 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Precision Metal Forming LLC: Fontos szempontok a partnerség megkötése előtt

A pontos fémformázás megértése gyártási folyamatként
Amikor egy pontos fémformázással foglalkozó korlátolt felelősségű társaságot (LLC) keres partnerként, valóban érti-e, mi teszi ezt a gyártási folyamatot ennyire különlegessé? Sok vevő közvetlenül a beszállítók értékelésébe kezd bele, anélkül, hogy megértené az alapvető különbségeket a szokásos fémfeldolgozás és a pontos formázás között — és ez a tudáshiány költséges nem-egyezést eredményezhet a projektjének követelményei és a beszállító tényleges képességei között.
A pontos fémformázás egy specializált gyártási folyamat, amely a fémből készült alkatrészeket kontrollált anyagdeformáció útján alakítja, ±0,005–±0,010 hüvelyk (±0,13–±0,25 mm) pontosságot érve el, miközben fenntartja a méretbeli pontosság konzisztenciáját a teljes gyártási sorozatban.
Mi teszi különlegessé a pontos fémformázást a szokásos lemezfeldolgozással szemben
Képzelje el, hogy alkatrészeket rendel egy kritikus összeszereléshez, majd azt tapasztalja, hogy jelentős utómunkára van szükségük, mert a tűrések nem voltak elegendően szigorúak. A szokásos fémfeldolgozás általában ±1/16" és ±1/8" (±1,6 mm és ±3,2 mm) közötti tűréseket alkalmaz – ez megfelelő építőkeretek vagy egyszerű burkolatok esetén, de nem elegendő magas teljesítményt igénylő alkalmazásokhoz.
A precíziós lemezmetallos alakítás teljesen más szinten működik. Az alábbiak választják el a hagyományos megközelítésektől:
- Tűrési képességek: ±0,005"-es pontosság elérése a szokásos ±1/16"-es tűrésekkel szemben – ez a különbség közvetlenül befolyásolja az összeszerelés illeszkedését és a termék teljesítményét
- Fejlett szerszámkezelés: Alkalmazásspecifikus nyomószerszámok és rögzítőberendezések, amelyek ismételhető pontosságot biztosítanak, és gyakran 3–5-ször drágábbak, mint az általános célú szerszámok
- Anyagáramlás-vezérlés: A különböző ötvözetek deformáció közbeni viselkedésének kifinomult ismerete, beleértve a rugalmas visszatérés (spring-back) számítását és a szemcira irányuló megfontolásokat
- Folyamatfigyelés: Statisztikai folyamatszabályozás (SPC) folyamatos méretellenőrzéssel és automatikus riasztásokkal a specifikáción kívüli irányzatok esetén
A Precision Metal Forming Inc. és hasonló szakosodott gyártó cégek jelentős összegeket fektetnek ezekbe a képességekbe, mert ügyfeleik – az űrkutatási, orvostechnikai és autóipari szektorok – egyszerűen nem tűrhetnek olyan méretbeli eltéréseket, amelyek általános gyártás esetén teljesen elfogadhatók lennének.
A kontrollált anyagdeformáció tudománya
Mi történik valójában, amikor a fém pontos alakításnak van kitéve? A vágással vagy megmunkálással ellentétben az alakítási eljárások úgy alakítják át az anyagot, hogy nem távolítanak el belőle anyagot. A fém a gondosan szabályozott erők hatására plasztikusan áramlik, miközben megtartja szerkezeti integritását, és összetett geometriákat ér el.
Ez a szabályozott deformáció mély szakértelmet igényel az anyagviselkedés területén. Egy precíziós fémformázási szakértő tudja, hogy a 316L rozsdamentes acél másképp viselkedik a formázási műveletek során, mint a 304-es rozsdamentes acél – ez mind a méretbeli pontosságra, mind a felületi minőségre hatással van. Ők kiszámítják a rugalmas visszatérés jellemzőit a szerszámtervezés előtt, előre jelezve, hogy az egyes ötvözetek hogyan reagálnak a formázási nyomás megszűnését követően.
Ezt a precíziót lehetővé tevő berendezések közé tartoznak a robotos CNC hajlítógépek szögmérő rendszerekkel, a mikrocsatlakozásos szálas lézeres vágóberendezések, valamint a koordináta-mérő gépek (CMM), amelyek a bonyolult geometriájú alkatrészek pontosságát ellenőrzik. Ezek a berendezések különbséget tesznek a valódi precíziós formázási műveletek és azok a műhelyek között, amelyek standard felszereltséggel próbálják meg a precíziós munkát elvégezni.
Ezen alapelvek megértése segít hatékonyabban értékelni a lehetséges partnereket – mert most már tudja, milyen kérdéseket kell feltennie, és mely képességek valóban döntőek.
Kulcsfontosságú technikák és berendezések a fémformázási műveletekben
Most, hogy megértette, mi különbözteti meg a precíziós fémformázást a szokásos gyártástól, valószínűleg azon tűnődik: hogyan alakítják pontosan ezek a specializált szállítók a fémeket az Ön számára szükséges alkatrészekké? A válasz egy sokrétű eszközkészletben rejlik, amelyben minden technikának saját előnyei vannak meghatározott alkalmazásokhoz. A megfelelő formázási módszer kiválasztása eldöntheti, hogy egy alkatrész hibátlanul működik-e, vagy a gyakorlatban meghibásodik.
A modern fémformázási műveletek alapvető technikái
Amikor egy precíziós fémformázó LLC értékelésekor , különféle folyamatképességekkel fog találkozni. Annak megértése, hogy melyik technika mire a legalkalmasabb, segít összeegyeztetni a projekt követelményeit a megfelelő szállítóval. Az alábbiakban bemutatjuk a főbb formázási módszereket:
- Sajtolás: Egyedi készítésű nyomószerszámokat használ a gyors alkatrészformázáshoz, így ideális nagy mennyiségű gyártásra, ahol a kezdeti szerszámozási beruházást a rendkívül alacsony egységenkénti költség indokolja. A szakmai elemzések szerint a lemeznyomás kiválóan alkalmazható azonos, összetett geometriájú alkatrészek ezrei vagy akár milliói gyártására.
- Mélyhúzás: Egy speciális lemeznyomási eljárás, amelyben egy ütőszerszám a lemezfémet egy nyomószerszám üregébe kényszeríti, így pohár- vagy doboz alakú alkatrészeket hoz létre. Gondoljon itt például italos dobozokra, autóipari üzemanyagtartályokra vagy rozsdamentes acél mosogatókra – olyan alkalmazásokra, amelyek varratmentes, mélyhúzott formákhoz igényelnek megoldást.
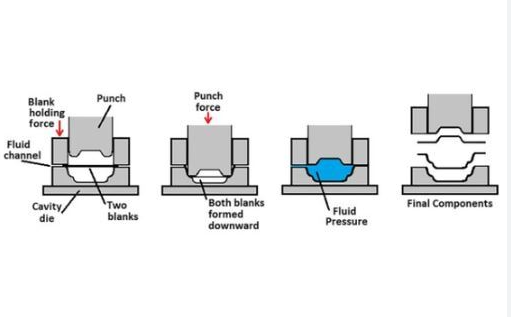
- Hidroformázás: A hagyományos tömör ütőszerszámot nagynyomású hidraulikus folyadékkal helyettesíti, így a fém egyenletesebben áramlik be a bonyolult, aszimmetrikus formákba. Ez a technika akár mélyhúzás esetén is konzisztens falvastagságot biztosít, erősebb alkatrészeket és kiváló felületminőséget eredményez.
- Hengerlés: Folyamatosan vezeti a fémcsíkokat egymás utáni hengerállomásokon keresztül, fokozatosan alakítva hosszú profilokat, például szerkezeti csatornákat, tetőpaneleket vagy precíziós fémlemez-alkatrészeket. Hatékony és sokoldalú hengerformázó gépek a pontos fémfeldolgozáshoz, amelyek konzisztens keresztmetszeteket biztosítanak magas gyártási sebességgel.
- Folyamatos (progresszív) sablonműveletek: A bonyolult alkatrészek gyártásának munkalószerszáma – egy fémtekercs többállomásos nyomatékba táplálódik, ahol minden állomáson különböző műveletek (lyukasztás, domborítás, hajlítás) zajlanak le. Az alkatrészek a szalagon maradnak a végleges leválasztásig, így rendkívül gyors ciklusidő érhető el.
- Sajtógépes hajlítás: Szabványos V-alakú nyomatékokat és ütőket használ egyenes vonalak mentén pontos szögek kialakítására. A szögszabályozott hajlítás a precíziós lemezfeldolgozáshoz rugalmasságot kínál az egyedi szerszámok költségei nélkül, ezért ideális prototípusokhoz és kis sorozatgyártáshoz.
Melyik módszer illik legjobban a projektjéhez? Fontolja meg ezt az egyszerű keretrendszert: a hajlítás a prototípusokhoz és kis tételű gyártáshoz a legalkalmasabb, mivel a beállítási költségek minimálisak; a mélyhúzás (bélyegezés) uralkodó a nagy tömegű gyártásban, ahol a darabonkénti gazdaságosság a legfontosabb; a hidroformázás pedig akkor kiváló választás, ha az alkatrész összetettsége vagy a szerkezeti integritásra vonatkozó követelmények meghaladják a hagyományos eljárások által elérhető szintet.
Olyan berendezések, amelyek mikronos pontosságot tesznek lehetővé
A precíziós fémformázó gépek jelentős tőkeberuházást igényelnek – és a beszállító által üzemeltetett berendezések közvetlenül tükrözik valódi képességeit. Amikor egy gyárat látogat meg vagy egy cég profilját tekinti át, figyeljen ezekre a technológiai kategóriákra:
| Felszerelés típusa | Működés | Pontossági mutatók |
|---|---|---|
| Szervóvezérelt hajlítógépek | Pontos hajlítások létrehozása programozható szögbefolyásolással | Szögpontosság ±0,5°-on belül, pozícionálási ismételhetőség ±0,0004" alatt |
| Folyamatos üzemű bélyegzőprés-berendezések | Magas sebességű, többműveletes formázás tekercses alapanyagból | Ütésfrekvencia 100–1500 ütés/perc között, egyenletes méretbeli kimenettel |
| Pontos fémformázó sajtógép-rendszerek | A megmunkáláshoz és húzás műveletekhez szabályozott tonnás nyomást alkalmaz | Tonnás nyomás-ellenőrző rendszerek, változó fordulatszámú meghajtók, sablonvédelmi érzékelők |
| Hidroformázó cellák | Folyadéknyomás használata összetett alakok kialakításához | Nyomásszabályozás akár 10 000+ PSI-ig zárt hurkos ellenőrzéssel |
| Pontos fémlemez-formázó gépek | Szerkezeti padló- és tetőlemez-profilok készítése | Profil-egyezés folyamatos gyártási sorozatokban, automatizált méretellenőrzés |
| CMM ellenőrző rendszerek | Ellenőrzi a méretbeli pontosságot a formázás után | Mérési felbontás 0,0001 hüvelykig, automatizált jelentéskészítési lehetőséggel |
A formázó berendezéseken túl a precíziós fémformázó berendezések kifinomult támogató rendszereket is tartalmaznak. Az anyagmozgatás automatizálása csökkenti az emberi hibákat, miközben javítja a konzisztenciát. A sorba épített érzékelők figyelik a formázási erőket, és észlelik az anomáliákat még azelőtt, hogy hibás alkatrészek keletkeznének. A modern szimulációs szoftverek lehetővé teszik a gyártók számára, hogy virtuálisan teszteljék és optimalizálják a formázási műveleteket még a szerszámacél megmunkálása előtt.
A lényeg? Egy precíziós fémformázó partner felszerelési listája elárulja, hogy mire képes valójában a gyártóüzemében. Azok a beszállítók, akik manuális sajtókat és alapvető fékberendezéseket üzemeltetnek, egyszerűen nem tudnak elérni azokat a tűréseket és konzisztenciát, amelyeket a szervomozgatású, érzékelők által figyelt rendszerek nyújtanak – függetlenül attól, amit állítanak. Ennek a különbségnek a megértése felkészít arra a következő, döntő fontosságú szempontra: mely anyagok formázhatók ténylegesen precíziósan, és hogyan befolyásolják tulajdonságaik a folyamatot?
Gyakran használt anyagok precíziós formázási alkalmazásokhoz
Kiválasztotta a megfelelő formázási technikát, és értékelte a felszerelés kapacitásait – de itt egy olyan kérdés merül fel, amelyet sok vevő figyelmen kívül hagy: vajon a kiválasztott anyag ténylegesen precíziósan formázható-e a szükséges specifikációknak megfelelően? Az anyagválasztás nem csupán a végfelhasználási teljesítményre vonatkozik. Közvetlenül meghatározza, hogy a precision Metal Forming LLC partner képes-e elérni az alkalmazásához szükséges szigorú tűréseket.
Különböző fémek drámaian eltérő módon viselkednek a formázási nyomás alatt. Egyesek előrejelezhetően áramlanak; mások erősen visszahúzódnak, vagy olyan gyorsan keményednek meg, hogy repedések keletkeznek, mielőtt elérnék a végső alakjukat. Ezeknek a tulajdonságoknak a megértése segít okosabb anyagválasztást tenni – és valósághű elvárásokat alakítani a megvalósíthatóval kapcsolatban.
Anyagválasztási szempontok formázott alkatrészekhez
Amikor anyagot választunk precíziós fémcsövek formázásához, vékonyfalú precíziós fémformákhoz vagy bármely más magas pontosságú lemezformázási termékhez, több egymással versengő tényezőt is figyelembe kell vennünk. A szakértők szerint a kulcsfontosságú szempontok a következők:
- A vizsgálatot végzőnek a következőket kell tennie: Milyen mechanikai tulajdonságokra, korrózióállóságra vagy hőmérsékleti jellemzőkre van szükség a végfelhasználásnál?
- Alakíthatósági értékelés: Mennyire könnyen hajlítható, nyújtható és áramlik az anyag repedés vagy szakadás nélkül?
- Felületkezelési kompatibilitás: Képes-e az anyag felvenni a szükséges felületkezeléseket – anodizálást, bevonatolást, passziválást?
- Húzóerő: Mekkora erőt bír el a kész alkatrész törés nélkül?
- Költségvetési Korlátozások: A anyag költsége összhangban van a gyártási gazdaságossággal?
Bonyolultnak tűnik? Világosabbá válik, ha megvizsgálja, hogyan állnak ezek a szempontok a gyakori anyagokkal szemben.
| Anyagkategória | Tipikus alkalmazások | Alakíthatósági értékelés | Fontos tényezők |
|---|---|---|---|
| Alumínium 5052 | Tengerészeti alkatrészek, üzemanyagtartályok, házak | Magas (zöld) | Kiváló korrózióállóság; a legnagyobb szilárdság a hőkezelés nélkül megmunkálható ötvözetek között; kerülni kell a 65 °C-nál magasabb hőmérsékleteket |
| Alumínium 6061 | Szerkezeti vázak, autóipari alkatrészek, légi- és űrhajózási komponensek | Közepes-Magas | Jó hegeszthetőség; szilárdságnövelés érdekében kiválásos keményítésre kerül; általában extrudált |
| 304-es rozsdamentes acél | Élelmiszer-feldolgozás, orvosi eszközök, építészeti díszítőelemek | Közepes | Kiváló korrózióállóság; az alacsony hővezetőképesség befolyásolja az alakítási sebességet; megfelelő szerszámzattal könnyen alakítható |
| 316L rozsdamentes acél | Kémiai feldolgozás, tengerészeti szerelvények, gyógyszeripari berendezések | Közepes | Kiemelkedő klór-ellenállás a molibdén tartalom miatt; jó stabilitás nem oxidáló savakkal szemben |
| Széntartalmú acél (alacsony széntartalmú) | Autóipari panelek, szerkezeti alkatrészek, általános gyártás | Magas (zöld) | Kiváló hegeszthetőség; nagyon nyúlékony; védőfelületkezelés szükséges a korrózió ellen |
| Nagy szilárdságú, alacsony ötvözetű (HSLA) | Autóipari alváz, szerkezeti tartóelemek, nehézgépek | Közepes-Alacsony | Magas szilárdság-tömeg arány; nagyobb alakítóerő szükséges; a rugalmas visszatérés kiegyenlítése kritikus |
| Réz C110 | Elektromos csatlakozók, hőcserélők, buszvezetékek | Magas | Kiváló hő- és elektromos vezetőképesség; ideális a hőcserélőkhöz szükséges precíziós vörös fém alakításra |
| Sárgaréz C260 | Dekoratív szerelvények, vízvezeték-szerelvények, elektromos csatlakozók | Magas | Kiváló megmunkálhatóság; jó korrózióállóság; vonzó természetes felület |
A fém tulajdonságainak hatása az alakítási paraméterekre
Miért készít ugyanaz a hajlítógép tökéletes alkatrészeket alumíniumból, de problémát okoz rozsdamentes acél esetén? A válasz három kritikus anyagtulajdonságban rejlik, amelyeket minden precíziós alakítási műveletnek figyelembe kell vennie.
NYUGTALANSÁG méri, mennyire képes egy anyag megnyúlni, mielőtt eltörik. A nagyon nyújtható anyagok – például a réz és az alacsonyszén-tartalmú acél – simán formázhatók összetett alakzatokba. A kevésbé nyújtható anyagok – például a keményített acélminőségek – fokozatosabb alakítási sorrendet és köztes lehűtéses (lelágyításos) lépéseket igényelnek a repedések megelőzése érdekében.
Munka általi keményedés leírja, hogyan válnak az anyagok erősebbé (és kevésbé alakíthatóvá), amikor deformálódnak. A rozsdamentes acélok erősen munkakeményednek, azaz minden egyes alakítási művelet után egyre nehezebbé válik a következő. A tapasztalt precíziós alakítási szakemberek ezt figyelembe veszik az alakítási műveletek stratégiai sorrendjének meghatározásakor, és néha köztes lehűtéses (lelágyításos) lépéseket is alkalmaznak.
Anyag Vastagság közvetlenül befolyásolja az alakításhoz szükséges erőt és az elérhető hajlítási sugarakat. A vékonyabb anyagok kevesebb tonnát igényelnek, de mélyhúzás során könnyebben gyűrődnek. A vastagabb anyagok sokkal nagyobb alakítóerőt és nagyobb hajlítási sugarakat igényelnek a külső felület repedésének elkerülése érdekében.
Itt egy gyakorlati példa: képzeljük el egy 0,040" vastagságú 304-es rozsdamentes acélból készült tartó lemez kialakítását ugyanolyan geometriával, mint amit 0,040" vastagságú 5052-es alumíniumból készítenénk. A rozsdamentes acél alkatrész körülbelül 2,5-ször nagyobb hajlítóerőt igényel, nagyobb minimális hajlítási sugárra van szükség, és – ha több hajlítás is szükséges – figyelmet igényel a munkakeményedés kezelése. Az alumínium könnyebben alakítható, de pontos rugalmas visszatérés-kiegyenlítést igényel – természetes hajlamára van visszatérni lapos kiindulási állapotába a hajlítás után.
Ezeknek az anyagdinamikai jellemzőknek a megértése segít hatékonyabban együttműködni a hajlítási partnereivel. Ha az anyagokat realisztikus elvárásokkal adja meg, pontosabb árajánlatokat, gyorsabb prototípusokat és kevesebb gyártási meglepetést kap. Következő lépésként azt vizsgáljuk meg, mely iparágak támaszkodnak leginkább ezekre a precíziós hajlítási képességekre – és miért tették ezt a gyártási módszert elengedhetetlenné ellátási láncukban.

Az iparágak és alkalmazások, amelyek növelik a hajlított alkatrészek iránti keresletet
Most, hogy megértette a pontosan alakítható anyagokat, természetes kérdés merül fel: ki is szorul valójában olyan alkatrészekre, amelyeket ilyen szigorú követelményeknek megfelelően gyártanak? A válasz gyakorlatilag minden olyan szektorra kiterjed, ahol az alkatrész meghibásodása nem megengedett – attól az autótól kezdve, amellyel közlekedik, egészen az életmentő orvosi eszközökig.
Amikor egy precíziós fémformázó LLC-t értékel potenciális partnereként, szakmai tapasztalataik megértése rendkívül fontos. Egy olyan beszállító, amely főként légtechnikai (HVAC) szerelési feladatokat lát el, teljesen más tűréshatárok világában működik, mint egy légi- és űrhajóipari ügyfeleket kiszolgáló vállalat. Vizsgáljuk meg részletesebben a főbb precíziós fémformázási iparágakat, és azt, miért igénylik mindegyik ezeket a specializált gyártási megközelítéseket.
Az autóipar igényei a formázott fémalkatrészek iránt
Képzelje el, hogy autópályán halad, amikor a felfüggesztési alkatrészei meghibásodnak a méretbeli eltérések miatt. Ez a forgatókönyv magyarázza meg, miért támasztják az autógyártók a legszigorúbb minőségi követelményeket pontos fémmegmunkáló partnereikkel szemben.
Az autóipar a pontos alakítást három kritikus alkatrész-kategóriában alkalmazza:
- Alváz- és szerkezeti alkatrészek: A jármű vázát alkotó keretcsövek, kereszttartók és alvázegységek esetében a méretbeli pontosság konzisztensnek kell lennie. A JSW Steel szerint a nagy szilárdságú acél (HSS) – amely kiváló szilárdság-tömeg aránnyal rendelkezik – biztonsági szempontból kritikus területeken, például a deformációs zónákban használatos, ahol a pontos alakítás közvetlenül befolyásolja a ütközési energiák elnyelését.
- Felfüggesztési alkatrészek: A vezérelt karok, rugófelfüggesztések és stabilizáló rúd tartók pontos műszaki specifikációkat kell, hogy betartsanak – még a tört részekre való eltérések is hatással vannak a jármű vezethetőségére, a gumiabroncsok kopására és az utasok biztonságára.
- Karosszérialemezek és szerkezeti tartóelemek: A mélyhúzás acéllemezekből ajtókat, tetőket, motorháztetőket és kerékíveket állít elő nagy mennyiségben. A mélyhúzás üzemanyagtartályokat és összetett üreges alakzatokat hoz létre. A hengerlés szerkezeti sín- és merevítőgerendákat állít elő egyenletes keresztmetszettel.
Miért nem képesek a szokásos gyártási eljárások megfelelni az autóipari igényeknek? A válasz mind a biztonságra, mind a gazdaságosságra vonatkozik. Az autóipari alkatrészeket szigorú érvényesítési vizsgálatoknak kell alávetni a gyártás engedélyezése előtt. Azok az alkatrészek, amelyeket nem megfelelő, változó tűréshatárok mellett gyártanak, nem felelnek meg ezeknek a vizsgálatoknak – vagy ami még rosszabb, esetleg átmennek a teszteken, majd a vevők járműveiben meghibásodnak. Ezen felül a modern szerelősorok olyan alkatrészekre támaszkodnak, amelyek egymáshoz illeszkednek manuális beállítás nélkül. Egy 0,5 mm-rel a megadott tűréshatáron kívül eső alvázcsatorna problémákat okozhat az egész jármű összeszerelésében.
Olyan cégek, mint a pmf precision metal forming industries, ebben a kiválóan igényes szektorban építették fel jó hírüket, ahol az IATF 16949 tanúsítás nem választható – hanem a komoly gyártók (OEM-ek) számára való szereplés minimális belépési feltétele.
Keresztipari alkalmazások orvosi és űrkutatási területeken
Bár az autóipar a legnagyobb mennyiségű alkalmazást jelenti, számos más iparág is ugyanolyan mértékben támaszkodik a pontos huzalformázási és fémhengerlési képességekre – gyakran még szigorúbb tűréshatárok mellett.
Űrkutatási és légi alkalmazások
Az űr- és légi alkalmazásokhoz szükséges precíziós fémformázás a gyártási képességek szélső határán működik. A Re:Build Cutting Dynamics megjegyzi, hogy az űrkutatási gyártók még a legösszetettebb alkatrészeket is nagy pontossággal és szakértelemmel kezelik, személyszállító repülőgépek, védelmi rendszerek és műholdalkalmazások számára.
- Szerkezeti törzsalakrészek: Olyan bordák, merevítők és burkolati panelek, amelyeknek extrém igénybevételi ciklusokat kell elviselniük, miközben minimálisra csökkentik a tömeget
- Motorházak és légvezetékek: Összetett formázott geometriák, amelyek magas hőmérsékletet és nyomást bírnak el
- Műhold- és űrhajó-összeállítások: Missziókritikus alkatrészek, ahol a meghibásodás egyszerűen nem lehetséges – és pótlásuk sem lehetséges
A légiközlekedési alkalmazások általában speciális tanúsításokat igényelnek a szokásos minőségirányítási rendszerek fölött, például az AS9100 és az NADCAP akkreditációkat, amelyek az egyes gyártási lépések folyamatszabályozását igazolják.
Orvostechnikai eszközök
Az orvostechnikai eszközök iparága pontossági alakítást követel meg olyan alkatrészekhez, amelyek közvetlenül érintik a betegeket vagy életfontosságú funkciókat támogatnak:
- Sebészeti műszerek házai: Diagnosztikai berendezések és sebészeti eszközök burkolatai, amelyek biokompatibilis anyagokból készülnek, és sima, tisztítható felülettel rendelkeznek
- Implantátum alkatrészek: Ortopédiai és kardiovaszkuláris alkalmazásokhoz pontos előírások szerint alakított titán- és speciális ötvözetű alkatrészek
- Diagnosztikai berendezések tokjait: Vérkémiai analizátorok, képalkotó rendszerek és klinikai terápiás eszközök vázai és tartóelemei
Az orvostechnikai alkalmazások gyakran kombinálják a pontossági alakítást a szigorú anyagnyomonkövethetőséggel – minden anyagkérelem dokumentálva és nyomon követhető kell legyen a termék teljes életciklusa során.
Elektronikus burkolatok és ipari automatizálás
Ahogy az ipari automatizáció egyre jobban átalakítja a gyártást, úgy nő együtt a pontossági alakítással készült burkolatok iránti kereslet. Az UPTIVE Manufacturing szerint a lemezmetalburkolatok alapvető védelmet, szerkezeti integritást és testreszabási lehetőségeket nyújtanak az automatizációs rendszerek számára.
- Szabályozórendszer-házak: Burkolatok, amelyek PLC-ket, meghajtókat és érzékelőket védnek por, nedvesség és elektromágneses interferencia ellen
- Robotikai alkatrészek: Szerkezeti vázak és védőburkolatok robotkarokhoz és automatizált anyagmozgatási rendszerekhez
- Szerver- és hálózati burkolatok: Pontossági alakítással készült állványok és szekrények szabványos berendezések rögzítéséhez szükséges pontos méretelési követelményekkel
Az elektronikai burkolatok gyakran speciális IP-védettségi osztályzatot (pl. IP65 por- és vízállóság) igényelnek, amelyet pontosan alakított varratok, tömítési horpadások és hozzáférési panelok geometriája segítségével érnek el.
Ipari Berendezések
Nehézgépek, mezőgazdasági gépek és építőipari járművek szerkezeti alkalmazásokhoz alakított alkatrészekre támaszkodnak:
- Hidraulikus rendszerházak: Közepesen vastag anyagokból készült tartályok és szelepházak
- Kezelőfülkék szerkezete: Biztonsági szempontból kritikus burkolatok, amelyek megfelelnek az ROPS (felborulásvédő szerkezet) követelményeinek
- Szállítószalag- és anyagmozgatási alkatrészek: Csatornák, védőburkolatok és szerkezeti támasztékok, amelyek folyamatos üzemterhelést bírnak el
Ha bármelyik fenti iparágban – különösen az autóiparban vagy a légiközlekedési iparban – szerelési alkatrészeket vásárol, akkor a georgiai és más gyártóközpontokban működő, precíziós fémmegmunkálással foglalkozó vállalatok speciális képességeket fejlesztettek ki ezekhez a kihívásokat jelentő szektorokhoz. A kulcs a konkrét alkalmazási igények összeegyeztetése egy olyan szállítóval, amelynek igazolt tapasztalata van az Ön iparágában.
Az iparági alkalmazások megértése elengedhetetlen, de hogyan ellenőrizhető, hogy egy lehetséges partner valóban megfelel-e az alkalmazásához szükséges minőségi szabványoknak? Ez vezet minket egy kritikus értékelési tényezőhöz, amelyet sok vevő alábecsül: a minőségbiztosítási tanúsítványok és a vizsgálati képességek.
Minőségellenőrzési szabványok és iparági tanúsítványok
Azon iparágokat azonosította, ahol a pontos alakítás elengedhetetlen, és érti, miért fontosak a tűrések – de itt van egy kérdés, amely megkülönbözteti a megbízható szállítókat a kockázatosaktól: hogyan ellenőrizhető, hogy egy precíziós fémalakító korlátolt felelősségű társaság valóban olyan minőséget szállít-e, amilyet ígér? A tanúsítványok és az ellenőrzési lehetőségek nem csupán papírmunka. Ezek a biztosítási polcik, amelyek megvédik Önt attól, hogy olyan alkatrészeket kapjon, amelyek külsőre megfelelnek, de üzemelés közben meghibásodnak.
Sok vevő kizárólag az árra és a szállítási időre összpontosít a szállítók értékelése során. Ez hiba. Egy szállító, aki 20%-kal alacsonyabb árat kínál, mint a versenytársai, hiányozhat a minőségi infrastruktúrából, amely szükséges ahhoz, hogy folyamatosan teljesítse az Ön specifikációit – és a visszautasított alkatrészek, a gyártási késések és a terepen bekövetkező hibák költsége sokkal magasabb, mint az esetleges kezdeti megtakarítás.
Minőségbiztosítási módszerek nagy pontosságú gyártásban
Valójában mi történik a nyersanyag érkezésétől a kész alkatrész szállításáig? A precíziós fémformázó gyártók minőségellenőrzést alkalmaznak három különálló szakaszban – és ezek ismerete segít a megfelelő kérdések feltevésében a beszállítók értékelése során.
Előgyártási ellenőrzések
Mielőtt bármilyen formázási művelet megkezdődne, az érkező anyagokat ellenőrizni kell. Ez magában foglalja a lemez vastagságának méretellenőrzését, a keménységvizsgálatot az anyagtulajdonságok megerősítésére, valamint a felületi hibák vizuális ellenőrzését, amelyek a formázás során továbbterjedhetnek. A Hidaka USA szerint a fejlett gyártók ezen a szakaszon a Hibamód-és Hatáselemzés (FMEA) módszerét alkalmazzák annak azonosítására, hogy milyen hibák léphetnek fel még azelőtt, hogy bekövetkeznének, így lehetővé válik a szerszámok és folyamatparaméterek proaktív beállítása.
Folyamatban Lévő Figyelés
A gyártás közbeni valós idejű figyelés észleli az eltéréseket, mielőtt hulladék keletkezne. A statisztikai folyamatszabályozás (SPC) a gyártási folyamatok során gyűjtött és elemzett méretadatokat foglalja magában, amelyek segítségével előre jelezhetők a tendenciák, és biztosítható, hogy a folyamatok a meghatározott határokon belül maradnak. Amikor egy mérési eredmény a megengedett határok felé mozdul el – még akkor is, ha technikailag még elfogadható –, az operátorok riasztást kapnak, hogy korrekciót hajtsanak végre, mielőtt nem megfelelő alkatrészek készülnének.
A modern, nagy pontosságú alakító műveletek olyan érzékelőket integrálnak, amelyek folyamatosan figyelik az alakító erőket, a sajtó pozícióját és az anyagellátás sebességét. Ezek a rendszerek azonnal észlelik az anomáliákat – például egy kopott szerszámkép, helytelen kenés vagy anyagváltozás –, és automatikusan leállítják a gépet, mielőtt hibás alkatrészek továbbhaladnának a gyártósoron.
Gyártás utáni vizsgálat
A Cheetah Precision jelentése szerint a méretellenőrzés alkotja a minőség-ellenőrzés alapját. A fejlett gyártók koordináta-mérőgépeket (CMM-ket) használnak a alkatrészek méreteinek ellenőrzésére a tervezési specifikációkhoz képest, és kritikus jellemzők esetében 0,0001 hüvelykes (2,54 µm) mérési felbontást biztosítanak. További ellenőrzési módszerek:
- Felületi érdesség mérése: A profilométerek ellenőrzik a felületi minőségi követelményeket, különösen fontos ez a nagy feszültségnek kitett környezetben használt alkatrészek esetében
- Keménysségi vizsgálat: Megerősíti, hogy az alakítási műveletek nem befolyásolták negatívan az anyag tulajdonságait
- Nem Zsíros Próbálkozás (NDT): Ultrahangos vagy festékbehatolásos vizsgálat segítségével belső hibák azonosíthatók anélkül, hogy az alkatrész sérülne
- 3D szkennelés: Pontos digitális reprezentációk létrehozása a geometriai megfelelés ellenőrzéséhez CAD-modellekkel szemben
Iparág-specifikus tanúsítások, amelyek a gyártási kiválóságot jelezik
A tanúsítások harmadik fél általi igazolást nyújtanak arról, hogy egy beszállító minőségirányítási rendszere megfelel az elismert szabványoknak. Amikor pontossági fémalakító gyártókat értékel, figyeljen ezekre a kulcsfontosságú minősítésekre:
- ISO 9001: A minőségirányítási alapszabvány, amely biztosítja a dokumentált folyamatokat, a rendszeres auditokat és a folyamatos fejlesztés gyakorlatát. Tekintsük ezt bármely komoly szállító számára minimális követelménynek – ha hiányzik náluk az ISO 9001 tanúsítás, különösen óvatosan kell eljárni.
- IATF 16949: Az autóipari minőségi szabvány, amely az ISO 9001-en alapul, de kiegészíti azt a folyamatos javítás (lean manufacturing), a hibák megelőzése, a szórás csökkentése és a hulladék kiküszöbölése iránti követelményekkel. Az OGS Industries magyarázata szerint ez a tanúsítás biztosítja a vállalatspecifikus követelmények teljesítését, miközben erős hangsúlyt fektet az ügyfélközpontúságra és az optimalizált eljárásokra.
- AS9100: A légiközlekedési ipar minőségi szabványa, amely az ISO 9001 alapjaira építve további követelményeket állít fel a termékbiztonsággal, a konfigurációkezeléssel és a kockázatcsökkentéssel kapcsolatban. Elengedhetetlen bármely olyan szállító számára, aki légi-, védelmi- vagy űripari alkalmazásokat szolgál ki.
- NADCAP: Különleges folyamat-akreditáció légi- és űrhajóipari alkalmazásokra, amely különleges műveleteket foglal magában, például hőkezelést, hegesztést vagy nem romboló vizsgálatot. További biztonságot nyújt a kritikus gyártási folyamatok tekintetében.
- ISO 13485: Orvosi eszközök minőségirányítása, amely kiemelt figyelmet fordít a szabályozási megfelelésre, a kockázatkezelésre és a nyomon követhetőségre az egész termékéletciklus során.
Az Ipari Pontossági Alakítószövetség (PMA) és más szervezetek is forrásokat és kapcsolati lehetőségeket nyújtanak, amelyek segítenek a pontossági fémalakító gyártóknak naprakészen maradni az iparág legjobb gyakorlataival. A PMA pontossági fémalakító szövetség tagja lenni gyakran jelzi egy beszállító elköteleződését a folyamatos fejlődés és az iparágba való bekapcsolódás iránt.
Egy tanúsítvány nem csupán egy díszkép a falon – dokumentált folyamatokat, képzett személyzetet, kalibrált berendezéseket és rendszeres harmadik fél általi auditokat jelent, amelyek igazolják a folyamatos megfelelést.
Ajánlatkérés során kérje meg a lehetséges beszállítókat, hogy adják át jelenleg érvényes tanúsításaik másolatait, legutóbbi auditjelentéseiket és hasonló projektekből származó ellenőrzési jelentések példáit. A minőségi rendszereikben biztos beszállítók örömmel megosztják ezt a dokumentációt. Akik haboznak vagy kitérnek a kérelmek elől, azok valószínűleg rejtett képességhiányokat takarnak, amelyek csak akkor derülnek ki, miután már termelési megrendelést adott le nekik.
A minőségi tanúsítások azt mutatják, hogy egy beszállító mire képes folyamatosan – de hogyan értékelhető, hogy a konkrét projektjéhez a megfelelő partnere? A következő szakasz gyakorlati útmutatást nyújt a beszállítók összehasonlításához, valamint a sikeres együttműködést előre jelező zöld és piros figyelmeztető jelek azonosításához.
Hogyan értékeljük és válasszunk ki egy fémformázási partnert
Ellenőrizte a tanúsításokat, és ismeri a minőségirányítási rendszereket – de itt válik gyakorlati szintűvé a beszállítók kiválasztása. Amikor több pontos fémformázási szolgáltatót hasonlít össze, hogyan különítheti el a ténylegesen képes partnereket azoktól, akik csupán jól beszélnek róla? A különbség gyakran csak akkor válik fájdalmasan egyértelművé, amikor már befektetett az eszközökbe, és kötelezte magát a gyártási határidőkre.
A pontos fémformázási szolgáltatások kiválasztása olyan képességek értékelését igényli, amelyek közvetlenül befolyásolják projektje eredményeit. Nézzük meg részletesen, mire kell figyelni – és mire kell figyelmeztetnie, hogy inkább távozzon.
Alapvető képességek értékelése egy fémformázási partner kiválasztásakor
Tekintsük a beszállítók értékelését egy öt kulcsfontosságú képességkategóriára épülő pontozórendszer felépítésének. Egy pontos fémformázási LLC kiválhat egy területen, miközben más területen hiányosságokat mutat – és projektje prioritásainak ismerete segít megfelelően súlyozni ezeket a tényezőket.
| Képességkategória | Mit érdemes értékelni | Kérdések amelyeket fel kell tenni |
|---|---|---|
| Technikai képességek | Felszerelés típusai, tonnázási tartomány, tűrési képességek, anyagtapasztalat | Milyen alakítóberendezéseket üzemeltet? Mekkora a legkisebb elérhető tűrés? Mely anyagokat dolgozza fel leggyakrabban? |
| Minőségi rendszerek | Tanúsítványok, ellenőrző berendezések, dokumentálási gyakorlatok | Milyen tanúsítványokkal rendelkezik? Meg tudja-e osztani a legutóbbi audit eredményeit? Milyen ellenőrző berendezésekkel ellenőrzi a méretbeli pontosságot? |
| Prototípus-készítés Sebessége | Gyors prototípus-készítési képességek, első minta készítésének határideje, iterációs reakcióképesség | Milyen gyorsan tud funkcionális prototípusokat szállítani? Mennyi időt vesz igénybe általában az első minta ellenőrzése? |
| Termelési kapacitás | Éves mennyiségi kapacitás, műszakrend, felszerelési redundancia | Mekkora a havi kapacitása hasonló alkatrészek gyártására? Több műszakban üzemel? Mi történik, ha egy kritikus gép meghibásodik? |
| Mérnöki támogatás | Gyártási optimalizálásra (DFM) vonatkozó elemzés, szimulációs képességek, tervezési együttműködés | Nyújt-e gyártási optimalizálásra (DFM) vonatkozó visszajelzést? Képes-e alakítási műveletek szimulációjára a szerszámok megmunkálása előtt? Hogyan valósítja meg a tervezési optimalizációra irányuló együttműködést? |
Miért fontosabb a prototípus-készítés sebessége, mint gondolnánk. Egy beszállító képessége gyors prototípusok szállítására messze túlmutat a prototípus-készítési fázison, és jelzi működési hatékonyságát. A Hobson & Motzer gyártási szakértői szerint a legjobb pontossági lemezmetallok alakítási szolgáltatások a prototípus-készítést a gyártási tűréshatárok figyelembevételével végzik el, így a alkatrész és a gyártási folyamat egyidejűleg fejlődhet. Ez a megközelítés értékes adatokat generál, amelyek nem keletkeznének akkor, ha a prototípus-készítést és a gyártást külön kezelnék.
A közbeszerzési ajánlat elkészítésének időtartama hasonló információkat nyújt. Egy olyan pontossági fémalakító beszállító, amely részletes ajánlatot 24–48 órán belül szállít, szervezett folyamatokat, rendelkezésre álló mérnöki erőforrásokat és reagáló kommunikációs kultúrát jelez. Ha egy alapvető ajánlat elkészítése két hetet vesz igénybe, képzelje el, milyen késedelmekkel kell majd szembenéznie a tényleges gyártási problémák esetén.
Vörös zászlók és zöld lámpák beszállítók kiválasztásakor
Miután több tucat szerződéses gyártási szolgáltatást és precíziós lemezmetallos alakítási szolgáltatót értékeltünk, bizonyos minták bontakoztak ki, amelyek előre jelezhetik a partnerség sikerét – vagy kudarcát.
Zöld fények: Jelek egy erős partnerre
- Felső szintről történő bevonódás: Amikor a vállalat vezetése mérnökökkel és minőségügyi szakemberekkel együtt vesz részt a kezdeti tárgyalásokon, az azt jelzi, hogy a szervezet elkötelezett a projekt sikere iránt.
- Átlátható Kommunikáció: A megbízható partnerek őszintén megosztják képességeiket és korlátaikat. Egy orvosi eszközök fejlesztésével foglalkozó mérnök így jellemezte egy megbízható beszállítóját: „Ha valamit nem tudnak megvalósítani, nyíltan elmondják, hogy nem képesek rá.”
- Dokumentált folyamatok: Kérje meg, hogy mutassák be a Folyamat-Hibamód-Effektus-Elemzés (PFMEA) módszerüket. Azok a beszállítók, akik dokumentálják a prototípus-készítés során szerzett tapasztalatokat, és ezeket termelési ellenőrzésekbe építik be, konzisztensebb eredményeket szállítanak.
- Kíváncsiság és kérdések: A legjobb beszállítók mélyreható kérdéseket tesznek fel az alkalmazásról, az összeszerelési követelményekről és a teljesítménykritériumokról – mert céljaik megértése segít jobb megoldásokat nyújtaniuk.
- DFM-együttműködés: Azok a partnerek, akik proaktívan javasolnak tervezési módosításokat a gyártási kivitelezhetőség javítása érdekében, szakértelemmel és igazi érdeklődéssel mutatkoznak meg a projekt sikere iránt
Vörös zászlók: Figyelmeztető jelek
- Homályos képességmeghatározás: Azok a beszállítók, akik nem tudnak konkrét tűréshatárokat, felszereléslistákat vagy anyagfeldolgozási tapasztalatot megadni, valószínűleg túlzottan hangsúlyozzák pontossági képességeiket
- Ellenállás a telephely látogatásával szemben: A jogosan működő precíziós alakító üzemek üdvözlik az ügyfelek látogatását. A gyártóüzem megtekintésének vonakodása kétségeket ébreszt az aktuális képességekkel kapcsolatban
- Nincs mérnöki támogatás: Ha az értékesítési kapcsolattartó nem tudja összekötni Önt műszaki szakemberekkel a DFM (tervezés gyártási szempontból történő optimalizálása) szempontjainak megvitatásához, akkor a gyártás során nyújtott mérnöki támogatás is valószínűleg hiányozni fog
- Szokatlanul alacsony ár: Egy versenytársakhoz képest jelentősen alacsonyabb árlista a precíziós fémalakítás területén gyakran arra utal, hogy lemondanak bizonyos szempontokról – legyen szó minőségirányítási rendszerekről, felszerelések karbantartásáról vagy ellenőrzési szigorúságról
- Kommunikációs rések: A közbeszerzési fázisban tapasztalt lassú válaszok előre jelezhetik a gyártás során fellépő rosszabb kommunikációt. A problémák elkerülhetetlenek; az, hogy milyen gyorsan kezeli őket egy beszállító, döntően befolyásolja a projekt eredményét.
Megjegyzés a nagykereskedelmi pontossági fémmegmunkálásról: Ha nagy mennyiségű alkatrészt szeretne beszerezni, tisztázza, hogy a nagykereskedelmi árak megfelelő mennyiségi kötelezettséget igényelnek. Azok a beszállítók, akik prototípus mennyiségekre is gyártási árakat kínálnak, valószínűleg alábecsülik saját valós költségeiket – ez később vitákat eredményezhet, amikor a valóságba ütközik a projekt.
A legjobb gyártási partnerségek úgy érződnek, mintha a saját csapatunk bővítése lennének – olyan beszállítók, akik kíváncsi, rugalmas problémamegoldóként működnek, nem pedig parancsokra váró rendelésfeldolgozók.
Iparági kutatások megerősítik ezen felül értékelni szükséges egy beszállító pénzügyi stabilitását és földrajzi lefedettségét is. Több telephellyel rendelkező partnerek biztosítanak ellátási lánc-redundanciát, míg pénzügyileg stabil cégek berendezésekre és szakemberre fordíthatnak beruházást, így hosszú távon fenntarthatják a pontossági képességeiket.
Ezekkel az értékelési kritériumokkal felszerelkezve készen áll arra, hogy olyan precíziós lemezmetallos alakítási vállalatokat azonosítson, amelyek partnerségükkel folyamatosan megbízható minőséget tudnak nyújtani. A gyártási szektor azonban továbbra is fejlődik – és az új technológiai irányzatok megértése segít olyan partnerek kiválasztásában, akik hosszú távon is sikeresek lesznek.

A fémalakítási képességeket előrevivő technológiai irányzatok
Megtanulta, hogyan értékelje a beszállítókat jelenlegi képességeik alapján – de itt egy előretekintő kérdés, amelyet érdemes megfontolni: vajon a lehetséges precíziós fémalakítási LLC partnere olyan technológiákba fektet be, amelyekkel öt év múlva is versenyképes marad? A gyártási szektor gyorsan változik, és azok a beszállítók, akik elfogadják az új technológiákat, konkrét előnyöket biztosítanak, amelyek közvetlenül javítják projekteit.
A Globális piaci betekintés a fémformázó berendezések piaca 2025-ben 36,3 milliárd amerikai dollárt ért el, és a becslések szerint 2035-re 66,9 milliárd dollárra nő 6,4 %os összetett éves növekedési ütemmel (CAGR). Ezt a növekedést három átalakító erő hajtja, amelyek újraformálják a precíziós fémformázó gyártók működési módját: az automatizálás, a szervohajtású rendszerek és a szimulációs technológia.
Automatizálás és intelligens gyártás a fémformázásban
Képzeljen el egy termelési sort, amely 24 órán át, minimális emberi beavatkozással üzemel – ezrekre számítható alkatrészeket állít elő állandó méretbeli pontossággal, miközben minőségi eltéréseket azonnal észlel, még mielőtt problémává válnának. Ez nem a jövő képzeletbeli elképzelése; már most zajlik a vezető OEM precíziós fémformázó üzemekben.
Az ipar 4.0 és az intelligens gyártástechnológia integrációja forradalmasítja a fémformázási tevékenységeket több egymással összefüggő rendszer révén:
- Fejlett érzékelőhálózatok: A formázási erők, a sajtók hőmérséklete és az alapanyag-betáplálási sebesség valós idejű figyelése lehetővé teszi az azonnali folyamatbeállításokat
- Előrejelző karbantartási rendszerek: A gépi tanulási algoritmusok az eszközök teljesítményadatait elemezve előre jelezhetik a hibákat, mielőtt azok váratlan leállásokat okoznának
- Digitális ikerteknológiák: A fizikai gyártási rendszerek virtuális másai lehetővé teszik a folyamatoptimalizálást, amelyről az autóipari karosszéria-gyártási alkalmazásokban több mint 96%-os előrejelzési pontosságot jelentettek
- Robotizált anyagmozgatás: Az automatizált betöltés, kiszerelés és alkatrészátvitel csökkenti az emberi hibákat, miközben lehetővé teszi a teljesen automatizált, ember nélküli gyártást
Miért fontos ez Önnek, mint vevőnek? Az automatizált alakítórendszerek három mérhető előnyt nyújtanak: javított konzisztencia a gyártási sorozatokban, gyorsabb átfutási idő minőségromlás nélkül, valamint csökkent, munkaerő-függő változékonyság. Amikor a Precision Metalforming Association (Pontos Fémalakítási Szövetség) a FABTECH 2024 kiállításon jelentette a szilárd berendezésbefektetéseket, a hangsúly egyértelműen az olyan automatizálási képességeken volt, amelyek a szakképzett munkaerőhiányt enyhítik, miközben növelik a termelékenységet.
A szervoelektromos sajtók egyre nagyobb mértékű elterjedése a hagyományos hidraulikus rendszerek helyett alapvető technológiai átmenetet jelent. A szektor kutatásai szerint az szervó-elektromos sajtók kiváló pontosságot, programozható mozgásvezérlést és akár 40%-os energiahatékonyság-javulást biztosítanak a hagyományos hidraulikus rendszerekhez képest. Ez az újító kettős rétegű fémformázó gép: a pontosság- és hatékonyság-növekedés közvetlenül szorosabb tűréshatárokhoz, csökkent selejtarányhoz és 200–1700%-os, az alkalmazástól függően változó szerszámkopás-csökkenéshez vezet.
A vezető pontossági fémformázó gyártók műveletei ma már szervó-sajtóvonalakkal vannak felszerelve, amelyek regeneratív energiavisszanyeréssel, automatikus szerszámcserével és embermentes üzemeltetést támogató integrált látási rendszerekkel rendelkeznek. Az összetett geometriájú vagy követelményes anyagokat igénylő egyedi pontossági fémformázási projektek esetén a szervó-hajtású technológia lehetővé teszi korábban elérhetetlen specifikációk megvalósítását.
Hogyan csökkenti a szimulációs technológia a fejlesztési ciklusokat
Íme egy olyan forgatókönyv, amelyet minden vevő retteg: 50 000 dollárt fektettél be a gyártási szerszámokba, és csak az első darabok gyártásakor derül ki, hogy a alkatrészek nem felelnek meg a specifikációnak. A sajtószerszámot módosítani kell, a határidők hetekkel elcsúsznak, és a költségek folyamatosan növekednek. A szimulációs technológia éppen ezt a költséges helyzetet hivatott megelőzni.
A FormingWorld szerint a lemezmetallok nyomóformázási folyamatai során mutatott viselkedésére kifejlesztett szimulációs szoftvereket már több mint 25 éve sikeresen alkalmazzák. A folyamatos használat révén a virtuális és a valós világ eredményei közötti korrelációs arány akár 80%-os szintet is elérhet – és e korreláció eléréséhez csupán kb. a mérnöki munka 20%-ára van szükség.
Mit jósol meg pontosan a fémformázási precíziós megmunkálási szimuláció?
- Anyagáramlási viselkedés: A lemezmetallok mozgását a formázási műveletek során, és az esetleges elvékonyodás, redőzés vagy repedés felismerését még a szerszámacél megmunkálása előtt
- Visszaugró deformáció kompenzáció: A pontosan szükséges túlkorrekciós szerszámzárás meghatározása a végleges méreti célok eléréséhez
- Alakítóerő-igények: A sajtó tonnázásának és a szerszámforma tervezési paramétereinek meghatározása optimális eredmények érdekében
- Felületminőségi eredmények: A felületi hibák előrejelzése, amelyek csak speciális megvilágítás mellett jelenhetnek meg a kész alkatrészeknél
A gyakorlati előny? A szimulációval támogatott beszállítók a tervezési problémákat már a virtuális fázisban észlelik, amikor a módosítások csak néhány óra mérnöki munka időt igényelnek – nem pedig hetekig tartó szerszámújrafelépítést. Ez a képesség különösen értékes a fémhengerlésnél – a sokoldalú fémprofilok precíziós gyártásánál –, ahol a profilok egységes minősége a folyamatos gyártási ciklusok során attól függ, hogy a paramétereket a termelés megkezdése előtt helyesen állítják be.
A modern szimuláció azonban kezeli a növekvő kihívást is, amelyet a méretbeli pontosságra vonatkozó követelmények jelentenek. A minőségi szabványok ma már háromtized milliméteres tűrést írnak elő, és a látható alkatrészek felületi hibái pontosan előre jelezhetők a gyártás megkezdése előtt. A szimuláció lehetővé teszi a gyártók számára, hogy virtuális nyomási táblázatokat, súrlódási tényezőket és anyagjellemzőket hasonlítsanak össze a valós körülményekkel – így paraméter-eltéréseket azonosíthatnak és kijavíthatnak még a selejt keletkezése előtt.
Mit jelent ez a beszállítók kiválasztása szempontjából?
Amikor lehetséges partnereket értékel, konkrétan érdeklődjön technológiai beruházásaikról. Egy olyan precíziós fémformázó Kft., amely tíz évvel ezelőtti hidraulikus sajtókkal működik, és nem rendelkezik szimulációs képességgel vagy automatizálási infrastruktúrával, esetleg alacsonyabb árajánlatot kínálhat – de nem tudja biztosítani azt a konzisztenciát, sebességet vagy mérnöki támogatást, amelyet a modern programok igényelnek.
A vezető gyártók, mint például a Shaoyi (Ningbo) Metal Technology bemutatja, hogyan alakulnak át ezek a képességek konkrét ügyfélértékkel: 5 napos gyors prototípus-készítési időkeretek, automatizált tömeggyártási rendszerek és 12 órás árajánlat-kiadási idő. Az IATF 16949 tanúsítással rendelkező működésük a futóművek, felfüggesztési rendszerek és szerkezeti alkatrészek területén szemlélteti, mit lehet elérni akkor, ha a szervohajtásos technológia, a szimulációs szakértelem és a teljes körű DFM-támogatás összeforog.
A technológiai szakadék a vezető és lemaradó beszállítók között egyre szélesebb lesz, ahogy az ipar 4.0 bevezetése gyorsul. Olyan partnerek kiválasztása, akik befektetnek az automatizálásba, a szervorendszerekbe és a szimulációba, biztosítja ellátási láncod sikeres működését jelenlegi projekteid számára, valamint hosszú távú gyártási versenyképességedet.
Miután tisztán érted a szakmát formáló technológiai irányzatokat, most már készen állsz arra, hogy ezt a tudást gyakorlatba is ültetd – meghatározd a következő lépéseket egy sikeres precíziós alakítási partnerség felé.
Továbblépés a precíziós alakítási projektjeiddel
Átfogó áttekintést szerzett a precíziós fémformázásról – az alapvető folyamatkülönbségektől kezdve az anyagválasztáson, ipari alkalmazásokon, minőségirányítási rendszereken, beszállítók értékelési kritériumain át a jövőbeni technológiákig. Most jön a gyakorlati kérdés: mit is kezdjen ezzel a tudással? Akár még a kutatási fázisban tart, akár már készen áll a precíziós fémformázási árajánlatok kérésekor, a továbblépés módja attól függ, hol tart a projektjének idővonalán.
A következő lépés a gyártási projektjében
Azonnali teendői egyezniük kell jelenlegi projektjének szakaszával. Íme, hogyan haladhat előre hatékonyan:
- Ha még mindig meghatározza a követelményeket: Dokumentálja a megengedett tűréshatárokat, az anyagpreferenciákat és a várható gyártási mennyiségeket, mielőtt kapcsolatba lépne a beszállítókkal. Minél pontosabban kommunikálja igényeit, annál pontosabbak lesznek az árajánlatai.
- Ha már készen áll a beszállítók értékelésére: Kérje a létesítmények látogatásának lehetőségét, a tanúsítási dokumentumokat és hivatkozásokat hasonló projektekből. Használja az előző szakaszokból származó értékelési ellenőrzőlistát a lehetséges partnerek rendszerszerű összehasonlításához.
- Ha gyors prototípuskészítésre van szüksége: Tegye előnytélbe azokat a beszállítókat, akiknek igazoltan működő prototípustól a gyártásig terjedő folyamataik vannak. Az autóipari mélyhúzó alkatrészek gyártásához olyan gyártók, mint Shaoyi (Ningbo) Metal Technology 5 napos gyors prototípuskészítést kínálnak átfogó DFM-támogatással – így a tervezés érvényesítése megtörténhet a gyártási szerszámok megrendelése előtt.
- Ha árajánlatokat hasonlít össze: Ne korlátozza magát a darabárakra. Értékelje az árajánlatok elkészítésének időtartamát az üzemeltetési hatékonyság mutatójaként. Egy 12 órás válaszidő jól szervezett folyamatokra és rendelkezésre álló mérnöki erőforrásokra utal, amelyek az együttműködés egész ideje alatt előnyt jelentenek Önnek.
Korai együttműködés a kiválasztott precíziós lemezmetallos alakító vállalattal jelentős előnyöket hozhat a projekt egészére. A ReNEW Manufacturing Solutions szerint a gyártási partnerekkel való korai igények megbeszélése visszajelzéseket eredményez, amelyek biztosítják, hogy elképzelése valósítható legyen kevesebb akadálytól sújtva.
Fő tanulságok a precíziós alakítás sikeres megvalósításához
Miután áttekintettük a precíziós fémalakító Kft.-vel való együttműködés nyolc alapvető szempontját, több ismétlődő téma is egyértelműen kibontakozik:
- A folyamatmegértés fontos: A domborítás, a hidroformázás és a hengerlés közötti különbség ismerete segít az alkalmazásának megfelelő követelmények pontos meghatározásában – és olyan szállítók azonosításában, akik rendelkeznek a megfelelő szakértelemmel.
- Az anyagválasztás mindenre hatással van: Az alakíthatóság, a munkakeményedés és a rugalmas visszatérés jellemzői közvetlenül befolyásolják a elérhető tűréshatárokat és a gyártási gazdaságosságot.
- A tanúsítások nem választhatók ki: Az IATF 16949 az autóipari, az AS9100 a légiközlekedési és az ISO 9001 alapvető szabvány – ezek a szabványok igazolják a folyamatosan magas minőségi szintet biztosító rendszereket.
- A technológiai beruházások előre jelezhetik a jövőbeli képességeket: Azok a beszállítók, amelyek szervohajtásos rendszerekre, szimulációs szoftverekre és automatizálásra helyezik a hangsúlyt, ma jobb eredményeket érnek el, és egyben a jövőbeni ellátási láncot is megerősítik.
- A kommunikációs kultúra tükrözi a partnerségi potenciált: A beszállítók értékelés során mutatott reagálási sebessége előre jelezheti, hogyan fognak teljesíteni a gyártási kihívások idején.
A pontos fémformázási partnerek kiválasztásakor a legfontosabb szempont nem az ár vagy a helyszín, hanem az, hogy olyan beszállítót találjunk, aki a mérnöki csapatunk kiterjesztéseként működik: proaktívan azonosítja a gyártási folyamatok javíthatóságát, nem csupán a megadott rajzok alapján hajtja végre a feladatokat.
Akár regionális, precíziós fémformázási szolgáltatótól (Precision Metal Forming Ltd.) vásárol, akár globális szállítókat vizsgál, akik speciális képességekkel rendelkeznek, alkalmazza konzisztensen az értékelési keretrendszert. Kérjen DFM-visszajelzést terveiről, ellenőrizze, hogy a minőségellenőrzési képességek megfelelnek-e tűréshatárai követelményeinek, és győződjön meg arról, hogy a minőségbiztosítási tanúsítványok összhangban vannak iparágának elvárásaival.
Azok számára, akik az autóipari alkalmazásokra – például alvázalkatrészekre, felfüggesztési elemekre vagy szerkezeti összeszerelésekre – összpontosítanak, az IATF 16949 tanúsítvánnyal rendelkező és gyors prototípus-készítési képességgel bíró partnerek felgyorsítják ellátási láncukat anélkül, hogy kompromisszumot kötnének a minőségi szabványokkal. A ma kiválasztott precíziós fémformázási megoldások közvetlenül befolyásolják a termék teljesítményét, a gyártási költségeket és a piacra kerülési időt évekig.
Mi a következő lépése? Lépjen kapcsolatba megfelelően képzett beszállítókkal projektje műszaki specifikációival. A szerzett ismeretek segítségével célzott kérdéseket tehet fel, kritikusan értékelheti a válaszokat, és olyan partnerségeket építhet ki, amelyek folyamatosan pontos alkatrészeket szállítanak.
Gyakran ismételt kérdések a precíziós fémmegmunkálásról
1. Mi a precíziós fémmegmunkálás?
A precíziós fémmegmunkálás során nagyobb méretű anyagdarabokat alakítanak olyan alkatrészekké, amelyek pontos műszaki előírásoknak felelnek meg, általában ±0,005"–±0,010"-es tűréshatárok elérésével. Ezt a folyamatot olyan fejlett technikák – például CNC-vezérelt domborítás, mélyhúzás, hidroformázás és hengerlés – segítségével hajtják végre. Ellentétben a szokásos gyártással, amely ±1/16"-es tűrést enged meg, a precíziós fémmegmunkálás specializált szerszámokat, kifinomult anyagáram-szabályozást és statisztikai folyamatszabályozást igényel a termelési sorozatokon belüli konzisztencia fenntartásához.
2. Melyek az öt fémmegmunkálási folyamat?
Az öt fő fémformázási eljárás a hengerlés (fém összenyomása forgó hengerek között), az extrúzió (fém kinyomása egy szerszámon keresztül), a kovácsolás (alakítás nyomóerőkkel), a húzás (fém kihúzása egy szerszámon keresztül) és a domborítás (speciális szerszámok használata gyors formázáshoz). Pontos alkalmazások esetén további technikák – például a hidroformázás, a fokozatos szerszámos műveletek és a szervohajtású présfekvítés – lehetővé teszik a gyártók számára, hogy mikronos pontosságot érjenek el a követelményes iparágakban, mint például az autóipar és a légiközlekedési ipar.
3. Mennyibe kerül az óránkénti fémszerkezet-gyártás?
A helyi hegesztők és fémfeldolgozók általában 70–130 dollár óránkénti díjat számítanak fel egyedi lemezfémmunkákért. A precíziós fémformázás költségei azonban jelentősen változnak a bonyolultságtól, a tűréshatároktól és a mennyiségtől függően. A magas pontosságú, IATF 16949 tanúsítvánnyal rendelkező és fejlett berendezésekkel felszerelt műveletek esetleg magasabb díjakat igényelhetnek, de nagyobb mennyiség esetén alacsonyabb egységköltséget biztosítanak. Beszállítók értékelésekor figyelembe kell venni a teljes projekt gazdasági mutatóit – például a szerszámozási beruházást, a minőség egyenletességét és az esetleges újrafeldolgozási költségeket –, nem csupán az óradíjakat.
4. Melyek a három fémfeldolgozási típus?
A három alapvető fémmegmunkálási technika a vágás, a hajlítás és az összeszerelés. A pontos fémmegmunkálásban ezek az alapelvek bonyolultabb folyamatokká fejlődnek: a vágás során például mikro-illesztési technológiával ellátott szálas lézeres rendszereket alkalmaznak; a hajlítás szögbefolyásolással működő hidraulikus hajlítógépeket és összetett profilokhoz való hengerlési eljárást foglal magában; az összeszerelés pedig a pontos hegesztést, a mechanikai rögzítést és az automatizált összekapcsolást integrálja. Mindegyik technikához specializált berendezésekre és minőségellenőrzési eljárásokra van szükség a szigorú tűréshatárok fenntartásához.
5. Milyen tanúsítványokkal kell rendelkeznie egy pontos fémmegmunkálási szállítónak?
A szükséges tanúsítások az iparágától függenek. Az ISO 9001 a minőségirányítási alapszabvány bármely komoly beszállító számára. Az IATF 16949 kötelező az autóipari alkalmazásokhoz, kiemelve a hibák megelőzését és a lean gyártási elveket. Az AS9100 és az NADCAP tanúsítások kritikus fontosságúak a légiközlekedési projektekhez. Az orvosi eszközök gyártása az ISO 13485 megfelelőséget követeli meg. A Shaoyi (Ningbo) Metal Technology nevű beszállító például IATF 16949 tanúsítással rendelkezik, amely igazolja képességét, hogy kifinomult autóipari ellátási láncokat szolgáljon ki alváz-, felfüggesztés- és szerkezeti alkatrészekkel.