 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

A vezérlőkarjain lévő hegesztett varrat: erősség és felújítás magyarázata
TL;DR
A kivágott acél karok gyakori felfüggesztési alkatrészek, amelyek több, sajtolt lemezacélból készült darabból állnak, amelyeket összehegesztenek. A látható hegesztett varrat a kivágott acél karokon az elsődleges azonosítási módjuk. Bár költséghatékonyak és alkalmasak napi használatra, üreges szerkezetük miatt terhelés alatt hajlamosak lehetnek a deformálódásra. Sok autórajongó megerősíti őket nagyobb tartósság és teljesítmény érdekében egy 'karerősítés' néven ismert hegesztési eljárással.
Kivágott acél karok azonosítása: a hegesztett varrat és egyéb jellemzők
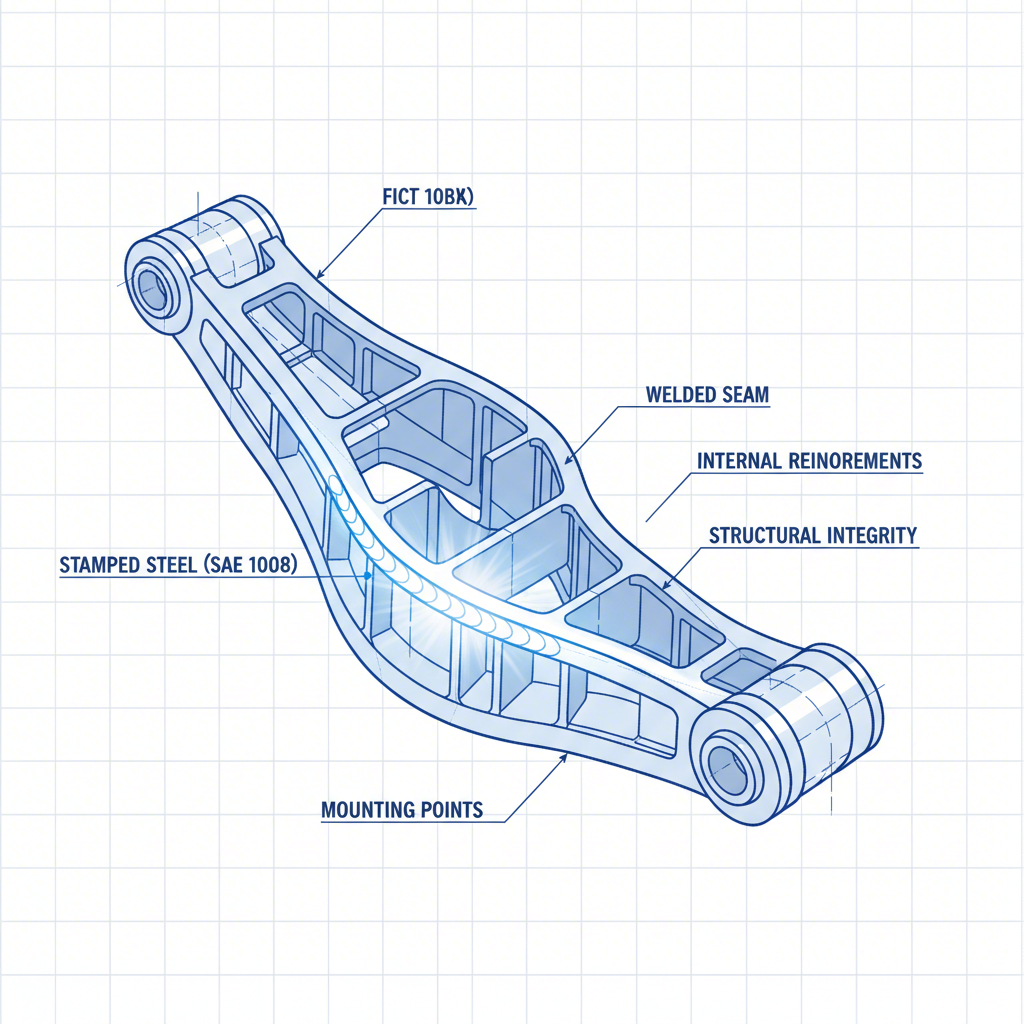
Mielőtt bármilyen javítást, cserét vagy frissítést fontolóra venne, először helyesen azonosítania kell, hogy milyen típusú vezérlőkarok vannak a járművén. A hengerelt acélkarok egyedi szerkezettel rendelkeznek, amely viszonylag könnyen felismerhetővé teszi őket, ha tudja, mit kell keresni. A tömör öntött vagy kovácsolt alkatrészekkel ellentétben a hengerelt acél vezérlőkart acéllemezekből készítik, amelyeket formára sajtolnak, majd összehegesztenek, így egy üreges, dobozszerű szerkezetet alkotva.
A legmeghatározóbb jellemző éppen az, ami a szerkezetüket adja: a hegesztett varrat. Egy útmutató szerint Maxtrac Suspension keressen egy jól látható hegesztett varratot, amely a szerkezeti elemek elején és hátulján fut, ahol az acéldarabok csatlakoznak egymáshoz. Ez a varrat a gyártási folyamat mellékterméke, és hiányzik az egyszeri öntvény vagy kovácsolt karoknál, amelyeknél ehelyett egy durvább „öntési varrat” vagy elválasztási vonal található az öntőformából.
A varraton túl további vizuális és fizikai jelzések is vannak. A hengerelt acélkarok általában sima felületűek, és gyakran fényes fekete festéssel vannak bevonva. Ezzel szemben az öntött acél- vagy acélkarok durvább, porózusabb szerkezetűek, és tompább felületük van. Ha még mindig bizonytalan, egy egyszerű kopogtatási teszt segíthet: a hengerelt acélkar üreges hangot ad, míg a tömör öntvénykar tompa puffanást eredményez.
| Funkció | Sajtolással gyártott acél | Öntött Acél / Vas | Légyalfém |
|---|---|---|---|
| Elsődleges azonosító | Kiemelkedő hegesztési varrat | Durva öntési varrat / elválasztó vonal | Öntési varrat / elválasztó vonal |
| Felszíni szöveget | Sima | Durva, porózus | Enyhén durva öntött felület |
| Felületkezelés | Általában fényes fekete festés | Általában tompa fekete festés | Nyers ezüst/fém szín |
| Hang, amikor megütjük | Üreges | Tömör puffanás | Tömör puffanás |
A lengéscsillapító karok helyes azonosítása elengedhetetlen. Ez biztosítja, hogy a megfelelő cserealkatrészeket rendelje meg, megértse az alkatrész sajátos szilárdsági jellemzőit, és eldönthesse, hogy módosítások, például hegesztés megfelelőek-e az adott beállításhoz.
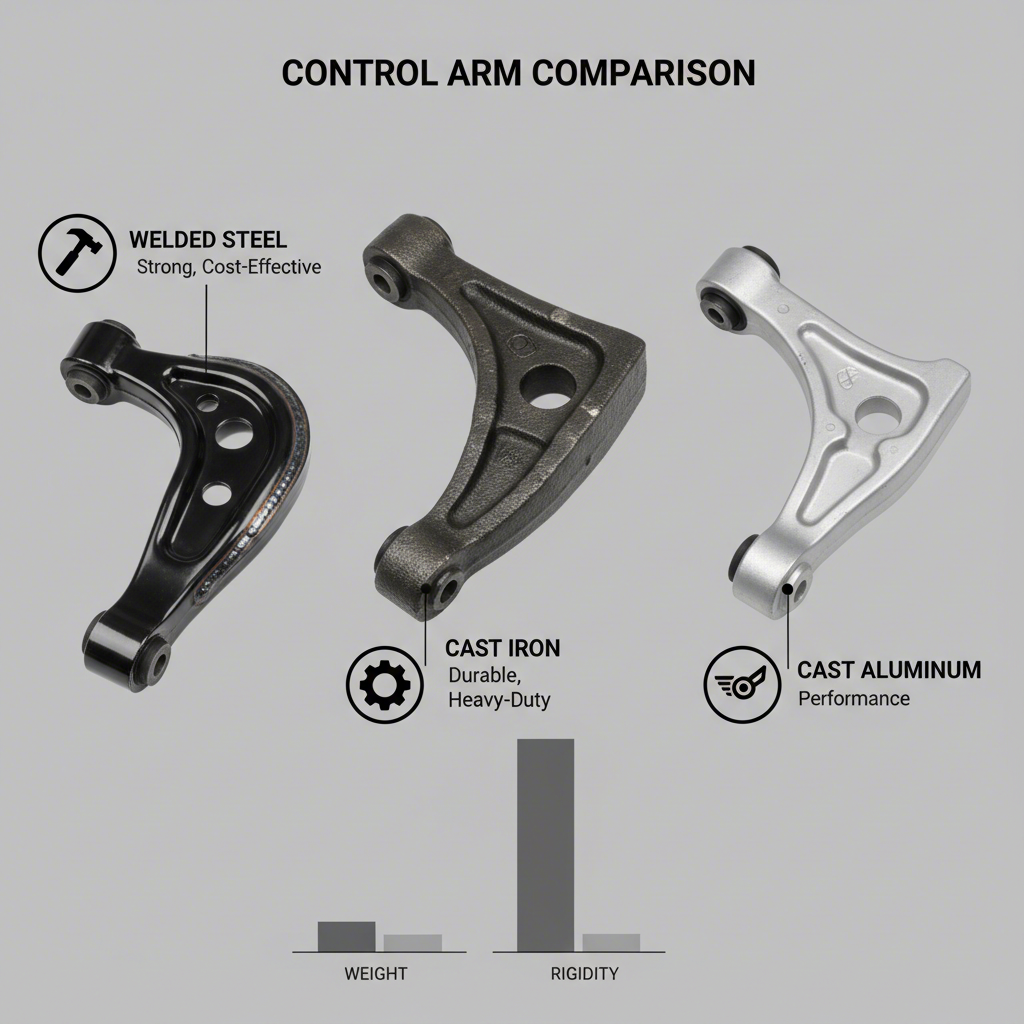
Szilárdság és tartósság: Sajtolt acél vs. Öntött és kovácsolt karok
Bár a sajtolt acél lengéscsillapító karok tökéletesen megfelelnek a legtöbb gyári alkalmazáshoz és napi használathoz, szilárdságuk és merevségük gyakori téma az autóipari fórumokon. Fő előnyük az alacsony gyártási költség és könnyebb súly a tömör alternatívákkal szemben. Ez a gyártási módszer, amelynél acéllemezeket formálnak precízen és szerelnek össze, egy specializált terület. Például olyan vállalatok, mint a Shaoyi (Ningbo) Metal Technology Co., Ltd. nagy sorozatú autóipari sajtolásra specializálódott, összetett alkatrészeket gyártva, amelyek költséghatékonyságot és teljesítményt egyaránt biztosítanak a globális járműgyártók számára.
Azonban a sok lyukas, C-csatorna-szerű kialakítású, sajtolt karoknak sajátos kompromisszuma van: a hajlítás. Nagy terhelés alatt, például erős kanyarodásnál, nagy terhelés vagy terepen történő használat során ezek a karok jobban elcsavarodhatnak vagy meghajolhatnak, mint tömör megfelelőik. Ez a hajlítás negatívan befolyásolhatja a vezérlés pontosságát és az igazítás stabilitását. A kovácsolt irányítókarokkal szemben, amelyek egyetlen fém darabból készülnek, amelyet melegítés és összenyomás után alakítanak ki, így a fém belső roststruktúrája rendezetté válik, ami kiváló szilárdságot és fáradási ellenállást biztosít.
A sajtolt acélkarok esetében egy másik jelentős aggály a korrózió. Ha a védőfesték vagy bevonat sérült, a nedvesség behatolhat a kar belsejébe, és belülről kifelé okozhat rozsdásodást. Ez a belső korrózió súlyosan gyengítheti a szerkezetet anélkül, hogy azonnal látható lenne, ami végül meghibásodáshoz vezethet. Ezért sok tulajdonos, különösen rozsdásodásra hajlamos éghajlaton vagy nehéz körülmények között használt járműveknél, úgy dönt, hogy megerősíti vagy frissíti az irányítókarjait.
Sajtolva acélból készült lengéscsillapító karok előnyei és hátrányai
- Előnyök: Könnyű, olcsó gyártani, alkalmas szabványos járműhasználatra.
- Hátrányok: Terhelés alatt hajlamosak deformálódni, érzékenyek a belső rozsdásodásra és korrózióra, kevésbé tartósak, mint az űzött vagy öntött alternatívák a teljesítményigényes alkalmazásokhoz.
Végül is a döntés, hogy megtartja, megerősíti vagy kicseréli a sajtolva acélból készült karokat, a jármű használatától függ. Napi közlekedésre általában elegendőek. Teljesítményhajtás, nagy terhelés vagy komoly terepjárás esetén azonban a megerősítésük vagy erősebb utángyártott megoldásra való frissítés okos befektetés a biztonság és a teljesítmény érdekében.
Hogyan erősíthetők meg a sajtolva acélból készült lengéscsillapító karok 'ládázással'
Népszerű és hatékony módszer a sajtolva acélból készült lengéscsillapító karok megerősítésére az úgynevezett 'ládázás'. Ez az eljárás során egy testre szabott, acéllemezből készült elemet hegesztenek a lengéscsillapító kar nyitott oldalára, ezzel átalakítva a C-profil alakzatot teljesen zárt, merev dobozszerkezetté. Ahogyan azt egy oktatóanyag részletesen ismerteti Speedway Motors , ez a módosítás drámaian csökkenti az alkatrész hajlását, és növeli az élettartamot, így az alkatrészt sokkal alkalmasabbá teszi igénybevételre.
A munka megkezdése előtt elsődleges fontosságú a biztonság. A felfüggesztési alkatrészek hegesztését kizárólag akkor szabad elvégezni, ha rendelkezik a megfelelő képzettséggel és felszereléssel. A rosszul végzett hegesztés egy új, az eredeti hajlásnál is veszélyesebb hibahelyet teremthet. Mindig használjon megfelelő védőfelszerelést, beleértve a hegesztősisakot, kesztyűt és lángálló ruházatot.
A merevítő doboz beépítésének folyamata általában a következő lépéseket foglalja magában:
- Előkészítés: Vegye le a lengéscsillapító kart a járműről. Alaposan tisztítsa meg a hegeszteni kívánt területeket a festék, rozsda és szennyeződés minden nyomától drótkefével vagy köszörűvel. A tiszta felület elengedhetetlen a szilárd varratkötéshez.
- Sablon készítése: Használjon egy darab kartont, hogy átjelölje a nyílás alakját a lengéscsillapító karra. Gondosan vágja és formázza meg a sablont, hogy tökéletesen illeszkedjen, ügyelve arra, hogy megjelölje és kivágja az esetleges szükséges hozzáférési nyílásokat a stabilizátorrudak, csavarok vagy más szerelvények számára. Ne feledje, hogy ezeket a nyílásokat elég nagyra kell készíteni ahhoz, hogy csavarkulcsok is beleférjenek, nem csak maguk a csavarok.
- Acéllap kivágása: Vigye át a kartonsablont egy darab lágyacélra, általában 16-os méretűre. Gondosan vágja ki az acéllapot a sablon alakjára. Fúrja ki a korábban jelölt hozzáférési nyílásokat.
- Rögzítő- és végleges hegesztés: Helyezze fel az acéllapot a lengéscsillapító karra, és rögzítse egy satuba, hogy biztosan tartva legyen. Rögzítse a lemezt több ponton részleges hegesztéssel. Ezután használjon 'varrathegesztési' technikát – rövid szakaszokban hegesztve, majd mozogva a darab körül – a lemez rögzítéséhez. Ez a módszer segít elosztani a hőt, és megakadályozza, hogy a lengéscsillapító kar deformálódjon. A hegesztések között időnként hagyja lehűlni az anyagot.
- Véglegesítés: A hegesztés befejezése és a kar teljes lehűlése után a hegesztéseket sima felület érdekében le kell csiszolni. A jövőbeli korrózió megelőzése érdekében fel kell vinni egy minőségi alapozót, majd több réteg tartós festéket.
Ahogy például a Tacoma World fórumon is látható, sok barkácsoló sikeresen elvégezte ezt a módosítást, hogy növelje a sziklavédelmet és a szilárdságot. Ha elég időt fordít a megfelelő előkészítésre és hegesztési technikára, jelentősen javíthatja járműve sajtolt acél lengéscsillapító karjainak teljesítményét és élettartamát.
Gyakran Ismételt Kérdések
1. Hegeszthető sajtolt acél?
Igen, a sajtolt acél nagyon jól hegeszthető. Valójában a hegesztés része az anyag gyártási folyamatának is, hiszen a sajtolt elemeket hegesztéssel illesztik össze a végső alkatrész létrehozásához. Ezeknek az alkatrészeknek a megerősítése vagy javítása során azonban elengedhetetlen a megfelelő hegesztési eljárás alkalmazása, mint például a varrathegesztés, amely segít hőmérséklet-kezelésben és fenntartja az anyag szerkezeti integritását.
2. Honnan tudom, hogy öntött acélból vagy hengerelt acélból készült lengéscsillapító karom van?
A legegyszerűbb módja a megkülönböztetésnek a hegesztett varrat keresése. A sajtolt acélkarok több darabból állnak, amelyeket összehegesztenek, így látható varrat marad. A öntött acélkarok formában készülnek, durvább felületük van és öntési vonal látható rajtuk, nem hegesztési varrat. Emellett segíthet, ha kalapáccsal megütjük a kart: a sajtolt kar hangosan, üregesen koppan, míg az öntött kar egy tömör puffanást produkál.
3. Mi a különbség a hajlított és az öntött futóműkarok között?
Az alapvető különbség a gyártási eljárásban és az ebből eredő szilárdságban rejlik. A sajtolt karokat préselt lemezfémből állítják elő, majd összehegesztik őket, aminek következtében könnyűek és költséghatékonyak, de hajlamosak a deformálódásra. Az öntött karokat szilárd fémtömb melegítésével és sablonba sajtolásával készítik. Ez az eljárás a fém szemcseszerkezetét igazítja, létrehozva egy sokkal erősebb, sűrűbb és tartósabb alkatrészt, amely rendkívül ellenálló a fáradtsággal és ütésekkel szemben.