 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Pontos lemezalakító vállalat kiválasztása: 8 kulcsfontosságú tényező, amelyet a legtöbb vevő figyelmen kívül hagy

Mi jellemzi egy pontos lemezfémmegmunkáló vállalatot
Amikor elkezdi keresni a megmunkálási partnert, hamar észreveszi, hogy sok műhely azt állítja, hogy „pontos” munkát végez. De mi valójában különbözteti meg a valóban pontos lemezfémmegmunkáló vállalatot egy átlagos megmunkálótól? A különbség nem csupán marketingnyelvezet – konkrét, mérhető specifikációkon alapul, amelyek közvetlenül befolyásolják, hogy alkatrészei megfelelően működnek-e a tervezett módon.
A pontos lemezfémmegmunkálás mérnöki színvonalú gyártást jelent a legmagasabb pontossági és minőségi szabványok szerint, általában ±0,005" és ±0,010" (±0,13 mm és ±0,25 mm) közötti tűréseket tartva fenn összetett geometriák esetén.
Ez fontos, mert azok a alkatrészek, amelyek nem felelnek meg pontosan az előírt specifikációknak, összeszerelési hibákhoz, termék-visszahívásokhoz és költséges újrafeldolgozáshoz vezethetnek. Annak megértése, mi jellemzi a precíziós gyártást, segít a megfelelő kérdések feltevésében még azelőtt, hogy vállalna egy gyártási partnert.
Mi választja el a precíziót a szabványos gyártástól
Képzelje el, hogy egy testreszabott házat rendel orvosi berendezésekhez. A szokásos gyártás esetén például olyan alkatrészeket kaphat, amelyek tűrése ±1/16" to ±1/8" (±1.6mm to ±3.2mm) . Ez a mérték talán csekélynek tűnik, de ha több alkatrésznek egymáshoz tökéletesen illeszkednie kell, akkor ezek a eltérések gyorsan összeadódnak.
A precíziós lemezmetallogyártási cégek teljesen más szinten működnek. Ők fejlett szálas lézerrendszereket, koordináta-mérő gépeket (CMM), valamint automatizált hajlítórendszereket használnak szögcorigáló technológiával. Fontosabb azonban, hogy értik az anyagviselkedést – például hogyan rugózik vissza különböző ötvözetek hajlítás után, hogyan befolyásolja a szemcseirány az alakítást, és hogyan hat a hőtágulás a végső méretekre.
A szokásos és a precíziós gyártás közötti kulcsfontosságú különbségek a következők:
- Felszereltség színvonala: A szokásos műhelyek alapvető tolómérőket és szemrevételezést használnak; a precíziós lemezmetallogyártó cégek koordináta-mérőrendszereket (CMM), optikai összehasonlítókat és lézeres mérési technológiát alkalmaznak
- Anyagismeret: A precíziós gyártók ismerik a 316L rozsdamentes acél és a 304-es típus viselkedésének különbségét alakítási műveletek során
- Szerszámköltség: Alkalmazásspecifikus szerszámok és precíziós rögzítőberendezések, amelyek ára akár 3–5-szörös is lehet a szokásos szerszámokénál, de ismételhető pontosságot biztosítanak
- Minőségirányítási rendszerek: Statisztikai folyamatszabályozás, első minta ellenőrzése és teljes anyagnyomvonal-követhetőség
Tűrések értelmezése fémmegmunkálásban
A tűrések olyan „precíziós szerződés” funkciót látnak el, amely végigkíséri termékének teljes életciklusát. Minden tűrésmegadás befolyásolja a jövőbeli teljesítményt, a gyártási költséget és az összeszerelés hatékonyságát. Gondoljon a tűrésekre úgy, mint a névleges méretek körül elhelyezett védőkorlátra – ha belül marad, alkatrészei megfelelően működnek.
Az ipari szabványok szerint a tűréshatárok 18 fokozatba sorolhatók. A precíziós lemezalakító cégek általában mérnöki alkalmazásokhoz az IT5–IT7 tűréshatárok között dolgoznak, míg a szokásos gyártóüzemek az IT12–IT14 tartományban működnek.
Ennek a gyakorlati jelentése a következő:
- Lézer Vágás: A modern szálas lézerrendszerek tűréshatárai ±0,1 mm és ±0,3 mm között mozognak, ahol a pontos érték a anyagvastagságtól függ.
- Hajlítási műveletek: A precíziós hidraulikus hajlítógépek szögtűrése körülbelül ±0,5°.
- Pontos Sajtás: Képes ±0,05 mm-es vagy ennél szigorúbb méreti tűrések betartására.
Az űrkutatási, az orvosi eszközök és a védelmi ipar olyan szigorú előírásokat követel meg, mert az alkatrészek meghibásodása súlyos következményekkel járhat. Az űrkutatási alkalmazásokban egy 0,020 hüvelykes (0,508 mm) eltérés teljesen használhatatlanná tehet egy alkatrészt. Az orvosi eszközök házainál a méreti pontosság közvetlenül befolyásolja az FDA-előírásoknak való megfelelést és a betegbiztonságot.
A kihívás? A szükségtelenül szigorú tűréshatárok alkalmazása jelentősen meghosszabbítja a gyártási időt és növeli a költségeket. A cél az egyensúly megtalálása: olyan tűréshatárok megadása, amelyek elegendően szigorúak a funkció megőrzéséhez, ugyanakkor elég gyakorlatiasak ahhoz, hogy hatékonyan gyárthatók legyenek. Ennek az egyensúlynak a megértése az első lépés a megfelelő pontossági lemezfeldolgozó partner kiválasztása felé.

Alapvető feldolgozási folyamatok és berendezések képességei
Most, hogy megértette, mi különbözteti meg a pontossági munkát a szokásos lemezfeldolgozástól, nézzük meg azokat a konkrét folyamatokat, amelyek lehetővé teszik a szigorú tűréshatárok betartását. Egy pontossági lemezfeldolgozó vállalat nem csupán drága berendezéseket birtokol – hanem érti, hogyan járul hozzá mindegyik folyamat a méretbeli pontossághoz és a felületminőséghez. Amikor potenciális partnereket értékel, az ismerete annak, hogy ezek a folyamatok mire képesek, segít intelligensebb kérdéseket feltenni és felismerni a valódi szakértelem jelenlétét.
Az által használt alapvető folyamatok pontossági lemezfeldolgozó cégek több kategóriába sorolható, amelyek mindegyike specifikus célt szolgál a sík alapanyagokból készült végleges alkatrészek gyártásában:
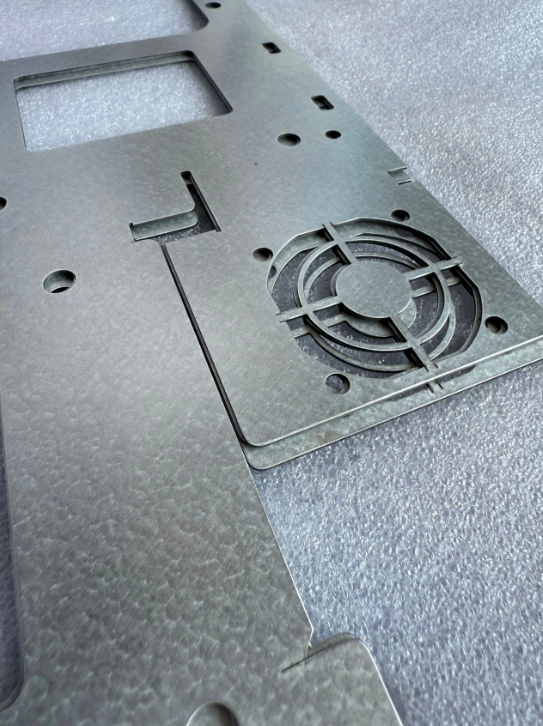
- Lézer Vágás: A fókuszált fényenergiát használja pontos vágások elvégzésére minimális anyagtorzulással és olyan széleminőséggel, amely megfelel a látható felületeknek
- CNC kivágás: Az anyagot egy dörzsölő ütő alá helyezi a gyors lyukasztáshoz és alakítási műveletekhez nagy mennyiségű termelés esetén
- Hajlítás és alakítás: Sík alapanyagokból háromdimenziós alakzatokat hoz létre sajtóharangok és speciális szerszámok segítségével
- Hűtőanyag Több alkatrész összekapcsolására szolgál hő és nyomás alkalmazásával, különféle módszerekkel, amelyek anyag- és alkalmazásspecifikusak
- Vízsugaras vágás: Nagy nyomású vizet (gyakran homokkal keverve) használ hőérzékeny anyagokhoz vagy vastag alapanyagokhoz, ahol a hő okozta torzulás nem megengedett
Lézeres vágás és szerepe a precíziós munkákban
Amikor olyan alkatrészekre van szüksége, amelyeknél tiszta vágási élek, szigorú méreti tűrések és minimális hőhatott zónák szükségesek, a lézeres vágás válik elsődleges gyártási módszerévé. A modern, precíziós lemezgyártással foglalkozó cégek általában két fő lézertechnológiát alkalmaznak: CO₂-lézereket és folyamatos fényvezetős (fiber) lézereket.
A folyamatos fényvezetős (fiber) lézeres vágás a legtöbb precíziós alkalmazás esetében az ipari szabvány lett. Az ipari források szerint a fiber lézerek lézerdiódákat használnak, amelyeket optikai szálakon keresztül vezetnek, így érhető el a vágás, kiváló teljesítménykimenettel és kivételes hatékonysággal. Ez a technológia különösen jól alkalmazható tükröző anyagok – például alumínium- és rézötvözetek – vágására, amelyek korábban nehézséget jelentettek a régebbi CO₂-rendszerek számára.
Az eszközök műszaki specifikációi itt jelentősen befolyásolják a döntéseket. Fontolja meg, hogyan hatnak különböző lézertechnológiák képességei a projektje lehetőségeire:
| Lézer típus | Teljesítményi tartomány | Legjobb alkalmazások | Anyagvastagság-képesség |
|---|---|---|---|
| 8 kW-os folyamatos fényvezetős (fiber) lézer | Magas teljesítmény | Általános mérnöki feladatok, vastag lemezek vágása | Sima acél legfeljebb 30 mm-ig; rozsdamentes acél legfeljebb 30 mm-ig |
| 4 kW-os CO₂-lézer | Közepes teljesítménykimenet | Reklámcélok, díszítő munkák, vékony anyagok | Finomacél legfeljebb 16 mm-ig; rozsdamentes acél legfeljebb 12 mm-ig |
| Huzal EDM | Elektromos kisülés | Rendkívül szigorú tűrések, keményített anyagok | A fürdő méretétől függ, nem az anyag keménységétől |
A lézeren túl érdemes automatizált anyagmozgatási rendszerekre is figyelni. A vezető pontossági lemezfeldolgozó vállalatok olyan feltekercselő vonalakat építenek be, amelyek a nyersanyagot közvetlenül a vágórendszerbe táplálják, ezzel csökkentve a kezelésből eredő sérüléseket és növelve a feldolgozási kapacitást. A plazmavágó asztalok kiegészítő berendezésként szolgálnak vastagabb anyagok esetén, ahol a lézervágás gazdaságtalanabbá válik.
Egy gyakran figyelmen kívül hagyott képesség? A drótszálas elektromos kisüléses megmunkálás (wire EDM), amelynél egy töltött, vékony fémhuzal elektromos szikrákat használ az anyag olvadására anélkül, hogy bármikor érintené a munkadarabot. A huzal soha nem érinti az anyagot – helyette a szabályozott szikrák hidalják át a rést, miközben a dielektromos folyadék hűti a vágási zónát és eltávolítja a felesleges anyagot. Ez a folyamat olyan tűréseket ér el, amelyeket a hagyományos vágási módszerekkel lehetetlen elérni.
Hajlítás, alakítás és hegesztési technikák magyarázata
A sík kivágott alapanyagok előállítása csak a gyártási kihívás felét jelenti. Ezekből az alapanyagokból háromdimenziós alkatrészek készítése ugyanolyan fejlett hajlítási és alakítási képességet igényel.
A hajlítógépek technológiája drámaian fejlődött. A modern CNC hajlítógépek, például a Bystronic Xpert sorozat 150 tonna hajlítóerőt nyújtanak, működési sebességük akár 20 mm/s, maximális gyorssebességük pedig 220 mm/s. Fontosabb még, hogy valós idejű szögmérési és korrekciós funkcióval rendelkeznek – a gép ténylegesen méri a hajlítási szögeket az alakítási folyamat során, és automatikusan korrigálja őket a anyag rugalmas visszatérésének (springback) kiegyenlítésére.
Miért fontos ez az Ön alkatrészei számára? A különböző anyagok eltérő mértékben térnek vissza a hajlítás után. Egy 90 fokos hajlítás 304-es rozsdamentes acélból például 88 fokos túlhajlítást igényelhet a kívánt végső szög eléréséhez. Az automatikus szöghelyesbítés nélkül az operátoroknak tapasztalatra és próbálgatásra kell támaszkodniuk – ami időt vesz igénybe, és részenként eltéréseket eredményez.
A hegesztési lehetőségek kiegészítik a gyártási folyamatot. Egy átfogó, precíziós lemezfeldolgozó vállalat több, alkalmazási területnek megfelelő hegesztési módszert kínál:
- TIG hegesztés (Volfrám Inert Gáz): A látható felületek és vékony anyagok esetén a legtisztább hegesztéseket biztosítja; elsősorban rozsdamentes acél és alumínium hegesztésére használják
- MIG hegesztés (Fém Inert Gáz): Gyorsabb, mint a TIG-hegesztés, ideális hosszabb hegesztési varratokhoz és vastagabb anyagokhoz
- Ellenállásos ponthegesztés: Diszkrét kapcsolódási pontokat hoz létre láthatatlan felületi nyomokkal; gyakran alkalmazzák burkolatok és konzolok esetében
- Lézerhegesztés: Minimális hőbevitelt és torzulást biztosít olyan precíziós szerelésekhez, amelyek szigorú méreteltérés-vezérlést igényelnek
A fő gyártási folyamatokon túl érdemes olyan másodlagos szolgáltatásokat is keresni, amelyek teljessé teszik alkatrészeit. A professzionális, precíziós lemezfeldolgozó vállalatok hardverfelszerelést, csiszolást és finomítást felület-előkészítés céljából, porfestést vagy folyékony festést korrózióállóság érdekében, valamint összeszerelési szolgáltatásokat kínálnak, így kész termékeket szállítanak, nem pedig egyedi alkatrészeket.
Az a felszerelés, amelyet egy gyártó üzemeltet, információt nyújt képességei felső határáról – de az határozza meg, hogy képes-e konzisztensen pontossági eredményeket szállítani, ahogyan ezeket a folyamatokat hatékony munkafolyamatokba integrálja. Ez elvezet minket egy másik kulcsfontosságú tényezőhöz: a folyamatok által felhasznált anyagokhoz és ahhoz, hogyan befolyásolja az anyagválasztás közvetlenül a pontossági eredményeit.
Az anyagok és hatásuk a pontossági eredményekre
Kiválasztott egy gyártót lenyűgöző felszereléssel és igazolt folyamatokkal. De itt van az, amit sok vevő figyelmen kívül hagy: az általa választott anyag ugyanolyan mértékben befolyásolja a méretbeli pontosságot, mint a munkát végző gépek. Egy precíziós lemezmetallos alakító vállalat tudatosan érti, hogy minden ötvözet másképp viselkedik vágás, hajlítás és hegesztés közben – és ez a viselkedés közvetlenül meghatározza, hogy alkatrészei megfelelnek-e a megadott specifikációknak.
Gondoljon erre így: az alumínium kevésbé előrejelezhetően rugalmas vissza, mint a lágyacél hajlítás után. A rozsdamentes acél alakítás közben keményedik változtatva tulajdonságain rajta folyamat közben. A rézötvözetek olyan hatékonyan vezetik a hőt, hogy a hegesztéshez teljesen más paraméterek szükségesek. Ezek nem apró részletek – hanem a rejtett változók, amelyek elválasztják a sikeres projekteket a költséges újrafeldolgozástól.
Rozsdamentes acél, alumínium és speciális ötvözetek
A precíziós lemezgyártási vállalatok általában egy alapanyagcsoporttal dolgoznak, amelyek mindegyikét meghatározott teljesítményjellemzők alapján választják ki. Az ezekkel kapcsolatos ismeretek segítenek az anyagtulajdonságok és az alkalmazási igények összeegyeztetésében.
Rozsdamentes acél a szilárdságot és a korrózióállóságot igénylő alkalmazásoknál továbbra is az alapanyag, amelyre szükség van. A precíziós gyártási szakértők anyagelemzése szerint a rozsdamentes acél változatai különböző célokra szolgálnak:
- Ausztenites minőségek (304, 316): Kiváló korrózióállóság, lehűtött állapotban nem mágneses, magas nyúlási és alakíthatósági tulajdonság – ideális orvosi eszközök és élelmiszer-feldolgozó berendezések számára
- Ferrit típusú ötvözetek (430, 446): Mágneses, hőálló, alkalmas magas hőmérsékletű alkalmazásokhoz, például ipari kemencékhez és kipufogórendszerekhez
- Martenzites fokozatok (410, 420): Hőkezeléssel keményíthetők, kiváló szilárdsággal és kopásállósággal rendelkeznek – gyakran előírják űrkutatási alkatrészekhez és precíziós szerszámozáshoz
Alumínium-ligaturából a legjobb szilárdság–tömeg arányt nyújtják olyan alkalmazásokhoz, ahol a tömegcsökkentés döntő fontosságú. A 6061-es ötvözet uralkodik a precíziós megmunkálás területén, mert tisztán megmunkálható, stabil berendezések mellett ±0,01–0,02 mm-es tűréseket tart meg, és anódosítható, hogy kifinomult felületi minőséget érjen el. Elektronikai készülékek, audioberendezések és hordozható eszközök burkolataihoz az alumínium egyaránt teljesítményt és esztétikát biztosít.
Szakterületi ligavak akkor lépnek a képbe, amikor a szokásos anyagok nem felelnek meg a szélsőséges követelményeknek. A titán kiváló szilárdság-súly arányt és korrózióállóságot biztosít orvosi implantátumokhoz és légiközlekedési alkalmazásokhoz – bár alacsony hővezetőképessége és a munkakeményedés iránti hajlama speciális gyártási szakértelmet igényel. A réz és az ónötvözet kiváló elektromos és hővezető-képességet nyújt az elektronikai alkalmazásokhoz, de súlyuk és költségük miatt csak funkcionálisan kritikus alkatrészekhez használják őket.
Az anyagtulajdonságok hogyan befolyásolják a gyártási pontosságot
Itt válik gyakorlati szintű a megfelelő anyag kiválasztása. Minden olyan tulajdonság, amelyet egy adatlapról olvas el, közvetlenül gyártási kihívásokhoz vagy előnyökhöz vezet. Egy precíziós lemezfeldolgozó vállalat ezeket a tényezőket értékeli, mielőtt árajánlatot adna a projektjére:
| Anyag | Tipikusan elérhető tűrés | Minimális hajlítási sugár | Vashozamosság | Legjobb alkalmazások |
|---|---|---|---|---|
| Nem rozsdamentes 304/316 | ±0,01–0,02 mm | ≥1,5–2× vastagság | Könnyen hegeszthető TIG/MIG-el | Orvosi eszközök, élelmiszeripari berendezések, tengeri környezetek |
| Alumínium 6061 | ±0,01–0,02 mm | ≥1× vastagság | Hegeszthető, de a hőhatott zónában 30–50 %-os szilárdságcsökkenést szenved | Könnyű burkolatok, hőelvezetők, űrkutatási szerkezetek |
| Lágyacél | ±0,05 mm (hajlamos a megcsavarodásra) | ≥1× vastagság | Kiváló – a hegesztés szempontjából a legengedékenyebb | Szerkezeti tartók, vázak, költségérzékeny alkatrészek |
| Réz/sárgaréz | ±0,02–0,05 mm | ≥0,5–1× vastagság | Nehezen hegeszthető; a forrasztás ajánlott | Elektromos kapcsolóelemek, hőcserélők, díszítő elemek |
| Titán | ±0,02–0,05 mm | ≥1,5× vastagság | Speciális, nemesgázzal védett atmoszférára van szükség | Orvosi implantátumok, űrkutatási és nagy teljesítményű alkalmazások |
Figyelje meg, hogyan jelenik meg az „hajlamos a torzulásra” megjegyzés a tűréshatár oszlopban a lágyacél esetében – amely gyakran a legolcsóbb választás. Ez nem a felszerelés korlátozása, hanem a anyag saját viselkedése. A vékony lemezű lágyacél gyakran torzul meg megmunkálás vagy hegesztés közben, így a ±0,05 mm-es tűrés valóságosabb, mint a szigorúbb tűrések, amelyeket az alumíniummal vagy a rozsdamentes acéllal érhetünk el.
A hajlítási sugár követelményei egy másik kritikus szempontot tárnak fel. A gyártási szakértők szerint azok a tervezők, akik éles, 90 fokos hajlatokat írnak elő rozsdamentes acélból elegendő hajlítási sugár nélkül, gyakran repedéseket tapasztalnak az éleken a formázás során. A biztonságos alapérték? A hajlítási sugár legyen egyenlő vagy nagyobb, mint a anyag vastagsága a képlékeny fémek esetében, és növeljük 1,5–2-szeresre kevésbé toleráns ötvözeteknél, például a rozsdamentes acélnál.
A környezeti feltételek szintén befolyásolják az anyagválasztást olyan módon, amit a vásárlók gyakran figyelmen kívül hagynak. Kültéri, tengeri vagy sterilizált alkalmazásokhoz – ahol a korrózió állandó – kötelező a rozsdamentes acél 304-es vagy 316-os típusának használata. Az alumínium általános felhasználás esetén ellenáll a korróziónak, de sós vízkörnyezetben anódosításra vagy védőrétegre van szüksége. Az enyhén ötvözött acél beltéri használatra alkalmas megfelelő bevonattal, de védelem nélkül nedvesség hatására gyorsan rozsdásodik.
A lényeg? Az anyagválasztás nem független a pontossági követelményektől – ezek szerves része. Ugyanaz a ±0,010"-es tűrés lényegesen magasabb költséggel jár munka-keményedő titán esetében, mint a jól kezelhető 6061-es alumíniumnál. Egy képzett, precíziós lemezfeldolgozó vállalat segít Önnek ezen kompromisszumok között navigálni, és az anyagtulajdonságokat mind a funkcionális igényekhez, mind a költségkeretekhez igazítja.
Miután megértettük az anyagokat, a következő kihívás az lesz, hogy értékeljük: képesek-e a lehetséges gyártási partnerek ténylegesen olyan pontosságot szállítani, amilyet ígérnek. Ez az értékelés nem csupán a felszerelési listákra korlátozódik, hanem magában foglalja a tanúsítványokat, a minőségirányítási rendszereket és a gyártási megközelítéseket is, amelyek megbízható partnereket választanak el a kockázatos választásoktól.
Hogyan értékeljük és válasszunk ki egy precíziós lemezmetallos gyártási partnert
Átnézte a folyamatokat, megvizsgálta a felszerelések műszaki specifikációit, és összehasonlította az anyagválasztási lehetőségeket. De itt bukkanak el legtöbben a vásárlók: hogyan alakítsuk át ezt a műszaki ismeretet egy megbízható értékelési keretrendszerre? Hogyan ellenőrizhetjük ténylegesen, hogy egy egyedi, precíziós lemezmetallos gyártó cég hónapokon vagy éveken keresztül is konzisztens eredményeket tud szállítani?
A válasz a minőségi tanúsítások által ténylegesen igazoltak megértésében rejlik, abban, hogyan értékeljük a gyártási megközelítéseket a felszerelési listákon túl, valamint azokban az üzemeltetési mutatókban, amelyek világosan elkülönítik a világszínvonalon működő pontossági partnereket a közepes teljesítményt nyújtóktól. Készítsünk egy gyakorlatias értékelési ellenőrzőlistát, amelyet bármely lehetséges gyártási partnerre alkalmazhatunk.
Minőségi tanúsítványok és jelentésük
A tanúsítások nem csupán díszes táblák egy előcsarnok falán – ellenőrzött minőségirányítási rendszerekre utalnak, amelyek minden olyan alkatrészt érintenek, amelyet a szállítója gyárt. Azonban nem minden tanúsítás egyenlő súlyú minden alkalmazás esetében. A tanúsítások hierarchiájának megértése segít megfelelő elvárásokat megfogalmazni.
ISO 9001 az alapvető követelményként szolgál. A szerint gyártási tanúsítási szakértők szerint ez a nemzetközileg elismert szabvány követelményeket állapít meg a minőségbiztosítás egységes színvonalának biztosításához minden iparágban. Egy ISO 9001 tanúsítással rendelkező pontossági lemezmetallogyártó vállalat formális minőségirányítási rendszert vezetett be, amely a „megrendelők kielégítésére, a folyamatok hatékonyságának és pontosságának optimalizálására, valamint a munkavállalók összes szintjén történő motiválására és bevonására” helyezi a hangsúlyt. A tanúsításhoz három évenkénti részletes audit sikeres teljesítése szükséges – így ez folyamatos elköteleződést, nem pedig egyszeri eredményt jelent.
AS9100 az ISO 9001 követelményeit veszi alapul, és kifejezetten a légiközlekedési, űrkutatási és védelmi alkalmazásokra terjeszti ki. Ha alkatrészei emberi életre vagy biztonságra gyakorolhatnak hatást – például repülőgép-szerkezetek, orvosi eszközök vagy védelmi rendszerek esetében – ez a tanúsítás nem választható, hanem elengedhetetlen.
- Kockázatkezelés osztályonként megbízott felelősséggel
- Hamisított alkatrészek megelőzése és azok hitelességének ellenőrzése
- Felszerelések tárolási protokolljai meghatározott karbantartási ütemtervekkel
- Információ-ellenőrzés független tesztelés és vizsgálat útján
A szövetek az autóipari minőségirányítási szabványt képviseli, amely a hibák megelőzésére és a hulladékcsökkentésre helyezi a hangsúlyt az egész ellátási láncban. A futóműalkatrészek, felfüggesztési alkatrészek vagy szerkezeti összeállítások esetében ez a tanúsítás azt jelzi, hogy a gyártó ismeri az autóipari specifikus követelményeket.
Mit kell keresnie az adott helyzetében? Használja ezt a keretrendszert:
| Ön alkalmazása | Minimális tanúsítás | Előnyös tanúsítás | Miért fontos? |
|---|---|---|---|
| Általános kereskedelmi termékek | ISO 9001 | ISO 9001 | Biztosítja a dokumentált minőségirányítási folyamatokat és a folyamatos fejlődést |
| Légi- és védelmi ipari alkatrészek | AS9100 | AS9100 + NADCAP | A legtöbb légiipari OEM számára kötelező; bizonyítja a biztonságkritikus képességet |
| Autóipari részek | ISO 9001 | A szövetek | Egyezik az OEM ellátási láncára vonatkozó követelményekkel és a hibák megelőzésére irányuló fókuszával |
| Orvostechnikai eszközök | ISO 9001 | ISO 13485 | Címzett szabályozási megfelelőségi és nyomon követhetőségi követelmények |
Felszerelések és technológiai beruházások értékelése
A tanúsítások igazolják a rendszereket és folyamatokat. De mi a helyzet a tényleges gyártási képességgel? Itt kell túllépni a felszerelési listán, és megérteni, hogyan szervezi a termelést egy precíziós lemezmetallogyártó vállalat.
Celluláris gyártási elrendezések az üzemeltetési kifinomultság egyik legvilágosabb jelzője. A folyamat típusa szerinti szervezés helyett – például minden lézer egy területen, minden présfék egy másik területen – a celluláris elrendezések gépeket csoportosítanak, hogy meghatározott termékcsaládokat szolgáljanak. A lean gyártással foglalkozó szakértők szerint ez a megközelítés drámaian csökkenti a folyamatban lévő készleteket és a szállítási időt, miközben javítja a minőség egyenletességét.
Miért fontos ez a pontosság szempontjából? Amikor az alkatrészek rövidebb távolságot tesznek meg a műveletek között, csökken a kezelésből eredő károsodás. Amikor ugyanaz a csapat kezeli egy teljes termékcsalád gyártását, mély szakértelemmel bírnak az adott család tűréshatáraival és anyagviselkedésével kapcsolatban. Az eredmény: kevesebb hiba, gyorsabb átfutási idő és előrejelezhetőbb minőség.
Taktidő-szabályozás egy további minőségi mutatót nyújt. Azok a gyártóüzemek, amelyek kiszámítják és fenntartják a gyártási ritmust – azaz azt a sebességet, amellyel a termékeknek készülteknek kell lenniük a kereslet kielégítéséhez – folyamatirányítási érettséget mutatnak. Ahogy egy ipari veterán megjegyezte: „A pihenő alkatrészek nem hoznak pénzt.” A raktáron álló nagy mennyiségű félkész termék gyakran jelzi a folyamat előrejelezhetetlen lefolyását, ami gyakran összefügg a minőség ingadozásával.
Felszerelés értékelésekor tegyen olyan kérdéseket, amelyek feltárják a működési filozófiát:
- Hogyan választja el a nagy volumenű szerződéses munkát a kis mennyiségű prototípusgyártástól?
- Mekkora a tipikus félkész készlet szintje napokban mérve?
- Milyen gyorsan tudnak reagálni a mérnöki változtatásokra a gyártás közben?
- A alkatrészek hány százaléka igényel újrafeldolgozást vagy selejtet?
A válaszok többet árulnak el a pontossági képességről, mint bármely felszerelési műszaki leírás.
Partnerértékelési ellenőrzőlista
Mielőtt köteleződik egy precíziós lemezmetallos partnerhez, dolgozza fel ezt a részletes ellenőrzőlistát. Nem minden tétel vonatkozik minden projektre, de ezeknek a területeknek a átvizsgálása megakadályozza a költséges meglepetéseket:
- Tanúsítvány-ellenőrzés: Kérjen másolatot a jelenleg érvényes tanúsítványokról, és ellenőrizze a lejárati dátumokat; a tanúsítások háromévenkénti auditokat igényelnek
- Minőségirányítási rendszer dokumentációja: Kérjen minta ellenőrzési jelentéseket, első darab ellenőrzési eljárásokat és korrekciós intézkedési példákat
- Felszereltség képességei: Erősítse meg, hogy a konkrét gépek kezelni tudják az Ön anyagtípusait, vastagságait és tűréshatárait
- Anyag Nyomonkövethetősége: Győződjön meg arról, hogy teljes nyilvántartást vezetnek a kész alkatrészek és az alapanyag-tanúsítványok közötti kapcsolatról
- Ellenőrző berendezések: Keressen CMM rendszereket, optikai összehasonlítókat és kalibrált mérőeszközöket, amelyek megfelelnek a tűréshatáraihoz
- Statisztikai folyamatirányítás: Érdeklődjön, hogy nyomon követik-e a folyamatképességet (Cpk-értékeket) a kritikus méretek esetében
- Szállítási idő átláthatósága: Kérjen valósághű időkereteket, és értse meg, mi határozza meg őket – kapacitáskorlátok, anyagelérhetőség vagy folyamatszervezési bonyolultság
- Kommunikációs reakcióidő: Figyelje meg, milyen gyorsan válaszolnak az árajánlat-kérésekre és a műszaki kérdésekre az értékelés során
- Minta- vagy prototípus-elérhetőség: Fontolja meg, hogy mintadarabokat kérjen a gyártási tételek véglegesítése előtt
- Referenciaügyfelek: Kérjen referenciákat az Ön iparágából vagy hasonló pontossági igényekkel rendelkező ügyfelektől
A legjobb pontossági lemezmetallográfiai cégek szívesen fogadják ezt a részletességi szintet. Rendszerekbe és képességekbe fektettek be kifejezetten az ellenőrzött minőség bemutatása érdekében – és jól tudják, hogy a alapos értékelés sikeres hosszú távú partnerségek alapját képezi.
Miután meghatározták az értékelési kritériumokat, készen állnak arra, hogy figyelembe vegyék egy másik tényezőt, amely elkülöníti a sikeres projekteket a frusztrálóktól: hogyan segítik – vagy korlátozzák – a tervezési döntések az elvárt pontossági eredmények elérését.
Gyártásra optimalizált tervezés lemezmetallos projekteknél
Itt egy olyan valóság, amely sok vevőt váratlanul ér: a tervezési döntések ugyanolyan mértékben befolyásolják a gyártási eredményeket, mint maga a feldolgozó berendezés. Egy tökéletesen képes, precíziós lemezmetallos gyártó cég is nehézségekbe ütközhet olyan alkatrészek gyártásánál, amelyek figyelmen kívül hagyják a gyártás alapvető korlátait – miközben egyszerű tervek következetes minőséggel és alacsonyabb költségekkel gyorsan áthaladnak a termelésen.
A gyártásra optimalizált tervezés (DFM) a híd szerepét tölti be az Ön képernyőn megjelenített elképzelése és a fizikailag megvalósítható fémes megoldás között. Szerint lemezalkatrész gyártáskönnyítési szakértők ez a fogalom azt jelenti, hogy alkatrészeiket úgy tervezi meg, hogy azokat könnyű – és ezért gazdaságos – legyen gyártani. Ha figyelmen kívül hagyja ezeket az elveket, akkor a gyártók által „gyártási súrlódásnak” nevezett problémákkal kell szembenéznie: magasabb költségek, hosszabb várakozási idők és növekedett hibakockázat.
Akár tapasztalt mérnök, akár egy prototípus fejlesztését végző vállalkozó, a DFM (gyártásbarát tervezés) alapelveinek megértése segít hatékonyan kommunikálni gyártási partnereivel, és felismerni a potenciális problémákat, mielőtt azok drága hibák lennének.
A pontossági lemezfeldolgozást lehetővé tevő tervezési elemek
Képzelje el a lemezanyagot olyan kartonpapírként, amelyhez nagyon konkrét hajlítási szabályok tartoznak. Minden hajtás, lyuk és kivágás kölcsönhatásba lép az anyag tulajdonságaival előre jelezhető módon – ha tudja, mire kell figyelni. Ezek a kulcsfontosságú DFM-elvük vezérelték a pontos lemezfeldolgozó cégek által megbízhatóan gyártható terveket:
- Hajtási sugár méretezése: A hajlítás belső görbéjének legalább a anyagvastagsággal egyeznie kell. A gyártási megvalósíthatóságot (DFM) szakértőként magyarázva, ha túl élesen hajlítjuk a fémet, akkor a külső él repedéseket vagy „hálózatos repedéseket” (crazing) fejleszthet ki. Ha minden hajlítást azonos sugárral tervezünk, akkor a gyártók egyetlen szerszámot használhatnak minden hajlításhoz – ez csökkenti a beállítási időt és az Ön költségeit.
- Lyuk-hajtás távolság: A furatokat legalább 2,5-szeres anyagvastagság plusz egy hajlítási sugár távolságra kell elhelyezni a hajlásvonalaktól. A hajlásvonalakhoz túl közel elhelyezett furatok a kialakítás során ovális alakúvá nyúlnak, így a csavarokat vagy tűket nem lehet megfelelően behelyezni.
- Hajlítási kifutó elemek: Amikor a hajlítások sík szélekben végződnek, adjon kis téglalap alakú vagy kör alakú kivágásokat a hajlásvonalak és a szélek találkozásánál. Ez megelőzi a feszültségkoncentrációt és a repedések kialakulását a hajlítási felületeken.
- Minimális gerinc hossz: A peremek (flanges) hossza legalább négyszerese legyen az anyag vastagságának. A sajtógépeknek elegendő felületre van szükségük az anyag rögzítéséhez a kialakítás során – a rövid peremek egyedi, drága szerszámokat igényelnek, amelyek kétszeresére is növelhetik a gyártási költségeket.
- Irányfigyelés: A lemezacél a gyártási folyamat során (a hengerlés során) „szálirányt” kap. A száliránnyal párhuzamosan készített hajtások sokkal nagyobb eséllyel repednek. A részeket úgy érdemes tervezni, hogy a hajtások – amennyire lehetséges – merőlegesen történjenek a szálirányra.
- Nyílás és kivágás szélessége: A keskeny kivágások szélességét legalább 1,5-szeresére kell választani a anyagvastagsághoz képest. A lézeres vágás intenzív hőt termel – a vékony nyílások és ujjak hőfeszültség hatására megcsavarodnak vagy megcsavarodnak, ami rombolja a síkságot és a pontos illeszkedést.
A K-tényező megértése elengedhetetlen több hajtásos alkatrészek esetén. A műszaki szakirodalom szerint a K-tényező a semleges tengely helyzetének és az anyagvastagságnak az aránya, amely anyagtól és hajtásfolyamattól függően 0,25 és 0,50 között változik. Ennek az értéknek a pontos beállítása a CAD-szoftverben biztosítja a pontos kiterített minták elkészítését, és megakadályozza a tűréshalmozódást összetett szerelvényeknél.
Gyakori tervezési hibák, amelyek rontják a minőséget
Még a tapasztalt tervezők is hibákat követnek el, amelyek gyártási kihívásokat okoznak. Figyeljen ezekre a gyakori buktatókra, amelyekkel a precíziós lemezmetalldaraboló cégek rendszeresen szembesülnek:
- Túlzottan szigorú tűrések nem kritikus méretekre: A ±0,127 mm-es tűrést olyan méretekre előírni, amelyek nem befolyásolják lényegesen a funkciót, jelentősen megnöveli az ellenőrzés idejét és költségét. Legyen rugalmas a tűrések megadásánál ott, ahol ez nem szükséges – a szokásos lemezmetallos tűrések segítségével a projekt fenntartható költségkeretben marad, miközben a minőség ott marad meg, ahol az számít.
- Nem szabványos furatméretek: Olyan furatméretek megadása, mint például 5,123 mm, egyedi fúrószárakat igényelhet. A kereskedelemben kapható méretek (5 mm, 6 mm, 1/4 hüvelyk) használata lehetővé teszi a gyártók számára, hogy meglévő eszközeikkel dörzsöljék a megrendelést, így a nagysebességű berendezésekkel majdnem azonnali átadás érhető el.
- A rugóhatás figyelmen kívül hagyása: A fém enyhén rugalmas. Egy 90 fokos hajlítás természetes módon visszahajlik 88 vagy 89 fokra. A precíziós gyártók ezt kompenzálják, de túl szigorú szögeltűrések megadása a rugalmassági visszahajlás figyelembevétele nélkül ellenőrzési hibákat eredményez.
- Elégtelen furattávolság: A furatokat kb. az anyag vastagságának 1,5-szeres távolságra kell elhelyezni a szélektől, és egymástól legalább a vastagság kétszeres távolságra. A közelebbi elhelyezés torzítja az anyagot a kivágási műveletek során.
- Hiányzó bevonatfigyelmeztetések: A porbevonat és az anódosítás méretbeli vastagságot ad hozzá. A terveknek figyelembe kell venniük ezt a változást, különösen az illeszkedő felületeken és menetes elemeken. Ezenkívül a daraboknak felfüggesztési pontokra van szükségük a bevonatolás során – jelezze, hol elfogadhatók a bevonat nélküli részek.
Az önmagukat helyező (önszabályozó) funkciók gyakran figyelmen kívül maradnak. Amennyire lehetséges, olyan alkatrészeket tervezzen, amelyek önmagukat igazítják az összeszerelés során, így minimalizálva a rögzítő- és illesztőeszközök igényét. A PEM-betétek vagy rivetek használata a hegesztés helyett jelentős idő- és költségmegtakarítást eredményezhet, ha a funkcionális követelmények ezt lehetővé teszik – a hegesztés szakképzett munkaerőt igényel, és hőtorzulást okoz, míg a mechanikus rögzítés pontosabb méretmeghatározást biztosít.
A jó DFM (gyártásbarát tervezés) üzleti hatása a gyártási hatékonyságon túl is kiterjed. A megfelelő elvek figyelembevételével tervezett alkatrészek általában első körben, újrafeldolgozás nélkül megfelelnek az első minta ellenőrzésének, konzisztens minőséget mutatnak a termelési sorozatok során, és olcsóbbak, mivel a gyártók szabványos szerszámokat és folyamatokat használhatnak. Amikor olyan tervezést nyújt be, amely tükrözi a DFM iránti érzékenységet, a precíziós lemezfeldolgozó cégek egy olyan ügyfelet ismernek fel, aki tisztában van a gyártási valóságokkal – ez gyakran kedvezőbb árakhoz, gyorsabb árajánlatokhoz és prioritási ütemezéshez vezet.
Miután meghatározta a tervezési elveket, a következő lépés a precíziós gyártási útján az a folyamatok megértése, amelyekkel a prototípuskészítés és az új termék bevezetése érvényesíti a terveket a teljes termelési mennyiségre való áttérés előtt.

Prototípuskészítés és új termék bevezetési szolgáltatások
A részletet úgy tervezte, hogy gyártásra is alkalmas legyen. De hogyan tudhatja biztosan, hogy tényleg működni fog, mielőtt több ezer dollárt költ a gyártási szerszámokra? Itt válnak értékessé a precíziós lemezmetal prototípus-készítési szolgáltatások – digitális terveket alakítanak át fizikai, kézbe vehető, tesztelhető és finomítható alkatrészekké.
Az új termék bevezetése (NPI) egy strukturált folyamat, amely a koncepciót az első ötlettől kezdve a validált gyártási készségig vezeti. A gyártási szakértők szerint az NPI az egész skálát lefedi: a koncepció létrehozásától a fejlesztésen és a végső termék gyártásán át – minél több kockázatot kiküszöbölve, miközben kihasználja a siker lehetőségeit.
Azok számára, akik precíziós lemezmetal NPI-szolgáltatót választanak, ennek a folyamatnak a megértése segít felismerni, mely partnerek képesek valóban gyorsítani a projekt időkeretét, és melyek csupán megrendeléseket fogadnak anélkül, hogy értéket adnának hozzá.
A koncepciótól az első minta jóváhagyásáig
Képzelje el, hogy egy új burkolatot fejleszt ipari berendezésekhez. Rendelkezik CAD-fájlokkal, anyagspecifikációkkal és tűréshatárokkal – de még mindig kérdések merülnek fel. A hajtások a várt szögeket eredményezik-e? A rögzítőlyukak megfelelően illeszkednek-e a kapcsolódó alkatrészekhez? Az összeszerelés során váratlan ütközési problémák jelentkeznek-e?
A prototípus-készítési munkafolyamat rendszerszerűen válaszol ezekre a kérdésekre. Az ipari gyakorlat alapján a tipikus folyamat az alábbi szakaszokból áll:
- Célkitűzések azonosítása és meghatározása: A gyártási partnere együttműködik Önnel a fő követelmények megértésében – funkcionális specifikációk, esztétikai elvárások, tesztelési protokollok és időkeretek. Ez a szakasz minden további lépés alapját képezi.
- Tervezési átvizsgálat és DFM-optimalizáció: Mérnökeink elemzik a CAD-adatokat a gyárthatóság szempontjából, és olyan módosításokat javasolnak, amelyek javítják a pontosságot anélkül, hogy kompromisszumot kötnének a funkcióval. Ez a közös munkafázis gyakran felfedi azokat a problémákat, amelyek később gyártási késéseket okoznának.
- Prototípus-készítés: A gyártók ugyanazt a termelésre kijelölt felszerelést használják az első minták elkészítéséhez. Ez a megközelítés biztosítja, hogy a prototípusok pontosan tükrözzék azt, amit a teljes méretű gyártás szállítani fog.
- Tesztelés és érvényesítés: A prototípusok funkcionális tesztelésen, illeszkedési ellenőrzéseken (a kapcsolódó alkatrészekkel való egyeztetés) és működési körülmények közötti teljesítményértékelésen mennek keresztül. A végeselemes analízis (FEA) szimulálhatja a feszültségeloszlást, míg a fizikai tesztek igazolják a valós világbeli viselkedést.
- Tervezési ismétlés: A teszteredmények alapján a terveket finomítják, és szükség esetén új prototípusokat készítenek. Ahogy egy iparági szakértő megjegyzi: „Nem minden koncepció nyerő – gyorsan szeretnénk megtudni, mi működik, és mi igényel beállítást.”
- Tervezés jóváhagyása és gyártási árajánlat készítése: Amint a prototípusok megfelelnek a specifikációknak, a tervezés lezárásra kerül, és részletes gyártási árajánlatok készülnek. Azok a gyártók, akik a prototípusokat elkészítették, pontosan tudnak árajánlatot adni, mert már tesztelték a gyártási folyamatot.
- Első darab ellenőrzés (FAI): A kezdeti gyártási alkatrészeket részletes méretellenőrzésnek vetik alá a megadott specifikációk szerint, így dokumentált bizonyítékot szolgáltatnak arról, hogy a gyártási folyamatok megfelelő alkatrészeket állítanak elő.
Ez a strukturált megközelítés drámaian csökkenti a költséges meglepetések kockázatát a teljes gyártási folyamat során. Amikor pontossági lemezmetal prototípus-készítési szolgáltatásokat értékel, keressen olyan partnereket, akik a tervezési átvizsgálási fázisban kimerítő DFM-támogatást nyújtanak – ez a közös munka gyakran eldönti, hogy a projektek sikeresen zárulnak-e vagy bukkanásba fulladnak.
Gyors prototípus-készítés és sorozatgyártás
A sebesség különböző módon fontos a termékfejlesztés egyes szakaszaiban. A prototípus-készítés során a gyors szállítási idő lehetővé teszi a gyors iterációt – azt a „hamarabb bukjunk meg” filozófiát, amely segít gyorsan megtanulni, hogy a tervek megfelelnek-e a szándékolt funkcióknak. Ahogy a prototípus-készítés szakértői magyarázzák, ha egy adott terv nem megvalósítható, annak gyors megállapítása sokkal erőforrás-hatékonyabb, mint hosszabb ideig tartó idő és erőfeszítés befektetése.
Mi különbözteti meg a gyors prototípus-készítést a szokásos gyártási időkeretektől? A vezető pontossági lemezmetallos cégek külön, a termelési ütemtervektől elkülönített prototípus-készítő osztályokat működtetnek. Ez az elkülönítés biztosítja, hogy a prototípus-készítési feladatok ne versenyezzenek a nagyobb tételű rendelésekkel a gépidőért – ez egy döntő különbség akkor, amikor a piaci ablakok bezáródása előtt kell érvényesíteni a terveket.
Gondolja át, hogy a gyors prototípus-készítési képesség gyakorlatban valójában milyen is. A legjobb szintű partnerek, például a Shaoyi (Ningbo) Metal Technology 5 napos gyors prototípus-készítést kínálnak összehangoltan a teljes körű DFM-támogatással és 12 órás árajánlat-kiadási idővel – olyan reagálóképességgel, amely jelentősen felgyorsítja a fejlesztési ciklusokat. Az IATF 16949 tanúsítványuk igazolja a minőségbiztosítási rendszereiket az autóipari alváz-, felfüggesztés- és szerkezeti alkatrészek gyártásához, ahol a pontossági tűrések kompromisszummentesek.
A prototípus-készítésről a sorozatgyártásra való áttérés más prioritásokat von maga után:
| Tényező | Gyors prototípuskészítés | Sorozatgyártás |
|---|---|---|
| Elsődleges cél | Tervek érvényesítése és iterációs sebesség | Stabil minőség nagy mennyiségben |
| Tipikus időzítés | 3–10 nap az első minták elkészítésére | 2–6 hét, a bonyolultságtól és a mennyiségtől függően |
| Szerszámozási megközelítés | Kevésbé merev szerszámok vagy közvetlen gyártás | Gyártási célú szerszámok ismételhetőség érdekében |
| Költségszerkezet | Magasabb darabonkénti költség, alacsonyabb összköltség | Alacsonyabb darabonkénti költség, magasabb szerszámköltség |
| Térfogati tartomány | tipikusan 1–50 darab | Százaktól több ezer darabig |
A pilótagyártás ezeket a fázisokat köti össze. A teljes mennyiségű gyártásra való áttérés előtt a gyártók kis tételben – tipikusan 50–200 darabban – állítanak elő termékeket annak ellenőrzésére, hogy a gyártási folyamatok ismételhetők és stabilak-e. Ez a lépés felfedi azokat a gyárthatósági problémákat, amelyek a prototípus-készítés során nem jelentek meg, és megerősíti, hogy a minőségirányítási rendszerek képesek a megadott specifikációk betartására hosszabb ideig tartó gyártási ciklusok során.
Amikor pontos lemezmetallos szervóadagoló vállalatot vagy gyors prototípus-készítési lemezmetallos gyártási partnert választ, értékelje a teljes képességkörüket. A legjobb partnerek a projektet az első elképzeléstől egészen a validált gyártásig kísérlik, és minden egyes szakaszban konzisztens minőségirányítási rendszert alkalmaznak. Tudatosan felismerik, hogy a prototípus-készítés nem csupán arról szól, hogy gyorsan alkatrészeket készítsenek – hanem arról is, hogy elég gyorsan tanuljanak ahhoz, hogy jobb döntéseket hozzanak a gyártási beruházások előtt, mielőtt a tervezési döntések véglegessé válnának.
Miután megértette a prototípus-készítési folyamatokat, most készen áll egy olyan témára, amelyről a legtöbb gyártó nyíltan nem beszél: valójában mi határozza meg az árakat a pontos lemezmetallos munkákban, és hogyan optimalizálhatja a költségeket anélkül, hogy minőséget áldozna?
Az árképzési tényezők és költségmozgatók megértése
Itt egy olyan beszélgetés, amelyet a legtöbb gyártó kerül: mi is határozza meg valójában a projekt költségét? Bár a szokásos lemezalakítási árajánlatok kérése gyakran úgy érződik, mintha titokzatos számokat kapnánk egy fekete dobozból, a valóság egyszerűbb, mint azt gondolnánk. Ha megértjük a precíziós lemezalakítás költségtényezőit, okos döntéseket hozhatunk – és akár költségeket is csökkenthetünk minőségromlás nélkül.
A precíziós alakítással foglalkozó szakemberek szerint több összefüggő tényező befolyásolja az árakat. A lényeg az, hogy megértsük, mely tényezőket tudjuk befolyásolni, melyeknél kompromisszumokra van szükség, és melyek egyszerűen a gyártástechnika fizikai törvényeinek fix adottságai.
Anyagköltségek és bonyolultsági tényezők
Kezdjük a legérzékelhetőbb precíziós fémfeldolgozási költségtényezőkkel: abból, hogy milyen anyagból készülnek az alkatrészek, és mennyire bonyolult a gyártásuk.
Anyagválasztás az egyik legnagyobb változó tényező az árajánlatában. Az ipari források magyarázata szerint az alumínium, a rozsdamentes acél és a szénacél, mint fémek, mind különböznek egymástól az árban fontonként, valamint a megmunkálhatóságukban:
- Alumínium könnyű és korrózióálló, de a formázási és hegesztési műveletek során nagyobb gondosságot igényel
- Rozsdamentes acél kiváló szilárdságot és tartósságot kínál, de fontonként jelentősen drágább, és gyakran speciális felületkezelést igényel
- Szénacél továbbra is költséghatékony és sokoldalú, de általában védőbevonatra van szükség a korrózió megelőzéséhez
Az anyag vastagsága közvetlenül növeli ezeket a költségeket. A vastagabb anyag hosszabb ideig tart kivágni, nagyobb erőt igényel a hajlításhoz, és megnövelt hegesztési időt igényel – mindez további gyártási órákhoz és magasabb árakhoz vezet.
A tervezés bonyolultsága létrehozza a második fő költségszorzót. A több hajlítási ponttal, bonyolult kivágásokkal vagy szűk tűréshatárokkal rendelkező alkatrészek több programozási időt, további beállítási műveleteket és gyakoribb ellenőrzési ciklusokat igényelnek. A különbség egy egyszerű, két hajlítási ponttal rendelkező rögzítőelem és egy tizenkét hajlítási ponttal, beépített szerelvényekkel és hegesztett szerkezetekkel ellátott burkolat között drámaian nagy lehet – még akkor is, ha azonos anyagokat használnak.
Az alábbiakban egy gyakorlatias keretrendszer található a különböző lemezfeldolgozási árképzési tényezők vállalati eredményre gyakorolt hatásának megértéséhez:
| Költségtényező | Hatás mértéke | Mi okozza ezt a költséget | Hogyan optimalizálható |
|---|---|---|---|
| Anyag típusa | Magas | Alapanyag-piaci árak, ötvözet-specifikációk | Adja meg a szabványos ötvözeteket; fontolja meg a hasonló teljesítményt nyújtó alternatívák használatát |
| Anyag Vastagság | Közepes-Magas | Vágási sebesség, alakítóerő, hegesztési idő | Használjon minimális vastagságot, amely megfelel a szerkezeti követelményeknek |
| Geometriai összetettség | Magas | Programozás, beállítási változtatások, speciális szerszámok | Egyszerűsítse a terveket; szabványosítsa a hajlítási sugarakat és a furatméreteket |
| Tűrési követelmények | Magas | Lassabb megmunkálási sebesség, gyakori ellenőrzés, újrafeldolgozási kockázat | Csak a kritikus méretekre alkalmazzon szűk tűréshatárokat |
| Felszín készítés | Közepes | További folyamatlépések, bevonóanyagok, kikeményedési idő | Csak ott adjon meg felületkezeléseket, ahol funkcionálisan szükségesek |
| Szerelési műveletek | Közepes-Magas | Munkaórák, szerelvények költségei, ellenőrzési pontok | Egyszerűsített összeszerelésre tervezett konstrukció; önmagát helyező elemek használata |
| Beállítás és programozás | Közepes | Kezdeti gépbeállítás, szerszámozás előkészítése | Olyan alkatrészcsaládok tervezése, amelyek megosztják a szerszámozási igényeket |
Figyelje meg, hogy a tűréshatárok megadása „Magas” hatási értékelést kap. A gyártástechnológiai szakértők szerint minél szigorúbbak a tűréshatárok, annál magasabb a költség – a szigorú méreti követelmények teljesítése gyakoribb ellenőrzéseket, lassabb megmunkálási sebességet és fejlett mérőeszközöket (pl. koordináta-mérőgépek – CMM – és lézeres ellenőrző rendszerek) igényel.
Mennyiségi szempontok és szállítási határidő közötti kompromisszumok
A mennyiség minden megváltoztatja az árakat a precíziós gyártásban. Egyetlen prototípus vagy kis sorozat egységköltsége jelentősen magasabb lesz, mint egy nagyobb mennyiségű megrendelésé, mivel a beállítási és programozási idő kevesebb darabra oszlik el.
Gondolja át gyakorlatiasan: akár 10, akár 1000 darab alkatrészt rendel, a gyártónak egyaránt programoznia kell a lézert, beállítania a hajlítógépet, és konfigurálnia a minőségellenőrzési protokollokat. Ezeket a fix költségeket különböző módon osztják el az Ön megrendelésének méretétől függően:
- Prototípus mennyiségek (1–10 darab): A beállítási költségek dominálnak; a legmagasabb darabár várható, de a teljes beruházás a legalacsonyabb
- Kis sorozatú gyártás (50–500 darab): A beállítási költségek kedvezőbben amortizálódnak; a darabár jelentősen csökken
- Nagy sorozatgyártás (1000+ darab): Az hatékonyságnövekedés maximális; az automatizált kezelés és az optimalizált elhelyezés csökkenti a hulladékot és a munkaerő-költséget
A gyártási idő további költségdimenziót jelent, amelyet sok vevő alábecsül. A gyártási költségbecslés szakértői szerint a sürgősségi megrendelések vagy a gyorsított szállítást igénylő projektek gyakran túlórával vagy a termelési ütemterv módosításával járnak – mindkettő többletköltséget eredményez.
A gyártási idő és a költség közötti kapcsolat fontos kompromisszumokat eredményez:
| Gyártási idő forgatókönyve | Költség-hatás | Tipikus időzítés | Legjobban alkalmas |
|---|---|---|---|
| Szabványos Gyártás | Alapárak | 2-4 hét | Tervezett termelés előre látható kereslet mellett |
| Gyors kézbesítés | Prémium díjak vonatkoznak | 1-2 hét | Kritikus határidők költségvetési rugalmassággal |
| Gyorsított/sürgős | Jelentős felár | Napok, nem hetek | Valódi vészhelyzetek, ahol a költség másodlagos |
| Rugalmas/ütemezett | Lehetséges kedvezmény | 4–6+ hét | Nem sürgős megrendelések, ahol az időzítés tárgyalható |
Ahogy a gyártási előrejelzés szakértői megjegyzik: minél egyszerűbb a tervezése, és minél standardabb az anyaga, annál gyorsabban érkeznek meg alkatrészei – és gyorsabban gyakran olcsóbb is, ha elkerüli a gyorsítási prémiumokat.
Egy gyakran figyelmen kívül hagyott költségtényező? A szállítás és a logisztika. Az iparági források szerint a gyártás időben befejeződhet, de a szállítás továbbra is hatással lehet az ütemtervre. A prioritási szállítási szolgáltatók gyorsított logisztikai szolgáltatása lerövidíti a kézbesítési időt, de általában magasabb költséggel jár. Nemzetközi megrendeléseknél érdemes több részletben történő szállítást kérni, ha a sebesség fontosabb, mint a szállítási költségek minimalizálása.
A leggazdaságosabb megközelítés a bölcs tervezési döntések és a realisztikus ütemterv-tervezés kombinációjából áll. Dolgozzon együtt pontos lemezfeldolgozási partnereivel már korán – a tervezési fázisban, nem pedig a rajzok véglegesítése után. A tapasztalt lemezfeldolgozók olyan költségoptimalizálási lehetőségeket tudnak felismerni, amelyeket Ön esetleg elmulasztana: például szabványos furatméretek javaslatával csökkenthetik a szerszámváltások számát, vagy anyagváltási javaslatokkal olyan alternatív anyagokat ajánlanak, amelyek azonos teljesítményt nyújtanak alacsonyabb költséggel.
Miután megértette a árképzési tényezőket, most már képes arra, hogy intelligensen értékelje az árajánlatokat, és tájékozott beszélgetéseket folytasson lehetséges gyártási partnereivel arról, honnan származnak a költségek – és hol találhat megtakarítási lehetőségeket anélkül, hogy kompromisszumot kötnének a műszaki alkalmazásához szükséges pontossággal.
A megfelelő pontossági lemezmetalldarab kiválasztása
Jelentős előrelépést tett – a pontossági tűrések valódi jelentésétől kezdve a tanúsítványok, a tervezés gyártásra optimalizálásának (DFM) elvei, a prototípus-gyártási folyamatok és a költségmozgató tényezők értékeléséig. Most ideje ezeket a felismeréseket összefoglalni, és konkrétan alkalmazható iránymutatássá alakítani, amely segít biztonságosan továbblépni.
Akár műszaki szakértőként hasonlítja össze a gyártási képességeket, akár üzleti döntéshozóként értékeli a lehetséges ellátási lánc-partnereket, a vizsgált pontossági lemezmetalldarab-kiválasztási kritériumok közös vonása: a hitelesített képesség fontosabb, mint a marketinges állítások.
Fő tanulságok a következő pontossági projektje számára
Mielőtt árajánlatot kérne vagy látogatást szervezne a gyártóhelyen, tartsa szem előtt ezeket a kulcsfontosságú értékelési szempontokat:
A legjobb pontossági lemezfeldolgozó vállalat három kötelező minőséget mutat: iparágspecifikus, jelenlegi dokumentumokkal igazolt tanúsítványokat, az Ön konkrét tűréskövetelményeinek megfelelő felszerelési lehetőségeket, valamint együttműködő mérnöki támogatást, amely javítja a terveit a gyártás megkezdése előtt.
Íme a tömörített pontossági gyártási partnerelemzési keretrendszer:
- Ellenőrizze a tanúsítványok érvényességét: Kérjen jelenlegi tanúsítványokat lejáratuk dátumával. Az ISO 9001 általános alkalmazásokra alkalmas; az AS9100 kötelező a légi- és űriparban; az IATF 16949 jelzi az autóipari ellátási láncra való felkészültséget.
- Illessze a képességeket a követelményekhez: Ne fizessen többet olyan képességekért, amelyekre nincs szüksége – de ne engedjen le a tűréseknél, amelyeket az alkalmazása megkövetel.
- Értékelje a DFM-együttműködést: Azok a partnerek, akik a prototípus-készítés során javítják a terveit, megakadályozzák a későbbi, drága gyártási problémákat.
- Értékelje korán a reagálóképességet: A lehetséges partnerek árajánlat-kérésekre adott válaszideje előre jelezheti, hogyan fognak kommunikálni a gyártási kihívások idején
- Értse meg a költségeket meghatározó tényezőket: Az anyagválasztás, a geometriai bonyolultság, a tűréshatárok és a szállítási határidő mind befolyásolják az árakat – optimalizálja azokat a területeket, ahol rugalmasság van
Bizalommal Haladunk Előre
Következő lépései attól függenek, hol tart a vásárlói útján. Ha még mindig meghatározza a követelményeket, akkor a tűréshatárok megadására és az anyagválasztásra összpontosítson – ezek a döntések minden további választást befolyásolnak. Ha éppen beszállítókat hasonlít össze, akkor elsődlegesen az igazolások ellenőrzésére figyeljen, és kérjen mintadarabokat, amelyek bemutatják a pontossági képességeiket.
Különösen az autóipari alkalmazások esetében a megfelelő precíziós partnerválasztás még fontosabbá válik. A precíziós hajlítással foglalkozó szakértők megjegyzik, hogy az IATF 16949 tanúsítás például azt jelzi, hogy a gyártó ismeri az autóiparra jellemző követelményeket, többek között a hibák megelőzését, nyomon követhetőséget és a folyamatos fejlesztés protokolljait.
Gondolja át, hogy gyakorlatban milyen egy ideális pontossági partner. Shaoyi (Ningbo) Metal Technology megfelel az ebben az útmutatóban átismételt kritériumoknak: IATF 16949 tanúsítás az autóipari alváz-, felfüggesztési és szerkezeti alkatrészekhez; 5 napos gyors prototípusgyártás, amely felgyorsítja a fejlesztési időkeretét; átfogó DFM-támogatás, amely a gyártás megkezdése előtt észleli a tervezési problémákat; valamint 12 órás árajánlat-készítési idő, amely biztosítja projektjei folyamatos haladását. Ez a hitelesített minőségirányítási rendszerek, a gyors reakcióképes szolgáltatás és a technikai együttműködés kombinációja pontosan azt jelenti, amit egy precíziós lemezmetallos partnerben keresni kell.
A precíziós gyártási szektor jutalmazza a tájékozott vásárlókat. Az itt megszerzett értékelési keretrendszerrel, a DFM ismeretekkel és a költségmegértéssel most már olyan partnereket tud kiválasztani, akik folyamatosan magas minőséget nyújtanak – nemcsak az első megrendelésnél, hanem évekig tartó gyártási együttműködés során is.
Gyakran ismételt kérdések a precíziós lemezmetallos cégekről
1. Mi a precíziós lemezalkatrészek gyártása?
A precíziós lemezmetalldarabok gyártása olyan folyamat, amely során a lemezmetalldarabokat és -alkatrészeket rendkívül magas pontossági szinten gyártják, általában ±0,005" és ±0,010" (±0,13 mm és ±0,25 mm) közötti tűréshatárokkal. Ennek során speciális berendezéseket használnak, például szálas lézerrendszereket, CNC nyomóhajlító gépeket szögkorrekciós technológiával, valamint koordináta-mérőgépeket (CMM) az ellenőrzéshez. Olyan iparágak – mint a légiközlekedési, az orvostechnikai és az autóipari – amelyek pontos műszaki előírásokat igényelnek, a precíziós gyártásra támaszkodnak, mivel a méretbeli pontatlanságokból eredő alkatrészhibák összeszerelési problémákhoz, termék-visszahívásokhoz és biztonsági kockázatokhoz vezethetnek.
2. Ki a világ legjobb lemezmetalldarab-gyártója?
A legjobb gyártó választása függ az Ön konkrét alkalmazási igényeitől, a szükséges ipari tanúsítványoktól és a megkövetelt pontossági tűrésektől. Autóipari alkalmazásokhoz olyan, IATF 16949-es tanúsítvánnyal rendelkező partnerekre érdemes figyelni, mint például a Shaoyi (Ningbo) Metal Technology, amely 5 napos gyors prototípus-gyártást, átfogó DFM-támogatást és 12 órás árajánlat-készítési időt kínál alváz-, felfüggesztési és szerkezeti alkatrészekhez. Légiközlekedési feladatokhoz az AS9100 tanúsítvány elengedhetetlen. A lehetséges partnerek értékelésekor a berendezések képességeire, a minőségirányítási rendszerekre, az anyagokkal kapcsolatos szakértelemre és a reagáláskészségre kell figyelni, ne pedig általános rangsorokra hagyatkozni.
3. Mennyibe kerül a lemezmetallos szerelés?
A precíziós lemezfeldolgozás költségei számos tényezőtől függően jelentősen változnak: az anyag típusa és vastagsága, a geometriai bonyolultság, a tűréshatárok előírása, a felületkezelési igények, valamint a rendelés mennyisége. Míg az egyszerűbb projektek néhány száz dollárba kerülhetnek, a szigorú tűréshatárokkal rendelkező összetett precíziós alkatrészek több ezer dollárba is kerülhetnek. A beállítási és programozási költségek viszonylag állandóak maradnak a mennyiségtől függetlenül, ezért a prototípusok darabköltsége lényegesen magasabb, mint a sorozatgyártásé. A költségek optimalizálása érdekében csak a kritikus méretekre szabad szigorú tűréshatárokat megadni, standard furatméreteket és hajlási sugarakat kell használni, valamint realisztikus határidőket kell tervezni a sürgős gyártási felárak elkerülése érdekében.
4. Milyen tanúsítványokkal kell rendelkeznie egy precíziós lemezfeldolgozó vállalatnak?
A szükséges tanúsítások az Ön iparága szerint változnak. Az ISO 9001 az általános kereskedelmi alkalmazások alapját képezi, és dokumentált minőségirányítási rendszerek meglétét igazolja. Az AS9100 kiterjeszti az ISO követelményeit a légi- és űrkutatási, valamint a védelmi ipar számára, ahol biztonságkritikus gyártás kötelező. Az IATF 16949 a gépjárműipari ellátási láncra való felkészültséget jelez, kiemelt hangsúllyal a hibák megelőzésére és a folyamatos fejlődésre. Az ISO 13485 a gyógyászati eszközök szabályozási megfelelőségét szabályozza. Mindig kérje a jelenleg érvényes tanúsítványokat lejáratuk dátumával együtt, mivel a tanúsítások fenntartásához háromévenkénti auditok szükségesek.
5. Hogyan válasszam ki a megfelelő precíziós lemezmetallos partnert?
Kezdje azzal, hogy ellenőrzi az iparágspecifikus tanúsításokat, és megállapítja, hogy megfelelnek-e az Ön alkalmazási követelményeinek. Értékelje az eszközök képességeit az Ön konkrét tűréshatárai és anyagtípusai alapján. Értékelje a gyártási előkészítési fázisban nyújtott DFM-támogatást – olyan partnerek, akik a gyártás megkezdése előtt javítják a terveket, későbbi, költséges problémákat tudnak megelőzni. A közbeszerzési folyamat során mutatott reagálóképesség egy jó mutatója lehet a jövőbeli kommunikációs minőségnek. Kérjen mintadarabokat vagy hivatkozásokat olyan ügyfelektől, akik hasonló pontossági követelményekkel rendelkeznek. Fontolja meg prototípus-készítési képességeiket, ha gyors iterációra van szüksége, és győződjön meg arról, hogy minőségirányítási rendszerük anyagnyomkövetést és statisztikai folyamatszabályozást is tartalmaz a kritikus méretek tekintetében.