 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Sajtolva acéllal készült lengéscsillapító kar vastagsága: Egy mérnöki útmutató
TL;DR
Nincs egységes szabvány a sajtolással készült acél vezérlőkar anyagvastagságára vonatkozóan. Általában 0,024 hüvelyk (0,6 mm) és 0,250 hüvelyk (6,35 mm) között mozog, a legtöbb gépjárműalkalmazás pedig 5 mm alá esik. A pontos vastagság egy kritikus mérnöki döntés, amely összhangba hozza a jármű tömegét, rendeltetésszerű használatát, szükséges szerkezeti szilárdságot és a gyártási költségeket.
A sajtolással készült acél vezérlőkar vastagságának megértése: Műszaki elemzés
A sajtolt acél kar egy kulcsfontosságú felfüggesztési alkatrész, amely a jármű vázához kapcsolja a kerékagyat, lehetővé téve a szabályozott mozgást. Gyártása során egy acéllemezt sablon segítségével adnak meg egy adott formát. Az anyag vastagsága az alkatrész szilárdságának, tartósságának és súlyának elsődleges tényezője. A vastagabb kar általában erősebb, de nehezebb és drágább is, ami hatással van az üzemanyag-hatékonyságra és a gyártási költségekre. A mérnököknek gondosan ki kell számítaniuk a minimális vastagságot, amely képes elviselni a járműre ható dinamikus terheléseket, kanyarodási erőktől kezdve a bukkanókon és gödrökön történő áthaladásból származó ütődésekig.
A vastagság megválasztása kompromisszum kérdése. Egy könnyű személyautónál egy vékonyabb, könnyebb kar elegendő lehet, sőt kívánatosabb a jobb üzemanyag-gazdaságosság érdekében. Egy nehéz teherautó, mint például a Ram 1500, amely nagy terhet visz és akár terepen is használható, lényegesen vastagabb és robusztusabb vezérlőkart igényel a meghibásodás elkerülése érdekében. Egy tanulmány szerint a Nemzetközi Tudományos és Kutatási Folyóirat , az ilyen alkatrészekhez használt lemezmetál műveleteket általában 5 mm-nél vékonyabb acéllapokon végzik. Ez összhangban van az iparági irányelvekkel, amelyek a lemezmetálnak minősítik az összes 0,25 hüvelyk (kb. 6,35 mm) vastagság alatti fémet.
A gyártási folyamat maga is kulcsfontosságú szempont. A sajtolás gyors és költséghatékony módszer a tömeggyártáshoz, így ideális az eredeti felszerelést gyártó vállalatok (OEM-ek) számára. Az autógyártók számára, akik nagy pontosságú, sajtolással gyártott alkatrészeket keresnek, elengedhetetlenek a szakosodott partnerek. Például olyan vállalatok, mint a Shaoyi (Ningbo) Metal Technology Co., Ltd. komplex alkatrészek, például lengéscsillapító karok esetében is megbízható és költséghatékony megoldásokat kínálnak prototípus-gyártástól kezdve a tömeggyártásig, szigorú autóipari szabványok, mint az IATF 16949 betartásával.
Átfogó kép érdekében itt látható egy összefoglaló a gyártás során tipikusan használt acéllapok vastagságtartományairól:
| Forrás/Szabvány | Tipikus vastagság tartomány | Megjegyzések |
|---|---|---|
| Általános lemezmetál (Protolabs) | 0,024" - 0,250" (0,6 mm - 6,35 mm) | Ez a lemezalkatrészek gyártásának teljes tartományát jelenti. |
| Autóipari sajtolás (IJSR) | < 5 mm (~0,197") | Tipikus maximális érték az autóipari lemezalkatrészekhez. |
| Nagy terhelésű alkalmazások (Tripar Inc.) | 10–14-es kaliber (0,0747" – 0,1345") | Szerkezeti elemekhez és nagy teherbírású konzolokhoz használják. |
| Általános ipari (Tripar Inc.) | 16–20-as kaliber (0,0598" – 0,0359") | Általános célú alkatrészekhez és házakhoz gyakori. |
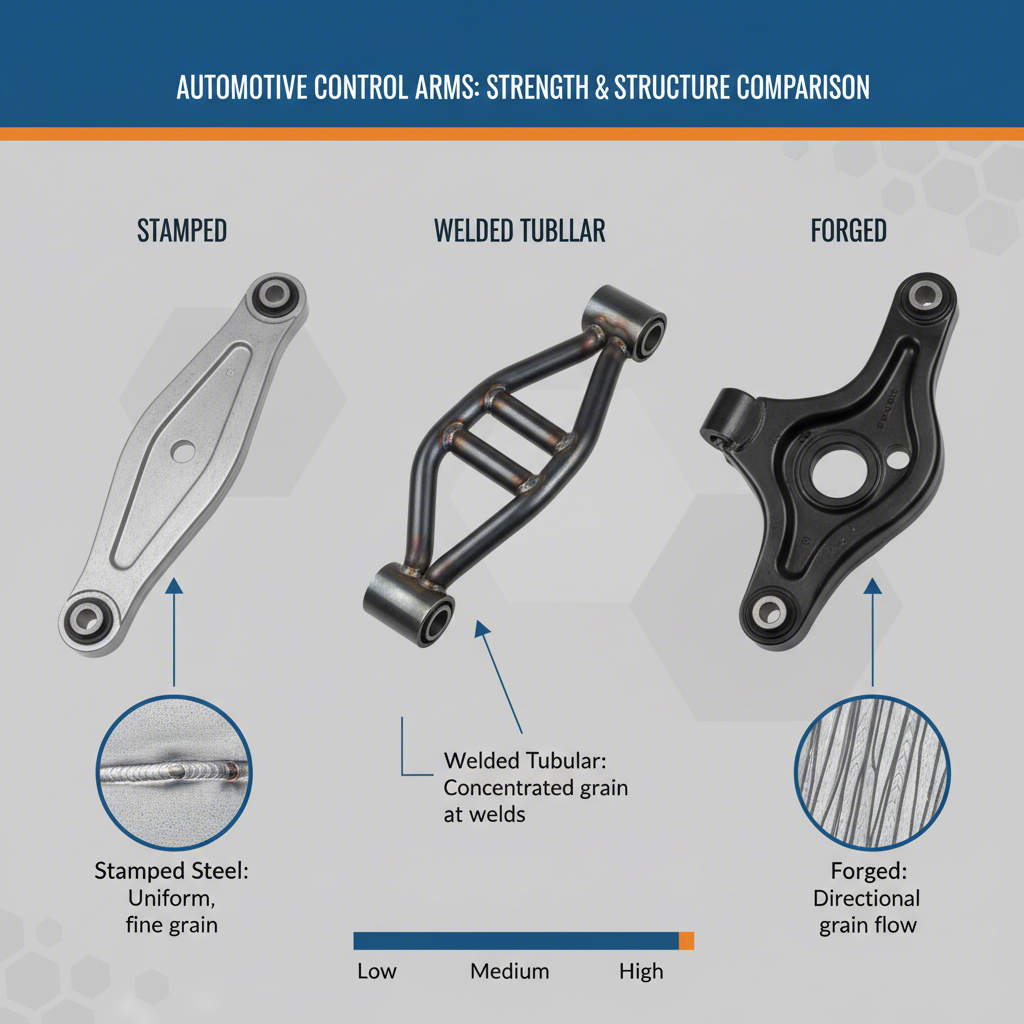
Összehasonlítás: Sajtolt acél vs. Csöves vs. Kovanysztott karok
Amikor felfüggesztésalkatrészeket cserél vagy frissít, három fő típusú lengéscsillapítókart találhat: sajtolt, csöves és kovácsolt. Mindegyiknek eltérő gyártási eljárása van, amely különböző teljesítményjellemzőkkel, költségekkel és ideális felhasználási területekkel jár. Ezek különbségeinek megértése kulcsfontosságú a járművét illetően megalapozott döntéshez.
Hengerelt Acél Lengéscsillapító Karok a leggyakrabban előforduló típus a gyári járművekben. Tömeggyártás során acéllemezeket sajtolnak kívánt alakra. Ez a módszer rendkívül költséghatékony, de teljesítményorientált alkalmazásokban néha kevésbé erősnek tűnhet más lehetőségekhez képest. Csöves szabályzókarok kerek vagy négyszögletes acélcsövek szakaszainak hegesztésével készülnek. Ez nagyobb tervezési rugalmasságot, magas szilárdság-súly arányt és javított felfüggesztési geometriát tesz lehetővé, ezért népszerű utángyártott frissítés. Kovácsolt futómű-függelék a fém egy szilárd darabjának hevítésével és extrém nyomás alatt sablonba préselésével készülnek. Ez az eljárás a fém belső szemcseszerkezetét igazítja, így kiváló szilárdságot és fáradásállóságot eredményez, ami ideálissá teszi őket nehézüzemű vagy nagyteljesítményű járművekhez.
A közöttük történő választás gyakran a céloktól függ. Egy napi használatra szánt jármű esetén általában elegendő egy minőségi, hengerelt acélból készült alkatrész. A klasszikus autók felújításához vagy teljesítményorientált utcai vezetéshez a csöves karok jelentős előnyt jelentenek a vezethetőség és tartósság tekintetében. Extrém terepen vagy versenyalkalmazásoknál pedig a kovácsolt kar szuperiort szilárdsága gyakran szükséges.
Itt egy részletes összehasonlítás a három típus között:
| Funkció | Sajtolással gyártott acél | Csöves acél | Fém-alumínium kovácsolt |
|---|---|---|---|
| Gyártási folyamat | Egyetlen acéllemezből sajtolták. | Üreges acélcsövekből hegesztették össze. | Szilárd fémdarabból hő és nyomás hatására formázták. |
| Előnyök | Legalacsonyabb gyártási költség; könnyű; alkalmas tömeggyártásra. | Magas szilárdság-súly arány; testreszabható geometria; javított merevség. | Kiváló szilárdság és fáradásállóság; sűrű szemcseszerkezet. |
| Hátrányok | Kevesebb merev; nagy terhelés alatt meghajolhat; alacsonyabb minőségűnek tűnhet. | Magasabb költség a lenyomott típushoz képest; a hegesztések hibapontok lehetnek, ha nem megfelelően készülnek el. | A legmagasabb gyártási költség; gyakran nehezebb más típusoknál. |
| Tipikus vastagság/specifikáció | 0,6 mm - 5 mm lemez | ~0,120" (3 mm) falú D.O.M. cső | Szilárd építés |
| Legjobb Használati Eset | OEM cserealkatrész napi használatra szánt járművekhez. | Teljesítményorientált utcai autók, klasszikus autók felújítása, könnyű pályahasználat. | Nagy teherbírású teherautók, terepjárók, profi versenyzés. |
Például egy nagy teljesítményű utángyártó szállító, mint például a Classic Performance Products meghatározza, hogy csöves karjaik .120” falvastagságú D.O.M. (Drawn Over Mandrel) csövet használnak, amely egy minőségi anyag, melynek falvastagsága egységes és erős, kiemelve a tartósságra való fókuszálást a teljesítményorientált piacon.
Anyagspecifikációk: Az acéllemezek méretei, minőségei és tűréshatárai
A vastagságon túlmenően az alkatrész minőségét az acél minősége és a gyártási tűrések határozzák meg. Nem minden acél egyenértékű, és ezeknek a részleteknek az ismerete segíthet felismerni a magasabb minőségű alkatrészeket. A vastagságot gyakran kaliberben mérik, ahol egy magasabb szám vékonyabb fémlapra utal. Ez néha félreérthető lehet, ezért gyakran világosabb, ha a vastagságot hüvelykben vagy milliméterben adjuk meg.
Fontos tudni, hogy egy adott lemezvastagsági szám különböző méretet jelent az anyag típusától függően. Például a 14-es lemezvastagságú acél nem ugyanolyan vastag, mint a 14-es lemezvastagságú alumínium. A megbízható gyártók pontos méréseket adnak meg a specifikációikban. Továbbá az anyagoknak sajátos vastagsági tűréshatáraik vannak. A Tripar Inc. útmutatója szerint egy 14-es lemezvastagságú acéllemez névleges vastagsága 0,0747 hüvelyk lehet, de a gyártási tűrés ±0,007 hüvelyk. Ez azt jelenti, hogy az anyag tényleges vastagsága kissé vastagabb vagy vékonyabb is lehet, ami pontossági szempontból kritikus lehet.
Az autóipari alkalmazások olyan speciális acélötvözeteket használnak, amelyek szilárdságukban, alakíthatóságukban és tartósságukban különböznek. Az IJSR tanulmány említi a C45-ös mikroacél ötvözetet kovácsolt karokhoz, valamint a ferrit-bainites (FB) acélokat sajtolt alkatrészekhez, amelyek magas szilárdságot és jó alakíthatóságot biztosítanak. Az utángyártott alkatrészek értékelésekor olyan gyártók után érdemes nézni, akik megadják a felhasznált acél minőségét, például 1018 lágyacél vagy az erősebb 4130 króm-molibdén acél csöves karok esetén. Ez a részletesség gyakran a minőségi termék jelzője.
Az alábbi egyszerűsített táblázat átalakítja a gyakori acéllemez-vastagságokat közvetlenebb mértékegységekre:
| Huzalvastagság | Hüvelyk (névleges) | Milliméter (kb.) |
|---|---|---|
| 10 | 0.1345" | 3,42 mm |
| 12 | 0.1046" | 2,66 mm |
| 14 | 0.0747" | 1,90 mm |
| 16 | 0.0598" | 1,52 mm |
| 18 | 0.0478" | 1,21 mm |
Gyakran Ismételt Kérdések
1. Mi a különbség a lenyomott és a kovácsolt irányítókarok között?
Az elsődleges különbség a gyártási folyamatban és az ebből eredő szilárdságban rejlik. A sajtolt karokat egy acéllemezből alakítják ki, amely költséghatékony megoldás a tömeggyártáshoz, de kevésbé merev lehet. Az űrtartalmú karokat forró fém szilárd darabjából állítják elő, amelyet megegyező formájú sablonba préselnek, így a fém szemcseszerkezete illeszkedik az alkatrész alakjához. Ez a folyamat olyan alkatrészt hoz létre, amely rendkívül erős és fáradásálló, így ideális nehézüzemi vagy nagy teljesítményű alkalmazásokhoz.
2. Mágnesesek-e a sajtolt acél karok?
Igen, a sajtolt acél karok mágnesesek. Az acél vasalapú fém, ami azt jelenti, hogy vasat tartalmaz, és a mágnesek vonzzák. Ez egyszerű módszert nyújt az acélkar és az alumíniumkar megkülönböztetésére, mivel az alumínium nem mágneses. Ha a mágnes tapad a karhoz, akkor az acélból készült, legyen az sajtolt acél vagy öntöttvas.