 tonnás sajtókkal vannak felszerelve, így hidat képeznek azon OEM-ek számára, akik pontossági titánalkatrészeket igényelnek, szigorúan betartva a globális szabványokat. Ellenőrizze itt mérnöki szolgáltatásaikat hogy lássák, hogyan bánnak az összetett anyagkérdésekkel.
Mindig ellenőrizze egy beszállító másodlagos műveletek elvégzésének képességét, például a vágást és felületi utómunkálatokat, mivel a titánforgács eltávolítása nehéz lehet, és speciális lekerekítési eljárásokat igényel.
Összegzés: Lehetséges-e a titánlemez sajtolása?
A titánlemez-sajtolás már nem kizárólagosan a repülőgépipar és az F1-es versenyzés területe. A megfelelő minőség kiválasztásával és folyamatirányítással ez egy életképes tömeggyártási technológia magas teljesítményű autóipari alkalmazásokhoz. A kulcs a Grade 5 szilárdságának igénye és a formázhatóság gyártási valóságainak kiegyensúlyozásában rejlik, gyakran a Grade 9 vagy optimalizált Grade 2 tervezések nyújtják a legjobb kompromisszumot. Ahogy az autógyártók továbbra is a könnyűsúlyú szerkezetek után vetik magukat az EV hatótávolság és a kibocsátási előírások teljesítése érdekében, a sajtolt titánalkatrészek egyre központiabb szerepet fognak játszani.
Gyakran Ismételt Kérdések
1. Miért nem használnak titánt az egész autókarosszériához?
Bár a titán kiváló szilárdság-tömeg arányt kínál, az alapanyag magas költsége és az összetett feldolgozási igények gazdaságilag nem járható úttá teszik nagytömegű járműkarosszériák esetén. A nagyméretű lemezek gyártása hatalmas sajtolóerőt és drága melegen alakító szerszámokat igényelne, ami jelentősen megemelné a jármű árát, messze túlmutatva a fogyasztói elérhetőségen.
2. Melyek a titán sajtásának fő hátrányai?
A fő hátrányok a nagy rugóhatás, amely megnehezíti a tűréshatárok ellenőrzését, valamint a ragadásveszély, amely növeli a szerszám kopását. Emellett a titánnak alacsonyabb az alakíthatósága, mint az acélnak, így mélyhúzásnál gyakran több lépcsőre és köztes edzésre van szükség a repedések elkerülése érdekében.
3. Hegeszthetők-e a titánból sajtolt alkatrészek?
Igen, a titán hegeszthető, de szigorúan szabályozott környezetet igényel. Az oxigén a „ellensége” a forró titánnak; 400 °C felett gyorsan felveszi az oxigént, ami rideggé tételhez vezet. Ezért a hegesztést nemesgázas argon atmoszférában vagy vákuumkamrában kell végezni, hogy megmaradjon az anyag alakíthatósága és szilárdsága.