 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Lézeres vágás vs. saberes vágás gépjármű-prototípusokhoz
TL;DR
Autóipari prototípusok esetén a lézeres vágás a korszerűbb megoldás a fejlesztés korai szakaszában, mivel gyors, rugalmas és nem igényel előzetes szerszámgyártást, így ideális komplex vagy iteratív tervekhez. Ezzel szemben a sablonvágás stratégiaiabb és költséghatékonyabb lehetőség azoknál a prototípusoknál, amelyek végső formájukat már elértek, és nagy sorozatgyártásra készülnek, mivel egységár jelentősen csökken a méretnövekedéssel, így indokolttá válik a fizikai sablonba történő kezdeti beruházás.
A lényegi technológiák megértése: Lézeres és sablonvágás
Annak érdekében, hogy megalapozott döntést hozhassunk a lézeres és a sablonvágás között autóipari prototípusok esetében, fontos megérteni e két módszer alapvető mechanikáját. A két eljárás teljesen eltérő elveken működik – az egyik termikus energiát használ, a másik mechanikai erőt. Ez az alapvető különbség határozza meg az egyes eljárások erősségeit, gyengeségeit és ideális alkalmazási területeit a termelési életcikluson belül.
A lézeres vágás egy hőalapú eljárás, amely nagyon pontosan összpontosított, számítógép által vezérelt fénysugarat használ anyagok olvasztására, égetésére vagy elpárologtatására. Mivel egy digitális tervezési fájl alapján dolgozik, a módszernél nincs szükség fizikai szerszámokra, amelyek az anyaggal érintkeznének. Ez a „szerszámmentes” jelleg lehetővé teszi rendkívül bonyolult és összetett formák készítését anélkül, hogy speciális kivágóformát kellene gyártani. Különböző típusú lézerek, például CO₂ és szálas lézerek különféle anyagokhoz vannak optimalizálva, a belső terekben használt műanyagoktól és szövetektől egészen a karosszériapanelekhez használt lemezacélig.
Ezzel szemben a kivágás egy mechanikus nyíró eljárás, amely nagyon hasonlít az ipari minőségű süteményformához. Egy speciálisan készített acélélből készült sablon, amely egy éles pengét jelent adott alakban, belevágja magát az anyagba, hogy kinyomtassa a kívánt alkatrészt. Ezt a módszert laposas sajton lehet végezni, ami különösen alkalmas vastagabb anyagokhoz és kisebb mennyiségekhez, vagy rotációs sajton, ahol a sablon henger alakú, így folyamatosan, nagy sebességgel lehet vágni tekercselt anyagokat. A kivágás tiszta, egységes vágásokat eredményez, és rendkívül hatékony nagyszámú azonos alkatrész gyártása esetén.
Döntő tényezők autóipari prototípusoknál: Fej-fej melletti összehasonlítás
A megfelelő vágási módszer kiválasztása autóipari prototípus esetén több kulcsfontosságú tényező gondos elemzésén múlik. Az ideális eljárás a projekt sajátos követelményeitől függ, mint pontosság, sebesség, költség, anyag és tervezési rugalmasság. A módszerek közvetlen összehasonlítása egyértelmű előnyöket mutat az egyes eljárások számára a fejlesztési ciklus különböző szakaszaiban.
Pontosság és szélminőség
A lézeres vágás kiváló pontosságot nyújt, akár 0,1 mm-es tűréshatárig is. Érintésmentes jellege ideális bonyolult minták és érzékeny anyagok esetén. Ugyanakkor, mivel hőalapú eljárás, hőhatású zónát (HAZ) hoz létre, amely a vágási él mentén enyhe elszíneződést vagy olvadást eredményezhet – e folyamat mellékhatásaként. Az autóipari prototípusok többségénél ez elhanyagolható, ám figyelembe veendő bizonyos hőérzékeny polimerek vagy habok esetében. A sablonvágás mechanikus eljárás lévén elkerüli a hő okozta torzulást, és folyamatosan tiszta, levágott élt eredményez, bár nem mindig képes a lézerhez hasonlóan extrém finom részletek kialakítására.
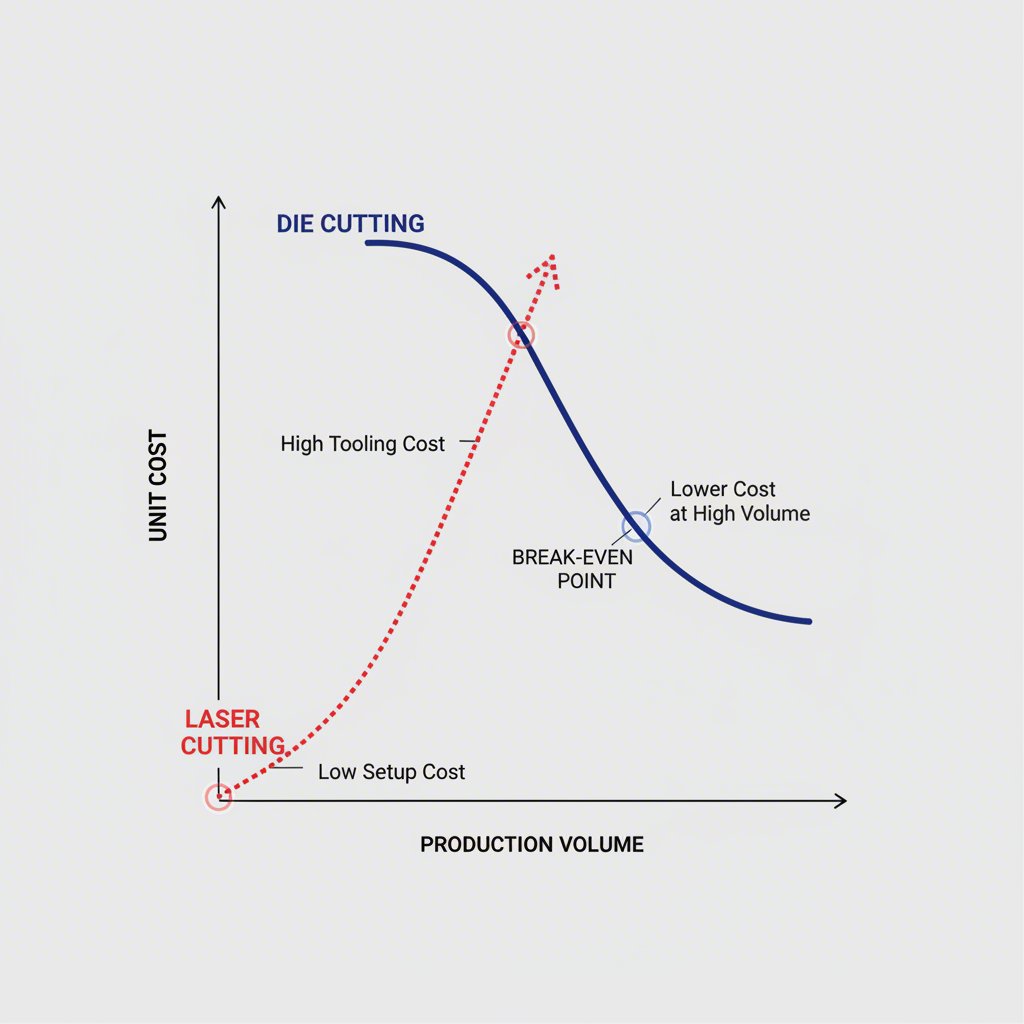
Sebesség, átfutási idő és költségelemzés
Egyszeri vagy kis mennyiségű prototípusok esetén a lézeres vágás jelentősen gyorsabb. Mivel digitális fájlból dolgozik, a beállítás majdnem azonnali, lehetővé téve a gyors iterációt szerszámgyártási késleltetések nélkül. A sablonvágáshoz szükség van egy fizikai sablon elkészítésére, amely napokat vagy heteket is igénybe vehet, és jelentős előzetes költséggel jár. Azonban ez a helyzet drasztikusan megváltozik a mennyiség növekedésével. A sablonvágás sokkal jobb tömeggyártásra, ahol rotációs sajtók óránként több ezer alkatrész előállítására képesek. Egy részletes megtérülési elemzés azt mutatja hogy a sablonvágás bizonyos mennyiség elérése után költséghatékonyabbá válik (például egy esettanulmány szerint kb. 9000 egység után), mivel a kezdeti szerszámköltségek eloszlanak.
Anyagkompatibilitás és tervezési rugalmasság
A lézeres vágás rendkívül sokoldalú, széles körű gépjárműipari anyagok feldolgozására képes, beleértve fémeket, ABS és policarbonát típusú műanyagokat, szöveteket és bőrt belső terekhez. Fő előnye a korlátlan tervezési rugalmasság; egy új terv egyszerűen egy új digitális fájl feltöltésével megváltoztatható. Ezért egyértelműen nyerő megoldás az olyan prototípusokhoz, amelyek gyakori módosításokon fognak átesni. A sablonvágás szintén kompatibilis számos anyaggal, de vékonyabb, nem fémes alapanyagoknál igazán kiemelkedő. Fő korlátja a rugalmatlanság – ha egyszer elkészült a sablon, a terv rögzített. Minden változtatás új, költséges sablont igényel.
Az alábbi táblázat összefoglalja a gépjármű-prototípuskészítés alkalmazásaihoz tartozó főbb különbségeket:
| Tényező | Lézeres vágás | Matrizavágás |
|---|---|---|
| Legjobb Használati Eset | Prototípuskészítés, kis sorozatgyártás, összetett tervek | Nagy sorozatgyártás, véglegesített tervek |
| Kezdőköltség | Alacsony (nincs szerszám szükséges) | Magas (sablonkészítés szükséges) |
| Egységköltség | Magasabb, állandó marad | Nagyon alacsony tömeggyártásban |
| Gyártási idő | Nagyon rövid (órák) | Hosszabb (napoktól hetekig a szerszámgyártás miatt) |
| Tervezési rugalmasság | Rendkívül magas (digitális fájl) | Nagyon alacsony (rögzített fizikai bélyeg) |
| Pontosság | Rendkívül magas | Magas, de korlátozott a pengék összetettsége miatt |
| Élek minősége | Tiszta, de hőhatású zóna (HAZ) kialakulásának lehetősége fennáll | Tiszta vágás, termikus torzulás nélkül |
Az ítélet: Mikor érdemes lézervágást választani az autóprototípusához
A lézervágás egyértelműen a legtöbb autóipari prototípus-készítési forgatókönyv elsődleges választása, különösen a fejlesztés korai és iteratív szakaszaiban. Fő előnyei – a sebesség, pontosság és rugalmasság – tökéletesen illeszkednek a prototípuskészítés céljaihoz: egy terv gyors és költséghatékony tesztelése, érvényesítése és finomítása drága, állandó szerszámok igénybevétele nélkül. A fizikai bélyeg hiánya óriási előny olyan terveknél, amelyek folyamatos változásnak vannak kitéve.
Ez a módszer kiválóan alkalmazható olyan helyzetekben, ahol az összetettség és a gyakori módosítások a norma. Legyen szó bonyolult műanyag alkatrészek levágásáról, egyedi belső kárpitok vágásáról az ülésekhez, vagy kezdeti műszerfal-elrendezések elkészítéséről, ahol az alkatrészek elhelyezése még folyamatban van, a lézervágás biztosítja a szükséges rugalmasságot. El tud előállítani egy alkatrészt reggel, a mérnökök tesztelhetik délután, majd másnap minimális leállás vagy többletköltség nélkül elkészítheti a módosított változatot.
Fontolja meg a lézervágás használatát autóipari prototípusa készítésénél, ha projektje a következőkkel foglalkozik:
- Korai szakaszú érvényesítés: Amikor funkcionális modelleket kell készítenie a forma, illesztés és működés teszteléséhez a tervezés véglegesítése előtt.
- Bonyolult geometriák: Olyan alkatrészek esetében, amelyek bonyolult mintázattal, szoros ívekkel vagy finom részletekkel rendelkeznek, amelyeket hagyományos bélyegzővel nehéz vagy lehetetlen lenne elkészíteni.
- Többszöri tervezési iteráció: Ha több változtatást tervez a prototípuson a tesztelés és visszajelzések alapján.
- Anyagkutatás: Amikor egyetlen alkatrészhez különböző anyagokat tesztelünk, például tömítések vagy szigetelőfóliák különböző típusait, anélkül, hogy több bélyegzősablonba fektetnénk be.
Bár a lézeres vágás rendkívül előnyös, fontos figyelembe venni a lehetséges hátrányokat. A folyamat egységnyi alapján lassabb lehet nagyobb mennyiségek esetén, és bizonyos anyagok káros gázokat termelhetnek, ami megfelelő szellőzést igényel. Azonban prototípuskészítés céljából ezek a tényezők általában elhanyagolhatók az eszközmentes gyártás óriási előnyei mellett.
Méretezés tervezése: Mikor érdemes sablonvágást alkalmazni, még prototípusok esetében is
Míg a lézeres vágás dominál az első prototípuskészítési szakaszokban, vannak olyan stratégiai helyzetek, amikor a kivágó sablon használata már a kezdetektől hosszú távon okosabb döntés. Ez a megközelítés különösen jól illeszkedik a „gyártásra szánt” prototípusokhoz – olyan alkatrészekhez, amelyek tervezése már érett állapotba került, és változása rendkívül valószínűtlen. Ilyen esetekben a prototípus fő célja nem csupán az alkatrész érvényesítése, hanem annak a nagy sorozatgyártási folyamatnak az ellenőrzése, amellyel azt később gyártani fogják.
Ennek a stratégiának a lényege a szerszám költségeinek elszámolásában rejlik. A nagy kezdeti beruházás egy acélvágó sablonba, ami egyetlen prototípus esetén túlságosan magas költségnek tűnhet, igen gazdaságossá válik, ha ez a költség több ezer vagy millió darabos gyártási sorozaton oszlik el. A sablon korai elkészítésével csökkenthető a kockázat a tömeggyártásra való áttérés során. Olyan vállalatok, mint Shaoyi (Ningbo) Metal Technology Co., Ltd. specializálódtunk ezeknek a precíz, tartós autóipari kivágó sablonoknak a tervezésében és gyártásában, segítve a szerszámozási és anyagkezelési kihívások megoldását jóval azelőtt, hogy az összeszerelő sor működni kezdene. Ez biztosítja, hogy a tömeggyártás során előállított alkatrészek minőségben és tűréshatárban azonosak legyenek a végleges jóváhagyott prototípussal.
A sablonvágás alkalmazása prototípuskészítéshez akkor stratégiai lépés, ha:
- A Tervezet Végső Formájú: Az alkatrész geometriája stabil, és más módszerekkel, például 3D nyomtatással vagy szimulációval már validálták.
- Nagyüzemi Gyártás Biztosított: A prototípus olyan alkatrészre vonatkozik, mint egy szabványos tömítés vagy ajtó tömítés, amelyet nagy sorozatgyártásra terveztek.
- A Folyamat Érvényesítése Döntő Fontosságú: A fő cél annak igazolása, hogy a sablonvágási folyamat kielégíti a minőségi és sebességi követelményeket a tömeggyártáshoz.
- Az Anyag Viselkedése Aggodalomra Ad Okot: Bizonyos anyagoknál a kivágás tisztább élt eredményezhet, vagy elkerülheti a hőterhelést, amelyet a lézer okozhat, ezért alapvető fontosságú a végső gyártási módszerrel történő tesztelés.
Lényegében a kivágás választása egy prototípus esetében a teljes termékéletciklusba történő befektetés. Ez áthelyezi a hangsúlyt a rövid távú rugalmasságról a hosszú távú hatékonyságra és skálázhatóságra, így biztosítva simább és előrejelezhetőbb utat az egyes alkatrésztől a teljes körű autógyártásig.
Gyakran Ismételt Kérdések
1. Mi a lézervágás fő hátránya?
A lézervágás fő hátrányai közé tartozik a hatékonyan vágható anyag vastagságának korlátozottsága, ami általában kb. 25 mm. Emellett a folyamat mérgező gázokat termelhet PVC-hez hasonló anyagoknál, ami megfelelő szellőztető rendszert igényel. Végül a lézervágó gépek jelentős mennyiségű energiát fogyasztanak, ami az üzemeltetési költségek szempontjából fontos tényező lehet.
2. Mik a kivágás hátrányai?
A kivágás fő hátrányai a rugalmatlanság és a magas kezdeti költségek. Mivel minden egyedi dizájnhoz fizikai sablont kell készíteni, ezért nem alkalmas személyre szabásra vagy olyan projektekre, amelyek gyakori tervezési változtatásokat igényelnek. A sablon elkészítéséhez szükséges idő megnöveli a projekt kezdeti átfutási idejét. Továbbá a sablon pengéi idővel eltompulhatnak, ami hosszú termelési sorozat alatt csökkentheti a vágás minőségét, és karbantartást vagy cserét tehet szükségessé.