 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Az online CNC megmunkálási szolgáltatás megértése: árajánlattól a kész alkatrészig
Mi teszi különössé az online CNC megmunkálást a hagyományos gépgyártó műhelyektől?
Képzelje el, hogy éjfélkor feltölt egy CAD-fájlt, és reggelre részletes árajánlat várja az e-mail-fiókjában. Ez az online cNC megmunkálási szolgáltatás valósága – egy digitális elsődlegű megközelítés, amely alapvetően átalakította, hogyan érik el a mérnökök, tervezők és termékfejlesztők a precíziós gyártást.
A hagyományos gépgyártó műhelyek ismert ritmus szerint működnek: telefonhívások, e-mail-közvetítés, személyes konzultációk és napokat, sőt akár heteket is igénybe vehető árajánlatok. Helyi megmunkálókkal építi ki a kapcsolatait, a specifikációkat a pultnál tárgyalja, és gyakran kérdőjelezi, hogy versenyképes-e az ár. Bár ennek a közvetlen megközelítésnek megvannak a maga előnyei, akadályokat is teremt – különösen akkor, ha határidőre dolgozik, vagy távol van minőségi CNC-szolgáltatóktól.
Egy CNC online szolgáltatás teljesen megfordítja ezt a modellt. Ezek a digitális platformok egyetlen felületen keresztül közvetlenül összekötik Önt tanúsított gyártók hálózatával, így megszüntetik a „CNC közel hozzám” keresés földrajzi korlátait és a hagyományos árajánlat-kérési folyamat időigényes levelezését.
A CAD-fájltól a kész alkatrészig néhány nap alatt
A munkafolyamat meglepően egyszerű. Feltölti tervezési fájljait – általában STEP vagy IGES formátumban –, és az alapul szolgáló mesterséges intelligenciára épülő algoritmusok azonnal elemezni kezdik alkatrészének geometriáját. Már másodpercek alatt online gépi megmunkálási árajánlatokat kap, amelyek figyelembe veszik az anyagválasztást, a tűréseket, a felületi minőséget és a gyártási bonyolultságot. Az InstaWerk szerint ezek az algoritmusok összehasonlítják alkatrészét több százezer korábban gyártott alkatrész adatbázisával, hogy azonnal pontos árakat adjanak meg.
Ez a sebesség számít. A hardverfejlesztők tudják, hogy a fizikai termékek érvényesítéséhez kísérletekre – nem csupán szimulációkra – van szükség. Minél gyorsabban kapja meg a alkatrészeket, annál gyorsabban tudja iterálni, tesztelni és finomítani terveit.
Hogyan változtatták meg a digitális platformok a gyártási hozzáférést
A technológiai alap, amely lehetővé teszi ezt az átalakulást, több elem kombinációjából áll:
- Azonnali árajánlat-készítő motorok amelyek napokat takarítanak meg az online CNC-ajánlatkérés várakozási idejéből
- Automatizált tervezési visszajelzés amely a gyárthatósági problémákat már a gyártás előtt észleli
- Rendeléskezelő rendszerek amelyek a feladatokat specializált gyártókhoz irányítják a kiterjedt beszállítói hálózatokon belül
- Élő követés amelyek végig tájékoztatnak a gyártási folyamat során
Ezek a platformok vásárlási erejüket kihasználva összecsomagolják a megrendeléseket, és a munkát nagyon specializált CNC-feldolgozó partnerekre osztják el. Egy titánból esztergált alkatrész olyan gyártókhoz kerül, akik kiválóan értenek a titán feldolgozásához; egy összetett 5-tengelyes alumínium alkatrész pedig olyan műhelyekhez kerül, amelyek rendelkeznek ezzel a specifikus szakértelemmel. Az eredmény? Következetes minőség, versenyképes árak és hozzáférés olyan képességekhez, amelyek esetleg nem állnak rendelkezésre a helyi régióban.
A termékfejlesztők számára ez azt jelenti, hogy a tervezési munkára koncentrálhatnak, ahelyett, hogy órákat töltenének adatcsomagok előkészítésével, gyártókkal való e-mailben folytatott kapcsolattartással és napokat várva a válaszokra. A szállítási határidők és költségek árajánlatok összehasonlításának unalmas folyamata percek kérdése lesz, nem heteké.
A CNC marás, esztergálás és többtengelyes megmunkálás megértése
Tehát feltöltötte CAD-fájlját, és azonnali árajánlatot kapott – de hogyan tudja eldönteni, hogy melyik megmunkálási eljárás a legmegfelelőbb alkatrészéhez? A CNC marás, a CNC esztergálás és speciális módszerek, például az elektromos kisüléses megmunkálás (EDM) közötti különbségek megértése segít okosabb döntéseket hozni a költségekről, a szállítási időről és az alkatrész minőségéről. Nézzük meg részletesen, mindegyik folyamatot egyszerű nyelven.
A CNC-marás egyszerűen elmagyarázva
Képzeljen el egy forgó vágószerszámot mozgás egy álló munkadarabon, amely rétegről rétegre eltávolítja az anyagot. Ez a CNC marás lényege. A CNC vágógép többpontos szerszámokat – például végmarókat, homlokmarókat vagy gömborru végmarókat – használ sík felületek, mélyedések, horpadások és bonyolult 3D-kontúrok kialakítására.
A marás sokoldalúságát az adja, hogy több tengely mentén is mozoghat. Íme, hogyan alakulnak a képességek:
- 3-tengelyes marás: A szerszám az X (bal-jobb), Y (előre-hátra) és Z (fel-le) tengelyek mentén mozog. Ez tökéletesen alkalmas egyszerű geometriák – például konzolok, házak és sík lemezek – gyártására. A Xometry szerint ezek a gépek költséghatékonyak, és minimális képzést igényelnek, így ideálisak egyszerűbb alkatrészek gyártására.
- 4-tengelyes marás: Egy tengely körüli forgást tesz lehetővé, amellyel a munkadarab több oldalán lévő elemeket is meg lehet munkálni anélkül, hogy manuálisan újra kellene pozícionálni a darabot.
- 5 tengelyes CNC megmunkálási szolgáltatások: A szerszám gyakorlatilag bármely szögből megközelítheti az alkatrészt, így összetett kontúrok, alávágások és sima, szobrászi felületek készíthetők egyetlen beállítással. Ezek a gépek kiválóan alkalmazhatók repülőgépipari alkatrészek, orvosi implantátumok és formák üregének gyártására.
A kompromisszum? Több tengely jelentése magasabb gépköltségek és programozási bonyolultság. Egy 3-tengelyes gép ára 25 000–50 000 USD között mozoghat, míg egy 5-tengelyes berendezés 80 000 USD-tól több mint 500 000 USD-ig terjedhet. Azonban összetett alkatrészek esetén a 5-tengelyes megmunkálás gyakran csökkenti az összköltséget, mivel kiküszöböli a többszörös beállításokat és javítja a pontosságot.
Ideális alkalmazások CNC marással készült alkatrészekhez:
- Házak és burkolatok zsebekkel és rögzítési elemekkel
- Tartók és szerkezeti alkatrészek több felületen elhelyezett furatokkal
- Formaüregek sima, kontúrozott felületekkel
- Prototípus alkatrészek összetett 3D-geometriával
Amikor az esztergálás előnyösebb a marásnál
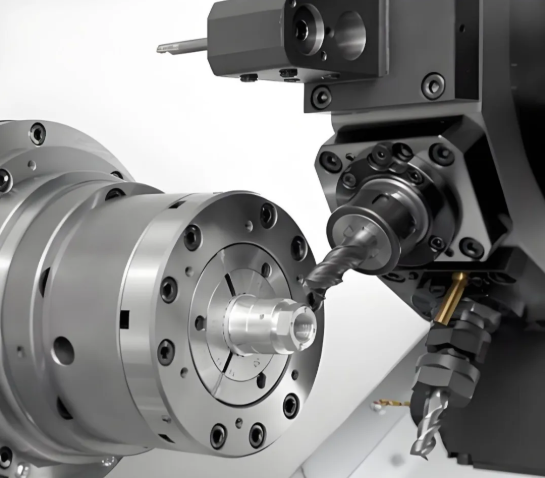
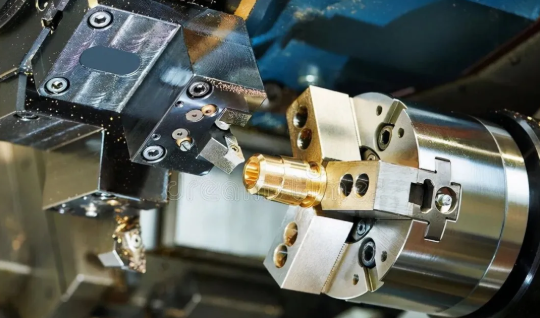
Képzelje el most az ellenkezőjét: a munkadarab gyorsan forog, miközben egy álló vágószerszám alakítja felületét. Ez a CNC esztergálás, és ez a leggyorsabb út hengeres vagy kúpos alkatrészek – például tengelyek, csapok, bushingok és menetes alkatrészek – gyártásához.
Egy CNC esztergálási szolgáltatás olyan esztergákat használ, amelyek egyetlen élvágó szerszámokkal vannak felszerelve, és ezek a szerszámok az X és Z tengelyeken mozognak. Mivel a munkadarab folyamatosan forog, az esztergálás kiválóan megőrzi a koncentricitást és a kerekességet – ami kritikus fontosságú azokhoz az alkatrészekhez, amelyeknek pontosan illeszkedniük kell az összeszerelésekbe.
Miért válasszon CNC esztergálási szolgáltatást?
- Sebesség: Egyszerűbb szerszámpályák és folyamatos vágási művelet miatt az esztergálás gyorsabb, mint a marás kerek alkatrészek esetén
- Költséghatékonyság: Az egyetlen élvágó szerszámok olcsók, és a rúdtáplálók lehetővé teszik a nagy mennyiségű gyártást minimális munkaerő-beavatkozással
- Pontosság: A ±0,002"-es tűréshatár szabványos, a ±0,001"-es tűréshatár jól kalibrált berendezéseken elérhető
A modern CNC esztergagépek gyakran élő szerszámozással rendelkeznek – forgó szerszámokkal a toronyban –, amelyek CNC vágási műveleteket végezhetnek, például keresztfuratok fúrását vagy síkfelületek marását anélkül, hogy a alkatrészt át kellene helyezni egy másik gépre. Ez a hibrid képesség összeköti az egyszerű esztergálást és a marást.
Ideális alkalmazások az esztergált alkatrészekhez:
- Tengelyek, tengelyek és hengerek
- Menetes rögzítőelemek és csatlakozók
- Bélészek, távtartók és hüvelyek
- Bármely forgásszimmetrikus alkatrész
Szikraforgácsolás (EDM) speciális alkalmazásokhoz
Mi történik, ha a hagyományos CNC vágás nem működik – például éles belső sarkokra van szükség, vagy keményített szerszámacél megmunkálására? Ekkor lép színre az elektromos szikraforgácsolás (EDM).
Az EDM anyagot távolít el elektromos szikrák segítségével az elektród és a vezetőképes munkadarab között, amelyek mindkét alkatrész dielektromos folyadékba merülnek. Nincs mechanikus vágóerő, így extrém kemény anyagokat vagy olyan finom részeket lehet megmunkálni, amelyek megtörik a hagyományos szerszámokat.
Gyakori EDM-alkalmazások:
- Drótszálas EDM bonyolult profilok és szoros tűréssel készített szerszámelemek gyártásához
- Mélyedm gépelés összetett formázó üregekhez
- Kislyukas EDM légi járművek alkatrészeiben elhelyezett hűtőcsatornák kialakításához
Az EDM lassabb és drágább, mint a marás vagy a forgácsolás, ezért általában specializált igények kielégítésére használják, nem pedig általános gyártási feladatokra.
A megfelelő eljárás kiválasztása projektje számára
Itt egy gyors döntési keretrendszer: ha alkatrésze főként kerek vagy központi tengely körül szimmetrikus, kezdje a forgácsolással. Ha síklapokat, zsebeket vagy többoldalú megmunkálást igényel, akkor a marás a megoldás. Mindkettőre szüksége van? Számos online platform az Ön megrendelését olyan maró-forgácsoló központokhoz irányítja, amelyek mindkét folyamatot egyetlen beállításban kombinálják.
Alkatrésze geometriája végül meghatározza a megmunkálási eljárás kiválasztását – és ezen alapelvek megértése segít hatékonyabban kommunikálni gyártási partnereivel, miközben optimalizálja a költségeket és a szállítási időt.
Anyagválasztási útmutató CNC-megmunkált alkatrészekhez
Kiválasztotta a megfelelő megmunkálási eljárást a geometriájához – de mi a helyzet az anyaggal? Ez a döntés gyakran meghatározza, hogy alkatrésze hibátlanul működik-e, vagy meghibásodik-e a gyakorlatban. A rossz anyag kiválasztása túlzott szerszámkopást, méretbeli instabilitást vagy korai alkatrész-hibát eredményezhet. A megfelelő választás egyensúlyt teremt a mechanikai követelmények, a környezeti feltételek, a megmunkálhatóság és a költségvetés között.
Ellentétben az egyszerű, máshol található anyaglistákkal, most egy döntéshozatali keretrendszert építünk amely segít Önnek értékelni a lehetőségeket a konkrét projektje igényei alapján.
Legjobban megmunkálható fémek
Az alumínium megmunkálását illetően kevés anyag kínálja ugyanazt az egyedi kombinációt a megmunkálhatóságból, a szilárdság–tömeg arányból és a költséghatékonyságból. Ezért az alumínium ötvözetek dominálnak a CNC-gyártásban az űrkutatástól a fogyasztói elektronikáig számos iparágban.
Az alumínium azonban nem az egyetlen lehetőség. Íme, hogyan hasonlítják össze a gyakori fémeket, amikor online CNC-megmunkálási szolgáltatást értékelnek:
| Anyag | Kulcsfontosságú tulajdonságok | Megmunkálhatósági értékelés | Tipikus alkalmazások | Relatív költség |
|---|---|---|---|---|
| Alumínium 6061 | Jó szilárdság, kiváló korrózióállóság, hegeszthető | Kiváló (90 %) | Szerkezeti alkatrészek, vázak, rögzítőelemek, általános célú alkatrészek | Alacsony ($) |
| Alumínium 7075 | Magas szilárdságú, fáradásálló, kevésbé ellenálló a korróziónak, mint a 6061-es ötvözet | Jó (70 %) | Repülési szerkezetek, nagy igénybevételű alkatrészek, sportfelszerelések | Közepes ($$) |
| Rozsdamentes acél 304 | Kiváló korrózióállóság, jó szilárdság, nem mágneses | Közepes (45 %) | Élelmiszeripari berendezések, orvosi eszközök, tengeri alkalmazások | Közepes ($$) |
| Érmetartalmú acél 316 | Kiváló korrózióállóság, különösen a klóridokkal szemben | Közepes (40%) | Kémiai feldolgozás, tengeri felszerelések, sebészeti eszközök | Közepes-Magas ($$$) |
| Sárgaréz | Kiváló megmunkálhatóság, jó korrózióállóság, dekoratív felület | Kiváló (100%) | Csatlakozóelemek, szelepek, elektromos csatlakozók, dekoratív felszerelések | Közepes ($$) |
| Bronz | Kiváló kopásállóság, alacsony súrlódás, jó korrózióállóság | Jó (65%) | Csapágyak, csapágybefogók, tengeri felszerelések, fogaskerekek | Közepes-Magas ($$$) |
| Titán 5. osztály | Kiváló szilárdság-súly arány, biokompatibilis, korrózióálló | Gyenge (22%) | Űrkutatási ipar, orvosi implantátumok, nagy teljesítményű autóipari alkatrészek | Magas ($$$$) |
Figyelje meg, hogy a megmunkálhatósági érték közvetlenül befolyásolja a gyártási költségeit. A sárgaréz olyan könnyen megmunkálható, mint a vaj – valójában ez az alapérték (100 %), amelyhez a többi anyagot viszonyítják. A bronz megmunkálása nagyobb körültekintést igényel a keménysége miatt, de a bronzból CNC-vel készített alkatrészek kiváló kopásállóságot nyújtanak csapágy- és csapágybefogó-alkalmazásokhoz. A titán, bár páratlan teljesítményjellemzőket kínál, speciális szerszámokat, lassabb előtolásokat és több gépidőt igényel – mindezek növelik az árajánlatát.
Alumíniumacél és speciális ötvözetek közötti választás
Bonyolultnak tűnik? Íme egy gyakorlatias keretrendszer, amelyet az HPPI anyagválasztási útmutatója ajánl:
1. lépés: Határozza meg a funkcionális követelményeket. Milyen terheléseknek lesz kitéve a alkatrész? Szüksége van-e elektromos vezetőképességre? Érintkezni fog-e korrodáló anyagokkal vagy extrém hőmérsékletekkel?
2. lépés: Vegye figyelembe az üzemeltetési környezetet. Egy olyan alkatrész, amely sóvízben fog üzemelni, más típusú korrózióvédelmet igényel, mint egy olyan, amely klímavezérelt burkolatban helyezkedik el.
3. lépés: Értékelje az alkatrész megmunkálhatóságát a költségvetésének megfelelően. Néha egy kissé alacsonyabb teljesítményű, de jobban megmunkálható anyag valójában jobb értéket nyújt, ha figyelembe vesszük a csökkenő szerszámkopást és a rövidebb ciklusidőt.
Súlyérzékeny alkalmazásokhoz, például légi- és űrhajóalkatrészekhez az alumínium 7075 ötvözet gyakran előnyösebb a 6061-esnél, annak ellenére, hogy drágább – a kiváló szilárdság–tömeg arány indokolja a magasabb árat. Olyan alkatrészek esetében, amelyek kivételes kopásállóságot igényelnek csúszó érintkezés mellett, a CNC-bronz alkatrészek a legtöbb alternatívánál jobban teljesítenek, bár anyagköltségük magasabb.
Mérnöki műanyagok: Amikor a fém nem a megoldás
A fém nem mindig a megfelelő választás. Mérnöki műanyagok, például a delrin és a nylon jelentős előnyöket kínálnak bizonyos alkalmazásokhoz – kisebb tömeg, alacsonyabb költség, természetes kenési tulajdonság és kiváló kémiai ellenállás.
De a két népszerű műanyag közötti választás megköveteli, hogy megértsük különleges jellemvonásaikat. A Penta Precision összehasonlítása szerint a különbségek gyakorlatban egyértelműen megmutatkoznak:
| Ingatlan | Delrin (Acetal/POM) | Nylon (PA6/PA66) |
|---|---|---|
| Vizeségszivárgás | Nagyon alacsony (0,2%) | Magas (2,5–3%) |
| Méretmegfelelőség | Kiváló | Közepes (nedvességtartalom növekedésével duzzad) |
| Hőállóság | 100–110 °C folyamatos üzem | 120–130 °C (üvegszálas fokozott minőségek) |
| Az ütközés ellenállása | Jó | Kiváló |
| Megmunkálhatósággal | Kiváló – tiszta vágások, sima felület | Közepes – hajlamos a szálkázásra és az elhajlásra |
| Relatív költség | 10–30%-kal magasabb | Alacsonyabb anyagköltség |
A Delrin anyag kiváló választás, ahol szoros tűrések és nedvességállóság számít. Tisztán megmunkálható, éles élekkel és sima felületekkel jön ki közvetlenül a szerszámból – minimális vagy egyáltalán nem igényel utómunkát. Gondoljon például precíziós fogaskerekekre, szelepkomponensekre és szoros tűréssel gyártott szerelvényekre, ahol a méretstabilitás elengedhetetlen.
A nylon megmunkálása akkor indokolt, ha kiváló ütésállóságra vagy magasabb hőállóságra van szükség. Ez az elsődleges választás olyan alkatrészekhez, amelyek nagy terhelésnek vannak kitéve – dinamikus alkatrészek, motorháztető alatti alkalmazások, illetve olyan helyzetek, ahol a terhelés alatti rugalmasság valójában kívánatos tulajdonság. Ne feledje: a nylon higroszkópos jellege miatt az alkatrészek nedves környezetben 2–3%-kal duzzadhatnak, ami kritikus illesztéseket torzíthat.
Fém vs. műanyag: Gyors döntési útmutató
Mikor érdemes delrin műanyagot választani az alumínium helyett? Fontolja meg az alábbi forgatókönyveket:
- Válasszon mérnöki műanyagot, ha: Súlycsökkentésre, természetes kenőképességre, elektromos szigetelésre vagy olyan anyagokkal szembeni kémiai ellenállásra van szüksége, amelyek támadják a fémeket
- Válasszon fémeket, ha: A szerkezeti szilárdság elsődleges szempont, az üzemelési hőmérséklet meghaladja a 150 °C-ot, vagy a alkatrésznek ki kell bírnia a nagy mechanikai terheléseket
- Vegye figyelembe a környezetet: A műanyagok általában jobban ellenállnak a korróziónak, mint a legtöbb fém, de az UV-sugárzás és egyes vegyi anyagok idővel leronthatják a polimerek teljesítményét
A költségkorlátok gyakran döntő tényezőként is szerepelnek. A Delrin műanyag általában kilogrammonként drágább, mint az alumínium, de alacsonyabb sűrűsége miatt több alkatrészt kap ugyanannyi anyagból – emellett kiváló megmunkálhatósága csökkenti a gyártási időt.
A kiválasztott anyag hatással van projektje minden aspektusára – a kezdeti árajánlattól egészen a hosszú távú alkatrész-teljesítményig. Ezeknek a kompromisszumoknak a megértése még azelőtt segít biztosítani, hogy alkatrészei megfeleljenek a specifikációknak, mielőtt feltöltené a CAD-fájlt, anélkül, hogy túllépné a költségvetést.
Hogyan adjuk meg, amire valójában szükségünk van
Kiválasztotta az anyagot, kiválasztotta a megfelelő megmunkálási eljárást – most jön az a specifikáció, amely döntően befolyásolhatja költségvetését: a tűrések. Íme a probléma: sok mérnök automatikusan a leghatározottabb tűréseket választja, úgy gondolva, hogy ez minőséget garantál. Valójában a túlzottan szigorú tűrések megadása kétszeresére vagy akár háromszorosára is növelheti alkatrészeinek költségét anélkül, hogy javítanának a funkcionálitáson.
Milyen tűrést kell megadni menetes furatokhoz, marással készült felületekhez vagy esztergált átmérőkhöz? Sőt, még fontosabb kérdés: mikor is számít valóban a szigorúbb specifikáció? Szabaduljunk meg a szakzsargonból, és adjunk egy gyakorlatias keretrendszert arra, hogyan adjuk meg pontosan azt, amire megmunkált alkatrészei szükségük van – semmi többet, semmi kevesebbet.
Szabványos és precíziós tűrések magyarázata
A tűrés egy méret elfogadható eltérését határozza meg. Ha például egy furat átmérőjét 0,500" ± 0,005"-ként adja meg, akkor a gyártónak ezzel közli, hogy alkalmazásához bármely érték, amely 0,495" és 0,505" között helyezkedik el, megfelelő.
A Xometry tűrési irányelvei szerint a precíziós CNC-megmunkálás standard tűrései a következők:
- Fém alkatrészek: ±0,005" (±0,127 mm) az alapértelmezett szabványos tűrés
- Műanyag alkatrészek: ±0,010" (±0,254 mm) a vágás során a anyag rugalmassága miatt
Hasonlításképp: egy papírlap vastagsága kb. 0,003". A szabványos tűrések tökéletesen megfelelnek a legtöbb alkalmazásnak – például rögzítők, házak, burkolatok és általános mechanikai alkatrészek esetében, ahol a pontos illeszkedés nem kritikus.
De mi történik akkor, ha szűkebb specifikációkkal rendelkező precíziós megmunkálási szolgáltatásra van szükség? Itt kezdődnek a költségek emelkedése:
| Tűrés kategória | Tipikus Tartomány | Költség szorzó | További követelmények |
|---|---|---|---|
| Szabványos | ±0,005" (±0,127 mm) | 1x (alapértelmezett) | Szokásos felszerelés, mintavételi ellenőrzés |
| Pontosság | a járművekre vonatkozó előírások | 3–5-szörös | Speciális szerszámozás, környezeti feltételek szabályozása, megnövelt ellenőrzési idő |
| Ultra-precíziós | ±0,0004" (±0,010 mm) | 8–15-szörös | Speciális berendezések, 100%-os ellenőrzés, feszültségmentesítő műveletek |
Vegye észre ezt az összefüggést? A szerint A Modus Advanced DFM-kutatása , amint a tűrések ±0,005"-nél szűkebbek lesznek, a költségek exponenciálisan – nem lineárisan – nőnek. A szabványos tűrésekről a precíziós tűrésekre való áttérés a darabköltséget a geometriától és a mérettől függően három- és tízszeresére is növelheti.
Amikor a szűk tűrések valóban számítanak
Itt a kérdés, amelyet a legtöbb tűrés-útmutató elkerül: mikor van valójában szükség precíziós CNC megmunkálási szolgáltatásra, és mikor elegendők a szabványos specifikációk?
Szűkebb tűrések indokoltak, ha:
- Az illeszkedő alkatrészek minimális hézaggal kell összeilleszkedjenek (nyomóillesztések, csapágyfuratok)
- A tömítőfelületeknek egyenletes érintkezést kell biztosítaniuk (O-gyűrű horpadások, tömítőfelületek)
- Forgó vagy csúszó alkatrészek pontos igazításra van szükségük (tengelyek, dugattyúk, szelephüvelyek)
- Optikai vagy elektronikai szerelvények pontos pozícionálást igényelnek
A szokásos tűrések megfelelőek a következő esetekben:
- Rögzítőelemekhez kialakított átmenő furatok
- Nem kritikus külső méretek
- Másodlagos felületkezelésre kerülő felületek
- Azok a jellemzők, amelyek nem befolyásolják az összeszerelést vagy a működést
Vegyük példaként a menetes elemeket. Egy 3/8-es NPT menet esetében a legnagyobb átmérő 0,675 hüvelyk, és a menetméret szabványos tűrései már magában foglaltatnak a menetszabványban. Hasonlóképpen egy 1 4-es NPT furat mérete is meghatározott szabványokat követ – nem szükséges túl pontosan megadni ezeket az elemeket, mivel a menetkészítési folyamat maga szabja meg a kritikus méreteket.
Gyártásra optimalizált tervezés: költséges hibák elkerülése
A Modus Advanced kutatása szerint a gyártási költségek körülbelül 70%-a a tervezési fázisban határozódik meg. Ez azt jelenti, hogy a rajzon megadott tűrések döntő hatással vannak a költségekre – nagyobb hatással, mint majdnem bármi, ami a gyártósoron történik.
Az alábbiakban gyakorlatias elvek találhatók a specifikációk optimalizálásához:
- Csak a kritikus elemekre alkalmazzon szigorú tűréseket. Ha egy méret nem befolyásolja a illeszkedést, az alakot vagy a funkciót, hagyja meg a szokásos tűréssel.
- Vegye figyelembe az anyag viselkedését. Lágyabb anyagok, például a nylon vagy az HDPE a vágás során rugalmasan deformálódnak, így a szűk tűréshatárok elérése nehezebbé válik. Az alumínium és az acél megbízhatóbban tartja a pontosságot.
- Gondoljon a minőségellenőrzésre. A nehéz megmunkálhatóságú jellemzők ugyanolyan nehézkesek a mérésük is. A bonyolult tűréshatár-megadások speciális ellenőrző berendezéseket igényelhetnek, ami további költségeket eredményez.
- Figyeljen a gyártási folyamat változásaira. Egy ±0,025 mm-es furat megadása, amelyet ±0,127 mm-es tűréssel is meg lehetne frezni, kényszerítheti a gyártót arra, hogy a furatot esztergára kell készítenie – ez további beállítási költségeket és hosszabb szállítási időt eredményez.
A tűréshatárok legjobb alkalmazási módja az, ha csak a kritikus területekre alkalmazunk szűk és/vagy geometriai tűréshatárokat, amikor ez szükséges a tervezési követelmények teljesítéséhez.
Amikor feltölti tervezését egy online CNC megmunkálási szolgáltatásra, az árajánlat-kalkulációs algoritmus minden tűréshatár-megadást értékel. A nem kritikus méretek tűréshatárainak lazítása ±0,025 mm-ről ±0,127 mm-re akár 30%-os vagy nagyobb árcsökkenést eredményezhet – anélkül, hogy bármilyen hatással lenne a alkatrész működésére.
Annak megértése, mi határozza meg a megmunkálási költségeket, lehetővé teszi, hogy ön irányítsa a pontosság és a költségvetés közötti kompromisszumokat – ami elvezet minket a teljes rendelési folyamathoz és ahhoz, hogyan kerülhetők el a gyakori hibák ezen az úton.
A teljes online CNC-rendelési folyamat lépésről lépésre
Megismerte a megmunkálási eljárásokat, kiválasztotta az anyagot, és ésszerű tűréseket adott meg. Most jön a gyakorlati kérdés: hogyan változtathatja valójában a CAD-fájlját egyedi megmunkált alkatrészekké, amelyek végül az íróasztalán nyugszanak?
Az online CNC-megmunkálási alkatrészek rendelésének folyamata jelentősen eltér a hagyományos gyártástól. Nincs telefonhívogatás a műhelyvezetőkkel, nincs mintadarabok városkeresztüli szállítása árajánlatokért. Ehelyett egy gyorsaságra tervezett digitális rendszerben mozog – amely azonban a felkészültséget jutalmazza, és a figyelmetlen fájlmunkát bünteti.
Lépjünk végig a teljes folyamaton: a fájl feltöltésétől kezdve egészen a befejezett CNC-megmunkált alkatrészek dobozából való kicsomagolásáig.
CAD-fájljai előkészítése a siker érdekében
Itt egy valóságbeli ellenőrzés: Bolang rendelési útmutatója szerint online rendelése sikere 90%-ban függ fájljai minőségétől. Az automatizált árajánlat-készítő rendszerek és az emberi mérnökök egyaránt megbíznak meghatározott formátumokban a pontos árképzés és a megmunkálási pályák létrehozásához.
3D-modellje a fő igazságforrás. De nem minden fájlformátum egyenértékű:
- STEP (.step / .stp): A CNC megmunkálás aranystandardja. A STEP-fájlok megőrzik a pontos geometriát, görbéket és élszerkezeteket, amelyeket a hálóalapú formátumok elveszítenek. A legtöbb online platform ezt a formátumot részesíti előnyben.
- IGES (.iges / .igs): Egy másik ipari szabványformátum, amely jól működik a 3D felületadatok különböző CAD-rendszerek közötti átvitelére.
- Parasolid (.x_t / .x_b): A Siemens NX és a SolidWorks natív formátuma, amelyek magas geometriai pontosságot biztosítanak.
- SOLIDWORKS (.sldprt): Sok platform közvetlenül elfogadja a natív SolidWorks-fájlokat.
Mi a helyzet az STL fájlokkal? A Dipec fájl-előkészítési útmutatója , az STL fájlok elkerülése ajánlott a CNC-feldolgozáshoz. Az STL fájlok hálóalapúak, és felületeket háromszögekkel közelítenek, ami a szerszámpálya-generálás során részletek elvesztéséhez vezethet. Jól működnek 3D nyomtatásra, de nem rendelkeznek a CNC-gépek által igényelt pontossági geometriával.
A fájlformátumon túl a felkészítés részletei is számítanak:
- Állítsa be a megfelelő mértékegységet. A milliméter és hüvelyk közötti tévesztés olyan alkatrészeket eredményezhet, amelyek 25-ször nagyobbak vagy kisebbek, mint kellene.
- Határozza meg egyértelműen a koordináta-rendszer kezdőpontját (origót). Ez segít a gyártóknak helyesen orientálni az alkatrészét.
- Ellenőrizze, hogy vannak-e nyitott felületek vagy rések. A vízhatlan modellek megakadályozzák az árajánlat-készítési hibákat és a gyártási félreértéseket.
- Távolítsa el a felesleges funkciókat. A szerkezeti geometria, a rejtett testek és a duplikált felületek zavarhatják az automatizált elemzést.
Szoros tűréssel rendelkező alkatrészek esetén soha ne támaszkodjon kizárólag a 3D modellre. Mellékeljen egy 2D PDF rajzot, amely meghatározza a kritikus méreteket, a felületi minőségi követelményeket és a geometriai tűréseket. Ez kiküszöböli a találgatást, és biztosítja, hogy CNC-es esztergált vagy maró alkatrészei pontosan megfeleljenek az előírt specifikációknak.
Mi történik feltöltés után
Miután fájljai elértek a platformot, íme a lépésről lépésre leírt út a digitális modelltől a fizikai alkatrészig:
- Azonnali geometriai elemzés: Mesterséges intelligencia algoritmusok másodpercek alatt átvizsgálják modelljét, és azonosítják a jellemzőket, például furatokat, zsebeket, meneteket és alávágásokat. A rendszer figyelmeztet potenciális gyárthatósági problémákra – például éles belső sarkokra, amelyekhez EDM-előfeldolgozás szükséges, vékony falakra, amelyek a megmunkálás során deformálódhatnak, vagy olyan jellemzőkre, amelyeket szabványos szerszámokkal nem lehet elérni.
- Automatizált árajánlat-készítés: A geometria bonyolultsága, az anyagválasztás, a tűrések és a mennyiség alapján majdnem azonnal árajánlatot kap. A Bolang adatai szerint az anyag kb. 20%-ot tesz ki a megmunkálási költségekből, míg a gépidő 80%-ot – így a tervezés bonyolultsága gyakorolja a legnagyobb hatást az árajánlatra.
- Tervezési visszajelzési ciklus: Megbízható platformok a megrendelés véglegesítése előtt Gyártásra optimalizált tervezési (DFM) visszajelzést nyújtanak. Javaslatokat tesznek költségcsökkentő módosításokra – például lekerekített sugár alkalmazása belső sarkoknál, falvastagságok módosítása vagy alternatív anyagok javasolása. Ez a folyamatos visszajelzés és módosítás 20–50%-os megtakarítást eredményezhet bonyolult alkatrészek esetén.
- Megrendelés megerősítése és útvonalozása: Miután elfogadja az árajánlatot, a megrendelése bekerül a gyártási sorba. A digitális platformok a megrendeléseket szakosodott gyártókhoz irányítják hálózatukon belül – így például a titán alkatrész olyan cégekhez kerül, amelyek szakértelemmel rendelkeznek titán feldolgozásában, míg egy többtengelyes alumínium alkatrész az 5-tengelyes megmunkálási képességgel rendelkező létesítményekhez jut.
- Termelés: A CNC-programozók a modellből generálják a szerszámpályákat, kiválasztják a megfelelő vágószerszámokat, és beállítják a gépet. A CNC-prototípus-gyártási rendeléseknél a gyártás gyakran már a rendelés megerősítését követő 24–48 órán belül elkezdődik.
- Minőségellenőrzés: A befejezett CNC-megmunkált alkatrészek méretellenőrzésen mennek keresztül. A szokásos rendeléseknél általában mintavételi ellenőrzést végeznek, míg a pontossági alkatrészeknél 100%-os ellenőrzés történhet dokumentált mérési jelentésekkel.
- Felületkezelés: Ha olyan felületkezeléseket adott meg, mint az anódosítás, porfestés vagy golyószórás, az alkatrészek a végleges csomagolás előtt a felületkezelési műveletekre kerülnek.
- Szállítás: Az alkatrészeket gondosan csomagolják, hogy megvédjék a szállítás során keletkező károktól. A szokásos alumínium prototípusok általában 3–5 munkanapon belül szállíthatók; a 100 vagy több egységből álló gyártási sorozatok általában 2–4 hétig tartanak, a felületkezelési igényektől függően.
Gyakori hibák, amelyek kudarcot okoznak a rendeléseknél
Még a tapasztalt mérnökök is elbizonytalanodhatnak a rendelési folyamat során. A JUPAICNC elemzése szerint ezek a buktatók okozzák a legtöbb késedelmet és költségtúllépést:
- Hiányos specifikációk: A tűrések, anyagjelölések vagy felületi minőségi követelmények nélküli 3D modell szállítása kényszeríti a gyártókat arra, hogy találgassanak – vagy elutasítsák a megrendelést, amíg tisztázásra nem kerül.
- Hibás anyagválasztás: A márkanév ismertsége alapján történő választás az alkalmazási követelmények helyett. Ha az erősségigények ezt lehetővé teszik, akkor az acélból készült alkatrész ugyanolyan jól megmunkálható alumíniumból is, és fele akkora költséggel.
- Túl szigorú tűrések: Minden méretre ±0,001" tűrést kérni, miközben ±0,005" teljesen elegendő lenne, drámaian megnöveli a költségeket anélkül, hogy javítana az alkatrész funkcióján.
- Valóságtalan határidők: A CNC megmunkálást ugyanolyan gyorsnak tételezni, mint a 3D nyomtatást. A bonyolult alkatrészek programozást, több beállítási fázist és ellenőrzési időt igényelnek. A sietség minőségi kompromisszumokhoz vezet.
- A DFM-hozzászólások figyelmen kívül hagyása: Amikor a platform tervezési módosításokat javasol, és ezeket figyelmen kívül hagyják anélkül, hogy megfontolnák őket, gyakran azt jelenti, hogy prémium árat fizetnek olyan funkciókért, amelyek egyszerűsíthetők lennének.
Minél jobb a fájlja, annál jobb az eredménye.
Egy plusz óra eltöltése a tisztított fájlok előkészítésére, csak a szükséges tűrések megadására és a DFM-hozzászólások átnézésére napokat takaríthat meg késedelmes szállításból és százakat dollárban a személyre szabott megmunkált alkatrészek rendelésénél.
Amikor alkatrészei úton vannak, az utolsó árajánlatot meghatározó tényezők megértése – valamint jövőbeli rendelések optimalizálásának módja – a következő értékes készség, amelyet fejlesztenie érdemes.
Árképzési tényezők és költségoptimalizálási stratégiák
Alkatrészei egy korábbi rendelésből már úton vannak, és most egy számlát néz, miközben azt kérdezi: miért lett ennyire magas az árajánlat? Vagy éppen egy új tervezetet tölt fel, és figyeli, ahogy az ár ingadozik a paraméterek finomhangolásával. A CNC megmunkálás árát meghatározó tényezők megértése segít okosabb döntéseket hozni a „rendelés” gomb megnyomása előtt.
Itt van az, amit a legtöbb platform nem mond el közvetlenül: a gépészeti fémköltség csak körülbelül 20%-ot tesz ki a teljes költségből. A maradék 80% a gépidőből származik – ami azt jelenti, hogy a tervezési összetettség, a tűrések előírásai és a gyártási hatékonyság sokkal nagyobb hatással vannak a nyereségességre, mint egyedül az alapanyag-választás.
Mi határozza meg a CNC megmunkálás költségeit
Nézzük meg részletesen a fő költségmozgató tényezőket, hogy árképzést tudjon előre megbecsülni a CAD-fájl feltöltése előtt:
- Anyagválasztás: Az alapanyagok árai jelentősen eltérnek egymástól. Az Unionfab költségelemzése szerint az alumínium a legalacsonyabb árkategóriába tartozik ($), míg a titán és a magnézium prémium árkategóriába ($$$$$). De ne feledje: a keményebb anyagok gyorsabban kopasztják az eszközöket, és lassabb vágási sebességet igényelnek, így a költségek tovább nőnek az alapanyag-költségen felül.
- Részegységek bonyolultsága: A mély zsebek, éles belső sarkok, vékony falak és bonyolult geometriák mind megnövelik a megmunkálási időt. A több beállítást vagy speciális szerszámokat igénylő funkciók munkadíjakat és gépváltási költségeket jelentenek. Az a alkatrész, amelyet egyetlen beállításban lehet elkészíteni, mindig olcsóbb lesz, mint az a darab, amelyhez három újrafelállítás szükséges.
- Tűréshatár-előírások: Ahogy korábban már megbeszéltük, a szokásos (±0,005 hüvelyk) pontosságból a precíziós (±0,001 hüvelyk) tűréshatárokra való áttérés 3–5-szörös költségnövekedést eredményezhet. Minden szigorú tűréshatár kisebb vágási sebességet, további ellenőrzési időt és potenciálisan speciális berendezéseket igényel.
- A következő mennyiség: Ez a tényező kedvez Önnek. A beállítási költségek – például a programozás, a rögzítőberendezések és a szerszámok kiválasztása – függetlenek attól, hogy egy vagy száz darabot gyártanak. Ezeket a költségeket több egységre elosztva drámaian csökken az egységár. Az Unionfab adatai szerint az egységköltségek akár 50%-kal vagy még többel is csökkenhetnek, ha az egyedi prototípusok helyett öt darabos sorozatgyártásra térnek át.
- Felületkezelések: Az „alapállapotban megmunkált” felületi minőség standardként, többletdíj nélkül érhető el. Az anódosítás azonban 3–12 USD-t tesz ki darabonként, az elektroplattázás 10–30 USD-t, míg speciális kezelések – például passziválás vagy lézeres marás – tovább növelik a költségeket. Minden felületkezelés további kezelést, feldolgozási időt és minőségellenőrzést igényel.
- Szállítási idő: A szokásos gyártási ütemtervek (7–15 munkanap) nyújtják a legjobb ár-érték arányt. A sürgősségi rendelések, amelyek 1–3 napos teljesítést igényelnek, túlórára, a termelési ütemterv zavarására és gyorsított szállításra kényszerítik a gyártót – számíthat 25–100%-os felárra a szokásos árakhoz képest.
Okos módszerek a alkatrész-költségek csökkentésére
Most, hogy megismerte a költségeket meghatározó tényezőket, íme, hogyan optimalizálhatja megmunkált alkatrészeinek rendelését anélkül, hogy funkcionális kompromisszumokra kényszerülne:
- Egyszerűsítse a geometriát, amennyire csak lehetséges. Minimálisza a hegyes belső sarkokat – adjon meg saroklekerekítést, amely legalább a mélyedés mélységének egyharmada. A Hubs DFM-irányelvei szerint nagyobb lekerekítések lehetővé teszik nagyobb szerszámok használatát, amelyek gyorsabban és olcsóbban végzik a megmunkálást.
- Használjon szabványos szerszám méreteket. A tervezési jellemzők a széles körben elérhető végfúrókra és fúrókra épülnek. A furatátmérők 0,1 mm-es lépésekben (legfeljebb 10 mm-ig) vagy szokásos tört méretekben vannak megadva, így elkerülhetők a speciális szerszámok díjai.
- Optimalizálja a falvastagságot. Fém alkatrészek esetén a falvastagság ne legyen kevesebb 0,8 mm-nél; műanyag alkatrészeknél ne legyen kevesebb 1,5 mm-nél. A vékony falak lassabb megmunkálást igényelnek, és a deformáció veszélye miatt megnövelik a ciklusidőt.
- Csak kiválasztottan alkalmazzon szigorú tűréseket. Csak a kritikus illeszkedő felületeknek szükségesek a nagy pontosságú méretmegadások. A nem lényeges méretek tűréshatárainak lazítása ±0,001 hüvelyktől ±0,005 hüvelykig akár 30 %-os vagy annál nagyobb költségcsökkenést eredményezhet.
- Amikor elfogadható, válassza az „alapállapotban megmunkált” felületminőséget. A felületminőség csak ott legyen előírva, ahol funkcionálisan szükséges, így elkerülhetők a másodlagos megmunkálási műveletek és az ezekkel járó költségek.
- Stratégikusan tömegesítsen megrendeléseit. Ha most 3 darabra van szüksége, és később esetleg további 10 darabra, akkor általában olcsóbb mind a 13 darabot egyszerre megrendelni, mivel a beállítási költségek megoszlanak.
- Válasszon megmunkálható anyagokat. Az alumínium 6061 gyorsabban megmunkálható, mint az rozsdamentes acél – gyakran kétszer olyan gyorsan. Amikor a szilárdsági követelmények ezt lehetővé teszik, a jobban megmunkálható ötvözetek választása csökkenti a ciklusidőt és a szerszámkopást.
Mikor érdemes gyorsított szolgáltatásokat igénybe venni
A sürgősségi rendelések nem mindig pazarlás. Íme, mikor indokolt a prémium fizetése:
- Kritikus útvonalon lévő projektek: Amikor egy késleltetett prototípus blokkolja az egész termékpiacra dobást, a sürgősségi díj elhalványul a piaci ablakok lemaradásának költsége mellett.
- A tervezés érvényesítése a szerszámozás véglegesítése előtt: Többlet költség felmerülése a tervezés megerősítéséért, mielőtt befektetnénk a műanyagöntő szerszámokba vagy a gyártási szerszámokba, gyakran megelőzi a sokkal drágább hibákat.
- Ügyfeli kötelezettségek: Amikor a szállítási ígéretek kockára vannak téve, a sürgősségi gyártás megóvja azokat a kapcsolatokat, amelyek értéke többet jelent a gyorsítási díjnál.
Nem sürgős projektek esetén a szokásos határidők ugyanolyan minőséget biztosítanak, de jelentősen alacsonyabb költséggel. A megfelelő tervezés – korai fájlfeltöltés, gyors válasz a DFM-hozzászólásokra és a pillanatnyi tervezési módosítások elkerülése – biztosítja, hogy rendelései gazdaságos ütemterv szerint fussanak.
A legdrágább CNC-vágások nem azok, amelyek speciális berendezéseket igényelnek – hanem azok, amelyeket olyan alkatrészekre készítenek, amelyeket a költségoptimalizálás szempontjából nem terveztek meg. Ezekkel a stratégiákkal most már nemcsak azt tudja értékelni, hogy mennyibe kerülnek alkatrészei, hanem azt is, hogy a gyártási módszer kiválasztása hogyan hasonlít össze különböző gyártástechnológiák esetén.
CNC megmunkálás vs. 3D nyomtatás, fröccsöntés és lemezmetallogyártás
Optimalizálta tervezését a CNC megmunkálásra, és ismeri a költséghajtó tényezőket – de itt egy érdemes megválaszolni való kérdés: vajon a CNC egyáltalán a megfelelő gyártási módszer a projektje számára? Néha a válasz igen. Néha azonban a 3D nyomtatás, a fröccsöntés vagy a lemezmetallogyártás jobb eredményt hoz olcsóbban.
Ez a döntés korai meghozatala pénzt, időt és frusztrációt takarít meg. A Protolabs gyártási kiválasztási útmutatója szerint annak megértése, hogy mikor melyik folyamat bizonyul a leghatékonyabbnak, segít a gyártási módszerek projektje tényleges igényeihez való illesztésében, nem pedig a megszokott technikák automatikus alkalmazásában.
Vegyük össze ezeket a négy fő gyártási megközelítést egymás mellett.
CNC vs. 3D nyomtatás döntési keretrendszer
A CNC és a 3D nyomtatás közötti vita folyamatosan felmerül a termékfejlesztés során – és nincs univerzális győztes. Mindegyik módszer meghatározott alkalmazási területeken dominál.
Válassza a CNC megmunkálást, ha a következőkre van szüksége:
- Kiváló mechanikai tulajdonságok szilárd fémből vagy mérnöki műanyagból készült alapanyagból
- Pontos tűrések (±0,025 mm elérhető, szemben a 3D nyomtatás tipikus ±0,127 mm-ével)
- Funkcionális prototípusok, amelyek anyagtulajdonságaikban megegyeznek a gyártási minőségű anyagokkal
- Gazdaságos mennyiségek: 1-től több száz darabig
Válassza a 3D nyomtatást, ha a következőkre van szüksége:
- Gyors CNC prototípus-gyártás – néha azonos napos szállítással
- Belső geometriák, amelyeket gépi megmunkálással lehetetlen elkészíteni (rácsok, konform hűtőcsatornák)
- Alacsony költségű tervezési érvényesítés a CNC prototípus-gyártásra való köteleződés előtt
- Szénszálas prototípus-gyártás folyamatos szálmegerősítéssel
- Rendkívül egyedi, egyszeri alkatrészek, ahol a szerszámozási költségek nem igazolhatók
A Gizmospring gyártási elemzése , a 3D nyomtatás kiválóan alkalmas gyors prototípusgyártásra, mivel rövid szállítási ideje és alacsonyabb költségei lehetővé teszik a gyors iterációt. A CNC megmunkálás azonban akkor nyújtja a legjobb eredményt, ha a pontosság, az anyag szilárdsága és a felületminőség áll a legfontosabb szempontok között.
A CNC megmunkálással készült prototípusok esetében a „legjobb arány” akkor jelenik meg, amikor funkcionális érvényesítésre van szükség – olyan alkatrészekre, amelyek valós üzemi terhelés alatt is működnek, nem csupán illeszkedési ellenőrzésre.
Mikor érdemesebb az öntött műanyag gyártás?
Itt a térfogat változtatja meg mindent. Az öntőszerszámok előállítása jelentős kezdő beruházást igényel – általában 3000–100 000+ USD, a bonyolultságtól függően –, de az alkatrészenkénti költség nagyobb termelési mennyiség mellett drámaian csökken.
A metszéspont: A Protolabs adatai szerint az öntött műanyag gyártás általában akkor válik költséghatékonyabbá a CNC megmunkálásnál, ha a darabszám 100 és 500 között van – a geometriától és az anyagtól függően. 10 000 vagy több darabos sorozatgyártás esetén az öntött műanyag gyártás költsége csak egy tört része a CNC alternatívákéhoz képest.
A fröccsöntés akkor nyer, ha:
- A gyártási mennyiség meghaladja az 500 azonos alkatrészt
- Az alkatrészek összetett funkciókat igényelnek, amelyek megmunkálása drágának bizonyulna (pl. kattanós rögzítések, rugalmas csuklók, vékony falak)
- Ezreket számláló egységek esetében konzisztens ismételhetőségre van szükség
- A hosszú távú gyártási ütemtervek indokolják az szerszámozási beruházást
A CNC megmunkálás továbbra is felülmúlja a többi eljárást, ha:
- Prototípus-megmunkálási szolgáltatásra van szüksége a tervezés érvényesítéséhez, mielőtt szerszámokba fektetne
- A darabszám alacsonyabb marad az öntött műanyag gyártás és a CNC megmunkálás költségvonalának metszéspontjánál
- Fémalkatrészekre van szükség (az öntött műanyag gyártás elsősorban műanyagok feldolgozására alkalmas)
- A tervezési módosítások továbbra is valószínűek – a szerszámok módosítása költséges
Számos sikeres termék stratégikusan alkalmazza mindkét módszert: a prototípus-megmunkálás gyorsan érvényesíti a terveket, majd az öntött műanyag gyártás kezeli a nagyobb mennyiségű sorozatgyártást, miután a specifikációk véglegesítésre kerültek.
Gyártási módszerek összehasonlító táblázata
Ez az összehasonlítás a négy fő gyártási módszer kulcsfontosságú döntési szempontjait foglalja magában:
| Kritériumok | CNC gépelés | 3D nyomtatás | Injekciós formázás | Lemezalkatrészek gyártása |
|---|---|---|---|---|
| Ideális mennyiség | 1–500 darab | 1–50 darab | 500–1 000 000+ darab | 10–10 000 darab |
| Anyag lehetőségek | Fémek, műanyagok, kompozitok (50+ lehetőség) | Polimerek, gyanták, néhány fém (korlátozott választék) | Főként termoplasztok (széles polimer-választék) | Lemezfémek: alumínium, acél, rozsdamentes acél, réz |
| Pontossági képesség | ±0,001" elérhető | ±0,005" tipikus | ±0,003 hüvelyk (tipikus) | ±0,005"-tól ±0,010"-ig |
| Tipikus szállítási idő | 3–15 munkanap | 1-5 munkanap | 2–6 hét (a szerszámozást is beleértve) | 5-15 munkanap |
| Beállítási/szerszámköltség | Alacsony (0–500 USD) | Nincs | Magas (3 000–100 000+ USD) | Alacsony–közepes (100–2 000 USD) |
| Alkatrész egységára (10 darab) | $$ | $$ | $$$$$ (szerszámok értékcsökkenése elszámolva) | $$ |
| Alkatrészegység költsége (1 000 darab) | $$ | $$$ | $ | $ |
| Legjobban alkalmas | Pontos fém/műanyag alkatrészek, funkcionális prototípusok | Gyors prototípusgyártás, összetett geometriák, egyedi kialakítás | Nagy tételekben történő műanyaggyártás | Házak, rögzítőelemek, panelok |
A projekt helyes választása
Amikor prototípus-funkciójú megmunkálási szolgáltatásokat vagy gyártási termelést értékel, vegye figyelembe az alábbi döntési szempontokat:
- Mennyiség? Kis mennyiségek esetén a CNC-megmunkálás vagy a 3D nyomtatás előnyösebb; nagy mennyiségek esetén az öntött műanyag vagy a lemezmetalizálás kedvezőbb.
- Milyen anyagtulajdonságokra van szüksége? Ha a szilárdság, hőállóság vagy specifikus fémötvözetek fontosak, akkor valószínűleg a CNC-megmunkálás vagy a lemezmetalizálás a nyerő.
- Milyen szigorúak a tűréshatárai? A pontossági követelmények gyakran kizárják a 3D nyomtatást és a lemezmetalizálást.
- Mi az időkerete? Urgens CNC-prototípus-szükséglet esetén a 3D nyomtatás sebessége előnyös lehet; a termelési ütemtervek viszont elviselik az öntött műanyag hosszabb előállítási idejét.
- Véglegesítette már a tervezetét? Ha a módosítások valószínűsége továbbra is fennáll, kerülje az öntőszerszámok drága átalakítását az öntési eljárásnál.
Számos online CNC megmunkálási szolgáltató ma már több gyártási módszert kínál egyetlen platformon keresztül – így prototípust készíthet gyors CNC prototípus-gyártással, ellenőrizheti funkcionális megmunkált alkatrészekkel, majd térfogati gyártásra áttérhet az öntési eljárással anélkül, hogy más szolgáltatót kellene választania.
Ezen kompromisszumok megértése lehetővé teszi, hogy gyártási döntéseit a projekt igényei, és nem a folyamatokhoz való hozzászokás alapján hozza meg. Azonban a megfelelő gyártási módszer kiválasztása csupán egy része az egyenletnek – biztosítani kell, hogy gyártási partnere megfeleljen az iparágának megfelelő minőségi szabványoknak, ami egy további, kritikus szempont a figyelembe vételre.
Iparág-specifikus tanúsítások és minőségi szabványok magyarázata
Kiválasztotta a gyártási módszert, és érti, mi határozza meg az árakat – de itt egy olyan kérdés, amely elválasztja a laza prototípuskészítést a komoly gyártástól: rendelkezik-e CNC-partnerje az iparágának szükséges tanúsításokkal? A légi- és űrhajóipari alkatrészek, az orvosi eszközök vagy az autóipari szerelvények esetében a helytelen válasz elutasított alkatrészeket, sikertelen auditokat vagy még rosszabbat is jelenthet.
A tanúsítások nem csupán szép logók egy weboldalon. A 3ERP tanúsítási útmutatója szerint ezek dokumentált bizonyítékai annak, hogy egy gyártó minőségirányítási rendszert vezetett be, rendszeresen részt vesz független harmadik fél által végzett auditokon, és nyomon követést biztosít a teljes gyártási folyamat során. Annak megértése, hogy egyes tanúsítások valójában mit jelentenek, segít összeegyeztetni a pontossági megmunkálást végző cégeket a konkrét projektkövetelményeivel.
Az ISO AS9100 és az IATF tanúsítások értelmezése
Szűrjük ki a gyártási tanúsítások betűzagyva-játékát. Mindegyik szabvány konkrét iparági kérdéseket tárgyal – és ha ismerjük a különbségeket, annál jobban ellenőrizhetjük, hogy egy lehetséges partner tényleg képes-e teljesíteni az alkalmazásunk által támasztott követelményeket.
ISO 9001: A minőségirányítás alapja
Tekintsük az ISO 9001-et bármely komoly gyártási művelet alapvető tanúsításának. Ez meghatározza a Minőségirányítási Rendszer (QMS) követelményeit, amely a vevőelégedettségre, az egyenletes termelésre és a folyamatos fejlődésre helyezi a hangsúlyt. A Hartford Technologies szerint az ISO 9001 minden méretű iparágban alkalmazható – ez az alapvető tanúsítás határozza meg egy erős minőségirányítási rendszer előfeltételeit.
Amikor egy ISO 9001 tanúsítással rendelkező online CNC megmunkálási szolgáltatással dolgozik, biztos lehet benne, hogy:
- Minden gyártási lépést dokumentált eljárások szabályoznak
- A vevői követelményeket rendszerszerűen azonosítják és nyomon követik
- Belső auditok ellenőrzik a folyamatos megfelelőséget
- A korrekciós intézkedések a nem megfelelőségek kezelésére irányulnak, mielőtt azok ismétlődő mintázatot alkotnának
AS9100: Űrkutatási és légiipari minőségirányítás
A CNC-megmunkálás légiipari alkatrészek esetében többet igényel, mint az általános minőségirányítás. Az AS9100 az ISO 9001 alapjaira építve kiegészíti azt a légiiparra specifikus követelményekkel, például kockázatkezeléssel, konfiguráció-kezeléssel és termék nyomon követhetőségével. Minden alkatrésznek nyomon követhetőnek kell lennie nyersanyag-forrásáig, és a hibakockázatok értékelése kötelező a tervezési érvényesítés egész folyamata során.
A légiipari megmunkálási alkalmazásokhoz az AS9100 tanúsítvány azt jelzi, hogy a gyártó megértette a repülésbiztonsági környezet nullatűréseit. A repülőgépekbe szánt alkatrészek – legyenek azok szerkezeti elemek, motorösszeállítások vagy avionikai házak – ezt a dokumentált irányítási szintet igénylik.
ISO 13485: Orvosi eszközök gyártásának szabványai
Az orvosi eszközök megmunkálása különleges felelősséget ró a gyártóra. Egy sebészeti eszköz vagy implantátum-alkatrész meghibásodása életveszélyt jelenthet. Az ISO 13485 szabvány egy, az orvosi eszközök gyártására kifejezetten kialakított minőségirányítási rendszert (QMS) határoz meg, amely kiemelt figyelmet fordít a kockázatkezelésre, a szabályozási előírások betartására és a teljes nyomon követhetőségre a tervezéstől a karbantartásig.
Az ISO 13485 szerinti orvosi eszközök megmunkálása a következőket követeli meg:
- Szigorú dokumentáció a tervezési, gyártási és érvényesítési folyamatokról
- A betegbiztonsági kockázatok azonosításának és enyhítésének igazolt képessége
- A célpiacok szabályozási kötelezettségeinek betartása
- A meghatározott biztonsági és teljesítményi követelményeknek megfelelő termékek
IATF 16949: Az autóipari szektor kiválósága
Az International Automotive Task Force (Nemzetközi Autóipari Munkacsoport) által kifejlesztett IATF 16949 a globális minőségirányítási szabvány az autógyártásra szakosodott iparág számára. Ez az ISO 9001-re épül, de kiegészíti azt a terméktervezésre, gyártási folyamatokra és az ügyfél-specifikus szabványokra vonatkozó további követelményekkel, amelyek meghatározzák az autóipari ellátási láncot.
Mi teszi különösen értékessé az IATF 16949-et? A tanúsított létesítmények statisztikai folyamatszabályozást (SPC) alkalmaznak a gyártási változók valós idejű figyelésére, így biztosítva a magas pontossági követelményeknek megfelelő alkatrészek folyamatosan egyenletes gyártását hosszabb sorozatgyártási időszakok alatt. Ez különösen fontos olyan autóipari alkalmazásoknál, mint a vázegységek, fékalkatrészek vagy precíziós fémbélésű csapágyak gyártása, ahol a méretbeli egyenletesség közvetlenül befolyásolja a jármű biztonságát és teljesítményét.
Autóipari alkalmazásokhoz, amelyek tanúsított gyártási képességet igényelnek, Shaoyi autóipari megmunkálási megoldásai bemutatja, hogy gyakorlatban milyen az IATF 16949-s tanúsítással rendelkező gyártás – összetett alvázegységek és precíziós fémmunkadarabok szállítása egy munkanapon belül, miközben szigorú minőségellenőrzési eljárásokat alkalmaznak.
Tanúsítások összeegyeztetése az Ön iparági igényeivel
Mely tanúsításokat érdemes ellenőrizni megrendelés leadása előtt? Ez teljes mértékben attól függ, hogy alkatrészei hová kerülnek. Az alábbiakban gyakorlatias áttekintést adunk iparági bontásban:
Általános gyártás és prototípus-fejlesztés:
- Az ISO 9001 tanúsítás megfelelő minőségbiztosítást nyújt
- A kommunikációs minőségre és a DFM-hoz (tervezés gyártásbarátságának figyelembevétele) kapcsolódó visszajelzések időben történő kezelésére kell hangsúlyt fektetni
- A precíziós gyártási képességek fontosabbak, mint a szakspecifikus tanúsítások
Légiközlekedés és Védelem:
- Az AS9100 tanúsítás általában kötelező a repülésbiztonsági szempontból kritikus alkatrészek esetében
- ITAR-megfelelőség szükséges a USA Fegyverzeti Listáján szereplő védelmi célú termékekhez
- Rendszeres dokumentációra és teljes anyagnyomonkövetésre lehet számítani
Orvosi eszközök és egészségügy:
- Az ISO 13485 tanúsítvány elengedhetetlen a szabályozott orvosi termékek esetében
- Az Egyesült Államok piacára szánt orvosi eszközök esetében FDA-regisztráció szükséges lehet
- Gyakran szükséges anyagtanúsítvány és biokompatibilitási dokumentáció
Autóipar:
- Az IATF 16949 tanúsítványt a főbb OEM-ek és az elsődleges beszállítók követelik meg
- A PPAP (Termelési alkatrész jóváhagyási folyamat) dokumentáció gyakran elvárás
- A statisztikai folyamatszabályozás képessége biztosítja a termelés minőségének állandóságát
A tanúsítványok azt mutatják ügyfeleinknek, hogy komolyan vesszük a minőséget. Nem csupán papírmunka – hanem elköteleződésünk a kiválóság iránt minden általunk gyártott alkatrész esetében.
A Machine Shop Directory tanúsítvány-útmutatója szerint az OEM-ek 67%-a követeli meg beszállítóitól az ISO 9001 tanúsítványt – és az iparágspecifikus tanúsítvánnyal rendelkező műhelyek átlagosan 15%-kal több szerződést nyernek. A tanúsítványokba történő befektetés hozadékot hoz a piaci elérés bővítésével és az ügyfélbizalom erősítésével.
A tanúsítások nemcsak ajtót nyitnak a szabályozott iparágak előtt, hanem belső fejlesztéseket is eredményeznek. A könyvvizsgálati folyamat kényszeríti a gyártókat, hogy átnézzék munkafolyamataikat, dokumentálják eljárásaikat, és olyan ellenőrzéseket vezessenek be, amelyek csökkentik a hibákat és a hulladékot. Ön ebből az hatékonyságnövekedésből profitálhat, mivel a minőség egyenletesebb lesz, és gyakran alacsonyabb árakat kínálnak, mivel az üzemeltetési javulások idővel összeadódnak.
Fontos tudni, mely tanúsítások számítanak az Ön alkalmazásához – azonban annak ellenőrzése, hogy egy lehetséges partner ténylegesen rendelkezik-e ezekkel a jogosultságokkal, és gyakorlatban is konzisztens minőséget nyújt, rendszerszerű értékelési módszert igényel.
Hogyan értékelje és válassza ki a megfelelő online CNC-partnert
Ismeri a tanúsításokat, tudja, milyen szabványokat követel meg az iparága – de hogyan ellenőrizheti valójában, hogy egy lehetséges gyártási partner tényleg teljesíti ígéreteit? A rossz CNC megmunkálóüzem kiválasztása késedelmes határidőket, elutasított alkatrészeket és frusztráló kommunikációs problémákat eredményezhet, amelyek teljesen felboríthatják a projekt időtervét.
Akár arra keres választ, hogy „CNC megmunkálóüzemek a közelemben”, akár globális digitális platformokat értékel, a kiválasztási folyamat rendszeres, objektív értékelést igényel, nem pedig intuitív döntést. A TQ Manufacturing partnerkiválasztási útmutatója szerint a cégek gyakran ugyanazokkal a buktatókkal találkoznak: inkonzisztens minőség, késedelmes szállítás és gyenge kommunikáció – ezek a problémák költséges újrafeldolgozást, gyártási késéseket és elégedetlen vevőket eredményeznek.
Építsünk egy gyakorlatias keretrendszert a személyre szabott CNC megmunkálási szolgáltatások értékelésére, amely megbízható partnereket választ ki a kockázatos beszállítóktól.
Vörös zászlók CNC-partner kiválasztásakor
Mielőtt belemerülnénk abba, hogy mire kell figyelni, azonosítsuk a figyelmeztető jeleket, amelyek arra utalnak, hogy más irányba kell keresni. A JUPAICNC mérnöki ellenőrzőlistája szerint a tapasztalt vásárlók korai stádiumban észreveszik ezeket a problémákat – így időt takarítanak meg, és elkerülik a költséges hibákat.
Figyelmeztető jelek, amelyek potenciális problémákra utalnak:
- Tanúsítványok hiánya: Az iparági elismertséget élvező minőségirányítási tanúsítványok hiánya – például az ISO 9001 – a folyamatszabályozás hiányára utal. Szabályozott iparágak esetében a szektor-specifikus tanúsítványok (AS9100, ISO 13485, IATF 16949) hiánya azonnal kizárja a beszállítót.
- Homályos válaszok a képességekről: Ha a tűréshatárokra, az anyagokkal kapcsolatos szakértelmükre vagy a szállítási határidőkre vonatkozó kérdésekre nem egyértelmű választ kap, hasonló bizonytalanságot várhat a gyártási folyamat során is.
- Lassú válaszidő az értékelési fázisban: Ha a kezdeti lekérdezésekre napokat vesz igénybe a válaszadás, akkor a gyártási folyamat során is kommunikációs késésekkel kell számítania. Tesztelje a reagálóképességüket, mielőtt köteleződik.
- Nem kínál DFM-visszajelzést: A minőségi gépgyártó műhelyek – akár közel, akár bárhonnan – proaktívan azonosítják a gyártási problémákat. Azok a beszállítók, akik csupán árajánlatot adnak tervezési beavatkozás nélkül, gyakran olyan alkatrészeket szállítanak, amelyek elkerülhető hibákkal rendelkeznek.
- Korlátozott anyagtapasztalat: Egy, csak alumíniummal dolgozó CNC-műhely a közelben nem fog megfelelően szolgálni, ha a projektje ötvözetacél vagy titán szakértelmet igényel.
- Gyakori szállítási késedelmek: Érdeklődjön a pontos időben történő szállítás arányáról. Egy gyenge teljesítménytörténet a kapacitás-kezelési problémákra utal, amelyek hatással lesznek a projektjére.
- Nincs szabványosított sürgősségi rendelési folyamat: Amikor sürgősségi prototípusokra van szükség – és ez biztosan előfordul –, azok a beszállítók, akik nem rendelkeznek gyorsított szállítási lehetőséggel, Önöket segítség nélkül hagyják.
Ha egy beszállító több vörös zászlót is mutat, érdemes más lehetőségeket is megvizsgálni.
Kérdések az első megrendelés leadása előtt
Most fordítsuk meg a szituációt. Íme, mit érdemes aktívan ellenőrizni gépparkok vagy digitális gyártási platformok kiválasztásakor a közelben lévő szolgáltatók esetében. Az UPTIVE gyártási útmutatója szerint a megfelelő, releváns tapasztalattal rendelkező partnerválasztás potenciálisan több ezer dollárt is megtakaríthat, mivel ők jól ismerik a gyakori buktatókat és a leghatékonyabb módszereket ezek elkerülésére.
Minőségi tanúsítványok és ellenőrzés:
- Milyen minőségbiztosítási tanúsítványokkal rendelkezik, és mikor voltak utoljára auditálva?
- Képes biztosítani ellenőrzési jelentéseket, minőségirányítási dokumentumokat vagy első minta ellenőrzési (FAI) jelentéseket?
- Hogyan kezeli a nem megfelelő alkatrészeket – mi a korrekciós intézkedési folyamata?
Kommunikáció és projektmenedzsment:
- Lesz-e kijelölt ügyfélszolgálati menedzsere vagy egyetlen kapcsolattartó személy?
- Hogyan közli a projekt frissítéseit, késedelmeket vagy váratlan problémákat a gyártás során?
- Mennyi az átlagos válaszideje technikai kérdésekre vagy árajánlatok pontosítására?
Technikai képességek:
- Milyen tűréshatárokat tud megbízhatóan elérni? (Ellenőrizze például alkatrészeken, ha lehetséges)
- Mely anyagokban szakosodnak, és megoszthatnának példákat hasonló projektekről?
- Milyen gépkonfigurációkkal dolgoznak – 3-tengelyes, 4-tengelyes, 5-tengelyes, maró-és forgácsolóközpontokkal?
Skálázhatóság és rugalmasság:
- Képesek kezelni mind prototípus mennyiségeket, mind pedig 1000 vagy több darabos sorozatgyártást?
- Mekkora a kapacitásuk növekvő rendelési mennyiségek kezelésére késés nélküli szállítás mellett?
- Elfogadnak-e sürgős projekteket vagy utolsó pillanatban bekövetkező tervezési módosításokat?
Szállítási idő és kézbesítés:
- Mi a tipikus szállítási idejük, és mi a pontos időben történő kézbesítés aránya?
- Kínálnak-e valós idejű rendelésnyomon követést és állapotfrissítéseket?
- Hogyan kezelik a gyártási kapacitást, hogy elkerüljék a késéseket a magas kereslet idején?
A skálázhatóság tényezője: prototípustól a sorozatgyártásig
Itt bukik meg sok gyártó. Könnyű helyi gépgyártókat találni, akik egyedi prototípusokat készítenek. Azonban olyan partnerek megtalálása, akik zavartalanul átmennek a gyors prototípus-készítésről a tömeggyártásra, és közben folyamatosan magas minőséget biztosítanak – ez a kihívás.
Az UPTIVE kutatása szerint a prototípustól a gyártásig tartó út olyan partnereket igényel, akik kezelni tudják:
- Tervezési iteráció támogatása: A minőségi partnerek DFM-visszajelzést (tervezés gyártásra optimalizálása) nyújtanak, amely finomítja a prototípust a költséghatékony és skálázható gyártás érdekében
- Kis sorozatú érvényesítési futtatások: A teljes gyártásba való belefektetés előtt a kis tételű gyártás korai szakaszban észleli a gyártási problémákat
- Termelési méretezés: Amikor a kereslet nő, a partnernek együtt kell növekednie Önnel anélkül, hogy a minőség romlana
- Folyamatos minőségellenőrzés: Ugyanazt a szigorú ellenőrzést, amely érvényesíti a prototípust, minden gyártott egységre is alkalmazni kell
Mi az ideális egyensúly? Olyan létesítmények, amelyek sürgős prototípusok esetén egy napos határidőt kínálnak, miközben fenntartják a gyártási minőségi szabványokat. Ez a kombináció mind az üzemeltetési kiválóságot, mind az ügyfélközpontúságot tükröző rugalmasságot jelez.
Azokhoz az autóipari alkalmazásokhoz, amelyek ezt a prototípustól a gyártásig terjedő képességet igénylik, Shaoyi pontossági CNC megmunkálási szolgáltatásai szemléltetik, hogy milyen a gyártásra kész online gyártás – a gyors prototípusgyártástól kezdve a bonyolult alvázösszeállítások és egyedi fémdarabok tömeggyártásáig skálázható, az IATF 16949 tanúsítással és statisztikai folyamatszabályozással (SPC) támogatott megoldás, amely biztosítja a folyamatosan magas pontosságú kimenetet.
Értékelési ellenőrzőlista
Rendelés előtt ellenőrizze ezeket a kritikus tényezőket:
| Értékelési szempontok | Mit ellenőrizzen | Miért fontos? |
|---|---|---|
| TANÚSÍTVÁNYOK | ISO 9001 minimum; iparspecifikus tanúsítások szükség szerint | Dokumentált minőségirányítási rendszerek csökkentik a hibákat és az újramunkálás szükségességét |
| Kommunikáció | Válaszidő 24 órán belül; elérhető kapcsolattartó személy | A gyenge kommunikáció késedelmeket és műszaki leírási hibákat okoz |
| DFM Visszajelzés | Proaktív tervezési javaslatok a gyártás megkezdése előtt | Korai észlelés révén megakadályozza a költséges problémákat, mielőtt azok gyártási hibákká válnának |
| Tűrési tartomány | Dokumentált pontosság, amely megfelel az Ön igényeinek | Biztosítja, hogy az alkatrészek megfeleljenek a funkcionális specifikációknak |
| Anyagismeret | Tapasztalat az Ön konkrét anyagai használatában; esettanulmányok elérhetők | Az anyagspecifikus ismeretek megelőzik a megmunkálási hibákat |
| Skálázhatóság | Képes mind prototípusok, mind gyártási mennyiségek gyártására | Megelőzi a beszállítóváltást, ahogy projektje növekszik |
| Időben történő szállítás | 95%-os vagy annál magasabb időben történő szállítási arányt mutató teljesítési előzmények | A későn érkező alkatrészek megbontják a gyártási ütemtervet és az ügyfél felé vállalt kötelezettségeket |
A megfelelő online CNC megmunkálási szolgáltatási partner kiválasztása a legfontosabb gyártási döntések egyike. Egy megbízható partner javítja a termék minőségét, optimalizálja a gyártási hatékonyságot, és biztosítja az időben történő szállítást – így Ön a tervezési innovációra tud összpontosítani, nem pedig a beszerzési lánc problémáinak sürgősségi kezelésére.
A szállítók rendszeres értékelésével ezen kritériumok alapján biztonságosan választhatja ki a gyártási partnert, amely megfelel minőségi elvárásainak, szállítási határidejeinek és skálázhatósági igényeinek. A kezdeti befektetés a megfelelő értékelésbe osztalékot hoz minden egyes rendelésnél, amely időben, előírás szerint és teljesen üzemképes állapotban érkezik.
Gyakran ismételt kérdések az online CNC megmunkálási szolgáltatásokkal kapcsolatban
1. Mi a különbség az online CNC megmunkálás és a hagyományos gépgyártó műhelyek között?
Az online CNC megmunkálási szolgáltatások digitális platformokat használnak, amelyek lehetővé teszik az azonnali árajánlat-kérést, a CAD-fájlok feltöltését és a pontos gyártási szolgáltatások globális elérését anélkül, hogy telefonhívásokra vagy személyes konzultációkra lenne szükség. A hagyományos gépgyártó műhelyeknél manuális árajánlat-kérésekre, e-mail-közvetítésre és gyakran földrajzi korlátozásokra van szükség. A digitális platformok a megrendeléseket széles hálózatban elhelyezkedő specializált gyártókhoz irányítják, így biztosítva a következetes minőséget és versenyképes árakat, miközben a prototípusokat már 1–3 napon belül szállítják.
2. Hogyan kaphatok azonnali árajánlatot online CNC megmunkálásra?
Töltse fel a 3D CAD-fájlját (preferálhatóan STEP vagy IGES formátumban) egy online CNC-platformra. Az alapul szolgáló mesterséges intelligencia azonnal elemezi az alkatrész geometriáját, az anyagválasztást, a tűréseket és a felületi minőséget, hogy másodpercek alatt pontos árajánlatot adjon. A rendszer figyelmeztet a gyártási problémákra, és gyártásbarát tervezési (DFM) visszajelzést nyújt a gyártás megkezdése előtt. A legtöbb platform lehetővé teszi a mennyiség, az anyag és a szállítási határidő módosítását is, így valós idejű árváltozásokat láthat.
3. Mely fájlformátumok a legmegfelelőbbek az online CNC-megmunkálási rendeléseknél?
A STEP (.step/.stp) fájlok az aranystandard az CNC-megmunkálásnál, mivel pontosan megőrzik a geometriát, a görbéket és az élszegélyek meghatározását. Az IGES és a Parasolid formátumok szintén jól használhatók. Kerülje az STL fájlokat, mivel ezek háromszöges hálós közelítést használnak, amely nem elég pontos az CNC-eszközút-generáláshoz. Nagyon szigorú tűrésekkel rendelkező alkatrészek esetén mellékeljen egy 2D PDF rajzot, amelyen feltünteti a kritikus méreteket, a felületi minőséget és a geometriai tűréseket a 3D modell mellett.
4. Mennyibe kerül a CNC megmunkálás, és milyen tényezők befolyásolják az árakat?
A CNC megmunkálás költségei függnek az anyagválasztástól (a költség 20%-a), a gépidőtől (a költség 80%-a), a alkatrész összetettségétől, a tűrések előírásaitól, a mennyiségtől, a felületi minőségtől és a szállítási határidőtől. Az alumínium alkatrészek olcsóbbak, mint a titánból készültek; a szokásos tűrések (±0,005") jelentősen olcsóbbak, mint a nagy pontosságú előírások (±0,001"). A tételrendelések csökkentik az egyes darabokra jutó költséget, mivel a beállítási költségek eloszlanak. A sürgősségi rendelések (1–3 napos teljesítési idő) általában 25–100%-os felárat tartalmaznak a szokásos 7–15 napos határidőkhöz képest.
5. Mikor érdemes a CNC megmunkálást választani a 3D nyomtatás vagy az öntőszerszámozás helyett?
Válassza a CNC megmunkálást, ha kiváló mechanikai tulajdonságokra van szüksége egész darab fémből vagy műszaki műanyagból, szigorú tűréshatárok (±0,025 mm) mellett, funkcionális prototípusokhoz, amelyek azonos anyagokból készülnek, mint a sorozatgyártásban használtak, vagy 1–500 darabos mennyiségekhez. A 3D nyomtatás kiválóan alkalmas gyors iterációra, összetett belső geometriákra és alacsony költségű tervezési érvényesítésre. Az öntött műanyag gyártás 500 darab feletti mennyiségnél válik gazdaságossá, de jelentős előzetes szerszámozási beruházást igényel (3000–100 000+ USD). Számos projektben a CNC megmunkálást prototípuskészítésre használják, majd a tömeggyártáshoz áttérnek az öntött műanyag gyártásra.