 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Miért jobb a lézeres vágás igény szerint a hagyományos módszereknél egyedi alkatrészek esetén

Mit jelent valójában az igény szerinti lézeres vágás
Soha nem kellett volna csak egy egyedi lézeres vágású alkatrész egy prototípushoz vagy egy kis mennyiségű alkatrész egy személyes projekt számára? A hagyományos gyártás esetén százakat – vagy akár ezreket – kellett volna megrendelnie, hogy gazdaságilag életképes legyen. Pont ebben változtat mindent az igény szerinti lézeres vágás.
Az igény szerinti gyártás egy olyan termelési rendszer, amelyben az alkatrészeket csak akkor gyártják, amikor szükség van rájuk, és csak a szükséges mennyiségben, így elkerülhető az készlettárolás és a minimális rendelési mennyiség.
Képzelje el úgy, mint egy egyedi étel rendelését, nem pedig fagyasztott vacsorák nagy tételben történő beszerzését. Pontosan azt kapja, amire szüksége van, amikor szüksége van rá, hulladék és tárolási problémák nélkül. Ez az egyedi lézeres vágás megközelítése alapvetően átalakítja a gyártás eddigi, évtizedek óta működő módszerét.
Az igény szerinti gyártás forradalma
A hagyományos gyártás egy egyszerű elven működik: nagy mennyiségek előállításával csökkentik az egységre jutó költségeket. A gyárak jelentős összegeket fektetnek speciális szerszámokba, bonyolult gyártósorokat állítanak fel, és ezrekben gyártanak azonos alkatrészeket. Ez tökéletesen működik a tömegpiaci termékek esetében – de mi van akkor, ha csak öt lézerrel vágott alkatrészre van szüksége egy prototípus elkészítéséhez?
Itt válik világossá a probléma. A hagyományos gyártóüzemek a következőket igénylik:
- Jelentős előzetes szerszámozási beruházások (gyakran ezer dolláros összegek)
- Minimális rendelési mennyiségek, amelyek százas vagy ezres nagyságrendbe is beletartozhatnak
- Hosszú előkészítési és gyártási ütemezési idők
- Raktározási és készletkezelési költségek
Az igény szerinti modell teljesen megfordítja ezt az egyenletet. A Xometry gyártási trendekre vonatkozó kutatása szerint ez a forradalmi rendszer lehetővé teszi a gyártók számára, hogy egyetlen prototípust vagy kis tételt gyártsanak a hagyományos ráfordítások nélkül. A kínálat csak akkor jön létre, amikor a kereslet már fennáll – ez azt jelenti, hogy nulla hulladék és nulla eladatlan készlet.
Hogyan teszik lehetővé a digitális munkafolyamatok az egyedi alkatrészek gyártását
Mi tehát a lézeres vágás ebben a modern környezetben? Nem csupán a technológiáról van szó – hanem az egész ökoszisztémáról, amely gazdaságilag megvalósíthatóvá teszi az egyedi alkatrészek gyártását. A varázslat három kulcsfontosságú innováció révén valósul meg:
Digitális fájlfeltöltés: A tervezési fájlokat közvetlenül feltöltheti az online lézeres vágóplatformokra. Nincs szükség telefonhívásokra vagy hosszadalmas e-mail-közvetítésre értékesítési képviselőkkel. CAD-modelljeit azonnal elemezni fogják.
Automatizált árajánlat-készítés: A fejlett platformok másodpercek alatt gyártási szempontból optimalizált visszajelzést és pontos árajánlatot állítanak elő. Ez az automatizálás kiküszöböli a manuális becslési folyamatot, amely hagyományosan napokat adott hozzá a projekt időkereteihez.
Rugalmas gyártási ütemezés: Ahelyett, hogy arra várna, amíg projektje illeszkedik egy merev gyártási naptárba, a lézeres gyártóüzemek a feladatát a rendelkezésre álló kapacitásba illeszthetik. Ez a rugalmasság gyorsabb teljesítést jelent prémium sürgősségi díjak nélkül.
Az eredmény? Ami egykor vállalati szintű költségvetést és hosszadalmas beszerzési folyamatokat igényelt, ma már az ujjbegyén van. Akár egy hobbi célú, egyedi terveket készítő személyként, akár egy fogalmat érvényesítő mérnökként is tevékenykedik, a szükség szerinti szolgáltatások lehetővé teszik, hogy szakmai minőségű lézerrel vágott alkatrészeket gyakorlatilag bárki megrendelhessen egy tervezési fájl és egy ötlet birtokában. 
A CO₂- és a rostos lézer technológiák megértése
Amikor szükség szerinti lézeres vágási szolgáltatásokat kutat, két fő technológiával fog találkozni: CO₂-lézerrel és rostos lézerrel. A különbségek megértése nem csupán technikai részletkérdés – közvetlenül befolyásolja, milyen anyagokat tud vágani, a kész alkatrészek minőségét, sőt akár a projekt költségeit is. Tehát melyik lézeres vágógép a legmegfelelőbb az Ön alkalmazásához?
CO2 lézerek sokoldalú anyagfeldolgozáshoz
A CO2 lézeres vágógépek az ipar számára már az 1960-as évek eleje óta megbízható munkaeszközök. Ezek a rendszerek gázelegyet – általában szén-dioxidot, nitrogént és héliumot – használnak fel egy 10,6 mikrométeres hullámhosszú, erőteljes lézer sugár előállítására. Ez a hosszabb hullámhossz kiválóan kölcsönhat szerves anyagokkal és nemfémes anyagokkal.
Mi teszi a CO2 lézeres fémvágó gép hatékonyak? A technológia különösen jól alkalmazható olyan anyagoknál, amelyek hatékonyan elnyelik az infravörös fényt. Az Xometry műszaki elemzése szerint a CO2 lézerek ellenállástalanul kezelnek egy lenyűgöző anyagskálát, ideértve:
- Akrilik és műanyagok (PMMA, PETG, policarbonát)
- Fa és rétegelt lemez
- Bőr és textíliák
- Papír és vastag kartonpapír
- Gumi és parafa
- Vastagabb fémlemezek (10–20 mm vagy több oxigénsegédlettel)
A kompromisszum? A CO2 rendszerek csupán 5–10 %-os hatásfokkal működnek, azaz tízszer–huszor annyi villamos energiát fogyasztanak, mint amennyi lézerfényt bocsátanak ki. Ez a magasabb energiafelhasználás növekedett üzemeltetési költségekhez vezet – ami érdemes figyelembe venni a gyártási sorozatok tervezésekor.
Fibrélézerek fémmegmunkáláshoz
A szálas lézer technológia a fémvágó lézeres gépek újabb generációját képviseli. Ezek a rendszerek optikai szálakat használnak, amelyeket ritka földfémekkel (általában itterbiummal) doppoltak, hogy 1,064 mikrométeres lézerfényt állítsanak elő – kb. tízszer rövidebb hullámhosszat, mint a CO₂-lézereké. Ez az alapvető különbség drámai teljesítményelőnyöket biztosít a fémmel való munkavégzés során.
Miért fontos a hullámhossz? A rövidebb hullámhossz pontosabban koncentrálja az energiát, és hatékonyabban nyelődik el a fémes felületeken. Az eredmény egy olyan lézeres fémvágó gép, amely körülbelül 3–5-szörös termelékenységet biztosít ugyanolyan teljesítményű CO₂-gépekhez képest megfelelő anyagokon.
A szálas lézerek különösen jól teljesítenek tükröző fémes anyagoknál, amelyek nehézséget okoznak a CO₂-rendszerek számára:
- Rozsdamentes acél
- Alumínium és alumíniumötvözetek
- Nem rézből
- Titán
Az itt elérhető hatékonyság története meggyőző. A szálas lézerek általában több mint 90%-os hatásfokot érnek el – a bemeneti teljesítmény majdnem egészét vágóenergiává alakítják. Összekapcsolva a gyakran 25 000 órára becsült élettartammal (kb. 10-szer hosszabb, mint a CO₂-eszközöké), a szálas technológia gyakran a legjobb lézer a fémek vágására, annak ellenére is, hogy a kezdeti berendezési költségek magasabbak.
| A tulajdonságok | Co2 laser | Fiber lézer |
|---|---|---|
| Hullámhossz | 10,6 μm | 1,064 μm |
| Energiatakarékosság | 5-10% | Több mint 90%-kal csökken |
| Legjobb anyagok | Szerves anyagok, műanyagok, vastag fémek | Fémek (különösen a fényvisszaverő típusúak) |
| Vágási sebesség (fémeknél) | Szabványos | 3–5-ször gyorsabb vékony lemezeknél |
| Élek minősége | Kiváló teljesítmény vastag anyagoknál | Kiemelkedő pontosság, keskenyebb vágási rés |
| Munkai élet | ~2500 óra | ~25 000 óra |
| Tipikus alkalmazások | Reklámtáblák, kijelzők, vastaglemez-vágás | Autóipar, elektronika, precíziós alkatrészek |
| Tükröző fém kezelése | Kihívást jelent | Kiváló |
Amikor egy feladatot beküld egy igény szerinti lézeres vágási szolgáltatásnak, a szolgáltató általában az Ön specifikációi alapján választja ki a megfelelő lézeres vágógépet fémek vagy más anyagok vágására. Ennek a technológiai különbségek megértése segít olyan alkatrészeket tervezni, amelyek kihasználják az egyes rendszerek erősségeit – és tájékozott kérdéseket feltenni arról, hogyan fogják elkészíteni a projektjét.
A teljes igény szerinti folyamatmunkafolyamat
Van egy elképzelése a tervezetről, és ismeri a technológiát – de mi történik valójában a fájl feltöltése és a kész alkatrészek ajtajához érkezése között? Akár lézeres vágási szolgáltatásokat keres közel hozzám akár távoli szolgáltatóval dolgozik, a munkafolyamat egy előre meghatározott mintát követ, amely maximalizálja az hatékonyságot és minimalizálja a meglepetéseket.
Tervezési fájljai előkészítése a siker érdekében
Itt bukkanak el sokan az első alkalommal. A tervezési fájlja a következő minden lépés alaprajza, és a pontos lézeres vágás pontos bemeneti adatokat igényel. Ha ezt már a kezdettől helyesen oldja meg, elkerülheti a módosítási ciklusokat, és biztosíthatja, hogy a lézeres vágási szolgáltatásai pontosan azt adják, amit elképzelt.
Elfogadott fájlformátumok:
- DXF (Drawing Exchange Format): A 2D vektorfájlok univerzális szabványa. A legtöbb lézeres vágó CNC-gépkezelő ezt a formátumot részesíti előnyben sík alkatrészek esetén.
- AI (Adobe Illustrator): Kiváló összetett tervekhez, görbékkel és művészi elemekkel.
- SVG (Skálázható Vektorgrafika): Webbarát formátum, amely jól alakítható vágási pályákká.
- STEP (Standard for the Exchange of Product Data): Szükséges 3D alkatrészek esetén vagy akkor, ha a hajlítási információk lényegesek.
Gyakori tervezési hibák, melyeket érdemes elkerülni:
Képzelje el, hogy elküld egy fájlt, amelyről úgy gondolja, tökéletes, és csak azután kap visszajelzést, hogy a tervezete nem vágható úgy, ahogy szándékozta. Ezek a csapdák akár tapasztalt tervezőket is megzavarhatnak:
- Túl közel lévő vonalak: A lézerfénysugaraknak van szélessége (amit „kerf”-nek neveznek). A anyag vastagságánál közelebb elhelyezett elemek összeolvadhatnak, illetve törékeny szakaszokat hozhatnak létre.
- Hiányzó zárt kontúrok: A nyitott útvonalak zavarják a vágószoftvert. Minden alakzatnak teljesen zártnak kell lennie.
- Szöveg nem lett körvonalakká alakítva: A betűtípusok rendszerenként eltérően vihetők át. Alakítsa át az összes szöveget vektorútvonalakká a feltöltés előtt.
- Az anyagfüggő minimális méretek figyelmen kívül hagyása: Egy 1 mm-es lyuk működik 1 mm-es alumíniumban, de problémás lehet 6 mm-es acélban. Méretezze az elemeket megfelelően.
- A kerf-kiegyenlítés figyelmen kívül hagyása: Ha a pontos illeszkedés fontos, vegye figyelembe a lézer által eltávolított 0,1–0,3 mm anyagmennyiséget.
Azoknak a felhasználóknak, akik kifejezetten akril-lézervágási szolgáltatást keresnek, emlékezniük kell arra, hogy a hőtulajdonságok eltérnek a fémektől. Tervezzen kissé nagyobb belső sarkokat a feszültségből eredő repedések megelőzése érdekében, és kerülje az extrém vékony szakaszokat, amelyek deformálódhatnak.
Öt lépés a feltöltéstől a kézbesítésig
Amikor fájlja készen áll, az igény szerinti folyamat egy leegyszerűsített sorozaton keresztül indul el. Íme, pontosan mi történik a háttérben:
-
Fájl feltöltése és azonnali elemzés
A tervezetét a szolgáltató platformján keresztül küldi be. Az automatizált rendszerek ellenőrzik a problémákat – például nem lezárt pályákat, nem támogatott geometriát vagy a minimális küszöbértékek alatti funkciókat. Számos platform azonnali visszajelzést ad, és közvetlenül a tervezet előnézetén jelöli ki a problémákat. -
Automatizált árajánlat-készítés és anyagválasztás
A rendszer a geometria bonyolultsága és az összes pálya hossza alapján számítja ki a vágási időt. Ön választja ki az anyagot és annak vastagságát, majd a platform olyan árajánlatot generál, amely figyelembe veszi az anyagköltségeket, a gépidőt és az esetleges felületkezelési követelményeket. Ez általában másodpercekig tart, ellentétben a hagyományos árajánlat-készítés napokig tartó folyamatával. -
Megrendelés megerősítése és gyártási ütemezés
Miután jóváhagyja az árajánlatot és teljesíti a fizetést, a megrendelése a gyártási sorba kerül. A rugalmas ütemezés lehetővé teszi, hogy egyetlen alkatrészből álló megrendelése beilleszkedhessen a rendelkezésre álló gépidőbe anélkül, hogy várnia kellene a kötegelt gyártás minimális mennyiségére. A szállítási határidők általában expressz (1–3 nap) és szokásos (5–10 nap) között mozognak. -
Vágás és minőségellenőrzés
A műszaki dolgozók betöltik az Ön által megadott anyagot, és lefuttatják a pontos lézeres vágási programot. A vágás utáni ellenőrzés megerősíti a méretbeli pontosságot, a vágott élek minőségét és a felület állapotát. A kritikus tűréshatárok összevetésre kerülnek a megadott specifikációkkal. Ezen a szakaszon történik a szükséges esetleges letörölés vagy másodlagos felületkezelés. -
A csomagolás és a szállítás
Az alkatrészeket gondosan csomagolják, hogy megvédjék a szállítás során keletkező károktól. A védőfóliák a felületeken maradnak, és a törékeny alkatrészek további puha tömítéssel is ellátásra kerülnek. A nyomon követhetőségi információk megérkeznek az Ön e-mail fiókjába, és az egyedi alkatrészei úton vannak.
Profiszabályok zavartalan feldolgozáshoz:
- Mellékeljen egy 2D-s rajzot a kritikus méretekkel, ha a tűréshatárok fontosak
- Jelölje meg, mely felületek kozmetikai, illetve melyek funkcionális célokra szolgálnak
- Jegyezze meg a rendelés megjegyzéseiben az esetleges különleges igényeket
- Kérjen mintavételeket új anyagokhoz, mielőtt nagyobb mennyiségre vállalna rendelést
Mi a szépsége ennek a munkafolyamatnak? Minden egyes lépés arra van kialakítva, hogy lehetséges problémákat észleljen, mielőtt azok költséges hibákká válnának. A hagyományos gyártással ellentétben, ahol a hibák akár ezrek darab gyártása után is csak felbukkannak, a helyi igény szerinti lézeres vágási szolgáltatások minden egyes darab minőségét ellenőrizni tudják – így bizalmat nyerhet, akár egy prototípust, akár száz gyártott alkatrészt rendel. 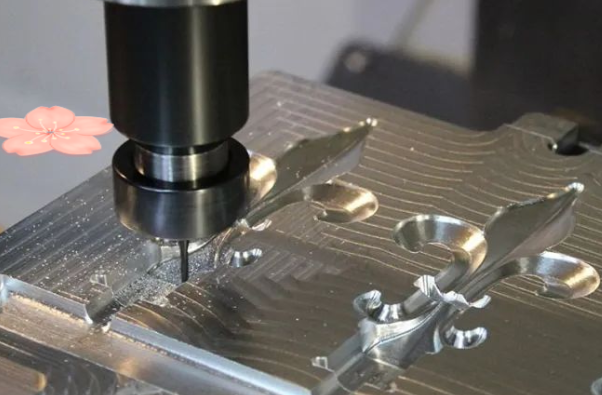
Anyagválasztás és kompatibilitási útmutató
A megfelelő anyag kiválasztása nem csupán a papíron jól kinéző tényezőről szól – alapvetően meghatározza alkatrésze teljesítményét, vágott széle minőségét és végső költségét. Amikor igény szerinti lézeres vágási szolgáltatásokkal dolgozik, fontos megértenie, hogyan reagálnak különböző anyagok a lézerenergiára, mivel ez segít okosabban tervezni és realisztikus elvárásokat alakítani befejezett alkatrészei tekintetében.
Minden anyag másképpen reagál a koncentrált lézerenergiára. Néhány anyagot tisztán, tükrös sima szélekkel lehet vágni. Másoknál azonban speciális technikák szükségesek a hőfelhalmozódás, az oxidáció vagy a felületi elszíneződés kezelésére. Nézzük meg részletesen, mit kell tudni a leggyakrabban kért anyagokról a fém lézeres vágás és egyéb alkalmazások területén.
Fém anyagok és vastagsági képességek
A fémek továbbra is a precíziós lézeres vágás alkalmazásainak alapját képezik. Az autóipari rögzítőelemektől kezdve az elektronikai házakig a lemezfémből készült alkatrészek lézeres vágása mindenfélét kezel: a finom fóliától egészen a vastag lemezanyagig. Minden fémcsaládnak azonban sajátos jellemzői vannak a vágás során.
Kis széntartalmú acél és szénacél:
Az ipari alkalmazások megbízható munkalóeleme, az acél jól előrejelezhető módon vágódik széles vastagságtartományban. A kis széntartalmú acél lemezének lézeres vágása általában 0,5 mm-től 25 mm-ig vagy akár ennél vastagabb lemezekre is kiterjed, a lézer teljesítményétől függően. Ebben az esetben két fő vágási módszer alkalmazható:
- Reaktív vágás (oxigénsegédlettel): A Xometry anyagútmutatója szerint az oxigén gyorsítja a vágást az oxidáció révén, így vastagabb szelvények is hatékonyan feldolgozhatók. A kompromisszum? A vágott éleken vékony oxidréteg keletkezik.
- Olvasztó vágás (nitrogén segédgázzal): Tisztább, oxidmentes éleket eredményez, de vastagabb szelvényeknél lassabb a munkafolyamat.
Részecskevasztagsági acél:
A rozsdamentes acél lézeres vágása különös figyelmet igényel a hőkezelésre. Az anyag króm-tartalma kiváló korrózióállóságot biztosít, ugyanakkor befolyásolja a hőenergiára adott válaszát is. Nitrogén segédgázzal történő feldolgozás esetén tiszta, fényes élek keletkeznek – ez elengedhetetlen az élelmiszeripari, orvosi vagy építészeti alkalmazásokban, ahol az oxidáció rombolná a teljesítményt vagy a megjelenést.
A rozsdamentes acél lézeres vágásakor a tipikus vastagsági tartomány 0,4 mm és 20 mm között mozog. A vékonyabb lemezek rendkívül tisztán vágódnak, minimális hőhatási zónával (HAZ), míg a vastagabb szelvényeknél enyhe élzóna-elszíneződés fordulhat elő, amelyet a posztfeldolgozással könnyen kiküszöbölhetünk.
Alumínium és alumíniumötvözetek:
Az alumínium lézeres vágása egyedi kihívásokat jelent a fém magas fényvisszaverő képessége és hővezetőképessége miatt. A szálas lézerek itt kiválóan teljesítenek, áthidalva a CO₂-rendszereket zavaró visszaverődési problémákat. Amikor alumíniumot vág lézerrel, a következőkre számíthat:
- Kiváló szélminőség vékony lemezeknél (legfeljebb 6 mm-ig)
- Némi élsimítatlanság vastagabb szakaszoknál, amelyekhez olvadási vágási technikák szükségesek
- A tipikus vastagságtartomány 0,5 mm-től 12 mm-ig a szokásos igény szerinti szolgáltatásokhoz
Az alumínium hővezetőképessége miatt a hő gyorsan eloszlik – általában ez előnyös a hőhatározott zóna (HAZ) minimalizálására, de magasabb teljesítményt igényel a vágási sebesség fenntartásához.
A tűrések megértése:
Milyen pontosságot lehet valójában elérni? A Charles Day tűrésspecifikációi szerint a professzionális lézeres vágási szolgáltatások lenyűgöző pontosságot érnek el:
| Anyag Vastagság | Tűrés (500 mm-ig terjedő alkatrészeknél) | Tűrés (500 mm–1500 mm) | Tűrés (1500 mm–3000 mm) |
|---|---|---|---|
| Legfeljebb 1,0 mm | ±0,12 mm | ±0,12 mm | ±0,12 mm |
| 1,0 mm-től 3,0 mm-ig | ±0,15 mm | ±0,15 mm | ±0,15 mm |
| 3,0 mm-től 6,0 mm-ig | ±0,20 mm | ±0,20 mm | ±0,20 mm |
| 6,0 mm-től 25 mm-ig | ±0,25 mm | ±0,25 mm | ±0,25 mm |
| 25 mm felett–50 mm-ig | ±0,50 mm | ±0,50 mm | ±0,50 mm |
Ezek a tűrések érvényesek a 3000 mm-es méretekig terjedő alkatrészdimenziókra is – azaz még a nagy méretű lemezek is konzisztens pontosságot mutatnak. Összehasonlításképp: egy 3 mm vastag alkatrész ±0,15 mm-es tűrése azt jelenti, hogy a geometriai elemek a tervezett helyüktől legfeljebb egy emberi hajszál szélességével térhetnek el.
Műanyagok és speciális anyagválasztékok
A fémek mellett a gyors, igény szerinti szolgáltatások kiválóan kezelnek széles skálájú nem fémes anyagokat is. Mindegyikhez speciális vágási paraméterek szükségesek az optimális eredmény eléréséhez.
Akril (PMMA):
A műanyagok csillagelőadója. Az akril vágási szolgáltatások iránti kérés továbbra is népszerű, mert a CO2 lézerek lángpolírozott éleket állítanak elő, amelyekhez nem szükséges másodlagos felületkezelés. A vastagsági lehetőségek általában 1 mm-től 25 mm-ig terjednek, és az élminőség egész ezen a tartományon keresztül kiváló marad. Az anyag tisztán elpárolog, optikailag tiszta, sima felületeket hagyva, amelyek tökéletesek reklámtáblákhoz, kiállítási elemekhez és díszítő alkalmazásokhoz.
PETG:
Ütésállóbb, mint az akril, de enyhén nehezebb vágni. Az élek enyhe „fagyosodást” mutathatnak, nem az akril üvegszerű átlátszóságát. Jól alkalmazható védőburkolatokhoz és élelmiszer-biztonságos alkalmazásokhoz, ahol a tartósság fontosabb, mint az optikai tökéletesség.
Polikarbonát:
A legtartósabb gyakori műanyag, ugyanakkor a legnehezebb is lézerrel vágni. A polikarbonát az élek mentén sárgulhat, és durvább felületet eredményezhet, mint az akril. Olyan alkalmazásoknál, ahol szükség van a szuperior ütésállóságára, az él színváltozása gyakran elfogadható – vagy utófeldolgozással korrigálható.
POM (Delrin®/Acetal):
Egy méretező műanyag, amit nagyra becsülnek a dimenzióstabilitása és alacsony súrlódása miatt. A Xometry műszaki dokumentációja szerint a POM nagyon tisztán vág a minimális HAZ-szel CO2 lézerekkel. Az akrilhoz hasonló beállítások jól működnek, bár a körülbelül 25% -kal lassabb takarmánysebesség optimális eredményeket eredményez. Fontos megjegyzés: a megfelelő szellőztetés elengedhetetlen, mivel a fűtött POM mérgező gőzöket bocsát ki.
Fák és műfajtából készült termékek:
A kontraszt és a MDF bővíti az anyagválasztékot prototípusokhoz, szerelvényekhez és díszítő darabokhoz:
- Laminált lemez (furnérlemez): Minden fajta lézerrel vágható, bár a gyantartalom befolyásolja a szélek minőségét, és jó szellőztetést igényel. A nagyobb fúvónyomás tisztább vágásokat eredményez.
- KÖF: A sűrű és ragasztóanyag-bővített MDF lassan vág, és a szélei elégetve, színezettek lesznek. Egy 80 W-os lézer 10 mm-es MDF-t körülbelül 3,5 mm/s-nel dolgoz fel, ami jelentősen lassabb, mint az egyenértékű rétegelt réteg.
A hőhatású zónák és a határminőségre vonatkozó elvárások
Itt találkozik az anyagtudomány a valós világ eredményeivel. Minden hőalapú vágási folyamat hőhatott zónát (HAZ) hoz létre – ez a vágás melletti terület, ahol az anyag tulajdonságai a magasabb hőmérséklet miatt megváltoznak. A HAZ megértése segít megfelelő elvárásokat kialakítani és ennek megfelelően tervezni.
Az A-Laser műszaki elemzése szerint a HAZ többféleképpen is megnyilvánul:
- Salak és szürkés peremek: A megolvasztott anyag újra lerakódása a vágási élek mentén, különösen olyan fémeknél, amelyek többszörös lézeráthaladást igényelnek
- Torzulás: A hő koncentrációja deformálhat vékony anyagokat, vagy olyan éleket eredményezhet, amelyek nem fekszenek síkban
- Elszíneződés: A fémek és a műanyagok egyaránt színváltozást mutathatnak a vágási élek közelében – néha kizárólag esztétikai jellegű, néha pedig szerkezeti változásokra utal
- Rétegződés: Rétegzett anyagok, például laminátok túlzott hőhatásra széteshetnek
A szakmai igény szerinti szolgáltatások ezeket a hatásokat a paraméterek gondos optimalizálásával szabályozzák: a lézer teljesítményének, a vágási sebességnek és a segédgáz nyomásának beállítása minden anyag- és vastagságkombinációhoz. Az eredmény a részek egységesen magas minőségű vágott éle.
| Anyag | Tipikus vastagság tartomány | Élminőség jellemzői | Legjobb alkalmazások |
|---|---|---|---|
| Lágyacél | 0,5 mm – 25 mm | Tisztítva oxidréteggel (O2) vagy fényes (N2) | Tartókonzolok, házak, szerkezeti alkatrészek |
| Rozsdamentes acél | 0,4 mm – 20 mm | Fényes, oxidmentes nitrogén segítségével | Élelmiszeripari berendezések, orvostechnikai eszközök, építészet |
| Alumínium | 0,5 mm – 12 mm | Jó vékony anyagoknál; enyhe érdesség vastagabb anyagoknál | Elektronika, könnyűszerkezetek, hőelvezetők |
| Acrilykus | 1 mm – 25 mm | Lángpolírozott, optikailag átlátszó | Reklámtáblák, kijelzők, díszítő tárgyak |
| PETG | 1 mm – 12 mm | Enyhén mattított élek | Védőburkolatok, élelmiszer-biztonságos alkalmazások |
| Polikarbonát | 1 mm – 10 mm | Sárgás színű lehet; durvább, mint az akril | Ütésálló védőpanelek és burkolatok |
| POM (Delrin) | 1 mm – 15 mm | Nagyon tiszta felület, minimális hőhatási zóna (HAZ) | Fogaskerekek, csapágyak, precíziós mechanizmusok |
| Szívás | 3 mm – 18 mm | Enyhe megfeketedés a széleken | Prototípusok, rögzítőelemek, díszítő elemek |
| MDF | 3 mm – 12 mm | Égetett szélek, lehetséges foltok | Sablonok, nem dekoratív szerelvények |
Amikor anyagokat választ a kérésre gyártott projektje számára, igazítsa funkcionális követelményeit a valóságnak megfelelő szélminőségi elvárásokhoz. Egy díszítő akrikszignál más színvonalat kell elvárni, mint egy rejtett acél rögzítőkonzolon. Az anyagspecifikus jellemzők megértése biztosítja, hogy megfelelően adjon meg anyagokat – és olyan alkatrészeket kapjon, amelyek pontosan úgy működnek, ahogy azt tervezték.
Árképzési tényezők és költségoptimalizálási stratégiák
Mennyit kell fizetnie a kérésre gyártott lézeres vágási szolgáltatásokért? A őszinte válasz: ez attól függ. De ellentétben a hagyományos gyártással, ahol az árképzés mintha egy „fekete doboz” lenne, ha megérti azokat a változókat, amelyek meghatározzák lézeres vágási árajánlatát, okosabb tervezési döntéseket hozhat, és optimalizálhatja a költségeket még az első rendelés leadása előtt.
Az igazság az, hogy a lézeres vágási díjak jelentősen eltérnek az Ön konkrét projektkövetelményeitől függően. Egy egyszerű téglalap alakú rögzítőelem sokkal olcsóbb, mint egy bonyolult díszítőpanel tucatnyi kivágással. Nézzük meg részletesen, pontosan milyen tényezők befolyásolják az árajánlatot, amelyet kap.
Az árajánlat meghatározásának kulcsfontosságú tényezői
Minden lézeres vágási árajánlat a felhasznált erőforrások – anyagok, gépidő, munkaerő és közvetett költségek – kombinációját tükrözi. Az alábbiak azok a tényezők, amelyek valójában befolyásolják a végső árat:
- Anyag típusa és költsége: A Strouse költségelemzése , az anyagköltség gyakran a teljes projektköltség 70–80%-át teszi ki. A rozsdamentes acél drágább, mint az enyhén ötvözött acél. A speciális ötvözetek és műszaki műanyagok további költséget jelentenek. Az Ön által választott anyag alapvetően meghatározza az egész árajánlatot.
- Anyagvastagság: A vastagabb anyagokhoz több lézerenergia és lassabb vágási sebesség szükséges a tiszta vágási élek eléréséhez. Egy 10 mm-es acéllemez vágása exponenciálisan hosszabb ideig tart, mint egy 2 mm-es lemezé – és ez a megnövekedett gépidő közvetlenül növeli a költséget.
- A tervezés összetettsége és a vágási útvonal hossza: A bonyolultabb tervek hosszabb vágási útvonalakat igényelnek. Minden kivágáshoz szükség van egy fúráspontra, ahol a lézer elkezdi a vágást. A Komacut árképzési útmutatója megjegyzi, hogy a sok kivágást tartalmazó tervek nagyobb pontosságot és hosszabb vágási időt igényelnek, ami növeli az összköltséget.
- Alkatrész méretek: A nagyobb alkatrészek több nyersanyagot használnak fel, és hosszabb vágási útvonalat igényelnek. Emellett nem lehet annyi nagy alkatrészt elhelyezni egyetlen lemezre, így csökken az anyagkihasználás hatékonysága.
- Megrendelt mennyiség: A beállítási költségek az Ön rendelésében szereplő összes egységre oszlanak el. Tíz darab rendelése ritkán tízszer annyiba kerül, mint egy darabé – a fájl-előkészítés és a gépbeállítás példájául szolgáló fix költségek a nagyobb mennyiségekre átlagolódnak.
- Átfutási idő: Holnapra van szüksége az alkatrészekre? A sürgősségi feldolgozás általában felárat igényel. A szokásos szállítási határidők lehetővé teszik a gyártóknak, hogy hasonló anyagokat csoportosítsanak és optimalizálják az ütemezést, így ezeket a hatékonyságnövelő előnyöket tovább tudják adni Önnek.
- Másodlagos felületkezelés: A csiszolás, lekerekítés, menetkészítés, porbevonat vagy egyéb utófeldolgozási lépések munkaerő- és speciális berendezés-költségeket jelentenek. Egy nyers szélelű alkatrész olcsóbb, mint egy csiszolt felületet igénylő.
Amikor egyedi vágott fémalkatrészeket rendel, vegye figyelembe ezeket a tényezőket a tervezési fázisban. Kisebb módosítások – például felesleges kivágások csökkentése, funkciók összevonása vagy szabványos tűrések elfogadása – jelentősen befolyásolhatják a végösszeget.
Tervezés optimalizálása költséghatékonyság érdekében
Itt jön a stratégiai gondolkodás haszna. A nyersanyag-árakon nem tud változtatni, de teljes mértékben ön dönti el, milyen hatékonyan használja fel az erőforrásait a terve.
Használja ki a beágyazott vágást az anyagtakarékosság érdekében:
Az anyaglapokon a részek stratégiai elrendezése (beágyazása) hulladékot takarít meg, és megtakarítást eredményez. A QBuild Szoftver elemzése szerint az optimalizált beágyazás több előnnyel jár:
- Maximalizálja az anyagkihasználást úgy, hogy több alkatrészt fér el egy lapra
- Csökkenti a hulladékot és a nyersanyag-költségeket
- Rövidíti a vágási időt a lézerút megtételének minimalizálásával
- Csökkenti a gép kopását az hatékonyabb útvonaltervezés révén
Amikor egyedi fémvágási szolgáltatásokat rendel, a szolgáltatók általában automatikusan kezelik a darabolást (nesting). Azonban ha a tervezés során figyelembe veszi a darabolást – például elkerüli a anyagpazarló, kényelmetlen alakzatokat, és egységes vastagságot alkalmaz az alkatrészeknél –, ez segíti a szoftvert abban, hogy hatékonyabb elrendezéseket találjon.
Prototípuskészítés vs. gyártási gazdaságosság:
A költségszámítás drámaian megváltozik egyetlen prototípus és egy sorozatgyártás között. A mintavágás lézeres technológiával kiválóan alkalmas gyors prototípusok és kisebb tételszámú (50–100 darabos) gyártási sorozatok esetén. Így megvalósíthatja a tervezés érvényesítését anélkül, hogy drága szerszámokra kellene nagy összeget befektetnie.
Nagyobb mennyiségeknél – több ezer darabnál – más megközelítések lehetnek gazdaságosabbak. A teljes méretű, optimalizált berendezéseken történő gyártás alacsonyabb egységköltséget érhet el a következő módon:
- A beállítási költségek elosztása több egységre
- Anyagmennyiségi kedvezmények igénybevétele
- Egyszerűsített gépprogramozás és kezelés
Az igény szerinti lézeres vágás ideális alkalmazási területe általában az alacsony és közepes mennyiségű gyártás: prototípusok, kis sorozatgyártás, pótalkatrészek és egyedi megrendelések. Nagy mennyiségek esetén érdemes beszélgetni a szolgáltatóval arról, hogy speciális szerszámok vagy alternatív eljárások esetleg jobb értéket nyújtanak-e.
A tervezés egyszerűsítésének stratégiái:
Minden hozzáadott funkció megnöveli a vágási időt. Érdemes átgondolni, hogy a díszítő elemek valóban hozzáadnak-e értéket, vagy a tisztább geometriai formák is elérhetik a funkcionális célokat. A tervek egyszerűsítése – például a kivágások számának csökkentése, a görbék lehetőség szerinti kiegyenesítése és a szükségtelenül szigorú tűrések kiküszöbölése – közvetlenül csökkenti a lézeres vágási díjakat anélkül, hogy a teljesítményt kompromittálná.
A lényeg? Tekintse a lézeres vágási árajánlatot visszajelzési mechanizmusnak. Ha az ár magasnak tűnik, vizsgálja meg a tervezetét gyártási szempontból. Gyakran kis módosítások jelentősen olcsóbbá teszik a vágólemezek költségét anélkül, hogy bármilyen funkcionális változást okoznának – így egy drága prototípusból megfizethető sorozatgyártási alkatrész lesz.
Lézeres vágás összehasonlítása alternatív módszerekkel
Már rendelkezik egy alkatrésztervezettel – de valóban a lézeres vágás a legmegfelelőbb választás? Bár a rendelésre kész lézeres vágás rendkívüli rugalmasságot és pontosságot kínál, nem minden projekt esetében a legoptimálisabb megoldás. Azért, hogy megbízható gyártási döntéseket hozhasson, érdemes megértenie, hogyan viszonyul a lézeres vágás a vízsugárral történő vágáshoz, a plazmavágáshoz, a CNC-maráshoz és a nyomóvágáshoz – így minőség, költség és időkeret egyensúlyát tudja biztosítani.
Minden vágási technikának megvannak a saját erősségei. A rossz módszer kiválasztása azt jelentheti, hogy túlfizetünk a szükségtelenül magas pontosságért – vagy olyan alkatrészeket kapunk, amelyek nem felelnek meg minőségi elvárásainknak. Nézzük meg részletesen, mikor érdemes fémek vágására lézeres vágógépet használni, és mikor adják a jobb eredményt az alternatív módszerek.
Lézeres vágás vs. alternatív vágási módszerek
Lézer Vágás:
A Wurth Machinery összehasonlító elemzése , a lézeres vágás különösen akkor előnyös, ha finom, sebészi pontosságra van szükség vékony és közepesen vastag anyagokon. A fókuszált lézersugár rendkívül tiszta vágási éleket eredményez minimális utómunka igényével. Fő előnyei:
- Szűk tűréshatárok és bonyolult részletek gyártásának képessége
- Kiváló élsimítás, utómunka nélkül vagy minimális utómunkával
- Gyors vágási sebesség vékony lemezeknél
- Kis vágási rések (kerf) szélessége, amely minimalizálja az anyagpazarlást
Milyen alkalmazásokra ideális? Elektronikai eszközök, orvosi berendezések, precíziós alkatrészek gyártása, valamint minden olyan projekt, ahol a tiszta vágási élek és a finom részletek döntő fontosságúak.
Plazmavágás:
Amikor vastag vezető fémekkel dolgozik, és a költség fontosabb, mint az él tökéletessége, a plazmavágás gyakran a nyerő megoldás. Ha valaha már kereste a 'plazmavágás közel hozzám' kifejezést, valószínűleg nehéz acélkészítéssel foglalkozik. A plazmavágás elektromos ívet és összenyomott gázt használ, hogy gyorsan és gazdaságosan átvágja a fémeket. A kompromisszum a durvább vágási élek és a szélesebb hőhatási zóna a nagy pontosságú lézeres fémvágáshoz képest.
- Kiemelkedő teljesítményt nyújt 1 hüvelyknél (kb. 25,4 mm) vastagabb acéllemezeknél
- Kb. 3–4-szer gyorsabb, mint a vízsugár-vágás vastag fémeknél
- Alacsonyabb berendezési és üzemeltetési költségek, mint a lézeres vagy vízsugaras megoldásoknál
- Ideális szerkezeti acél, nehézgépek és hajóépítés esetén
Vízsugaras vágás:
Hőre érzékeny anyagokat kell vágnia? A vízsugár-vágás nagynyomású vizet és abrazív anyagot kever össze, hogy szinte bármilyen anyagot – acéltól kőig és kompozit anyagokig – hőhatás nélkül vághasson át. Az ipari előrejelzések szerint a vízsugár-vágási piac 2034-re több mint 2,39 milliárd dollárra nő, ami tükrözi a hőmentes vágási eljárás iránti növekvő keresletet. Fő előnyei:
- Nulla hőhatási zóna – nincs torzulás vagy anyagtulajdonság-változás
- Majdnem bármilyen anyagot vághat, beleértve az üveget, a követ és a kompozitokat
- Kiválóan alkalmas vastag anyagokra (akár több hüvelyknyi vastagságig)
- Kiemelkedő választás hőérzékeny vagy keményített anyagokhoz
A hátránya? A lassabb vágási sebesség és a magasabb üzemeltetési költségek miatt a vízsugár-vágás kevésbé gazdaságos nagy mennyiségű vékony lemezfeldolgozásra, ahol a CNC lézeres vágógépek gyorsabban elvégzik a feladatot.
CNC marás:
Fa, műanyagok, habanyagok és lágyabb anyagok esetén a lézeres CNC gépek versenytársai a mechanikus marógépek. A CNC marás forgó vágószerszámokat használ, nem pedig hőenergiát, így jobban alkalmazható nagyon vastag nemfémes anyagokhoz, illetve olyan anyagokhoz, amelyek a lézerhő hatására megolvadhatnak vagy meggyulladhatnak. Ugyanakkor a marógépek nem érhetik el a lézer pontosságát bonyolult minták vagy finom részletek vágásánál.
Dobozvágás:
Amikor ezrek azonos alkatrészt kell gyártani rugalmas anyagokból, például tömítésekből, hőszigetelő anyagokból vagy vékony műanyagokból, a dobozvágás gyakran a legalacsonyabb egységköltséget biztosítja. Az ESPE Manufacturing összehasonlítása szerint ESPE Manufacturing összehasonlítása a kivágás szerszámozási előkészítést igényel, de egyszer beállítva rendkívül gyorsan egyenletes alkatrészeket állít elő. A csapda? Az egyedi kivágószerszámok száz vagy akár ezer dollárba is kerülhetnek – így ez a módszer csak nagy mennyiségek esetén gazdaságos.
| Vágási módszer | Pontosság | Anyagkör | Élek minősége | Legjobb darabszám-tartomány | Relatív költség |
|---|---|---|---|---|---|
| Lézeres vágás | ±0,12 mm – ±0,25 mm | Fémek, műanyagok, faanyagok, textíliák | Kiváló – gyakran nincs szükség utómunkára | 1–1000+ darab | Közepes |
| Plazma vágás | ±0,5 mm – ±1,5 mm | Csak vezetőképes fémek | Durvább élek; gyakori a salétrom | Kis–közepes mennyiségek | Az |
| Vízjetes felvágás | ±0,1 mm – ±0,25 mm | Szinte bármilyen anyag | Jó – nincsenek hőhatások | Kis–közepes mennyiségek | Magas |
| CNC útvonalakasztás | ±0,1 mm – ±0,5 mm | Fa, műanyag, hab, lágy fémek | Jó – esetleg csiszolás szükséges | Közepes mennyiség | Közepes-Alacsony |
| Matrizavágás | ±0,25 mm – ±0,5 mm | Vékony, rugalmas anyagok | Tisztán – az eredmények konzisztensek a sorozatokban | 1000+ darab | Alacsony (hangerőn) |
A megfelelő gyártási döntés meghozatala
Bonyolultnak tűnik? Íme egy gyakorlatias keretrendszer a vágási módszer kiválasztásához öt kulcsfontosságú szempont alapján:
1. Anyagtípus:
Mit vágnak? A fémek esetében a lézer- vagy plazmavágás a legalkalmasabb. Hőérzékeny kompozit anyagoknál a vízsugár-vágás a megfelelő választás. Puha anyagok, például fa és hab, mind lézerrel, mind CNC-maróval is jól vághatók. Ha tükröző fémek – például réz vagy sárgaréz – vágására van szüksége, akkor a szálaslézer-technológia jobban alkalmazható, mint a plazma- vagy CO₂-rendszerek.
2. Anyagvastagság:
A vékony lemezek (6 mm alatt) a lézervágás erősségeit mutatják: sebesség, pontosság és vágott él minősége. A vastag acéllemez (25 mm felett) esetében a plazma- vagy vízsugár-vágás praktikusabb választás. A lézervágás kezeli a vastag anyagokat is, de a feldolgozási idő és a költségek jelentősen megnőnek.
3. Pontossági igények:
±0,25 mm-nél szigorúbb tűrést igényel? A lézer- és vízsugár-vágás ezt biztosítja. Elfogadható-e ±1 mm vagy ennnél lazaabb tűrés? Ebben az esetben a plazmavágás alacsonyabb költsége talán ésszerűbb megoldást jelent. Igazítsa a pontossági igényeit a technológiához – a szükségtelenül magas pontosságért fizetett pénz pazarlás.
4. Élminőségi követelmények:
Láthatók lesznek az alkatrészek? Szükséges-e összeszerelésük másodlagos felületkezelés nélkül? A lézer a legtisztább fémes éleket biztosítja. A berendezésen belül rejtett szerkezeti alkatrészek esetében a plazma vágás durvább élei teljesen elfogadhatók.
5. Gyártási mennyiség:
Ez az a terület, ahol a szerszámos hagyományos gyártás néha gazdaságosabbnak bizonyul. A nyomóvágáshoz drága egyedi szerszámok szükségesek, de ha több ezer azonos alkatrész rendelése történik, az egységár drámaian csökken. Az igény szerinti lézervágás kiválóan alkalmazható prototípusokhoz és néhány száz darabnál kisebb sorozatgyártáshoz – ennél nagyobb mennyiségek esetén érdemes megvizsgálni, hogy a dedikált szerszámozás jobb értéket kínál-e.
Amikor a hagyományos gyártás győz:
Az igény szerinti szolgáltatások nem mindig a megoldás. Fontolja meg a hagyományos megközelítéseket, ha:
- 5000 vagy több azonos, egyszerű geometriájú alkatrészre van szüksége
- Az egységár fontosabb, mint a szállítási határidő
- A tervezés befejeződött, és nem várható változás benne
- Speciális ötvözetekből készülnek az alkatrészek, amelyekhez dedikált folyamatok szükségesek
Minden más esetében – prototípusok, tervezési változatok, egyedi darabok, pótalkatrészek és kis sorozatgyártás – az igény szerinti lézeres vágás rugalmassága és a szerszámok nélküli működés általában a legjobb értéket nyújtja. A kulcs a konkrét projektigények és az azokat leghatékonyabban kezelő technológia összeegyeztetése.
Alkalmazások iparágak és felhasználótípusok szerint
Ki használja valójában az igény szerinti lézeres vágási szolgáltatásokat? A rövid válasz: mindenki, a hétvégi hobbi-alkotóktól a Fortune 500-as cégek mérnökeiig. De itt van a lényeg: mindegyik felhasználótípus másképp közelíti meg ezeket a szolgáltatásokat, sajátos prioritásokkal és elkerülendő buktatókkal. Akár személyes projektje érdekében keres egy lézeres vágógépet a közelében, akár szakmai gyártáshoz értékel szolgáltatókat, annak megértése, hogyan lehet hatékonyan kihasználni ezeket a szolgáltatásokat, mindenben különbséget tesz.
Az igény szerinti gyártás szépsége abban rejlik, hogy demokratizálja a precíziós gyártást. Többé nem szükséges gyári méretű költségvetés ahhoz, hogy hozzáférjen a professzionális szintű, egyedi lézeres gravírozási és vágási lehetőségekhez. Nézzük meg, hogyan tudják különböző felhasználói csoportok maximalizálni az értéket ezekből a szolgáltatásokból.
- Hobbisták és alkotók: Figyeljen a anyagkísérletezésre és a tervezési korlátozások megismerésére. Kezdjen olcsóbb anyagokkal, például akryllal vagy rétegelt lemezzel, mielőtt fémekhez fordulna. Sokan kezdő kreatív projektek esetén „lézeres favágás közel hozzám” vagy „lézerrel vágott fa közel hozzám” kifejezéseket keresnek – a helyi szolgáltatók gyakran gyorsabb átadási időt kínálnak az iteratív tanuláshoz.
- Terméktervezők: Tegye a gyors iterációt és a vizuális prototípusokat elsődlegessé. Használja az igény szerinti szolgáltatásokat a formátumok és esztétikai döntések tesztelésére a gyártási anyagokra való kötelező vállalás előtt. Fontolja meg több tervezési változat egyszerre történő rendelését a döntéshozatal gyorsítása érdekében.
- Mérnökök: Hangsúlyozza a méretbeli pontosságot és az anyagjellemzőket. Mindig egyértelműen adjon meg kritikus tűréseket, és kérjen anyagtanúsítványokat, ha a funkcionális teljesítmény számít.
- Kisvállalkozók: Egyensúlyozza az egységenkénti költségeket az állománykockázattal szemben. A kérésre történő gyártás lehetővé teszi a piaci reakció tesztelését nagyobb termelési kötelezettségvállalás előtt. Kövesse nyomon, mely termékekkel van folyamatosan eladás, hogy azonosítsa azokat a termékeket, amelyek esetében érdemes nagyobb mennyiséget rendelni kedvezőbb egységárért.
Prototípus-készítési stratégiák termékfejlesztéshez
Képzelje el, hogy tervezett egy új termék burkolatát. Rendeljen egy vagy öt prototípust? A Meegle prototípus-készítési útmutatója szerint a sikeres lézeres vágású prototípusok iteratív megközelítést követnek: kezdje egyszerű tervekkel a megfelelő anyagvizsgálat teszteléséhez, majd finomítsa a terveket egymást követő változatokon keresztül.
Íme, amit a tapasztalt tervezők ajánlanak:
- Kezdjen egyszerűen: Tesztelje az alapvető geometriát és az anyag viselkedését, mielőtt bonyolultságot adna hozzá
- Vegye figyelembe a vágási rést (kerf): A lézer által eltávolított anyag figyelembevétele a tervek módosításánál—ez kritikus fontosságú az egymásba kapcsolódó alkatrészek esetében
- Dokumentáld az összes lépést: A beállítások és módosítások rögzítése jövőbeli hivatkozás céljából
- Anyagminták tesztelése: Kis szakaszok kivágása az anyagok reakciójának értékelésére, mielőtt teljes alkatrészek gyártásába kezdenénk
- Korai együttműködés: Prototípusok megosztása az érdekelt felekkel a tervek véglegesítése előtt észrevételek begyűjtése érdekében
Egyedi fapántvágást vagy lézeres gravírozási szolgáltatásokat keres? A helyi szolgáltatók gyakran gyorsabb visszajelzési ciklust kínálnak a prototípus-iterációkhoz—néha 24–48 órán belül képesek készterméket szállítani, míg távolabbi beszállítóktól egy hét is eltarthat. Ez a sebességelőny gyorsítja a tanulási folyamatot, és összezsugorítja a fejlesztési időkereteket.
Egyedi alkatrészekről termelési sorozatokra való áttérés
Már validáltad a terveidet prototípusokkal—mi a következő lépés? Az egyedi alkatrészek prototípus-gyártásáról a termelési mennyiségekre való áttérés gazdasági és minőségbiztosítási szempontból stratégiai gondolkodást igényel.
A Shopify gyártási elemzései a kérésre történő gyártás jelentős előnyöket kínál ebben az átmeneti fázisban: kis tételben tesztelheti a piaci reakciót, mielőtt nagyobb mennyiségre vállalna kötelezettséget. Ha egy termék elfogy, az keresletet jelez, nem pedig költséges készletproblémákat okoz.
Vegye figyelembe az alábbi tényezőket a méretbővítés során:
- Mennyiségi árkorlátok: A legtöbb szolgáltató kedvezőbb egységárakat kínál 25, 50 vagy 100+ darabos rendeléseknél – azonosítsa ezeket a küszöbértékeket
- Anyagállandóság: Adja meg az anyagforrásokat, ha színegyezésre vagy mechanikai tulajdonságok állandóságára van szükség a tételről tételre
- Minőségi dokumentáció: Kérjen ellenőrzési jelentéseket a gyártási sorozatokhoz a konzisztencia igazolásához
- Készletstratégia: Csak annyit rendeljen, amennyire szüksége van, és amikor szüksége van rá – kerülje el a hagyományos készletfelhalmozási csapdát, amely a tőkét lekötve tartja
Az igény szerinti szolgáltatások esetében a legkedvezőbb mennyiség általában egy és néhány száz alkatrész között mozog. Ezen küszöbérték fölött érdemes megvizsgálni, hogy a különleges szerszámok vagy alternatív gyártási módszerek jobb gazdasági eredményt nyújtanak-e. Azonban a legtöbb kisvállalkozás és termékfejlesztő számára az éppen szükséges mennyiség rendelésének rugalmassága – minimális mennyiségi kötelezettség nélkül – jelenti a fő értéknövelő tényezőt, amely az igény szerinti gyártást olyan hatékonyá teszi.

A megfelelő igény szerinti gyártási partner kiválasztása
Mesteri szinten elsajátította a technológiát, ismeri az alkalmazott anyagokat, és optimalizálta a tervezését a költséghatékonyság érdekében. De itt bukkanak meg sok projekt – a helytelen szolgáltató kiválasztása alááshatja az összes gondos előkészítést. Nem minden helyi lézeres vágási szolgáltatás nyújt azonos minőséget, reagálóképességet vagy műszaki támogatást. Az elegendő szolgáltató és a kiváló gyártási partner közötti különbség gyakran eldönti, hogy a projekt sikeres lesz-e, vagy egy frusztráló, folyamatosan ismétlődő módosítási ciklusba fullad.
A precíziós lézeres vágási szolgáltatásokat nyújtó vállalkozás kiválasztását úgy képzelje el, mint egy üzleti partner kiválasztását. Nem csupán gépidőt vásárol – szakértelembe, minőségbiztosítási rendszerekbe és kommunikációs infrastruktúrába fektet be, amelyek közvetlenül befolyásolják termékének sikerét. Milyen szempontok számítanak tehát valójában a lehetséges partnerek értékelésekor?
A szolgáltatók értékelésének alapvető szempontjai
A A JP Engineering szolgáltatókiválasztási elemzése , számos tényező választja el a kiváló fém lézeres vágási szolgáltatásokat a közepes alternatíváktól. Íme az értékelési ellenőrzőlistája:
- Technológia és felszerelés minősége: A lézeres vágási technológia jelentősen fejlődött. Győződjön meg arról, hogy a szolgáltatók legmodernebb berendezéseket használnak, amelyek képesek kezelni az Ön által megadott anyagokat, és megfelelnek a lézeres vágás pontossági követelményeinek. Érdeklődjön a gépek életkoráról, karbantartási ütemtervéről és műszaki specifikációiról.
- Anyagismeret: Különböző anyagokhoz különböző vágási technikák szükségesek. Egy megbízható szolgáltatónak tapasztalattal kell rendelkeznie az Ön projektjéhez szükséges anyagok kezelésében. Érdeklődjön korábbi, az Ön projektjéhez hasonló projektekről – a tapasztalt szállítók értik azokat a finomságokat, amelyeket a kezdő kezelők gyakran figyelmen kívül hagynak.
- Testreszabási és prototípus-készítési lehetőségek: A rugalmasság kulcsfontosságú az iteratív fejlesztéshez. Azok a szolgáltatók, akik gyors prototípus-készítési szolgáltatásokat kínálnak, segítenek gyorsan finomítani a terveket. Keressen olyan partnereket, akik 5 napon belül képesek prototípusokat szállítani – ez drámaian felgyorsítja a tanulási ciklusokat.
- Átforgási idő és gyártási kapacitás: Az idő gyakran döntő fontosságú a gyártásban. Értékelje, hogy a szolgáltatók képesek-e betartani határidejét minőségromlás nélkül. A határidőkre vonatkozó egyértelmű kommunikáció elengedhetetlen egy sikeres partnerséghez.
- Minőségi tanúsítványok: Az iparág által elismert tanúsítványok a következetes minőség iránti elköteleződést jeleznek. Pontos alkalmazások esetén legalább az ISO 9001-es tanúsítványt érdemes kérni. Az autóipari és légi járművek alkatrészei esetén IATF 16949 tanúsítvány a legmagasabb szintű minőségi standardot jelenti – rendszerszerű folyamatokat, adatokon alapuló döntéshozatalt és folyamatos fejlesztésre épülő munkakultúrát bizonyít.
- Átlátható árképzés: A rejtett díjak költségvetési problémákat okoznak. Olyan szolgáltatókat keressen, akik világos, részletes árajánlatokat nyújtanak. Kérjen részletes költségfelosztást, amely tartalmazza a befejezési munkák, sürgősségi szállítás vagy tervezési módosítások esetleges további díjait is.
- Kommunikációs reakcióidő: Milyen gyorsan válaszolnak a lekérdezésekre? A megállapodási idő gyakran előre jelezheti az általános reagálóképességet. Azok a szolgáltatók, akik 12 órás időkeretet ígérnek a megállapodás elkészítésére, bizonyítják, hogy rendelkeznek a megfelelő infrastruktúrával és elköteleződéssel, amely a projekt teljes ideje alatt jobb kommunikációt eredményez.
- Tervezési támogatás elérhetősége: Nem minden tervező gyártási szakértő. Azok a szolgáltatók, akik DFM-támogatást (Gyártásra optimalizált tervezés) nyújtanak, segítenek a tervek optimalizálásában a gyártás megkezdése előtt – így korai stádiumban észlelik a potenciális problémákat, és javaslatokat tesznek költségcsökkentő fejlesztésekre.
Az integrált gyártástechnikai támogatás értéke
Miért olyan fontos a DFM-támogatás? Képzeljen el egy olyan helyzetet, amikor egy tervet nyújt be, majd csak a megmunkálás után derül ki, hogy egy funkció nem gyártható úgy, ahogy azt eredetileg tervezték. A részletes DFM-ellenőrzés során tapasztalt mérnökök ezeket a problémákat már a gyártás megkezdése előtt azonosítják, így időt és pénzt takarítanak meg.
A Smithers tanúsításelemzése szerint az IATF 16949-es tanúsítvánnyal rendelkező gyártók jelentős előnyöket kínálnak: hitelt érdemlő minőségelköteleződésük bizonyítja megbízhatóságukat, folyamataik integrációja csökkenti a hibák számát, és a folyamatos fejlődésre épülő munkakultúrájuk minden kezelt projektjüket előnyösen befolyásolja. Az autóipari alkalmazásokhoz szükséges CNC lézeres vágási szolgáltatások esetében ez a tanúsítvány nem választható – elengedhetetlen.
Mit jelent gyakorlatban a világklasszis szolgáltatás? Gondoljunk olyan gyártókra, akik több képességet egy helyen kombinálnak. Shaoyi (Ningbo) Metal Technology ez a komplex megközelítés példáját mutatja be – 5 napos gyors prototípusgyártást kínál mellett az IATF 16949-es tanúsítvánnyal rendelkező gyártási kapacitás mellett, átfogó DFM-támogatást és 12 órás árajánlat-készítési időt. Ez a sebesség, minőségi tanúsítvány és reagáló kommunikáció kombinációja pontosan azt jelenti, amit a csőlézeres vágási szolgáltatások vagy a precíziós fémmegmunkálás értékelésekor keresni kell.
A tanúsításokon túl érdemes olyan szolgáltatókat keresni, akik lézeres csővágási szolgáltatásokat és egyéb specializált képességeket is kínálnak, ha projektek ezt igénylik. Az integrált gyártók, akik több folyamatot is kezelnek – vágás, hajlítás, felületkezelés, összeszerelés – leegyszerűsítik a beszerzési láncot, és csökkentik a koordinációs nehézségeket.
Vigyázatba jellemző jelek:
- Pontatlan árajánlatok, amelyek nem tartalmaznak részletes bontást
- Nincs dokumentált minőségirányítási rendszer
- Hajlandóság hiánya referenciák vagy mintamunkák megosztására
- Lassú reakcióidő az árajánlat-kérési fázisban
- Nincs DFM-visszajelzés vagy tervezési felülvizsgálati folyamat
Zöld zászlók, amelyek minőségi partnerekre utalnak:
- Proaktív kommunikáció a tervezési javításokról
- Egyértelmű dokumentáció a tűrésekkel és képességekkel kapcsolatban
- Az alkalmazásodhoz megfelelő ipari tanúsítások
- Gyors prototípus-készítési lehetőségek iteratív fejlesztéshez
- Átlátható árazás, meglepetésszerű díjak nélkül
A megfelelő gyártási partner nem csupán végrehajtja a terveit – hanem felemeli azokat. Szakértő DFM-irányelvek, tanúsított minőségirányítási rendszerek és rugalmas kommunikáció révén a kiváló szolgáltatók a saját csapatunk kiterjesztésévé válnak. Akár egyetlen alkatrész prototípusát készíti, akár termelési méretekre skálázódik, a megfelelő beszállító kiválasztására fordított idő hozzáadott értéket teremt az egész projekt életciklusa során. Vegye komolyan az értékelési kritériumokat, tegyen fel a megfelelő kérdéseket, és olyan partnereket talál, akik folyamatosan precíziós lézeres vágási szolgáltatásokat nyújtanak, amelyek túllépik az elvárásokat.
Gyakran ismételt kérdések a lézeres vágásról igény szerint
1. Van-e kereslet a lézeres gravírozás iránt?
Igen, a lézeres gravírozási és vágási vállalkozások nagyon jövedelmezőek a személyre szabott és egyedi termékek iránti növekvő kereslet miatt. Az igény szerinti gyártási modell kiküszöböli a készletköltségeket, miközben lehetővé teszi az egyedi darabok gyártását. A szolgáltatásokra az autóipartól kezdve a fogyasztási cikkekig számos iparág támaszkodik prototípusok, egyedi alkatrészek és kis sorozatgyártás céljából, így ez kiváló üzleti lehetőség, amelyhez viszonylag alacsony anyagköltségek szükségesek.
2. Mennyibe kerül a lézervágás percenként?
A lézervágás költségei nem egyszerű perces díjszabás alapján, hanem több tényezőtől függően változnak. A fő árképzési tényezők a felhasznált anyag típusa és vastagsága (gyakran a teljes költség 70–80%-a), a tervezés összetettsége és a vágási útvonal hossza, a megrendelt mennyiség, a szállítási határidő, valamint a felületkezelési igények. A legtöbb igény szerinti szolgáltatás az Ön által feltöltött tervezési fájlok alapján azonnali árajánlatot nyújt, így a megrendelés előtt optimalizálhatja a költségeket.
3. Mi a különbség a CO2 és a szálas lézeres vágás között?
A CO2 lézerek 10,6 mikrométeres hullámhosszon működnek, és kiválóan alkalmazhatók szerves anyagok, műanyagok és vastagabb fémek vágására, bár hatásfokuk csupán 5–10%. A szálas lézerek 1,064 mikrométeres hullámhosszon működnek, több mint 90%-os hatásfokot érnek el, és a fémek vágási sebessége 3–5-ször gyorsabb, mint a CO2 lézereké. A szálas lézerek jobban kezelik a fényvisszaverő fémeket, például az alumíniumot és a rezet, míg a CO2 lézerek akkril esetében lángpolírozott széleket eredményeznek.
4. Milyen fájlformátumokat fogadnak el a szükség szerinti lézeres vágásnál?
A legtöbb szükség szerinti lézeres vágási szolgáltatás a DXF (Drawing Exchange Format) formátumot fogadja el univerzális szabványként 2D vektorfájlokhoz, az AI-t (Adobe Illustrator) összetett, görbéket tartalmazó tervekhez, az SVG-t (Scalable Vector Graphics) webbarát formátumokhoz, valamint a STEP fájlokat 3D alkatrészekhez vagy akkor, ha hajlítási információkra van szükség. A feltöltés előtt mindig alakítsa át a szöveget vektorvázlatokká, és győződjön meg róla, hogy minden kontúr zárt.
5. Mikor érdemes lézeres vágást választani más vágási módszerek helyett?
Válassza a lézeres vágást, ha szoros tűréshatárokra van szüksége (±0,12 mm-től ±0,25 mm-ig), kiváló szélminőségre, amely minimális utómunkát igényel, és gyors határidőre vékonytól közepesen vastag anyagok esetén. A plazmavágás akkor ajánlott, ha vastag, vezetőképes fémeket kell vágni, és a költségfontossága nagyobb, mint az élminőség tökéletessége. A vízsugár-vágás hőérzékeny anyagok vagy kompozitok esetén alkalmazható. A sablonvágás csak akkor válik gazdaságossá, ha az azonos alkatrészek mennyisége meghaladja az 1000 darabot.