 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

A CAD-fájl feltöltésétől a küszöbön át: Hogyan működik valójában az online CNC-szolgáltatás

Mit jelent valójában az online CNC-szolgáltatás a modern gyártás számára
Sosem gondolta el, hogy az mérnökök hogyan alakítanak át egy digitális tervezést precíziós fémdarabbá anélkül, hogy valaha is elmenne egy gépgyártó üzembe? Pont ezt teszi lehetővé az online CNC-szolgáltatás. Képzelje el egy digitális híd formájában, amely a számítógép-képernyőjét összeköti a világ bármely pontján található fejlett gyártóberendezésekkel.
Lényegében egy online CNC-szolgáltatás egy felhőalapú platform, amely lehetővé teszi, hogy feltöltsön 3D CAD-fájlokat, azonnali árajánlatot kapjon, és precíziós CNC-alkatrészeket gyártasson és házhoz szállíttasson. Nincs szükség telefonhívásra. Nincs várakozási idő árajánlatokra. Nincsenek földrajzi korlátozások. Egyszerűen csak feltölti a tervezését, kiválasztja a specifikációkat, és a platform kezeli az egész folyamatot a megmunkálástól a minőségellenőrzésig.
A digitális fájltól a fizikai alkatrészig
A varázslat a következőn keresztül jön létre: optimalizált digitális munkafolyamat amikor feltölt egy CAD-modellt (általában STEP, IGES vagy STL formátumban), a platform algoritmusa azonnal elemezi alkatrészének geometriáját. Kiszámítja a megmunkálási időt, értékeli az összetettséget, és figyelembe veszi az anyagköltségeket. Már másodpercek alatt online CNC-árajánlatot kap, amelyet hagyományos csatornákon napokig tartott volna megszerezni.
Ez a CNC-gyártási folyamat kiküszöböli azokat a visszajelzés-alapú e-mail-közvetítéseket, amelyek valaha meghatározták a gyártási kapcsolatokat. Ahelyett, hogy több beszállítónak magyarázná el igényeit, a platform közvetlenül olvassa a tervezési fájlját, és átalakítja azt működő gyártási adatokká.
Az online gyártás forradalma
Miért fontos ez? A hagyományos megmunkálási munkafolyamatok gyakran több helyi műhelynek küldött kérelmekből, manuális értékelések megvárásából és feltételek tárgyalásából állnak. Egy online CNC-gépszolgáltatás az egész folyamatot percekre zsugorítja, nem hetekre.
Minden modern platform tartalmazza ezeket a lényeges összetevőket:
- Azonnali árajánlat-kalkulátor: Mesterséges intelligencián alapuló rendszerek, amelyek elemzik a 3D modelljét, és geometriai adatok, tűrések és gyártási követelmények alapján pontos árképzést végeznek
- Anyagválasztási felület: Kimerítő anyatkönyvtárak, amelyek fémeket, műanyagokat és speciális anyagokat kínálnak részletes tulajdonságadatokkal
- Gyártási eljárások: A marás, esztergálás, többtengelyes megmunkálás és különféle felületkezelési műveletek közötti választás az Ön alkalmazásának megfelelően
- Megrendelés-követési irányítópult: Valós idejű betekintés a gyártási állapotba, a minőségellenőrzés eredményeibe és a szállítással kapcsolatos frissítésekbe
Hogyan működik a felhőalapú megmunkálás
Képzelje el, hogy reggel 9 órakor laptopjáról ad le egy megrendelést, és pontosan tudja, mikor érkeznek meg a precíziós alkatrészei – egyetlen telefonhívás nélkül. Ez a felhőalapú CNC-szolgáltatási platformok ereje.
A munkafolyamat logikus sorrendet követ. Először feltölti tervezési fájljait, és megadja a követelményeket, például az anyagtípust, a felületi minőséget és a tűréshatárokat. Ezután a rendszer automatizált gyártásra optimalizálási (DFM) elemzést hajt végre, amely azonosítja a lehetséges problémákat a gyártás megkezdése előtt. Ez megakadályozza a költséges hibákat, és biztosítja, hogy alkatrészei hatékony megmunkálásra legyenek optimalizálva.
Miután jóváhagyásra kerül, a rendelése a platform globális hálózatában található, tanúsított gyártási partnerekhez kerül továbbításra. Ezek a létesítmények szabványos minőségirányítási protokollok szerint működnek, így a minőség minden helyen konzisztens marad. A gyártás folyamán az integrált minőségellenőrzési rendszerek ellenőrzik, hogy minden méret megfelel-e az Ön által megadott specifikációknak.
Az eredmény? Egy zavartalan kapcsolat a digitális tervezés és a fizikai gyártás között, amely pontos CNC alkatrészeket szállít gyorsabban, átláthatóbban és gyakran olcsóbban, mint azt a hagyományos módszerek lehetővé teszik.
A CNC marás, forgácsolás és többtengelyes képességek megértése
Tehát feltöltötte CAD-fájlját, és azonnali árajánlatot kapott. De most a platform arra kéri, hogy válasszon meg egy megmunkálási eljárást. CNC marás? CNC esztergálás? 5-tengelyes megmunkálás? Ha ezek a lehetőségek túl bonyolultnak tűnnek, nem egyedül áll ebben a helyzetben. A legtöbb online platform felsorolja ezeket az eljárásokat anélkül, hogy elmagyarázná, melyik illik valójában a projektjéhez.
Itt a tény: a megfelelő eljárás kiválasztása nem a technikai zsargonról szól – hanem arról, hogy a alkatrész alakját illesztse a leginkább hatékony módszerhez amellyel azt létrehozzák. Nézzük meg részletesen az egyes lehetőségeket olyan kifejezésekkel, amelyeket ténylegesen használhat.
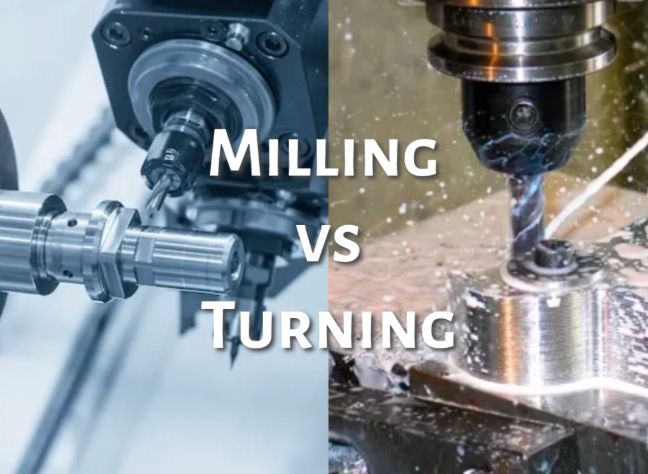
A marás és az esztergálás egyszerű magyarázata
A CNC megmunkálás marásának és esztergálásának alapvető különbsége egyetlen kérdésre vezethető vissza: mi forog a vágási folyamat során?
A CNC Forgatás a munkadarab gyorsan forog, miközben egy álló vágószerszám távolítja el a felesleges anyagot. Képzeljen el egy kerek rúdanyagot, amely egy esztergában forog, miközben a szerszám lefaragja a felesleges anyagot. Ez a folyamat kiválóan alkalmas henger alakú alkatrészek – például tengelyek, csapok, bushingok és menetes alkatrészek – gyártására. Ha alkatrésze főként kerek vagy központi tengelyre szimmetrikus, akkor a CNC-esztergázási szolgáltatások általában gyorsabb gyártási időt és alacsonyabb költségeket biztosítanak.
A CNC Frészlés a fordított történik: a munkadarab viszonylag mozdulatlan marad, miközben egy forgó többpontos marószerszám mozog a felületén. Képzelje el egy végmarót, amely nagyon magas sebességgel forog, és zsebeket, horpadásokat és összetett kontúrokat farag ki egy alumínium tömbből. A CNC-marásra készült alkatrészek ideálisak olyan esetekben, amikor sík felületekre, ferde elemekre vagy olyan összetett 3D-geometriákra van szükség, amelyek nem forgásszimmetrikusak egy központi tengely körül.
Íme egy gyakorlati módszer a döntés meghozatalára: nézze meg alkatrésze keresztmetszetét. Ha a keresztmetszet egész hosszában kör alakú, akkor valószínűleg a forgácsolás (esetleg a megmunkálás) a legjobb választás. Ha sík felületek, zsebek vagy több oldalról elérhető elemek vannak rajta, akkor a marás logikusabb megoldás.
Amikor érdemes 5-tengelyes megmunkálást alkalmazni
A szokásos 3 tengelyes marás során a vágószerszám az X, Y és Z irányokban mozog. Ez elegendő sok alkatrész esetén, de mi történik, ha a tervezete alávágásokat, görbült felületeket vagy összetett szögekkel elhelyezett elemeket tartalmaz?
Itt válnak elengedhetetlenné a 5 tengelyes CNC megmunkálási szolgáltatások. Ezek az újított gépek két forgástengelyt is hozzáadnak, így a vágószerszám gyakorlatilag bármilyen szögből megközelítheti a megmunkálandó alkatrészt. Ahelyett, hogy többször át kellene helyezni az alkatrészt (ami igazítási hibákat eredményezhet), egy 5 tengelyes gép összetett geometriájú alkatrészeket egyetlen beállítással készít el.
Mikor érdemes 5 tengelyes képességeket megadni? Fontolja meg az alábbi eseteket:
- Repülési alkatrészek: Turbinalapátok, impulzuskerék-lapátok és szerkezeti tartók szerves görbével
- Orvosi implantátumok: Csípőízületek, gerincalkotó elemek és sima, lekerekített felületeket igénylő sebészeti eszközök
- Autó részek: Mély üregeket és összetett szögeket tartalmazó motorházak
- Formaüregek: Bonyolult szerszámozás alávágásokkal és finom felületi részletekkel
A kompromisszum? Az 5-tengelyes megmunkálás általában magasabb költséggel jár a gépek magasabb díjszintje és a programozás bonyolultsága miatt. Azonban bonyolult alkatrészek esetén gyakran összességében megtakarítást jelent, mivel kiküszöböli a többszörös beállításokat, és csökkenti a tűréshatár-összeadódási hibák kockázatát.
Rendkívül kis, összetett forgácsolással készült alkatrészekhez – például orvosi eszközökben vagy elektronikai berendezésekben használtakhoz – a svájci forgácsolás egy másik specializált megoldást kínál. Ezek a gépek a rúdanyagot egy olyan csapágyon vezetik át, amely nagyon közel van a vágószerszámnak, így kiváló pontosságot érnek el olyan kis átmérőknél, amelyeket a szokásos forgácsolóközpontok nem tudnak megmunkálni.
Az alkatrész illesztése a megfelelő eljáráshoz
Hibás választás esetén többet kell fizetni, mint szükséges, vagy hosszabb időt kell várni a szállításra. Használja ezt az összehasonlítást iránymutatásként a kiválasztáshoz:
| Feldolgozási típus | Legjobb alkalmazások | Tipikus toleranciák | Komplexitási szint | Relatív költség |
|---|---|---|---|---|
| CNC Forgatás | Tengelyek, csapok, perselyek, menetes rudak, hengeres házak | ±0,001"–±0,005" (±0,025 mm–±0,127 mm) | Alacsony a közepes | $ (Leggazdaságosabb kerek alkatrészekhez) |
| 3-Tengelyes NC Frissenés | Lapított alkatrészek, rögzítők, házak, egyszerű zsebek és furatok | ±0,001"–±0,005" (±0,025 mm–±0,127 mm) | Közepes | $$ (Szabványos prizmatikus alkatrészekhez) |
| 5-szög CNC Frászolás | Turbinalapátok, impulzuskerék, orvosi implantátumok, űrkutatási szerkezetek, összetett formák | ±0,0005" és ±0,002" között (±0,013 mm és ±0,05 mm között) | Magas | $$$ (Prémium összetett geometriákhoz) |
| Svájci forgatás | Miniaturizált csavarok, orvosi tűk, elektronikai érintkezők, óraalkatrészek | ±0,0002"–±0,001" (±0,005 mm–±0,025 mm) | Magas | $$$ (Kis átmérőkre specializálva) |
Figyelje meg, hogyan szolgálnak a CNC esztergálással készült és a CNC marással készült alkatrészek lényegesen eltérő tervezési igényeknek. A pontos CNC megmunkálás nem arról szól, hogy a legfejlettebb lehetőséget válassza ki – hanem arról, hogy a gépek képességeit a valós igényeihez igazítsa.
Számos online platform jelenleg automatizált folyamatjavaslatokat kínál az Ön által feltöltött geometria alapján. Azonban ezek közötti különbségek megértése segít ellenőrizni ezeket a javaslatokat, és megbízható döntéseket hozni, amikor projektje határesetbe tartozik.
A megfelelő folyamat kiválasztása után a következő kulcsfontosságú döntés a rendelkezésre álló tucatnyi anyag közül való választás – mindegyik különböző tulajdonságokkal rendelkezik, amelyek közvetlenül befolyásolják a teljesítményt, a megmunkálhatóságot és a költségeket.
Teljes anyagválasztási útmutató CNC-projektekhez
Kiválasztotta a megmunkálási eljárást. Most jön az a kérdés, amely közvetlenül meghatározza alkatrésze teljesítményét, élettartamát és költségét: melyik anyagot válassza? Ez a döntés mindent befolyásol – attól kezdve, hogy milyen gyorsan lehet megmunkálni az alkatrészt, egészen addig, hogy hogyan viselkedik a valós körülmények közötti terhelés alatt.
A legtöbb online platform tucatnyi CNC-megmunkálási anyagot kínál, de ritkán magyarázza el mIÉRT miért választana egyiket a másik helyett. Változtassunk ezen! Akár a könnyű, de erős CNC-alumíniumra, akár a kopásálló bronzmegmunkálásra van szüksége, az anyagtulajdonságok megértése segít a teljesítmény és a költségvetés közötti egyensúly megteremtésében.
Fémek erősség és tartósság érdekében
A fémek továbbra is a precíziós gyártás gerincét képezik . Erősségük, hővezető képességük és tartósságuk miatt elengedhetetlenek terhelés alatti alkalmazásokhoz, házakhoz és kemény környezetnek kitett alkatrészekhez.
Alumínium uralkodik az online CNC-piacvezető pozícióban jó okból. Gyorsan megmunkálható, alacsonyabb a gyártási költsége, és kiváló szilárdság-tömeg arányt nyújt. Az 6061-T6 ötvözetek jó korrózióállóságot és hegeszthetőséget biztosítanak, ezért ideálisak burkolatokhoz, rögzítőelemekhez és fogyasztói termékekhez. Magasabb szilárdsági igények esetén az 7075-T6 ötvözet acélhoz hasonló teljesítményt nyújt – bár magasabb anyagköltséggel jár.
Acél az acél kerül szóba, amikor kizárólagosan a szilárdságra van szükség. A szénacélok, például a 1018-as jól megmunkálhatók és különféle hőkezeléseket is elviselnek. Keményített szerszámokhoz vagy kopásálló alkatrészekhez a 4140-es előre keményített acél praktikus egyensúlyt nyújt. Az acél sűrűsége azonban nehezebb alkatrészeket eredményez, és keménysége növeli a megmunkálási időt az alumíniumhoz képest.
Rozsdamentes acél kombinálja a korrózióállóságot a tiszteletre méltó szilárdsággal. A 304-es minőségű rozsdamentes acél a legtöbb általános célú alkalmazásra alkalmas, míg a 316-os kiválóan teljesít tengeri és vegyipari környezetekben. A kompromisszum? A rozsdamentes acél a vágás során munkakeményedést mutat, ezért lassabb forgási sebességre és speciális szerszámokra van szükség – ami növeli a gyártási költségeket.
Sárgaréz és bronz különleges előnyöket kínálnak. A sárgaréz kiválóan megmunkálható, kitűnő felületminőséget eredményez minimális szerszámkopással. Tökéletes díszítő szerelvényekhez, elektromos alkatrészekhez és csatlakozóelemekhez. A CNC-technológiával megmunkált bronz változatok – például a C932-es csapágybronz – kiválóan alkalmazhatók csapágy- és pántalkatrészek gyártására természetes kenőképességük és kopásállóságuk miatt. A bronz megmunkálásakor azt tapasztalja, hogy enyhén drágább a sárgaréznál, de a súrlódásra érzékeny alkatrészek esetében megéri.
Mérnöki műanyagok specializált igényekre
Amikor a tömeg, az elektromos szigetelés vagy a kémiai ellenállás fontosabb, mint a nyers szilárdság, az műszaki műanyagok kiváló teljesítményt nyújtanak. Ezeket az anyagokat gyakran használják fémek helyettesítésére olyan alkalmazásokban, ahol egyedi tulajdonságaik indokolják a váltást.
Delrin (POM/acetal) a Delrin kiemelkedően alkalmas műanyag a precíziós mechanikai alkatrészek gyártásához. Ez a delrin műanyag kiváló méretstabilitást, alacsony súrlódást és ellenálló kopásállóságot biztosít. Rugalmassága és deformációállósága miatt ideális fogaskerekek, csapágyak és csúszó mechanizmusok gyártására, ahol a hosszú távú, következetes működés döntő fontosságú. A Delrin kiválóan megmunkálható – tiszta vágások, szoros tűrések és sima felületi minőség könnyen elérhető.
Nylon (PA) nagyobb rugalmasságot és ütésállóságot nyújt, mint a Delrin. A megmunkálható nylon jól alkalmazható olyan alkatrészek gyártására, amelyeknek shockot kell elnyelniük vagy terhelés alatt deformálódniuk kell. Azonban a megmunkálható nylon nedvességet szív fel a környezetből, ami befolyásolhatja a méreteket és a mechanikai tulajdonságokat. Ez a higroszkópos jelleg azt jelenti, hogy a nylon alkatrészek mérete kissé megváltozhat páratartalmas körülmények között – ez különösen fontos szempont pontossági igényű alkalmazásoknál.
Mikor teljesít jobban a Delrin, mint a nylon?
- Kiválóbb méretstabilitás változó páratartalom mellett
- Alacsonyabb súrlódási együttható csúszó alkalmazásokhoz
- Szűkebb tűrések és simább felületi minőség
- Ellenállás a hosszantartó terhelés hatására fellépő lassú alakváltozás (kúszás) szemben
Válasszon nylon anyagot, ha a következőkre van szüksége:
- Magasabb ütés- és fáradási ellenállás
- Nagyobb rugalmasság és nyúlás
- Alacsonyabb anyagköltség kevésbé kritikus alkalmazásokhoz
Polikarbonát akkor lép színre, amikor az optikai átlátszóság vagy a rendkívül magas ütésállóság számít. Jelentősen keményebb az akrilnál, miközben átlátszó marad. Védőburkolatok, nézőüvegek és biztonsági alkatrészek gyakran polikarbonátból készülnek. Ugyanakkor könnyebben karcolódik, mint az üveg, és megmunkálásakor óvatos kezelést igényel a feszültségi repedések elkerülése érdekében.
Az anyagválasztás alkalmazás alapján
Az anyagválasztás nem csupán az anyagtulajdonságokról szól – arról is szól, hogy ezeket a tulajdonságokat hogyan illesztjük össze az adott igényekkel, miközben figyelembe vesszük a költségeket. Az alábbi részletes összehasonlítás segít döntésében:
| Anyag | Kulcsfontosságú tulajdonságok | Legjobb alkalmazások | Megmunkálhatósági értékelés | Költségszint |
|---|---|---|---|---|
| Alumínium 6061-T6 | Könnyű, korrózióálló, hegeszthető | Burkolatok, rögzítőelemek, fogyasztói termékek, hűtőbordák | Kiváló | $ |
| Alumínium 7075-T6 | Nagy szilárdság, fáradásállóság | Légi- és űrhajózásra szolgáló szerkezetek, nagyfeszültségnek kitett alkatrészek | Jó | $$ |
| Acélosztály 1018 | Kovácsolható, könnyen hegeszthető, felületi edzésre alkalmas | Tengelyek, csapok, általános gépészeti alkatrészek | Jó | $ |
| 4140-es acél | Nagy szilárdságú, hőkezelhető | Fogaskerekek, tengelyek, szerszámelemek | Mérsékelt | $$ |
| Német 304 | Korrózióálló, nem mágneses | Élelmiszeripari berendezések, orvostechnikai eszközök, tengeri felszerelések | Mérsékelt | $$ |
| Rozsdamentes 316 | Kiváló korrózióállóság | Kémiai feldolgozás, tengeri alkalmazások, orvosi implantátumok | Mérsékelt | $$$ |
| Sárgaréz C360 | Kiváló forgácsolhatóság, vezetőképesség | Elektromos csatlakozók, díszítő szerelvények, illesztőelemek | Kiváló | $$ |
| Bronz C932 | Jó kopásállóság, önkényeztető | Bélésgyűrűk, csapágyak, tengelyterhelés-ellensúlyozó gyűrűk | Nagyon jó. | $$ |
| Delrin (POM) | Alacsony súrlódás, méretállandóság, merevség | Fogaskerekek, csapágyak, precíziós mechanizmusok | Kiváló | $$ |
| Nylon 6/6 | Ütésálló, rugalmas, kemény | Kopólapok, görgők, szerkezeti alkatrészek | Jó | $ |
| Polikarbonát | Átlátszó, ütésálló | Nézőüvegek, védőburkolatok, lencsék | Jó | $$ |
Mikor veri meg az alumínium a acélt? Az alumínium akkor nyer, ha a tömeg számít, ha fontos a korrózióállóság, és ha a gyorsabb megmunkálás csökkenti a költségeket. Az acél akkor nyer, ha maximális szilárdság, keménység vagy kopásállóság áll elsődleges szempontban – és amikor a tömeg nem korlátozó tényező.
A megmunkálhatósági értékelés közvetlenül befolyásolja a nettó eredményt. A „Kiváló” minősítést kapott anyagok gyorsabban vágnak, kevesebb szerszámcserét igényelnek, és jobb felületminőséget biztosítanak közvetlenül a gépről. A CNC-anyagválasztással kapcsolatos ipari kutatások szerint az anyag megmunkálhatósága közvetlenül befolyásolja az időt és a költségeket – a jó megmunkálhatóságú anyagok gyorsabban vághatók, és kevesebb szerszámcserét igényelnek, így csökkentve az összköltséget.
Gondosan mérlegelje a költség–teljesítmény arányt. Egy rézből megmunkált alkatrész nyersanyagköltsége magasabb lehet, mint egy alumíniumból készülté, de ha a réz biztosítja a szükséges kopásállóságot, míg az alumínium üzemelés közben meghibásodik, akkor a magasabb kezdeti költség megakadályozza a drága helyszíni cseréket.
A nyersanyag-tulajdonságokon túl a tanúsítások is döntő fontosságúak a szabályozott iparágakban. Az anyagvizsgálati jelentések (MTR-k) dokumentált bizonyítékot szolgáltatnak az összetételről és a tulajdonságokról – ez elengedhetetlen az űrkutatási, orvosi és autóipari alkalmazásokhoz. Ha online platformokon keresztül rendel, ellenőrizze, hogy a kiválasztott anyag rendelkezik-e megfelelő tanúsítási lehetőségekkel.
Miután kiválasztotta az anyagot, a következő kritikus tényezők – a tűrések és a felületi minőség – döntik el, hogy az alkatrész megfelel-e a funkcionális követelményeknek, vagy nem éri el a várakozásokat.
Tűrések és felületi minőségek magyarázata gyakorlati alkalmazásokhoz
Kiválasztotta a megmunkálási eljárást, és kiválasztotta az ideális anyagot. Most jön egy olyan döntés, amely akár tapasztalt mérnököket is megzavarhat: milyen szorosak legyenek a tűrések, és milyen felületi minőségre van valójában szükség? Ha túl lazán adják meg a tűréseket, a megmunkált alkatrészek nem fognak megfelelően működni. Ha túl szorosan adják meg őket, jelentősen többet kell fizetniük anélkül, hogy valódi előnyt szereznének.
Ez az, amit a legtöbb platform nem fog elmondani Önnek: az a 0,001"-es tűrés, amelyet éppen meg szeretne adni, kétszeresére növelheti az alkatrész költségét, és háromszorosára növelheti a szállítási határidőt. Annak megértése, mikor indokolja a nagy pontosságú megmunkálási szolgáltatások magasabb ára – és mikor elegendők a szokásos tűrések – pénzt takarít meg, miközben biztosítja, hogy a nagy pontosságú megmunkálási alkatrészek pontosan úgy működjenek, ahogy azt tervezték.
Milyen tűrésekre van valójában szüksége
A tűrés meghatározza, mennyire térhet el egy méret a megadott értéktől. Amikor egy CNC-megmunkált alkatrész mérete 25,00 mm ±0,10 mm tűréssel, akkor minden 24,90 mm és 25,10 mm közötti érték megfelel a minőségellenőrzésnek. Ennyire egyszerű. Azonban a szigorúbb tűrés gyártástechnológiai következményei bármit jelenthetnek – csak nem egyszerűséget.
A szokásos megmunkálási tűrések – általában ±0,10 mm (±0,004 hüvelyk) – hatékonyan lefedik a legtöbb általános célú alkalmazást. A gépgyártó üzem normál sebességgel üzemel, szokásos szerszámokat használ, és rendszeres minőségellenőrzéseket végez. Ha azonban precíziós tűrésekre térünk át (±0,025 mm, azaz ±0,001 hüvelyk), minden megváltozik: hőmérséklet-szabályozott környezet válik szükségessé, a gépek hőmérsékleti stabilizálásra van szükségük, és a minőségellenőrzési eljárások lényegesen bővülnek. A gyártási költségek kutatása szerint a szokásos tűrésekről a precíziós tűrésekre való áttérés általában megkétszerezi a költségeket, míg az ultra-precíziós specifikációk akár 24-szeres költségnövekedést is eredményezhetnek.
Tehát mikor indokolja a szigorúbb méretpontossági előírások a további beruházást? Vegye figyelembe az alábbi forgatókönyveket:
- Illesztési felületek: Amikor két CNC-maróval megmunkált alkatrésznek pontosan illeszkednie kell egymáshoz – például egy tengelynek egy csapágyban vagy egy dugattyúnak egy hengerben
- Összeszerelési felületek: Amikor alkatrésze más pontossági alkatrészekhez kapcsolódik minimális hézagokkal
- Tömítési alkalmazások: Amikor tömítések vagy O-gyűrűk meghatározott összenyomódásra van szükségük a működésükhöz
- Nagysebességű forgás: Amikor a szigorú méretpontossági előírások melletti egyensúlytalanság rezgést vagy korai meghibásodást okozna
A nem kritikus méretek esetében – például anyageltávolítási felületek, szabad helyet biztosító furatok vagy esztétikai jellemzők – általában teljesen elegendők a szokásos méretpontossági előírások. A legdrágább méretpontossági előírás gyakran az, amely nem nyújt funkcionális előnyt.
| Tűréshatárok osztálya | Tipikus Tartomány | Alkalmazások | Költség-hatás |
|---|---|---|---|
| Szabványos / kereskedelmi | ±0,13 mm (±0,005") | Általános gépészeti alkatrészek, rögzítőelemek, házak, nem kritikus jellemzők | Alapár ($) |
| Pontosság | ±0,025 mm (±0,001") | Illesztési felületek, csapágyillesztések, szerelési interfészek, hidraulikus alkatrészek | 2× alapár ($$) |
| Nagy Precizitás | ±0,013 mm (±0,0005") | Légi- és űrhajózás szerkezetei, orvosi implantátumok, optikai rögzítők, műszerek | 4–8× alapár ($$$) |
| Ultra-precíziós | ±0,0025 mm (±0,0001") | Mérőtechnikai eszközök, félvezető gyártóberendezések, speciális tudományos műszerek | 24×+ alapár ($$$$) |
Felületi minőség-választási lehetőségek és azok alkalmazási ideje
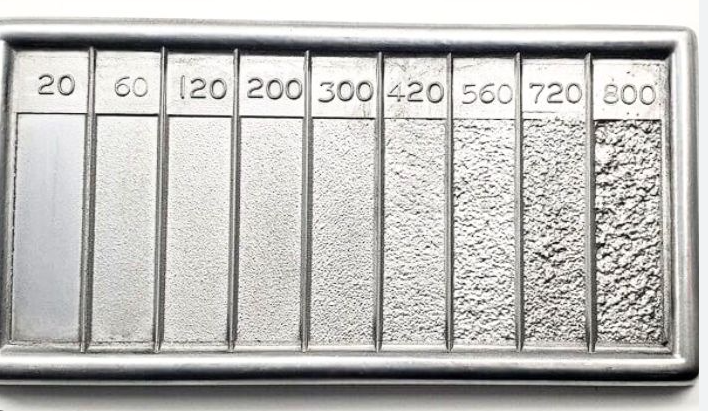
A felületi érdesség a alkatrész külső felületének mikroszkopikus szintű textúráját írja le. Mértékegysége az Ra (átlagos érdesség), amelynek kisebb értéke simább felületet jelent. A gyakorlatban azonban a következők számítanak: a felületi érdesség befolyásolja a súrlódást, a kopást, a korrózióállóságot és a megjelenést.
Amikor az alkatrészeket CNC-gépen gyártják, az úgynevezett „gépi állapotú” felület keletkezik. A szerszámképek láthatók maradnak, de belső alkatrészek vagy másodlagos felületkezelést igénylő alkatrészek esetében ez az alapállapot gyakran elegendő. Ezt követően a funkcionális és esztétikai követelmények alapján további lehetőségek nyílnak meg:
- Gépi állapotú (Ra 3,2 μm / 125 μin): Szabványos gépi felület, látható szerszámvonalakkal. Ideális belső alkatrészekhez, prototípusokhoz vagy további felületkezelést igénylő alkatrészekhez. A leggazdaságosabb megoldás.
- Simított gépi felület (Ra 1,6 μm / 63 μin): Optimalizált vágási paraméterekkel csökkentett szerszámképek. Jó általánosan látható felületekhez és illeszkedő felületekhez.
- Finomított gépi felület (Ra 0,8 μm / 32 μin): Alig látható szerszámképek. Pontos illesztésekhez, tömítőfelületekhez és esztétikai alkalmazásokhoz alkalmas.
- Sugárzott felület: Egyenletes mattnak tűnő felület, amely elrejti a gépi megmunkálás nyomait. Egyöntetű megjelenést biztosít az alkatrészeknél, és javítja a festék tapadását. Gyakran kombinálják anodizálással, hogy premium termékhatást érjenek el.
- Anodizált (II. vagy III. típus): Elektrokémiai folyamat, amely tartós, korrózióálló oxidréteget hoz létre az alumínium felületén. Több színben is elérhető. A III. típus (keményréteg) jelentős kopásállóságot biztosít igényes alkalmazásokhoz.
- Porfestett: Rugalmas festékréteg, amely gyakorlatilag bármilyen színben elérhető. A rétegvastagság növekedése 0,05–0,15 mm, ami kritikus a méretpontosságra érzékeny elemeknél, amelyek esetleg maszkolást igényelnek.
- Elektrokémiai pulzálás: Kémiai eljárás, amely tükörszerű felületet eredményez rozsdamentes acélon. Csökkenti a felületi érdességet, miközben javítja a korrózióállóságot. Gyakran alkalmazzák orvosi és élelmiszer-feldolgozó berendezéseknél.
- Fekete oxid: Acélra alkalmazott konverziós bevonat, amely enyhe korrózióállóságot és vonzó fekete megjelenést biztosít. A méretváltozás minimális.
A felületkezelés kiválasztása közvetlenül befolyásolja a gyártási összetettséget. Ahogy a felületkezelési eljárások kutatása is bemutatja, a porfestés és az anódosítás anyagréteget ad hozzá, amely zavarhatja a szoros méretpontossági követelményeket, így a kritikus elemek maszkolását teszi szükségessé – egy kézi, időigényes folyamat, amely növeli a költségeket és a szállítási időt.
Pontosság és költségvetés kiegyensúlyozása
Különböző iparágak eltérő filozófiával közelítenek a tűrésekhez és a felületminőségekhez. A légiközlekedési alkalmazások gyakran elérik a pontosság határait a tömegkorlátozások és biztonsági követelmények miatt – minden gramm számít, amikor repülünk. Az orvosi eszközök gyártása a betegbiztonság érdekében konzisztens, megbízható gyártást tesz szükségessé. A fogyasztói termékek általában a vizuális megjelenés és a költséghatékonyság közötti egyensúlyt keresik.
A legokosabb megközelítés? Csak ott alkalmazzunk szigorú tűréseket, ahol a funkció ezt megköveteli. Hozzunk létre egy tűréshierarchiát:
- Kritikus méretek: A illeszkedést, funkciót vagy biztonságot érintő jellemzők – adjunk meg pontos tűréseket
- Fontos méretek: Az összeszerelést vagy teljesítményt érintő jellemzők – használjunk szokásos tűréseket egyértelmű ellenőrzési követelményekkel
- Referenciaként szolgáló méretek: Nem kritikus jellemzők – fogadjuk el azt, amit a gyártási folyamat természetes módon eredményez
A hőmérséklet is fontosabb, mint ahogy sok mérnök gondolná. Egy 300 mm-es alumínium alkatrész kb. 0,07 mm-rel tágul minden 10 °C-os hőmérsékletváltozás esetén. Olyan tűrések megadása, amelyek szigorúbbak, mint a várható hőmérsékleti ingadozás, lehetetlen gyártási helyzetet teremt.
Amikor feltölti az adatokat egy online CNC-szolgáltatási platformra, keressen DFM (Gyártásképes tervezés) visszajelzést, amely figyelmeztet a szükségtelenül szigorú tűrésekre. Sok rendszer ma már automatikusan javasolja, hol lehetne lazítani a specifikációkon funkcionális hatás nélkül – így pénzt takarít meg, miközben megtartja a pontossági megmunkálási szolgáltatások minőségét, amelyre alkalmazása valójában szüksége van.
Miután megértette a tűréseket és a felületminőséget, készen áll a teljes rendelési folyamat végigkövetésére – a CAD-fájlok helyes előkészítésétől kezdve a gyártás és a szállítás során az alkatrészek nyomon követéséig.
A teljes folyamat: a CAD-fájl feltöltésétől az alkatrész kézbesítéséig
Kiválasztotta a gyártási folyamatát, kiválasztotta az anyagot, és megadta a pontosságot és a költségvetést összehangoló tűréseket. Most jött el az igazság pillanata: ténylegesen megrendeli a termékeket. Mi történik azután, hogy rákattint az „feltöltés” gombra? Mi zajlik a háttérben, mielőtt a CNC-megmunkálással készült alkatrészei az ajtajához érkeznének?
Ennek a munkafolyamatnak a megértése átalakítja Önt egy passzív vásárlóból egy tájékozott partnerré a gyártási folyamatban. Ha tudja, mi történik egyes szakaszokban, jobban felkészítheti a fájljait, pontosabban becsülheti meg az időkereteket, és elkerülheti azokat a gyakori hibákat, amelyek késleltetik a projekteket és megnövelik a költségeket.
CAD-fájljai előkészítése a siker érdekében
A CNC-gép annyira jó, amennyire jó a rá adott fájl. Ez nem túlzás – ez a gyártás valósága. A hiányos geometria, a helytelen fájlformátumok vagy a túl bonyolult modellek olyan láncreakciókat indítanak el, amelyek végigvisszhangzanak az egész gyártási folyamaton.
Kezdje a megfelelő fájlformátummal. A CNC-fájlok előkészítésére vonatkozó iparági legjobb gyakorlatok szerint az alábbi formátumok a legalkalmasabbak az online CNC-megmunkálási szolgáltatásokhoz:
- STEP (.stp, .step): Az univerzális szabvány a CNC-hez. Pontosan megőrzi a testgeometriát, és gyakorlatilag minden CAM-rendszerrel kompatibilis
- IGES (.igs, .iges): A régebbi formátum továbbra is széles körben támogatott. Jó felületmodellekhez, de néha adatvesztés léphet fel átalakítás közben
- Parasolid (.x_t, .x_b): A SolidWorks és számos CAM-rendszer natív formátuma. Kiváló geometriamegtartás
- Natív CAD fájlok: Egyes platformok közvetlenül elfogadják a SolidWorks, a Fusion 360 vagy az Inventor fájlokat
Kerülje a hálós (mesh-alapú) formátumokat, például az STL-t vagy az OBJ-t a megmunkáláshoz. Bár tökéletesek a 3D nyomtatáshoz, ezek a formátumok a sima görbéket apró háromszögekre bontják, amelyek problémákat okozhatnak a szerszámpálya-generálás során. A gondosan tervezett lekerekítés így egy durva, sokszögű közelítéssé válik, amelyet nem lehet pontosan megmunkálni.
Az exportálás előtt futtassa le ezt a rövid ellenőrzőlistát:
- Ellenőrizze, hogy modellje zárt, vízhatlan test – nincsenek nyitott felületek vagy részek
- Távolítsa el a duplikált vagy egymást átfedő geometriát, amely zavarja a CAM-szoftvert
- Eltávolítandók a rendkívül vékony falak (fémeknél 0,5 mm alatti, műanyagoknál 1,0 mm alatti vastagság)
- Győződjön meg arról, hogy a belső sarkok lekerekítése illeszkedik a rendelkezésre álló szerszámok sugaramhoz
- Ellenőrizze az egységek helyességét – a milliméter és hüvelyk közötti tévesztés meglepően gyakori
Ajánlatkéréstől a szállításig tartó idővonal
Amikor a fájlja készen áll, a megrendelési folyamat logikus sorrendben zajlik. Íme, pontosan mi történik az egyes szakaszokban:
- Fájl feltöltése és azonnali elemzés: A CAD-fájlt a platform portálján keresztül tölti fel. Néhány másodperc alatt automatizált algoritmusok elemzik a geometriát, kiszámítják az eltávolítandó anyagmennyiséget, és azonosítják a lehetséges gyártási kihívásokat. A legtöbb platform támogatja a többalkatrészes megrendelésekhez tartozó tömeges feltöltést.
- Méretek kiválasztása: Kiválasztja az anyagot, a mennyiséget, a tűrések követelményeit és a felületi minőséget. A rendszer valós időben újraszámítja az árat a paraméterek módosításával – így segít megtalálni a teljesítmény és a költségvetés közötti ideális egyensúlyt.
- Gyárthatósági tervezés (DFM) áttekintése: A platform algoritmusa – vagy komplex alkatrészek esetén emberi mérnökök – értékeli a tervezést a gyártási korlátozásoknak megfelelően. Visszajelzést kap azokról a funkciókról, amelyek problémákat okozhatnak: túl vékony falak, túl mély furatok, vagy speciális szerszámozást igénylő alávágások. Ez a lépés megelőzi a későbbi, drága meglepetéseket.
- Árajánlat készítése: Kötő ajánlatot kap, amely tartalmazza az egységárakat, a beállítási díjakat (ha alkalmazhatók), a szállítási határidőt és a szállítási lehetőségeket. Az online megmunkálási árajánlatok általában néhány percen belül érkeznek szabványos alkatrészek esetén – ezzel szemben a hagyományos csatornákon keresztül napokig is eltarthat.
- Megrendelés megerősítése és fizetés: Miután elfogadja az ajánlatot, a fizetés feldolgozása elindítja a gyártási ütemezést. Rendelése a gyártási sorba kerül egy megerősített kézbesítési dátummal.
- Gyártás: Egyedi megmunkált alkatrészei gyártásba kerülnek. A CNC-programozók optimalizált szerszámpályákat készítenek a megadott geometriából. A gépkezelők beállítják a gépeket, ellenőrzik az első darabokat, majd elindítják a sorozatgyártást. A minőségirányítási rendszerek végig figyelemmel kísérik a méretbeli pontosságot.
- Minőségellenőrzés: A kész alkatrészeket méretellenőrzésnek vetik alá a megadott specifikációk szerint. A követelményeitől függően ez a kritikus méretek mintavételétől egészen a teljes CMM-ellenőrzésig és részletes jelentések elkészítéséig terjedhet.
- Befejezés és utófeldolgozás: Ha felületkezelést (anódosítás, porfestés, galvanizálás) kért, az alkatrészek a végső csomagolás előtt másodlagos műveletekhez kerülnek.
- Szállítás és kézbesítés: A alkatrészeket gondosan csomagolják, hogy megelőzzék a szállítás során keletkező károkat. A nyomon követési információk lehetővé teszik, hogy nyomon kövessék a folyamatot addig, amíg a CNC-megmunkált alkatrészek az ajtajához érkeznek.
A prototípus-megmunkálási szolgáltatások teljes ciklusa általában 3–10 munkanap, attól függően, hogy milyen összetett a feladat, milyen anyag áll rendelkezésre, és milyen felületkezelési követelmények vannak. A gyártási tételek természetesen meghosszabbítják az időkereteket, de hatékonyságnövekedésük révén csökkentik az egyes alkatrészek egységköltségét.
Gyakori feltöltési hibák elkerülése
Ezer számos megrendelés feldolgozása után az online platformok ismétlődően azonos, elkerülhető hibákat azonosítanak. Ezek elkerülése gyorsítja a projekt időkeretét, és megakadályozza a költséges módosításokat.
Hiányzó vagy helytelen tűrések: Ha nem ad meg tűréseket, a gyártók saját szokásos tűréseiket alkalmazzák (általában ±0,13 mm). Ez akár megfelelő is lehet – de akár összeszerelési hibákat is okozhat. Legyen egyértelmű a kritikus méretek esetében.
Lehetetlen belső sarkok: A vágószerszámok kerek alakúak. Egy 90 fokos belső sarok geometriailag nem megmunkálható. Vagy adjon hozzá lekerekítéseket a szokásos szerszám-sugarakhoz igazodva (3 mm, 5 mm, 6 mm gyakori értékek), vagy számítson arra, hogy a gyártó tisztázást kér – ami napokat tesz hozzá az időtervhez.
Helyettesítés nélküli menetek: A CAD-modellje esetleg menetes furatokat mutathat, de a CNC-gépeknek kifejezett menetmeghatározásra van szükségük. A műszaki rajzon vagy megjegyzésekben tüntesse fel a menet típusát (UNC, metrikus), a menetemelkedést, a mélységet és a illesztési osztályt.
Hiányzó 2D-rajzok összetett követelmények esetén: Bár a 3D-modellek vezérelték a megmunkálást, a 2D-rajzok közlik a speciális követelményeket, például a GD&T-jelöléseket, a felületi minőségi előírásokat egyes felületeken vagy az ellenőrzési kritériumokat. Egyszerű geometriájú CNC-prototípusok esetén gyakran elegendőek a 3D-fájlok is – azonban a sorozatgyártási alkatrészeknél hasznosak a kiegészítő rajzok.
Túlzottan szigorú tűrések megadása: A ±0,01 mm-es tűréshatár megadása minden méretnél tapasztalatlanságra utal, és megemeli az árajánlatokat. Szoros tűréshatárokat csak ott alkalmazzon, ahol a funkció ezt kívánja. A tapasztalt mérnökök képesek megkülönböztetni a kritikus illesztéseket az általános méretek között.
Profiszerviz gyorsabb teljesítéshez: Egyszerűsítse azokat a geometriai elemeket, amelyek nem befolyásolják a funkciót. Az a díszítő lekerekítés, amelyhez speciális szerszám szükséges? Az a mély, keskeny horpadás, amelyhez hosszabb nyelű szerszámokra van szükség? Minden nem szabványos geometriai elem növeli a beállítási időt. Amikor szorong a határidő, a tervezés egyszerűsítése gyakran fontosabb, mint a gyorsított szállítás.
A költségoptimalizálás hasonló logikát követ. A szabványos anyagok (6061-es alumínium, 304-es rozsdamentes acél) olcsóbbak, és gyorsabban szállíthatók, mint az exotikus ötvözetek. Lazább tűréshatárok csökkentik az ellenőrzési időt. Nagyobb mennyiségek esetén a beállítási költségek több alkatrészre oszlanak el. Továbbá a hatékony rögzítésre való tervezés – például sík alapfelületek, könnyen hozzáférhető geometriai elemek és logikus megmunkálási sorrend – csökkenti a gyártási időt anélkül, hogy minőséget kellene áldozni.
Amikor megrendelését leadták, és a gyártás folyamatban van, az árképzést meghatározó tényezők megértése segít okosabb döntéseket hozni jövőbeli projektekről – és potenciálisan csökkentheti a jelenlegi projektek költségeit is, mielőtt véglegesítené a műszaki specifikációkat.
A CNC megmunkálás árképzése és költségoptimalizálása
Sosem tűnt furcsának, hogy két látszólag hasonló alkatrész esetében teljesen eltérő CNC megmunkálási árajánlatok érkeznek? Nem egyedül áll ebben. A legtöbb online platform egyszerűen egy számot mutat, anélkül, hogy elmagyarázná, hogyan számították ki. Ez a hiányzó átláthatóság azt eredményezi, hogy Ön találgatni kényszerül: tisztességes árat kapott-e, vagy túlfizetett olyan funkciókért, amelyekre valójában nincs szüksége.
A valóság az, hogy a CNC megmunkálás költségei nem önkényesek. Előrejelezhető mintákat követnek, amelyeket konkrét, befolyásolható tényezők határoznak meg. Ezeknek a tényezőknek a megértése átalakítja Önt egy passzív vásárlóból olyan szakemberré, aki stratégiai szempontból optimalizálhatja terveit a költséghatékonyság érdekében. Nézzük meg, mi is határozza meg valójában a megmunkáló szakember által számított fémmegmunkálási költséget.
Mi határozza meg valójában a CNC megmunkálás költségeit
Minden árajánlat, amelyet kap, hat fő költségvetési tényezőt tükröz. Ezek közül néhányat a tervezési fázisban befolyásolhat. Mások a gyártási igényeitől függenek. Mindegyikük kölcsönhatásba lép egymással, és ezzel optimalizálási lehetőségeket teremt.
Anyag választás két módon befolyásolja a költségeket. Először is a nyersanyagok ára jelentősen eltér – a titán kilogrammonként kb. 20-szor drágább, mint az alumínium. Másodszor, a megmunkálhatóság hatással van a gyártási időre. Az alumínium megmunkálása lényegesen gyorsabb, mint a rozsdamentes acélé, mert a lágyabb anyagok magasabb előtolási sebességet és hosszabb szerszámkönyv élettartamot tesznek lehetővé. A szakmai költséganalízisek szerint az alumínium általában 1–3 USD/kg, míg a titán 15–50 USD/kg között mozog.
Rész összetettsége közvetlenül befolyásolja a megmunkálási időt – és az idő pénzt jelent. A bonyolult geometriák több beállítást, speciális szerszámokat és lassabb vágási sebességet igényelnek a pontosság fenntartása érdekében. Egy egyszerű konzol megmunkálása például 15 percet vehet igénybe. Ezzel szemben egy bonyolult ház, amely mély zsebeket és összetett szögeket tartalmaz, órákat is igényelhet.
Tűrési követelmények exponenciálisan növeli a költségeket. A szokásos tűrések (±0,13 mm) gyakorlatilag ingyenesek a normál megmunkálás során. A pontos tűrések (±0,025 mm) környezeti feltételek ellenőrzését, gondos mérést és lassabb feldolgozást igényelnek. Az ultra pontos specifikációk a költségeket akár 24-szeresére is megnövelhetik vagy még jobban.
Mennyiség a fix költségeket több alkatrészre osztja el. A beállítási díjak, a programozási idő és az első darab ellenőrzése egyszer történik, függetlenül attól, hogy 1 darabot vagy 1000 darabot rendel. A nagyobb mennyiségek jelentősen csökkentik ezeket a fix kiadásokat.
Felületi minőség hozzáadja a feldolgozási időt, és néha másodlagos műveleteket is igényel. A nyers megmunkált alkatrészek nem járnak további költséggel. A csiszolt felületek további megmunkálási meneteket igényelnek. Az anódosítás, a porfestés vagy a galvanizálás külön feldolgozási lépéseket jelent, amelyek saját költségekkel járnak.
Gyártási idő prémium díjakat von maga után, ha sürgősen szüksége van az alkatrészekre. A sürgősségi megrendelések zavarják a termelési ütemtervet, és túlórára vagy gyorsított anyagbeszerzésre is szükség lehet.
| Tényező | Hatás mértéke | Optimalizálási Stratégia |
|---|---|---|
| Anyagválasztás | Magas | Válasszon könnyen beszerezhető, jól megmunkálható anyagokat. Például alumínium 6061 helyett 7075-ös ötvözet; 304-es rozsdamentes acél helyett 316-os, ha a korrózióállósági követelmények ezt lehetővé teszik. |
| Rész összetettsége | Magas | Egyszerűsítse a nem funkcionális jellemzőket. Csökkentse a zsebak mélységét. Használjon szabványos szerszámsugarakat a belső sarkoknál. Bontsa fel a túl bonyolult alkatrészeket összeállításokra. |
| Tűréselőírások | Magas | Csak a funkcionálisan összeillő felületeken alkalmazzon szigorú tűréseket. Fogadja el a szabványos tűréseket a nem kritikus méretek esetében. |
| Rendelési mennyiség | Magas | Kötegelt rendelésekkel terhelje el a beállítási költségeket. Fontolja meg a jövőbeni igények egyidejű megrendelését, hogy térfogati kedvezményekre jogosult legyen. |
| Felületi minőség | Közepes | Adja meg az alapállapotú (megmunkált) felületminőséget ott, ahol a megjelenés nem számít. Használjon fémhomokfúvást csiszolás helyett egyenletes megjelenés érdekében alacsonyabb költséggel. |
| Gyártási idő | Közepes | Gondoskodjon időbeni tervezésről, hogy elkerülje a sürgősségi díjakat. A szokásos 7–10 napos gyártási idő általában 15–30%-kal olcsóbb, mint a gyorsított szolgáltatási lehetőségek. |
Okos stratégiák alkatrész-költségek csökkentésére
A költségcsökkentés nem azt jelenti, hogy elfogadjuk az alacsonyabb minőséget. Inkább a hulladék megszüntetését jelenti – például felesleges pontosság, túltervezett funkciók vagy hatékonytalan konstrukciók, amelyek növelik a megmunkálási időt anélkül, hogy funkcionális értéket adnának.
Kezdje azzal, hogy megkérdőjelezi minden szoros tűrést. A szerint gyártási költségek kutatása az alapértelmezett ±0,127 mm-es tűrés már meglehetősen pontos, és elegendő a legtöbb alkalmazáshoz. Minden további szigorítás növeli az ellenőrzési időt, csökkenti a vágási sebességet, és növeli a selejtelt alkatrészek kockázatát.
Tervezzen hatékony fémfeldolgozásra úgy, hogy elkerüli azokat a geometriai elemeket, amelyek speciális szerszámokat igényelnek. A mély, keskeny horpadások különlegesen hosszú nyelű marószerszámok használatát kényszerítik, amelyek deformálódnak és lassabb előtolási sebességet igényelnek. A vékony falak gondos támasztást és óvatos megmunkálást igényelnek. A nem szabványos furatméretek egyedi fúrószerszámokat igényelnek, nem pedig készletből beszerezhető szerszámokat.
Vegye figyelembe az alábbi gyakorlati optimalizációkat:
- Növelje a belső sarkok sugárát a szabványos maróátmérőkhöz igazítsa a lekerekítéseket (3 mm, 5 mm, 6 mm). A nagyobb lekerekítések gyorsabb megmunkálást és hosszabb szerszámélettartamot tesznek lehetővé.
- Korlátozza a horpadások mélységét a szélességük négyszeresére. A mélyebb zsebek speciális szerszámokat és jelentősen lassabb előtolási sebességet igényelnek.
- Használjon szabványos lyukméreteket furatokat tervezzen olyan átmérőkkel, amelyek illeszkednek a gyakori fúróátmérőkhöz, ne pedig tetszőleges méretekhez.
- Ne adjon meg szükségtelen felületi érdességi előírásokat belső vagy rejtett felületeken.
- Lapos aljtervezés stabil munkadarab-rögzítés érdekében, nem szükségesek egyedi rögzítőkészülékek.
Kis mennyiségű CNC megmunkálási megrendelés esetén a beállítási költségek gyakran meghaladják az anyagköltséget és a megmunkálási időt együttvéve. Egyetlen összetett alkatrész ára például 150 dollár lehet, de ugyanabból az alkatrészből tízet rendelni mindössze 300 dollárba kerülhet – mivel a beállítás egyszer történik. Mindig érdemes megfontolni, hogy gazdaságosan indokolt-e kicsit többet rendelni, mint amire azonnal szükség van.
Mennyiségi kedvezmények és térfogatarányos árképzés
Az egyedi CNC megmunkálási szolgáltatások térfogati árazása előrejelezhető mintát követ. Az első darab gyártása a legnagyobb egységköltséggel jár, mivel beleérti a programozást, a beállítást és a folyamat érvényesítését. Minden további darab a hatékonyságnövekedésből eredő előnyökre épít.
A számítások nagyon kedvezően alakulnak. A gyakorlati áradataink szerint egy egység ára 134 font volt egy darab esetén, 10 darabnál az egységár 38 fontra csökken – azaz 70%-os csökkenés. 100 darabnál az egységár 13 fontra esik, ami 90%-os csökkenést jelent az egy darabos árhoz képest.
Ez nem varázslat – hanem gyártási közgazdaságtan. A CNC-programozó egyszer készíti el az esztergálási útvonalakat. Az esztergályos egyszer állítja be a munkadarab rögzítését. A minőségellenőrzés egyszer határozza meg a mérési protokollokat. Mindezen fix költségek a teljes rendelésre terhelődnek.
A bölcs vásárlók többféleképpen is kihasználják ezt:
- Egységesítse a rendeléseket inkább nem tesznek több kis vásárlást idővel
- Rendszeresen kis tételben rendeljenek prototípusokat (5–10 darab) inkább, mint egyesével, amikor iterációs teszteket végeznek
- Becsüljék meg a gyártási igényeket és kössenek nagyobb mennyiségre vonatkozó megállapodást kedvezőbb árakért
- Tárgyaljanak keretrendeléseket folyamatos szükséglet kielégítésére ütemezett szállításokkal
Ugyanakkor a mennyiség nem mindig a megoldás. Prototípus-esztergálás vagy tervezési érvényesítés esetén száz darab alkatrész megrendelése a funkció megerősítése előtt erőforrás-pazarlás. Az ideális megközelítés egyensúlyt teremt a jelenlegi igények és a valósághű, mennyiség alapú megtakarítás között – soha ne rendeljen többet, mint amennyit ténylegesen használni fog, pusztán azért, hogy elérje az árcsökkenést.
Miután megértettük az árképzési tényezőket, a következő lépés azzal foglalkozik, hogy melyik online CNC-szolgáltató nyújtja valójában a minőséget, tanúsítványokat és kommunikációt, amelyekre projektei szükségesek.
Hogyan értékeljük és hasonlítsuk össze az online CNC-szolgáltatókat
Megismertük, hogyan működik az árképzés, és mi határozza meg a költségeket. De itt van egy olyan kérdés, amely ugyanolyan fontos: hogyan tudjuk meg, hogy melyik szolgáltató képes valójában időben minőségi alkatrészeket szállítani? Nem minden online CNC-szolgáltató működik azonos színvonalon. Egyesek szigorú minőségirányítási rendszerekkel és tanúsított folyamatokkal dolgoznak. Mások közvetítőként működnek, és összekötik Önt ismeretlen gépgyártókkal, amelyek képességei változók.
A rossz szolgáltató kiválasztása nemcsak pénzveszteséggel jár – projektelodásokat, szerelési problémákat okoz, és potenciálisan károsíthatja saját ügyfelei felé épített hírnevét. A jó hír az, hogy léteznek objektív értékelési kritériumok, amelyek megbízható partnereket választanak el a kockázatos kísérletektől.
Ténylegesen fontos tanúsítványok
Az ipari tanúsítások nem csupán szép logók egy weboldalon. Azok dokumentált bizonyítékot jelentenek arra, hogy egy gyártó a független auditorok által ellenőrzött, szabványosított minőségirányítási folyamatokat követ. A gyártási tanúsításokról készült kutatások szerint a tanúsítások olyan oszlopok, amelyek megerősítik és érvényesítik a minőségirányítási rendszer minden egyes termelési fázisát.
De mely tanúsítások számítanak valójában az Ön alkalmazásához? Íme, mit jelent mindegyik főbb tanúsítás:
ISO 9001 világviszonylatban a minőségirányítási rendszerek alapvető szabványát határozza meg. Bizonyítja, hogy az üzem dokumentált eljárásokat alkalmaz, figyeli a teljesítménymutatókat, és helyreállító intézkedéseket hoz a szabványtól eltérő esetek kezelésére. Ha egy szolgáltató még ezt az alapvető tanúsítást sem birtokolja, rendkívüli óvatossággal kell eljárni.
AS9100D az ISO 9001-et bővíti légi járműipari specifikus követelményekkel, ideértve a szigorú kockázatkezelést, a szigorú dokumentációs előírásokat és a termék integritásának ellenőrzését a bonyolult ellátási láncok egészében. A légi járművekbe szánt alkatrészeket AS9100D tanúsítással rendelkező gyártóhelyekről kell szállítani.
A szövetek az autóipari minőségirányítást szabályozza, ötvözve az ISO 9001 elveit az iparágra jellemző követelményekkel, mint például a folyamatos fejlesztés, a hibák megelőzése és a szigorú beszállítói felügyelet. Ha CNC gépgyártóüzemeket keres autóipari alkalmazásokhoz, akkor ez a tanúsítás elengedhetetlen.
ISO 13485 a gyógyszeripari eszközök gyártását szabályozza szigorú előírásokkal a tervezésre, nyomon követhetőségre és kockázatcsökkentésre vonatkozóan. A gyógyszeripari alkatrészek gyártásához e tanúsítás szükséges a szabályozó hatóságok követelményeinek teljesítéséhez és a betegbiztonság biztosításához.
NADCAP az akkreditáció kifejezetten a légiközlekedési és védelmi ipar számára kritikus speciális folyamatokra összpontosít – hőkezelés, kémiai feldolgozás és nem romboló vizsgálat. Ez egy további minőségbiztosítási réteget jelent az általános tanúsításokon túl.
Kérdések, amelyeket meg kell tenni a rendelés előtt
A tanúsítások információt adnak a rendszerekről. Ugyanakkor szükség van arra is, hogy megértsük, egy konkrét szolgáltató hogyan kezeli az Ön saját igényeit. Mielőtt bármely online CNC-szolgáltatást választana, szerezze be a következő kritikus kérdésekre adott válaszokat:
- Minőségbiztosítási folyamat: Milyen ellenőrzési módszereket alkalmaznak? Végrehajtanak-e folyamat közbeni ellenőrzéseket, vagy csak végellenőrzést? Képesek-e CMM-jelentéseket szolgáltatni a kritikus méretekre? A megbízható minőségellenőrzéssel rendelkező létesítményeknek könnyedén el kell tudniuk magyarázni mérési képességeiket és kalibrálási protokolljaikat.
- Anyag Nyomonkövethetősége: Képesek-e anyagvizsgálati jegyzőkönyveket (MTR-ket) szolgáltatni, amelyek dokumentálják az anyag összetételét és tulajdonságait? Szabályozott iparágakban ez a dokumentáció kötelező – nem választható.
- Gépkapacitások: Milyen berendezéseket üzemeltetnek? Többtengelyes gépek, svájci esztergák és elektromos szikraforgácsolás (EDM) képességek bővítik a lehetséges gyártási lehetőségeket. Érdeklődjön a gépek életkoráról és karbantartási ütemterveiről – jól karbantartott berendezések konzisztens eredményeket biztosítanak.
- Javítási és módosítási szabályzatok: Mi történik, ha a alkatrészek nem megfelelő méretekkel érkeznek? A megbízható szolgáltatók egyértelműen fogalmazzák meg újragyártási politikájukat, és gyorsan reagálnak a minőségi problémákra.
- Kommunikációs csatornák: Elérhető-e valós mérnök, ha problémák merülnek fel? Egyes platformok csak chatbot-támogatást nyújtanak, míg mások közvetlen hozzáférést biztosítanak olyan műszaki személyzethez, akik jól ismerik a megmunkálással kapcsolatos kihívásokat.
- Szállítási határidő megbízhatósága: Mi a pontos időben történő szállítás teljesítési aránya? Kérjen adatokat, ne ígéreteket. A következetes szállítás fontosabb az optimista becsléseknél.
- DFM visszajelzés minősége: Mennyire részletes a gyártási kivitelezhetőségre (DFM) vonatkozó elemzésük? Azok a szolgáltatók, akik a gyártás megkezdése előtt észlelik a potenciális problémákat, időt és pénzt takarítanak meg Önnek.
A válaszok értékelésekor figyeljen a konkrétságra. A homályos válaszok, például az „rendelkezünk minőségbiztosítási folyamatokkal” kevesebbet jelentenek, mint a részletes magyarázatok a vizsgálati protokollokról, kalibrálási ütemtervekről és dokumentált eljárásokról.
Online vs. helyi gépgyártó műhelyek
Itt egy őszinte értékelés, amelyet a legtöbb online platform nem fog megadni Önnek: néha a helyi gépgyártó műhelyek logikusabb választást jelentenek. Az „az én közelben lévő CNC-műhely keresése” és az online szolgáltatások használata közötti döntés az Ön konkrét helyzetétől függ.
Az online CNC-szolgáltatások akkor kiválóak, ha:
- Azonnali árajánlatra van szüksége telefonhívás vagy várakozás nélkül
- A földrajzi helyzet nem számít – bármely tanúsított létesítmény megfelel
- A szokásos anyagok és tűrések megfelelnek az Ön igényeinek
- Prototípusokat vagy kis sorozatgyártási tételt rendel
- A átlátható árazás és a megrendelés nyomon követése fontos az Ön munkafolyamatában
- Nincsenek meglévő kapcsolatai olyan, szakmailag megfelelő gépgyártó műhelyekkel a közelében
A helyi gépgyártók akkor érzékeny választás, ha:
- Alkatrészei kiterjedt együttműködést és iteratív fejlesztést igényelnek
- Személyesen szeretné megvizsgálni a létesítményeket, a berendezéseket és az eljárásokat
- Rendkívül szigorú határidők miatt azonos napos vagy másnapi teljesítésre van szükség
- Összetett projektek esetén előnyös a személyes tervezési megbeszélések lehetősége
- Saját tulajdonú termékeket fejleszt, amelyek szigorú bizalmas kezelést igényelnek
- A folyamatos gyártási kapcsolatok indokolják, hogy rendszeresen látogasson fel egy közelben lévő gépészhez
A hagyományos és az online gépi megmunkálás összehasonlító elemzése szerint a hagyományos CNC-szolgáltatások a pontosságra, a személyes segítségnyújtásra és a szigorú minőségellenőrzésre helyezik a hangsúlyt – így erős kapcsolatot épít a gyártóval, ami nagyobb vagy speciális projektek esetén előnyös. Az online platformok a sebességre, a kényelmes használhatóságra és a gyors hozzáférésre koncentrálnak, de a gyártókkal való közvetlen kommunikáció korlátozott lehet.
A gyakorlati valóság? Sok vásárló mindkét megközelítést stratégiai módon alkalmazza. Az online platformok egyszerűbb alkatrészeket kezelnek, ahol a sebesség és az ártranszparencia a legfontosabb. A helyi gépészműhelyek – amelyeket a „közelben lévő gépészműhelyek” kifejezéssel kereshetünk – összetett projekteket vállalnak, amelyek szoros együttműködést és gyors iterációt igényelnek.
Vegye figyelembe ezt a döntési keretrendszert: ha teljes mértékben meghatározhatja követelményeit egy CAD-fájlban és írásos specifikációkban, akkor az online szolgáltatások általában gyorsabban és költséghatékonyabban szállítanak. Ha azonban a projekt folyamatos párbeszédet, közbeni tervezési módosításokat vagy speciális, a szokásos megmunkáláson túlmutató eljárásokat igényel, akkor a helyi gépészműhelyek olyan kapcsolati előnyöket kínálnak, amelyeket a digitális platformok nem tudnak megismételni.
Miután meghatároztuk az értékelési kritériumokat, fontos megérteni, hogy különböző iparágak hogyan alkalmazzák ezeket a szabványokat – és milyen speciális követelményeket támasztanak –, hogy a szolgáltatókat a konkrét alkalmazási igényeikhez tudják illeszteni.

Ipari alkalmazások az autóipartól az űrrepülésig
A tanúsítások és értékelési kritériumok megértése alapozza meg a tudásodat. De hogyan tükröződnek ezek a szabványok a gyakorlati gyártási helyzetekben? A különböző iparágak nem csupán bizonyos tanúsításokat részesítenek előnyben – konkrét folyamatokat, anyagokat és minőségi protokollokat írnak elő, amelyek alapvetően meghatározzák, hogyan működnek az online CNC-szolgáltatások az egyes szektorokban.
Akár autóipari szerelvényekhez készülő CNC-fémalkatrészeket fejleszt, akár sebészeti eszközök számára nyújtott precíziós CNC-megmunkálási szolgáltatásokat, akár repülésbiztonsági szempontból kritikus szerkezetekhez szükséges légiközlekedési CNC-megmunkálást végez, minden iparág sajátos igényeket támaszt. Nézzük meg, mit jelentenek ezek a követelmények gyakorlati szinten – és hogyan kezelik őket a vezető gyártók.
Gyártási követelmények a gépjárműiparban
Az autóipar egy egyszerű elven működik: nulla hiba tömeges termelés mellett. Amikor ezrekben gyártanak azonos alkatrészeket, amelyeknek pontosan illeszkedniük kell a nagy sebességgel futó gyártósorokba, a konzisztencia nem választható – hanem a túlélés feltétele.
Az IATF 16949 tanúsítás az autóipari minőségmenedzsment alapját képezi. Ez a szabvány túlmutat az alapvető ISO 9001 követelményeken, és kifejezetten a nagy mennyiségű gyártás sajátos kihívásait célozza meg. A szakmai tanúsítási kutatások szerint az IATF 16949 az ISO 9001 elveit ötvözi az ágazatra jellemző, folyamatos fejlődésre, hibák megelőzésére és szigorú beszállítói felügyeletre vonatkozó követelményekkel.
Mit jelent ez az Ön autóipari CNC-projektjei számára? Ezen szektorban tevékenykedő gyártóknak igazolniuk kell:
- Statisztikai Folyamatszabályozás (SPC): A kritikus méretek folyamatos ellenőrzését a teljes gyártási sorozat során, nem csupán a végellenőrzés időpontjában
- Haladó Termékminőség-tervezés (APQP): Rendszerezett folyamatokat az új alkatrészek fejlesztéséhez és bevezetéséhez, amelyek minimalizálják a gyártási kockázatokat
- Gyártási Alkatrész Jóváhagyási Folyamat (PPAP): Dokumentált bizonyíték arról, hogy a gyártási folyamatok folyamatosan olyan alkatrészeket állítanak elő, amelyek megfelelnek a specifikációknak
- Hibamód és hatáselemzés (FMEA): A lehetséges hibák rendszeres azonosítását még azok bekövetkezte előtt
- Teljes Nyomonkövethetőség: Dokumentációt, amely minden alkatrészt egyértelműen kapcsol össze a megfelelő nyersanyag-tétellel, gépbeállítással és munkavállalói tevékenységgel
A tipikus autóipari CNC-alkalmazások közé tartoznak a vázhoz rögzített konzolok, a sebességváltó házai, a fékrendszer alkatrészei, a kormánymechanizmus részei, valamint az egyedi fémműanyag-bélészek. Ezeket az alkatrészeket gyakran rozsdamentes acélból kell megmunkálni a korrodálódás elleni védelem érdekében a kültéri alkalmazásokban, vagy alumíniumból súlykritikus alkatrészek esetén.
Azok számára a gyártóknak, akik a prototípus-megmunkálásról a teljes termelésre lépnek át, az autóipar olyan partnereket igényel, akik képesek fenntartani a minőségi konzisztenciát a térfogatnövekedés során. Shaoyi Metal Technology ezt a képességet példázza a cég – IATF 16949 tanúsítvánnyal rendelkező gyárában a szigorú statisztikai folyamatszabályozás (SPC) mellett gyors prototípus-készítéstől a tömeggyártásig terjedő skálázhatóságot is biztosítanak, és a vázösszeszerelésekhez valamint a precíziós alkatrészekhez akár egy munkanapos szállítási határidőt is kínálnak. Ez a tanúsítvány, a folyamatirányítás és a sebesség kombinációja oldja meg az autóipar alapvető kihívását: minőségi alkatrészek időben történő beszerelése az összeszerelő sorokba késedelem nélkül.
Repülőgépipari és orvosi precíziós szabványok
Ha az autóipari gyártás nagy léptékben követelményezi az egységességet, akkor a légiközlekedési és az egészségügyi szektorok a kompromisszumok nélküli pontosságot igénylik. A hibák következményei – legyen szó egy turbinalapát eltöréséről 30 000 láb magasságban vagy egy sebészeti implantátum által okozott betegkárosodásról – alapvetően megváltoztathatatlan minőségi követelményeket tesznek szükségessé.
Légiközlekedési CNC-forgácsolási követelmények
A légiközlekedési alkalmazások a forgácsolási képességeket határaikig terhelik. A pontossági gyártási kutatások szerint a légiközlekedési alkatrészek – például turbinalapátok, motoralkatrészek és szerkezeti tartók – ±0,0005 hüvelyk (±0,013 mm) pontosságot igényelnek, ami az ultra-precíziós tartományba tartozik, és környezeti vezérlést valamint speciális mérőeszközöket követel meg.
Az AS9100D tanúsítvány kötelező a légiközlekedési beszállítók számára. Ez a szabvány kiterjeszti az ISO 9001-et a légi közlekedés biztonságára vonatkozó speciális követelményekkel:
- Erősített kockázatkezelés: Hivatalos folyamatok a termékfejlesztés során felmerülő kockázatok azonosítására és enyhítésére
- Konfigurációkezelés: Szigorú ellenőrzések, amelyek biztosítják, hogy az alkatrészek pontosan megfeleljenek az engedélyezett terveknek
- Termékintegritás-ellenőrzések: Hamisított anyagok és engedély nélküli helyettesítések megelőzése
- Első darab ellenőrzés (FAI): A gyártási folyamatoknak a minősített alkatrészek pontos reprodukálását szolgáló átfogó ellenőrzése
A légi- és űrhajóipari anyagkövetelmények szakértelmet igényelnek. A titánötvözetek kiváló szilárdság-tömeg arányt nyújtanak, de lassan megmunkálhatók, és gyorsan kopasztják a szerszámokat. Az Inconel és egyéb nikkel-alapú szuperszövetségek ellenállnak a szélsőséges hőmérsékleteknek, de jelentős megmunkálási kihívásokat jelentenek. Még a szénszálas prototípusok gyártása is – amelyeket kompozit szerkezetekhez használnak – mély ismeretet igényel az anyagok viselkedéséről vágóerők hatására.
Tipikus légi- és űrhajóipari alkatrészek például szerkezeti tartók, motorrögzítők, futómű-alkatrészek, működtető egységek házai és üzemanyag-rendszer-csatlakozók – mindegyik esetben dokumentált anyagminősítés és teljes méretellenőrzés szükséges.
Orvosi gépi megmunkálási szabványok
Az orvosi eszközök gyártása a pontossági követelmények mellett biokompatibilitási előírásokat is támaszt. Ezt a szektort az ISO 13485 szabvány szabályozza, amely szigorú irányítást ír elő a tervezés, gyártás, nyomon követhetőség és kockázatcsökkentés területén.
Mi teszi egyedivé az orvosi gépi megmunkálást:
- Biokompatibilis anyagok: Titán ötvözetek (5. és 23. minőség), sebészeti rozsdamentes acélok (316L, 17-4PH) és speciális műanyagok, például PEEK, amelyek nem okoznak káros reakciót a szervezetben
- Felületminőségi követelmények: Simított, maradékmentes felületek, amelyek megakadályozzák a szövetkárosodást és a baktériumok kolonizációját
- Tisztítási és sterilizációs kompatibilitás: Az alkatrészeket úgy tervezték, hogy többszörös autoklávozási ciklusokat is elviseljenek degradáció nélkül
- Teljes nyomon követhetőség: Minden alkatrész nyomon követhető konkrét anyagkötegekhez, így visszahívásra van lehetőség esetleges problémák fellépése esetén
Az orvosi gépi megmunkálás alkalmazási területei kiterjednek a sebészi eszközöktől és az ortopéd implantátumoktól a diagnosztikai berendezések házain át a gyógyszeradagoló eszközök alkatrészeire. Mindegyikhez dokumentációs csomagok szükségesek, amelyek megfelelnek az FDA előírásainak és a nemzetközi orvosi eszközök szabványainak.
Prototípustól a tömeggyártásig
Talán a legnagyobb kihívás a gyártásban nem a pontosság elérése, hanem annak fenntartása, amikor a termelési mennyiség egyetlen prototípustól ezrekre nő. A gyártási skálázással kapcsolatos kutatások szerint a termék egyik legnehezebb eleme a megfelelő árazás – ha ebben hibázunk, az egész program kisiklik.
A CNC-megmunkálásos prototípusgyártás alapvetően más célt szolgál, mint a tömeggyártás. A prototípus-megmunkálás segítségével érvényesítjük a tervezési koncepciókat, teszteljük a funkciókat, és azonosítjuk a problémákat még a tömeggyártásba való bevezetés előtt. Ezen a fázison belül általában a sebesség fontosabb, mint az egységenkénti költség.
A átmeneti kihívás akkor merül fel, amikor a sikeres prototípusokat gyártási valósággá kell alakítani. Ez a következőket foglalja magában:
- Gyártási szempontból optimalizált tervezés (DFM) finomítása: A prototípus-tervek módosítása a hatékony gyártás érdekében
- Folyamatérvényesítés: Annak megerősítése, hogy a gyártási módszerek konzisztensen reprodukálják a prototípus teljesítményét
- Anyagállandóság: A gyártási anyagoknak pontosan meg kell egyezniük a prototípus anyagtulajdonságaival
- Minőségirányítási rendszer létrehozása: A térfogatgyártáshoz megfelelő ellenőrzési protokollok bevezetése
- Költségoptimalizálás: Az egységenkénti költségek csökkentése folyamathatékonyság révén minőségromlás nélkül
Az okos gyártók ezeket a kihívásokat úgy kezelik, hogy pontossági CNC megmunkálási szolgáltatásokkal lépnek partnerségre, amelyek képesek mindkét fázis kezelésére. Ugyanazzal a gyártóhellyel való együttműködés a prototípustól kezdve a sorozatgyártásig kizárja a kockázatot, amely akkor merül fel, ha a projektet egyik szállítótól a másikra kell átadni – ahol gyakran elveszik a specifikus alkatrészekről szóló „szokás szerinti” ismeret.
Itt mutatják meg különösen értéküket a szolgáltatók, például a Shaoyi Metal Technology. Képesek gyors prototípusokat szállítani egy napos határidővel, majd ugyanazon az IATF 16949 minőségirányítási rendszer alapján teljes termelési mennyiségre skálázni, így kiküszöbölik azt a folyamatmegszakítást, amely általában problémát okoz a prototípustól a sorozatgyártásig tartó átmenet során. Különösen az autóipari alkalmazások esetében a vázösszeszerelési szakértelemük és a folyamatos SPC-ellenőrzés biztosítja, hogy a gyártott alkatrészek pontosan megegyezzenek a validált prototípusokkal.
A kulcsfontosságú felismerés? Az online CNC-szolgáltatás kiválasztása nem csupán arról szól, hogy ma elkészüljön a prototípus. Sokkal inkább arról van szó, hogy olyan partnerre leljünk, akinek képességei összhangban állnak termékünk teljes életciklusával – a kezdeti fogalmi érvényesítéstől egészen a hosszú távú sorozatgyártásig. A jelenleg értékelt tanúsítások, folyamatok és iparági szakértelem döntik el, hogy gyártásunk zavartalanul skálázódik-e, vagy minden átmeneti ponton akadályokba ütközik.
Miután megértette az iparági követelményeket, készen áll az utolsó lépésre: első rendelése elkészítésére egy világos ellenőrzőlistával, amely biztosítja a sikerességet.
Első online CNC-rendelése elindítása
Sok információt fogadott el – folyamatokról, anyagokról, tűrésekről, árképzési tényezőkről és értékelési kritériumokról. Most jön a gyakorlati kérdés: hogyan indítja el valójában első rendelését? Fontosabb még: hogyan tudja megállapítani, hogy az online CNC-megmunkálási szolgáltatások egyáltalán megfelelő választás-e konkrét projektje számára?
Összefoglaljuk az összes információt gyakorlatias útmutatássá. Akár prototípusokhoz szükséges egyedi CNC-alkatrészeket rendel, akár termelési sorozatokhoz szükséges CNC-gépalkatrészeket tervez, ez a végső szakasz egy világos keretet nyújt bizonytalan döntések meghozatalához.
Előrendelési ellenőrzőlista
A „feltöltés” gombra kattintás előtt ellenőrizze az alábbi lényeges szempontokat. Mindegyik ellenőrzési pont megelőzi a gyakori hibákat, amelyek késleltetik a projekteket vagy növelik a költségeket:
- Folyamatválasztás megerősítve: Elhatározta már, hogy alkatrésze esetében marásra, esztergálásra vagy többtengelyes megmunkálásra van szükség? A hengeres alkatrészek esetében az esztergálás a kedvezőbb; a több felülettel rendelkező összetett geometriák marásra szorulnak; az összetett kontúrok esetleg indokolják az 5-tengelyes megmunkálás alkalmazását.
- A anyag megfelelően meg van adva: Kiválasztott anyaga megfelel-e az alkalmazás mechanikai, hőmérsékleti és környezeti követelményeinek? Ellenőrizte, hogy az anyag elérhető-e a kiválasztott platformon?
- A tűrések elsőbbségi sorrendje meghatározva: Azonosította már, mely méretek valóban kritikusak, és melyeknél elfogadhatók a szabványos tűrések? A szigorú előírások mindenhol feleslegesen megemelik a költségeket.
- A CAD-fájl érvényesítve: Modellje zárt, vízhatlan test-e? Eltávolította a duplikált geometriát, ellenőrizte az egységeket (mm vagy hüvelyk), és megbizonyosodott arról, hogy a belső sarkoknál megmunkálható lekerekítések vannak?
- A fájlformátum optimalizálva: STEP-, IGES- vagy Parasolid-fájlokat tölt fel, nem pedig hálós formátumokat, például STL-fájlokat? A testgeometria egyértelműen átalakítható gyártási utasításokká.
- Menetek és speciális funkciók dokumentálva: Kifejezetten megjelölték a meneteket, a felületi minőségi követelményeket bizonyos felületeken, illetve más olyan részleteket, amelyeket a CAD-geometria önmagában nem tud közvetíteni?
- Mennyiség stratégiai figyelembevétele: Rendszeresen elosztja a beállítási költségeket a rendelt mennyiség? Enyhén nagyobb mennyiség megrendelése csökkentené-e a darabárakat annyira, hogy megérje?
- Valósághű gyártási idő: Elegendő gyártási időt biztosítottak, vagy a sürgősségi díjak feleslegesen megemelik az árajánlatot?
- Tanúsítványok ellenőrizve: A szolgáltató rendelkezik-e az iparágának megfelelő tanúsítványokkal – legalább ISO 9001, illetve szükség esetén IATF 16949, AS9100D vagy ISO 13485?
- Minőségbiztosítási dokumentációs követelmények egyértelműek: Szüksége van ellenőrzési jelentésekre, anyagtanúsítványokra vagy megfelelőségi tanúsítványokra? Ezeket előre, a gyártás megkezdése előtt érdemes pontosan meghatározni, ne pedig utólag kérni.
A megfelelő gyártási döntés meghozatala
Itt egy őszinte igazság: az online CNC-megmunkálási szolgáltatások nem mindig a legmegfelelőbb megoldást jelentik. Annak megértése, mikor érdemesebb alternatív megoldásokat választani, időt, pénzt és frusztrációt takarít meg.
Válassza az online CNC megoldást, ha:
- Alkatrésze pontosságot, szilárdságot vagy anyagtulajdonságokat igényel, amelyeket kizárólag a megmunkálás biztosít
- Működőképes prototípusokra van szüksége gyártási minőségű anyagokból – nem csupán vizuális makettekre
- A mennyiség 1-től több száz darabig terjed
- Fontosnak tartja a átlátható árazást, azonnali árajánlatokat és a rendelés nyomon követését
- A szokásos anyagok és tűrések megfelelnek igényeinek
- A 3–10 napos szállítási idők illeszkednek időbeosztásához
Vegye fontolóra inkább a 3D nyomtatást, ha:
- Geometriája belső csatornákat, rácsstruktúrákat vagy olyan szerves formákat tartalmaz, amelyeket megmunkálással lehetetlen elkészíteni
- Nagyon kis mennyiségű (1–5 darab), nem működőképes prototípusra van szüksége gyorsan
- Az anyagtulajdonságok kevésbé kritikusak, mint a gyártási sebesség és a geometriai szabadság
- Költségvetése rendkívül korlátozott, és a pontossági követelmények mérsékelt szintűek
A gyártási összehasonlító kutatások szerint a 3D nyomtatás kiváló választás olyan alkatrészek esetén, amelyeknél kevés a geometriai korlátozás, míg a CNC megmunkálás kedvezőbb gazdasági skálázódást biztosít 100-nál több egyszerű geometriájú azonos alkatrész esetén.
Fontolja meg az öntött műanyag gyártást, ha:
- Az alkatrészek mennyisége meghaladja az 500–1000+ darabot (azonos műanyag alkatrészek)
- Az egységenkénti költség fontosabb, mint a kezdeti szerszámozási beruházás
- A tervezése végleges, és valószínűtlen, hogy változni fog
Fontolja meg a helyi gépgyártók bevonását, ha:
- A projektek kiterjedt együttműködést és iteratív fejlesztést igényelnek
- Ugyanazon a napon vagy másnapra történő szállítás valóban kritikus fontosságú
- Személyes találkozásokon folytatott tervezési megbeszélések javítanák az eredményeket
- A tulajdonosi érdekek maximális bizalmassági intézkedéseket igényelnek
Sok sikeres vevő stratégiai módon több megközelítést is alkalmaz. A gyors CNC prototípusgyártás online platformokon keresztül gyorsan érvényesíti a terveket. A gyártási mennyiségek áttérhetnek a fröccsöntésre. A nagyon specializált CNC vágási műveletek esetleg megtartják a megbízható helyi partnereket.
A projekt következő lépései
Most már rendelkezésére állnak az eszközök ahhoz, hogy biztosan navigáljon az online CNC gyártás világában. Azonban a tudás anélkül, hogy cselekedne, elméleti marad. Íme, hogyan lépjen gyakorlatiasan előre:
Kezdjen egy próbarendeléssel. Ha még soha nem használt egy adott platformot, kezdjen egy egyszerűbb alkatrésszel, ne a legkritikusabb összetevőjével. Ez ellenőrzi minőségüket, kommunikációs készségüket és szállítási megbízhatóságukat, mielőtt nagyobb projektekre vállalna kötelezettséget.
Keressen gyártásra kész partnereket. Ha a projektje a CNC prototípusgyártástól a tömeggyártásig terjedhet, válasszon olyan szolgáltatókat, akik mindkét fázist képesek kezelni. A gyártási értékelési kritériumok szerint egy jó partnerség nemcsak a jelenlegi igényeket, hanem a jövőbeli követelmények kielégítésének és a növekedésével való skálázódás képességét is figyelembe veszi.
Mi különbözteti meg a termelésre kész szállítókat? Keressen olyan igazolt képességeket, mint például egy napos határidő a sürgős prototípusokhoz, iparági követelményeinek megfelelő tanúsítások és dokumentált minőségirányítási folyamatok (különösen az SPC-monitorozás a konzisztencia érdekében). Shaoyi Metal Technology ezeket a jellemzőket példázza – az IATF 16949-es tanúsítása, a futómű-összeszerelési szakértelem és a gyors teljesítési képesség bemutatja, mit kell nyújtania egy termelésre specializált szállítónak.
Fogadja el a tanulási görbét. Az első rendelése valószínűleg nem lesz tökéletes. Olyan finomabb részleteket fog felfedezni a tűrések megadásával, a fájlok előkészítésével és a követelmények kommunikálásával kapcsolatban, amelyeket egyetlen útmutató sem tud teljes mértékben előre látni. Minden egyes projekt hozzájárul szakértelme fejlődéséhez, így a későbbi rendelések gördülékenyebbek és költséghatékonyabbak lesznek.
Folyamatosan ismételje meg a folyamatot. Az online CNC-platformok továbbra is fejlődnek – pontosabb árajánlat-kalkulációs algoritmusok, bővülő anyagválaszték, gyorsabb szállítási idők. Maradjon kíváncsi az új funkciók iránt, és ne feltételezze, hogy a mai korlátozások örökké fennállnak.
A gyártási környezet alapvetően megváltozott. Ami korábban hetekig tartó telefonhívásokat, helyszíni látogatásokat és árajánlat-tárgyalásokat igényelt, ma már percek alatt lezajlik digitális platformokon keresztül. Ön hozzáférhet a pontossági gyártási lehetőségekhez, amelyekről az előző mérnökgenerációk csak álmodhattak.
Használja ezt a hozzáférést bölcsen. Gondosan tervezzen. Pontosan adjon meg követelményeket. Stratégiai partnerséget építsen ki. És bizalommal alakítsa át digitális terveit fizikai valósággá.
Gyakran ismételt kérdések az online CNC-szolgáltatásokról
1. Mennyibe kerül a CNC-megmunkálás?
A CNC megmunkálás költségei hat fő tényezőtől függenek: az anyag kiválasztása (az alumínium ára 1–3 USD/kg, míg a titáné 15–50 USD/kg), a alkatrész összetettsége, a tűréshatárok előírása, a rendelt mennyiség, a felületi minőség specifikációi és a szállítási határidő. A szokásos tűréshatárok megtartják a költségeket az alapvonalon, míg a nagy pontosságú tűréshatárok kétszeresére emelhetik azokat. A nagyobb mennyiségek jelentősen csökkentik az egységköltséget – egy darab ára például 134 USD-ről 38 USD-ra csökkenhet 10 darab rendelése esetén. A tervek optimalizálása – például szabványos szerszám-sugarak használatával, a mélyedések mélységének korlátozásával és könnyen beszerezhető anyagok választásával – segít minimalizálni a költségeket anélkül, hogy a minőség szenvedne.
2. Mi a legjobb online CNC szolgáltatás?
A legjobb online CNC-szolgáltatás a konkrét igényeitől függ. Értékelje a szolgáltatókat tanúsítványaik alapján (minimálisan ISO 9001, autóipari alkalmazásokhoz IATF 16949, légiközlekedési alkalmazásokhoz AS9100D), minőségbiztosítási folyamataik alapján, az elérhető anyagválaszték, a szállítási határidők megbízhatósága és a kommunikáció minősége szerint. Autóipari alkalmazásokhoz, amelyek IATF 16949 tanúsítást, SPC-ellenőrzést és gyors prototípustól a sorozatgyártásig való skálázhatóságot igényelnek, a Shaoyi Metal Technology egy napos szállítási határidőt és futómű-összeszerelési szakértelmet kínál. Nagyobb megrendelések elfogadása előtt mindig kérjen anyagvizsgálati jelentéseket, és ellenőrizze az ellenőrzési képességeket.
3. Hogyan kaphatok azonnali árajánlatot CNC-megmunkálásra?
Töltse fel a CAD-fájlját (előnyösen STEP, IGES vagy Parasolid formátumban) egy online CNC-platformra. A rendszer algoritmusa azonnal elemezi a geometriát, kiszámítja a megmunkálási időt, és figyelembe veszi az anyagköltségeket. Válassza ki a specifikációit – anyagtípust, mennyiséget, tűréseket és felületi minőséget –, és az árfrissítések valós idejűek lesznek. A legtöbb platform kötelező érvényű árajánlatot ad néhány percen belül, szemben a hagyományos csatornákon keresztül szükséges napokkal. Győződjön meg róla, hogy modellje zárt, vízálló test, és a belső sarkok sugara megmunkálható, hogy pontos automatizált árajánlatot kapjon.
4. Mely fájlformátumok alkalmasak legjobban az online CNC-megmunkálásra?
A STEP (.stp, .step) fájlok az univerzális szabvány a CNC megmunkáláshoz, és pontosan megőrzik a testgeometriát minden CAM-rendszerben. Az IGES és a Parasolid formátumok is jól működnek. Kerülje a hálós (mesh-alapú) formátumokat, például az STL vagy az OBJ fájlokat, mivel ezek a sima görbéket pontatlan, lapos felületekkel közelítik, amelyek nem alkalmasak a pontos megmunkálásra. A fájl exportálása előtt ellenőrizze, hogy modellje vízhatlan legyen, távolítsa el a duplikált geometriát, távolítsa el a 0,5 mm-nél vékonyabb falakat fémes anyagok esetén, és győződjön meg arról, hogy a mértékegységek helyesek, hogy elkerülje a gyakori feltöltési hibákat, amelyek késleltethetik a gyártást.
5. Mikor érdemes online CNC megoldást választani a 3D nyomtatás vagy a helyi gépgyártó műhely helyett?
Válassza az online CNC megoldást, ha pontosságra, szilárdságra és gyártási minőségű anyagokra van szüksége funkcionális prototípusokhoz vagy 1-től több száz darabig terjedő mennyiségekhez. A 3D nyomtatás ideális belső csatornák, rácsos szerkezetek vagy gyors vizuális makettek készítésére, ahol az anyagtulajdonságok kevésbé számítanak. A helyi gépgyártó vállalkozások kiválóan alkalmazhatók olyan projektekhez, amelyek kiterjedt együttműködést, azon napi szállítást vagy személyes tervezési megbeszéléseket igényelnek. Sok vevő mindhárom módszert stratégiai célokra használja: az online platformokat egyszerű alkatrészekhez, a helyi gépgyártó vállalkozásokat összetett, együttműködésen alapuló projektekhez, és a 3D nyomtatást geometriai szabadság érdekében.