 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Egyfokozatú vs. progresszív kihajtás: Műszaki összehasonlítás

TL;DR
Az egylépcsős sablonok minden sajtolóütem során egy meghatározott fém alakítási műveletet végeznek el, így költséghatékony megoldást jelentenek egyszerű alkatrészek, prototípusok és kis mennyiségű gyártási feladatok esetén. Ezzel szemben a progresszív sablonok teljesen automatizált rendszert használnak, amely folyamatos fémtekercset vezet több állomáson keresztül, és egyetlen sajtolóütem alatt végez el egymás utáni műveleteket. Ez a módszer kivételesen hatékony, és ideális összetett alkatrészek nagy mennyiségben, magas ismételhetőséggel történő előállításához.
Az alapelvek megértése: mi az egylépcsős sablon?
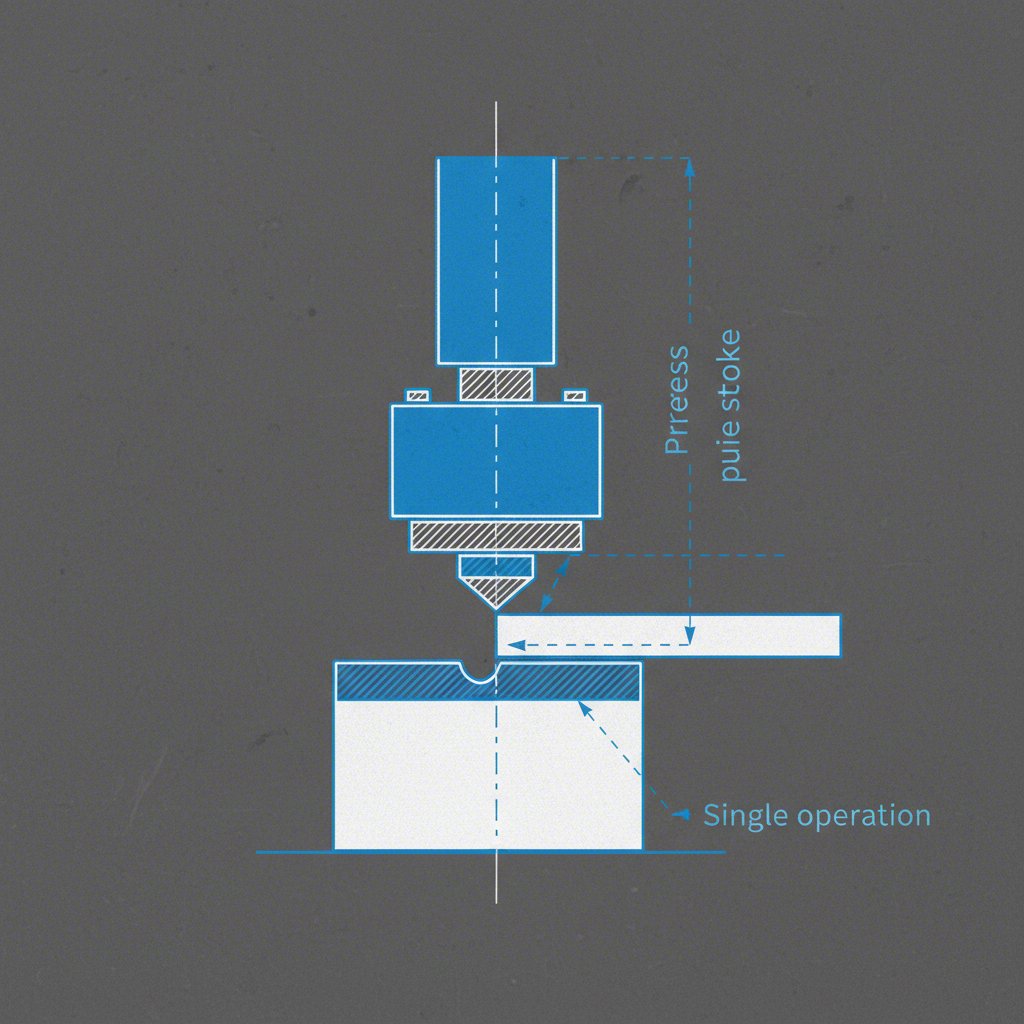
Az egyfokozatú sablon, amelyet gyakran manuális vagy egyműveletes sablonként emlegetnek, az alapvető megközelítést jelenti a fémsajtolásban. Alapelve az egyszerűség: a sablont úgy tervezték, hogy a sajtoló gép minden ütésével egy meghatározott műveletet hajtson végre. Ez lehet egy egyszerű feladat, például lyukasztás, egyetlen hajlítás vagy alkatrész kivágása egy nagyobb fémlapon. A folyamat általában azt jelenti, hogy az operátor kézzel helyezi be az anyagot vagy alkatrészt a sajtolóba minden műveletnél, bár félig automatikus betöltés is lehetséges.
Az egylépcsős szerszámtervezés egyszerű, amely bizonyos gyártási forgatókönyvekben jelentős előnyökhöz vezet. Mivel a szerszámnak csak egyetlen feladatot kell elvégeznie, tervezése, gyártása és beállítása viszonylag gyors és költséghatékony. Ez kiváló választást jelent olyan projektekhez, ahol a piacra kerülési sebesség kritikus fontosságú, például prototípusok készítése vagy új tervek tesztelése céljából végzett próbasorozatok esetén. A különböző műveletekhez gyorsan megváltoztatható szerszámok rugalmassága továbbá lehetővé teszi a tervezési változatok iterációját minimális leállási idővel és alacsony költségek mellett.
Az egylépcsős sablonok egyszerűsége azonban korlátozásokkal is jár, elsősorban a termelési sebességgel és a munkaerő-igénnyel kapcsolatban. Mivel minden művelethez külön sajtolási ciklus szükséges, gyakran kézi beavatkozással, az összesített kibocsátás jelentősen alacsonyabb, mint az automatizált alternatívák esetében. Összetett alkatrészeknél, amelyek több lépéses feldolgozást igényelnek – például több hajlítás, furatok és vágások – az eljárás különálló műveletek sorozatává válik, ami növeli az időigényt és a hiba lehetőségét is. Ezért kevésbé alkalmas nagy volumenű termelésre, ahol a hatékonyság és az egységköltség az elsődleges szempont.
Az egylépcsős sablonok fő jellemzői:
- Előnyök: Alacsony kezdeti szerszámköltség, rövid átfutási idő a szerszámgyártásban, egyszerű és könnyen beállítható felépítés, valamint nagy rugalmasság tervezési változtatásokhoz.
- Hátrányok: Lassabb termelési ütem, magasabb munkaerőköltségek a kézi alkatrész-kezelés miatt, és hatékonysághiány olyan összetett alkatrészeknél, amelyek több műveletet igényelnek.
A nagy volumenű termelés motorja: Mi az a progresszív sablon?
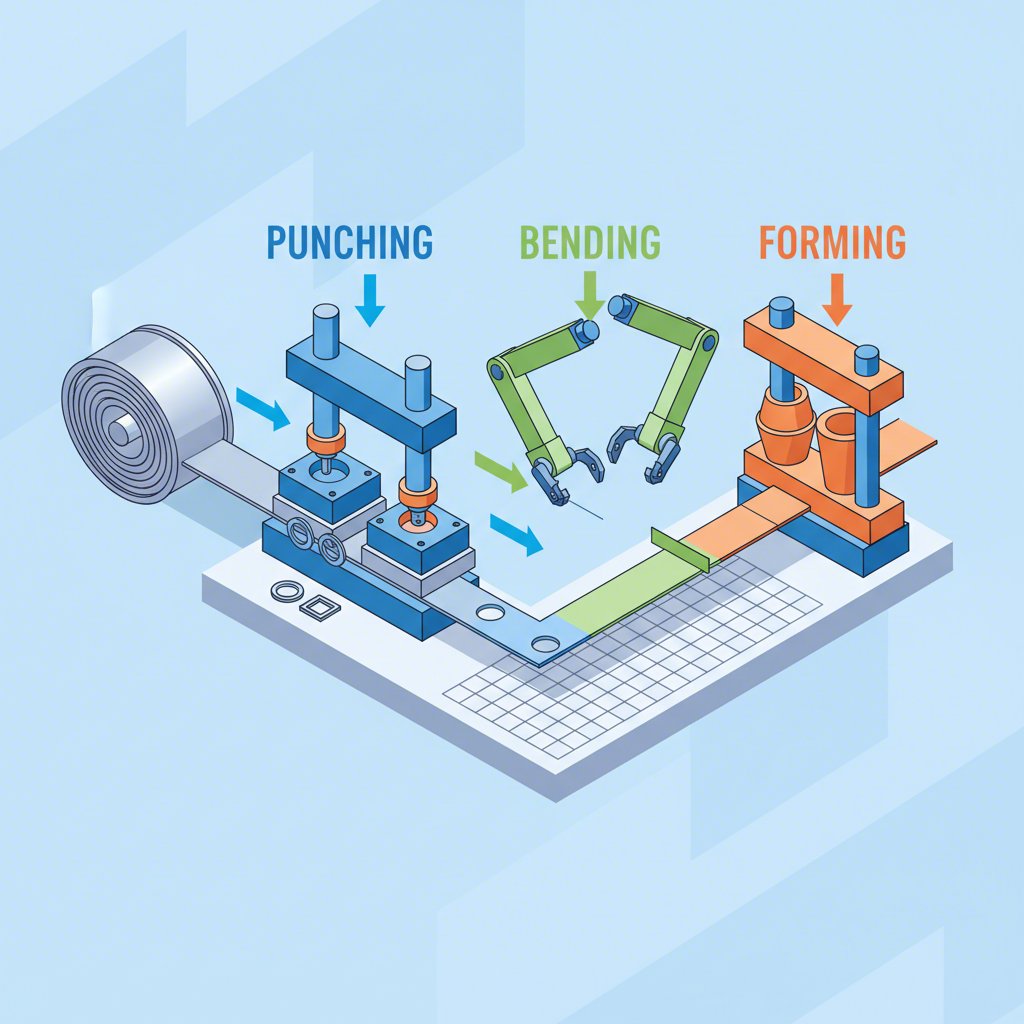
A progresszív kihúzásos sajtolás egy rendkívül hatékony, automatizált gyártási folyamat, amely tömeggyártásra lett tervezve. Ellentétben az egylépcsős változattal, egy progresszív sablon több műveletet hajt végre egyszerre, több, egyetlen szerszámba integrált állomáson keresztül. A folyamat során egy folyamatos lemezfémszalagot automatikusan táplálnak a sajtolóba. Ahogy a fémszalag előrehalad a sablonon keresztül, minden állomás különféle műveleteket hajt végre – például vágást, lyukasztást, hajlítást vagy bélyegzést – pontos sorrendben.
Ennek az eljárásnak a lényege az automatizálásban és a pontosságban rejlik. A fémcsík végig összefüggő marad a sorozat során, illesztőlyukak tartják helyén, biztosítva a tökéletes igazítást, miközben egyik állomásról a másikra halad. Mire a csík az utolsó állomáshoz ér, kész alkatrész kerül levágásra róla. Ez a folyamatos, megszakítatlan művelet rendkívül magas termelési sebességet tesz lehetővé, így ezrek vagy akár milliók azonos alkatrész gyártása valósulhat meg kiváló konzisztenciával és szigorú tűrésekkel. Ilyen ismételhetőség elengedhetetlen az autóiparban, az elektronikában és az űriparban.
Ennek a lenyűgöző hatékonyságnak az elsődleges ellentétele a szerszám bonyolultsága és költsége. A progresszív sablonok összetettek, szakértői tervezést és precíziós mérnöki munkát igényelnek, ami magasabb kezdeti beruházáshoz és hosszabb átfutási időhöz vezet a sablon gyártása során. Egyetlen állomáson bekövetkező sérülés is szükségessé teheti az egész sablonsor eltávolítását javítás céljából, ami jelentős leállást okozhat. Ezek miatt a tényezők miatt a progresszív kihúzás leginkább nagy volumenű megrendelésekhez alkalmas, ahol a kezdeti szerszámköltségek több alkatrészen át eloszthatók, így hosszú távon alacsony darabköltség érhető el.
A progresszív sablonok fő jellemzői:
- Előnyök: Rendkívül magas termelési sebesség, csökkentett munkaerőköltségek az automatizálás miatt, magas ismételhetőség és konzisztencia, valamint minimális anyagpazarlás.
- Hátrányok: Magas kezdeti szerszámbefektetés, hosszabb átfutási idő a sablon gyártásánál, valamint nagyobb összetettség a tervezésben és karbantartásban.
Összehasonlítás: Egylépcsős vs. Progresszív sablon
Egy egylépcsős és egy progresszív sablon közötti választás teljesen a projekt specifikus követelményeitől függ. Bár mindkettő alakítja a fémeket, a gyártási skála különböző végpontjait szolgálják ki. Egy közvetlen összehasonlítás kulcsfontosságú tényezők mentén kiemeli jellegzetes előnyeiket és ideális alkalmazási területeiket. A fő különbség, ahogyan azt a(z) Chia Chang szakértői is megjegyezték, hogy az egylépcsős sablonok ütésenként egy műveletet végeznek, míg a progresszív sablonok több állomást használnak folyamatos, automatizált gyártáshoz. Ez az alapvető különbség határozza meg az összes többi eltérést a költségek, sebesség és alkalmazás terén.
Az alábbi táblázat részletesen bemutatja a két eljárás közötti kritikus különbségeket:
| Gyár | Egylépcsős sablon | Haladó matrica |
|---|---|---|
| A folyamat | Ütésenként egy műveletet hajt végre. Általában manuális vagy félig automatikus alkatrész-betáplálást igényel. | Több egymást követő műveletet hajt végre egyetlen sajóütés során, automatizált tekercsbetápláló rendszer segítségével. |
| Termelési mennyiség | Alacsony mennyiségű sorozatokhoz, prototípusokhoz és prójektprojektekhez ideális. | Nagy sorozatú tömeggyártáshoz ideális (ezrek, milliók darabszám esetén). |
| Sebesség | Lassabb teljesítmény a különálló műveletek és alkatrész-kezelés miatt. | Rendkívül magas gyártási sebesség folyamatos, automatizált üzemeltetés révén. |
| Rész összetettsége | Egyszerű alkatrészekhez, egy-két elemmel ideális. Összetett alkatrészek több beállítást igényelnek. | Kiváló összetett alkatrészekhez, amelyek több hajlítást, vágást és alakítást igényelnek egyetlen ciklusban. |
| Szerszámköltség és átfutási idő | Alacsony kezdeti költség és rövid átfutási idő (jellemzően 3–4 hét). | Magas kezdeti beruházás és hosszabb átfutási idő (jellemzően 4–6 hét vagy több). |
| Munkaadó költségek | Magasabb darabköltség a kézi kezelés és több beállítás miatt. | Nagyon alacsony munkaerőköltség az ember nélküli, automatizált gépműködés miatt. |
| Anyaghulladék | Több beállítás szükséges lehet összetett alkatrészek esetén, így az ár magasabb is lehet. | Általában alacsonyabb a szalagkiosztás optimalizálása miatt, bár hordozószalag szükséges. |
| Tökéletes alkalmazások | Prototípusok, kis sorozatú megrendelések, egyszerű konzolok és egyhajlítású alkatrészek. | Autóipari alkatrészek, elektromos csatlakozók, háztartási készülékek alkatrészei és egyéb nagy sorozatban gyártott, összetett alkatrészek. |
Lényegében a döntés egy klasszikus kompromisszum az előzetes beruházás és a hosszú távú üzemeltetési költségek között. Az egylépcsős sablon alacsony belépési korlátot jelent a gyártásban, így ideális egy terv teszteléséhez vagy kis megrendelés teljesítéséhez. Ezzel szemben a progresszív sablon hosszú távú hatékonysági beruházás, amely nagyobb méretek és sebesség elérését teszi lehetővé, mint az egylépcsős szerszámok, és végül jelentősen csökkenti az egységköltséget nagy sorozatok esetén.
Hogyan válassza ki a megfelelő sajtolási eljárást a projektjéhez
A megfelelő kivágó sablon kiválasztása egy kritikus döntés, amely közvetlenül hat a gyártási hatékonyságra, az alkatrész minőségére és az egész projekt költségeire. A választás nem csupán arról szól, hogy melyik eljárás „jobb”, hanem inkább arról, hogy melyik illeszkedik leginkább az Önök konkrét igényeihez. A gyártástechnológiai szakértők által felvázolt főbb szempontok, mint például a JV Manufacturing Co. , a gyártási volumen, az alkatrész bonyolultsága és az előirányzott költségvetés. Ezeknek a tényezőknek gondos mérlegelésével olyan informált döntést hozhat, amely optimalizálja a gyártási eredményt.
Gyártási mennyiség és a projekt élettartama
Az első és legfontosabb kérdés, amit fel kell tenni: hány alkatrészre van szüksége? Prototípusokhoz, próbasorozatokhoz vagy kis mennyiségű gyártáshoz (általában néhány száz vagy ezer alkatrész) egyfokozatú bélyegzés szinte mindig a legköltséghatékonyabb megoldás. Alacsony szerszámköltsége gyors megtérülést eredményez. Magas mennyiségű sorozatgyártás esetén viszont, amikor tízezres vagy milliós darabszámokról van szó, a progresszív bélyegzés nagy sebessége és automatizáltsága lényegesen alacsonyabb darabköltséget biztosít, ami könnyen indokolja a jelentős kezdeti szerszámberuházást.
Alkatrész bonyolultsága és geometria
Mennyire bonyolult az alkatrész kialakítása? Az egylépcsős sablonok egyszerű geometriákhoz ideálisak – lapos alkatrészek, egyetlen hajlítással rendelkező elemek vagy alapvető kivágást igénylő alkatrészek. Ha az Ön tervezése több hajlítást, összetett vágásokat és bonyolult formákat foglal magában, akkor a progresszív sablon a jobb megoldás. Ez az eljárás minden műveletet egyetlen, nagyon pontos sorozatban képes végrehajtani, így biztosítva szoros tűréshatárokat és konzisztenciát, amelyet nehéz lenne és időigényes lenne több egylépcsős beállítással elérni.
Költségvetés és megtérülés (ROI)
Az ön költségvetése jelentősen befolyásolja a döntést. Ha korlátozott kezdeti tőkével rendelkezik, akkor az egylépcsős szerszámozás alacsony kezdeti költsége nagyon vonzó. Ugyanakkor figyelembe kell venni a teljes birtoklás költségét is. Hosszú távú, nagy volumenű projektnél az egylépcsős sajtolás darabonkénti magasabb munkaerőköltsége végül meghaladhatja a kezdeti megtakarítást. A progresszív sablon, bár kezdetben drágább, az automatizálás és a sebesség révén hosszú távon sokkal jobb megtérülést kínál a folyamatos tömeggyártás számára. Olyan iparágakban, mint az autóipar, ahol szigorú előírások vannak, elengedhetetlen egy szakértő partnerrel együttműködni az egyedi sajtolószerszámok terén. Például Shaoyi (Ningbo) Metal Technology Co., Ltd. komplex megoldásokat kínál a prototípusgyártástól a tömeggyártásig az autógyártók számára, korszerű szimulációkat alkalmazva a sablontervezés hatékonyságának és minőségének optimalizálása érdekében.
Anyag típusa és vastagsága
Végül vegye figyelembe az anyagot, amellyel dolgozik. Bár mindkét eljárás különböző fémekkel képes dolgozni, az anyag tulajdonságai befolyásolhatják az adagoló tervezését. A keményebb anyagok, mint például az acél, erősebb és kopásállóbb adagolókat igényelhetnek, ami növelheti mindkét szerszám típusának költségét és bonyolultságát. A vastagabb anyagok nagyobb erőt is igényelnek, ami bizonyos alkalmazásoknál előnybe részesítheti az egyszerűbb, robosztusabb egylépcsős felépítést, vagy egy erősebb és drágább progresszív adagoló-rendszer szükségességét vonhatja maga után.
Gyakran Ismételt Kérdések
1. Mi a különbség az egylépcsős és a progresszív adagoló között?
Az egylépcsős adagoló minden sajtolóütem során csak egyetlen sajtálási műveletet (pl. vágás vagy hajlítás) végez el. Ezzel szemben a progresszív adagoló több sajtálási műveletet hajt végre egymást követő állomásokon belül egyetlen szerszámon belül, miközben folyamatos fémszalagot vezetnek át rajta.
2. Milyen típusú sajtoló sablonok léteznek?
Az egylépcsős és folyamatos sablonokon kívül más gyakori típusok a összetett sablonok, amelyek több vágási műveletet hajtanak végre egyetlen állomáson belül, valamint az átviteli sablonok, amelyek az alkatrészeket egyik állomásról a másikra mozgatják sorozatos műveletek céljából. Mindegyik típus különböző szintű alkatrész-bonyolultsághoz és gyártási volumenhez alkalmazható.
3. Mi a különbség a szakaszos szerszámozás és a folyamatos szerszámozás között?
A szakaszos szerszámozás egy másik elnevezése az egylépcsős szerszámozásnak. A legfőbb különbség a sebességben és a mennyiségben rejlik. A szakaszos szerszámozás lassabb, kis méretű, alacsony volumenű gyártási feladatokhoz ideális, míg a folyamatos szerszámozás (vagy folyamatos szegecselés) nagyon gyors, nagy léptékű termelésre tervezett.
4. Mennyibe kerül egy folyamatos sablon?
A progresszív sablon költsége jelentősen eltér a alkatrész méretétől és bonyolultságától függően. A szerszámköltségek kisebb, egyszerű alkatrészek esetén 10 000 USD alatt is maradhatnak, míg nagyobb, összetettebb tervek esetén könnyedén meghaladhatják a 100 000 USD-ot. Az emelt költség a többállásos szinkronizációhoz szükséges összetett mérnöki munkát tükrözi.