 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Acélvágási szolgáltatások megfejtve: Módszerek, költségek és minőségi titkok

A acélvágási szolgáltatások megértése és gyártási hatásuk
Amikor nyers acélt pontos alkatrészekké kell alakítani a projektje számára, szakmai acélvágási szolgáltatások válnak elengedhetetlen partnerré. Ezek a szakosodott szolgáltatások mindenféle vágást magukban foglalnak, egyszerű egyenes vágásoktól kezdve az összetett, testreszabott formákig, pontos méreteket nyújtva a gyártási, építési vagy mérnöki projektje számára.
De mit is kap valójában, ha egy fémvágási szolgáltatóval dolgozik együtt? Lényegében ez a folyamat acél alkatrészek darabolását jelenti speciális technológiák segítségével, amelyek pontosságot, tiszta éleket és minimális anyagveszteséget biztosítanak. Akár szerkezeti tartógerendákat készít egy építkezéshez, akár gépalkatrészeket gyárt, vagy speciális berendezésekhez testre szabott fémvágási megoldásokat hoz létre, ezek a szolgáltatások hidat képeznek a nyersanyag és a funkcionális alkatrészek között.
Mit nyújtanak valójában az acélvágási szolgáltatások
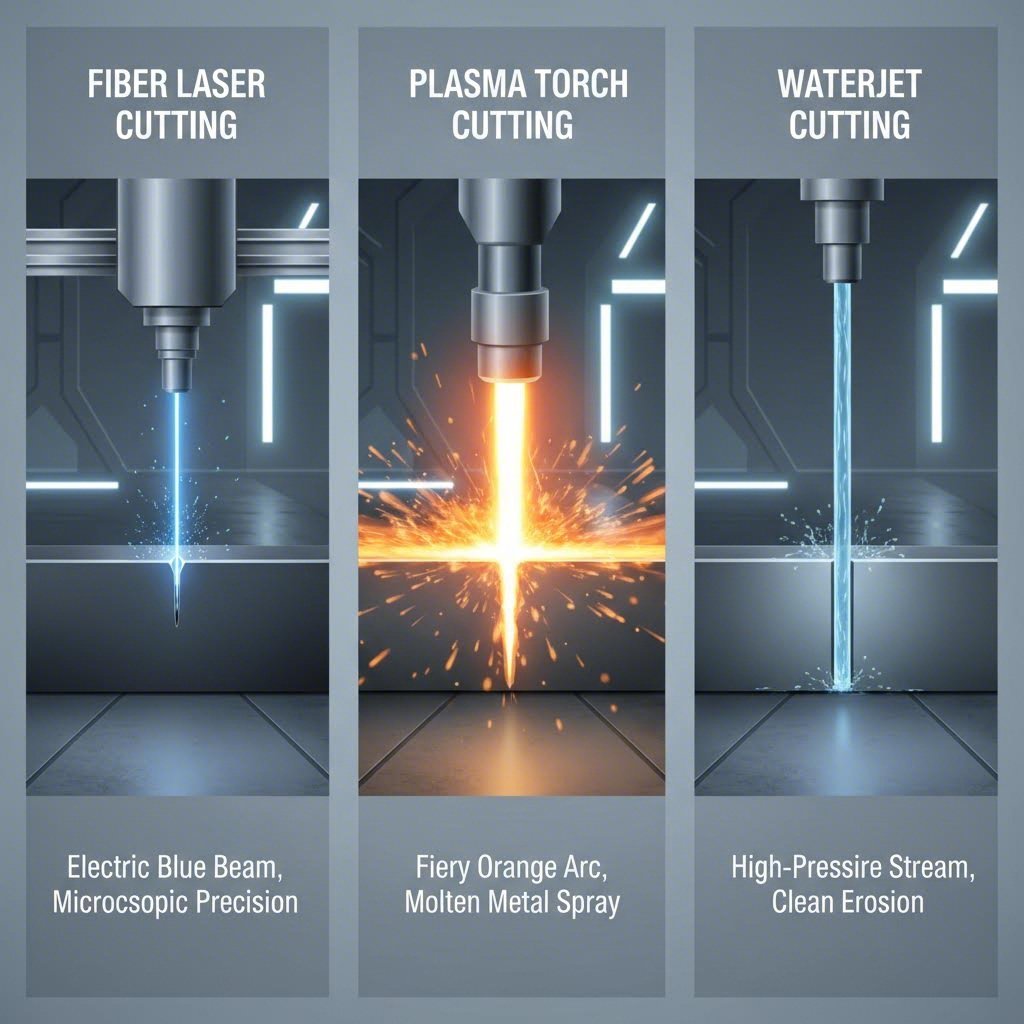
Képzelje el, hogy olyan acéllemezeket vagy -lapokat kap, amelyek az összeszerelés során tökéletesen illeszkednek egymáshoz, és szélei olyan simák, hogy azonnal hegeszthetők. Ezt hozza a projektjéhez a professzionális vágás. A modern vágási műveletek korszerű gépeket használnak, mint például nagyfelbontású plazmavágókat, lézerrendszereket, vízsugaras berendezéseket és oxigénégőket, hogy a megadott pontos specifikációknak megfelelő vágásokat érjenek el.
A keresés során három fő szolgáltatási kategoriával fog találkozni:
- Termikus vágás: Olyan módszerek, mint a lézeres, plazma- és oxigénes vágás, amelyek hőt használnak az acél átmeltdésére
- Mechanikai vágás: Olyan technikák, mint a fűrészelés, nyírás és kivágás, amelyek fizikai erőt alkalmaznak
- Koptató vágás: Olyan eljárások, mint a vízsugaras vágás, amelyek súrlódással és nyomással kopasztják le az anyagot
Mindegyik kategória külön előnyökkel rendelkezik az Ön anyagvastagságától, tűréshatáraitól és projekt határidejétől függően.
Miért fontos a precíziós vágás az Ön projektje számára
Még a vágási fázis során keletkezett csekély mértékű mérési hibák is komoly problémákhoz vezethetnek. A rosszul illesztett alkatrészek, a csökkent szerkezeti szilárdság és a költséges újrafeldolgozás gyakran pontatlan vágásokból erednek. A szakmai szolgáltatások kiküszöbölik ezeket a kockázatokat olyan módszerekkel, mint például a +/- 0,001 hüvelykes tűréshatárok biztosítása, vízjetes felvágás , így biztosítva, hogy hegesztett vagy csavarral rögzített alkatrészei zökkenőmentesen illeszkedjenek egymáshoz.
Ebben az útmutatóban megismerheti a különböző vágási módszerek összehasonlítását, hogy mely technikák alkalmasak adott iparágakra és anyagokra, valamint milyen tényezők befolyásolják az árakat. Megtanulhatja, hogyan készítsen projektspecifikációkat pontos árajánlatok eléréséhez, és hogyan értékelje hatékonyan a szolgáltatókat. Végére olyan tudással fog rendelkezni, amellyel magabiztosan dönthet acélvágási igényeiről.
Teljes útmutató az acélvágási módszerekhez és technológiákhoz
A megfelelő vágási módszer kiválasztása meghatározhatja a projekt sikerét. Minden technológia sajátos erősségekkel rendelkezik, és ezek különbségeinek megértése segít összeegyeztetni az Ön specifikus igényeit az ideális megoldással. Nézzük át részletesen az összes főbb vágási módszert, amivel találkozhat, amikor acélvágó szolgáltatásokat vesz igénybe .
Termikus vágási technológiák magyarázata
A termikus vágási eljárások koncentrált hőt használnak az acél olvasztására, elpárologtatására vagy oxidálására pontosan meghatározott útvonalon. Ezek az eljárások az ipari alkalmazásokban dominálnak, mivel hatékonyan kezelik a vastag anyagokat, miközben elfogadható pontosságot is biztosítanak.
Lézeres vágás
A szálas lézer (fiber laser) technológia forradalmasította a precíziós vágást az elmúlt tíz évben. Ezek a rendszerek intenzív lézersugarakat állítanak elő, amelyeket optikai szálakban erősítenek, amelyek ritkaföldfém elemekkel, például itterbiummal vannak dopolva. Az eredmény? Kivételesen fókuszált energia, amely figyelemre méltó pontossággal olvasztja át az acélt.
Ami különösen lenyűgöző a szálas lézerekben, az az aránylagos skálázhatóságuk. Alacsony teljesítményű rendszerek 500 W-ig 3 mm vastagságú anyagokat dolgoznak fel, ideálisak elektronikai és orvosi eszközalkatrészekhez. A 500 W és 2 kW közötti közepes teljesítményű lézerek 8 mm-es rozsdamentes acélt és 18 mm-es szénacélt vágnak. A 2 kW és 10 kW közötti nagyteljesítményű rendszerek akár 40 mm vastag anyagokat is képesek feldolgozni, míg az 10 kW feletti ultranagyteljesítményű lézerek 80 mm-nél vastagabb szénacélt is megmunkálnak.
Olyan projektekhez, amelyek lézeres vágást igényelnek Minneapolisban vagy Minnesota államban, ez a technológia kiválóan alkalmazható, mivel rendkívül szigorú tűréshatárokat biztosít minimális hőhatású zónával. A digitálisan vezérelt sugárút kiküszöböli az emberi hibát, így minden vágás pontosan megfelel az előírt specifikációknak.
Plazma vágás
Az acélplazmavágási szolgáltatások kiváló egyensúlyt kínálnak a sebesség és a költséghatékonyság között. Ez a módszer elektromosan ionizált gázt présel át szűk nyíláson nagy sebességgel, olyan hőmérsékletet létrehozva, amely meghaladja a 20 000 °F-ot, és gyorsan megolvasztja az acélt.
A plazma kiválóan alkalmas vastagabb anyagok vágására, ahol a lézervágás gazdaságtalanná válik. Általában olyan plazmarendszereket találunk, amelyek 1/4 hüvelykes és több hüvelyk vastagságú acélt vágnak, így ezek a gépek munkaerősei a szerkezeti gyártásnak és nehézipari alkalmazásoknak. A vágott szél minősége ugyan jó, de pontossági alkalmazások esetén általában több utómunkát igényel, mint a lézervágás.
Oxigén-üzemanyag vágás
Ez a hagyományos módszer oxigént kombinál üzemanyag-gázokkal, például acetilennel vagy propánnal, hogy intenzív hőt hozzon létre, amely oxidálja az acélt a vágási vonal mentén. Bár kevésbé pontos, mint a lézeres vagy plazmavágás, az oxivágás továbbra is felbecsülhetetlen értékű nagyon vastag széntartalmú acéllapok vágásánál, néha akár 12 hüvelyk felett is. Különösen költséghatékony egyenes vágásoknál nehéz ipari anyagokon, ahol a szél finomítása nem kritikus.
Mechanikus és abrasív vágási alternatívák
Nem minden projekthez szükségesek termikus módszerek. A mechanikus és az abrazív technológiák jelentős előnyökkel rendelkeznek, különösen akkor, ha hőhatású zónákat kell elkerülni, vagy speciális anyagokkal dolgozunk.
Vízjetes felvágás
Képzelje el, hogy acélt vág egy olyan vízsugárral, amely háromszorosára haladja meg a hangsebességet. A vízsugaras vágórendszerek nagy nyomású vizet kevernek abrazív részecskékkel, így létrehozva egy vágóerőt, amely gyakorlatilag bármilyen anyagon áthatol, anélkül hogy hőt termelne. Ez a hidegvágásos eljárás megőrzi az anyag tulajdonságait a vágás szélénél, így ideálissá teszi hőérzékeny alkalmazásokhoz.
A vízsugaras vágás lemezes acéltól egészen 8 hüvelyknél vastagabb tömbökig képes feldolgozni. A hő okozta torzulás hiánya miatt különösen népszerű az űrrepülési alkatrészek és az olyan pontossági alkatrészek gyártásánál, ahol az anyagmetallurgiai integritás fontos.
Nyírás
Amikor gyors, egységes vágásokra van szüksége lemezacélon a harapásos vágás a megoldás kiváló termelékenység. Ez a folyamat nyomást fejt ki két fémszerszám között, amely miatt az anyag alakváltozást szenved és elválik a vágási vonal mentén. A lemezközi vágás széles vastagságtartományban alkalmazható, és gyorsan előállítja az alkatrészeket, bár az élek minősége durvább lehet, mint más módszereknél.
Vágás
A szalagfűrészek és körfűrészek továbbra is nélkülözhetetlenek a rúdanyagok, csövek és szerkezeti profilok vágásához. A lézeres csővágás Minneapolisban és hasonló specializált szolgáltatásokban foglalkoznak hengeres anyagokkal, de a hagyományos fűrészelés költséghatékony megoldást kínál egyszerű vágásokhoz tömör szelvényeken, ahol szigorú tűrések nem szükségesek.
Acélvágási módszerek összehasonlítása
| Vágási módszer | Pontossági tűrés | Vastagságtartomány | Az anyagi összeegyeztethetőség | Élek minősége | Tipikus alkalmazások |
|---|---|---|---|---|---|
| Fiber lézer | +/- 0,001" -tól 0,005"-ig | 0,03" -tól 3" felett (teljesítményfüggő) | Szárazszenes acél, rozsdamentes acél, alumínium, réz, sárgaréz | Kiváló, minimális maradék | Pontos alkatrészek, elektronika, gépjárműipar, repülőgépipar |
| Plazma | +/- 0,015" -tól 0,030"-ig | 0,25" -tól 6" felett | Minden vezetőképes fém | Jó, esetleg köszörülés szükséges | Szerkezeti acél, nehézgyártás, hajóépítés |
| Oxigéngyújtásos vágás | +/- 0,030" - 0,060" | 0,5" - 12"+ | Széntartalmú acél, egyes ötvözetek | Mérsékelt, oxidált él | Vastag lemezek vágása, bontás, törmelékfeldolgozás |
| Vízsugaras | +/- 0,001" -tól 0,005"-ig | 0,030" - 8"+ | Bármilyen anyag, keményített acél is | Kiváló, nincs hőhatásövezet | Légi- és űrhajózás, precíziós szerszámozás, hőérzékeny alkatrészek |
| Nyírás | +/- 0,010" - 0,030" | Akár 0,5 hüvelykig (tipikus) | Lemezfémes anyagok, lágyacél | Elfogadható, érdeshatás előfordulhat | Nagy létszámú lemezvágás, klíma- és légtechnika, általános gyártás |
| Vágás | +/- 0,030" - 0,060" | Korlátozott a pengével/géppel | Minden acéltípus, rúdanyag, csövek | Elfogadható, utómunka (levagás) szükséges | Rúdanyag előkészítése, szerkezeti elemek, csővágás |
Ezen különbségek ismerete lehetővé teszi, hogy tájékozottan beszélgessen szolgáltatókkal. Projektje anyagvastagsága, szükséges pontossága, élminőség-igénye és költségvetési korlátai vezetik Önt a legmegfelelőbb vágási módszer felé. Ezután részletesebben megvizsgáljuk a vastagsági határokat és pontossági tűréseket, amelyek segítenek projektigényeit a megfelelő technológiához igazítani.
Vastagsági határok és pontossági tűrések magyarázata
Már láttad, mit tudnak az egyes vágási módszerek, de itt jön a lényeg: képes-e a kiválasztott technológia kezelni az adott anyagot a szükséges vastagságban? És ha igen, mennyire pontosan felelnek meg a vágások az előírásaidnak? Ezek a kérdések döntik el, hogy az egyedi vágott fémprojekted sikerrel zárul vagy költséges újrafeldolgozásra szorul.
Vastagságtartományok vágási technológia szerint
Minden vágási módszernek van egy ideális tartománya, ahol optimálisan működik. Ha túlléped ezeket a határokat, lassabb sebességgel, romlott élsimítással vagy akár a vágás teljes képtelenségével szembesülhetsz. Az alábbi táblázat a valósághű vastagságtartományokat mutatja be, amelyeket a szakmai lemezvágó szolgáltatásoktól .
| Vágási módszer | Minimális vastagság | Optimális hatótávolság | Maximális vastagság | Legjobb anyagmegfeleltetés |
|---|---|---|---|---|
| Fiber lézer | 0.03" | 0,125" - 0,75" | 1,25" (lágyacél) | Kényszeres Vas, Rustalon, Alumínium |
| Plazma (X-Definition) | 0.125" | 0,25" - 1,5" | 6"+ | Minden vezetőképes fém |
| Oxigéngyújtásos vágás | 0.25" | 1" - 6" | 36" – 48" | Csak lágyacél |
| Vízsugaras | 0.03" | 0,5" – 4" | 8"+ | Bármilyen anyag, keményített acél is |
| Nyírás | 24-es kaliber | 16-es kaliber – 0,25" | 0,5" (tipikus) | Lemezfémes anyagok, lágyacél |
Figyelje meg, hogyan igényel mindegyik technológia saját területét? Az oxigén-gázos vágás uralkodó pozíciót foglal el a 25 mm-nél vastagabb lemezek vágásánál, egyes műveletek akár 1220 mm vastagságú acélt is képesek feldolgozni. Ugyanakkor a lézeres vágás az anyagok legfeljebb kb. 32 mm-es vastagságára specializálódott, ahol kiváló szélminőséget és pontosságot nyújt, amelyet a vastagabb anyagok vágására képes módszerek egyszerűen nem tudnak felülmúlni.
Amikor egyedi lemezvágási szolgáltatókat értékel, konkrétan érdeklődjön az eszközeik teljesítményadatáról. Egy 6 kW-os folyamatos fényvezetős lézer más vastagsági korlátokkal rendelkezik, mint egy 15 kW-os rendszer. Ugyanez az elv érvényes minden hőalapú módszerre: a magasabb teljesítmény nagyobb vágási vastagságot tesz lehetővé.
Pontossági tűrések megértése
Itt kerül előtérbe, hogy a anyag típusa milyen jelentős hatással van az eredményekre. A széntartalmú acél, rozsdamentes acél és alumínium azonos vastagságban történő vágása eltérő tűréshatárokat eredményez, mivel mindegyik anyag másképp reagál a hőre, az abraszióra és a mechanikai erőhatásokra.
Széntartalmú acél tűréshatárai
A széntartalmú acél a legelőrejelezhetőbb vágási viselkedést nyújtja. A lézeres rendszerek általában 0,01 hüvelyk (0,25 mm) alatti tűréshatárt tartanak be széntartalmú acéllemezeknél, míg Az X-Definition plazma rendszerek körülbelül 0,02 hüvelyk (0,5 mm)-et érnek el . Az anyag következetes összetétele és hőtani tulajdonságai miatt ez szolgál mintaként, amelyhez a többi anyagot viszonyítják.
A rozsdamentes acél figyelembevétele
A rozsdamentes acél magasabb krómtartalma nehézségeket okoz. Az anyag több lézerenergiát ver vissza, és másképp vezeti a hőt, mint a széntartalmú acél, így gyakran lassabb vágási sebességre van szükség ugyanazon tűréshatár megtartásához. Várhatóan kissé nagyobb tűréshatárok adódnak rozsdamentes acél vágásakor, mint széntartalmú acélnál azonos vastagság esetén.
Alumínium viselkedése
Az alumínium magas hővezető-képessége és tükröződése különösen igénybe veszi a hőalapú vágási módszereket. A hő gyorsan eloszlik, így nagyobb teljesítményre van szükség. A szálas lézerek jól kezelik az alumíniumot, de a tűréshatárok általában lazábbak, mint a szénacélnál. Itt a vízsugaras vágás jeleskedik, mivel teljesen kiküszöböli a hő okozta változókat.
Amikor a szűk tűrések valóban számítanak
Drágának hangzik, ugye? A szűkebb tűréshatárok valóban többe kerülnek – de nem minden projekthez szükségesek. Vegye figyelembe ezt a gyakorlati keretet:
- Szűk tűréshatárok (+/- 0,005 hüvelyk vagy kevesebb): Pontos összeszerelések, repülőgépipari alkatrészek, másodlagos megmunkálást nem igénylő alkatrészek, szoros illesztésű illeszkedő felületek
- Általános tűréshatárok (+/- 0,015–0,030 hüvelyk): Hegesztett szerkezetek, teherhordó alkatrészek, további megmunkálásra kerülő alkatrészek, általános gyártás
- Lazább tűréshatárok (+/- 0,060 hüvelyk vagy több): Durva előkészített darabok intenzív megmunkáláshoz, hulladékfeldolgozás, nem kritikus teherhordó elemek
A lézeres és plazmavágás közötti tűréskülönbség – kb. egy névjegykártya vastagsága – esetleg nem indokolja meg a költsébkülönbséget az Ön alkalmazásánál. Ha alkatrészei közvetlenül a vágóasztalról kerülnek hegesztésre, ahol a hegesztési tűrések lényegesen nagyobbak, mint a vágási tűrések, akkor olyan pontosságért fizet, amely a következő műveletben elveszik.
Az okos tervezés a tűrésigényeket a funkcionális igényekhez igazítja. A túlméretezett tűrések felesleges költségeket generálnak magasabb berendezési költségek, gyakoribb ellenőrzések, növekedett selejtarány és csökkent áteresztőképesség révén. Mielőtt minden alkatrésznél lézerminőséget kérne, kérdezze meg magától, hogy az alak, illeszkedés vagy funkció valóban igényli-e ezt a pontosságot.
A vastagság és a tűrések alapjainak tisztázása után már készen áll arra, hogy megismerje, hogyan alkalmazzák különböző iparágak ezeket a képességeket saját gyártási kihívásaik kezelésére.
Iparágak alkalmazásai és módszertani javaslatok
Elgondolkodott már azon, hogy miért választ egy autógyártó lézeres vágást, míg egy hajógyár a plazmavágást? A különböző iparágak más-más kihívásokkal néznek szembe, amelyek speciális vágási megoldásokat igényelnek. Ezeknek a különbségeknek az ismerete segít hatékonyabban kommunikálni a fémvágó üzemmel, és biztosítja, hogy projektje már kezdetektől megfelelő technológiát kapjon.
Automotív és közlekedési alkalmazások
Az autóipar pontos egyensúlyt követel meg a könnyűszerkezet és a szerkezeti integritás között. A modern járművek testelemeiktől kezdve a biztonsági szempontból kritikus alvázalkatrészekig mind gyártott lemezfémet használnak. Ez az iparág a szigorú tűrések, nagy sorozatgyártási képesség és szigorú anyagminősítés előtérbe helyezésére törekszik.
A A Prototek elemzése az autógyártásról , a lemezalkatrészek gyártása elengedhetetlen erős, könnyű járműalkatrészek létrehozásához, amelyek hozzájárulnak a biztonsághoz, megjelenéshez és teljesítményhez. A járművek külső alkatrészei – ajtók, motorháztetők, tetekek és kerékburkolatok – olyan vágási eljárásokat igényelnek, amelyek pontosságot és gyors termelést egyaránt biztosítanak.
Gyakori gépjárműipari vágási alkalmazások:
- Váz- és keretalkatrészek: Nagy szilárdságú acél, amely lézeres vagy plazmavágást igényel, 0,015 hüvelyk alatti tűréssel
- Felfüggesztési konzolok és rögzítések: Gyakran igényelnek egyedi fémvágásokat kiváló élsimítással a következő hegesztési folyamathoz
- Karosszériapanelek és szerkezeti merevítések: Lemezalkatrészek tiszta élekkel, hődeformáció nélkül
- Motorhelyiség alkatrészei: Pontos alkatrészek, beleértve konzolokat, pajzsokat és burkolatokat, amelyek szigorú méretpontosságot igényelnek
- Belső szerkezeti elemek: Műszerfal-tartók, ülésvázak és légzsák-tartók, ahol az egységes minőség fontos
Ajánlott vágási módszerek a gépjárműiparban:
- Szálas lézer: Ideális nagy sorozatgyártású karosszériapanelek és precíziós konzolok gyártásához (0,03" - 0,75" vastagságig)
- Plazmavágás: Költséghatékony vastagabb alvázalkatrészek és szerkezeti elemek esetén
- Vízsugár: Előnyös, ha a biztonsági szempontból kritikus alkatrészeknél el kell kerülni a hőhatás alatt álló zónákat
Az autógyártók egyre inkább a könnyűsúlyú anyagokra helyezik a hangsúlyt a kibocsátás csökkentése és az üzemanyag-hatékonyság javítása érdekében. Ez az alumínium és a nagy szilárdságú acélötvözetek felé történő átállás olyan vágástechnológiákat igényel, amelyek képesek ezekkel az anyagokkal dolgozni anélkül, hogy kompromisszumot kötnének a szerkezeti tulajdonságokkal.
Légiközlekedési és ipari gyártási igények
Amikor az alkatrészek integritása emberi életeket is érint, a légiközlekedési alkalmazások a legmagasabb pontosságot követelik meg. A légiközlekedési lemezfeldolgozás során vágás, hajlítás és fém szerkezetek összeszerelése történik repülőgépek, műholdak és űrhajók számára, ahol a meghibásodás egyszerűen nem megengedett.
Ez az iparág a pontosságot helyezi az első helyre, amelyet szorosan követ a nyomkövethetőség és a minősítés. A forgási idő fontos, de soha nem a minőség rovására. A repülőgépipari gyártók általában titánötvözetekkel, 6061-es és 7075-ös alumíniumötvözetekkel, valamint speciális rozsdamentes acélokkal dolgoznak, amelyek meghatározott vágási paramétereket igényelnek.
Kritikus repülőgépipari vágási alkalmazások:
- Törzshéj panelek: Nagy, íves panelek, amelyek precíziós vágás után húzóformázást igényelnek
- Szárny szerkezeti alkatrészek: Nagy szilárdságú alumínium- és titánalkatrészek szűk tűréshatárokkal
- Motorrögzítő konzolok: Hőálló ötvözetek, amelyek hidegvágási módszereket igényelnek
- Irányítófelület alkatrészei: Pontos alkatrészek, ahol a súlycsökkentés közvetlen hatással van az üzemanyag-hatékonyságra
- Műhold- és űrhajószerkezetek: Egyedi rézgyártás és speciális ötvözetmunkák hőkezeléshez
Ajánlott vágási módszerek az űr- és repülőiparban:
- Lézer Vágás: ±0,05 mm-es tűréshatáron belüli pontosságot ér el nagy pontosságú alkatrészekhez
- Vízsugaras vágás: Legfeljebb 300 mm vastag anyagok feldolgozása hőhatásmentes zóna nélkül – ideális titán és hőérzékeny ötvözetek esetén
- Plazmavágás: Alkalmazható vastagabb szerkezeti elemeknél, ahol a tűrések ezt lehetővé teszik
Hajóépítőipar és építőipar követelményei
A hajógyártás különleges kihívásokkal jár: nagyméretű alkatrészek, korrózióálló anyagok és szabadtéri vágási környezet. A hajógyárak általában vastag acéllapokat dolgoznak fel törzsek, fedélzetek és szerkezeti elemek gyártásához, ahol a termelési mennyiség és az anyagmozgatási képességek fontosabbak az extrém szűk tűréseknél.
A hajóépítőipar elsődleges szempontjai:
- Nagy lemezméretek kezelése (gyakran 10' x 40' vagy nagyobb)
- Vastag anyagok hatékony vágása (1"–4" közötti vastagság gyakori)
- Korrózióálló ötvözetek és hajózási minőségű alumíniumfeldolgozás
- Megfelelő tűréshatárok elérése hegesztett szerkezeteknél
Építési és szerkezeti acélalkalmazások:
- Gerenda- és oszlopelőkészítés: Egyenes vágások nehéz szerkezeti profilokon oxigén-üzemanyag vagy plazmavágással
- Csatlakozó lemezek és merevítők: A plazmavágás megfelelő pontosságot nyújt alacsonyabb költséggel
- Dekoratív építészeti elemek: Lézervágás összetett mintákhoz vékonyabb anyagokban
- Hídalkatrészek: Nagyfelbontású plazmavágás vastagabb szerkezeti elemekhez tanúsított anyagokkal
Ajánlott vágási módszerek hajóépítési és építési célokra:
- Oxigén-vágás: A leggazdaságosabb vastag széntartalmú acéllemezek egyenes vágásához
- Plazma: Sebesség, költség és minőség közötti egyensúly az építőipari gyártáshoz
- Lézer: Pontos építészeti munkákhoz és vékony díszítőelemekhez fenntartva
Általános ipari gyártási megfontolások
A speciális szektorokon túl az általános ipari alkalmazások kiterjednek a berendezések gyártására, mezőgazdasági gépek, anyagmozgató rendszerek és számtalan egyéb felhasználás területére. Ezek a projektek általában a költséghatékonyságot és a működési igényeket ötvözik, nem elsősorban a pontossági határértékek elérését célozzák.
Hogyan rangsorolják az iparágak a vágási tényezőket:
| IPAR | Elsődleges prioritás | Másodlagos prioritás | Tipikus tűrési tartomány | Mennyiség várható |
|---|---|---|---|---|
| Automobil | Mennyiség és folyamatosság | Pontosság | ±0,25 mm-tól ±0,51 mm-ig | Nagy volumenű gyártási sorozatok |
| Légiközlekedés | Pontosság és tanúsítvány | Anyag integritás | ±0,005" vagy pontosabb | Alacsony és közepes mennyiség |
| Tengeri | Vastag anyagok feldolgozása | Költséghatékonyság | ±0,030" -tól ±0,060" -ig | Projekt alapú |
| Építőipar | Sebesség és költség | Anyagmozgató | ±0,030" -tól ±0,125"-ig | Változó, gyakran magas |
| Általános ipari | Költségoptimalizálás | Visszatérési idő | ±0,015″-tól ±0,030″-ig | Prototípus előállítástól a gyártásig |
Annak megértése, hogy projektje hogyan illeszkedik ebbe a keretrendszerbe, segít egyértelműen közölni az igényeket, és elkerülni a túlméretezett tűréshatárok meghatározását, amelyek feleslegesen növelik a költségeket. Egy az Ön iparágában tapasztalt fémvágó műhely már ismeri ezeket a prioritásokat, és a legmegfelelőbb megoldás felé tudja irányítani Önt.
Most, hogy már érti, hogyan közelítik meg a különböző iparágak a vágási követelményeket, nézzük meg részletesen, hogyan készítheti elő sikeresen saját projektjét egyértelmű specifikációkkal, hogy pontos árajánlatokat kaphasson.
Hogyan készítse elő acélvágási projektjét a sikerhez
Kiválasztotta a megfelelő vágási módszert, és tisztában van az iparága követelményeivel. Most következik az a kritikus lépés, amely elválasztja a gördülékeny projekteket a frusztráló késésektől: egyértelmű kommunikáció szolgáltatóival a saját igényeiről. Akár azt kérdezi, hol tudnak fémeket vágni egy prototípus elkészítéséhez, akár olyan fémvágó szolgáltatást keres a közelben gyártási sorozatokhoz, a megfelelő előkészítés biztosítja az pontos árajánlatokat és az elvárásainak megfelelő eredményt.
Fémvágási projekt specifikációinak előkészítése
Képzelje úgy projekt-specifikációit, mint a siker alaprajzát. A hiányos információk visszajelzéseket eredményeznek, késleltetik az árajánlatokat, és néha drágába kerülő félreértésekhez vezethetnek még a vágás megkezdése után is. A fémszerkezet-tervezők hangsúlyozzák hogy a pontosság kulcsszerepet játszik a minőségben – még a csekély mérési hibák is késleltetést, anyagpazarlást vagy rosszul illeszkedő szerelvényeket okozhatnak.
Mielőtt bármely szolgáltatóval kapcsolatba lépne, gyűjtse össze ezeket a lényeges adatokat:
- Anyagspecifikációk: Tüntesse fel a pontos ötvözetet vagy minőségi osztályt (pl. 304-es rozsdamentes acél, A36-os szénacél vagy 6061-es alumínium), valamint a vastagságot és az esetleg szükséges tanúsítványokat
- Mennyiségi igények: Adja meg a részek pontos mennyiségét, beleértve azt is, hogy egyedi prototípusról vagy ismétlődő gyártási rendelésről van-e szó
- Méretbeli követelmények: Adja meg az összes vágási méretet teljes körűen, beleértve a kritikus tűréseket is ott, ahol a pontosság legfontosabb
- Felületi minőségi elvárások: Jelölje meg, hogy nyers hengerelt felületre, letörölt élekre, speciális felületkezelésekre vagy későbbi hegesztésre való előkészítésre van-e szükség
- Vonalformátum: A CAD-fájlok (DXF, DWG vagy STEP formátumban) a legvilágosabb kommunikációt biztosítják, bár egyszerűbb feladatoknál részletes, méreteket tartalmazó kézzel rajzolt vázlat is megfelelő
- Határidők: Tüntesse fel mind az ideális időkeretet, mind az olyan kötelező határidőket, amelyeket feltétlenül be kell tartani
Ha vágási szolgáltatással dolgozik, a részletes tervrajzok biztosítása és a nyitott kommunikáció fenntartása a teljes gyártási folyamat során segít abban, hogy a projekt menetrendben maradjon és pontosan megfeleljen az Ön specifikációinak. A helyi műhelyek többsége fejlett vágótechnológiákat, például lézeres vagy plazmavágó rendszereket használnak, amelyek pontosságuk érdekében pontos bemeneti adatoktól függenek.
Pontos árajánlatkéréshez szükséges információk
Azon töri a fejét, hol vághatja meg a fémet anélkül, hogy többszöri árajánlat-módosításba kellene futnia? A válasz az előzetes egyértelműségben rejlik. A szektor kutatásai szerint hiányzó információk váratlan költségekhez vagy projektelmaradásokhoz vezethetnek, ha a gyártóknak tisztázásra van szükségük.
A projektspecifikációs ellenőrzőlista tartalmazza a következőket:
- Alkatrész geometriai adatai: Minden méret, hajtás vonala (ha alkalmazható), furatok helye és kritikus jellemzők egyértelmű jelöléssel
- Anyagminőség és -vastagság: Konkrét ötvözetjelölések, nem csak „acél” vagy „alumínium”
- Tűréshatár-megjelölések: Jelölje meg, hogy mely méretek igényelnek szigorú ellenőrzést, és melyek fogadhatják el a szabványos gyári tűréseket
- Felületminőségi követelmények: Határozza meg a szükséges bevonatot, kezelést vagy élkészítést
- Mennyiség bontása: Különböztesse meg a mintát, elősorozatot és tömeggyártást, ha ez vonatkozik
- Szállítási hely és határidő: Tartalmazza a szállítási címet és minden ütemezési korlátozást
- Másodlagos műveletek: Jelölje meg, ha hajlításra, hegesztésre, összeszerelésre vagy egyéb vágás utáni folyamatokra van szükség
Gyakori specifikációs problémák hibaelhárítása
Még tapasztalt vásárlók is nehézségekbe ütközhetnek vágási projektek előkészítésekor. Íme, hogyan kezelheti a leggyakoribb akadályokat:
Kétértelmű rajzok: Ha nincsenek CAD-fájljai, részletes kézi vázlatok is elegendők lehetnek, amelyeken egyértelmű méretek szerepelnek – de mindig törekedjen a világosságra. Tartalmazza az összes lényeges adatot, például anyagokat, méreteket, tűréseket és minden speciális tulajdonságot vagy felületkezelést, amely szükséges. A hiányos rajz árfluktuációkhoz vagy késlekedéshez vezethet.
Anyagválasztással kapcsolatos kérdések: Nem biztos benne, hogy melyik acélminőség felel meg az alkalmazásának? Beszélje meg a projekt céljait a gyártóval. Tapasztalt szolgáltatók tudnak javasolni olyan anyagokat, amelyek költséghatékonyságot és hosszú távú megbízhatóságot egyaránt biztosítanak. Az anyag típusa közvetlenül befolyásolja a teljesítményt, tartósságot és a költségeket.
Tűrési bizonytalanság: Amikor nem biztos abban, milyen szigorúan kell megadnia a tűréseket, fontolja meg az alkatrész funkcióját. Közvetlenül illeszkedik más precíziós alkatrészekhez? Szükséges-e megmunkálni a vágás után? Azonnali hegesztésre kerülő alkatrészeknél ritkán szükséges lézerszintű pontosság, míg a pontos illeszkedésű szerelvények szigorúbb ellenőrzést igényelnek.
Prototípus és sorozatgyártás figyelembevétele
A megközelítésednek különböznie kell a projekt méretétől függően. Prototípusok és kis sorozatok esetén számolj magasabb egységköltségekkel, mivel a beállítási és programozási költségek kevesebb darabra oszlanak el. Egyetlen prototípus darabköltsége jelentősen magasabb lehet, mint ezer egységet számláló gyártási sorozaté.
Prototípusrendelés előkészítésekor:
- Egyértelműen címkézd fel a rendelést prototípus- vagy mintadarab futásnak
- Érdeklődj tervezési visszajelzés iránt, mielőtt gyártószerszámokba fektetnél
- Fontold meg enyhén lazább tűréshatárok alkalmazását, ha a cél az alak- és illesztésvizsgálat
- Kérj anyagminősítéseket, ha teljesítményjellemzőket értékeltek
Gyártási léptékű projektek esetén:
- Add meg a pontos mennyiségi előrejelzéseket a mennyiségi árak kibontakoztatásához
- Állapíts meg szállítási ütemterveket és keretszerződéses megállapodásokat, ha ez alkalmazható
- Tárgyalj minőségellenőrzési protokollokról és dokumentációs követelményekről
- Amikor lehetséges, rögzítse az anyagárakat, hogy elkerülje a költségingadozásokat
A világos kommunikáció minden léptékű sikeres projekt alapköve. Ha eleve alaposan elkészített specifikációkkal dolgozik, csökkentheti az árajánlat-módosítások számát, minimalizálhatja a gyártás során felmerülő meglepetéseket, és termékeny kapcsolatot építhet ki vágószolgáltatójával. Ha projektjét megfelelően dokumentálta, a következő lépés annak biztosítása, hogy kiválasztott szolgáltatója megfeleljen a szükséges minőségi szabványoknak és tanúsítványoknak.

Fontos minőségi szabványok és tanúsítványok
Elkészítette az alapos specifikációkat, és azonosította a lehetséges szolgáltatókat – de honnan tudja, hogy folyamatosan megbízható eredményeket fognak-e nyújtani? A tanúsítványok azt biztosítják, hogy a vágószolgáltató bevizsgált eljárásokat követ, dokumentált minőségbiztosítási rendszert tart fenn, és rendszeresen részt vesz független külső ellenőrzéseken. Annak megértése, hogy mit jelentenek ezek a minősítések, segít abban, hogy megkülönböztesse azokat a vállalkozásokat, amelyek csak ígérik a minőséget, és azokat, amelyek valóban igazolják is azt.
Az ISO- és ipari tanúsítások megértése
Amikor acélvágási szolgáltatásokat értékelünk, a tanúsítások objektív bizonyítékot nyújtanak a szolgáltató minőségirányítási elköteleződéséről. Ezek nem csupán díszes oklevelek a falon – hanem rendszerszerű megközelítést jelentenek a folyamatok irányítására, a folyamatos fejlesztésre és az ügyfél elégedettségére.
Fő tanúsítások és jelentőségük:
- ISO 9001:2015: Ez a világviszonylatban elismert szabvány biztosítja, hogy egy szervezet minőségirányítási rendszere folyamatosan megfeleljen az ügyfél követelményeinek, miközben elősegíti a folyamatos fejlesztést. A Ameritex tanúsítási dokumentációja szerint az ISO 9001:2015 tanúsítás az olyan megbízható, magas minőségű termékek gyártására való elköteleződést mutatja, amelyek hatékonyságon, innovatív technológián és elszántságon alapulnak.
- IATF 16949: Az ISO 9001 követelményeire épülve ez a gépjárműipari specifikus tanúsítvány további lépést tesz, biztosítva a megfelelőséget a takarékos gyártással, hibák megelőzésével, eltérések csökkentésével és a hulladék kiküszöbölésével. Az OGS Industries elmagyarázza, hogy az IATF 16949 tanúsítvány kiemelt hangsúlyt fektet az erős ügyfélközpontúságra, elsődlegessé teszi a vezetőség összehangolását, és optimalizálja az eljárásokat a folyamatos szolgáltatásnyújtás érdekében.
- AS9100: A repülési ipar minőségi szabványa kezeli a repüléssel kapcsolatos kritikus alkatrészek egyedi követelményeit, beleértve a nyomonkövethetőséget, a kockázatkezelést és a konfiguráció-ellenőrzést.
- AWS D1.1/D1.6: Hegesztési tanúsítványok, amelyek akkor relevánsak, ha vágási projekted hegesztett szerkezeteket is tartalmaz, biztosítva a megfelelő eljárásokat és a hegesztők képesítéseit.
- NADCAP: Nemzeti Légiközlekedési és Honvédelmi Vállalkozók Akkreditációs Program tanúsítványa speciális folyamatokhoz, mint például hőkezelés vagy rombolásmentes vizsgálat.
Mit jelent valójában a tanúsítás a projektje szempontjából? A tanúsított szolgáltatók minden lépéshez dokumentált eljárásokat tartanak fenn – a rendelés fogadásától kezdve az utolsó ellenőrzésig. Nyomon követik a mérőeszközök kalibrálását, képzik a személyzetet a minőségi szabványokról, és olyan iratokat vezetnek, amelyek bizonyítják, hogy minden alkatrész megfelel az előírásoknak. Amikor problémák merülnek fel, a helyesbítő intézkedéseik rendszere megakadályozza az ismétlődést.
Minőségellenőrzés és dokumentáció
A tanúsításokon túl a szolgáltató ellenőrzési képességeinek megértése megmutatja, képes-e igazolni a projektje által igényelt pontosságot. Különböző vágástechnológiák különböző alapvető pontossági szinteket nyújtanak, és a minőségi rendszerek biztosítják az egységes minőséget minden egyes alkatrésznél.
Pontossági elvárások vágási módszer szerint:
- Szálas lézeres vágás: ±0,001"-tól ±0,005"-ig terjedő tűrések elérhetők megfelelő berendezéskalibrálással és minőségellenőrzéssel
- Nagyfelbontású plazma: ±0,015"-tól ±0,020"-ig terjedő értékek várhatók tanúsított folyamatok és rendszeres berendezés-karbantartás mellett
- Vízsugaras vágás: ±0,001"-tól ±0,005"-ig terjedő pontosságot biztosít, ha az operátorok a dokumentált eljárásokat követik
- Oxigén-gáz vágás: Szabványos tűrések ±0,030"-tól ±0,060"-ig vastaglemez-alkalmazásokhoz
A tanúsított műhelyek koordináta mérőgépeket (CMM), optikai összehasonlítókat és kalibrált mérőeszközöket használnak a méretek ellenőrzésére. Ellenőrzési jelentéseket nyújtanak, amelyek dokumentálják a tényleges mért értékeket az Ön specifikációihoz képest – bizonyíték arra, hogy alkatrészei megfelelnek az előírásoknak a szállításuk előtt.
Átfutási idők és gyártási határidők várható értékei
A minőségi tanúsítványok a szállítási megbízhatóságra is kiterjednek. Egy tanúsított minőségi rendszer tartalmazza a termelési tervezést, kapacitáskezelést és az időben történő teljesítés nyomon követését. De milyen reális határidőket lehet várni?
Tipikus átfutási idő a vágási módszertől és a megrendelés méretétől függően:
- Lézervágás (kis sorozat, 50 alkatrész alatt): 3–7 munkanap, anyagelérhetőségtől és a műhelyterheléstől függően
- Lézervágás (sorozatgyártás): 1–3 hét, a meglévő keretszerződések potenciálisan csökkenthetik az átfutási időt
- Plazmavágás (szerkezeti elemek): 5–10 munkanap szabványos megrendelések esetén; gyorsított szolgáltatás gyakran elérhető
- Vízsugaras vágás (pontos alkatrészek): 5–10 munkanap, mivel vastag anyagoknál lassabb a vágási sebesség
- Oxigéngáz-vágás (nehézlemez): 1–2 hét, a lemez elérhetőségétől és az összetettségtől függően
Több tényező is befolyásolja a tényleges szállítási határidőt a vágási műveleten túl:
- Alapanyag-beszerzés: A szabvány ötvözetek gyorsan szállíthatók; speciális minőségek 1–3 hetet is hozzáadhatnak
- Nesting-hatékonyság: Az összetett alkatrész-geometriák több programozási időt igényelnek
- Másodlagos műveletek: A csiszolás, hajlítás vagy felületkezelés meghosszabbítja a gyártási időt
- Ellenőrzési követelmények: Az első cikkellenőrzés és a dokumentáció feldolgozási időt igényel
- Jelenlegi gyártási kapacitás: A csúcsidőszakokban a szabványos átfutási idő 25-50%–kal meghosszabbodhat
Amikor a határidő a legfontosabb, kérdezze meg a lehetséges szolgáltatóktól jelenlegi leterheltségükről és gyorsítási lehetőségeikről. Az IATF 16949 tanúsítvánnyal rendelkező vállalatok különösen olyan termelési tervezési rendszereket alkalmaznak, amelyek az autóipar követelőző just-in-time szállítási igényeinek való megfelelésre lettek kialakítva. Ez a szigor gyakran az összes ügyfeli projekt esetén előrejelezhetőbb átfutási időként jelentkezik.
Miután tájékozódott a minőségi szabványokról és reális időkeretekről, most már képes értékelni a kirakós utolsó darabját: megérteni, mi határozza meg a költségek csökkentését, és hogyan optimalizálhatja projekt költségvetését.
Árképzési tényezők és költségoptimalizálási stratégiák
Valójában mennyibe kerül majd az acélszelvényezési projektje? Ezt a kérdést sok vevő töri a fejét, mivel az árak jelentősen eltérhetnek olyan tényezők alapján, amelyek nem mindig nyilvánvalóak előre. Akár egy közeli acélszelvényezőt keres, akár több szolgáltató ajánlatát hasonlítja össze, az árképzés mögött álló tényezők megértése segít pontosabban költeni és megtalálni a lehetőségeket a költségmegtakarításra minőségromlás nélkül.
A vágási költségeket befolyásoló kulcsfontosságú tényezők
Minden kapott árajánlat egy összetett számítást tükröz, amely magában foglalja az anyagokat, a gépórákat, a munkaerőt és az általános költségeket. A szerint, iparági árképzési kutatások a lézervágás költségei önmagukban anyagtípustól és vastagságtól függően 0,10 és 1,00 USD hüvelykenként mozoghatnak. Bontsuk le részletesen az egyes tényezőket, hogy előre tudjon számolni a költségekkel, mielőtt árajánlatot kérne.
Anyag típusa és költsége:
- Finomacél: A leggazdaságosabb lehetőség, körülbelül 0,50–1,00 USD/kg (0,23–0,45 USD/font), így ez az összehasonlítási alap az áraknál
- Részecskevasztagsági acél: Számítson 1,50–3,00 USD/kg-ra (0,68–1,36 USD/font) a tartóssága és korrózióállósága miatt
- Alumínium: 2,00–4,00 USD/kg (0,91–1,81 USD/font) között mozog, és speciális vágási paramétereket igényel, amelyek befolyásolhatják a gépóra költségét
- Speciális ötvözetek: Egyedi árképzés az anyag elérhetőségétől és a vágás nehézségétől függően
A vastagság hatása az árazásra:
A vastagabb anyagok több energiát igényelnek, lassabb vágási sebességet és nagyobb fogyóeszköz-használatot. Egy 2 mm-es lágyacéllemez lényegesen gyorsabban vágható, mint egy 10 mm-es lemez, ami közvetlenül hat a gépóra-költségekre CNC plazmavágó rendszerek fél hüvelykes lágyacélt másodpercenként több mint 100 hüvelyk sebességgel tudnak vágni, míg a vízsugaras vágórendszerek tipikusan 5–20 hüvelyk/perc között működnek – ez a különbség közvetlenül a darabköltségre hat
Tervezési összetettség:
- Egyszerű formák: Kb. 1 óra tervezési/lprogramozási idő 20–100 USD-ért
- Bonyolult geometriák: 2–4 óra előkészítési idő, 40–400 USD költséggel
- Egyedi prototípusok: 5+ óra, 100–500 USD vagy több összetett dizájnozás esetén
Mennyiségi szempontok:
A beállítási és programozási költségek az Ön megrendelési mennyiségén oszlanak el. Egyetlen prototípus beállítása is 50–100 USD lehet, ugyanez a beállítás 500 alkatrésznél egységenként elhanyagolhatóvá válik. A nagy volumenű megrendelések gyakran jogosultak anyagkedvezményekre és kötegelt feldolgozási hatékonyságra, amelyek az általános költségeket 15–30%-kal csökkenthetik.
Tűréshatár-előírások:
A szigorúbb tűréshatárok lassabb vágási sebességet, gyakoribb minőségellenőrzéseket és esetleg más vágási módszereket igényelnek. Olyan ±0,005 hüvelykes pontosság kérése, amikor ±0,030 hüvelyk elegendő lenne, növeli a költségeket funkcionális érték nélkül. Illessze a tűréshatár-specifikációit a tényleges igényekhez.
Átfutási idő:
- Szabványos átfutási idő (5–10 nap): Alapár, felárat nem tartalmaz
- Sietségi megrendelések (2–3 nap): Várhatóan 25–50% felár jár a prioritásos ütemezésért
- Azonos napos vagy másnapi teljesítés: Prémium árak, 50–100%-os felár a szabványos díjakhoz képest
Vágás utáni műveletek:
A csiszolás, polírozás, hajlítás vagy festés jelentős költségeket jelent. Egy 1 m²-es lézerrel vágott alkatrész további költsége például 5–15 USD lehet a csiszolásra és 10–30 USD a festésre, ami potenciálisan megkétszerezheti az alapvágási költséget a kész alkatrészek esetében.
Projektje optimalizálása költséghatékonyság érdekében
A tudatos vásárlók nem egyszerűen elfogadják az árajánlatokat – hanem már az árajánlat-kérés előtt optimalizálják projekteiket. A fémfeldolgozási szakértők több olyan stratégiát is ajánlanak, amelyek csökkentik a költségeket anélkül, hogy kompromisszumot kötnének a végeredmény minőségével.
Egyszerűsítse a tervezést:
Kerülje az aránytalanul összetett vágásokat, a felesleges hegesztéseket és a részletgazdag kidolgozást, amelyek kiterjedt munkaerő- és időigényt jelentenek. A szabványos anyagméretek használata csökkenti a hulladékot, és kizárja a speciális lemezformátumokért felszámított prémium díjakat. Néha egy apró tervezési módosítás 20–30%-kal csökkentheti a vágási költségeket.
Használja ki a rakodási hatékonyságot:
A fejlett szoftver optimalizálja az alkatrészek elhelyezkedését a lemezen a nyersanyag-felhasználás maximalizálása érdekében. Olyan közelben lévő vágópartner kiválasztása, amely beágyazási (nesting) technológiát alkalmaz, csökkenti a hulladékot és az anyagköltségeket. Kérdezze meg a potenciális szolgáltatókat beágyazási képességeikről – ez az egyetlen tényező jelentősen befolyásolhatja az egységárakat.
Tervezze meg a tételszerű gyártást:
Az alkatrészek tömeges előállítása egyedi, különleges darabok helyett jelentősen csökkenti a költségeket. A tételszerű gyártás csökkenti a beállítási időt, a munkaerőköltségeket és az általános kiadásokat, miközben fenntartja a minőségi konzisztenciát. Ha lehetséges, egyesítsen több rendelést, vagy tervezzen előre, hogy kihasználhassa a nagyobb mennyiségekhez kapcsolódó kedvezményeket.
Válassza ki a megfelelő vágási módszert:
Ne fizessen lézeres pontosságért, ha a plazmavágás elegendő minőséget biztosít az Ön alkalmazásához. A CNC plazmavágó asztalok a legalacsonyabb vágási költséget kínálják hüvelykenként, az eszközök költsége 0,10–0,50 USD hüvelykenként, szemben a lézeres rendszerek 0,15–0,75 USD hüvelykenkénti költségével. Illessze a technológiát a tényleges igényeihez.
Fontolja meg az alternatív anyagokat:
Míg az acél szilárdságot és korrózióállóságot kínál, az alumínium könnyen alkalmazhatóbb költségvetésű megoldás lehet könnyűsúlyú alkalmazásokhoz. Beszélje meg projekt céljait olyan gyártókkal, akik anyagokat javasolhatnak, melyek ötvözik a költséghatékonyságot a hosszú távú megbízhatósággal.
Helyi és online szolgáltatások közgazdaságtana
Amikor azt keresi, hogy „acélvágás a közelemben”, akkor a kényelemet mérlegeli az esetlegesen alacsonyabb árakkal, melyek távolabbi szolgáltatóktól származhatnak. Mindkét megközelítésnek van előnye, attól függően, hogy konkrét helyzete milyen.
A helyi szolgáltatások előnyei:
- Személyes kommunikáció összetett projektek esetén csökkenti a félreértéseket
- Alacsonyabb vagy teljesen elmaradó szállítási költségek nehéz anyagok esetén
- Gyorsabb átfutási idő szállítási késedelek nélkül
- Lehetőség az első darabok ellenőrzésére a teljes gyártás megkezdése előtt
- Egyszerűbb problémák kezelése vagy változtatások végrehajtása a projekt közben
Amikor az online/távoli szolgáltatások értelmes választásnak bizonyulnak:
- Szakértői képességek, amelyek helyben nem elérhetők
- Jelentősen alacsonyabb ár, amely ellensúlyozza a szállítási költségeket
- Egyszerű, jól meghatározott projektek egyértelmű specifikációkkal
- Nem sürgős határidők, amelyek figyelembe veszik a szállítási időt
Vastag acéllemezek esetén a szállítási költségek gyorsan meghaladhatják a távoli beszállítóktól származó megtakarításokat. Egy darab 4×8 láb méretű, 2 mm vastag szerkezeti acéllemez anyagára fordított költség körülbelül 60–120 USD — ugyanezen lemez országos szállítása további 50–150 USD-ba kerülhet, attól függően, hogy mekkora a távolság és melyik szállítót választják.
Számolja ki a teljes beszerzési költséget döntéshozatal előtt. Egy helyi vállalkozás, amely 15%-kal magasabb árat kér vágásért, a szállítási költségek és átfutási idő figyelembevételével is alacsonyabb teljes projekt költséget eredményezhet. Miután megértette az árképzés alapelveit, most már fel tudja mérni a szolgáltatókat, és kiválaszthatja a projektjéhez leginkább illő partnert.

A megfelelő acélvágó szolgáltató kiválasztása
Elmúlt a technikai részletek elsajátítása, és tisztában van a projekt költségeivel – most eljött az idő a döntésre, amely mindent összekapcsol. Egy hozzám legközelebb eső fémvágó műhely megtalálása, amely megfelel az Ön specifikus igényeinek, többet kíván egy gyors online keresőfelületnél. A megfelelő szolgáltató stratégiai partnerként működik majd együtt Önnel, folyamatos minőséget biztosítva, határidőket tartva, és proaktívan kommunikálva, ha problémák merülnek fel.
Szolgáltató képességeinek értékelése
Bármely szolgáltatóhoz való elköteleződés előtt alaposan értékelje ki képességeiket a projekt igényeihez képest. A TMCO iparági irányelvei szerint a gyártó tapasztalata a képességek egyik legerősebb mutatója – az eltelt évek gyakran mélyebb anyagismeretet, finomított folyamatokat és a problémák előre látásának képességét jelentik, mielőtt azok költséges nehézségekké válnának.
Szolgáltató értékelési ellenőrzőlista:
- Felszereltség képességei: Győződjön meg róla, hogy rendelkeznek a konkrét vágási technológiával (lézer, plazma, vízsugár), amely megfelel az anyagának és vastagsági követelményeinek
- Anyagismeret: Győződjön meg arról, hogy rendelkeznek tapasztalattal az Ön specifikus acélminőségeivel, legyen szó szénacélról, rozsdamentes acélról vagy speciális ötvözetekről
- Tanúsítványok: Legalább ISO 9001 tanúsítványnak legyen birtokában; IATF 16949 az autóipari alkalmazásokhoz; AS9100 az űripari munkákhoz
- Helybeni képességek: A teljes körű szolgáltatást nyújtó vállalkozások, amelyek egyazon tető alatt kínálnak vágást, hajlítást, hegesztést és felületkezelést, csökkentik az átadásokat és a minőségi eltéréseket
- Termelési kapacitás: Győződjön meg arról, hogy a szolgáltató képes a prototípusoktól a tömeggyártásig skálázni a termelést minőségromlás nélkül
- Mérnöki támogatás: Azok a szolgáltatók, amelyek gyártáskönnyítési (DFM) útmutatást is nyújtanak, segítenek optimalizálni a terveket a vágás megkezdése előtt
- Ellenőrző berendezések: A CMM-eszközök, optikai komparátorok és dokumentált minőségbiztosítási folyamatok biztosítják a méretpontosságot
- Kommunikációs reakcióidő: Figyelje meg, milyen gyorsan reagálnak az első érdeklődésekre – ez előrejelzi a projekt során folytatott kommunikáció minőségét
Nem minden gyártóüzem kínál azonos szintű képességeket. Egyesek csupán fémeket vágnak, míg mások megmunkálást, felületkezelést vagy összeszerelést külső szolgáltatókra bíznak – ami késedelmekhez, kommunikációs résekhez és minőségi egyenetlenségekhez vezethet. A szakértők hangsúlyozzák, hogy a modern berendezések és technológiák fontos szerepet játszanak az egyedi lemezfémből készült alkatrészek gyártásában, mivel a fejlett gépek pontos vágást, hajlítást és összeszerelést tesznek lehetővé, amelyek elengedhetetlenek a pontos tervek megvalósításához.
Amikor lemezfémvágókat vagy acélvágókat keresek a közelemben, elsődlegesen olyan üzemeket érdemes választani, amelyek nyitottak berendezéseikről, folyamataikról és minőségirányítási rendszereikről. Egy olyan szolgáltató, amely biztos a saját képességeiben, szívesen megosztja ezt az információt.
Kérdések, amelyeket érdemes feltenni a megrendelés előtt
A kezdeti beszélgetések során feltett kérdéseik tükrözik, hogy a szolgáltató megfelel-e az Ön igényeinek. Iparági kutatások megerősítik hogy egy beszállító megbízhatósága éppen olyan fontos, mint termékeinek minősége – a megbízható beszállítók biztosítják a határidőtartást és az áruk folyamatos elérhetőségét, ami kritikus a projektek ütemtervének fenntartásához.
Alapvető kérdések a lehetséges szolgáltatóknak:
- Mióta gyárt összetett fémdarabokat, és van-e tapasztalata hasonló alkalmazásokkal?
- Milyen vágótechnológiákkal rendelkezik, és milyen vastagságú anyagok feldolgozására és tűréshatárokra képesek?
- Tud-e referenciákat vagy esettanulmányokat bemutatni hozzám hasonló projektekből?
- Milyen minősítésekkel rendelkeznek, és tudnak-e dokumentációt bemutatni?
- Mennyi a tipikus átfutási ideje az enyémhez hasonló méretű és bonyolultságú projekteknek?
- Nyújt-e sürgősségi szolgáltatásokat, és milyen költségek kapcsolódnak hozzájuk?
- Hogyan kezeli a tervezés során felmerülő változtatásokat vagy a gyártás közben felfedezett problémákat?
- Milyen ellenőrzési folyamatok garantálják, hogy az alkatrészek megfeleljenek az előírásoknak a szállítás előtt?
- Nyújt-e anyagminősítéseket és ellenőrzési jelentéseket a szállítmányokkal együtt?
- Mennyi idő alatt készül el az árajánlat, és mennyire részletesek a becslések?
Figyeljen oda arra, hogyan válaszolnak a szolgáltatók ezekre a kérdésekre. A tapasztalt egyedi fémszerkezet-gyártók ismerik a fémek különbségeit és azt, hogy azok hogyan viselkednek vágás, alakítás és hegesztés közben. Magabiztosan és habozás nélkül el tudják magyarázni minőségbiztosítási folyamataikat.
Amikor a helyi szolgáltatások a legfontosabbak
A földrajzi közelség számottevő előnyökkel jár bizonyos projekttípusok esetén. Ha azt kérdezi, hol tudom megvágni a fémet közel hozzám, vegye figyelembe az alábbi helyzeteket, ahol a helyi szolgáltatók nyilvánvaló előnyt jelentenek:
- Összetett vagy fejlődő projektek: Személyes kommunikáció gyorsabban oldja fel a bizonytalanságokat, mint az e-mail-levélváltás
- Nagy súlyú anyagok: A vastag acéllapok szállítása jelentős költséget jelent; a helyi átvétel megszünteti a szállítási díjakat
- Szigorú határidők: A szállítási idő kihagyása további munkanapokat biztosít a gyártás számára
- Első darab ellenőrzés: A kezdeti minták gyártóhelyi ellenőrzése a teljes gyártás megkezdése előtt megelőzi a költséges hibákat
- Iteratív prototípuskészítés: A gyors tervezés-tesztelés-módosítás ciklusok hasznot húznak a földrajzi közelségből
- Folyamatos kapcsolatok: A rendszeres megrendelések bizalmat építenek, és gyakran preferenciális bánásmódot eredményeznek kapacitáshiány esetén
A helyi fémszerkezet-gyártó műhelyek ismerik a regionális piaci körülményeket, építési előírásokat és iparági szabványokat, amelyek hatással lehetnek a projektjére. Ez a kontextuális tudás különösen értékes a építészet, az építőipar és az infrastrukturális alkalmazások terén.
Amikor a távoli vagy online szolgáltatások jól működnek
A távolság kevésbé lényeges, ha a projektek teljesítik bizonyos feltételeket:
- Egyértelmű specifikációk: Pontos rajzok és követelmények csökkentik a kommunikációs igényt
- Speciális képességek: Egyedi vágástechnológiák helyben esetleg nem léteznek
- Nagy mennyiségű termelés: A darabonkénti jelentős megtakarítás kiegyenlítheti a szállítási költségeket
- Könnyű alkatrészek: Vékonylemez gazdaságosan szállítható
- Rugalmas határidők: Nem sürgős projektek nyomás nélkül illeszthetők be a szállítási időbe
- Meglévő kapcsolatok: Amint ellenőrizte egy távoli beszállító minőségét, a folyamatos rendelések rutinszerűvé válnak
Automotive és precíziós fémsajtolási alkalmazások esetén a számítás arra változik, hogy olyan beszállítókat keressünk, akik adott tanúsítványokkal és integrált képességekkel rendelkeznek, függetlenül a helyszíntől. Olyan gyártók, mint a Shaoyi (Ningbo) Metal Technology jól példázzák ezt a megközelítést, IATF 16949 szabványnak megfelelő minőséget kínálva alváz, felfüggesztés és szerkezeti alkatrészek terén, 5 napos gyors prototípusgyártási lehetőséggel és 12 órás árajánlat-készítési fordulóidővel. Kiterjedt DFM-támogatásuk egyszerűsíti a teljes gyártási folyamatot a vágástól a kész szerelvényekig – olyan képességek, amelyek esetleg nem elérhetők a helyi piacon.
Távoli beszállítók értékelésekor az autóipari alkalmazásokhoz elsősorban az alábbiakat mutató partnereket érdemes előnyben részesíteni:
- IATF 16949 tanúsítvány, amely biztosítja az autóipari minőségű minőségirányítási rendszert
- Gyors prototípusgyártási kapacitás a gyors tervezési érvényesítéshez
- Automatizált tömeggyártási kapacitás a termelés méretezhetőségéhez
- Komplex mérnöki támogatás a tervezési iterációk csökkentéséhez
- Gyors árajánlat-adási reakcióidő, ami az üzemeltetési hatékonyságra utal
Hosszú távú beszállítói kapcsolatok építése
A legjobb vágószolgáltatási kapcsolatok messze túlmutatnak az egyszeri tranzakciókon. A megbízható szállítók a mérnöki csapat kiterjesztésévé válnak, olyan betekintést nyújtva, amely idővel javítja a terveket és csökkenti a költségeket. Ők elsőbbséget biztosítanak a megrendeléseinek kapacitáshiány esetén is, mivel az állandó kapcsolatot értékesítik.
Kezdjen prójekttel a képességek ellenőrzéséhez, mielőtt nagyobb rendelésekre kötelezné el magát. Értékelje nem csupán az elkészült alkatrészeket, hanem az egész folyamatot – árajánlat pontosságát, kommunikáció minőségét, határidőtartást és problémák megoldását. A nyílt kommunikáció megakadályozza a költséges meglepetéseket, és biztosítja, hogy a projekt elejétől a végéig minden összhangban legyen.
Egy megbízható gyártó világos határidőket, projektfelülvizsgálatokat és reális elvárásokat biztosít. A fejlett kommunikációs készségek olyan szolgáltatóra utalnak, aki a rövid távú haszon helyett a partnerséget tartja fontosnak. Ezek a kapcsolatok egyre növekvő értéket hoznak, ahogy a szolgáltató megismeri az igényeit, előre látja a szükségleteket, és aktívan javasol fejlesztéseket.
Miután meghatározta a szolgáltatókiválasztás kritériumait, készen áll arra, hogy összeegyeztesse az eddig tanultakat, és magabiztosan lépjen fel acélvágási projektje terén.
Megfontolt Acélvágási Döntések
Végigjártad a teljes acélvágási szolgáltatások palettáját – a hő- és mechanikai technológiák megértésétől a szolgáltatók értékelésén át a költségek optimalizálásáig. Most ideje ezt a tudást olyan tevékenységekké alakítani, amelyek bizalommal viszik előre a projektet.
Projektjének megfelelő vágási módszer kiválasztása
Az optimális vágási technológia kiválasztása nem igényel fémalkalmazási szakértelmet. Ehelyett három alapvető kérdésre kell koncentrálni, amelyek minden sikeres projektet meghatároznak:
A megfelelő vágási módszer egyensúlyt teremt az anyag vastagsága, a szükséges pontosság és a költségvetési korlátok között. A túl magas tűréshatár pénzkidobás; a túl laza pedig költséges újrafeldolgozást eredményezhet.
Először vegye figyelembe az anyagot. A széntartalmú acél a legnagyobb vágási lehetőségek körét kínálja, míg az rozsdamentes acél és az alumínium speciális paramétereket igényel. Ezután értékelje a vastagságot – a lézer kiválóan alkalmas 1,25 hüvelyknél (kb. 31,75 mm) vékonyabb lemezekre, a plazma hatékonyan kezeli a közepes vastagságú lemezeket, míg az oxigén-üzemanyagos vágás a legvastagabb szakaszokat képes megoldani. Végül illessze a tűréshatárokat a funkcionális igényekhez, ne pedig túlzott pontossági elvárásokhoz.
A professzionális acélvágási megoldások akkor sikerülnek, ha a specifikációk összhangban vannak a valósággal. Egy megbízható gyártási partner segíthet abban, hogy olyan vágási módszert válasszon, amely maximalizálja projektje sikerét, miközben tiszteletben tartja a költségvetési korlátokat.
Fő döntési tényezők röviden:
- Pontosság igény esetén 0,75 hüvelyk (kb. 19 mm) alatti vastagságnál: A szálas lézer kiváló élsimítást és szűk tűréshatárokat biztosít
- Szerkezeti elemeknél 1 hüvelyk (kb. 25,4 mm) feletti vastagságnál: A plazma vagy oxigén-üzemanyagos vágás költséghatékony eredményt nyújt
- Hőérzékeny anyagok esetén: A vízsugaras vágás kiküszöböli a hő okozta torzulással kapcsolatos aggályokat
- Nagy mennyiségű lemezfémben: A nyírás gyors átfutást biztosít alacsonyabb költséggel
A következő lépés biztosan
Készen áll továbblépni? Ez az ipari fémvágási útmutató felvértezte Önt a szükséges ismeretekkel ahhoz, hogy hatékonyan kommunikálhasson a szolgáltatókkal, és intelligensen értékelhesse válaszaikat. A világos kommunikáció marad a sikeres projektek alapja – a hiányos specifikációk árajánlatok módosításához, gyártási késlekedésekhez és az elvárásoktól eltérő eredményekhez vezetnek.
Ne feledje, hogy projektmenedzsment legjobb gyakorlatok kiemelik a pontos célok meghatározásának, a hatáskör egyértelmű definiálásának és a nyitott kommunikációs csatornák fenntartásának fontosságát. Ezek az elvek közvetlenül alkalmazhatók a vágási projektjére, függetlenül annak méretétől vagy összetettségétől.
Az acélgyártmányok vágási módszereinek akciójterve:
- Dokumentálja teljesen az igényeit: Gyűjtse össze az anyagspecifikációkat, mennyiségeket, tűréshatárokat és határidő-korlátozásokat, mielőtt kapcsolatba lépne a szolgáltatókkal
- Készítsen szakmai rajzokat: A CAD-fájlok DXF, DWG vagy STEP formátumban a legmegfelelőbbek a specifikációk közlésére – egyszerűbb munkákhoz részletes vázlatok is elegendők
- Kérjen árajánlatot több szolgáltatótól: Hasonlítson össze legalább három szolgáltatót a piaci árak és képességek megértése érdekében
- Tanúsítványok ellenőrzése: Győződjön meg az ISO 9001 meglétéről legalább; autóipari alkalmazásoknál követelje meg az IATF 16949-et, légi- és űripari alkalmazásoknál az AS9100-at
- Érdeklődjön a szállítási határidőkről és kapacitásról: Ismerje meg a jelenlegi leterheltséget és a gyorsított teljesítés lehetőségeit, mielőtt elkötelezné magát
- Kezdjen próba rendeléssel: Tesztelje a szolgáltató képességeit egy kisebb projekten, mielőtt termelési mennyiségekre vállalkozna
- Értékelje a teljes élményt: Mérje fel az ajánlat pontosságát, a kommunikáció minőségét és a határidőre történő szállítást – ne csak a kész alkatrészek minőségét
A megszerzett tudás átalakítja Önt egy passzív vevőből informált partnerré. Megérti a lemezalkatrész-gyártás vágási módszereit, hogy képes legyen a megfelelő kérdésekre, felismerje a fontos minőségi tanúsítványokat, és költséghatékonyan optimalizálhassa a projekteket eredményáldozat nélkül.
Akár speciális alkalmazásokhoz szükséges fa lézeres vágási szolgáltatásra, akár súlyos lemezfeldolgozásra van szüksége acélszerkezetek esetén, az alapelvek mindig ugyanazok: egyértelmű specifikációk, megfelelő technológia kiválasztása és ellenőrzött szolgáltatói képességek vezetnek a sikeres eredményhez. Tegye meg az első lépést, és dokumentálja projektkövetelményeit – az út a nyers acéltól a precíziós alkatrészekig azzal kezdődik, hogy tisztán látja, mit szeretne elérni.
Gyakran ismételt kérdések az acélvágási szolgáltatásokkal kapcsolatban
1. Mennyibe kerül a fémvágás?
A fémvágási költségek anyag típusától, vastagságától, bonyolultságától és a vágási módszertől függenek. A lézervágás általában hüvelykenként 0,10 és 1,00 USD között mozog, míg a plazmavágás alacsonyabb költséggel jár, hüvelykenként 0,10–0,50 USD. Az edzett acél költsége kb. 0,50–1,00 USD/kg, az ötvözetlen acélé 1,50–3,00 USD/kg, az alumíniumé pedig 2,00–4,00 USD/kg. Az egyszerű formák beállítási díja 20–100 USD, míg a bonyolult tervek esetén ez 100–500 USD-ra is emelkedhet. A sürgős megrendelések 25–100% felárat vonnak maguk után, és másodlagos műveletek, például csiszolás vagy festés akár duplájára is növelhetik az alap vágási költségeket.
2. Vághat-e acélt otthon?
Igen, hazai körülmények között is meg tudja vágni a lágyacélt kb. 3/8 hüvelyk vastagságig ferromágneses fémek vágására alkalmas lapokkal felszerelt körfűrésszel vagy szögmalmolóval. Karbid fogazatú lapok hosszabb ideig használhatók, mint a sima acélból készültek. Vékony lemezekhez fogóolló alkalmazható, rendes olló pedig nagyon vékony anyagokhoz is elegendő. Azonban pontossági vágásokhoz, összetett alakzatokhoz vagy vastagabb anyagokhoz professzionális acélvágó szolgáltatások – lézeres, plazma- vagy vízsugaras technológiák – nyújtanak jobb pontosságot, tisztább éleket és akár +/- 0,001 hüvelykes tűréshatárt is.
3. Melyik a legjobb vágási módszer vastag acéllemezekhez?
Vastag acéllapok esetén az oxigén-üzemanyag vágás 0,5 hüvelyktől több mint 36 hüvelykig terjedő anyagokat képes kezelni, így ideális nehéz szerkezeti munkákhoz. A plazmavágás hatékonyan dolgozza fel a 0,25 hüvelyktől 6+ hüvelykig terjedő acélt, jobb élszegély minőséget nyújtva, mint az oxigén-üzemanyag vágás. A vízsugaras vágás akár 8+ hüvelykig is képes kezelni hőhatású zónák nélkül, megőrizve az anyag tulajdonságait. Válassza az oxigén-üzemanyag vágást egyenes vágásokhoz vastag széntartalmú acélon, a plazmavágást kiegyensúlyozott sebességhez és minőséghez szerkezeti elemeken, és a vízsugaras vágást oda, ahol a hő okozta torzulást el kell kerülni precíziós alkatrészeknél.
4. Milyen tanúsítványokat kell keresni egy acélvágó szolgáltató esetében?
A kulcsfontosságú tanúsítványok közé tartozik az ISO 9001:2015 a minőségirányítási rendszerekhez, az IATF 16949 a lean gyártást és hibaelhárítást igénylő autóipari alkalmazásokhoz, valamint az AS9100 a repülőgépipari alkatrészek nyomkövethetőségét és konfiguráció-vezérlését megkívánó területekre. Az AWS D1.1/D1.6 tanúsítványok fontosak, ha a projektek hegesztést is magukban foglalnak. Az NADCAP akkreditáció különleges folyamatokra, például hőkezelésre vonatkozik. Ezek a tanúsítványok biztosítják a dokumentált eljárásokat, kalibrált eszközöket, képzett személyzetet és az állandó minőséget külső auditokon keresztül.
5. Hogyan készítsek specifikációkat egy acélvágási projekthez?
Készítsen teljes specifikációkat a pontos anyagminőséggel és ötvözettel (például 304-es rozsdamentes acél vagy A36-os széntartalmú acél), vastagsággal, mennyiséggel és méreti követelményekkel, amelyeken a kritikus tűrések ki vannak jelölve. CAD-fájlokat DXF, DWG vagy STEP formátumban adjon meg a legvilágosabb kommunikáció érdekében. Tartalmazza a felületi minőségre vonatkozó elvárásokat, határidőket és az esetlegesen szükséges másodlagos műveleteket. Határozza meg, hogy mely méretek igényelnek szigorú ellenőrzést, illetve melyeknél elegendők a szabványos tűrések. A pontos specifikációk megakadályozzák az árajánlatok újraértelmezését, csökkentik a gyártási késéseket, és biztosítják, hogy az eredmény megfeleljen az elvárásoknak.