 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Katalizátorházak sajtolása: Gyártási és lopásgátló útmutató

TL;DR
A katalizátorházak sajtálása elsősorban az ipari fémalakító eljárást jelenti, amely során rozsdamentes acéllemezekből hidraulikus sajtok segítségével olyan védőház-féligeket – úgynevezett „kagylóházakat” – alakítanak ki, melyek a kerámiabetétet fogják körül. Ezt a gyártási szakaszt hidraulikus sajtok, kivágó sablonok és automatizált varrathegesztés jellemzi, melyek célja a tömör, zárt tok előállítása. Másodsorban a kifejezés a kész termékre – például az alvázszámot (VIN) vagy a CARB engedélyezési kódot – vésett azonosító számok felvitelére utal, amely a szabályozási előírásoknak való megfelelés és a lopás megelőzése érdekében történik.
A gyártási folyamat: tekercstől a házig
A katalizátorház gyártása egy precíziós mérnöki folyamat, amely során nyers rozsdamentes acéltekercsből állítanak elő olyan kész járműipari alkatrészt, amely képes ellenállni a szélsőséges hőingadozásoknak. A folyamat azzal kezdődik, hogy tekercs feldolgozás és kivágás . A rozsdamentes acél tekercseket automatizált kivágó rendszerekbe vezetik, amelyek pontosan méretre vágják a fémet lapos lemezekké, vagy "nyersalkatrészekké", a selejt-hulladék minimalizálása érdekében optimalizálva. Ezek az alapanyagok szolgálnak alapul a következő alakítási fázisokhoz.
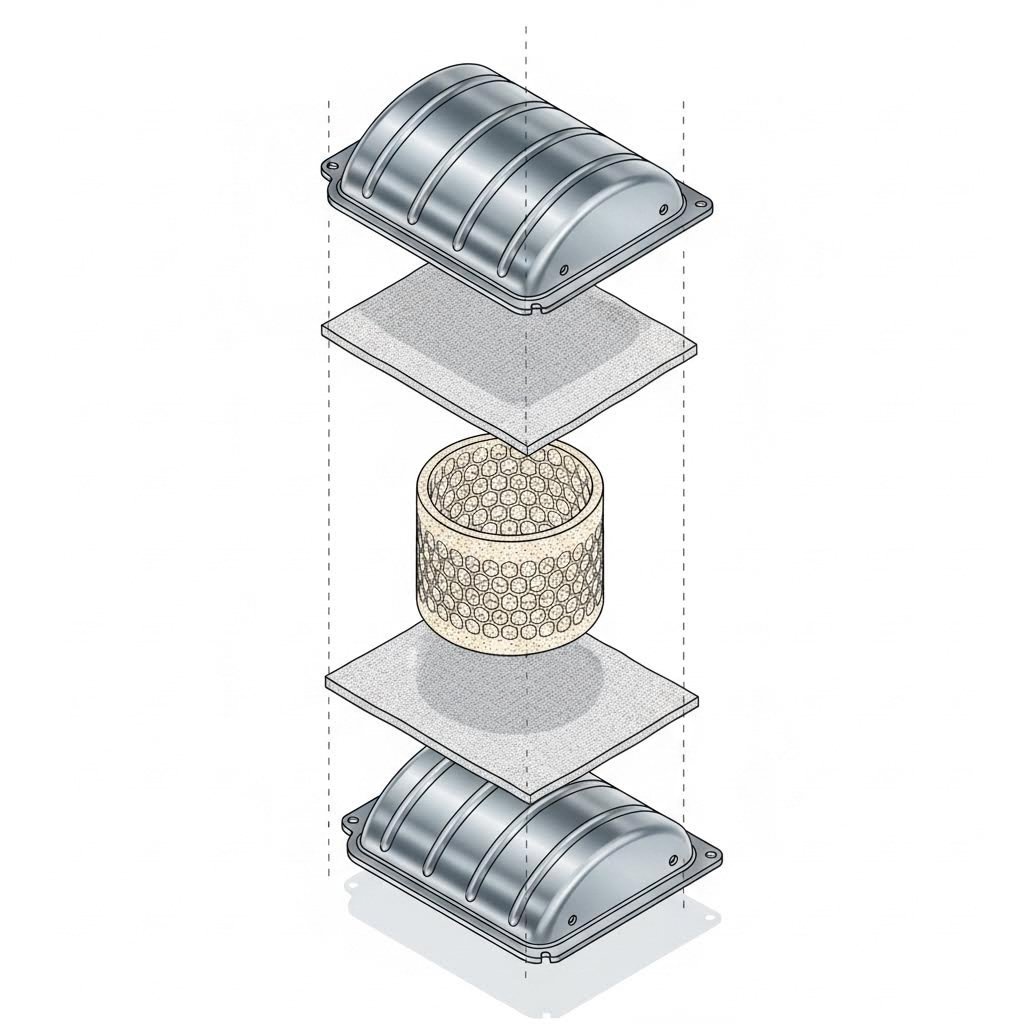
A mélyhúzásos sajtolás fázisban a fém nyersalkatrészeket nagy tonnás hidraulikus vagy mechanikus sajtokba táplálják. Egyedi sablon- és bélyegkészletek segítségével a sajtó a lapos lemezt egy üregbe formázza, így kialakítva a "kagyló" alakot—általában a teljes katalizátorház egyik felét. Ez a módszer lehetővé teszi olyan összetett geometriák kialakítását, amelyek szoros járműfenékvázakba is könnyen beépíthetők, jelentős előnyt nyújtva a hengeres, úgynevezett "huzagolt" katalizátor-kialakításokkal szemben. A sajtolási folyamatnak szigorú falvastagsági tűréshatárokat kell betartania, hogy a burkolat képes legyen védeni a benne lévő törékeny kerámiaréteget, miközben elkerüli a felesleges tömeg növekedését.
Az autóipari gyártóknak és a Tier 1 szintű beszállítóknak a méretezhetőség és pontosság elengedhetetlen. A gyártók gyakran olyan partnereket igényelnek, akik képesek az egész életciklus kezelésére, a gyors prototípusgyártástól a tömeggyártásig. Olyan vállalatok, mint a Shaoyi Metal Technology specializálódnak ezekre a komplex sajtolási megoldásokra, akár 600 tonnás sajtolóerőt használva, valamint IATF 16949 minősítésű minőségirányítási rendszerek alkalmazásával, hogy mikronos pontossággal gyártsák például a katalizátorházakat.
Az utolsó szakasz vállsavar . Amikor az alapanyagot és szigetelőmattokat behelyezik a két sajtolt félház közé, robotizált hegesztőcellák zárják le az éleket. Racing Industries kijelenti, hogy a varrathegesztés (a felső és alsó házak összehegesztése) levegőtömör, költséghatékony kötést eredményez, amely felülmúlja a korábbi kézi módszereket. Ez a hermetikus zárás elengedhetetlen a kipufogórendszer szivárgásának megelőzéséhez és a katalizátor helyes belső nyomáson történő működésének biztosításához.
Anyagok és műszaki előírások
A megfelelő minőségű rozsdamentes acél kiválasztása az alakított burkolatokhoz költség, tartósság és hőkezelés közötti egyensúlyt jelent. Az iparági szabvány a 409-es rozsdamentes acél (SS409) . Ez a ferrites minőség elegendő korrózióállóságot nyújt az útsó és a nedvességgel szemben, miközben jó hegeszthetőséget és hőfáradási ellenállást is biztosít. A legtöbb utángyártott és szériás gyári katalizátorház esetében ez az anyag kerül felhasználásra, mivel hőtágulási és hőösszehúzódási aránya összeegyeztethető a belső kerámia alapanyagokkal, csökkentve ezzel a mag törésének kockázatát hőmérsékleti ciklusok során.
Magas teljesítményű vagy nehézüzemi alkalmazások esetén a gyártók fejleszthetnek 304-es rozsdamentes acélra (SS304) . Ez az ausztenites minőség magasabb nikkel-tartalommal rendelkezik, így kiválóbb ellenállást biztosít a rozsdásodással és magas hőmérsékleten bekövetkező oxidációval szemben. E&E Manufacturing kiemeli ezen speciális anyagok használatának fontosságát olyan alkatrészek kihúzásához, amelyek képesek ellenállni a kipufogórendszer kemény körülményeinek, ahol a hőmérséklet gyakran meghaladja a 800 °C-ot (1472 °F).
A mérnököknek figyelembe kell venniük a „mosóréteg” kölcsönhatásait és a hőelvezetést is. A kihúzott burkolat hőpajzsként funkcionál; ha az anyag túl vékony, deformálódhat vagy átéghet. Ha túl vastag, felesleges tömeget ad járműhöz. Az ideális kihúzott burkolat egyensúlyt teremt ezek között a tényezők között, merev, tartós vázat biztosítva a katalizátornak.
Megfelelőség és lopásgátló jelölés
A kialakítási folyamaton túl a „kihúzás” az elfogadott módszer a katalizátorház állandó azonosítására. Ennek két különböző célja van: szabályozási megfelelőség és lopás megelőzése. Szabályozott piacokon, mint például Kaliforniában, a California Air Resources Board (CARB) előírja, hogy minden utángyártott katalizátornak rendelkeznie kell bizonyos adatokkal, amelyeket a burkolatra kell bélyegezni vagy domborítani. Ilyen adat az „EO szám” (végrehajtási rendelet), a cikkszám és a gyártás dátuma. Ezek a jelölések igazolják, hogy az alkatrész megfelel a kibocsátási előírásoknak, és lehetővé teszik a vizsgálóknak, hogy megkülönböztessék a jogosult alkatrészeket a nem megfelelő alternatíváktól.
Lopásgátlási célokra Pontpergetéses jelölés emelkedett ki a szuperiort technológiaként. A savas marásos vagy matrica típusú felületi megoldásokkal ellentétben a pontpergetős gépek keményfém íróhegyet használnak, amely mélyen belevési a fémfelületbe a pontsorokat. Rocklin Manufacturing elmondása szerint ez a módszer tartós, hamisítás-ellenálló jelölést hoz létre – gyakran a járműazonosító számot (VIN) –, amely olvasható marad akkor is, ha évekig éri úton forgalmazott törmelék vagy rozsdásodás. Ez a nyomonkövethetőség nehezebbé teszi a lopott katalizátorok értékesítését a bontókban, amelyeknél egyre inkább kötelezővé válik a vásárolt egységek azonosító számának rögzítése.
Minőségellenőrzés és azonosítás
A bélyegzett burkolat minőségének ellenőrzése szigorú tesztelést igényel, mielőtt a járműre kerülne. Szigorlás vizsgálat az elsődleges minőségellenőrzési intézkedés a nyomáspróba, amelynél a hegesztett burkolatot nyomás alá helyezik, hogy biztosítsák a varratok szigeteltségét és a tűlyukak hiányát. A burkolat bármilyen sérülése lehetővé tenné a kezeletlen kipufogógázok kijutását, ami a kibocsátási vizsgán való meghibásodást eredményezné. A méretpontosságot koordináta mérőgépekkel (CMM) is ellenőrzik, hogy biztosítsák a bélyegzett rögzítési pontok tökéletes illeszkedését a jármű kipufogócső-csatlakozójához.
A hasznosítók és vásárlók számára a bélyegzett számok olvasása az értékbecslés kulcsa. BR Metals kijelenti, hogy a burkolatra bélyegzett sorozatszámok a legmegbízhatóbb módszer a benne lévő nemesfém-tartalom azonosítására. Az OEM-katalizátorok általában a gépkocsi-gyártó logóját (pl. Ford, Toyota) és egy adott alfanumerikus kódot viselnek, míg az utángyártott egységek gyakran „N” sorozatszámmal kezdődnek. Ezeknek a bélyegzett kódoknak a felismerése megkülönbözteti a magas értékű OEM selejtet az alacsonyabb értékű utángyártott cserealkatrészekről.

Az Ön katalizátorának biztosítása és azonosítása
Akár gyártáshoz szükséges, sajtolással előállított házak beszerzésével foglalkozó mérnök, akár lopás miatt aggódó járművezető, fontos szempont a „sajtolás” kettős jelentésének megértése. A gyártók számára a hangsúly a precíziós alakításon és az anyagválasztáson van, hogy biztosítsák a tartósságot. A végfelhasználók számára elsődleges, hogy ellenőrizzék: a ház rendelkezik-e a szükséges megfelelőségi bélyegzőkkel, valamint lopásgátló jelöléseket vigyenek fel, így véve meg a befektetést. Ahogy a szabályozások szigorodnak és a lopás továbbra is kockázatot jelent, a házon található jelölések értéke megegyezik magáéval a fémmel.
Gyakran Ismételt Kérdések
1. Saját magam bélyegezhetem a katalizátoromat lopás megelőzése céljából?
Igen, a járműtulajdonosok megjelölhetik saját katalizátorukat, de az ehhez használt eszköz kiválasztása kritikus fontosságú. Kézi maróeszközök vagy kémiai maratási készletek is elérhetők, ám ezekkel a jelölés nem feltétlenül elég mély ahhoz, hogy hosszú ideig tartson. A szakmai Dot Peen (pontütéses) megjelölést ajánlott alkalmazni, mivel ez mélyen bevési a fémbe a jelet, így a tolvajoknak rendkívül nehéz eltávolítani anélkül, hogy ne sértenék meg magát a katalizátorházat.
2. Milyen információkat kell ráütni egy cserealkatrész-katalizátorra?
A törvényesen forgalomba hozott utángyártott katalitikus konvertert fel kell tüntetni a gyártó kódjával, az alkatrészszámmal és a gyártás dátumával. Kaliforniában emellett a CARB Engedélyezési Rendelkezés (EO) számát is láthatóan fel kell tüntetni (pl. D-123-45), hogy a jármű átmenjen a szmogellenőrzésen. Ha ezek a jelölések hiányoznak vagy olvashatatlanok, a jármű lebukhat az ellenőrzés során.
3. Valóban megakadályozza-e a VIN-szám ráütése a lopást?
A jármű azonosító szám (VIN) bélyegzése nem akadályozza meg fizikailag a eltávolítását, de erős visszatartó tényezőként hat. A megbízható bontók fel vannak készítve, hogy elutasítsák azokat a járműveket, amelyek látható VIN-je nem egyezik meg az eladó személyazonosságával. Emellett bizonyítási láncot hoz létre, amely segíti a rendőrséget a lopott alkatrészek bűnözői csoportokhoz való visszakövetésében.