 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

A fémvágó cégek megfejtve: árajánlat-kérésétől a kész alkatrészekig

A fémvágó cégek és gyártási szerepük megértése
Amikor egyedi fémalkatrészekre van szüksége – legyen az prototípus, sorozatgyártás vagy specializált projekt – hová fordul? A válasz a fémvágó cégeknél rejlik, azoknál a specializált gyártóknál, amelyek nyers fémlapokból és készletből pontosan megformázott alkatrészeket állítanak elő. Ezek a szolgáltatók kritikus kapcsolatot teremtenek a tervezési elképzeléseit és a megfogható, funkcionális alkatrészeket között.
Mit tesznek valójában a fémvágó cégek
A fémvágó cégek specializált gyártók, amelyek fém alkatrészekből anyagot távolítanak el a kívánt alak és méret eléréséhez. A Mark Metals szerint a fémvágás széles körű technikákra terjed ki, például fűrésszelésre, vágásra, fúrásra, csiszolásra, vízsugárvágásra és lézeres vágásra. Azonban ezek a cégek általában jóval többet kínálnak, mint pusztán vágást.
Gondoljon egy fémvágó vállalkozásra úgy, mint gyártási partnerére, aki minden szükséges szolgáltatást nyújt. Ők végzik a bonyolult minták pontos lézeres vágását, valamint a nagyobb méretű ipari gyártást is, például szerkezeti alkatrészek esetében. Számos fémvágó szolgáltató vállalkozás másodlagos műveleteket is kínál – formázást, összekapcsolást és felületkezelést – amelyek segítségével az alapanyagból vágott darabokból késztermékként használható alkatrészeket állítanak elő.
A szolgáltatási kör széles skálán mozog. Egyes fémvágó vállalkozások speciális technológiákban – például szálaslézeres vagy vízsugáros rendszerekben – szakosodtak, míg mások teljes körű gyártási szolgáltatásokat nyújtanak, például:
- Lézeres vágás, vízsugáros vágás és plazmavágás
- CNC-hajlítás és formázás
- Hegesztés és összeszerelés
- Felületkezelés, például porfestés, anódosítás és galvanizálás
- Minőségellenőrzés és minőségbizonyítványok kiállítása
A gyártás gerincoszlopa, amelyre támaszkodhat
Miért fontos, hogy értsék ezt az iparágat? Mert akár egy autóipari rögzítőelemeket tervező mérnök, akár egy fogyasztási elektronikai házak prototípusát készítő termékfejlesztő, akár egy szerkezeti alkatrészeket beszerző vállalkozó – valószínűleg egyszer vagy más alkalommal együttműködnie kell ezekkel a gyártókkal.
A modern fémvágási szolgáltatásokat nyújtó cégek gyakorlatilag minden elképzelhető iparágban tevékenykednek. Ahogyan a Xometry megjegyzi, rendszeresen támogatják a légiközlekedési, védelmi, autóipari, energetikai, ipari, orvosi, fogorvosi és fogyasztási cikkek szektoraiban működő vállalatokat. Képességeik a kis sorozatszámú, nagy változatosságú prototípusgyártástól a több ezer vagy akár millió darabos nagyüzemi gyártási sorozatokig terjednek.
A hatékonyság, amelyet ezek a vállalatok kínálnak, a specializált felszerelésekből és szakértelmeikből származik. A fémvágó szerszámokat gyártó cégek jelentős összeget invesztálnak fejlett gépekbe – olyan szál-lézerekbe, amelyek mikronpontossággal vágnak, vízsugaras vágóberendezésekbe, amelyek majdnem bármilyen anyagon képesek keresztülvágni, valamint automatizált rendszerekbe, amelyek nagy sorozatgyártás során is állandó minőséget biztosítanak. Ez a specializáció rövidebb átfutási időt és javult minőségellenőrzést eredményez az in-house gyártáshoz képest.
A következő szakaszokban megismerheti a különböző vágástechnológiák működését, hogy mely eljárások alkalmasak adott anyagokra és alkalmazásokra, valamint hogyan navigálhat a folyamaton az első árajánlat-kéréstől egészen a kész alkatrészek kézbesítéséig. Emellett gyakorlati szempontokat is megtudhat a fémvágó szerszámokat gyártó vállalatok értékeléséhez, illetve projektjei sikeres előkészítéséhez. Tekintse ezt átfogó útmutatónak, amely segíti Önt abban, hogy tájékozott vevővé váljon a fémfeldolgozó piacgazdaságban.
Fémvágó technológiák és működésük
Tudja, hogy mit csinálnak a fémvágó cégek – de pontosan hogyan vágnak át acélt, alumíniumot vagy titániumot ilyen pontossággal? A válasz teljes mértékben attól függ, melyik technológiát használják. Mindegyik vágási módszer alapvetően eltérő elveken alapul, és ezek közötti különbségek megértése segít kiválasztani a megfelelő megközelítést a projektje számára.
Nézzük meg részletesen az öt fő vágási technológiát, amelyekkel akkor találkozhat, ha fém lézeres vágással foglalkozó cégekkel vagy más gyártási szolgáltatókkal dolgozik.
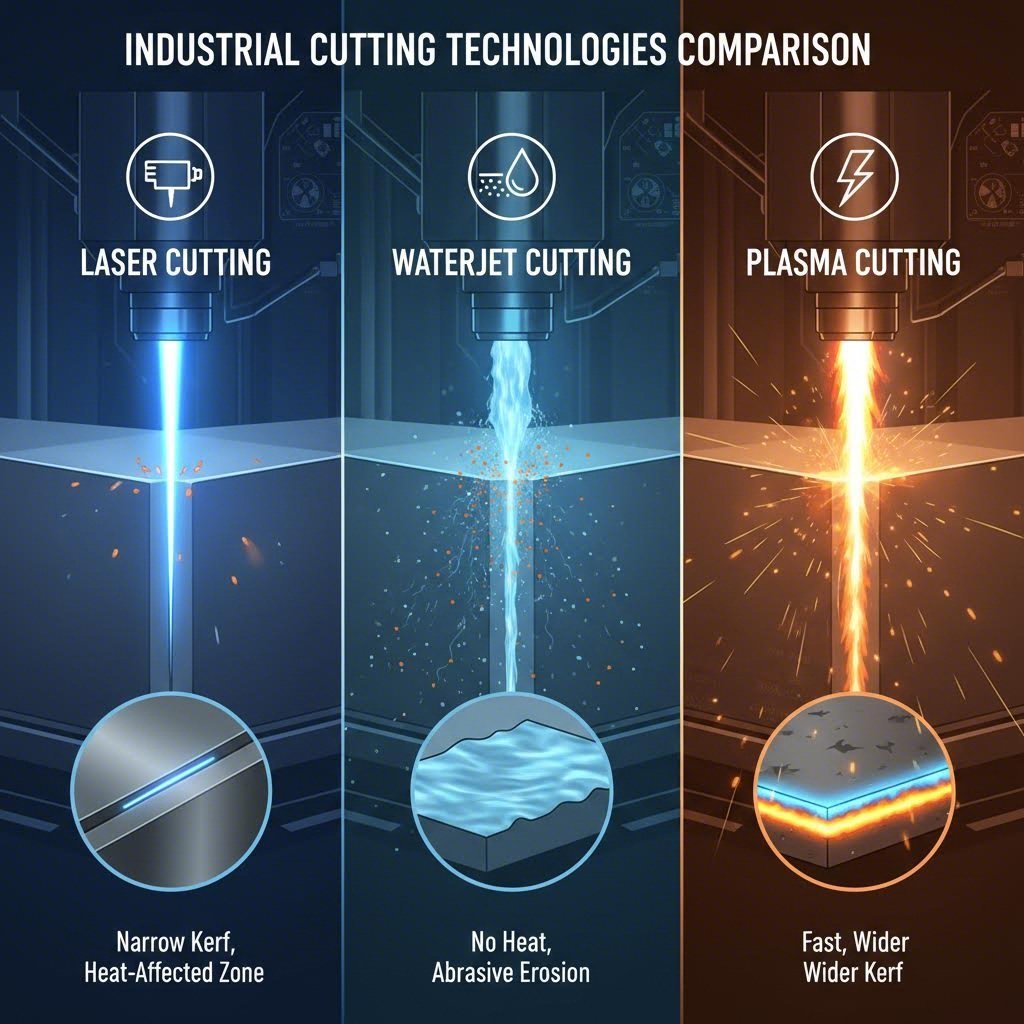
A lézeres vágás magyarázata
Képzelje el, hogy napfényt gyűjt össze egy nagyítóüveg segítségével – most szorozza meg ezt az intenzitást ezerszer. Ez a lézeres vágás alapelve. Egy erősen koncentrált fényfolyam olyan energiát szállít, amely képes a fém olvasztására, égetésére vagy elpárologtatására egy pontosan irányított útvonal mentén.
Két lézertípus uralkodik jelenleg az iparban: a száloptikás lézerek és a CO₂-lézerek. A szerint HPC Laser , a szálas lézeres vágógépek olyan ritkaföldfémekkel, például itterbiummal adalékolt optikai szálakat használnak a nyaláb előállításához. Ez a technológia kiválóan alkalmas tükröző fémek, mint acél, rozsdamentes acél, alumínium, sárgaréz, réz és titán vágására.
A szálas lézerek előnyei meggyőzőek:
- Kiváló pontosság minimális vágási réssel
- Nagyon magas vágási sebesség, különösen vékony anyagoknál
- Alacsonyabb karbantartási igény, mint a CO2 rendszereknél
- Kiváló energetikus hatékonyság
- Kiváló teljesítmény visszatükröző fémeken
A CO2 lézerek, amelyek más hullámhosszon (10,6 mikrométer) működnek, továbbra is az első választás nemfém anyagok, például akril és bizonyos műanyagok vágásához. Azonban a szálas lézeres fémvágó gépeket gyártó vállalatok nagyrészt uralják a fémfeldolgozási alkalmazások piacát sebességük és hatékonyságuk miatt.
Mikor érdemes lézervágást megadni? A szerint Wurth Machinery a lézertechnológia vezető szerepet tölt be, ha finom részletekre, pontos lyukakra vagy tisztán vágott élekre van szükség vékony lemezeknél. Ideális az elektronikai eszközök, orvosi berendezések és pontossági alkatrészek gyártásához, ahol akár apró eltérések is veszélyeztethetik a működést. A lemezmetallográfiai lézeres vágógépeket gyártó cégek gyakran ±0,005 hüvelyk (kb. ±0,13 mm) pontosságot érnek el vékony lemezanyagoknál.
Vízsugár vs. plazmatechnológia
Mi történik, ha a hő az ellensége? Egyes anyagok deformálódnak, megkeményednek vagy elveszítik tulajdonságaikat magas hőmérséklet hatására. Itt ragyog a vízsugárvágás.
Egy fémvízsugárvágó cég teljesen más megközelítést alkalmaz: nagynyomású vizet (általában 60 000 PSI vagy annál magasabb nyomáson) kevernek csiszoló anyagokkal, például gránittal. Ez a sugár hőtermelés nélkül vágja át a fémeket, így teljesen kizárja a hőhatott zónákat. A Zintilon megjegyzi, hogy a vízsugárvágás különösen alkalmas hőérzékeny anyagokra, például alumíniumra és titánra, ahol a hő okozta torzulás problémát jelentene.
A vízsugár-vágás kulcselőnyei közé tartozik:
- Nincs hőhatási zóna vagy anyagtorzulás
- Majdnem bármilyen anyagot képes vágni – fémeket, köveket, üveget, kompozitokat
- Kiválóan alkalmazható vastag anyagok és egyszerre több réteg vágására
- A vágott élek nem keményednek meg
- Környezetbarát technológia minimális hulladéktermeléssel
A plazmavágás a skála másik végén működik: egy elektromos ív és összenyomott gáz kombinációjával szupermeleg plazmát hoz létre, amely olvasztja át a vezetőképes fémeket. Plazmavágás vékony lemezacél-gyártó cégeknél és nagyobb méretű gyártócégeknél egyaránt e technológiára támaszkodnak kiváló sebességük miatt vastag anyagok esetén.
A Wurth Machinery tesztjei szerint a plazmavágás 25 mm-es acélt kb. 3–4-szer gyorsabban vág, mint a vízsugár-vágás, és az üzemeltetési költsége kb. fele annyi méterenként. Ha szerkezeti acéllal, nehézgépek alkatrészeivel vagy hajóépítési alkalmazásokkal dolgozik, a plazmavágás kiváló költséghatékonyságot nyújt.
Azonban a festett fémek plazmavágásával foglalkozó vállalatok korlátozásokkal szembesülnek: a folyamat kizárólag elektromosan vezető anyagokon alkalmazható, és szélesebb vágási rést eredményez, mint a lézeres vágás. Nagyobb vastagságú, vezető fémek esetében, ahol a nagy pontosság nem elsődleges szempont, a plazmavágás továbbra is az iparág munkalószerszáma.
Mikor érdemes mechanikus vágást alkalmazni
Nem minden vágási feladat igényel magas technológiájú megoldásokat. A CNC-fémvágó vállalatok gyakran mechanikus módszereket – például marás, fűrészelés, nyírás és dörzsölés – alkalmaznak speciális alkalmazások esetében.
A CNC-marás forgó vágószerszámokat használ anyag eltávolítására, hasonlóan a marási műveletekhez. Ez a módszer jól alkalmazható lágyabb fémeknél, illetve olyan alkalmazásoknál, ahol meghatározott élprofilok vagy összetett 3D-kontúrok szükségesek. A lézeres fémvágó gépeket gyártó vállalatok néha kiegészítik lézeres képességeiket marással olyan alkalmazásokhoz, ahol a lézeres vágás nem ideális.
A mechanikus nyírás és lyukasztás továbbra is költséghatékony megoldás egyszerű alakzatok nagy sorozatgyártásához. Ezek a folyamatok gyorsak, minimális beállítást igényelnek, és konzisztens eredményt biztosítanak vékony lemezes fémek esetén. A toronylyukasztó gépek percenként tucatnyi lyukat is képesek készíteni – olyan sebességet érve el, amelyet még a lézerek sem tudnak minden műveletnél felülmúlni.
A huzales szikrafúrás (Wire EDM) egyedülálló területen használatos. Ez a módszer egy vékony huzalból származó elektromos kisüléseket alkalmaz anyag eltávolítására extrém pontossággal. A Zintilon szerint a huzales szikrafúrás kiválóan alkalmas kemény fémekhez és összetett geometriákhoz, szoros tűrésekkel, így nélkülözhetetlen az eszköz- és sabongyártásban, az űrtechnológiában és bonyolult mechanikus alkatrészek esetén.
| TECHNOLOGIA | Legjobb anyagok | Vastagság-tartomány | Precíziós szintező | Sebesség jellemzők |
|---|---|---|---|---|
| Fiber lézer | Acél, rozsdamentes acél, alumínium, sárgaréz, réz, titán | Legfeljebb 1" (teljesítményfüggő) | ±0,005" tipikus | Nagyon gyors vékony anyagokon; lassul vastag anyagokon |
| Co2 laser | Fémek, akril, műanyagok, fa | Legfeljebb 1" fémeken | ±0,005" tipikus | Gyors; enyhén lassabb, mint a szálas lézer fémeken |
| Vízsugaras | Bármilyen anyag (fémek, kő, üveg, kompozitok) | Legfeljebb 12"+ anyagtól függően | ±0,003"-tól ±0,010"-ig | Lassabb, mint a plazma/lézer; nincs hőkorlátozás |
| Plazma | Csak vezetőképes fémek (acél, alumínium, réz) | 26 gauge-tól 6"+ vastagságig | ±0,020" tipikus | A leggyorsabb vastag vezető fémeken |
| CNC útvonalakasztás | Lágyabb fémek, műanyagok, kompozitok | Anyagtól függően változó | ±0,005"-tól ±0,010"-ig | Közepes; jól alkalmazható 3D-domborulatoknál |
| Huzal EDM | Minden vezető fém, különösen keményített acélok | Legfeljebb 16" tipikus | ±0,0001" elérhető | Lassú; a pontosságot részesíti előnyben a sebességgel szemben |
Ezen technológiák megértése segít hatékonyan kommunikálni a gyártási partnerekkel, és kiválasztani a saját igényeinek megfelelő vágási módszert. Azonban a technológia csupán egy része az egyenletnek – a vágandó anyagok ugyanolyan fontos szerepet játszanak az optimális megközelítés meghatározásában.
Anyagok és vastagsági képességek a különböző vágási módszerek szerint
Most, hogy megértette hogyan működik az egyes vágástechnológiák , itt a kulcskérdés: melyik módszer bizonyul a legjobbnak az adott, vágandó fém esetében? A válasz nem mindig egyértelmű, mivel az anyagtulajdonságok jelentősen befolyásolják a vágási teljesítményt. A fényvisszaverő képesség, a hővezetőképesség, a keménység és a vastagság mindegyike döntő szerepet játszik az optimális eljárás meghatározásában.
A lemezvágó cégek naponta több tucat különböző ötvözetet kezelnek. Az anyagok és a különféle vágástechnológiák közötti kölcsönhatás megértése segít a megfelelő eljárás kiválasztásában – és elkerüli azokat a költséges hibákat, amelyek késedelmet okoznak a projektekben.
Anyag–eljárás párosítási útmutató
Minden fém egyedi tulajdonságokkal érkezik a vágóasztalhoz. Vizsgáljuk meg a leggyakoribb anyagokat és az ideális vágási módszereket.
Rozsdamentes acél
A rozsdamentes acél korrózióállóságának és szilárdságának kombinációja miatt az ipar számos területén kedvelt anyag. A lemezlaszteres vágócégek általában szálas lézert javasolnak legfeljebb 25 mm vastag rozsdamentes acél esetén, mivel kitűnő élszínminőséget és sebességet biztosít. Vastagabb szelvényeknél a plazmavágás költséghatékony feldolgozást kínál, míg vízsugaras vágás alkalmazható, ha a hőérzékenység problémát jelent.
- Optimális módszerek: Szálas lézer (vékonytól közepesig), plazma (vastagabb szelvények), vízsugár (hőérzékeny alkalmazások)
- Fontos szempont: A magasabb króm tartalom befolyásolhatja a lézervágási sebességet
Alumínium
Az alumínium magas fényvisszaverő képessége korábban nehézzé tette a lézervágást, de a modern szálas lézerek könnyedén kezelik. Szerintük StarLab CNC a szálas lézerek kiválóan alkalmasak alumíniumlemezek vágására, míg a plazmavágás jól működik vastagabb alumíniumlemezeknél. A vízsugaras vágás marad a prémium választás olyan alkalmazásoknál, ahol nulla hőhatású zóna szükséges – különösen fontos az űriparban, ahol az anyag integritása elengedhetetlen.
- Optimális módszerek: Szálas lézer (lemezvastagságig 0,5 hüvelyk), vízszóró (hőérzékeny anyagokhoz), plazma (vastagabb lemezekhez)
- Kulcsfontosságú szempont: A hővezetőképesség miatt a lézerszabásnál magasabb teljesítménybeállítások szükségesek
Szénacél és lágyacél
A szénacél a fémvágási és gyártási vállalkozások „munkaló lovai” anyaga. Gyakorlatilag minden technológiával jól vágódik, így a módszer kiválasztása elsősorban a vastagságtól és a szükséges pontosságtól függ. A vékony lemezek kiválóan reagálnak a lézerszabásra, míg a vastag lemez (1 hüvelyknél több) a plazmaszabás ideális alkalmazási területe.
- Optimális módszerek: Lézer (legfeljebb 1 hüvelykig), plazma (0,5–6+ hüvelyk), vízszóró (bármilyen vastagság esetén)
- Kulcsfontosságú szempont: A plazmaszabás a legjobb sebesség–költség arányt nyújtja vastag szénacélnál
Nem rézből
Ezeket a nagyon tükröző fémet hagyományosan nehéz volt lézeres rendszerekkel feldolgozni. A mai, nagy teljesítményű száloptikás lézerek nagyrészt megoldották ezt a kihívást, bár a fémlemez-vágógépeket gyártó cégek továbbra is óvatosak a vékony rézzel, hogy elkerüljék a berendezést károsítható visszatükröződéseket. A vízsugárvágás megbízható alternatíva marad, amely teljesen kikerüli a tükröződési problémákat.
- Optimális módszerek: Száloptikás lézer (megfelelő teljesítménnyel), vízsugárvágás (biztonságos minden vastagságnál), plazmavágás (korlátozott alkalmazásokra)
- Kulcsfontosságú szempont: A réz hővezető-képessége gyorsan szétoszlatja a hőt, ezért a paramétereket módosítani kell
Speciális ötvözetek (titanium, Inconel, szerszámacél)
Amikor exotikus ötvözetekkel dolgozik, a kockázat – és a költségek – gyorsan növekednek. A lemezmetallogyártási lézeres vágási szolgáltatásokat nyújtó cégek gyakran vízsugárvágást javasolnak titán- és nikkelalapú szuperalapokhoz, mivel a hidegvágásos eljárás megőrzi az anyagok fémtani tulajdonságait. A vezetékes EDM (elektromos szikraforgácsolás) kiváló pontossággal képes feldolgozni a keményített szerszámacélokat, így elengedhetetlen a szerszámgyártásban.
- Optimális módszerek: vízsugárvágás (tulajdonságok megőrzése), vezetékes EDM (keményített anyagok), rostos lézer (szakértelemmel)
- Fontos szempont: Számos speciális ötvözet esetében a vágás után anyagvizsgálat szükséges az anyag integritásának ellenőrzésére
Vastagsági kapacitás fém típusonként
A vastagság gyakran döntő tényező a vágási módszer kiválasztásakor. Az alábbiakban a lemezmetallogyártási cégek képességeire vonatkozóan található információ:
Vékony lemezek (0,125 hüvelyk alatt)
A lézeres vágás uralkodik ebben a tartományban. A koncentrált sugár minimális vágásszélességet, szoros tűréseket és kiváló éls minőséget eredményez. A sebességelőnyök drámaian nagyok – egy fotonlézer például 20-es (0,9 mm-es) acéllemezt 800+ hüvelyk/perc sebességgel tud vágni. A vízsugár- és plazmavágás kezelni tudja a vékony anyagokat, de gazdaságilag ritkán ésszerű, kivéve, ha a hőhatás elkerülése döntő fontosságú.
Közepes vastagság (3,175–19,05 mm)
Ez a versenyképes zóna, ahol a módszer kiválasztása a prioritásoktól függ. Pontosságra és tiszta vágott élekre van szüksége? A lézeres vágás megoldást kínál. A sebesség és a költséghatékonyság áll előtérben vezetőként a vezetőképes fémeknél? A plazmavágás itt ragyog. Teljesen hőmentes vágásra van szüksége? A vízsugár-vágás a megoldás. A Gauer Metal Products szerint a megfelelő megközelítés az adott fém típusától, vastagságától és a projekt által megkövetelt pontosságtól függ.
Vastag lemez (19,05 mm és vastagabb)
Ahogy a anyag vastagsága növekszik, a plazma- és a vízsugár-vágás kerül előtérbe. A plazmavágás 1 hüvelykes acélt több mint 100 hüvelyk per perc sebességgel vág, ami kb. 3–4-szer gyorsabb, mint a vízsugár-vágás – így a plazmavágás a termelési munkalóda a szerkezeti gyártásban, a nehézgépek készítésében és a hajóépítésben. A vízsugár-vágás még vastagabb anyagokat is képes feldolgozni (egyes rendszerek esetében akár 12 hüvelykes vagy annál vastagabb anyagokat is), és továbbra is elengedhetetlen, ha a hőhatott zónák elfogadhatatlanok.
Az anyagtulajdonságok ugyanolyan mértékben meghatározzák a megfelelő vágási módszer kiválasztását, mint a vastagság. Egy 0,5 hüvelykes alumíniumlemez kiválóan vágódik száloptikás lézerrel, ugyanakkor ugyanilyen vastagságú rézlemez esetében a vízsugár-vágás lehet hatékonyabb a tükrözési problémák elkerülése érdekében.
Az anyag–eljárás kapcsolatok megértése erősebb pozícióba helyezi Önt a gyártási partnerekkel folytatott projektbeszélgetések során. Tudni fogja, milyen kérdéseket érdemes feltennie, és értékelni tudja, hogy egy gyártóüzem ajánlásai összhangban vannak-e az iparági legjobb gyakorlatokkal. A következőkben végigismertetjük az egész gyártási munkafolyamatot – a kezdeti árajánlat-kéréstől a kész alkatrészek megérkezéséig az Ön raktárába.
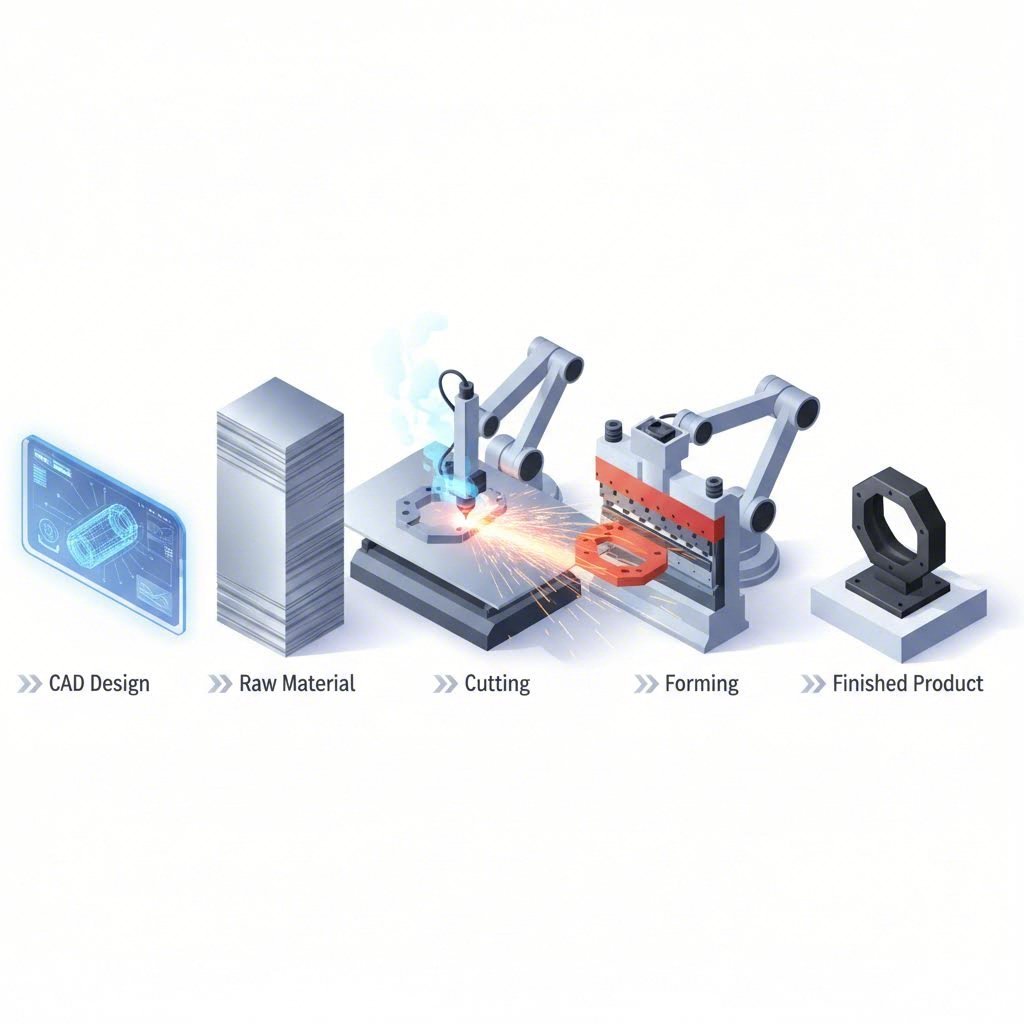
A teljes fémmetszési folyamat – kezdettől a végéig
Kiválasztotta a megfelelő vágástechnológiát, és meghatározta a megfelelő anyagot – de mi történik valójában akkor, amikor egy fémmetszési szolgáltató cég szolgáltatásait igénybe veszi? Az egész gyártási munkafolyamat megértése megszünteti a bizonytalanságot, és segít olyan projekteket előkészíteni, amelyek zavartalanul haladnak a koncepciótól a befejezésig.
Akár először is egyedi fémvágási vállalkozásokkal dolgozik, akár meglévő kapcsolatát kívánja optimalizálni, az egyes folyamatlépések ismerete teljes irányítást biztosít Önnek. Kövessük végig az alkatrészei útját a kezdeti kapcsolattól a végső szállításig.
Az árajánlat-kéréstől a kész alkatrészekig
A gyártási folyamat logikus sorrendben zajlik, bár az időkeretek a komplexitástól, a mennyiségtől és az Ön konkrét igényeitől függően változnak. A H&S Manufacturing szerint az egyedi lemezfémmegmunkálás több különálló gyártási szakaszból áll. Íme, amire számíthat:
-
Fájlbeadás és kezdeti kapcsolatfelvétel
A projektje akkor kezdődik, amikor benyújtja a tervezési fájlokat a kiválasztott gyártó számára. A legtöbb lemezmetallogyártási szolgáltatást nyújtó cég elfogadja a szokásos CAD-formátumokat, például a DXF-, STEP- és IGES-fájlokat. Egyes gyors gyártási szolgáltatások – mint például az Approved Sheet Metal által kínáltak – interaktív árajánlat-kérési rendszert biztosítanak, ahol a fájlokat feltöltve néhány órán belül árajánlatot kap. Ezen a ponton adjon meg minden egyéb megjegyzést a megengedett tűréshatárokról, mennyiségekről vagy felületkezelési követelményekről. -
Tervezési felülvizsgálat és műszaki ellenőrzés
Ebben a fázisban a gyártók elemezik a tervezését a gyárthatóság szempontjából. Az H&S Manufacturing megjegyzi, hogy ez magában foglalhatja prototípusok készítését és megvalósíthatósági tanulmányok végzését a megfelelő anyagok és gyártási eljárások meghatározása érdekében. A tapasztalt egyedi fémmegmunkáló cégek csapatai figyelmeztetnek a potenciális problémákra – például olyan geometriai elemekre, amelyek nem vágnak tiszta vonalban, hajlási sugarakra, amelyek repedéseket okozhatnak, vagy tűréshatárokra, amelyek alternatív megközelítést igényelnek. Ez a közös felülvizsgálat később időt és pénzt takarít meg. -
Árajánlat kérése és jóváhagyása
Részletes árajánlatot kap, amely tartalmazza az anyagköltségeket, a vágási műveleteket, a másodlagos folyamatokat és a szállítást. Egyes lézeres vágással foglalkozó lemezmetalldaraboló vállalatok az egyszerűbb projektekhez azonos napon adnak árajánlatot, míg összetett szerelvények esetén több napos mérnöki felülvizsgálat szükséges. Miután elfogadja az árajánlatot és megerősíti a mennyiségeket, rendelése a gyártási sorba kerül. -
Anyagbeszerzés és előkészítés
A gyártója beszerzi a megadott anyagot – vagy kivonja azt a meglévő készletből. A H&S Manufacturing szerint a minőségi gyártók a feldolgozás előtt ellenőrzik a nyersanyagokat hibákra. A lemezmetált a fő vágási művelet megkezdése előtt ollókkal vagy lézeres berendezéssel megfelelő méretre vágják. -
Fő vágási művelet
Itt kapnak alakot az alkatrészei. A CAD-fájlok gépi utasításokká alakulnak, amelyek vezérelték a lézereket, vízsugaras vágókat vagy plazmatúzékokat a pontos vágási pályákon. A modern berendezések minimális emberi beavatkozással működnek, bár képzett munkavállalók folyamatosan ellenőrzik a minőséget. Az Ön lemezvágó szolgáltatója kapacitásától és az Ön megrendelésének prioritásától függően ez a szakasz egyszerű feladatok esetén órákig, összetett gyártási sorozatok esetén pedig napokig is eltarthat. -
Másodlagos Műveletek
A vágás gyakran csak a kezdete a folyamatnak. Számos alkatrész további feldolgozást igényel, mielőtt kész lenne – például hajlítást, hegesztést, szerelvények beillesztését vagy összeszerelést. Ezeket a kritikus lépéseket részletesebben is bemutatjuk alább. -
Befejezés és felületkezelés
A felületkezelések javítják az alkatrészek megjelenését és teljesítményét egyaránt. A lehetőségek a legegyszerűbb letörölhető élek eltávolításától (deburring) a porfestésen, galvanizáláson vagy anódosításon át egészen a speciális felületkezelési eljárásokig terjednek. A gyártója az Ön előírásai szerint alkalmazza a megadott felületkezeléseket. -
Minőségellenőrzést
A szállítás előtt a alkatrészek méretellenőrzésen és vizuális ellenőrzésen esnek át. Az ISO 9001 vagy hasonló tanúsítvánnyal rendelkező gyártók dokumentált ellenőrzési protokollokat követnek, és pontos mérőeszközöket használnak. -
Csomagolás és szállítás
Az alkatrészeket úgy csomagolják, hogy megvédjék a szállítás során keletkező károktól. A gyorsított szolgáltatások – például az Approved Sheet Metal vállalatnál – akár másnapra is kézbesíthetik a lapos, lézerrel vágott alkatrészeket: ha reggel 10:00 óráig leadja megrendelését, a következő nap 10:00 óráig kézbe kaphatja az alkatrészeket.
Mi történik a vágás után
A vágási művelet lapos profilokat eredményez, de a legtöbb funkcionális alkatrész további feldolgozást igényel. Ezeknek a másodlagos szolgáltatásoknak a megértése segít abban, hogy értékelje: egy gyártó valóban kész alkatrészeket tud-e szállítani, vagy csupán darabokat vág, amelyeket később máshol kell továbbfeldolgozni.
CNC hajlítás és alakítás
A sík kivágott alkatrészek gyakran háromdimenziós alakot igényelnek. A CNC hidraulikus hajlítógépek pontos szerszámokat használnak a megadott szögek és helyek szerinti, pontos hajlítások létrehozásához. A H&S Manufacturing szerint a formázási folyamat hidraulikus sajtókat és számítógéppel vezérelt (CNC) hidraulikus hajlítógépeket alkalmaz a pontos eredmények eléréséhez. Gyakori műveletek a V-alakú hajlítások, U-alakú csatornák, dobozformák és összetett, több hajlítást tartalmazó geometriák. Megfelelően tervezett alkatrészek esetén ±0,005 hüvelyk (±0,127 mm) tűréshatár érhető el.
Kisimítás és élkezelés
A vágási műveletek a használt módszertől függően változó mértékű élsimítatlanságot hagynak. A lézeres vágás általában viszonylag tiszta éleket eredményez, míg a plazma- és mechanikus vágás jelentősebb forgácsmaradványokat (burrok) hagyhat. A kisimítás eltávolítja az éles éleket, amelyek kezelés közben sérülést okozhatnak, illetve akadályozhatják az összeszerelést. A módszerek a kézi csiszolástól az automatizált görgő- és rezgőfinomításig terjednek.
Húdítás és összekötés
Amikor a tervezés több darabból álló összeállítást igényel, az hegesztés állandó kötéseket hoz létre. Az H&S Manufacturing leírja, hogyan olvadnak össze a hegesztők a részeket hő és nyomás alkalmazásával: a felmelegített fémfelületek összeolvadnak, majd lehűlnek, így erős kötések jönnek létre. A MIG-, a TIG- és a ponthegesztés mindegyike különböző alkalmazásokhoz és anyagkombinációkhoz alkalmas. A rivetel alternatív mechanikai rögzítési módszer bizonyos szerelvények esetében.
Felszín Ellenőrzési Opciók
A felületkezelések védelmet nyújtanak a alkatrészeknek, és javítják megjelenésüket. Gyakori lehetőségek:
- Porfesték: Száraz elektrosztatikus felviteli eljárás, amely gyakorlatilag bármilyen színben tartós, vonzó felületet eredményez
- Festés: Víz- vagy oldószeralapú bevonatok, amelyeket egy vagy több rétegben permeteznek fel a korrózióvédelem és a megjelenés érdekében
- Fémelés: Elektroplattálás vagy elektrolízismentes eljárások, amelyek vékony fémrétegeket visznek fel a keménység, a korrózióállóság vagy az elektromos vezetőképesség javítása érdekében
- Anódolás: Elektrokémiai eljárás, amely védő oxidréteget hoz létre alumínium alkatrészek felületén
Szerelőelemek felszerelése és összeszerelés
Számos gyártó készültségi szolgáltatásokat kínál, ideértve a PEM rögzítőelemek beillesztését, menetes befogadóelemeket és alkatrész-összeszerelést. Ez egyszerűsíti ellátási láncát – ahelyett, hogy külön kezelné a vágási, felületkezelési és összeszerelési szolgáltatókat, egyetlen egyedi fémvágó cég kezeli az egész csomagot.
Az olyan gyártóval való együttműködés, aki kiterjedt másodlagos szolgáltatásokat kínál, egyszerűsíti ellátási láncát és csökkenti csapatának koordinációs terhét.
Ennek a teljes munkafolyamatnak a megértése segít reális időkereteket meghatározni, valamint olyan projekteket előkészíteni, amelyek hatékonyan haladnak végig a gyártási folyamaton. Azonban mielőtt elküldené első árajánlat-kéréseit, gondoskodnia kell arról, hogy a tervezési fájljai és specifikációi megfelelően legyenek előkészítve – ami a projekt-előkészítés legjobb gyakorlatához vezet.
Projektje előkészítése fémvágási szolgáltatásokhoz
Megtalálta a megfelelő vágástechnológiát, azonosította az anyagot, és érti a gyártási folyamatot. De itt akadnak el sok projekt: hiányos vagy helytelenül formázott tervezési fájlok. Az egyedi lemezvágó cégek százakat kapnak árajánlat-kérésekből – és azok, amelyek teljes, pontos dokumentációval rendelkeznek, azonnal a sor elejére kerülnek, míg a többieknek tisztázásra van szükségük.
Az előkészítésre fordított idő napokat (néha heteket) takarít meg a visszajelzések és egyeztetések körbejárásából. Akár egy egyedi CNC-fémvágó céggel dolgozik precíziós alkatrészek gyártására, akár egy nagytermelésű gyártóval sorozatgyártásra, ezek az előkészítési lépések minden esetben érvényesek.
Tervezési fájlok előkészítése
A CAD-fájljai a teljes gyártási folyamat alaprajza. A RapidDirect szerint a CAD-fájlok tartalmazzák a részlet, a méretek és a geometria szükséges adatait – ezek alkotják a CNC-megmunkálási folyamat szerkezeti keretét.
A legtöbb egyedi méretre vágott lemezmetalldarabot gyártó cég több szabványos fájlformátumot is elfogad, bár az előnyben részesített formátumok eltérhetnek. Az alábbi formátumokat érdemes előkészítenie:
- STEP (.STP): Az aranystandard a 3D modellekhez. A STEP fájlok kiváló geometriai pontosságot biztosítanak, és szinte minden CAD- és CAM-rendszerrel kompatibilisek. Ha csak egy formátumot küld be, akkor ezt válassza.
- DXF (.dxf): Ideális 2D vágási műveletekhez. A DXF fájlok egyértelműen meghatározzák a sík mintákat, és univerzálisan elfogadottak lézeres, vízsugáros és plazmavágáshoz.
- IGES (.igs): Egy régebbi, de még mindig széles körben használt formátum, különösen felületi modellek és régi rendszerek esetén. Az IGES jól kezeli a drótvázakat és a 2D rajzokat.
- Natív CAD formátumok (.SLDPRT, .PRT, X_T): A SolidWorks-, a Siemens NX- és a Parasolid-fájlok teljes tervezési előzményeket és parametrikus adatokat tartalmaznak – ez hasznos, ha a szolgáltatója natív CAD-szoftvert használ egyedi lemezmetalldarabok vágásához.
A RapidDirect megjegyzi, hogy az STP és X_T fájlok pontos testmodellezési képességeikről ismertek, ami elengedhetetlen a méretbeli pontosság fenntartásához a megmunkálási útvonalak generálása során. Ha bizonytalan, exportálja tervezését STEP-fájlként a natív formátum mellett is, hogy biztosítsa a kompatibilitást.
Fájl-előkészítési ellenőrzőlista
Mielőtt elküldené az árajánlat-kérést, ellenőrizze az alábbi kritikus részleteket:
- Erősítse meg az egységeket: Az eltérő mértékegységek (hüvelyk vs. milliméter) miatt a alkatrészek helytelen méretben érkeznek. Kétszer ellenőrizze az exportbeállításait.
- Tartalmazza a sík mintákat: Hajtott alkatrészek esetén adjon meg a 3D-modell mellett a sík minta elrendezését is.
- Válassza szét az alkatrészeket különálló fájlokba: Többalkatrészes összeállításokat egyértelmű árazás érdekében különálló komponensfájlokra kell bontani.
- Távolítsa el a duplikált geometriát: Az átfedő vonalak zavarják a vágógépeket, és kettős vágáshoz vezethetnek.
- Zárja le az összes kontúrt: A geometriájában nyitott pályák vagy rések megakadályozzák a megfelelő vágást – győződjön meg arról, hogy minden alakzat teljesen zárt.
A lényeges műszaki adatok
Csak a fájlok nem mesélik el a teljes történetet. A szerint LTJ Industrial a világos dokumentáció döntő fontosságú egy pontos gyártási árajánlat elkészítéséhez – részletes rajzok, pontos műszaki specifikációk és teljes CAD-fájlok csökkentik a félreértéseket és a váratlan költségeket.
Amikor egyedi CNC fémvágó cégekkel lép kapcsolatba, adjon meg ezeket a műszaki adatokat előre:
- Anyag típusa és minősége: Határozza meg pontosan – például „304-es rozsdamentes acél”, ne csak „rozsdamentes acél”. Foglalja magában az ötvözet megnevezését, a hőkezelési állapotot és az esetleg szükséges tanúsítványokat.
- Anyagvastagság: Adja meg a pontos lemezvastagságot (például „0,125 hüvelyk” vagy „11-es lemezvastagság”).
- Szükséges mennyiség: Tüntesse fel a prototípus mennyiségét, az első gyártási sorozatot és – ha alkalmazható – az éves becsült mennyiséget.
- Tűréshatár-előírások: A SendCutSend a vágási tűrések általában ±0,005 hüvelyk a legtöbb anyag esetében – ha szigorúbb tűrésekre van szüksége, azt külön jelezze.
- Felületminőségi követelmények: Jelölje meg, ha porfestést, anódosítást, galvanizálást vagy meghatározott felületi érdességi értékeket igényel.
- Másodlagos műveletek: Sorolja fel a hajlítási, menetfúrási, csunkófúrási, szerelvények beillesztésének vagy az összeszerelési követelményeket.
- Szállítási határidő: Gyorsrendelések esetén előzetes értesítés szükséges – tüntesse fel a kívánt kézbesítési dátumot.
Gyakori hibák, amelyek késleltetik a projekteket
Még a tapasztalt mérnökök is elkövetik ezeket a hibákat. Kerülje el őket, és projektje gyorsabban halad:
- Hiányzó furatmeghatározások: Ha a furatok menetelésre vagy csunkófúrásra szorulnak, jelezze a méretüket és típusukat. A SendCutSend azt javasolja, hogy a tervezési folyamat során menetelési táblázatokat használjon a megfelelő méretű furatok rajzolásához.
- Túl közel az élekhez helyezett elemek: A SendCutSend azt ajánlja, hogy a furatokat legalább 1× átmérőjük távolságra helyezzék az élétől, a horpadásokat (slotokat) pedig legalább 1,5× szélességük távolságra az élektől vagy más vágási jellemzőktől. Ezen irányelvek megszegése gyengíti a alkatrészeket, és akár vágatlanokká is teheti őket.
- Túl kicsi hidak: A vágási jellemzők közötti távolság ne legyen kevesebb a anyagvastagság 50%-ánál – erősség szempontjából ajánlott a vastagság 1×–1,5×-es értéke.
- Hajlítási információk elhagyása: Alakított alkatrészek esetén adja meg a hajlítás irányát, a hajlítási rádiuszt és a hajlítási sorrendet, ha ez kritikus.
- A mennyiségi bontások elfelejtése: Ha később nagyobb mennyiséget is rendelhet, kérjen most lépcsőzött árakat. A beállítási költségek több egységre elosztva jelentősen csökkentik az alkatrészenkénti árat.
Előre tervezni és ismerni a kiválasztott anyag vágási tűréseit felgyorsítja a tervezési folyamatot, és biztosítja, hogy alkatrészei azonnal használhatók legyenek, amint kikerülnek a dobozból.
Harminc perc befektetése a megfelelő projektelőkészítésbe napoknyi késést takaríthat meg. Teljes dokumentáció és egyértelmű specifikációk birtokában készen áll a lehetséges gyártási partnerek értékelésére – ehhez pedig értenie kell, mi különbözteti meg a kiemelkedő egyedi lemezmetál-vágó vállalatokat a közepesektől.

Hogyan válasszon megfelelő lemezmetál-vágó céget
A tervek készen állnak, a specifikációk dokumentáltak, és Ön tisztában van a gyártási folyamattal. Most eljött az a döntés, amely mindenre hatással van: az alkatrészek minőségétől kezdve a szállítás megbízhatóságáig – melyik gyártási partnert érdemli meg az üzletet? Napi több ezer „fémmegmunkáló vállalat közel hozzám” típusú keresés mellett az opciók áttekinthetetlenek lehetnek.
A rossz partner kiválasztása határidők kimaradásához, elutasított alkatrészekhez és ellátási lánc-problémákhoz vezethet. A megfelelő partnerrel viszont olyan gyártási szövetségest nyer, aki előre látja a problémákat, javaslatokat tesz a fejlesztésekre, és folyamatosan teljesít. Nézzük meg, mely kritériumok választják el a kiváló gyártókat a többiektől.
A cég képességeinek összeegyeztetése az igényeivel
Nem minden gyártó felel meg minden projekthez. A MarcTech Industries szerint a fémmegmunkáló cég kiválasztása előtt világosan meg kell érteni az adott igényeket – beleértve a termék típusát, mennyiségét, testreszabási követelményeket, időkeretet és költségvetési korlátokat.
Kezdje az értékelést ezekkel az alapvető kérdésekkel:
- Megfelel-e a felszerelésük az Ön igényeinek? A „fém lézeres vágást kínáló vállalkozások a közelemben” keresése több tucat találatot is eredményezhet, de nem minden lézer egyenértékű. Győződjön meg arról, hogy megfelelő teljesítményszinttel rendelkeznek az Ön anyagvastagságához és a projektje számára szükséges konkrét vágástechnológiához.
- Képesek kezelni a megrendelt mennyiséget? Egyes műhelyek kiválóan alkalmazkodnak a prototípusokhoz és rövid sorozatokhoz, míg mások a gyártási mennyiségekre optimalizáltak. A mennyiségi elvárások eltéréséből eredő nem összhang terhelést jelent mindkét fél számára.
- Kínálnak-e szükséges másodlagos szolgáltatásokat? Ha alkatrészei hajlítást, hegesztést, felületkezelést vagy összeszerelést igényelnek, akkor egyetlen forrásból történő beszerzés egyszerűsíti ellátási láncát és csökkenti a koordinációs terheket.
- Milyen iparági tapasztalattal rendelkeznek? A MarcTech hangsúlyozza, hogy olyan szállítók után kell kutatni, akik jelentős tapasztalattal rendelkeznek az adott iparágban vagy alkalmazásban. Egy olyan gyártó, amely repülőgépipari alkatrészekben jártas, más követelményeket ért meg, mint egy építészeti fémmegmunkálásra specializálódott vállalat.
Amikor olyan vállalatot keres, amely közelségben végez fém lézeres vágást, vagy lemezfémmegmunkálást, ne csak a távolságra figyeljen. Gyakran jobb eredményt hozhat egy 200 mérföldre lévő gyártó, amely tökéletes képességekkel rendelkezik, mint egy helyi műhely, amely túllépi saját szakértelmének határait.
Fontos minőségi tanúsítványok
A tanúsítványok objektív bizonyítékot nyújtanak arról, hogy a gyártó rendszerszintű minőségirányítási intézkedéseket vezetett be. Bár nem minden projekthez szükségesek tanúsított beszállítók, az ilyen okmányok jelentésének ismerete segít helyesen értékelni a vezető fémvágó vállalatok szolgáltatásait.
ISO 9001 a minőségirányítási alapkövetelményeket képviseli. Ez azt igazolja, hogy a vállalatnak vannak dokumentált folyamatai, belső ellenőrzéseket végez, és minőségi nyilvántartást vezet. A legtöbb szakmai gyártó rendelkezik ezzel a tanúsítvánnyal.
A szövetek az ISO 9001 szabványra épül, de kiegészíti azt az autóiparra jellemző követelményekkel. Ha járműalkatrészeket szerelnek be, ez a tanúsítvány azt jelzi, hogy a gyártó ismeri az előrehaladott termékminőség-tervezés (APQP) elveit, a gyártott alkatrész jóváhagyásának folyamatait (PPAP), valamint az autógyártók (OEM-ek) által támasztott szigorú dokumentációs követelményeket.
AS9100 az űrkutatási és védelmi iparra vonatkozó követelményeket tárgyalja, és kiegészíti azokat a nyomkövethetőségre, konfigurációkezelésre és beszállítói láncban történő követelmény-átadásra vonatkozó szabályozásokkal, amelyeket az űrkutatási fővállalkozók írnak elő.
ISO 13485 a gyógyászati eszközök gyártására vonatkozik, és lefedi a tervezési irányelveket, a kockázatkezelést, valamint a gyógyászati alkalmazásokra jellemző sterilitási követelményeket.
A KAL Manufacturing szerint a megbízható szerződéses gyártók formális nyomkövethetőségi rendszereket, ellenőrzési dokumentációkat és tanúsítványokat (pl. ISO, AS9100 vagy ITAR-megfelelőség) tartanak fenn, amelyek biztosítják a termelési környezetek számára szükséges minőségbiztosítást.
Munkahelyi műhelyek vs. szerződéses gyártók: A különbség megértése
Az Ön döntése egy hagyományos gyártóüzem és egy szerződéses gyártási partner között befolyásolja az árakat, a reakcióidőt és a hosszú távú kapcsolati lehetőségeket.
Gyártóüzemek általában rövid sorozatú vagy egyszeri gyártásra koncentrálnak. A KAL Manufacturing magyarázata szerint ezek az üzemek feladatonkénti árajánlat alapján dolgoznak, széles választékú alkatrészeket gyártanak, az egyes munkák között alig van folytonosság. A rugalmasságra épülnek, nem az ismétlődő feladatokra.
Ha egyetlen prototípusra vagy néhány testreszabott tartóelemre van szüksége, a gyártóüzem költséghatékony és gyors megoldást kínálhat. Ugyanakkor előfordulhat, hogy nem megfelelően strukturáltak a tervezett gyártásindításokhoz, a minőségellenőrzés nyomon követéséhez vagy az olyan készletgazdálkodási programokhoz, amelyeket a nagyobb termelési környezetek megkövetelnek.
Szerződéses gyártók az ismételhető gyártásra és hosszú távú kapcsolatokra vannak tervezve. Robusztusabb rendszereket kínálnak a gyártási ütemezéshez, minőségbiztosításhoz, anyagkezeléshez és dokumentációhoz. A KAL Manufacturing szerint egy szerződéses gyártó nem csupán szállító – hanem egy gyártási partner, aki együttműködik a csapatával a kereslet-előrejelzés alapján történő szállítás biztosításáért, a részegységek módosításainak kezeléséért és a szállítási ütemtervek összehangolásáért a működésével.
Fontos megfontolandó jellemzők:
- Munkahelyi gyártóüzemek: Gyors árajánlat-készítés, rugalmas kapacitás változó munkákhoz, minimális rendelési mennyiségek, projektalapú kapcsolatok
- Szerződéses gyártók: Ütemezett gyártás, kereslet-előrejelzési és készletgazdálkodási programok, dokumentált minőségirányítási rendszerek, ellátási láncba való integráció
Kiválasztási tényezők összehasonlítása
Használja ezt az összehasonlítást a lehetséges gyártási partnerek értékeléséhez projektje követelményei alapján:
| Kiválasztási tényező | Hagyományos munkahelyi gyártóüzem | Online gyártási szolgáltatás | Szerződéses gyártó |
|---|---|---|---|
| Tipikus tanúsítások | ISO 9001 általános; iparágspecifikus változó | ISO 9001 tipikus; korlátozott iparágspecifikus | ISO 9001, AS9100, IATF 16949, ITAR – szükség szerint |
| Előzetes idő | Változó; a jelenlegi munkaterheléstől függ | Gyors (gyakran 1–5 nap szabványos vágásokra) | Ütemezett szállítások; következetes szállítási időablakok |
| Megrendelés méretének rugalmassága | Kiváló prototípusokhoz és kis sorozatokhoz | Egyedi alkatrészektől közepes tételmennyiségekig ideális | Ismétlődő gyártási mennyiségekhez optimalizálva |
| Szolgáltatási kör | Vágás plusz kiválasztott másodlagos műveletek | Vágásra fókuszál; korlátozott másodlagos szolgáltatások | Teljes gyártás, felületkezelés, összeszerelés, készletcsomagolás |
| Mérnöki támogatás | Informális; a kapcsolattól függ | Automatizált DFM-visszajelzés | Kijelölt mérnöki együttműködés |
| Legjobban alkalmas | Egyedi darabok, sürgős prototípusok | Szabványos vágások, gyors átfutási idő igénye | Gyártási programok, összetett szerelvények |
Földrajzi és logisztikai szempontok
A helyszín fontos – de talán nem úgy, ahogy azt várnánk. Bár egy fémvágó vállalkozás keresése a közelben értelmes megoldás bizonyos alkalmazások esetén, a földrajzi távolságot a képességekkel és az összköltséggel együtt kell mérlegelni.
Amikor a közelség a legfontosabb:
- Nagy vagy tömeges alkatrészek, ahol a szállítási költségek dominálnak
- Gyors prototípus-iterációk, amelyek azonos napon történő átvételt igényelnek
- Személyes együttműködésre és telephelylátogatásokra épülő projektek
- Pontosan időzített (just-in-time) szállítási igények minimális előrejelzési időtartammal
Amikor a képesség felülmúlja a helyszínt:
- Speciális eljárások, amelyeket csak régiós szakértők nyújtanak
- Iparág-specifikus tanúsítványok, amelyek hiányoznak helyi szolgáltatóinknál
- Sorozatgyártás, ahol az alkatrészenkénti megtakarítás ellensúlyozza a szállítási költségeket
- Összetett másodlagos műveletek, amelyek integrált képességeket igényelnek
A legjobb megközelítés gyakran a helyi és régiós beszállítókkal való kapcsolatok kialakítását jelenti. A közelemben lévő helyi fémvágó cégek sürgős prototípusokat és rövid sorozatokat gyártanak, míg specializált partnerek kezelik a nagyobb termelési mennyiségeket és az összetett igényeket.
A munkadarab-központú gyártó (job shop) és a szerződéses gyártó közötti különbség a rendszerekben és a méretekben rejlik. A munkadarab-központú gyártók tranzakciós igényeket elégítenek ki, míg a szerződéses gyártók egy folyamat támogatását végzik.
A fémfeldolgozó partnere választása közvetlenül befolyásolja a projekt sikeres lezárását. Szánjon időt a képességek értékelésére, a tanúsítások ellenőrzésére, valamint arra, hogy megértsük: egy lehetséges beszállító üzleti modellje összhangban van-e saját igényeinkkel. Miután megtalálta a megfelelő partnert, készen áll arra, hogy felderítse, hogyan használják különböző iparági szektorok e szolgáltatásokat speciális alkalmazásokra.
Fémvágási szolgáltatások ipari alkalmazásai
Valaha elgondolkodott már azon, miért néz ki másképp a kocsi felfüggesztését tartó konzol, mint a műszív védelmére szolgáló burkolat? Mindkettő sík fémlapból indul ki, amelyet gyártási szakemberek dolgoznak fel – azonban az alapanyagtól a kész alkatrészig vezető út drámaian eltér az egyes iparági követelmények szerint. A építőipari vállalatoknak nyújtott fémvágási szolgáltatások más szabályokat követnek, mint az űrkutatási fővállalkozóknak vagy az orvosi eszközgyártóknak szolgáló szolgáltatások.
Annak megértése, hogyan használják ezeket a gyártási szolgáltatásokat a különböző szektorok, segít hatékonyan kommunikálni a követelményeket, és olyan partnereket választani, akik rendelkeznek a szükséges szakértelemmel. Nézzük meg részletesebben a főbb iparágakban alkalmazott specializált megoldásokat és azok egyedi igényeit.
Gépjárműgyártási alkalmazások
Az autóipar a legnagyobb piacok egyike a precíziós fémvágási szolgáltatások számára. A szerkezeti alvázalkatrészektől a dekoratív díszítőelemekig a járművek százakban tartalmaznak gyártott fémalkatrészeket – mindegyiknek saját, specifikus teljesítménykövetelményei vannak.
A Pans Technology szerint a precíziós megmunkálás forradalmasító hatással volt az autóiparban, lehetővé téve a gyártók számára a könnyűsúlyú alkatrészek készítését, amelyek javítják az üzemanyag-hatékonyságot és csökkentik a kibocsátást. Az ipar átállása az elektromos járművek felé még fontosabbá tette a könnyűsúlyú komponenseket – a McKinsey kutatása szerint a jármű tömegének mindössze 10%-os csökkentése körülbelül 15%-kal növelheti az EV hatótávolságát.
Tipikus autóipari alkalmazások:
- Alváz- és szerkezeti alkatrészek: Keretcsavarok, kereszttartók és merevítő konzolok, amelyek magas szilárdság-tömeg arányt igényelnek
- Felfüggesztési konzolok és rögzítések: Precíziósan vágott alkatrészek, amelyeknek ismétlődő terhelési ciklusoknak kell ellenállniuk fáradási meghibásodás nélkül
- Karosszérialemezek és szerkezeti tartóelemek: Olyan alkatrészek, amelyeknél a méretbeli pontosság befolyásolja a illeszkedést, a felületminőséget és az ütközési teljesítményt
- Belső alkatrészek: Ülépárnák keretei, műszerfal-tartók és díszítőelemek, amelyek esztétikus felületet és funkcionális teljesítményt egyaránt igényelnek
- Sebességváltó- és hajtáslánc-alkatrészek: Precíziósan megmunkált alkatrészek, amelyek szoros tűréseket igényelnek a megfelelő működés érdekében
Az autóipari beszállítók általában az IATF 16949 tanúsítást igénylik, amely igazolja, hogy megfelelnek az autóiparra szabott minőségirányítási szabványoknak. A szektor szolgáltatásait nyújtó fém kivágó cégeknek és lézeres vágással foglalkozó szakembereknek szigorú termelési alkatrész-elfogadási eljárásokat (PPAP) és fejlett termékminőség-tervezési dokumentációkat (APQP) kell fenntartaniuk.
Repülési, űrkutatási és védelmi követelmények
Amikor az alkatrészek megbízhatósága 35 000 láb magasságban dönti el az életet, a hibákra való tűrés eltűnik. A légiközlekedési alkalmazások a legpontosabb megmunkálást és a legszigorúbb anyagtanúsításokat követelik meg bármely gyártási szektorban.
A Pans Technology jelentése szerint a világ légiközlekedési könnyűsúlyú anyagok piaca 2024-re kb. 20,7 milliárd dollárra nő – ez egyértelmű jele annak, hogy milyen erősen törekszik ez az iparág a fejlett gyártástechnikákra. A pontossági megmunkálás könnyű, de rendkívül erős szerkezeteket hoz létre, amelyek megfelelnek a szigorú biztonsági előírásoknak anélkül, hogy kompromisszumot kötnének a teljesítmény tekintetében.
A légiközlekedési iparban alkalmazott fémvágási feladatok közé tartoznak:
- Szerkezeti törzsalakrészek: Bordák, merevítők és burkolólemezek alumíniumötvözetekből és titánból
- Motoros részek: Hőálló nikkel-szuperötvözetek, amelyek speciális vágástechnikát igényelnek
- Fogófelszerelés alkatrészei: Nagyszilárdságú acélalkatrészek extrém fáradási ellenállási követelményekkel
- Avionika házak: Pontos házak elektromágneses pajzolási tulajdonságokkal
- Műhold- és űrhajóalkatrészek: Különleges anyagok, amelyeknél a szennyeződésre nulla tűrés engedhető meg
Az AS9100 tanúsítás lényegében kötelező az űrkutatási beszállítók számára. Az anyag nyomon követhetősége a gyártmánytanúsítástól kezdve a kész alkatrészig elengedhetetlen – minden alkatrésznek vissza kell vezethetőnek lennie eredetéhez biztonsági vizsgálatok céljából.
Orvosi Eszköz Gyártás
Az orvosi alkalmazások a pontossági követelményeket összekapcsolják a biokompatibilitási kérdésekkel és a szabályozási felügyelettel, amely összetettségében versenyképes az űrkutatási iparral. A fémmegmunkáló vállalatok és a pontos gyártók, akik egészségügyi ügyfeleket szolgálnak fel, mind a gyártási, mind a szabályozási környezetet ismerniük kell.
Gyakori orvosi eszközalkalmazások:
- Sebészeti eszközök: Pontosan vágott rozsdamentes acélból és titánból készült eszközök, amelyeknek csorba nélküli élekkel kell rendelkezniük, és sterilizálhatóságnak meg kell felelniük
- Implantátum alkatrészek: Biokompatibilis anyagok, amelyek felületi minőségét mikrohüvelykben mérik
- Diagnosztikai berendezések házai: Képalkotó rendszerek, betegfigyelő készülékek és laboratóriumi műszerek házai
- Protézis alkatrészek: Egyedi méretre szabott titán- és speciális ötvözetből készült alkatrészek, amelyeket gyakran egységes darabszámban gyártanak
- Fogászati eszközök: Kis méretű, pontos alkatrészek korrózióálló ötvözetekből
Az ISO 13485 tanúsítvány igazolja a minőségirányítási követelményeknek való megfelelést az orvosi eszközök terén. Számos alkalmazás tisztatermes gyártási környezetet és érvényesített tisztítási folyamatokat igényel, mielőtt az alkatrészek összeszerelésre kerülnének
Építőipari és építészeti gyártás
Az építőipari vállalatoknak nyújtott fémvágási szolgáltatások a precíziós skála ellentétes végén működnek, mint az orvosi eszközöké – ez azonban nem jelenti azt, hogy a minőségi előírások elmaradnának. A szerkezeti elemeknek meg kell felelniük az építési szabályozásoknak, míg az építészeti elemeknek az esztétikát a tartóssággal kell ötvözniük.
Az építőipari alkalmazások körébe tartoznak:
- Szerkezeti acélelemek: Tartógerendák, lemezek és csatlakozó hardverek kereskedelmi és ipari épületekhez
- Építészeti panelek: Dekoratív homlokzatok, napfényvédők és épületburok-elemek
- Gépészeti (HVAC) elemek: Csatornarendszerek, konzolok és berendezések rögzítőelemei
- Korlátok és védőkorlátok: Biztonságtechnikai szempontból kritikus elemek, amelyek megfelelnek a hozzáférhetőségi és építési előírásoknak
- Egyedi fémmunkák: Táblák, művészi installációk és márkás elemek
A lézerrel vágott fém művészi cégek és a lézerrel vágott fém tervezési cégek gyakran az építészeti szegmensnek nyújtanak szolgáltatást, díszítő panelek, rácsok és szobrászati elemek gyártásával, ahol a vizuális hatás ugyanolyan fontos, mint a szerkezeti integritás.
Fogyasztási cikkek és elektronikai termékek
A mobiltelefonok házaitól kezdve a konyhai készülékekig a fogyasztási cikkek költséghatékony gyártást igényelnek, amely egyidejűleg konzisztens felületi minőséget is biztosít. A fém kivágással foglalkozó cégek, amelyek ezen szektor számára dolgoznak, a pontosságot a termelési mennyiségi igényekkel egyensúlyozzák.
Tipikus fogyasztási cikk alkalmazások:
- Elektronikai házak: EMI-védett házak számítógépekhez, szerverekhez és távközlési berendezésekhez
- Háztartási gépek alkatrészei: Panelek, rögzítőelemek és szerkezeti elemek háztartási termékekhez
- Sporteszközök: Kerékpárkeretek, fitneszfelszerelés és outdoor felszerelés
- Bútoralkatrészek: Fém keretek, szerelvények és díszítő elemek
- Kiskereskedelmi berendezések: Kiállítóállványok, polcrendszerek és eladási helyi felszerelések
Ágazatspecifikus pontossági követelmények
A tűrési követelmények jelentősen eltérnek az iparágaktól függően. Az Xometry szerint a tűrések meghatározzák a fizikai méretek megengedett változásának határait, biztosítva, hogy az elemek az alkalmazásukhoz elfogadható határokon belül készüljenek el.
A szabványos ISO 2768 tűrések tökéletesen megfelelnek számos építőipari és fogyasztói alkalmazásnak. Ugyanakkor az űrrepülési és orvostechnikai alkatrészek gyakran az ISO 286-os osztályspecifikációkat igénylik – a tűrési határokat inkább mikrométerben, semmint hüvelyk ezredrészeiben mérik.
| Iparág szektor | Tipikus tűrési követelmények | Gyakori tanúsítványok | Különleges megfontolások |
|---|---|---|---|
| Automobil | ±0,005" -tól ±0,010"-ig szabványos; szorosabb kritikus illesztéseknél | IATF 16949, ISO 9001 | PPAP dokumentáció, anyagnyomozhatóság |
| Légiközlekedés | ±0,001" -tól ±0,005"-ig gyakori; al-mikronos kritikus alkatrészeknél | AS9100, Nadcap | Teljes anyagnyomozhatóság, speciális folyamatminősítések |
| Orvostechnikai eszközök | ±0,0005" -tól ±0,005"-ig tipikus | ISO 13485, FDA regisztráció | Biokompatibilitás, tisztaszobai előírások, validálás |
| Felépítés | ±0,76 mm-től ±3,18 mm-ig általános | ISO 9001, AWS tanúsítványok | Előírások betartása, horganyzás, időjárásállóság |
| Fogyasztói elektronika | ±0,005 hüvelyk - ±0,015 hüvelyk tipikusan | ISO 9001 | Esztétikai felületi előírások, EMI-védettség |
Az anyagtanúsítványra vonatkozó követelmények szintén az iparágtól függenek. Az építőipari alkalmazások elfogadhatják a szabványos gyári minőségi jelentéseket, míg az űrrepülési alkatrészek esetében minden egyes anyagköteg esetében teljes kémiai analízist és mechanikai tulajdonságok ellenőrzését igénylik. Az orvosi implantátumok biokompatibilitási vizsgálatot igényelnek, amely hónapokkal meghosszabbíthatja az anyagminősítési folyamatot.
Ezen iparág-specifikus követelmények megértése segít értékelni, hogy egy lehetséges gyártási partner valóban rendelkezik-e megfelelő tapasztalattal, vagy túllép saját szakértelmi körén. Egy olyan vállalkozás, amely kiemelkedik az építészeti fémmegmunkálásban, nehezen boldogulhat az űrrepülési dokumentációs követelményekkel, míg egy precíziós orvosi eszközökkel foglalkozó gyártó nem feltétlenül lehet költséghatékony nagy volumenű fogyasztási cikkek esetében.
Miután tisztázódtak az iparági alkalmazások és igények, a következő kulcsfontosságú szempont annak megértése, hogy pontosan milyen pontossági és minőségi szabványokat várhatunk el szakmai gyártási partnereinktől.
Minőségi szabványok és pontossági elvárások
Kiválasztotta gyártási partnerét, és elküldte a tervezési fájljait – de hogyan tudja biztosan, hogy a kész alkatrészek valóban megfelelnek az Ön igényeinek? A pontossági tűrések és a minőségbiztosítási folyamatok megértése választja el a sikeres projekteket a frusztráló újrafeldolgozási ciklusoktól. A professzionális fémlézer-vágó cégek hírnevüket arra építik, hogy konzisztensen olyan alkatrészeket szállítanak, amelyek pontosan megfelelnek a megadott specifikációknak.
Vegyük szemügyre, hogy mit is jelent valójában a pontosság a fémszerelési iparban, és hogyan kommunikáljuk hatékonyan minőségi elvárásainkat.
A pontosság és a tűrések megértése
A tűrés meghatározza, mennyire térhet el egy méret névleges értékétől, miközben még elfogadható marad. Az Xometry szerint a tűrések a fizikai méretek megengedett változási határait határozzák meg, így biztosítva, hogy az alkatrészek a szándékolt felhasználásukhoz megfelelő határok között készüljenek.
A különböző vágástechnológiák eltérő pontosságot nyújtanak. A várható eredmények ismerete elkerüli a valóságtól elrugaszkodott elvárásokat – és segít szűkebb tűréseket csak ott megadni, ahol azok ténylegesen szükségesek.
A szálas lézeres vágás ±0,001–±0,003 hüvelyk (inch) tűréstartományt ér el, ezért az elsődleges választás a nagy pontosságot igénylő fémmegmunkálási projekteknél.
Íme, amit valójában elérhetőnek tekinthetünk az egyes vágási módszerek esetében:
- Szálas lézer: A A-Laser , a szálas lézeres vágás következetesen szűk tűréstartományt biztosít, ±0,001"–±0,003" között – ez az aranystandard a precíziós lemezfeldolgozásban.
- CO2 lézer: Általában ±0,002"–±0,005" tűrést ér el, ami a legtöbb alkalmazás számára elfogadható, bár enyhén kevésbé pontos, mint a szálas lézeres rendszerek.
- UV lézer: Mikrométer alatti pontosságot igénylő mikromegmunkálási alkalmazásokhoz rendkívül szigorú, akár ±0,0001 hüvelykes (±0,00254 mm) tűréshatárok elérésére képes.
- Vízsugár: Általában ±0,003–±0,010 hüvelykes (±0,076–±0,254 mm) tűrést biztosít, amely a munkadarab anyagának vastagságától és a vágási sebességtől függően változhat.
- Plazma: Körülbelül ±0,020 hüvelykes (±0,508 mm) szélesebb tűréshatárokat eredményez – ez megfelelő szerkezeti alkalmazásokhoz, de nem alkalmas precíziós illesztésekhez.
Amikor egy egyedi lézeres fémvágó céggel dolgozik, vegye figyelembe, hogy a szigorúbb tűréshatárok növelik a költségeket. Ha ±0,010 hüvelykes (±0,254 mm) tűréssel is tökéletesen működne a termék, de ±0,001 hüvelykes (±0,0254 mm) értéket ad meg, az pénzkidobás, és hosszabb szállítási időt is eredményezhet. A pontossági követelményeket csak a kritikus funkciókra alkalmazza célszerűen.
Minőségbiztosítás fémmegmunkálásnál
A precíziós berendezések semmit sem érnek a szisztematikus minőségellenőrzés nélkül. A Fox Valley Metal-Tech szerint a minőségellenőrzésnél magasabb cél a minőségbiztosítás – ez egy olyan magasabb szintű, proaktív, nem pedig reaktív termékmenedzsment, amely a teljes gyártási folyamat során zajlik.
A professzionális fém lézeres vágási szolgáltatást nyújtó vállalatok működésében több ellenőrzési pont is beépül:
Anyagvizsgálat
A minőség a vágás megkezdése előtt kezdődik. A megbízható gyártók összehasonlítják a beérkező anyagokat a megrendelésekkel, ellenőrzik a Megfelelőségi Tanúsítványokat (CoC), valamint vizsgálják az anyagokat károsodás vagy szennyeződés szempontjából. Az anyagokat a tanúsító dokumentumok megérkezéséig és a specifikációk megerősítéséig karanténzónában tarthatják.
A berendezés kalibrálása
Pontos alkatrészekhez kalibrált berendezésekre van szükség. A Fox Valley Metal-Tech magyarázata szerint minden olyan mérőeszköz, amelyet a termék méreteinek ellenőrzésére használnak, az ISO 9001:2015 szabvány szerint meghatározott időközönként kalibrálni kell. Ez naponta történő ellenőrzést jelent a tolómérők és mikrométerek esetében rögzített referencia-szabványokkal szemben, heti harmadik fél általi kalibrációs ellenőrzéseket, valamint éves teljes körű kalibrációt a CNC-berendezéseknél.
Folyamatbeli ellenőrzés
A méretellenőrzés a gyártás során folyamatosan zajlik – nem csupán a végén. A pontos hegesztett és megmunkált alkatrészek általános tűréshatárai általában .005" – .030" között mozognak, amelyeket tolómérőkkel, mikrométerekkel, magasságmérőkkel és koordináta-mérő gépekkel (CMM) ellenőriznek.
Nem pusztító vizsgálatok
Amikor a műszaki specifikációk ezt követelik meg, egy lemezmetallográfiai lézeres vágó vállalat elvégezheti vagy szervezheti a szakspecifikus vizsgálatokat, például a hegesztési varratok szemrevételezését, nyomás- vagy szivárgásvizsgálatot, festékpenetrációs vizsgálatot felületi repedések kimutatására, mágneses részecskés vizsgálatot ferromágneses anyagoknál, illetve ultrahangos vizsgálatot belső hibák felderítésére.
Követelményeinek hatékony kommunikációja
A világos kommunikáció megelőzi a minőségi vitákat. Így adhatja meg követelményeit:
- Hivatkozzon elismert szabványokra: Használja az ISO 2768 szabványt általános tűrések, illetve az ISO 286 szabványt kritikus illesztések megadására, ne alkalmazzon saját, belső specifikációkat.
- Jelölje meg a kritikus méreteket: Jelölje ki egyértelműen a rajzain, mely jellemzők igényelnek szokásosnál szigorúbb tűrést.
- Adja meg az ellenőrzési követelményeket: Ha első mintaellenőrzési jelentésekre (FAIR), CMM-adatokra vagy méreti jelentésekre van szüksége, ezt jelezze előre.
- Adja meg a felületminőséget: Határozza meg az elfogadható élszegély-minőséget, a repedéshatárokat és a felületi érdességi értékeket oda, ahol a megjelenés fontos.
A megfelelő tűrés kiválasztása kritikus döntés a tervezési és gyártási folyamatban, mivel hatással van az alkatrész funkcióképességére, illeszkedésére, költségeire és gyárthatóságára.
Ezen minőségi szabványok ismerete lehetővé teszi, hogy hatékonyan értékelje a gyártási partnereket, és reális elvárásokat állapítson meg projektekhez. A minőségi követelmények meghatározását követően készen áll az utolsó lépésre – a megfelelő gyártóval való együttműködésre, hogy életre keltsen terveit.
Együttműködés fémmegmunkáló vállalatokkal a következő projekthez
Végigjártad a vágótechnológiák, az anyagmegfontolások, a gyártási folyamatok és a minőségi szabványok területét. Most ideje összesíteni a tudást egy olyan gyakorlati keretrendszerben, amelyet azonnal alkalmazhatsz. A megfelelő fémmegmunkáló cég kiválasztása nem a véletlenen múlik – hanem a saját specifikus igényeid alapján történő rendszerszerű értékelésen.
Akár egyetlen prototípust keresel, akár hosszú távú termelési partnert, a döntési keretrendszer változatlan marad. Foglaljuk össze a megszerzett ismereteket olyan lépésekké, amelyek előremozgatják a projektet.
Fémmegmunkáló Partnere ellenőrzőlista
Mielőtt bármelyik gyártóval kapcsolatba lépnél, dolgozd fel ezt az átfogó értékelési ellenőrzőlistát. A TMCO szerint a megfelelő gyártási partner kiválasztása több, mint ajánlatok összehasonlítása – arról szól, hogy megbízható csapatot találj, amely pontossággal, hatékonysággal és következetességgel valósítja meg elképzeléseidet.
Technológia és képességek ellenőrzése
- Győződjön meg arról, hogy megfelelő vágóberendezéssel (lézer, vízsugaras, plazma) rendelkeznek az Ön anyagának és vastagsági követelményeinek megfelelően
- Ellenőrizze a másodlagos műveletek lehetőségeit – hajlítás, hegesztés, felületkezelés –, ha alkatrészei további feldolgozást igényelnek a vágáson túl
- Értékelje ki, hogy képesek-e kezelni az Ön mennyiségi igényeit, a prototípusoktól a gyártási sorozatokig
- Értékelje a tervezési optimalizáláshoz és a gyártásbarát tervezés (DFM) észrevételekhez nyújtott mérnöki támogatás elérhetőségét
Minőségi és tanúsítási követelmények
- Győződjön meg az ISO 9001 tanúsítvány meglétéről, mint alapminőségi mutatóról
- Igazolja iparágspecifikus tanúsítványok meglétét (IATF 16949 gépjárműipar, AS9100 repülőgépipar, ISO 13485 orvostechnika) alkalmazandó esetekben
- Kérjen információt ellenőrző berendezésekről és minőségi dokumentációk készítésének lehetőségeiről
- Érdeklődjön az anyagnyomozhatósági rendszerek és tanúsítványdokumentációk felől
Projekt-előkészítés alapvető elemei
- Készítse elő a tervezési fájlokat elfogadott formátumokban (STEP, DXF, IGES) zárt kontúrokkal és helyes mértékegységekkel
- Dokumentum anyagspecifikációk, beleértve az anyagminőséget, vastagságot és az esetleg szükséges tanúsításokat
- Azonosítsa a kritikus tűréseket, és egyértelműen jelezze őket – ne adjon meg túlzottan szigorú tűréseket ott, ahol az általános tűrések elegendőek
- Sorolja fel az összes másodlagos műveletet, felületkezelési követelményeket és a szerelvények beillesztéséhez szükséges igényeket
- Állapítsa meg a valóságnak megfelelő időkereteket a komplexitás és a mennyiség alapján
Partnerségi értékelési tényezők
- Értékelje a közlésképességet az árajánlat-kérés folyamata során – ez előre jelezheti a folyamatos együttműködés minőségét
- Értékelje, hogy tisztázó kérdéseket tesznek-e fel alkalmazásával kapcsolatban, ami a valódi érdeklődést jelezni fogja
- Vegye figyelembe a földrajzi közelséget a szállítási költségek érzékeny alkatrészek vagy gyors iterációs igények esetén
- Tekintse át az ügyfélszámításokat és az iparági tapasztalatot a saját szektorához kapcsolódóan
A következő lépés megtétele
Amikor ellenőrzőlistája kész, készen áll arra, hogy hatékonyan lépjen kapcsolatba a lehetséges partnerekkel. Szerint UPTIVE Advanced Manufacturing , a megfelelő gyártóvállalat pontos alkatrészeket szállít, csökkenti a gyártási időt és testreszabott megoldásokat kínál terméke fejlesztésének minden szakaszához.
Íme a továbblépési terv:
Prototípus- és fejlesztési projektekhez
Amikor a sebesség és az iteráció a legfontosabb, elsőbbséget kell adni azoknak a gyártóknak, amelyek gyors átfutási időt és mérnöki együttműködést kínálnak. A testre szabott fém lézeres vágását végző vállalatok, amelyek azonnali árajánlati rendszert biztosítanak, jelentősen felgyorsíthatják fejlesztési ciklusát. Olyan partnerek után érdemes nézni, akik kiterjedt DFM-támogatást nyújtanak, és képesek azonosítani a lehetséges gyártási problémákat még a vágás megkezdése előtt.
Tömeggyártási programokhoz
A hosszú távú gyártás más értékelési szempontokat igényel. Az OEM fémmegmunkáló vállalatok és az ütemezett szállításokat, készletprogramokat és folyamatos minőségdokumentációt nyújtó szerződéses gyártók elengedhetetlen partnerek lesznek. Egy erős minőségirányítási rendszerrel rendelkező CNC fémmegmunkáló vállalat megakadályozza a beszerzési lánc megszakadását, amelyek hátráltatják a gyártási ütemterveket.
Vegye figyelembe a következő gyártókat Shaoyi (Ningbo) Metal Technology , amely példázza az ebben az útmutatóban átismételt IATF 16949 tanúsított minőségi szabványokat. A 5 napos gyors prototípusgyártás, a teljes körű DFM-támogatás és a 12 órás árajánlat-készítés kombinációja bemutatja, hogyan gyorsítják a vezető OEM CNC fémmegmunkáló vállalatok az autóipari beszerzési láncot a futómű, az akasztás és a szerkezeti alkatrészek tekintetében – a kezdeti koncepciótól az automatizált tömeggyártásig.
Hosszútávú kapcsolatok létrehozása
A legjobb gyártási partnerségek túlmutatnak a tisztán üzleti árajánlatokon. A TMCO hangsúlyozza, hogy egy partner kiválasztása nem csupán a jelenlegi projektet érinti – hanem hosszú távú, bizalomra, teljesítményre és közös célokra épülő kapcsolat kialakítását jelenti. Egy megbízható CNC fémvágó vállalat a mérnöki csapatod kiterjesztésévé válik: javaslatokat tesz a fejlesztésekre, és előre látja a kihívásokat, mielőtt azok hatással lennének a határidődre.
Egy kulcsrakész gyártási partner a projektet a koncepciótól a befejezésig kezeli – így kiküszöböli több beszállító koordinálásából fakadó hatékonyságvesztést, miközben teljes átláthatóságot biztosít a gyártási folyamat egészében.
Most már érti, hogyan működnek a különböző vágástechnológiák, mely módszerek alkalmasak adott anyagokra, és milyen minőségi szinteket lehet elvárni a szakmai gyártóktól. Tudja, hogyan készítse fel projektjeit a sikerre, és hogyan értékelje rendszeresen a lehetséges partnereket. Az árajánlat-kérés és a kész alkatrészek közötti út egyértelmű – következő projektje egyetlen, az Ön igényeinek megfelelő, szakképzett gyártási partnerhez intézett megkereséssel kezdődik.
Gyakran ismételt kérdések a fémvágó cégekről
1. Mennyibe kerül a fémvágás?
A fémvágás költségei az anyagtípustól, vastagságtól, vágási módtól és a geometriai bonyolultságtól függően változnak. A lézervágás általában 0,50–2 USD/lineáris hüvelyk között mozog lemezfémes alkalmazásoknál. Az óránkénti díjak általában 20–30 USD között vannak. A plazmavágás alacsonyabb költséget jelent méterenként vastagabb anyagok esetén, míg a vízsugárvágás magasabb árképzést igényel a lassabb sebessége miatt. A nagyobb mennyiségű gyártási sorozatoknál jelentős mennyiségű kedvezmény érhető el darabonkénti költségcsökkenésként, és a másodlagos műveletek – például hajlítás és felületkezelés – tovább növelik az összköltséget.
2. Vág fémlemezt a barkácsbolt?
A szerszámboltok korlátozott fémvágási szolgáltatásokat nyújtanak, amelyek általában a csövek vágására és vékony anyagok alapvető ollózására korlátozódnak. Pontos lemezfémbarkácsoláshoz, egyedi formákhoz vagy vastagabb anyagokhoz professzionális fémvágó vállalkozásokra van szükség, amelyek lézeres, vízsugáros vagy plazmavágó rendszerekkel rendelkeznek. Ezek a gyártók CAD-fájlokat fogadnak el, szigorú tűréshatárokat tartanak be, és másodlagos műveleteket is kínálnak, amelyeket a szerszámboltok nem tudnak biztosítani.
3. Hogyan lehet egy darab fémet levágni?
Ahhoz, hogy fémeket professzionálisan vágassanak, készítse elő tervezési fájljait DXF- vagy STEP-formátumban, adja meg az anyagtípust és -vastagságot, majd lépjen kapcsolatba egy fémvágó vállalkozással árajánlat kérése céljából. A legtöbb gyártó online fájlbevitelt fogad el, és 12–24 órán belül árajánlatot küld. Vegye fel a tűréshatárokra vonatkozó igényeket, a szükséges mennyiséget, valamint bármely másodlagos műveletet (pl. hajlítás vagy felületkezelés). Egyszerű vágások esetén egyes online gyártási szolgáltatások azonnali árképzést kínálnak, és a szállítás mindössze néhány nap múlva megtörténik.
4. Mi a különbség a lézervágás és a plazmavágás között?
A lézeres vágás egy fókuszált fényfénysugarat használ, amely ±0,005 hüvelykes (±0,127 mm) tűrést ér el, és kiválóan alkalmas vékony és közepesen vastag anyagok precíz, tiszta szélekkel történő vágására. A plazmavágás forró, ionizált gázt alkalmaz, amellyel a vastag, vezetőképes fémeket 3–4-szer gyorsabban lehet feldolgozni, mint más módszerekkel, de a tűréshatár nagyobb, körülbelül ±0,020 hüvelykes (±0,508 mm). Válassza a lézeres vágást bonyolult minták és precíz illeszkedés esetén; a plazmavágást akkor célszerű választani, ha vastag szerkezeti acél vágása szükséges, és a sebesség és a költség fontosabb, mint az élminőség.
5. Milyen tanúsítványokat kell keresnem egy fémvágó vállalatnál?
Az ISO 9001 tanúsítvány a minőségirányítási rendszerek alapkövetelményeit jelzi. Gépjárműipari alkalmazások esetén az IATF 16949 tanúsítvány igazolja az iparság-specifikus követelményeknek, többek között a PPAP dokumentációnak való megfelelést. Az űr- és repülőipari beszállítóknak AS9100 tanúsítványra, míg az orvosi berendezéseket gyártóknak ISO 13485 tanúsítványra van szükségük. Ezek a tanúsítványok azt erősítik, hogy a vállalat dokumentált folyamatokat, kalibrált berendezéseket és szisztematikus minőségellenőrzéseket alkalmaz, amelyek szükségesek a szabályozott iparágakban történő tevékenységhez.